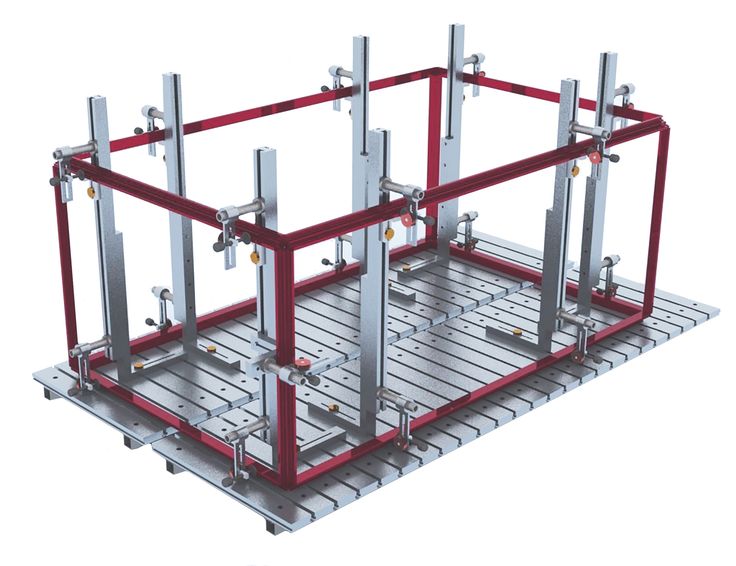
Арматурный стол: Стол арматура в стиле лофт 06 с изящными ножками из цельной арматурной трубы изготовленый в ручную в Москве
Содержание
Материалы раздела Новости по тегу круглый стол
Заводы 32 Стандартизация 162 Газ.Нефть.Технологии УФА 14 ЗАО РОУ 24 Вестник арматуростроителя 278 НПО Регулятор 34 Тулаэлектропривод 49 импортозамещение 49 видеорепортаж 239 Ямал СПГ 13 НПАА 41 ОМК 234 Северный поток 13 Теплоснабжение 72 Ремонт и реконструкция 47 Нефтепереработка 39 Инвестиции 65 Запорная арматура 871 Сертификация 342 Фобос 16 Тяньваньская АЭС 14 Нефтегаз-2016 11 Регулирующая арматура 113 Запорно-регулирующая арматура 159 Транснефть 230 Красный Котельщик 56 Патенты 44 Импортозамещение 278 Газпром 297 Награды 44 Аудиты 20 Шаровые краны 632 Клапаны 284 Трубы 285 Новинки и разработки 103 Тендеры и закупки 27 Водоканалы 20 Модернизация производства 238 Контроль и испытания 47 Газ 76 Новое строительство 53 Выставки 55 Обучение и кадры 31 Автоматизация 129 Локализация 38 НИОКР 65 Теплоэнергетика 78 Инновации 64 Международное сотрудничество 88 СПГ 56 Приводы 142 Нефтегаз 125 Новинки 73 посещение предприятий 162 КТОК 30 Нефть и газ 234 Экология 29 Насосное оборудование 88 Сила Сибири 25 РАВВ 20 ТЭЦ 27 Химия 33 Нефтехимия 19 Армалит 119 ЧТПЗ 172 АДЛ 121 ТЭКО-ФИЛЬТР 71 Сумское НПО 30 РОСТРАНСМАШ Трейд 22 РТМТ 101 РЭП Холдинг 54 ГОСТ 27 ТПА 28 ОМЗ 47 Сплав 43 Станкомаш 17 Белэнергомаш-БЗЭМ 24 АЭМ-технологии 95 Бологовский арматурный завод 21 Роснефть 83 Модернизация 21 Темпер 79 Курганский арматуростроительный кластер 18 ЖКХ 65 АУМА 125 Ижнефтемаш 22 Ивано-Франковский арматурный завод 23 «АДЛ» 39 Трубная металлургическая компания 134 МК Сплав 174 Синарский трубный завод 11 Пензенский арматурный завод 13 Новомет 25 Завод Трубодеталь 25 АЭС 106 задвижки 63 ОМЗ-Спецсталь 22 Экс-Форма 18 ДС Контролз 31 ТЭКО ФИЛЬТР 12 ARMTORG 31 выставка 871 Москва 62 МашСталь 21 арматура 56 Шпаков Олег Николаевич 11 ЦКБА 17 Арматурные истории 16 МосЦКБА 16 трубопроводная арматура 3254 Danfoss 170 предохранительный клапан 13 клапан 31 БКЗ 76 Барнаульский котельный завод 83 литье 82 Судостроение 62 Astin BGM Group 25 Астин 50 ЦНИИТМАШ 48 нефть 75 Данфосс 195 Саранский приборостроительный завод 23 Санкт-Петербург 37 KSB 42 Задвижки 238 Camozzi 16 БАЗ 88 Волгограднефтемаш 93 Омский НПЗ 22 Томская электронная компания 23 ТЭК 11 Томский завод электроприводов 24 Ростовская АЭС 17 реактор 22 шаровой кран 24 БРОЕН 13 Итоги года 34 Росатом 174 Атомэнергомаш 128 Индустриальный парк 31 Минпромторг 105 ОЗНА 32 Завод Водоприбор 24 запорная арматура 188 Константа-2 19 FESTO 18 Уральский турбинный завод 11 ООО Паровые системы 17 Россия 37 Германия 18 Уралхиммаш 41 Индия 13 Emerson 84 СЕНСОР 21 КРУГ 34 Пензтяжпромарматура 162 AUMA 66 «РусГидро» 13 «Конар» 25 ООО «Приводы АУМА» 95 Корпорация «Сплав» 61 ООО «Темпер» 37 ARAKO 13 АБС ЗЭиМ Автоматизация 114 «Трубодеталь» 16 «Армалит» 29 НПО «Регулятор» 18 ТД «Воткинский завод» 30 водоснабжение 73 Hawle 52 Татнефть 18 ТМК 138 Гусар 58 Энергомаш 17 Metso 18 Swagelok 13 ПОЛИПЛАСТИК 32 ТермоБрест 89 НПФ КРУГ 31 ИННОПРОМ 37 Росстандарт 37 НПО ГАКС-АРМСЕРВИС 59 Курганская область 44 стандарты 176 ООО «РТМТ» 86 «ПРИВОДЫ АУМА» 28 Энергомашкомплект 28 Привод 10 модернизация 205 Арматурный Завод 28 ВМЗ 43 Росводоканал 28 Соединительные отводы трубопроводов 11 Первоуральский новотрубный завод 38 Трубодеталь 41 НОВАТЭК 32 LD 157 НПО ГАКС Армсервис 13 Благовещенский арматурный завод 119 Водоприбор 27 ФРП 11 АЭМ — технологии 22 Петрозаводскмаш 81 США 12 рынок 26 импорт 12 Транснефть – Диаскан 17 ПромАрм 88 Шиберно-ножевые задвижки 11 Valve Industry Forum & Expo 10 Минпромторг России 70 Русский Регистр 12 НИИ Транснефть 15 Honeywell 13 ФАС 12 TECOFI 10 АБС Электро 81 Газ. Нефть. Технологии 143 испытательные стенды 48 гидравлические испытания 22 ТомЗЭЛ 24 ГУП ТЭК СПб 24 электромагнитные клапаны 26 ПТПА 161 ПРИВОДЫ АУМА 121 электроприводы 272 Курган 38 Тюмень 17 Газпромнефть 10 теплообменник 20 Знамя Труда 13 Дайджест арматуростроителя 136 СПД БИРС 21 финансирование 26 промышленность 89 предохранительные клапаны 61 ГЕАЗ 20 электропривод 36 шиберные задвижки 39 испытательный стенд 14 НТП Трубопровод 25 программа 15 обновление программы 16 Выксунский металлургичесикй завод 13 Реком 18 Китай 36 СИБУР Холдинг 20 ВНИИР 20 Башнефть 13 дисковые затворы 50 Мосэнерго 10 авария 13 Транснефть — Дружба 18 газовое оборудование 21 НПФ МКТ-АСДМ 11 Сименс 11 Самараволгомаш 19 Курганспецарматура 24 Курганский арматурный завод 32 НПП ТЭК 25 Технопроект 11 Силовые машины 39 Курганский центр испытаний, сертификации и стандартизации трубопроводной арматуры 10 АК Корвет 15 Челябинский трубопрокатный завод 19 Новые технологии арматуростроения 12 форум 79 VALTEC 42 семинар 64 ЗапСибНефтехим 30 сталь 12 Магнитогорский металлургический комбинат 29 ММК 33 Северсталь 34 Алексинский завод тяжелой промышленной арматуры 18 Тяжпромарматура 30 ПАО Татнефть 11 Заметки редактора 49 Armtorg 71 ЛМЗ «МашСталь 10 сильфонные компенсаторы 20 GRUNDFOS 28 ГРУНДФОС 27 Авангард 22 Арматуростроитель года 21 Siemens 10 ARMATURY Group 18 Иран 11 балансировочные клапаны 12 электроэнергетика 15 металлургия 61 газопровод 121 нефтегазовая отрасль 184 машиностроение 110 итоги 75 Воткинский завод 31 КОНАР 93 фитинги 28 трубы большого диаметра 21 конкурс 127 ГАКС-АРМСЕРВИС 51 производство 146 ИФАЗ 26 HEAT&POWER 51 ГАЗСЕРТ 11 Ижорские заводы 35 Корвет 17 Астима 35 компенсаторы 20 СИБУР 71 Нововоронежская АЭС 2 15 ИркутскНИИХиммаш 14 Хавле Индустриверке 24 Сумское машиностроительное научно-производственное объединение 22 тендер 23 реконструкция 43 Невский завод 31 дисковые поворотные затворы 50 интервью 211 юбилей 55 автоматизированные системы управления 15 обзор 30 каталог продукции 11 водоканал 13 ПКТБА 56 НЕФТЬ, ГАЗ.
Нефть. Технологии 143 испытательные стенды 48 гидравлические испытания 22 ТомЗЭЛ 24 ГУП ТЭК СПб 24 электромагнитные клапаны 26 ПТПА 161 ПРИВОДЫ АУМА 121 электроприводы 272 Курган 38 Тюмень 17 Газпромнефть 10 теплообменник 20 Знамя Труда 13 Дайджест арматуростроителя 136 СПД БИРС 21 финансирование 26 промышленность 89 предохранительные клапаны 61 ГЕАЗ 20 электропривод 36 шиберные задвижки 39 испытательный стенд 14 НТП Трубопровод 25 программа 15 обновление программы 16 Выксунский металлургичесикй завод 13 Реком 18 Китай 36 СИБУР Холдинг 20 ВНИИР 20 Башнефть 13 дисковые затворы 50 Мосэнерго 10 авария 13 Транснефть — Дружба 18 газовое оборудование 21 НПФ МКТ-АСДМ 11 Сименс 11 Самараволгомаш 19 Курганспецарматура 24 Курганский арматурный завод 32 НПП ТЭК 25 Технопроект 11 Силовые машины 39 Курганский центр испытаний, сертификации и стандартизации трубопроводной арматуры 10 АК Корвет 15 Челябинский трубопрокатный завод 19 Новые технологии арматуростроения 12 форум 79 VALTEC 42 семинар 64 ЗапСибНефтехим 30 сталь 12 Магнитогорский металлургический комбинат 29 ММК 33 Северсталь 34 Алексинский завод тяжелой промышленной арматуры 18 Тяжпромарматура 30 ПАО Татнефть 11 Заметки редактора 49 Armtorg 71 ЛМЗ «МашСталь 10 сильфонные компенсаторы 20 GRUNDFOS 28 ГРУНДФОС 27 Авангард 22 Арматуростроитель года 21 Siemens 10 ARMATURY Group 18 Иран 11 балансировочные клапаны 12 электроэнергетика 15 металлургия 61 газопровод 121 нефтегазовая отрасль 184 машиностроение 110 итоги 75 Воткинский завод 31 КОНАР 93 фитинги 28 трубы большого диаметра 21 конкурс 127 ГАКС-АРМСЕРВИС 51 производство 146 ИФАЗ 26 HEAT&POWER 51 ГАЗСЕРТ 11 Ижорские заводы 35 Корвет 17 Астима 35 компенсаторы 20 СИБУР 71 Нововоронежская АЭС 2 15 ИркутскНИИХиммаш 14 Хавле Индустриверке 24 Сумское машиностроительное научно-производственное объединение 22 тендер 23 реконструкция 43 Невский завод 31 дисковые поворотные затворы 50 интервью 211 юбилей 55 автоматизированные системы управления 15 обзор 30 каталог продукции 11 водоканал 13 ПКТБА 56 НЕФТЬ, ГАЗ. НЕФТЕХИМИЯ 26 Казань 11 ремонт арматуры 56 испытания арматуры 61 ПНТЗ 35 РОУ 55 Редукционно-охладительные установки 59 судостроительная арматура 13 запорно-регулирующие клапаны 17 регулирующие клапаны 76 LESER 13 Турция 19 банкротство 16 аудит 181 ЧелябинскСпецГражданСтрой 36 экспорт 90 Нефтегазопереработка 11 санкции 31 СеверМаш 17 шаровый кран 10 Белорусская АЭС 26 нефтепровод 102 Хавле 40 литейное производство 159 оборудование 42 рейтинг 46 АПЗ 27 Арзамасский приборостроительный завод 53 РАСКО 28 НПФ РАСКО 32 обучение 131 KSB Group 19 затвор 12 Челябинск 19 вентили 13 обратные клапаны 48 квалификация 10 ЧЗЭМ 84 аккредитация 45 лаборатория 18 испытательная лаборатория 30 ЦКБМ 30 атомная промышленность 246 Temper 46 DENDOR 22 DENDOR Valve Industrial 14 НТА-Пром 32 газовая отрасль 69 алсо 56 реклама 10 Петербургский Международный Газовый Форум 110 Заметки главного редактора 15 Белэнергомаш 40 ОКАН 10 ГК Авангард 19 Старооскольский арматурный завод 41 Uni-Fitt 11 Контур 23 вебинар 74 фильтры 88 МЗТА 38 контракт 11 поставщики 11 конференция 227 Северный поток 2 28 KIOGE 10 КСБ 11 Загорский трубный завод 39 аттестация 23 НП Российское теплоснабжение 25 ЗАО «ДС КОНТРОЛЗ» 15 Эмерсон 54 АО «ОКБМ Африкантов» 21 ГК Римера 39 Уплотнения 11 Метран 23 Казахстан 26 Дисковые затворы 12 АО «НПФ «ЦКБА» 10 Денис Мантуров 15 Национальный нефтегазовый форум 17 Ростехнадзор 18 затворы 140 Транснефть-Сибирь 12 сотрудничество 183 УЗСА 10 Viessmann 13 ЗиО-Подольск 63 Кластеры 18 Будущее Белой металлургии 13 расходомеры 75 Лукойл 44 WorldSkills 21 Новое производство 71 Сибгазстройдеталь 40 пневмоприводы 30 газификация 55 Valve World Expo 25 регуляторы давления 13 Фонд развития промышленности 28 машиностроительная корпорация СПЛАВ 18 поставка арматуры для АЭС 23 АЛНАС 13 РИМЕРА 22 Ростех 15 инспекция 15 Оникс 13 Valve World Expo — 2016 10 Серебряный мир 2000 10 Этерно 14 Владимир Путин 13 Роснано 10 расширение ассортимента 105 АЭС Куданкулам 39 ГК LD 45 LD Pride 17 дилеры 12 ремонт 126 качество 33 новинка 44 Объединенная металлургическая компания 168 Выксунский металлургический завод 28 стенд 15 редукторы 12 круглый стол 23 Главгосэкспертиза России 10 WorldSkills Russia 14 ЗАО «ПГ «Метран» 11 производительность труда 80 PCVExpo 89 Ленинградская АЭС 14 режим работы 15 Криоген-Экспо 21 программное обеспечение 26 нефтегазовый комплекс 13 ЗАО «РОУ» 19 ГК Стэлс 12 судовая арматура 76 история арматуростроения 17 автоматизация 29 локализация 19 Маршал 29 отливки трубопроводной арматуры 24 HERZ 13 Группа ГМС 32 контрафакт 17 тепловые пункты 16 Газовик 16 ГК Газовик 22 пароконденсатные системы 10 увеличение объемов 27 АО ОКБ «ГИДРОПРЕСС» 11 интеллектуальные электроприводы 13 магистральный нефтепровод 34 котельная установка 11 конкурс проектов 18 Арктик СПГ-2 13 Газпром нефть 39 новое оборудование 139 системы водоснабжения 19 группа компаний LD 14 электродвигатели 13 энергоэффективность 23 маркетинг 11 шаровые краны 140 контроль качества 49 Конденсатоотводчики 17 развитие промышленности 41 инвестиционный проект 11 закупки 24 сервисное обслуживание 29 трубопроводная арматура для АЭС 28 клиновые задвижки 51 Новомет-Пермь 20 Волжский трубный завод 13 поставка 711 теплоснабжение 14 сертификаты 35 Aquatherm Moscow 149 субсидии 18 развитие производства 139 ЧСГС 36 строительство газопровода 46 льготный займ 18 обрабатывающий центр 17 совещание 33 расширение линейки 47 Газстройдеталь 10 Арматурный завод 33 производство трубопроводной арматуры 42 фланцы 34 Интергазсерт 24 НП РТ 24 Курская АЭС 14 Кронштадт 11 семинары 43 БЗЭМ 33 САЗ Авангард 43 Курганхиммаш 58 Экспоцентр 12 СГК 11 Сибирская генерирующая компания 14 насосные агрегаты 41 трубопроводы 163 рационализация 13 Эго Инжиниринг 24 Группа ЧТПЗ 178 белая металлургия 16 Нефтегаз 2017 15 уплотнение 12 нефтедобыча 22 Сварка 47 Римера-Сервис 10 взрывозащищенное оборудование 15 Деловая программа 11 премия 27 Энергомаш (Чехов) — ЧЗЭМ 43 Profactor 10 Атоммаш 61 Амурский ГПЗ 17 строительство аэс 13 РосТепло 18 Сибэнергомаш-БКЗ 33 Уфа 14 Минэнерго 12 rotork 22 роторк 11 диагностика 30 лицензия 10 обработка 11 тепловые сети 36 Сателлит 11 строительство 35 поставки трубопроводной арматуры 15 Алексей Миллер 11 обновление 88 насосы 80 Воронежский механический завод 11 ресертификация 19 атомный ледокол 11 соглашение 17 токарное оборудование 12 нефтехимическая отрасль 15 Аскольд 19 Металлообработка 45 технический семинар 18 Бёмер Арматура 17 открытие выставки 18 соответствие стандартам 46 отопительный сезон 17 котлы 51 эксплуатация 20 энергетическая арматура 19 Аста 23 химическая промышленность 29 PROFACTOR Armaturen GmbH 10 PROFACTOR 10 ТВЭЛ 13 Минпромторг РФ 61 Петербургский международный экономический форум 10 ПТК КРУГ-2000 22 трубная продукция 216 Энергетика 65 испытания 197 поставки оборудования 21 поставка оборудования 369 патент 65 ПНФ ЛГ автоматика 32 открытие производства 35 инжиниринг 17 новинки 22 криогенная арматура 52 Валф-РУС 16 Группа ПОЛИПЛАСТИК 28 ALSO 58 уровнемеры 11 MIOGE 19 нефтегазовое оборудование 12 приводы 16 Газпром добыча Ноябрьск 12 Машиностроительная корпорация «Сплав» 54 ОКБМ Африкантов 21 Danfoss Drives 13 Гусевский арматурный завод «Гусар» 30 ИННОПРОМ 2017 10 Объединенные машиностроительные заводы 20 MSA 18 механообработка 21 бережливое производство 90 Российское арматуростроение 32 детали трубопроводов 34 отводы 15 Саратовский арматурный завод 18 ремонт задвижек 19 ПМГФ 179 обсадные трубы 10 серийное производство 34 Восточная Арматурная Компания 15 ВАРК 40 Сибдальвостокгаз 91 Газпром ВНИИГАЗ 11 обучение сотрудников 45 Astin 13 паровые котлы 11 система менеджмента качества 86 СМК 12 АЭС Руппур 33 атомная отрасль 222 Астин групп 45 рынок трубопроводной арматуры 17 запорные клапаны 24 рабочий визит 12 Транснефть – Сибирь 15 конструкторский отдел 15 инновации 18 нефтяная отрасль 29 Татарстанский нефтегазохимический форум 37 российское производство 138 API 21 Видеорепортаж с производства 16 арматуростроение 139 аналитика 56 Муромский Завод Трубопроводной Арматуры 22 станкостроение 11 котельное оборудование 107 Энерготехномаш 14 пневмопривод 10 технологии 45 предохранительная арматура 36 метрология 15 теплообменное оборудование 38 Склад 13 Выставка 34 ЗАО «Курганспецарматура» 13 Атомная энергетика 236 водоочистка 18 трубопровод 46 нефть и газ 17 сравнение конструкций 11 опыт эксплуатации 25 медиагруппа Armtorg 286 соответствие требованиям 296 международная выставка 26 доклад 76 энергоблок 37 мировое арматуростроение 64 БИРС Арматура 32 Криоген-Экспо.
НЕФТЕХИМИЯ 26 Казань 11 ремонт арматуры 56 испытания арматуры 61 ПНТЗ 35 РОУ 55 Редукционно-охладительные установки 59 судостроительная арматура 13 запорно-регулирующие клапаны 17 регулирующие клапаны 76 LESER 13 Турция 19 банкротство 16 аудит 181 ЧелябинскСпецГражданСтрой 36 экспорт 90 Нефтегазопереработка 11 санкции 31 СеверМаш 17 шаровый кран 10 Белорусская АЭС 26 нефтепровод 102 Хавле 40 литейное производство 159 оборудование 42 рейтинг 46 АПЗ 27 Арзамасский приборостроительный завод 53 РАСКО 28 НПФ РАСКО 32 обучение 131 KSB Group 19 затвор 12 Челябинск 19 вентили 13 обратные клапаны 48 квалификация 10 ЧЗЭМ 84 аккредитация 45 лаборатория 18 испытательная лаборатория 30 ЦКБМ 30 атомная промышленность 246 Temper 46 DENDOR 22 DENDOR Valve Industrial 14 НТА-Пром 32 газовая отрасль 69 алсо 56 реклама 10 Петербургский Международный Газовый Форум 110 Заметки главного редактора 15 Белэнергомаш 40 ОКАН 10 ГК Авангард 19 Старооскольский арматурный завод 41 Uni-Fitt 11 Контур 23 вебинар 74 фильтры 88 МЗТА 38 контракт 11 поставщики 11 конференция 227 Северный поток 2 28 KIOGE 10 КСБ 11 Загорский трубный завод 39 аттестация 23 НП Российское теплоснабжение 25 ЗАО «ДС КОНТРОЛЗ» 15 Эмерсон 54 АО «ОКБМ Африкантов» 21 ГК Римера 39 Уплотнения 11 Метран 23 Казахстан 26 Дисковые затворы 12 АО «НПФ «ЦКБА» 10 Денис Мантуров 15 Национальный нефтегазовый форум 17 Ростехнадзор 18 затворы 140 Транснефть-Сибирь 12 сотрудничество 183 УЗСА 10 Viessmann 13 ЗиО-Подольск 63 Кластеры 18 Будущее Белой металлургии 13 расходомеры 75 Лукойл 44 WorldSkills 21 Новое производство 71 Сибгазстройдеталь 40 пневмоприводы 30 газификация 55 Valve World Expo 25 регуляторы давления 13 Фонд развития промышленности 28 машиностроительная корпорация СПЛАВ 18 поставка арматуры для АЭС 23 АЛНАС 13 РИМЕРА 22 Ростех 15 инспекция 15 Оникс 13 Valve World Expo — 2016 10 Серебряный мир 2000 10 Этерно 14 Владимир Путин 13 Роснано 10 расширение ассортимента 105 АЭС Куданкулам 39 ГК LD 45 LD Pride 17 дилеры 12 ремонт 126 качество 33 новинка 44 Объединенная металлургическая компания 168 Выксунский металлургический завод 28 стенд 15 редукторы 12 круглый стол 23 Главгосэкспертиза России 10 WorldSkills Russia 14 ЗАО «ПГ «Метран» 11 производительность труда 80 PCVExpo 89 Ленинградская АЭС 14 режим работы 15 Криоген-Экспо 21 программное обеспечение 26 нефтегазовый комплекс 13 ЗАО «РОУ» 19 ГК Стэлс 12 судовая арматура 76 история арматуростроения 17 автоматизация 29 локализация 19 Маршал 29 отливки трубопроводной арматуры 24 HERZ 13 Группа ГМС 32 контрафакт 17 тепловые пункты 16 Газовик 16 ГК Газовик 22 пароконденсатные системы 10 увеличение объемов 27 АО ОКБ «ГИДРОПРЕСС» 11 интеллектуальные электроприводы 13 магистральный нефтепровод 34 котельная установка 11 конкурс проектов 18 Арктик СПГ-2 13 Газпром нефть 39 новое оборудование 139 системы водоснабжения 19 группа компаний LD 14 электродвигатели 13 энергоэффективность 23 маркетинг 11 шаровые краны 140 контроль качества 49 Конденсатоотводчики 17 развитие промышленности 41 инвестиционный проект 11 закупки 24 сервисное обслуживание 29 трубопроводная арматура для АЭС 28 клиновые задвижки 51 Новомет-Пермь 20 Волжский трубный завод 13 поставка 711 теплоснабжение 14 сертификаты 35 Aquatherm Moscow 149 субсидии 18 развитие производства 139 ЧСГС 36 строительство газопровода 46 льготный займ 18 обрабатывающий центр 17 совещание 33 расширение линейки 47 Газстройдеталь 10 Арматурный завод 33 производство трубопроводной арматуры 42 фланцы 34 Интергазсерт 24 НП РТ 24 Курская АЭС 14 Кронштадт 11 семинары 43 БЗЭМ 33 САЗ Авангард 43 Курганхиммаш 58 Экспоцентр 12 СГК 11 Сибирская генерирующая компания 14 насосные агрегаты 41 трубопроводы 163 рационализация 13 Эго Инжиниринг 24 Группа ЧТПЗ 178 белая металлургия 16 Нефтегаз 2017 15 уплотнение 12 нефтедобыча 22 Сварка 47 Римера-Сервис 10 взрывозащищенное оборудование 15 Деловая программа 11 премия 27 Энергомаш (Чехов) — ЧЗЭМ 43 Profactor 10 Атоммаш 61 Амурский ГПЗ 17 строительство аэс 13 РосТепло 18 Сибэнергомаш-БКЗ 33 Уфа 14 Минэнерго 12 rotork 22 роторк 11 диагностика 30 лицензия 10 обработка 11 тепловые сети 36 Сателлит 11 строительство 35 поставки трубопроводной арматуры 15 Алексей Миллер 11 обновление 88 насосы 80 Воронежский механический завод 11 ресертификация 19 атомный ледокол 11 соглашение 17 токарное оборудование 12 нефтехимическая отрасль 15 Аскольд 19 Металлообработка 45 технический семинар 18 Бёмер Арматура 17 открытие выставки 18 соответствие стандартам 46 отопительный сезон 17 котлы 51 эксплуатация 20 энергетическая арматура 19 Аста 23 химическая промышленность 29 PROFACTOR Armaturen GmbH 10 PROFACTOR 10 ТВЭЛ 13 Минпромторг РФ 61 Петербургский международный экономический форум 10 ПТК КРУГ-2000 22 трубная продукция 216 Энергетика 65 испытания 197 поставки оборудования 21 поставка оборудования 369 патент 65 ПНФ ЛГ автоматика 32 открытие производства 35 инжиниринг 17 новинки 22 криогенная арматура 52 Валф-РУС 16 Группа ПОЛИПЛАСТИК 28 ALSO 58 уровнемеры 11 MIOGE 19 нефтегазовое оборудование 12 приводы 16 Газпром добыча Ноябрьск 12 Машиностроительная корпорация «Сплав» 54 ОКБМ Африкантов 21 Danfoss Drives 13 Гусевский арматурный завод «Гусар» 30 ИННОПРОМ 2017 10 Объединенные машиностроительные заводы 20 MSA 18 механообработка 21 бережливое производство 90 Российское арматуростроение 32 детали трубопроводов 34 отводы 15 Саратовский арматурный завод 18 ремонт задвижек 19 ПМГФ 179 обсадные трубы 10 серийное производство 34 Восточная Арматурная Компания 15 ВАРК 40 Сибдальвостокгаз 91 Газпром ВНИИГАЗ 11 обучение сотрудников 45 Astin 13 паровые котлы 11 система менеджмента качества 86 СМК 12 АЭС Руппур 33 атомная отрасль 222 Астин групп 45 рынок трубопроводной арматуры 17 запорные клапаны 24 рабочий визит 12 Транснефть – Сибирь 15 конструкторский отдел 15 инновации 18 нефтяная отрасль 29 Татарстанский нефтегазохимический форум 37 российское производство 138 API 21 Видеорепортаж с производства 16 арматуростроение 139 аналитика 56 Муромский Завод Трубопроводной Арматуры 22 станкостроение 11 котельное оборудование 107 Энерготехномаш 14 пневмопривод 10 технологии 45 предохранительная арматура 36 метрология 15 теплообменное оборудование 38 Склад 13 Выставка 34 ЗАО «Курганспецарматура» 13 Атомная энергетика 236 водоочистка 18 трубопровод 46 нефть и газ 17 сравнение конструкций 11 опыт эксплуатации 25 медиагруппа Armtorg 286 соответствие требованиям 296 международная выставка 26 доклад 76 энергоблок 37 мировое арматуростроение 64 БИРС Арматура 32 Криоген-Экспо. Промышленные газы 11 регулирующая арматура 25 нефтегазовая промышленность 45 АО «Атомэнергомаш» 12 Госкорпорация Росатом 17 Нововоронежская АЭС 10 фонтанная арматура 40 газоснабжение 53 отгрузка оборудования 48 награда 115 деловая встреча 13 турбина 14 ГРЭС 12 изобретение 23 ЭЛЕМЕР 123 повышение квалификации 19 заседание 64 газотурбинное оборудование 10 пао газпром 27 Госкорпорация «Росатом» 16 производительность 11 лауреат 10 участие в выставках 64 Задвижка 52 система теплоснабжения 10 Проверка 10 «Газпром» 11 учебный центр 11 открытие 12 газораспределение 41 аналитика рынка 10 оценка квалификации 10 Завод промышленного газового оборудования «Газовик» 10 завод MSA 14 проблемы отрасли 10 проектирование 52 разработки 47 новые технологии 102 Сборка реактора 12 сертификат соответствия 55 компания АДЛ 74 станочный парк 14 НПО «Регулятор» 50 опрос 50 Сепараторы 20 теплоэнергетика 11 НПП «Сенсор» 12 Станки 25 ПАО «Газпром» 17 ГУП «ТЭК СПБ» 16 Курская АЭС 2 12 Бирс 20 СП «ТермоБрест» ООО 25 ЗАО «Тулаэлектропривод» 20 награждение 97 модернизация производства 17 Нефтегаз-2018 10 компрессор 18 управление 11 манометр 10 Sandvik Coromant 25 блочно-модульное оборудование 10 термообработка 17 поздравление 85 праздник 74 Проминтех 18 Lady арматуростроения 14 приборы учета 17 УКЭМ 17 российское арматуростроение 88 TTV 12 защита от коррозии 22 презентация 17 сибэнергомаш 17 сервис 10 латунная арматура 32 котельные 11 индустрия 4.
Промышленные газы 11 регулирующая арматура 25 нефтегазовая промышленность 45 АО «Атомэнергомаш» 12 Госкорпорация Росатом 17 Нововоронежская АЭС 10 фонтанная арматура 40 газоснабжение 53 отгрузка оборудования 48 награда 115 деловая встреча 13 турбина 14 ГРЭС 12 изобретение 23 ЭЛЕМЕР 123 повышение квалификации 19 заседание 64 газотурбинное оборудование 10 пао газпром 27 Госкорпорация «Росатом» 16 производительность 11 лауреат 10 участие в выставках 64 Задвижка 52 система теплоснабжения 10 Проверка 10 «Газпром» 11 учебный центр 11 открытие 12 газораспределение 41 аналитика рынка 10 оценка квалификации 10 Завод промышленного газового оборудования «Газовик» 10 завод MSA 14 проблемы отрасли 10 проектирование 52 разработки 47 новые технологии 102 Сборка реактора 12 сертификат соответствия 55 компания АДЛ 74 станочный парк 14 НПО «Регулятор» 50 опрос 50 Сепараторы 20 теплоэнергетика 11 НПП «Сенсор» 12 Станки 25 ПАО «Газпром» 17 ГУП «ТЭК СПБ» 16 Курская АЭС 2 12 Бирс 20 СП «ТермоБрест» ООО 25 ЗАО «Тулаэлектропривод» 20 награждение 97 модернизация производства 17 Нефтегаз-2018 10 компрессор 18 управление 11 манометр 10 Sandvik Coromant 25 блочно-модульное оборудование 10 термообработка 17 поздравление 85 праздник 74 Проминтех 18 Lady арматуростроения 14 приборы учета 17 УКЭМ 17 российское арматуростроение 88 TTV 12 защита от коррозии 22 презентация 17 сибэнергомаш 17 сервис 10 латунная арматура 32 котельные 11 индустрия 4. 0 11 медиагруппа ARMTORG 479 делегация 39 теплообменники 14 репортаж 14 сварка 20 Сибэнергомаш 23 профессиональное мастерство 11 водопровод 17 водоотведение 21 Бийск 11 Бийский котельный завод 21 БиКЗ 10 маркировка 11 ВОГЕЗЭНЕРГО 12 Транснефть – Дружба 11 Завод «Трубодеталь» 24 УЗТПА 33 Угрешский завод трубопроводной арматуры 31 сертификат 19 трубное производство 12 Енисейпром 11 Гэсс-Пром 31 YDF Valves 31 регуляторы 15 международные стандарты 34 китайское арматуростроение 26 фотоотчет 16 новые разработки 482 тепловая энергетика 11 водный форум 24 химическая отрасль 17 Газ.
0 11 медиагруппа ARMTORG 479 делегация 39 теплообменники 14 репортаж 14 сварка 20 Сибэнергомаш 23 профессиональное мастерство 11 водопровод 17 водоотведение 21 Бийск 11 Бийский котельный завод 21 БиКЗ 10 маркировка 11 ВОГЕЗЭНЕРГО 12 Транснефть – Дружба 11 Завод «Трубодеталь» 24 УЗТПА 33 Угрешский завод трубопроводной арматуры 31 сертификат 19 трубное производство 12 Енисейпром 11 Гэсс-Пром 31 YDF Valves 31 регуляторы 15 международные стандарты 34 китайское арматуростроение 26 фотоотчет 16 новые разработки 482 тепловая энергетика 11 водный форум 24 химическая отрасль 17 Газ. Нефть. Новые технологии – Крайнему Северу 29 Контроль качества 25 Emerson Automation Solutions 17 запорно-регулирующая арматура 37 Заводы трубопроводной арматуры 24 ЛЗТА «Маршал» 50 Луганский завод трубопроводной арматуры «Маршал» 51 ООО «Завод Проминтех» 13 газопереработка 14 PCVExpo 2018 12 интервью с выставки 180 ЛЗТА Маршал 18 Луганский завод трубопроводной арматуры Маршал 13 Повышение производительности труда 77 новый цех 13 «Газ.
Нефть. Новые технологии – Крайнему Северу 29 Контроль качества 25 Emerson Automation Solutions 17 запорно-регулирующая арматура 37 Заводы трубопроводной арматуры 24 ЛЗТА «Маршал» 50 Луганский завод трубопроводной арматуры «Маршал» 51 ООО «Завод Проминтех» 13 газопереработка 14 PCVExpo 2018 12 интервью с выставки 180 ЛЗТА Маршал 18 Луганский завод трубопроводной арматуры Маршал 13 Повышение производительности труда 77 новый цех 13 «Газ. Нефть. Технологии» 11 видеорепортаж с производства 243 металлоконструкции 13 фоторепортаж 90 выставки 31 чемпионат 18 сварочные технологии 30 российское машиностроение 16 сертификация 30 заводы 15 ЛГ Автоматика 35 газорегуляторные пункты 44 интервью с дирекцией 73 испытания трубопроводной арматуры 16 видеорепортаж с производственной площадки 34 фильтрующее оборудование 27 Т Плюс 16 Белэнергомаш – БЗЭМ 59 экспорт трубопроводной арматуры 53 Точприбор 37 испытательное оборудование 11 изобретения 32 приборостроение 49 господдержка 29 обработка металла 12 Российская ассоциация водоснабжения и водоотведения 15 ЭКВАТЭК 67 участие в выставке 855 Aquatherm Moscow 2019 22 Стэлс 15 УралКомплектЭнергоМаш 16 газ и нефть 10 Цифровое производство 13 насосно-компрессорные трубы 10 АО «Армалит» 10 поставка оборудования для АЭС 26 итоги полугодия 27 АО «БАЗ» 14 ГК «Точприбор» 27 газ 28 регулятор давления 22 ООО «Паровые системы» 21 Чеховский завод энергетического машиностроения 17 разрушающий контроль 10 сборка 19 механическая обработка 18 Регуляторы давления газа 12 отливки 39 нпп элемер 14 стандарт 10 ЗАО «Энергомаш (Чехов) – ЧЗЭМ» 38 компрессорное оборудование 17 складской комплекс 12 ПМГФ — 2018 17 атомный реактор 11 герметичность 13 видеообзор 30 новости 25 Старооскольcкий арматурный завод 12 контроль 10 давление 12 обратная арматура 12 Легенды арматуростроения 17 ЭКВАТЭК 2018 13 газовый форум 15 празднование 28 металлургическая отрасль 18 новый номер 10 трубная промышленность 152 антикоррозионное покрытие 16 достижения 51 участие в форуме 89 голосования 17 наплавка 12 отзывы 10 участие в конференции 47 ООО «ВАРК» 13 BIM-технологии 10 Петербургский международный газовый форум 34 СДС Интергазсерт 48 импортозамещающее производство 14 модернизация оборудования 19 парогенераторы 12 полимерное покрытие 10 криогенная отрасль 20 Sandvik 10 Hartmann 24 Журнал «Вестник арматуростроителя» 75 металлургическая промышленность 11 цифровизация 149 улучшение 12 клапаны 30 Газпром Стройтэк Салават 13 инновационные решения 20 котельный завод 19 победа в конкурсе 74 Металл-Экспо 12 поставка арматуры 265 участие в конкурсе 32 Sandvik Coromant Россия 14 деятельность МГ Armtorg 24 Материалы конференции «Внутренняя стандартизация конечных потребителей трубопроводной арматуры.
Нефть. Технологии» 11 видеорепортаж с производства 243 металлоконструкции 13 фоторепортаж 90 выставки 31 чемпионат 18 сварочные технологии 30 российское машиностроение 16 сертификация 30 заводы 15 ЛГ Автоматика 35 газорегуляторные пункты 44 интервью с дирекцией 73 испытания трубопроводной арматуры 16 видеорепортаж с производственной площадки 34 фильтрующее оборудование 27 Т Плюс 16 Белэнергомаш – БЗЭМ 59 экспорт трубопроводной арматуры 53 Точприбор 37 испытательное оборудование 11 изобретения 32 приборостроение 49 господдержка 29 обработка металла 12 Российская ассоциация водоснабжения и водоотведения 15 ЭКВАТЭК 67 участие в выставке 855 Aquatherm Moscow 2019 22 Стэлс 15 УралКомплектЭнергоМаш 16 газ и нефть 10 Цифровое производство 13 насосно-компрессорные трубы 10 АО «Армалит» 10 поставка оборудования для АЭС 26 итоги полугодия 27 АО «БАЗ» 14 ГК «Точприбор» 27 газ 28 регулятор давления 22 ООО «Паровые системы» 21 Чеховский завод энергетического машиностроения 17 разрушающий контроль 10 сборка 19 механическая обработка 18 Регуляторы давления газа 12 отливки 39 нпп элемер 14 стандарт 10 ЗАО «Энергомаш (Чехов) – ЧЗЭМ» 38 компрессорное оборудование 17 складской комплекс 12 ПМГФ — 2018 17 атомный реактор 11 герметичность 13 видеообзор 30 новости 25 Старооскольcкий арматурный завод 12 контроль 10 давление 12 обратная арматура 12 Легенды арматуростроения 17 ЭКВАТЭК 2018 13 газовый форум 15 празднование 28 металлургическая отрасль 18 новый номер 10 трубная промышленность 152 антикоррозионное покрытие 16 достижения 51 участие в форуме 89 голосования 17 наплавка 12 отзывы 10 участие в конференции 47 ООО «ВАРК» 13 BIM-технологии 10 Петербургский международный газовый форум 34 СДС Интергазсерт 48 импортозамещающее производство 14 модернизация оборудования 19 парогенераторы 12 полимерное покрытие 10 криогенная отрасль 20 Sandvik 10 Hartmann 24 Журнал «Вестник арматуростроителя» 75 металлургическая промышленность 11 цифровизация 149 улучшение 12 клапаны 30 Газпром Стройтэк Салават 13 инновационные решения 20 котельный завод 19 победа в конкурсе 74 Металл-Экспо 12 поставка арматуры 265 участие в конкурсе 32 Sandvik Coromant Россия 14 деятельность МГ Armtorg 24 Материалы конференции «Внутренняя стандартизация конечных потребителей трубопроводной арматуры. Новые разработки в отрасли арматуростроения» 12 открытие завода 10 Роторк-РУС 10 профессиональный праздник 44 Рос-Газ-Экспо 32 проведение семинаров 27 Конкурс 10 расширение производственных возможностей 45 отгрузка 14 мониторинг 11 Фотоотчет 20 развитие бизнеса 10 НПП «ЭЛЕМЕР» 15 средства автоматизации 23 испытательный центр 10 приборостроительная отрасль 13 BIM-модели оборудования 10 Газ.
Новые разработки в отрасли арматуростроения» 12 открытие завода 10 Роторк-РУС 10 профессиональный праздник 44 Рос-Газ-Экспо 32 проведение семинаров 27 Конкурс 10 расширение производственных возможностей 45 отгрузка 14 мониторинг 11 Фотоотчет 20 развитие бизнеса 10 НПП «ЭЛЕМЕР» 15 средства автоматизации 23 испытательный центр 10 приборостроительная отрасль 13 BIM-модели оборудования 10 Газ. Нефть. Технологии — 2019 15 образование 14 Hartmann Valves GmbH 26 приемочные испытания 15 журнал 21 Энергомаш (Чехов) – ЧЗЭМ 35 Арматуростроение 12 ремонтные работы 58 соглашение о сотрудничестве 24 НТС Ассоциации «Сибдальвостокгаз» 11 Ассоциация «Сибдальвостокгаз» 35 Научно-технический совет 10 локализация производств в России 17 контракт на поставку 40 деятельность ARMTORG 18 обучающий проект 16 водоснабжение и водоотведение 73 Полные версии видеообзоров о выставочных проектах в арматуростроении 17 обзор выставки 44 Aquatherm Moscow – 2019 15 покраска 10 измерительные установки 22 НТС Ассоциации «Сибдальвостокгаз» 76 поставки 10 поставка труб 21 Презентация доклада 29 Мехмаш 21 ПП «Мехмаш» 16 Презентация доклада в рамках НТС Ассоциации «Сибдальвостокгаз» 67 оптимизация 38 развитие сотрудничества 62 НЛТ 20 Новые литейные технологии 26 ЗАО «РОУ» 26 цифровые технологии 87 трубопроводные системы 14 Полные версии видеообзоров о предприятиях трубопроводной арматуры 17 роботизация 17 статьи 24 Profactor Armaturen GmbH 11 ввод в эксплуатацию 16 приводная техника 10 преобразователи давления 33 Пензенское Конструкторское Технологическое Бюро Арматуростроения 16 центральная заводская лаборатория 13 качество выпускаемой продукции 17 Valfex 15 Ижорский трубопрокатный завод 12 водоподготовка 14 ООО «Сибэнергомаш-БКЗ» 15 вакуумно-пленочная формовка 12 токарная обработка 11 нацпроект 43 Подольский машиностроительный завод (ЗиО) 11 развитие 19 продукция 11 аддитивные технологии 25 латунные шаровые краны 28 GEMÜ 22 Пауэрз 20 производственная система Росатома 14 PCVExpo-2019 15 бережливые технологии 55 Gestra 18 строительство завода 21 Российский международный энергетический форум 14 ЗАО «ЭНЕРГИЯ» 15 Транснефть-Верхняя Волга 10 СП «Термобрест» 32 визит 36 НПП «ЭЛЕМЕР» 92 цифровизация промышленности 14 новый выпуск 22 сервисный центр 10 Алтайская машиностроительная компания 12 АМК 10 ПМГФ 2019 55 Экспортер года 17 РОС-ГАЗ-ЭКСПО 2019 11 отливка 13 выставочная деятельность 192 ЭМИС 40 Газпром автоматизация 23 соединительные детали трубопроводов 25 Сибирская промышленная группа 26 Нефть, газ.
Нефть. Технологии — 2019 15 образование 14 Hartmann Valves GmbH 26 приемочные испытания 15 журнал 21 Энергомаш (Чехов) – ЧЗЭМ 35 Арматуростроение 12 ремонтные работы 58 соглашение о сотрудничестве 24 НТС Ассоциации «Сибдальвостокгаз» 11 Ассоциация «Сибдальвостокгаз» 35 Научно-технический совет 10 локализация производств в России 17 контракт на поставку 40 деятельность ARMTORG 18 обучающий проект 16 водоснабжение и водоотведение 73 Полные версии видеообзоров о выставочных проектах в арматуростроении 17 обзор выставки 44 Aquatherm Moscow – 2019 15 покраска 10 измерительные установки 22 НТС Ассоциации «Сибдальвостокгаз» 76 поставки 10 поставка труб 21 Презентация доклада 29 Мехмаш 21 ПП «Мехмаш» 16 Презентация доклада в рамках НТС Ассоциации «Сибдальвостокгаз» 67 оптимизация 38 развитие сотрудничества 62 НЛТ 20 Новые литейные технологии 26 ЗАО «РОУ» 26 цифровые технологии 87 трубопроводные системы 14 Полные версии видеообзоров о предприятиях трубопроводной арматуры 17 роботизация 17 статьи 24 Profactor Armaturen GmbH 11 ввод в эксплуатацию 16 приводная техника 10 преобразователи давления 33 Пензенское Конструкторское Технологическое Бюро Арматуростроения 16 центральная заводская лаборатория 13 качество выпускаемой продукции 17 Valfex 15 Ижорский трубопрокатный завод 12 водоподготовка 14 ООО «Сибэнергомаш-БКЗ» 15 вакуумно-пленочная формовка 12 токарная обработка 11 нацпроект 43 Подольский машиностроительный завод (ЗиО) 11 развитие 19 продукция 11 аддитивные технологии 25 латунные шаровые краны 28 GEMÜ 22 Пауэрз 20 производственная система Росатома 14 PCVExpo-2019 15 бережливые технологии 55 Gestra 18 строительство завода 21 Российский международный энергетический форум 14 ЗАО «ЭНЕРГИЯ» 15 Транснефть-Верхняя Волга 10 СП «Термобрест» 32 визит 36 НПП «ЭЛЕМЕР» 92 цифровизация промышленности 14 новый выпуск 22 сервисный центр 10 Алтайская машиностроительная компания 12 АМК 10 ПМГФ 2019 55 Экспортер года 17 РОС-ГАЗ-ЭКСПО 2019 11 отливка 13 выставочная деятельность 192 ЭМИС 40 Газпром автоматизация 23 соединительные детали трубопроводов 25 Сибирская промышленная группа 26 Нефть, газ. Нефтехимия 17 НЕВА 13 СтэлсПромМаш 18 НПО АСТА 29 НПФ «КРУГ» 32 САЗ «Авангард» 14 сварочное производство 13 АФЗ-ПК 17 Газпром трансгаз Екатеринбург 14 PCVExpo 2020 12 HEAT&POWER 2020 18 АМАКС 12 станки с ЧПУ 15 развитие отрасли 30 Aquatherm Moscow-2020 33 JC VALVES 20 JC Fábrica de Válvulas S.
Нефтехимия 17 НЕВА 13 СтэлсПромМаш 18 НПО АСТА 29 НПФ «КРУГ» 32 САЗ «Авангард» 14 сварочное производство 13 АФЗ-ПК 17 Газпром трансгаз Екатеринбург 14 PCVExpo 2020 12 HEAT&POWER 2020 18 АМАКС 12 станки с ЧПУ 15 развитие отрасли 30 Aquatherm Moscow-2020 33 JC VALVES 20 JC Fábrica de Válvulas S. A.U 10 PCVExpo-2020 11 Газ. Нефть. Технологии-2020 28 нефтегазохимическая отрасль 10 термическая печь 10 AVK 10 средства измерения 24 неразрушающий контроль 16 Группа компаний НБМ 22 измерительные приборы 71 профмастерство 11 COVID-19 58 ПМГФ 2020 16 вебинары 17 кризис 15 онлайн-семинары 48 онлайн-конференция 34 СПГ-проект 19 BIM-моделирование 12 научные исследования 12 Экватэк-2020 13 Воспоминания о поездках МГ ARMTORG на заводы 176 НПО «Спецнефтемаш» 11 Спецнефтемаш 10 техническое обслуживние 12 Aquatherm Moscow-2021 20 АЭС Аккую 21 Производительность труда и поддержка занятости 13 газоперекачивающие агрегаты 18 ТКЗ «Красный котельщик» 25 научно-исследовательские работы 11 кадровый потенциал 33 ГЕМЮ ГмбХ 13 Центральное конструкторское бюро машиностроения 18 криогенное оборудование 10 обзор патентов 15 периметр 14 развитие арматуростроительных предприятий 14 ЭКВАТЭК 2020 12 мировой опыт 15 ПМГФ 2021 30 пост-релиз 17 конкурс профмастерства 23 ЗЭО Энергопоток 25 АО «ЗЭО Энергопоток» 43 информационный партнер 11 газодобыча 15 НБМ 20 Газ.
A.U 10 PCVExpo-2020 11 Газ. Нефть. Технологии-2020 28 нефтегазохимическая отрасль 10 термическая печь 10 AVK 10 средства измерения 24 неразрушающий контроль 16 Группа компаний НБМ 22 измерительные приборы 71 профмастерство 11 COVID-19 58 ПМГФ 2020 16 вебинары 17 кризис 15 онлайн-семинары 48 онлайн-конференция 34 СПГ-проект 19 BIM-моделирование 12 научные исследования 12 Экватэк-2020 13 Воспоминания о поездках МГ ARMTORG на заводы 176 НПО «Спецнефтемаш» 11 Спецнефтемаш 10 техническое обслуживние 12 Aquatherm Moscow-2021 20 АЭС Аккую 21 Производительность труда и поддержка занятости 13 газоперекачивающие агрегаты 18 ТКЗ «Красный котельщик» 25 научно-исследовательские работы 11 кадровый потенциал 33 ГЕМЮ ГмбХ 13 Центральное конструкторское бюро машиностроения 18 криогенное оборудование 10 обзор патентов 15 периметр 14 развитие арматуростроительных предприятий 14 ЭКВАТЭК 2020 12 мировой опыт 15 ПМГФ 2021 30 пост-релиз 17 конкурс профмастерства 23 ЗЭО Энергопоток 25 АО «ЗЭО Энергопоток» 43 информационный партнер 11 газодобыча 15 НБМ 20 Газ. Нефть. Технологии-2021 37 итоги 2020 года 11 PCVExpo-2021 14 Нефтегаз-2021 44 ЭКВАТЭК-2021 17 ЭЛМЕТРО 12 Рос-Газ-Экспо 2021 11 нефтегазодобыча 10 Газ. Нефть. Новые технологии – Крайнему Северу 2021 10 итоги-2020 19 Энергопоток 43 обзорный видеорепортаж 15 Нефть, газ.
Нефть. Технологии-2021 37 итоги 2020 года 11 PCVExpo-2021 14 Нефтегаз-2021 44 ЭКВАТЭК-2021 17 ЭЛМЕТРО 12 Рос-Газ-Экспо 2021 11 нефтегазодобыча 10 Газ. Нефть. Новые технологии – Крайнему Северу 2021 10 итоги-2020 19 Энергопоток 43 обзорный видеорепортаж 15 Нефть, газ. Нефтехимия-2021 12 Химия-2021 10 сжиженный природный газ 20 экспортные контракты 15 Нефтегаз-2022 16 Газ. Нефть. Технологии-2022 20 НЕВА-2021 12 судостроение 10 судовое арматуростроение 16 ПМГФ-2021 13 ПМГФ 2022 18 Aquatherm Moscow-2022 27 студенты 11 Итоги-2021 10
Нефтехимия-2021 12 Химия-2021 10 сжиженный природный газ 20 экспортные контракты 15 Нефтегаз-2022 16 Газ. Нефть. Технологии-2022 20 НЕВА-2021 12 судостроение 10 судовое арматуростроение 16 ПМГФ-2021 13 ПМГФ 2022 18 Aquatherm Moscow-2022 27 студенты 11 Итоги-2021 10
На заводе Метком в Краснодаре провели круглый стол «Использование арматурного проката в строительстве» (видео) — Новости металлургии
Металлоснабжение и сбыт
Switch to English
Конференции
- 29 — 30 сентября 2022г.

Москва Медь, латунь, бронза: тенденции производства и потребления
- 7 октября 2022г.
Москва Юридический Форум для металлургической отрасли
- 7 ноября 2022г.
Москва Российский рынок металлов
Объявления
Куплю 0 Продам 0
- Титан, титановый лом, стружку
- Cварочная проволока:СВ-10ГСМТ, СВ08Г2С, СВ-08А, все диаметры и покрытия
- Пров-ка. ГОСТ-3282-74 вязальная, стальная Оц. Сетка сварная, сетка плетеная, тканая
- Проволока: Св10хг2смф, пп сп-10; пп ан-8, ан-180мн; 30хгса; пп-нп-35в9х3сф; пп тп-2, и т.д
- Продам 217л, 322л,30-52732л-15шт 8180л -1гпз 8шт 17819д-2шт-ту 6-366256.
 ..
.. - Куплю данфосс danfoss 8-960-700-78-13 Продать данфосс danfoss 8…
- 8-960-700-78-13 куплю привода belimo белимо разный можно новый и б/у дорого сроч…
- Электроды ЭЖТ-1,озл-6, НР-70, озч-6, НЖ-13, МНЧ-2, ЦЧ-4 в наличии
- Куплю данфосс danfoss 8-960-700-78-13 Продать данфосс danfoss 8…
- Куплю трубу нержавеющую
Все объявления
Поставщики
- 23 сентября
- Метэко, Группа компаний(Санкт-Петербург)
- 21 сентября
- Ункомтех, Торговый дом(Москва)
- 19 сентября
- Белорецкий металлургический комбинат(Белорецк)
- Санеста-Металл, Трубная компания(Санкт-Петербург)
- 16 сентября
- РусГазКрио(Москва)
- 15 сентября
- МаякМеталл(Самара)
- 14 сентября
- Митист Групп(Краснодар)
- Завод Эко Технологий(Санкт-Петербург)
- Уральский завод трубопроводной арматуры(Челябинск)
- Уральский завод трубопроводной арматуры(Екатеринбург)
Справочник «Металлургия. Металлопоставки. Россия.»
Металлопоставки. Россия.»
Добавить компанию
Метком
|
05 апреля 2022 г. | 14:19
Совместно с администрацией города Краснодар на площадке завода Метком была организованна первая встреча представителей компаний строительной отрасли: производители арматурного проката, металл трейдеры, застройщики, проектировщики, сервисные металлоцентры. Концепция встречи — устранение сложностей при взаимодействии в работе каждого участника цепочки строительства объектов. Участникам продемонстрировали процесс производства арматурных металлоконструкций и металлоизделий, используемых для строительства гражданских и промышленных объектов, обменялись мнениями и фактами, озвучили текущие проблемы и возможные пути их решения.
«Совместное обсуждение деятельности каждого направления даст экономический и производственный эффект» — обозначил модератор встречи, генеральный директор завода Метком Сычев Алексей Григорьевич.
Управление экономики администрации города Краснодар планирует и в будущем проводить такие мероприятия с промышленными предприятиями.
Видео-сюжет о мероприятии начинается с 4 минуты
Источник:
ИИС «Металлоснабжение и сбыт»
Просмотров: 100
Если вы нашли ошибку в тексте, вы можете уведомить об этом администрацию сайта, выбрав текст с ошибкой и нажатием кнопок
Shift+Enter
Популярные новости
В июле 2022 г. начало свою работу подразделение Корпорации А ГРУПП в Ташкенте
Наступили осенние холода
Настроения клиентов меняются
Суд признал незаконным штраф, наложенный на А ГРУПП
Северсталь тестирует новый инструмент для заказа металлопродукции
Об особенностях взаимоотношения участников рынка метизной продукции в 2022 г.
В чем же ценность торговой компании для клиента?
Подписка на новости
Опрос МСС
Что вы ждете от осени т.г.?
(проводился с 30-08 по 18-09-2022)
- Стагнацию и падение цен на стальной прокат 69 (34,16%)
- Неопределенность продолжится 45 (22,28%)
- Очередных потрясений на рынке металлов и не только 31 (15,35%)
- Роста спроса и цен на стальную продукцию 29 (14,36%)
- Стабильных цен и устойчивого спроса со стороны стройкомплекса 28 (13,86%)
- Всего голосов: 202
- Завершенные опросы
Арматурный завод
Техническое предложение
1. Основное требование к конструкции:
Основное требование к конструкции:
1.1 параметры используемого сырья: 60×60×3000mm, 80×80×2500mm
1.2 параметры получаемого сырья: Φ10-Φ20mm — арматурный стержень, длина — 12 м
1.3 классификация трубопрокатного станка: полу непрерывный
1.4 количество рабочих часов в год: 6400 часов
Необходимая заготовка устанавливается на прокатный стол при помощи мостового крана и загружается в раскаленную плавильную печь. Когда температура заготовки достигает 1150-1250 градусов, её вынимают из печи и отправляют на 3 стадии обработки: грубая, средняя и заключительная. Между средней и заключительной обработками неровности сглаживаются отрезными ножницами. Как правило, чтобы увеличить качество продукции на финишной стадии между Ф300х2х3 устанавливается вертикальная петля (скоба). Далее заготовка поступает на охлаждающую станину, подгоняется по длине. Конечный продукт проходит этапы сборки, маркировки и хранения.
| № | Наименование | Количество | Удельная масса | Конечная масса | Осн характеристиики | Примечание | |||||||||||||||
| 1 | Загрузочный рольганг | 2 шт | 4750 | 9500 | Тип: реверсивный, централизованное цепочное управление.  Ролики: φ240×650mm Площадь: 1000mm Скорость: 1.5m/s Двигатель: AC11KW | ||||||||||||||||
| 2 | Пушер | 1 шт | 3500 | 3500 | Тип: гидравлический Нагрузка: 150 кН Ход поршня: 650 мм Макс. ход поршня: 700 мм Скорость удара: передняя — 0.06m/s, задняя — 0.116m/s Гидравлический цилиндр: φ150/φ105mm Рабочее давление: 10MPa Давление в системе: | Исключение: гидравлическая станция | |||||||||||||||
| 3 | Амортизатор | 1 шт | 500 | 500 | Тип: амортизирующая пружина | ||||||||||||||||
| 4 | Зарядное устройство | 1 шт | 2000 | 2000 | Тип: структурная часть | ||||||||||||||||
| 5 | Нагревательная печь | 1 шт | Тип: двусторонняя, 3 секции Топливо: природный газ Раб.  поверхность: 3.5×14 m2 поверхность: 3.5×14 m2Производительность: 12т/час Температура нагрева: 1150~1250℃ | ||||||||||||||||||
| 6 | Оборудование для изготовления заготовок | 1 шт | 4500 | 4500 | Тип: цепочный Нагрузка: 4 кН Скорость: 0.875m/s Ход поршня: 4000mm Двигатель: AC7.5KW | ||||||||||||||||
| 7 | Рольганг (расположен перед печью) | 1 шт | 8000 | 8000 | Тип: реверсивный, централизованное цепочное управление. Ролики: φ240×1100mm Площадь: 1000mm Скорость: 2 m/s Двигатель: AC15KW | ||||||||||||||||
| 8 | Φ400×1 Цех первичной обработки | 1 | 40000 | 40000 | |||||||||||||||||
| 9 | Двухместный закладочный роликовый стол | 1 | 8000 | 8000 | Нижние Роллинги: Цепной привод центрирования Ролики: ф240х1100 мм Расстояние между роликами: 1000 мм.  Скорость ролика: 2.5 м/с Двигатель: AC15кВт Верхние роллинги: Цепной привод центрирования Ролики: ф140х600 мм Расстояние: 1000мм Скорость ролика: 2.5 м/с Двигатель: AC 7кВт | ||||||||||||||||
| 10 | Промежуточный роликовый стол | 1 группа | 3000 | 3000 | Цепной привод центрирования, реверсивный. Ролики: ф240х800 мм Расстояние: 1000 мм Скорость: 2.6м/м Двигатель: AC11кВт | ||||||||||||||||
| 11 | Гидравлические ножницы | 1 | 6000 | 6000 | Гидравлическая резка Усилие: 300 кН Лезвие: Ширина: 400мм Выступ: 200 мм Количество обрезов: 15 раз/мин | ||||||||||||||||
| 12 | Подача стали | 1 | 500 | 500 | Пневматическая подача стали | ||||||||||||||||
| 13 | Ф 350х2 Промежуточный прокатный стан | 2 группы | 30 000 | 60 000 | Промежуточный стан Роллинги: ф380-ф330х700мм Максимальное открытие: 30мм Максимальная сила: 400кН Макс.  Крутящий момент: 12х2кН Крутящий момент: 12х2кНДвигатель: DC550кВт | ||||||||||||||||
| 14 | Ф 300х2 Конечный прокатный стан | 3 группы | 16 000 | 48 000 | Роллинги: ф335-ф285х600мм Макс. Открытие: 25 мм Макс. Сила: 300 кН Макс. Крутящий момент: 6х2кН.м Двигатель: DC 550 кВт | ||||||||||||||||
| 15 | Финишная обрезка | 1 шт | 5 000 | 5 000 | Пневматическая муфта роторного типа: макс сечение 800мм2 Температура резки: >850о Двигатель: YTSZ 37кВт | ||||||||||||||||
| 16 | Вертикальная петля | 1 шт | 2000 | 2000 | Пневматическая Стартовая высота: 350 мм | ||||||||||||||||
| 17 | Устройство обработки остаточного тепла | 1 шт | |||||||||||||||||||
| 18 | Ножницы регулируемой длины | 1 | 5000 | 5000 | Управление частотой, пневматическая муфта роторного типа Максимальная резка сечения: 350мм2 Двигатель: YTSZ 37кВт | ||||||||||||||||
| 19 | Ролик обжима | 1 | 2500 | 2500 | Пневматический Двигатель: YTSZ 22кВт | ||||||||||||||||
| 20 | Хвостовое зажимное устройство | 2 шт | 1500 | 3000 | Пневматическое YTSZ 7кВт | ||||||||||||||||
| 21 | Охлаждающая кроватка вводного устройства | 1 шт | 25 000 | 25 000 | Двухканальное, пневматическое 1.  5 с/раз 5 с/раз | ||||||||||||||||
| 22 | Охлаждающая кроватка | 1 шт | 50 000 | 50 000 | Лучевой тип Эффективная площадь: 4.14х42м2 Расстояние: 90мм Расстояние передачи: 500мм Перемещение: 500мм Продолжительность: 2с/раз Двигатель: AC90кВт | ||||||||||||||||
| 23 | Устройство выравнивания | 1 шт | 2700 | 2700 | Ролики: ф120х400мм Скорость: 0.15 м/с Двигатель: AC1.5кВт | ||||||||||||||||
| 24 | Охлаждающая кроватка выходного устройства | 1 шт | 20 000 | 20 000 | Вращение с горизонтальным перемещением Макс. Кол-во : 30 штук Максимальный вес: 2000кг Продолжительность вращения и горизонтального перемещения: 3с/раз Двигатель: AC22кВт | ||||||||||||||||
| 25 | Выбивной роликовый стол охлаждающей кроватки | 5 групп | 2500 | 2500 | Централизованные пояса движения, реверсивные Ролики: ф200х700мм Расстояние: 1000мм Скорость: 2.  5м/с 5м/сДвигатель: AC 7.5 кВт | ||||||||||||||||
| 26 | Машина резки конечного продукта | 1 шт | 10000 | 10000 | До гидравлического сдвига резки Усилие: 2000 кН Ширина лезвия: 800мм Вынос лезвия: 150мм Продолжительность: 15раз/мин | ||||||||||||||||
| 27 | Рольганги после резки | 1 шт | 3500 | 3500 | Реверсивное, централизованное замкнутое движение Ролики: ф200х700мм Расстояние: 1000 мм Скорость: 2.5м/с Двигатель: AC 7.5 кВт | ||||||||||||||||
| 28 | Распил по длине | 1 шт | 200 | 200 | Пневматическая Выступ: 120мм | ||||||||||||||||
| 29 | Пусковой роликовый стол для транспортировки заготовок | 1 группа | 4000 | 4000 | Ролики: ф200х700 мм Расстояние: 1000 мм Скорость: 2.  5 м/с 5 м/сДвигатель: 7.5 кВт | ||||||||||||||||
| 30 | Фиксирующая перегородка | 1 шт | 520 | 520 | Структурная часть | ||||||||||||||||
| 31 | Транспортер заготовок | 1 шт | 8000 | 8000 | Цепной пневматический Шаг цепи: 38.1 мм Длина: 1600мм Скорость перемещения: 0.6м/с Двигатель: AC11 кВт | ||||||||||||||||
| 32 | Коллективное устройство для готовой продукции | 1 шт | 3000 | 3000 | Вращение двойной канавки, сбор конечного продукта. Вес: 3500 кг Продолжительность вращения сменного канала: 6.8 с/раз Двигатель: AC7.5 кВт | ||||||||||||||||
| 33 | Сборщик выходного рольганга | 1 группа | 4500 | 4500 | Централизованная цепная передача. Ролики: ф200х400 мм Расстояние: 800 мм Скорость: 0.52 м/с Двигатель: AC7.5 кВт | ||||||||||||||||
| 34 | Комплектационная машина | 1 шт | 3000 | 3000 | Пневматический, механический механизм вращения Продолжительность расслоения:5с | ||||||||||||||||
| 35 | Выходной рольганг от комплектационной машины | 1 группа | 4000 | 4000 | Централизованная цепная передача Ролики: ф200х400 мм Расстояние: 1000мм Скорость: 0.52 м/с Двигатель: AC 7.5 кВт | ||||||||||||||||
4. Печь подогрева:
Это план установки печи непрерывного подогрева в производственной линии согласно схеме прокатки
4.1 Технические характеристики:
— Спецификация сырья: 60х60х3000 мм, 80х80х2500мм
— Производительность: 12т/ч
— Топливо: природный газ
— Удельный расход топлива: 40 ~ 35 м3/т
— Температура нагрева: 1150 ~ 1250 ОС
— Габариты камеры: 3. 5 х 14 м
5 х 14 м
4.2 Структура:
Загрузка и выгрузка печи осуществляется с двух сторон. Печь делится на три части. Обе стены и верх выполнены из огнеупорного бетона. Внешняя стена печи заключена в шину из стальной пластины. Между шиной и стальной в печи находится лёгкий огнеупорный кирпич и огнеупорные древесноволокнистые плиты , для изоляции тепла.
4.3 Энергосберегательна и экологически чиста.
4.3.1 Скользящая поверхность внутри печи состоит из водостойкого кирпича для сохранения тепла в процессе водоохлаждения.
4.3.2 Высокоэффективное устройство для нагрева воздуха оснащено воронкой и доводит температуру окисления дыма до 300-500 о. Это помогает улучшить процесс работы печи, снизить количество выработанных продуктов окисления и уменьшить процесс окисления заготовки. 5. Электроснабжение. Установка оборудования.
5.1.1. Управление рольгангом осуществляется посредством кремниевого блока питания. Оборудование оснащено цифровой панелью управления.
5.1.2 Цифровая система позволяет полностью контролировать рабочий процесс, мгновенно устраняет возникшую ошибку в работе системы, контролирует избыток тока и т. д.
д.
5.1.3. Каждый ролик прокатного стана замыкается в петлю и находится под контролем ПЛК (программируемого логического контроллера).
5.1.4. Фиксированное устройство конечной обрезки, петля и охлаждающая кроватка оснащены детектором горячего металла, что позволяет контролировать вход, подъем петли и резку.
5.1.6. Вертикальная петля оснащена сканером для автоматического обнаружения и регулирования высоты петли.
5.1.7. Основная система контроля осуществляется системой SIEMENS.
5.2. Электропитание и электрическая нагрузка. Общая мощность производственного оборудования — 4320 кВт/ч. Мощность основного двигателя — 3380 кВт/ч. Мощность доп. оборудования и устройств освещения — 850 кВт/ч., рассчитано на 3214кВт.
6. Система водоснабжения и очистки воды. На производстве вода подразделяется на 3 типа: дистиллированная вода для прокатного стана, дистиллированная вода для смазки, вода для «горячей» обработки после прокатки.
6.1.В процессе прокатки открытого типа потребляется 80 тонн воды в час для охлаждения поверхности.
6.2. Для гидравлики и смазки циркулирует 60 тонн охлажденной воды закрытого типа в час (градирня).
6.3. Для горячей обработки открытого типа требуется до 100 х 2 тонн воды в час.
Станки для гибки стержней арматурной стали и сварных сеток
Станки для гибки стержней арматурной стали и сварных сеток
Станок С-146А предназначен для гибки арматурной стали класса A-I диаметром до 40 мм. На станке могут изгибаться все основные элементы арматуры: концевые крючки, утки любых углов, утки с крючками, хомуты всевозможных форм. Основными элементами, при помощи которых осуществляется гибка арматурной стали, являются пальцы.
Рис. 1. Станок С-146А для гибки арматурных стержней
1 — рама; 2 — верхняя плита редуктора; 3 — редуктор; 4 — электродвигатель; 5 — пусковая аппаратура; 6 – приспособления для гибки
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На рис. 2 показана схема гибки прутка, установленного между тремя пальцами. Палец вставлен в одно из трех отверстий планки, укрепленной на столе станка, а палец в одно из четырех отверстий рабочего диска. Палец вставлен в отверстие рабочего вала станка. Для получения определенного радиуса изгиба на палец надета сменная втулка диаметром, соответствующим радиусу изгиба.
2 показана схема гибки прутка, установленного между тремя пальцами. Палец вставлен в одно из трех отверстий планки, укрепленной на столе станка, а палец в одно из четырех отверстий рабочего диска. Палец вставлен в отверстие рабочего вала станка. Для получения определенного радиуса изгиба на палец надета сменная втулка диаметром, соответствующим радиусу изгиба.
Рис. 2. Схема гибки прутка
При вращении рабочего диска палец огибает пруток А вокруг втулки, надетой на палец, до требуемого угла загиба. После этого рабочий диск вращается в обратном-направлении до тех пор, пока палец не придет в исходное положение.
Рис. 3. Кинематическая схема станка С-146А
1 — электродвигатель; 2 — клиноремен-ная передача; 3 — шестерни; 4 — червяк; 5—-рабочий вал
Рабочий диск станка, на котором выполняют гибку арматуры, вращается от электродвигателя через клино-ременную передачу и редуктор.
Кинематическая схема станка С-146А приведена на рис. 3.
Станок С-564 (СГА-70) предназначен для гибки стержневой арматуры диаметром до 60 мм класса A-II и диаметром до 70 мм класса A-I.
Рис. 4. Станок С-564 для гибки стержневой арматуры
1 — стол; 2 — вращающийся диск; 3—5 —сменные ролики; 6 — электродвигатель; 7 — редуктор; 8, 9 — зубчатые колеса
Основным рабочим органом станка является вращающийся диск, при помощи которого происходит гибка арматуры.
Диск закреплен на оси, на верхний конец которой надеваются сменные ролики различного диаметра, в зависимости от диаметра изгибаемой арматуры.
На корпусе станка по обе стороны стола закреплены опоры с отверстиями для установки в них оси с опорным роликом.
Требуемый угол загиба устанавливается по механизму отсчета.
Привод станка осуществляется от электродвигателя через редуктор и две пары зубчатых колес.
Все узлы станка смонтированы на опорной раме.
Рис. 5. Станок 7251А для гибки арматурных сеток
1 — рама; 2— рычаги со стяжками; 3 — коллектор с электропневмопереключателями; 4 — концевые выключатели; 5—гибочная балка; 6 — траверса с крючками; 7 — пнев-моцилиндры
Принцип работы станков С-565 (СГА-90), СМ-3007 и Гипрооргсельстроя аналогичен ранее рассмотренным станкам С-564 (СГА-70) и С-146А и отличается от них мощностью привода.
Станок 7251А предназначен для гибки сеток. Он имеет пневматический привод.
Станок состоит из двух секций — основной и дополнительной. Основная секция имеет сопряженную единицу регулировки угла загиба, пусковую электроаппаратуру и переносный пульт управления. Основная секция позволяет гнуть сетки шириной до 3200 мм. Сочетание основной секции с одной, двумя или тремя дополнительными позволяет гнуть сетки шириной соответственно 6,9 и 12 м. Изгиб сеток выполняют по продольным и поперечным стержням.
Для получения различных радиусов изгиба сетки гибочную балку перемещают на поворотных рычагах, изменяя расстояние от условной линии гиба (линия расположения крючков) до рабочей поверхности гибочной балки. Крючки для зажима сетки устанавливают в зависимости от расстояния между изгибаемыми стержнями сетки. Управляют станком от кнопочного пульта или ножной педалью.
—
Станки для гибки позволяют механизировать весьма трудоемкий и тяжелый процесс.
В зависимости от диаметра стержней гнутье арматуры осуществляют на ручных или приводных станках. При диаметре стержней до 12 мм используют станки с ручным управлением НЗ-4, а для стержней диаметром более 12 мм — приводные универсальные станки.
При диаметре стержней до 12 мм используют станки с ручным управлением НЗ-4, а для стержней диаметром более 12 мм — приводные универсальные станки.
Применяют несколько типов станков для гибки стержневой арматуры диаметром до 90 мм: СМЖ-173А (С-146Б), С-564 (СГА-70), СМЖ-179 (СГА-90). При малых объемах работ для гибки легкой и средней арматуры используются ручные станки С-79.
К станкам для гибки относятся также специальные станки для гибки сварных сеток СМ-516А, СМЖ-353А, ПО-725 и др.; станки для навивки спиралей, для гибки подъемных петель и др.
Рабочим органом, производящим гибку арматуры во всех станках, является вращающийся в горизонтальной плоскости диск, насаженный на вертикальный вал. В комплект станков входят сменные детали и приспособления, служащие для выполнения дополнительных операций. Гибка арматуры малых диаметров производится одновременно по нескольку стержней. На станках, имеющих несколько скоростей вращения, перед гибкой в зависимости от диаметра арматуры должна быть произведена соответствующая настройка на требуемое число оборотов.
Выпускаемые станки для гибки арматуры могут быть разделены на две группы: для арматурной стали диаметром до 40 мм и для стали диаметром от 40 до 90 мм. Гибка стержней производится рабочим диском с помощью трех цилиндрических роликов-пальцев: упорного, центрального и изгибающего. Изгибаемый арматурный стержень располагается на столе станка в горизонтальной плоскости. При вращении гибочного диска закрепленный на нем ролик изгибает стержень. После загиба на требуемый угол станок реверсируется и диск с изгибающим роликом возвращается в исходное положение, освобождая пруток.
Станок для гибки СМЖ-173А (С-146Б) является основным станком для гибки арматуры диаметром до 40 мм, широко применяющимся в арматурных цехах и на строительстве. В нем жесткое соединение вала электродвигателя с валом промежуточной передачи заменено клино-ременной передачей. Частота вращения рабочего диска регулируется сменными шестернями.
Рис. 6. Станок СМЖ-173A:
1 — верхняя плита редуктора; 2 — рама; 3 — редуктор; 4 — приспособление для гибки; 5 — пусковая аппаратура; 6 — электродвигатель
Рабочий диск станка имеет одно центральное и четыре расположенных на различных расстояниях от центра отверстия для помещения в них центровки и изгибающих роликов, набор которых поставляется комплектно со станком.
Электродвигатель привода помещен в нижней части корпуса. Пуск и реверсирование станка осуществляются специальным пакетным переключателем, смонтированным на передней стенке станка.
Станок С-564 (СГХ-70) предназначен для гибки стержней арматуры диаметром до 60 мм класса A-11 и диаметром до 70 мм класса A-I. Основным рабочим органом станка является вращающийся диск, при помощи которого происходит гибка арматуры. Диск закреплен на оси, на верхний конец которой надеваются сменные ролики различного диаметра в зависимости от диаметра изгибаемой арматуры. На корпусе станка по обе стороны стола закреплены опоры с отверстиями для установки в них оси с опорным роликом. Требуемый угол загиба устанавливается по механизму отсчета. Привод станка осуществляется от электродвигателя через редуктор и две пары зубчатых колес. Все узлы станка смонтированы на опорной раме.
Станок СМЖ-179 (CIA-90) относится к мощным гибочным станкам и состоит из: станины, механизма отсчета угла поворота стола, автоматического останова и механизма реверсирования поворота стола, электродвигателя и электрооборудования управления. Он предназначен для гибки арматуры диаметром до 90 мм.
Он предназначен для гибки арматуры диаметром до 90 мм.
Рабочим органом станка является вращающийся диск-шестерня, при вращении которого и происходит гибка арматуры. Диск-шестерня закреплен на оси, на верхний конец которой устанавливаются сменные ролики различного диаметра соответственно диаметру изгибаемой арматуры. Привод диска-шестерни осуществляется от электродвигателя через цилиндрический редуктор, коническую пару и цилиндрическую; пару прямозубчатых колес. Станок может работать автоматически после настройки его на требуемый угол загиба, установки изгибаемого стержня и нажатия кнопки «пуск». При этом двигатель вращает стол до тех пор, пока механизм отсчета угла загиба не разомкнет контакты выключателя, после чего вращение стола прекращается и двигатель отключается.
Автомат АУП-18 для гибки петель Чебоксарского филиала СКТБ «Стройиндустрия» предназначен для гибки треугольных петель серии 3.400-7 и работает совестно с электросварочной машиной мощностью 150 кВт. Заготовленные на правильно-отрезных автоматах стержни определенной длины закладывают в бункер, из которого они автоматически поштучно подаются в механизм ориентации заготовки относительно центрального угла гибки.
Далее происходит гибка петли и место сварки оказывается в зоне электродов точечной машины. Происходят сварка и сбрасывание готовой петли в бункер.
Рис. 7. Станок С-564:
1 — стол; 2 — вращающийся диск; 3—5 — сменные ролики; 6 — электродвигатель; 7 — редуктор; 8, 9 — зубчатые колеса
Таблица 1
Технические характеристики гибочных станков
Станок СМЖ-353А обеспечивает гибку сеток гибочной траверсой, приводимой в действие пневмоцилиндрами. Станок состоит из секций, обеспечивающих гибку сетки длиной 3 м. Дня сетки 6 и 9 м требуются соответственно 2 и 3 секции. В каждую секцию входит рама, на которой установлена гибочная траверса с поворотными рычагами, пмевмоцилиндры, коллектор сжатого воздуха и аппарат управления. Сетка укладывается на рабочий стол до упора в передвижные ограничители и захватывается прижимными крючками. После пуска воздуха цилиндры происходят поворот траверсы и изгиб сетки. Угол изгиба регулируется настройкой специального механизма. На станке можно изгибать сетки по прямоугольному или трапецеидальному контуру путем последовательных загибов ее.
На станке можно изгибать сетки по прямоугольному или трапецеидальному контуру путем последовательных загибов ее.
Станок (пресс) ПО-725 для гибки тяжелых сеток состоит из массивной станины, гибочной поворотной траверсы, системы дорнов, вокруг которых происходит гибка сетки, насосной станции высокого давления, гидросистемы, электрооборудования и пульта управления.
Рис. 8. Станок СМЖ-353А:
1 — рама; 2 — рычаги со стяжками; 3 — коллектор с электропневмопереключателями; 4 — концевые выключатели; 5 — гибочная балка; 6 — траверса с крючками; 7 — пневмоцилиндры
Гибка производится в такой последовательности. Сетку тельфером подают к станку и продольные стержни в месте изгиба заводят под дорны. Затем устанавливают требуемый угол гибки и нажимают кнопку «пуск». Срабатывает гидравлический золотник, подающий масло в гидроцилиндры траверсы и происходит процесс гибки сетки. После загиба ее на заданный угол золотник автоматически переключает систему на возврат траверсы в исходное положение и процесс заканчивается.
Организация рабочего места при сварке плоских арматурных сеток и каркасов
В оборудование рабочего места для сварки входят: сварочная машина, рабочий стол, подставка для сварщика (предназначена для изоляции от пола), козелки или лотки для стержней и тележка или другой инвентарь для укладки готовых изделий.
Все машины для точечной сварки имеют водяное охлаждение. Поэтому к рабочему месту должен быть подведен водопровод и предусмотрен сток для воды.
Сварочная машина обслуживается электросварщиком 5-го разряда и арматурщиком 3-го разряда. На рабочем столе сварщика устраивают лотки для укладки нарезанных стержней. Поверхность стола обивают кровельной сталью. На рис. 146 изображена организация рабочего места сварщика при наличии одной одноточечной машины.
Рис. 146. Организация рабочего места у одноточечной сварочной машины
Арматурщик 3-го разряда подносит и укладывает стержни в лотки, а также снимает со стола сваренные сетки. При сварке длинных каркасов иногда может потребоваться второй арматурщик.
При сварке длинных каркасов иногда может потребоваться второй арматурщик.
Для того чтобы избежать повертывания на 180° в процессе сварки сетки или каркаса, необходимо организовать рабочее место с двумя сварочными аппаратами по методу арматурщика Н. С. Замкова (рис. 147, а и б). На одном аппарате сваривают пересечения вдоль одной стороны каркаса, на втором — вдоль другой стороны. При такой организации рабочего места повышение производительности труда доходит до 50 %.
Однако такая расстановка машин требует большой длины цеха. Сварные арматурные сетки больших размеров (1,2X6,0 м) можно изготовлять на двух поставленных одна против другой (рис. 147, в) точечных машинах с увеличением до 550 мм вылетом электрододержателей. У каждой машины устанавливают стол длиной, равной удвоенной длине изготовляемой сетки, и шириной, немного меньшей ширины сетки. На одной машине сваривают сетку на половину ее ширины, затем сетку передают на стол к другой машине, где сваривают вторую половину сетки. Такая расстановка машин и последовательность изготовления широких сеток исключает необходимость поворачивания их при изготовлении.
Такая расстановка машин и последовательность изготовления широких сеток исключает необходимость поворачивания их при изготовлении.
Рис. 147. Организация рабочего места при работе на двух одноточечных машинах.
а — общий вид, б — схема рабочего места при двух столах в одной линии; в — схема рабочего места при двух отдельных столах: 1 — сварочные машины; 2 —столы; 3 — лотки для заготовок; 4 — сварщик; 5 — арматурщик
Широкие сетки изготовляет звено в составе сварщика и подсобного рабочего; подсобный рабочий помогает сварщику при раскладке стержней, поддерживает сетку в процессе сварки, помогает передвигать сетку и переносить ее на другой стол.
Как показала практика, применение двух сварочных машин экономически целесообразно только в том случае, если необходимо за смену изготовить не менее 300 сеток.
Удлинение электрододержателей (или так называемых хоботов) допускается производить только путем приварки медных цилиндров одинакового с ними диаметра. При удлинении хоботов, т. е. при увеличении вылета электродов, увеличиваются потери мощности машины. Учитывая это, после такой переделки машины нужно уменьшить наибольший диаметр свариваемых стержней или увеличить время выдержки их под током или, наконец, переключить ступень трансформатора.
При удлинении хоботов, т. е. при увеличении вылета электродов, увеличиваются потери мощности машины. Учитывая это, после такой переделки машины нужно уменьшить наибольший диаметр свариваемых стержней или увеличить время выдержки их под током или, наконец, переключить ступень трансформатора.
Организация рабочего места для сварки широких арматурных сеток и каркасов весом более 30 кг и длиной более 3 м при использовании одной одноточечной сварочной машины показана на рис. 148. В оборудование рабочего места входят сварочная машина 4, сборочный стол 1, передвижной кондуктор-тележка 2, движущаяся по рельсовому пути 3, а также поворотный крут 5.
Рис. 148. Схема организации рабочего места при сварке широких арматурных сеток и каркасов на одной одноточечной машине:
1 — сборочный стол; 2 — кондуктор-тележка; 3 — рельсовый путь (швеллер или двутавр; 4 —точечная сварочная машина; 5 — поворотный круг; 6 — арматурный каркас
Порядок сварки каркаса или сетки следующий.
Сборка каркаса 6 производится в одном из кондукторов 2 на сборочном столе 1 (рис. 148,а). Второй кондуктор в это время находится на участке для съема готовых каркасов. После окончания сборки сборочный стол с каркасом перемещается в поперечном направлении и подается к сварочной машине (рис. 148,6). Одновременно второй кондуктор подается на сборочный стол. В то время, когда производится сварка одной стороны каркаса, на втором кондукторе собирают следующий каркас (рис. 148,в). На рис. 148, г показан момент повертывания поворотного круга для последующей сварки другой стороны каркаса.
После того как сварка окончена, каркас вместе с кондуктором подается на участок для съема. В это время сборка следующего каркаса должна быть закончена (рис. 148,д). В то время «как готовый каркас снимают с кондуктора и кондуктор подают для очередной сборки, начинается сварка следующего каркаса (рис. 148, е).
Сборочно-сварочные кондукторы (шаблоны) должны обеспечивать проектное расположение стержней в пределах допускаемых отклонений, а также быструю сборку и сварку изделий. На рис. 149 показаны конструкция металлического шаблона для сварки сеток и конструкция кондуктора-тележки.
На рис. 149 показаны конструкция металлического шаблона для сварки сеток и конструкция кондуктора-тележки.
Рис. 149. Конструкция кондуктора-тележки для сборки и сварки арматурного каркаса:
1 — рельсовый путь из швеллера; 2 — станина кондуктора из четырех досок; 3 — поперечина из уголка; 4 — подвижные упоры дли закрепления продольных стержней каркаса; 5 — упоры для закрепления элементов решетки каркаса; 6 — ролики для передвижения кондуктора; 7 — «горка», приваренная к швеллеру в месте подъема тележки с изделием при проходе под электродом сварочной машины
Благовещенскому арматурному заводу — 250 лет
В эти сентябрьские дни ОАО «Благовещенский арматурный завод» отмечает 250-летие со дня образования. История предприятия берет свое начало от Благовещенского медеплавильного завода, основанного в 1756 году сибирским купцом Матвеем Мясниковым.Завод по праву можно считать градообразующим. Именно с его строительством связ.
 ..
..
В эти сентябрьские дни ОАО «Благовещенский арматурный завод» отмечает 250-летие со дня образования. История предприятия берет свое начало от Благовещенского медеплавильного завода, основанного в 1756 году сибирским купцом Матвеем Мясниковым.
Завод по праву можно считать градообразующим. Именно с его строительством связано основание сначала села Благовещенский завод, а затем, в 1941 году, и города Благовещенска. На протяжении двух с половиной веков предприятие неоднократно меняло название и специализацию. Проводилась его реконструкция. Параллельно во все времена расширялся и благоустраивался город.
Огромный вклад в развитие Благовещенска внесли заводовладельцы
Дашковы. Несмотря на большие расходы на организацию производства,
социальная сфера никогда не оставалась в стороне. Реконструкция
медеплавильных печей, преобразование завода в железоделательный,
организация механических мастерских для изготовления
сельскохозяйственного инвентаря: плугов, веялок, молотилок и
даже пожарных машин, — рождение металлообработки, строительство
нового современного кирпичного корпуса шло одновременно с
открытием городской больницы, «елпатьевского» дома общественных
мероприятий и других объектов социального назначения.
Более века завод плавил медь. С 1863 года параллельно было организовано чугунолитейное производство. Одновременно с ним на заводе с 70-х годов ХIХ века внедряются и передовые технологии — механическая обработка металла и других материалов. При заводе создаются механические мастерские, где изготавливались несложные сельхозмашины и сельхозинвентарь. Наиболее значимой продукцией были веялки «Уфимка», выпуск которых к концу ХIХ века достиг 2000 штук в год.
С конца ХIХ века до 30-х годов ХХ века профилирующим производством для завода становится деревообработка. В эти годы кроме веялок изготавливались телеги, сани, школьные парты, учебные доски, стулья, улья и многое другое. С 30-х годов ХХ века основной продукцией завода стало банно-прачечное оборудование для коммунального хозяйства РСФСР и дегазационное оборудование для армии. Это позволило перейти заводу от деревообработки к машиностроению.
Во время Великой Отечественной войны в Благовещенск был
эвакуирован Туапсинский механический завод. И благовещенское
предприятие приобрело машиностроительный профиль. Здесь
началось производство боеприпасов, вооружения и нефтепромыслового
оборудования. А в 1942 году было освоено производство задвижек
«Лудло» из чугуна.
И благовещенское
предприятие приобрело машиностроительный профиль. Здесь
началось производство боеприпасов, вооружения и нефтепромыслового
оборудования. А в 1942 году было освоено производство задвижек
«Лудло» из чугуна.
С переходом на мирные рельсы завод организует сталелитейное производство, и с 1948 года, освоив производство электростали, становится заводом нефтяного машиностроения с ориентацией на производство стальной трубопроводной арматуры. В 1964 году в связи с увеличением ее производства в общем объеме продукции завод из машиностроительного был переименован в арматурный.
В 1993 году завод стал открытым акционерным обществом «Благовещенский арматурный завод».
Сегодня это машиностроительное предприятие с полным циклом
изготовления изделий из исходного сырья и материалов до выпуска
товарной продукции, испытаний и контроля качества готового
изделия. На предприятии есть электросталеплавильное,
кузнечно-прессовое, механообрабатывающее, сборочно-сварочное
и другие производства, оснащенные современным технологическим
оборудованием.
В последнее время рынок предъявляет все более высокие требования к качеству продукции. ОАО «БАЗ» использует в своей работе все передовые методы организации труда и новейшие технологии. Сейчас завод переживает период планомерной реконструкции и обновления, что в конечном счете приведет к расширению ассортимента, повышению качества продукции путем внедрения современных программных продуктов, технологий и оборудования.
Так, закуплена и монтируется линия вакуумно-пленочной формовки марки «Нeinrich Wagner Sinto» (Германия). На сегодняшний день технология вакуумно-пленочной формовки является самой передовой в литейном производстве и позволяет добиться не только снижения себестоимости продукции, но и высочайшего качества литья.
По программе модернизации литейного производства на предприятии
внедряются системы компьютерного моделирования литейных процессов
LWM-Flow. С помощью этой системы решается задача повышения
качества выпускаемого литья на стадии проектирования, снижаются
затраты на отработку литейной технологии новых изделий и
оптимизируются уже имеющиеся технологии.
Уже смонтирована и запущена в работу установка французской фирмы «Stratoconseрtion», предназначенная для быстрого прототипирования и быстрого изготовления оснастки. Это позволит улучшить качество выпускаемой продукции и снизить вес отливок.
Поставляемые итальянской фирмой «Trevisan» обрабатывающие центры с программным управлением позволяют свести на «нет» риски «человеческого» фактора. Центры полностью выполняют обработку корпусных деталей и позволяют повысить производительность.
Основной продукцией предприятия является трубопроводная арматура
из сталей различных марок. Это литые клиновые задвижки,
предохранительные клапаны, различные затворы,
переключающие устройства предохранительных клапанов и многое
другое. По заказу потребителя завод изготавливает и блоки
предохранительных клапанов с переключающими устройствами с
фланцевым присоединением. К слову, вся трубопроводная
арматура, выпускаемая ОАО «БАЗ», сертифицирована и имеет
разрешение Ростехнадзора.
Тесная связь специалистов завода с Центральным конструкторским бюро по арматуростроению и участие в работе научно-производственной Ассоциации арматуростроителей СНГ позволяют заводу постоянно совершенствовать конструкции трубопроводной арматуры и технологические процессы. Так, в прошлом году была разработана конструкторская документация и освоена в серийном производстве новая продукция.
Основной девиз предприятия — поддерживать репутацию разработчика
и поставщика высококачественной арматуры по конкурентоспособным
ценам, разрабатывая и выпуская уникальную, безопасную и
надежную арматуру. Потребителями выпускаемой ОАО «БАЗ» арматуры
являются практически все предприятия нефтегазового,
топливно-энергетического, металлургического, военно-промышленного
комплексов не только России, но и стран СНГ и дальнего зарубежья.
В числе заводских партнеров — такие гиганты, как «Газпром», «ЛУКойл»,
«Норильский никель», «Сургутнефтегаз», «Башнефть» и многие другие.
Система менеджмента качества предприятия сертифицирована по стандартам ИСО-9000.
В декабре 2004 года продукция ОАО «Благовещенский арматурный завод» была отмечена высшими наградами конкурса «Всероссийская марка (III тысячелетие). Знак качества XXI века». Завод получил Платиновые знаки качества.
За каждым новым достижением завода стоят люди. Сегодня на предприятии работают более двух тысяч человек. Это опытные, доказавшие свой профессионализм годами работы мастера, а также молодые, подающие надежды и начинающие трудовую практику специалисты.
Автор: Ольга Горюнова
5 Стальной арматурный стол для бетона |
Арматурные столы
Содержание
Арматурные стержни обычно обозначаются как B6, B8, B10, B12, B16, B20, B25, B32 и B40, хотя B40 обычно не используется. Как правило, это связано с закупками и тем, что радиус изгиба стержня и требуемая длина внахлест/крепления могут сделать его непрактичным в конструкциях. 2\)
2\)
В этой статье приведены таблицы весов и площадей стальной арматуры, которые можно легко использовать в качестве ресурса в приложениях для проектирования.
Таблица 1: Вес стальных арматурных столов (кг/м)
| 6 mm | 8 mm | 10 mm | 12 mm | 16 mm | 20 mm | 25 mm | 32 mm | 40 mm |
|---|---|---|---|---|---|---|---|---|
| 0.222 | 0.395 | 0.616 | 0.888 | 1.579 | 2.466 | 3.854 | 6.313 | 9.864 |
Table 2: Area of Steel Reinforcement Tables (mm2/m)
| Количество стержней | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 21 мм | 0020 25 mm | 32 mm | 40 mm | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 28 | 50 | 79 | 113 | 201 | 314 | 491 | 804 | 1257 | ||||
| 2 | 57 | 101 | 157 | 226 | 402 | 628 | 982 | 1608 | 2513 | 2513 | |||
| 3 | 85 | 151 | 236 | 339 | 603 | 942 | 1473 | 2413 | 3770 | ||||
| 4 | 113 | 201 | 314 | 452 | 804 | 1257 | 1963 | 3217 | 5027 | ||||
| 5 | 151 | 251 | 393 | 565 | 393 | 565 9009 | 393 | 565 9009 | 1005 | 1571 | 2454 | 4021 | 6283 |
| 6 | 170 | 302 | 471 | 679 | 1206 | 1885 | 2945 | 4825 | 7540 |
Таблица 3: Площадь армирования (мм2/м) для различного расстояния между стержнями
| Количество стержней | 6 mm | 8 mm | 10 mm | 12 mm | 16 mm | 20 mm | 25 mm | 32 mm | 40 mm |
|---|---|---|---|---|---|---|---|---|---|
| 50 | 566 | 1010 | 1570 | 2260 | 4020 | 6280 | 9820 | 16100 | 25100 |
| 75 | 377 | 671 | 1050 | 1510 | 2680 | 4190 | 6550 | 10700 | 16800 |
| 100 | 283 | 503 | 785 | 1130 | 2010 | 3140 | 4910 | 8040 | 12600 |
| 125 | 226 | 402 | 628 | 905 | 5310 | 1610 | 0042 3930 | 6430 | 10100 |
| 150 | 189 | 335 | 523 | 754 | 1340 | 2090 | 3270 | 5360 | 8380 |
| 175 | 162 | 287 | 449 | 646 | 1150 | 1800 | 2810 | 4600 | 6280 |
| 200 | 142 | 252 | 393 | 566 | 1010 | 1570 | 2450 | 4020 | 6280 |
| 250 | 113 | 201 | 314 | 452 | 804 | 1260 | 1960 | 3220 | 5030 |
Таблица 4: Проволочная ткань (армирующая сетка)
Площади сечения для различных типов сетки
| Wire size (mm) | Pitch (mm) | Area(mm2/m) | Wire size (mm) | Pitch (mm) | Area(mm2/m) | ||
|---|---|---|---|---|---|---|---|
| Номер ткани | Продольные проволоки | Поперечные проволоки | |||||
| A393 | 10 | 200 | 393 | 10 | 200 | 393 | |
| A252 | 8 | 200 | 252 | 8 | 200 | 252 | |
| A193 | 7 | 200 | 193 | 7 | 200 | 193 | |
| A142 | 6 | 200 | 142 | 9 9004 3 | 142 | ||
| A98 | 5 | 200 | 98 | 5 | 200 | 98 | |
| Structural Mesh | |||||||
| B1131 | 12 | 100 | 1131 | 8 | 200 | 252 | |
| B785 | 10 | 100 | 785 | 8 | 200 | 252 | |
| B503 | 8 | 100 | 503 | 8 | 200 | 252 | |
| B385 | 7 | 100 | 385 | 7 | 200 | 193 | |
| B283 | 6 | 100 | 283 | 7 | |||
| B196 | 5 | 100 | 196 | 7 | 200 | 193 | |
| Long mesh | |||||||
| C785 | 10 | 100 | 785 | 6 | 400 | 70,8 | |
| C636 | 9 | 100 | 636 | 6 | 400 | 70. 8 8 | |
| C503 | 8 | 100 | 503 | 5 | 400 | 49 | |
| C385 | 7 | 100 | 385 | 5 | 400 | 49 | |
| C283 | 6 | 100 | 283 | 5 | 400 | 3 9 | 0038 |
| Wrapping Mesh | |||||||
| D98 | 5 | 200 | 98 | 5 | 200 | 98 | |
| D49 | 2.5 | 100 | 49 | 2.5 | 100 | 49 | |
Таблица 5: Минимальный и максимальный процент армирования
Элементы, содержащие меньше армирования, чем минимум As, следует считать неармированными.
| Усильница натяжения в балках и плитах | C25/30 | C30/37 | C40/50 | C50/60 |
|---|---|---|---|---|
| MIN SERBARPAGE SPEECTGAT | 0,0021 |
| Стандартное минимальное усиление |
|---|
| AS, MIN/BTD> 0,26FCTM/FYK (> 0,0013) |
| Вторичное усиление> 20% Основное усиление |
Longitudinal Arferment> 20%. Nsd/0,87gyk > 0,002Ac, где Nsd — сила осевого сжатия Nsd/0,87gyk > 0,002Ac, где Nsd — сила осевого сжатия |
| Вертикальная арматура в стенах |
| As,min > 0,002Ac (одна сторона) |
| Максимальные площади армирования | |
|---|---|
| 2. Для колонн | |
| 100 As/Ac менее или равно 4 %, кроме нахлестов, и 8 % на нахлестах | |
| Для стен и вертикальной арматуры | |
| 100 As/Ac менее или равна 4 процентам |
Пример 1: Рассчитайте площадь арматурного стержня, используя Таблицу 1
Бетонная плита имеет 5 стальных арматурных стержней диаметром 12 x 12 через каждые 1000 мм ширины. Какова общая площадь арматурного стержня?
Используя приведенные выше таблицы, мы видим, что общая площадь стержня для стержней диаметром 5 x B12 составляет 565 мм 2 /м.
Пример 2: Расчет площади арматурных стержней Таблица 2
Бетонная плита имеет стержни диаметром 16 мм с межцентровым расстоянием 150 мм. Какова общая площадь арматурного стержня?
Какова общая площадь арматурного стержня?
Используя приведенные выше таблицы, мы видим, что общая площадь стержня для стержней диаметром B16 при шаге 150 мм составляет 1340 мм 2 /м.
Пример 3: Расчет площади арматурного стержня Таблица 1 и 2
Для бетонной плиты требуется минимум 1500 мм 2 /м натянутой стали в нижней части бетона (при минимальном защитном слое 30 мм). Какие стальные стержни и на каком расстоянии они должны быть указаны?
Используя таблицы, мы можем указать 5 стержней B20 на пролете метра (шаг 200 мм), что дает площадь 1571 мм, или
B16 с расстоянием между центрами 125 мм, что дает площадь 1610 мм2/м.
Примечание. Существует много типов комбинаций, которые мы можем указать, но мы должны учитывать практичность при выборе размеров и интервалов.
Необходимо подумать, можно ли размещать крепления в бетоне после того, как бетон затвердеет (т. е. если арматура расположена слишком близко, возникнут конфликты с болтами и креплениями в плите).
Связанные статьи
Армирующие профили для направляющих стола Рама стола
Нажмите, чтобы увеличить
Звездный продавец
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
|
2209 продаж
|
5 из 5 звезд
от €109,00
Загрузка
Включены местные налоги (где применимо)
Основной цвет
Выберите цвет
Шварц RAL 9005
Вайс RAL 9003
Зильберграу RAL 9007
Графит RAL 7016
Прозрачный
Выберите цвет
Größe (Breite x Höhe в см)
Выберите вариант
50 см — 165 см (109,00 евро)
166 см — 220 см (139,00 евро)
221см — 240см (€179. 00)
00)
241см — 290см (230,00 €)
Выберите опцию
Добавьте свою персонализацию
Bitte Länge der Profile angeben und sonstige Wünsche, wie z.B. Оффнунген
256
Продается быстро! Осталось всего 12, и у 2 человек это в корзине.
Продавец звезд. Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Просмотрите коллекции для большего вдохновения
Создано покупателями Etsy
Подробнее
Подробнее
Исследуйте связанные категории и поиски
Внесен в список 16 сентября 2022 г.
217 избранных
Информация о продавце
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила.
Table Time и подкрепление в ABA | Как увеличить усиление
Кроме того, в остальной части комнаты или на территории должно быть не весело. Потому что, если я соревнуюсь с вещами, с которыми он любит играть или с которыми ему нравится стимить, это не очень хорошо пойдет. Но я никогда не хочу ловить ребенка за столом или заставлять его сидеть за столом. Я не хочу плакать за столом. Это баланс, верно?
Итак, мы хотим продезинфицировать. Это не значит чистый. Это значит поставить игрушки и все в коробках на полки. Это действительно также поможет вашему ребенку научиться указывать и просить и знать, что все организовано. Таким образом, мы можем использовать эти игрушки, чтобы получить больше языка.
Если вам нужна дополнительная информация о присоединении к нашему онлайн-курсу и сообществу, вы можете посетить бесплатный онлайн-семинар по адресу marybarbera.com/workshop. Если вам понравилось это видео, я буду рад, если вы оставите комментарий, поставите мне большой палец вверх и поделитесь им с кем-то, кому это может быть полезно. Увидимся здесь на следующей неделе.
Если вам понравилось это видео, я буду рад, если вы оставите комментарий, поставите мне большой палец вверх и поделитесь им с кем-то, кому это может быть полезно. Увидимся здесь на следующей неделе.
Начните приносить пользу своему ребенку или клиенту с аутизмом или признаками аутизма с помощью бесплатного обучения!
Посетите БЕСПЛАТНЫЙ семинар!
Возможно, вы слышали о времени за столом для детей с аутизмом или признаками аутизма, но на самом деле я большой сторонник времени за столом. Итак, сегодня я говорю о том, как помочь детям, как увеличить подкрепление. Итак, у нас есть счастливые ученики за столом. Привет, я доктор Мэри Барбера, мама, страдающая аутизмом, сертифицированный поведенческий аналитик и автор бестселлеров.
Каждую неделю я делюсь с вами своими идеями о том, как избавиться от аутизма или признаков аутизма, поэтому, если вы еще не подписаны на мой канал YouTube, вы можете сделать это прямо сейчас. Поэтому каждый месяц на нашем портале членства у нас проходят звонки с вопросами и ответами. И вот в этом месяце у нас было несколько вопросов о том, как увеличить подкрепление за столом.
И вот в этом месяце у нас было несколько вопросов о том, как увеличить подкрепление за столом.
Таким образом, родители и специалисты могут делать короткие 15-минутные перерывы, чтобы максимально эффективно учиться, но мы хотим, чтобы наши учащиеся были счастливы. Мы хотим, чтобы они бежали к столу или, по крайней мере, шли добровольно. И мы хотим, чтобы они были счастливы все время. Итак, в этом сегменте вопросов и ответов я расскажу, как это сделать.
Это всплывает снова и снова, почти каждый день внутри, внутри нашей группы и почти, гм, и задается много вопросов. Хорошо. Итак, давайте поговорим об арматуре и столе. И, гм, как многие из вас знают, подход «Перевернуть аутизм вокруг» очень высоко ценит время за столом.
Вы, возможно, слышали о напольном времени, которое является моделью Стэнли Гринспена, где во многом нужно следовать примеру вашего ребенка, и, гм, э-э, я не совсем знаком с его моделью, но это во многом связано с этаж, преподавание естественной среды. За последние два десятилетия я обнаружила, э-э, как мама и как поведенческий аналитик, что, э-э, гораздо проще учить родителей и учить терапевтов и новых терапевтов, как дезинфицировать комнату или угол комнаты. комнату и как спарить маленький столик. Если у вас есть ребенок постарше, вы, конечно, создаете стол большего размера, сочетаете его с очень сильным подкреплением и, хм, потому что то, что мы знаем с помощью прикладного анализа поведения на протяжении многих лет, заключается в том, что детям нужно много испытаний.
За последние два десятилетия я обнаружила, э-э, как мама и как поведенческий аналитик, что, э-э, гораздо проще учить родителей и учить терапевтов и новых терапевтов, как дезинфицировать комнату или угол комнаты. комнату и как спарить маленький столик. Если у вас есть ребенок постарше, вы, конечно, создаете стол большего размера, сочетаете его с очень сильным подкреплением и, хм, потому что то, что мы знаем с помощью прикладного анализа поведения на протяжении многих лет, заключается в том, что детям нужно много испытаний.
Много разоблачения, а не просто гоняться за ними по комнате, о, они смотрят в окно, о, там дерево. Это одно испытание дерева. Теперь они идут к игрушке на полу. Ты держишь корову, Му-му говорит корову, а потом ребенок уходит к чему-то другому. По сути, то, что я видел на протяжении многих лет, — это терапия такого рода, как бы вы ее ни называли, очень доброжелательными профессионалами, очень опытными профессионалами, не подходит для большинства детей с серьезной задержкой речи. Хм, это даже не обязательно должен быть аутизм. Это могут быть ранние признаки СДВГ, ранние признаки неспособности к обучению, просто задержка речи. Эти процедуры работают даже для типично развивающихся детей. Я учил много бабушек и тому подобному.
Хм, это даже не обязательно должен быть аутизм. Это могут быть ранние признаки СДВГ, ранние признаки неспособности к обучению, просто задержка речи. Эти процедуры работают даже для типично развивающихся детей. Я учил много бабушек и тому подобному.
Просто друзья друзей или, гм, там, где они сказали, знаете, меня немного беспокоит их речь, и я, ну знаете, возьму обувную коробку, прорежу в ней щель. Мама, мама, мама. Я имею в виду, вы можете подумать, что мама рядом. Я мог бы просто указать на маму. Есть что-то в повторении, и подкрепление фактически кладет изображение мамы в коробку, и оно исчезает.
А для маленьких детей эти процедуры, как правило, работают очень, очень хорошо, чтобы формировать, гм, язык и дать им, знаете ли, 10 попыток услышать маму, может быть, даже не говоря об этом. И можно подумать, ну да, но мой ребенок сидит сейчас за столом две недели или два месяца, и еще не разговаривает.
Но если они сидят, если они счастливы, если они кладут картинки в коробку, они, они надевают части картошки на голову, они смотрят на тебя, как ты говоришь, на голову или на нос , может быть, они еще даже не делают этого, но это время за столом на самом деле представляет собой смесь обучения в естественной среде и интенсивного обучения, и мы делаем все действительно весело.
Гм, и действительно укрепляет, особенно в начале, когда у ребенка нет, гм, причин думать, что сидеть за столом будет весело. Мы не называем это работой. Мы называем это временем мамы, временем обучения, временем за столом, временем веселья. Хм, мы называем это «картофельной головкой» или как бы вы это ни называли, но это, если ребенок не бегает или, по крайней мере, не ходит там счастливо и не сидит и не посещает, в конце концов, это не произойдет за одну ночь.
Гм, некоторые из моих клиентов, которые фактически взяли меня, вы знаете, несколько сеансов, чтобы даже соединить стол с подкреплением. Итак, когда мы подводим ребенка к столу или зовем его к столу, мы хотим убедиться, что у нас есть несколько подкреплений. Хм, я обычно рекомендую съедобные продукты или просто то, что вы можете съесть, маленькие, маленькие кусочки того, что вы можете съесть. Эм, напитки. Э-э, много раз мы используем электронику, хотя дети, как правило, очень зависимы от iPad, что является проблемой, и я, э-э, я вижу в этом большую проблему, чем даже год или два назад, основанную на о некоторых исследованиях доктора Ами Клин. Я также сделал эпизод подкаста о его работе, эпизод номер 9.3.
Я также сделал эпизод подкаста о его работе, эпизод номер 9.3.
И, гм, много раз вместо iPad я рекомендовал, например, поставить стол, гм, перед телевизором. И поэтому взрослые могут управлять подкреплением. Мы не смотрим, знаете ли, пять минут фильма или 30 минут фильма, мы показываем им небольшие серии фильмов, и вы можете сказать, что у нас полностью нет экрана. Потрясающий. Не используйте его в электронном виде. Знаете, это здорово. Эм, или можно сказать, что мой сын очень разборчив в еде, я не хочу возиться с едой за столом, все в порядке. Это, это всего лишь некоторые идеи. Я на самом деле обнаружил, что, чтобы получить стол, еще более укрепляющий, мы должны делать такие вещи, как вода, игры, заводные игрушки, эм, действительно думать нестандартно, эм, ну, вы знаете, петь песни, играть в игры. Раньше мы с моим сыном делали руки-спагетти. Мы делаем, знаете ли, три, два, один выстрел, если они достаточно маленькие, чтобы их можно было поднять, и им это нравится. Хм, сделай это веселым, если это не весело, нам нужно сделать это веселее. И, значит, нам нужно сделать стол веселым.
И, значит, нам нужно сделать стол веселым.
Кроме того, остальная часть комнаты или территории не должна быть веселой. Потому что, если я соревнуюсь с вещами, с которыми он любит играть или стимить, это будет не очень хорошо. Итак, но я не хочу, я никогда не хочу заманивать ребенка в ловушку за столом, заставлять его сидеть за столом. Я не хочу плакать за столом. Итак, гм, и это баланс, верно?
Итак, мы хотим продезинфицировать, это не значит очистить. Это означает, что игрушки и все остальное в коробках на полках. Это действительно также поможет вашему ребенку научиться указывать и просить и знать, что все организовано так, что мы можем использовать эти игрушки, чтобы получить больше языка. Надеюсь, вам понравился этот краткий отрывок из нашей телеконференции с вопросами и ответами.
А если вам нужна дополнительная информация о том, как присоединиться к нашему онлайн-курсу и сообществу, вы можете посетить бесплатный онлайн-семинар по адресу marybarbera.com/workshop. Если вам понравилось это видео, я буду рад, если вы оставите комментарий, поставите мне большой палец вверх, поделитесь им с кем-то, кому это может быть полезно, и увидимся здесь на следующей неделе.
Если вам понравилось это видео, я буду рад, если вы оставите комментарий, поставите мне большой палец вверх, поделитесь им с кем-то, кому это может быть полезно, и увидимся здесь на следующей неделе.
Современные журнальные столики — Дизайн в пределах досягаемости
Журнальный столик с цоколем
2 395,00 $
—
4 995,00 долларов США
6 цветов
+ Дополнительные параметры
Журнальный столик Bolinas Surfboard
Цена снижена с
$995,00
к
845,75 долларов США
Скидка 15%
8 цветов
+ Дополнительные параметры
Журнальный столик Epic — комплект Carrara
Цена снижена с
4 295,00 долларов США
к
3006,50 долларов США
Скидка 30%
Стол Ногучи
2,19 $5.00
—
2 495,00 долларов США
4 цвета
Скамья-платформа Nelson, деревянное основание
1 695,00 $
—
2 495,00 долларов США
2 цвета
Скамья-платформа Nelson, металлическое основание
1 695,00 $
—
2 495,00 долларов США
2 цвета
Лоток для барабанного пуфа
215,00 $
—
$325,00
3 цвета
Журнальный столик с дугообразным поворотом
895,00 $
—
1495,00 долларов США
2 цвета
Низкий столик Risom
1 195,00 $
—
1 295,00 долларов США
2 цвета
Журнальный столик с подносом
295,00 $
4 цвета
Журнальный столик Solapa
$595. 00
00
—
$995,00
3 цвета
Разрезной столик, боковой столик
245,00 $
—
$495,00
4 цвета
Журнальный столик Tulou
195,00 $
3 цвета
Журнальный столик Pedrera
1 235,00 $
—
$1 439,00
2 цвета
Щелевой стол, высокий
245,00 $
2 цвета
Прямоугольный журнальный столик Eames
1000,00 $
—
1170,00 долларов США
6 цветов
+ Дополнительные параметры
Стол Solapa Slim
485,00 $
—
$695,00
3 цвета
Журнальный столик Platner
2 078,00 $
—
12 759,00 долларов США
18 цветов
+ Дополнительные параметры
Приставной столик Hew, стиль E
1 295,00 $
—
$1895,00
2 цвета
Журнальный столик Eos
995,00 $
3 цвета
Приставной столик Hew, стиль D
1 295,00 $
—
$1895,00
2 цвета
Стол Laccio
784,00 $
—
1 110,00 долларов США
2 цвета
Стол Embrace
349,00 $
Журнальный столик Eames
995,00 $
—
2 595,00 $
Журнальный столик Kam
2 695,00 $
—
2 995,00 долларов США
2 цвета
Журнальный столик Ом
$680. 00
00
—
1595,00 долларов США
$680.00
—
1200,00 долларов США
Скидка 30%
3 цвета
Журнальный столик Saarinen
2 212,00 $
—
5 055,00 долларов США
9 цветов
+ Дополнительные параметры
Журнальный столик с портом
1 895,00 $
—
$2,595.00
2 цвета
Стол с прорезями, журнальный столик XL
345,00 $
2 цвета
Щелевой стол, продолговатый
245,00 $
—
$495,00
2 цвета
Стол Кофи, прямоугольный
895,00 $
—
$995,00
2 цвета
Журнальный столик Nordic
1 595,00 $
Журнальный столик Hew, полумесяц
3 495,00 $
—
3 995,00 долларов США
2 цвета
Приставной столик Hew, стиль C
1 695,00 $
1 цвет
Журнальный столик из арматуры
495,00 $
—
Журнальный столик Atlantis Tavoli
2 195,00 $
Эллиптический стол Eames
1 195,00 $
2 цвета
Журнальный столик из формованной фанеры Eames
1 295,00 $
—
1 395,00 долларов США
3 цвета
Журнальный столик Edge
995,00 $
1 цвет
Низкий журнальный столик Rio
10 310,00 $
—
12 330,00 $
Журнальный столик Krusin
1 657,00 $
—
$3932,00
2 цвета
Журнальный столик Shimmer
3 895,00 $
1 цвет
Карманный столик
1 695,00 $
1 цвет
Журнальный столик Copenhague Deux 250
595,00 $
—
$795,00
4 цвета
Деревянный журнальный столик с прорезями
495,00 $
—
$595,00
3 цвета
Стол Кофи — квадратный, 23,5 дюйма
495,00 $
—
$645,00
4 цвета
Журнальный столик Paloma
2 295,00 $
Журнальный столик Risom T. 301 Hexagon
301 Hexagon
1 895,00 $
—
2 195,00 долларов США
2 цвета
Журнальный столик Bella
345,00 $
—
$395.00
2 цвета
Журнальный столик Airy, средний
545,00 $
4 цвета
Журнальный столик Risom Amoeba
1 393,00 $
—
1 521,00 долл. США
3 цвета
Стол для гостиной Passage
550,00 $
—
1450,00 долларов США
2 цвета
Стол Кофи — квадратный, 39 дюймов
1095,00 $
—
1 195,00 долларов США
2 цвета
Журнальный столик для мастерской
759,00 $
—
$929,00
2 цвета
Стол руля Noguchi
1 495,00 $
—
1 695,00 долларов США
3 цвета
Вокруг журнального столика
$505. 00
00
—
1049,00 долларов США
6 цветов
+ Дополнительные параметры
Журнальный столик Nakashima с косыми ножками
2 451,00 $
2 цвета
Журнальный столик Tide
1 995,00 $
—
2 195,00 долларов США
2 цвета
Журнальный столик Symbol
1 695,00 $
—
1895,00 долларов США
2 цвета
Журнальный столик Airy, половина
289,00 $
4 цвета
Журнальный столик Ovie
1350,00 $
2 цвета
BM0488 Стол
1 915,00 $
Круглый журнальный столик Risom T. 300
300
1 895,00 $
—
2 195,00 долларов США
2 цвета
Журнальный столик TS
1 295,00 $
—
$3 425,00
11 цветов
+ Дополнительные параметры
Журнальный столик Milo Baughman Drum
2 995,00 $
1 цвет
Журнальный столик Florence Knoll Square
969,00 $
—
9 596,00 долларов США
5 цветов
+ Дополнительные параметры
Низкий столик LC10-P
1 985,00 $
—
2 505,00 долларов США
1 цвет
Журнальный столик IO, круглый
2 640,00 $
—
6 045,00 долларов США
3 цвета
Журнальный столик Wegner
4 320,00 $
1 цвет
Журнальный столик Airy, маленький
465,00 $
4 цвета
Журнальный столик Hew, Ellipse
3 495,00 $
—
3 995,00 долларов США
2 цвета
Прямоугольный журнальный столик Ora
1550,00 $
2 цвета
Журнальный столик Nelson на пьедестале
995,00 $
—
1495,00 долларов США
5 цветов
+ Дополнительные параметры
Журнальный столик Airy, большой
699,00 $
4 цвета
Журнальный столик
4 797,00 $
Журнальный столик I Beam
2 495,00 $
Журнальный столик из формованной фанеры Eames с металлическим основанием
1 095,00 $
—
1 245,00 долларов США
3 цвета
Журнальный столик IO, овальный
3 405,00 $
—
4 840,00 долларов США
3 цвета
Журнальный столик Girard
1 353,00 $
1 цвет
Большой проволочный стол Polygon
1300,00 $
3 цвета
Журнальный столик Rey
$1 195,00
5 цветов
+ Дополнительные параметры
Журнальный столик USM Haller
2 595,00 $
2 цвета
Столик для коктейлей
6 643,00 $
Журнальный столик Koku
1 975,00 $
2 цвета
Стол-лоток Ch517
1 335,00 $
Лепестковый журнальный столик
2 784,00 $
—
2 885,00 долларов США
2 цвета
Журнальный столик Zafal
2000,00 $
2 цвета
Журнальный столик Septembre
1300,00 $
—
1 695,00 долларов США
2 цвета
Прямоугольный журнальный столик Florence Knoll
1 341,00 $
—
2 436,00 долларов США
2 цвета
Журнальный столик Reframe
845,00 $
—
$995,00
2 цвета
Стол с захватом
1 995,00 $
—
3 595,00 $
Стол Barcelona
2 349,00 $
1 цвет
Таблица армирования грунта Сетка подпорной стены
Когда требуется усиление подпорной стены
Усиленная подпорная стена
Сопоставьте свою стену с приведенными ниже условиями, чтобы определить, какая ширина и количество слоев армирующей георешетки AB вам понадобятся. Чтобы определить необходимое количество рулонов, умножьте длину вашей стены (в футах) на количество необходимых слоев, а затем разделите на 50 (длина рулона армирующей георешетки AB). Как правило, большинство почв считаются глинистыми, для песчаных условий, указанных в таблице, почва должна быть чистым гранулированным материалом. Не знаете, какой у вас тип почвы?
Чтобы определить необходимое количество рулонов, умножьте длину вашей стены (в футах) на количество необходимых слоев, а затем разделите на 50 (длина рулона армирующей георешетки AB). Как правило, большинство почв считаются глинистыми, для песчаных условий, указанных в таблице, почва должна быть чистым гранулированным материалом. Не знаете, какой у вас тип почвы?
| Схема армирования грунта для подпорных стен жилых домов | |||||||||||
| Состояние над стеной | ВЫСОТА СТЕНЫ** | Камни AB только из коллекции AB | |||||||||
| ГЛИНИСТЫЙ ПОЧВ | ПЕСЧАНАЯ ПОЧВА | ||||||||||
| Количество слоев | Ширина (Ш) | Кол-во слоев | Ширина (Ш) | ||||||||
| 3 фута (0,9 м) | 0 | 0 | 0 | 0 | |||||||
| 4 фута (1,2 м) | 2 | 3 фута | 0 | 0 | |||||||
| 1,5 м (5 футов) | 3 | 3 фута | 0 | 0 | |||||||
| 6 футов (1,8 м) | 4 | 4 фута | 4 | 4 фута | |||||||
| 2 фута (0,6 м) | 1 | 3 фута | 0 | 0 | |||||||
| 3 фута (0,9 м) | 2 | 3 фута | 0 | 0 | |||||||
| 4 фута (1,2 м) | 2 | 3 фута | 0 | 0 | |||||||
| 5 футов (1,5 м) | 3 | 3 фута | 3 | 3 фута | |||||||
| 6 футов (1,8 м) | 4 | 4 фута | 4 | 4 фута | |||||||
| 3 фута (0,9 м) | 2 | 3 фута | 0 | 0 | |||||||
| 4 фута (1,2 м) | 2 | 3 фута | 0 | 0 | |||||||
| 1,5 м (5 футов) | 3 | 4 фута | 0 | 0 | |||||||
| 6 футов (1,8 м) | 4 | 4 фута | 4 | 4 фута | |||||||
| Состояние над стеной | ВЫСОТА СТЕНЫ** | Коллекция AB (кроме AB Stones), AB Aztec, AB Europa Collection и AB Fieldstone Collection | |||||||||
| ГЛИНИСТЫЙ ПОЧВ | ПЕСЧАНАЯ ПОЧВА | ||||||||||
| Количество слоев | Ширина (Ш) | Кол-во слоев | Ширина (Ш) | ||||||||
| 3 фута (0,9 м) | 0 | 0 | 0 | 0 | |||||||
| 4 фута (1,2 м) | 2 | 3 фута | 0 | 0 | |||||||
| 1,5 м (5 футов) | 3 | 4 фута | 3 | 3 фута | |||||||
| 6 футов (1,8 м) | 4 | 4 фута | 4 | 4 фута | |||||||
| 2 фута (0,6 м) | 1 | 3 фута | 0 | 0 | |||||||
| 3 фута (0,9 м) | 2 | 3 фута | 0 | 0 | |||||||
| 4 фута (1,2 м) | 2 | 3 фута | 2 | 3 фута | |||||||
| 1,5 м (5 футов) | 3 | 3 фута | 3 | 3 фута | |||||||
| 6 футов (1,8 м) | 4 | 4 фута | 4 | 4 фута | |||||||
| 3 фута (0,9 м) | 2 | 3 фута | 0 | 0 | |||||||
| 4 фута (1,2 м) | 2 | 3 фута | 2 | 3 фута | |||||||
| 1,5 м (5 футов) | 3 | 4 фута | 3 | 3 фута | |||||||
| 6 футов (1,8 м) | 4 | 4 фута | 4 | 4 фута | |||||||
** Высота стен указана только для справки. | |||||||||||
Пример: Используя блок из коллекции AB, стена высотой 5 футов (1,5 м), построенная из песчаного грунта с ровной поверхностью над стеной, требует трех слоев георешетки шириной 3 фута (0,9 м), но потребует проверка местным профессиональным инженером.
Армирующая сетка AB
™
Большая рулонная сетка
Армирующая сетка AB
Армирующая сетка AB является двухосной, что означает, что она имеет одинаковую прочность в обоих направлениях и может быть просто раскатана вдоль стены. Он доступен в рулонах 3 фута и 4 фута и имеет длину 50 футов (0,9 м и 1,2 м на 15 м) и лучше всего подходит для жилых подпорных стен высотой менее 6 футов (1,8 м), как указано в таблице. выше.
Георешетки с большими рулонами обладают наибольшей прочностью вдоль направления вращения или в направлении движения машины и обрезаются до проектной длины. Они лучше всего подходят для подпорных стен высотой более 6 футов (1,8 м).
СТАЛЬНАЯ АРМАТУРА ДЛЯ БЕТОННОЙ КЛАДКИ – NCMA
ТЭК 12-04Д
ВВЕДЕНИЕ
Армирование стен из бетонной кладки повышает прочность и пластичность, повышает устойчивость к приложенным нагрузкам, а в случае горизонтального армирования также обеспечивает повышенную стойкость к усадочному растрескиванию. Настоящая ТЭК распространяется на ненапряженную арматуру для железобетонных конструкций. Предварительно напряженная сталь обсуждается в статье «Конструкция бетонной кладки с пост-напряжением», TEK 3-14 (ссылка 1). Если не указано иное, информация основана на Международном строительном кодексе (IBC) 2003 г. (ссылка 2). Для проектирования и строительства каменной кладки IBC ссылается на Требования строительных норм и правил для каменных конструкций и Спецификации для каменных конструкций (Кодекс и спецификация MSJC) (ссылки 4, 5). В некоторых случаях IBC принимает положения, отличные от положений MSJC. Эти случаи были отмечены там, где это применимо.
МАТЕРИАЛЫ
Арматура, используемая в каменной кладке, в основном представляет собой арматурные стержни и изделия из холоднотянутой проволоки. Стеновые анкеры и стяжки обычно изготавливаются из проволоки, металлических листов или полос. В таблице 1 перечислены применимые стандарты ASTM, регулирующие стальную арматуру, а также номинальные пределы текучести для каждого типа стали.
Стеновые анкеры и стяжки обычно изготавливаются из проволоки, металлических листов или полос. В таблице 1 перечислены применимые стандарты ASTM, регулирующие стальную арматуру, а также номинальные пределы текучести для каждого типа стали.
Таблица 1 — Арматура, используемая в каменной кладке
Арматурный стержень
Арматурный стержень доступен в США в одиннадцати стандартных размерах стержня, обозначенных № 3-11, № 14 и № 18 (M#10-36, М#43, М#57). Размер арматурного проката обозначается цифрой, соответствующей его номинальному диаметру. Для стержней с номерами от № 3 до № 8 (M № 10-25) номер указывает диаметр в восьмых долях дюйма (мм), как показано в таблице 2.
Чтобы решить потенциальные проблемы, связанные со скоплением арматуры и затвердеванием цементного раствора, IBC ограничивает диаметр арматурного стержня до одной восьмой номинальной толщины элемента и одной четверти наименьшего размера ячейки, рядового или воротникового соединения в котором она размещена. Для типичных одиночных стенок это соответствует максимальному размеру стержня № 8, 9 и 11 для 8-, 10- и 12-дюймовых стен соответственно (M#25, 29 и 36 для 203-, 254- и 254-дюймовых стен). стенки 305 мм). Кроме того, действуют следующие ограничения:
Для типичных одиночных стенок это соответствует максимальному размеру стержня № 8, 9 и 11 для 8-, 10- и 12-дюймовых стен соответственно (M#25, 29 и 36 для 203-, 254- и 254-дюймовых стен). стенки 305 мм). Кроме того, действуют следующие ограничения:
- максимальный размер стержня № 11 (M#36),
- площадь вертикальной арматуры не может превышать 6% площади залитого раствора (т. е. около 1,26 дюйма², 1,81 дюйма² или 2,40 дюйма² вертикальной арматуры для 8-, 10- и 12-дюймового бетона). кирпичной кладки соответственно (815, 1170 или 1550 мм² для 203-, 254- и 305-мм блоков соответственно), и
- для кирпичной кладки, разработанной с использованием процедур расчета прочности, максимальный размер стержня составляет № 9 (M # 29), а максимальная площадь армирования составляет 4% площади ячейки (т. е. около 0,84 дюйма², 1,21 дюйма² или 1,61 дюйма² вертикальной арматуры для 8-, 10- и 12-дюймовой бетонной кладки соответственно (545, 781 или 1039мм² для блоков 203, 254 и 305 мм соответственно).

Приведенные выше предельные значения размеров арматуры относятся к конструкции. Дополнительные проектные ограничения для предотвращения чрезмерного армирования и хрупких разрушений также могут применяться в зависимости от используемого метода проектирования и расчетных нагрузок. Изготовители отмечают размер стержня, заводскую идентификацию и тип стали на арматурных стержнях (см. рис. 1). Обратите внимание, что размер полосы указывает размер в единицах СИ в соответствии со стандартами ASTM.
Стандарты ASTM включают минимальные требования к различным физическим свойствам, включая предел текучести и жесткость. Хотя не все арматурные стержни имеют четко определенный предел текучести, модуль упругости E s примерно одинаков для всех арматурных сталей и для целей проектирования принимается равным 29 000 000 фунтов на квадратный дюйм (200 ГПа).
При расчете по методу допустимых напряжений допустимое растягивающее напряжение ограничивается 20 000 фунтов на кв. дюйм (138 МПа) для арматурных стержней класса 40 или 50 и 24 000 фунтов на кв. дюйм (165 МПа) для арматурных стержней класса 60. Для арматурных стержней, заключенных в связи, например, в колоннах, допустимое сжимающее напряжение ограничено 40% от указанного предела текучести с максимальным значением 24 000 фунтов на квадратный дюйм (165 МПа). Для расчета прочности номинальный предел текучести арматуры используется для определения размера и распределения стали.
дюйм (138 МПа) для арматурных стержней класса 40 или 50 и 24 000 фунтов на кв. дюйм (165 МПа) для арматурных стержней класса 60. Для арматурных стержней, заключенных в связи, например, в колоннах, допустимое сжимающее напряжение ограничено 40% от указанного предела текучести с максимальным значением 24 000 фунтов на квадратный дюйм (165 МПа). Для расчета прочности номинальный предел текучести арматуры используется для определения размера и распределения стали.
Таблица 2 — Номинальные свойства арматурного стержня
Рисунок 1 — Маркировка стандартного стержня ASTM
Холоднотянутая проволока
Холоднотянутая проволока для армирования швов, стяжек или анкеров варьируется от W1.1 до W4.9 (MW7 — MW32), самый популярный размер — W1.7 (MW11). В таблице 3 показаны стандартные размеры и свойства проводов. Поскольку IBC ограничивает размер арматуры шва половиной толщины шва, практический предел диаметра проволоки составляет 90 895 3 9.0896 / 16 дюймов (W2,8, 4,8 мм, MW18) для шва ⅜ дюйма (9,5 мм). Проволока для кладки гладкая, за исключением того, что боковые проволоки для армирования швов деформируются с помощью накатных колес.
Проволока для кладки гладкая, за исключением того, что боковые проволоки для армирования швов деформируются с помощью накатных колес.
Деформационно-напряженные характеристики арматурной проволоки были определены в ходе обширных программ испытаний. Дело не только в том, что предел текучести холоднотянутой проволоки близок к ее пределу прочности, но и в том, что положение предела текучести четко не указано на кривой напряжения-деформации. ASTM A 82 (ссылка 15) определяет предел текучести как напряжение, определяемое при деформации 0,005 дюйма/дюйм. (мм/мм).
Таблица 3—Свойства проволоки для каменной кладки
ЗАЩИТА ОТ КОРРОЗИИ
Цементные растворы и кладочные элементы обычно обеспечивают достаточную защиту закладной арматуры при условии соблюдения минимальных требований к укрытию и зазорам. Арматуру с умеренным количеством ржавчины, прокатной окалины или их комбинации разрешается использовать без очистки или чистки щеткой при условии, что размеры и масса (включая высоту деформации) очищенного образца не меньше требуемых применимым стандартом ASTM. Когда необходима дополнительная защита от коррозии, арматура может быть оцинкована или покрыта эпоксидной смолой.
Когда необходима дополнительная защита от коррозии, арматура может быть оцинкована или покрыта эпоксидной смолой.
Усиление швов
Углеродистая сталь может быть защищена от коррозии путем покрытия стали цинком (гальванизация). Цинк защищает двояко: во-первых, как барьер, отделяющий сталь от кислорода и воды, и, во-вторых, в процессе коррозии цинк разрушается до того, как сталь подвергнется воздействию. Увеличение толщины цинкового покрытия повышает уровень защиты от коррозии.
Требуемый уровень защиты от коррозии увеличивается с увеличением степени воздействия. При использовании в наружных или внутренних стенах, подвергающихся воздействию средней относительной влажности более 75%, арматура швов из углеродистой стали должна быть оцинкована горячим способом или покрыта эпоксидной смолой, или должна использоваться арматура швов из нержавеющей стали. При использовании во внутренних стенах, подвергающихся воздействию средней относительной влажности менее или равной 75%, он может быть оцинкован методом прокатки, оцинкован горячим погружением или из нержавеющей стали. Соответствующие минимальные уровни защиты:
Соответствующие минимальные уровни защиты:
- Оцинкованная сталь — ASTM A 641 (ссылка 16) 0,1 унции/фут² (0,031 кг/м²)
- Горячее цинкование — ASTM A 153 (ссылка 17), класс B, 1,5 унции/фут² (458 г/м²)
- С эпоксидным покрытием — ASTM A 884 (ссылка 18), класс A, тип 1 ≥ 7 мил (175 мкм) (ссылка 3). Обратите внимание, что код IBC 2003 г. и код MSJC 2002 г. неправильно определяют арматуру швов с эпоксидным покрытием класса B, тип 2, которая не применима к кирпичным конструкциям.
Кроме того, армирование швов должно быть размещено таким образом, чтобы продольные провода были погружены в раствор с минимальным покрытием ½ дюйма (13 мм), когда они не подвержены воздействию погоды или земли, и ⅝ дюйма (16 мм), когда они подвержены воздействию погоды. или земля.
Арматурный стержень
Для защиты от коррозии стали требуется минимальное количество каменной кладки поверх арматурного стержня. Этот защитный слой каменной кладки измеряется от ближайшей внешней поверхности каменной кладки до самой внешней поверхности армирования и включает толщину наружных облицовочных слоев каменной кладки, раствора и цементного раствора. Применяются следующие минимальные требования к защитному покрытию:
Применяются следующие минимальные требования к защитному покрытию:
- кирпичная кладка, подверженная воздействию погодных условий или земли #16) прутки или меньше……………………1½ дюйма (38 мм)
- кирпичная кладка, не подверженная воздействию погоды или земли … 1½ дюйма (38 мм)
РАЗМЕЩЕНИЕ
Требования к установке арматуры и связей помогают гарантировать, что элементы размещены так, как предполагается в проекте, и что характеристики конструкции не ухудшатся из-за неправильного расположения. Эти требования также помогают свести к минимуму коррозию, обеспечивая минимальное количество каменной кладки и покрытия раствором вокруг арматурных стержней, а также обеспечивая достаточный зазор для раствора и раствора вокруг арматуры и аксессуаров, чтобы можно было должным образом передавать напряжения.
Арматурный стержень
Допуски на размещение арматурного стержня:
- Отклонение от d для стен и гибких элементов:
d ≤ 8 дюймов (203 мм) ………………………. ±½ дюйма (13 мм)
±½ дюйма (13 мм)
8 дюймов (203 мм) < d ≤ 24 дюймов (610 мм) ±1 дюйм (25 мм)
d > 24 дюймов (610 мм) …… ………………. ±1¼ дюйма (32 мм) - для вертикальных стержней в стенах ………..±2 дюйма (51 мм) от указанного места по длине стены.
Кроме того, минимальное расстояние в свету между арматурными стержнями и прилегающей (внутри ячейки) поверхностью блока кладки должно составлять ¼ дюйма (6,4 мм) для мелкозернистого раствора или ½ дюйма (13 мм) для крупнозернистого раствора. чтобы раствор мог течь вокруг стержней.
РАЗРАБОТКА
Длина развертки или анкеровка необходимы для адекватной передачи напряжений между арматурой и цементным раствором, в который она встроена. Арматурные стержни могут быть закреплены с помощью длины заделки, крюка или механического устройства. Арматурные стержни, анкерованные по длине заделки, полагаются на блокировку при деформациях стержня и на достаточное покрытие кладки, чтобы предотвратить расщепление арматурного стержня на свободную поверхность. Подробная информация и требования к развертыванию, сращиванию и стандартным крюкам содержатся в ТЭК 12-6 «Требования к деталям армирования для бетонной кладки» (ссылка 19).).
Подробная информация и требования к развертыванию, сращиванию и стандартным крюкам содержатся в ТЭК 12-6 «Требования к деталям армирования для бетонной кладки» (ссылка 19).).
Каталожные номера
- Строительство бетонной кладки с пост-напряжением, ТЕК 3-14. Национальная ассоциация бетонщиков, 2002 г.
- Международные строительные нормы и правила, 2003 г. Совет по международным нормам, 2003 г.
- Международные строительные нормы и правила, 2006 г. Международный совет по строительным нормам, 2006 г.
- Строительные нормы и правила для каменных конструкций, ACI 530-02/ASCE 5-02/TMS 402-02. Отчет Объединенного комитета по стандартам каменной кладки, 2002 г.
- Спецификация для каменных конструкций, ACI 530.1-02/ASCE 6-02/TMS 602-02. Отчет Объединенного комитета по стандартам каменной кладки, 2002 г.
- на деформированные и гладкие стальные стержни для армирования бетона, ASTM A615/A615M-00. ASTM International, Inc.
 , 2000.
, 2000. - Стандартные технические условия на деформированные и плоские стержни из низколегированной стали для армирования бетона, ASTM A706/A706M-01. ASTM International, Inc., 2001.
- на оцинкованные (оцинкованные) стальные стержни для армирования бетона, A767/A767M-00b. ASTM International, Inc., 2000.
- на стальную арматуру с эпоксидным покрытием, A775/A775M-01. ASTM International, Inc., 2001.
- Стандартные технические условия на деформированные стержни из рельсовой стали и осевой стали для армирования бетона, A996/A996M-00. ASTM International, Inc., 2000.
- для армирования швов каменной кладки, ASTM A951-00. ASTM International, Inc., 2000.
- Стандартные технические условия на проволоку из нержавеющей и жаропрочной стали, ASTM A580-98. ASTM International, Inc., 1998.
- Стандартные технические условия на стальную проволоку деформированную для армирования бетона, A496/A496M-01.
 ASTM International, Inc., 2001.
ASTM International, Inc., 2001. - Руководство по стандартной практике, MSP 1-01. Институт арматурной стали для бетона, 2001.
- Стандартные технические условия на стальную проволоку, гладкую, для армирования бетона, ASTM A82-01. ASTM International, Inc., 2001.
- Стандартные технические условия на оцинкованную (гальванизированную) проволоку из углеродистой стали, ASTM A641-98. ASTM International, Inc., 1998.
- Стандартные технические условия на цинковое покрытие (горячее погружение) металлического и стального оборудования, ASTM A153-01a. ASTM International, Inc., 2001.
- Стандартные технические условия на стальную проволоку с эпоксидным покрытием и сварную проволочную сетку для армирования, ASTM A884/A884M-99. ASTM International, Inc., 1999.
- Требования к деталям арматуры для бетонной кладки, ТЕК 12-6. Национальная ассоциация бетонщиков, 2007 г.
.
Стандартные технические условия
Стандартные технические условия
Стандартные технические условия
Стандартные технические условия
.
NCMA TEK 12-4D, редакция 2006 г.
Отказ от ответственности: несмотря на то, что были приняты меры для обеспечения максимально точной и полной информации, NCMA не несет ответственности за ошибки или упущения, возникшие в результате использования это ТЭК.