Балки двутавровые сварные: Сварная балка: классификация и использование
Содержание
Сварная балка: классификация и использование
БиблиотекаСерии — материалы
Сварная балка: классификация и использование |
Каталог серий и ГОСТов о металлоконструкциях. — Серии — материалы |
|
Балки
Сварная балка имеет две основные составляющие — полку и стенку. Балки с различной компоновкой имеют разную толщину, параллельные или под уклоном грани полок. Для их изготовления используется широкий набор материалов. Балки каждой компоновки обладают собственными техническими характеристиками и конкретное назначение.
Двутавровые балки
Балки двутавровые
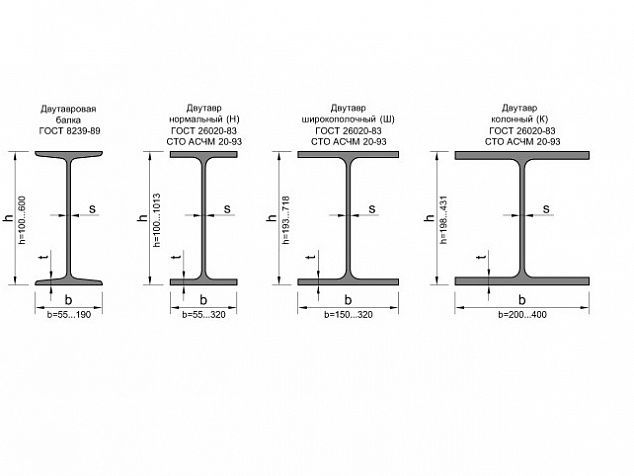
Типы двутавровых балок
Двутавровые балки, в зависимости от исполнения, подразделяются на типы:
Изготовление сварной балки производится на линии автоматической сварки — современном оборудовании высокой мощности. Технологический процесс предусматривает применение флюсов и конечное устранение «грибовидности». Конечный продукт — геометрически точная цельно проваренная балка с привлекательным внешним видом.
Невысокая металлоемкость сварных балок
Анкерные тяги
Длинные сварные двутавровые балки прекрасно подходят для:
Применение анкерных тяг
Преимущества сварных балок
Использование сварных балок в строительстве дает ряд существенных преимуществ:
Технический прогресс не стоит на месте.
|
 С помощью этого конструкционного элемента можно возводить объекты с максимальной надежностью, экономя при этом значительные средства. Наиболее часто данная металлоконструкция применяется в жилищном строительстве. Находит применение это изделие и при сооружении каркасов сельскохозяйственных и промышленных объектов.
С помощью этого конструкционного элемента можно возводить объекты с максимальной надежностью, экономя при этом значительные средства. Наиболее часто данная металлоконструкция применяется в жилищном строительстве. Находит применение это изделие и при сооружении каркасов сельскохозяйственных и промышленных объектов.
 Появляются все новые и новые материалы — в том числе и для изготовления металлоконструкций, применяемых в строительстве. Создаются инновационные технологии, снижается масса изделий при неизменной прочности. Сварная балка, которая изготавливается сегодня, удовлетворяет всем предъявляемым требованиям — она экономична, прочна и рациональна.
Появляются все новые и новые материалы — в том числе и для изготовления металлоконструкций, применяемых в строительстве. Создаются инновационные технологии, снижается масса изделий при неизменной прочности. Сварная балка, которая изготавливается сегодня, удовлетворяет всем предъявляемым требованиям — она экономична, прочна и рациональна.
Металлические сварные балки от компании Stahlberg
Двутавровые сварные балки сегодня – это неотъемлемый элемент каркасного строительства, без которого было бы невозможным построить магазины, дома и фермы, склады и стадионы, огромные здания и даже мосты.
Изготавливаться они могут из различного металла методом сварки нескольких деталей, быть нестандартных размеров и типовых размеров.
Производство Stahlberg имеет собственную линию по изготовлению сварных балок, которые имеют следующие преимущества и параметры:
- перекрывают большие пролеты до 12 метров;
- пропорционально распределяют вертикальную и горизонтальную нагрузку;
- оптимальная эластичность позволяет иметь возможность изгиба
- сталь является пожаростойкой с сохранением несущей способности при нагревании;
- обладают стабильной антикорозийностью и устойчивостью к воздействиям внешней среды;
- позволяют снизить общую массу здания.
Преимущества сварного метода производства балок Stahlberg
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка, как метод, хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 12 метров, а ведь это все невозможно в производственных условиях с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Размеры сварных балок Stahlberg
Вы можете приобрести или заказать у нас сварные двутавровые балки для конструкций с механическими параметрами СТО АСЧМ 20-93 типа Б, Ш, К из горячекатаного проката.
Длина балки: от 3000 мм до 12000 мм
Высота балки: от 200 мм до 1500 мм
Ширина полок: от 200 мм до 800 мм
Толщина стенки и полок: от 6 мм до 40 мм
Виды обработки двутавровых балок
Завод Stahlberg производит сварные балки трех видов обработки: не обработанные (предназначены для дальнейшей приварки дополнительных деталей), грунтованные, крашенные по цвету заказчика РАЛ. По умолчанию цена предоставляется за балки грунтованного типа. Стоимость покраски балок в заводских условиях оговаривается индивидуально.
Качество Stahlberg
Для специалистов Stahlberg не существует «несущественных моментов». Каждая деталь, к которым относятся и сварные двутавры, имеет колоссальную роль в безопасной эксплуатации зданий и домов. Производство балок не исключение в жестко установленных стандартах Штальберга «ТРИ «Т» – Точность. Требовательность. Технологии».
- Сварные балки изготавливаются только из высококачественной стали марок Ст3сп-5 или 09Г2С, строго соответствующие проектной документации и расчетным нагрузкам.
- Вся проектная документация и рабочий комплект чертежей при изготовлении сварных балок изготавливается согласно ТУ и ГОСТами стандартизации РФ.
- Сварные соединения выполняются аттестованными сварщиками и соответствует правилам аттестации, утвержденными Госгортехнадзором СССР от 22.06.1971
- После завершения производства балки проверяются внешним осмотром и простукиванием металлическом молотком.
- По желанию заказчика сварная балка может быть дополнительно обработана грунтовочными растворами для защиты от коррозии (Грунт ГФ021)
Сварные балки из конструкционной стали — InfraBuild
Обзор
InfraBuild Steel Center поставляет сварные балки из конструкционной стали различных размеров. Сварные балки InfraBuild Steel Centre, изготовленные в Австралии из стали 300PLUS, превосходят минимальные требования AS/NZS 3679.2.
Типичные области применения
- Инженерное строительство
- Жилищное строительство
- Нежилое строительство
- Горнодобывающая инфраструктура
- Транспортировка и хранение
- Производство
- Сварка конструкционной стали
Характеристики
- Доступны в различных размерах
- Превышает минимальные требования AS/NZS 3679.
 2
2 - До 20 % прочнее для улучшения отношения прочности к весу
- Не требует специального предварительного нагрева для сварки
Соответствующие стандарты
- AS/NZS 3679.2: Сварные двутавровые профили
Для получения дополнительной информации о сварных балках из конструкционной стали, имеющихся в вашем местном центре InfraBuild Steel, обратитесь в ближайший филиал.
Технические характеристики
| Метрическое обозначение | Размер (мм х мм) | Масса (кг/м) | Метров (за тонну) |
| 700 ВБ | 692 х 250 | 115 | 8,7 |
| 700 ВБ | 700 х 250 | 130 | 7,69 |
| 700 ВБ | 710 х 250 | 150 | 6,67 |
| 700 ВБ | 716 х 275 | 173 | 5,78 |
| 800 ВБ | 792 х 250 | 122 | 8,2 |
| 800 ВБ | 800 х 275 | 146 | 6,85 |
| 800 ВБ | 810 х 275 | 168 | 5,95 |
| 800 ВБ | 816 х 300 | 192 | 5,21 |
| 900 ВБ | 900 х 300 | 175 | 5,71 |
| 900 ВБ | 910 х 350 | 218 | 4,59 |
| 900 ВБ | 916 х 400 | 257 | 3,89 |
| 900 ВБ | 924 х 400 | 282 | 3,55 |
| 1000 ВБ | 1000 х 300 | 215 | 4,65 |
| 1000 ВБ | 1010 х 350 | 258 | 3,88 |
| 1000 ВБ | 1016 х 400 | 296 | 3,38 |
| 1000 ВБ | 1024 х 400 | 322 | 3. 11 11 |
| 1200 ВБ | 1170 х 275 | 249 | 4,02 |
| 1200 ВБ | 1170 х 350 | 278 | 3,6 |
| 1200 ВБ | 1176 х 400 | 317 | 3,15 |
| 1200 ВБ | 1184 х 400 | 342 | 2,92 |
| 1200 ВБ | 1184 х 500 | 392 | 2,55 |
| 1200 ВБ | 1192 х 500 | 423 | 2,36 |
| 1200 ВБ | 1200 х 500 | 455 | 2,2 |
Обработка
InfraBuild Steel Center может предоставить следующие услуги по обработке данного продукта:
- Порезка на мерную длину
- Сверление
- Угловая резка
- Кислородно-кислородная резка
- Раскрой стежков
- Слот
- Копинг
- Проникновения
- Штамповка
Чтобы узнать больше об услугах по обработке, предлагаемых InfraBuild Steel Center, обратитесь в ближайший филиал.
Доставка
InfraBuild Steel Center может предоставить услуги по доставке этого продукта.
Для получения дополнительной информации обратитесь в ближайшее отделение.
Как сделать прочные сварные соединения двутавровых балок?
Хотите более прочные сварные соединения двутавровых балок? В этой статье мы объясняем, что необходимо знать термины сварки, необходимые для подготовки под сварку двутавровых балок.
Терминология сварки
В терминологии балочной сварки часто возникает путаница. Ниже объясняются некоторые из этих терминов.
Геометрия пересечения
Наклон
Острый угол между осями стержня в горизонтальной плоскости.
Уклон
Острый угол между осями стержня в вертикальной плоскости. Также называется «наклон».
Форма
Фактическая геометрия для создания торцевого выреза, выреза или отверстия для правильной посадки.
Подготовка под сварку
Угол разделки φ
Угол между противоположными поверхностями соединяемых деталей, образующий разделку, заполняемую сварочным материалом. Может быть внутренним или внешним углом разделки канавки для подготовки к сварке.
Угол скоса β
Угол, образованный между осевой линией, перпендикулярной стене, и поверхностью среза стены. Равен углу резания и может быть отрицательным или положительным.
- Перпендикулярный разрез имеет β=0°;
- Самая большая β-плазма 45° (- или +).
Двугранный угол ψ
Угол между внешними гранями соединяемых стен. Расчеты оптимальной подготовки сварного шва основаны на ψ.
Корневое отверстие (R)
Разделение на стыке стен после укладки. Техника увеличения проникновения в шов для более прочных соединений.
Выемка
Отверстие в стенке прямо под фланцем для обеспечения полного проникновения фланцевого соединения и проведения неразрушающих испытаний. Подробнее о швах
Подробнее о швах
Типы сварных швов
- Угловой шов
- Сварной шов с разделкой кромок
- Сварка встык
Руководство по подготовке под сварку сварных соединений двутавровых балок
Компания HGG разрабатывает станки для резки балок, предназначенные для резки боковых поверхностей и подготовки сварных швов с различными типами фасок.
Резка под углом
Нет
Предпочтительно в случае болтовых соединений или для угловых сварных швов.
Одинарная разделка
Скошенный срез для сварки разделкой. Подготовка под сварку на верхней или нижней стороне.
Один разделочный шов с носиком
Скошенный срез для сварного шва с разделкой кромок с широкой корневой поверхностью. Подготовка под сварку на верхней или нижней стороне.
Двойной паз
X-образный скос для сварных швов с пазами X или K.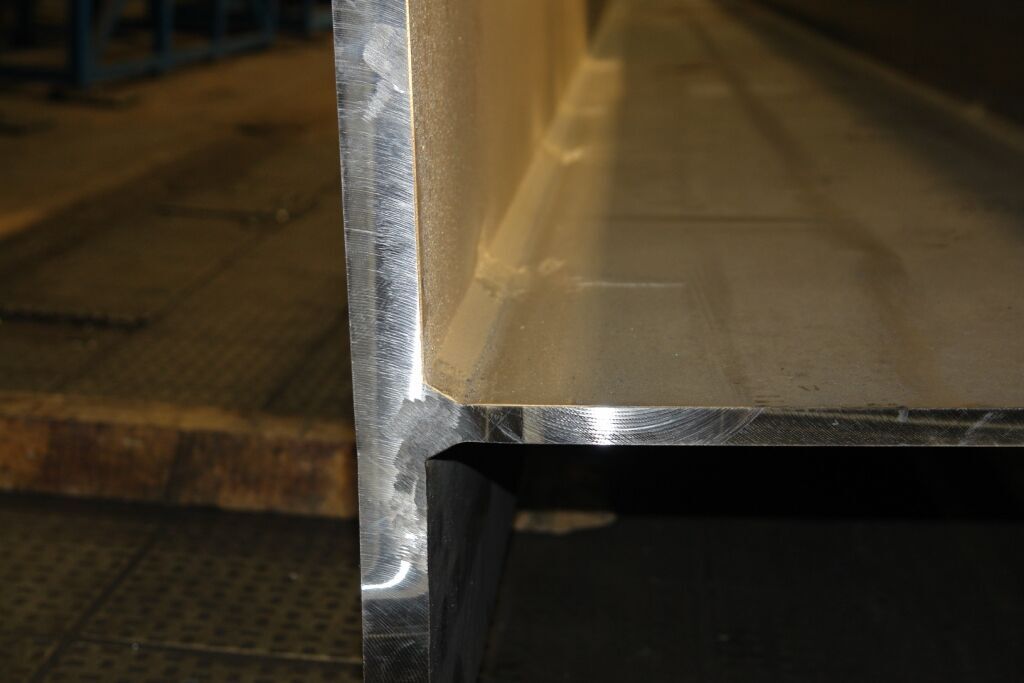 Маленькая корневая поверхность может быть нанесена после резки.
Маленькая корневая поверхность может быть нанесена после резки.
Двойная разделка с носиком
Х-образный скос для сварки с разделкой по оси Х или К с широкой корневой поверхностью.
Крысиные норы
Это открытое отверстие в стенке прямо у фланца позволяет выполнять непрерывные сварные швы на фланцевых соединениях поперек стенки с полным проплавлением соединения. Необходимое уменьшение полотна позволяет избежать дефектов, таких как разрывы, включения и неполное прохождение проходов. Крысиные отверстия позволяют проводить неразрушающий контроль всего соединения. В зависимости от контрактных документов и включенных в них правил сварки производитель может отказаться от применения решетчатых отверстий. Это позволяет избежать усадки стенки, но при расчете прочности необходимо учитывать возможные дефекты, которые невозможно проверить.
Нет
Без уменьшения сечения стенки для полной прочности. Неразрушающий контроль швов, расположенных поперек стенки, невозможен.
Неразрушающий контроль швов, расположенных поперек стенки, невозможен.
Тип 1
Традиционная крысиная нора. Требуемое расстояние между горелкой и фланцем для резки полотна требует минимальной шлифовки.
Тип 6
Оптимизированный HGG люк. Шлифовка не требуется.
AWS 6.2
Сварное смотровое отверстие для соединений, рассчитанных на сейсмический момент (только CAD-CAM).
Практический пример
Приведенные ниже примеры помогут вам понять структуру этого документа. Вырезы доступны для торцевых форм, отверстий и вырезов. Чтобы определить форму конца балки, необходимы четыре разреза. Верхняя полка, верхняя стенка, нижняя стенка и нижняя полка. Подготовка к сварке показана справа от разреза.
Сварное соединение балки с балкой, полностью закрепленное для стальных конструкций с высокими эксплуатационными характеристиками.
Сварное соединение балки с бекасом для несущих элементов в высокопрочных стальных конструкциях.
