Части токарного станка: Устройство токарного станка
Содержание
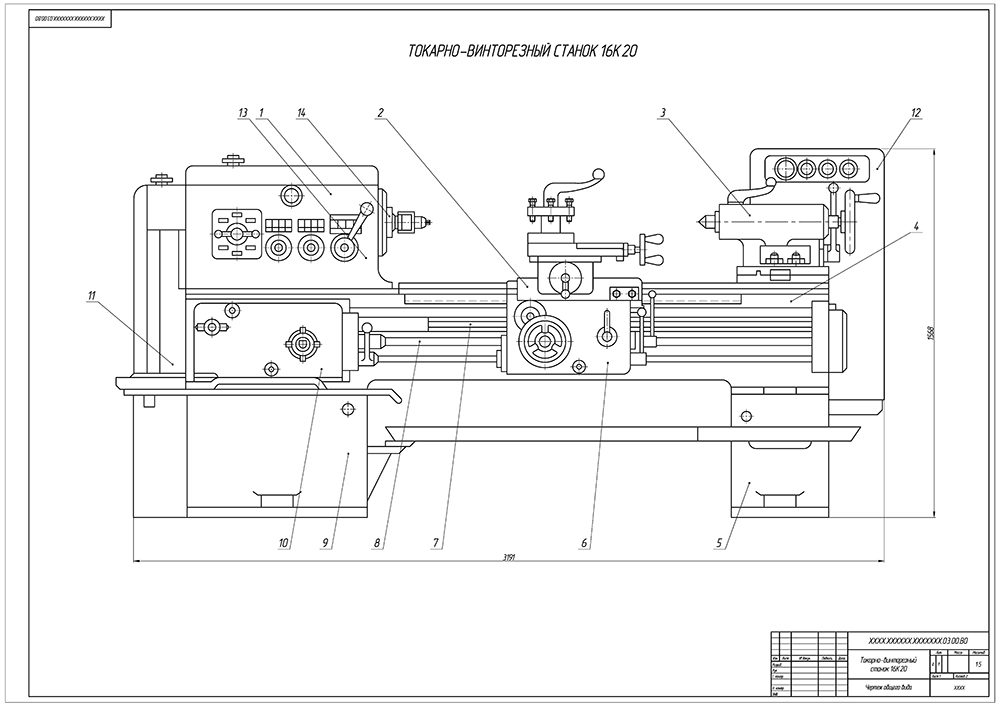
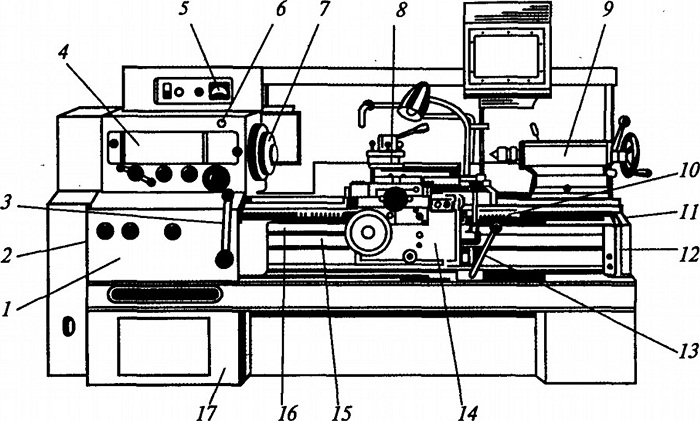
устройство, составные части, регулирование и наладка узлов.
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик — энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя «картриджного» типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
|
|
|
Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
Устройство задней бабки токарного станка
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки. В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4.
Перемещение пиноли происходит при вращении штурвала 4.
Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3.
В корпусе пиноли расположена масленка для выполнения ручной смазки.
Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Геометрическую соосность передней и задней бабок проверяют, зажимая поверочную скалку (диаметр и длина зависит от РМЦ станка) в неподвижных центрах бабок токарного станка. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Виртуальная тетрадь по технологии 6 класс
Токарный станок по обработке древесины предназначен для изготовления цилиндрических, конических и сферических деталей путем снятия резцами стружки с заготовки. Основными частями станка являются: электродвигатель, клиноременная передача, передняя бабка, задняя бабка, подручник и станина.
Основными частями станка являются: электродвигатель, клиноременная передача, передняя бабка, задняя бабка, подручник и станина.
От электродвигателя (2) через клиноременную передачу (1) вращение передается шпинделю (3). К шпинделю крепятся приспособления для закрепления заготовки. Резец при точении перемещают вручную, опирая его на подручник (5). Передняя бабка (4) служит опорой левому концу, задняя бабка (6) правому концу заготовки, подручник – режущему инструменту и руке.
Пуск станка производят при помощи черной кнопки пульта управления (7), остановку производят красной кнопкой (при длительном нажатии на красную кнопку – срабатывает электрический тормоз).
Для закрепления заготовки применяют различные приспособления. Для закрепления заготовок небольшого диаметра и длиной до 150 мм (кубки, солонки) применяют патрон (1). Для точения деталей большого диаметра и небольшой толщины (тарелки, шкатулки) применяют планшайбу (2). При обработке длинной заготовки (подсвечник) ее закрепляют между трезубцем (3) и задней бабкой.
Изготовление заготовки цилиндрической формы на токарном станке.
На торцах заготовки находят центры. Если заготовка имеет в сечении форму квадрата, то проводят диагонали (для нахождения центра у круглых заготовок имеется приспособление – центроискатель), полученные центры накалывают шилом или пробивают кернером. Рубанком строгают ребра, придавая заготовке форму восьмигранника. С одной стороны делают ножовкой пропил для трезубца и закрепляют ее в станке.
Основными инструментами для точения служат резцы: рейер (полукруглая стамеска) – для чернового точения и протачивания канавок и майзель (косая стамеска) – для чистового точения, отрезания и подрезания заготовок. Токарную стамеску держат двумя руками, передвигая по подручнику. За первый проход снимают стружку толщиной 1…2 мм серединой лезвия рейера. Дальнейшее точение выполняют боковыми частями лезвия при движении стамески как влево, так и вправо. После 2…3 мин работы следует остановить станок и проверить крепление заготовки и зазор между заготовкой и подручником (2-3 мм). Когда остается снять 3…4 мм, начинают чистовое точение. Майзель ставят на ребро тупым концом вниз. Стружку срезают серединой и нижней частью лезвия.
Когда остается снять 3…4 мм, начинают чистовое точение. Майзель ставят на ребро тупым концом вниз. Стружку срезают серединой и нижней частью лезвия.
Контроль диаметра детали производят в нескольких местах штангенциркулем после остановки станка. Прямолинейность поверхности проверяют линейкой или угольником на просвет.
До отрезания детали ее обрабатывают наждачной бумагой, полируют бруском более твердой древесины (при вращении детали). Разметку по длине делают карандашом по линейке или штангенциркулю, выключив станок.
Для подрезания торцов майзель ставят острым углом вниз и по риске делают неглубокий надрез. Затем, отступив немного вправо или влево
(в зависимости от того, какой торец подрезают), наклоняют стамеску и срезают на конус часть заготовки. Эту операцию повторяют несколько раз, пока не оста-нется шейка диаметром 8…10 мм. Далее деталь снимают со станка, отрезают ее концы ножовкой. Торцы зачищают. Точение деталей выполняют по технологическим картам.
Так же предлагаю к вашему вниманию презентацию «История создания токарного станка»
Токарный станок
Итак, история токарных станков уходит в далекую древность. Они использовались для изготовления деталей прялок, столов, стульев, посуды и т.д.А сейчас мы подробно рассмотрим технологию точения древесины на токарном станке по дереву.
Теперь пришло время проверить свои знания по общей теме «Токарная обработка древесины»
В приложении размещены интересные тренажёры , имитирующие работу токарного станка. Скачайте swf-файлы к себе на компьютер и откройте с помощью браузера Google Chrome. Теперь вы тоже можете потренироваться в работе на токарном станке. Удачи!
Удачи!
Практическая работа
Найдите в Интернете историю развития токарных станков. Подготовьте презентацию на эту тему. Работу разместите в виртуальной тетради.
Запчасти для токарных станков с тормозом
Запчасти для токарных станков с тормозами
| Дом | Покупка | Оборудование | Поддержка | Контакт |
 gif»> gif»> |
Добро пожаловать на склад продуктов ACCU | ||||
|
| |||||||||||||||||||||||||||||||

| Дом | Покупка | Оборудование | Поддержка | Контакт | ||||||||
Copyright © 2006 Все права защищены. | ||||||||||||

Запчасти, ремонт и продажа токарных станков | Хьюстон, Техас
Перейти к содержимому
ГлавнаяMain Street ROI2022-10-06T12:11:02-05:00
Обслуживание Механические мастерские, мастера по ремонту машин, продавцы машин и любители более 45 лет
Позвоните нам
FDK3 Компания: Поставка необходимых запчастей ремонт ваших токарных станков Clausing-Colchester и Harrison
Посмотрите это видео, чтобы узнать о деталях токарных станков Clausing-Colchester, и посетите наш канал YouTube, чтобы просмотреть больше видео. Обязательно подписывайтесь!
Colchester Rotate
Продажи, запчасти, обслуживание и руководства
Harrison Lathe
Sales, Service и Manuals
Ученитесь около Clausing, Service и Manuals
. — Страницы Colchester Lathe и Harrison Lathe, чтобы узнать больше об обслуживании, деталях и вариантах продажи.
В двух словах, детали для токарных станков Harrison и Clausing-Colchester — и сами токарные станки — имеют стабильное качество и прочную конструкцию, рассчитанную на долгий срок службы. Они эффективны, экономичны и рассчитаны на длительный срок службы.
Вместе с компанией FDK3 мы предлагаем вам:
Недавно цены на детали для токарных станков Clausing-Colchester и Harrison были значительно снижены.
Качество
FDK3 Новые и бывшие в употреблении детали проходят проверку и являются первоклассными.
Гарантия
FDK3 Гарантия на все детали или возврат денег. Никаких вопросов не было задано.
Доставка
На складе FDK3 имеется много новых и бывших в употреблении деталей для токарных станков Clausing-Colchester. Если нам нужно заказывать детали, минимальный срок ожидания 2-3 недели; не 6-7 недель, как некоторые конкуренты.
Услуги, которые мы предлагаем
Обслуживание и запасные части
Ваш токарный станок — это инвестиция, поэтому, когда вам требуется техническое обслуживание или ремонт, вам нужны профессионалы компании FDK3 на вашей стороне. Мы предоставляем все детали для токарных станков Clausing-Colchester и токарных станков Harrison, которые вам нужны, чтобы быстро приступить к работе.
Мы предоставляем все детали для токарных станков Clausing-Colchester и токарных станков Harrison, которые вам нужны, чтобы быстро приступить к работе.
Почему стоит выбрать компанию FDK3?
Ремонт и продажа токарных станков в Северной Америке
Компания FDK3, Inc. имеет более чем 40-летний опыт обслуживания механических мастерских и специалистов по токарной обработке в Хьюстоне, штат Техас, и по всей Северной Америке. Мы предлагаем клиентам запасные части и услуги для токарных станков Clausing, Colchester и Harrison, которые необходимы им для обеспечения правильной работы их оборудования. Доверьте свое капитальное оборудование компании, которая знает его не хуже производителя! У нас есть репутация превосходства, которая насчитывает десятилетия.
Услуги токарного станка для вашего оборудования
Токарная обработка — это отчасти искусство, отчасти мастерство и отчасти ремесло, но все это зависит от наличия подходящего оборудования. Когда вы инвестируете в традиционную торговую марку, такую как Clausing, Colchester и Harrison Lathes, вы должны знать, что ваш станок получает лучший ремонт токарного станка от профессионала, имеющего квалификацию для его выполнения. В Хьюстоне, штат Техас, и по всей Северной Америке компания FDK3, Inc. является лучшей в своем деле.
В Хьюстоне, штат Техас, и по всей Северной Америке компания FDK3, Inc. является лучшей в своем деле.
Гарантия на все работы и детали
Независимо от того, являетесь ли вы владельцем механического цеха с разнообразным оборудованием или работаете в одиночку с одним токарным станком, мы будем рады вам помочь. Испытайте наш опыт, и мы обещаем, что ваш токарный станок выдержит испытание временем, чтобы надежно выполнять каждый проект, за который вы беретесь.
Фрэнк Кляйнворт доставляет винт и гайку с поперечным салазками Марку Ожье, президенту Northwind, Inc.
Деннис Андерсон – мастер по техническому обслуживанию ГНБ – Universal Company, держащий узел сцепления Matrix, купленный у компании FDK3.
Предоставление продаж и обслуживания плачек по клауузированию в Колчестере, а также новых или использованных токарных деталей
для клиентов по всему Техасу, Соединенные Штаты и Канада
Серживание клиентов
.
 Опыт
Опыт
Авторизованный дилер
Отличная репутация
Наши клиенты любят нас
«Я работаю с Франком уже 2 года. Он помог с поиском новых деталей и использовал их для восстановления моего токарного станка. Очень информативен с информацией, всегда берет трубку и запоминает вас, отвечает на ваши электронные письма. У меня всегда хороший опыт общения с Фрэнком, и я всегда звоню ему перед тем, как позвонить на фабрику».
Джейсон С.
«С Фрэнком было приятно иметь дело. У меня была почти 50-летняя машина, и я даже не был уверен, смогу ли я достать запчасти для нее. Позвонил ему и через неделю получил запчасти. Очень рекомендую.”
Джейкоб К.
«Потрясающий сервис! Если у вас возникли проблемы с токарными станками Colchester, позвоните им или посетите их веб-сайт. У нас есть Colchester 17, который требовал много любви и внимания, и благодаря Фрэнку мы смогли запустить его в кратчайшие сроки.