Чем метчик машинный отличается от ручного: Метчик машинный – конструкция, виды и правила нарезания резьбы + Видео
Содержание
Виды метчиков по способу использования и типу резьбы
Содержание
- Что такое метчики
- Виды метчиков по типу использования
- Виды метчиков по типу резьбы
- Виды метчиков по типу канавок
- Купить метчики
Метчики – это металлорежущий инструмент для нарезания внутренней резьбы в глухих и сквозных отверстиях ручным или машинным способом. Метчиками нарезают различные виды резьбы – метрическая, дюймовая, коническая, трапецеидальная и т. д.
Метчики изготавливают из быстрорежущей стали различных марок: HSS (Р6М5), HSS-G, HSSE, HSS-Co (Р6М5К5). Также современные технологии производства позволяют производить метчики из порошковой стали и твердого сплава. Метчики из твёрдых сплавов имеют высокую твердость, износостойкость и жаропрочность, способны долго работать на высоких скоростях с максимальной производительностью. Метчики из порошковой быстрорежущей стали HSS-PM используются там, где требуется высокая прочность инструмента, для обработки высокопрочных и труднообрабатываемых материалов, титан и его сплавы, нержавеющая сталь.
Метчики из порошковой быстрорежущей стали HSS-PM используются там, где требуется высокая прочность инструмента, для обработки высокопрочных и труднообрабатываемых материалов, титан и его сплавы, нержавеющая сталь.
Наши метчики делаются на самых передовых технологиях с применением только надежных материалов и полностью соотвествуют ГОСТ 3266-81.
Виды метчиков по способу использования
- Ручные метчики – как правило используются в слесарных работах. Помимо одного метчика, выпускаются 2-х и 3-х комплектные, которые используются последовательно один за другим – черновой, основной, чистовой. Номер метчика определяется по числу кольцевых рисок на хвостовике.
- Машинно-ручные метчики – являются наиболее универсальными и могут использоваться как для машинного применения, так и для ручного использования. Для нарезания резьбы в сквозных отверстиях используются метчики с шестью нитками на основании рабочей части, для глухих отверстий – с тремя нитками.
 Их изготавливают из быстрорежущих сталей HSS, HSS-E которые имеет повышенную твердость, стойкость к нагреванию и высоким нагрузкам.
Их изготавливают из быстрорежущих сталей HSS, HSS-E которые имеет повышенную твердость, стойкость к нагреванию и высоким нагрузкам. - Машинные метчики – используются исключительно для установки в резьбонарезной патрон станка, отличаются винтовыми и укороченными канавками. В отличие от ручных метчиков, где используется комплект из 2шт. или 3 шт., машинными метчиками можно нарезать резьбу за один проход. Для изготовления метчиков используется высокопроизводительная инструментальная сталь (HSS, HSSE, HSS-Co), обладающая устойчивостью к повышенным температурам и механическим нагрузкам, с пределом прочности до 1000 Н/мм². Также такие метчики изготавливаются из твердых сплавов, они применяются для нарезания резьбы в жаропрочных сталях с повышенной твердостью.
Метчики по типу резьбы
Метрические метчики
предназначены для нарезания внутренней метрической резьбы с различным шагом, в сквозных и глухих отверстиях. Обозначаются такие метчики буквенным обозначением «M» и измеряются в миллиметрах, числа после него обозначают диаметр и шаг резьбы М6 х 1. 0. Размер угла резьбы метрических метчиков равен 60°.
0. Размер угла резьбы метрических метчиков равен 60°.
Все виды метрических метчиков
Дюймовые метчики
специализированный инструмент для нарезания резьбы в дюймовых стандартах UNC (унифицированная с крупным с шагом), UNF (унифицированная с мелким шагом), UNEF (особо мелкая резьба). Данные метчики изготавливаются по американскому стандарту, часто встречаются на зарубежном оборудовании. Диаметр метчика обозначается в дюймах, шаг — означает число витков на один дюйм. Имеет такой же угол резьбы 60° как и у метрических метчиков, но между собой они не совместимы.
Все виды дюймовых метчиков
Гаечные метчики
разновидность метчиков, которые предназначены исключительно для нарезки резьбы на гайках. Имеют длинную хвостовую часть, которая служит для нанизывания гаек. Как только будет нарезана резьба в определенном количестве гаек, метчик извлекается из патрона станка для извлечения всей серии готовых деталей.
Все виды гаечных метчиков
Трубные метчики
маркируются буквой G, применяются для нарезания трубной резьбы в глухих и сквозных отверстиях в диапазоне от 1/8 до 2 дюймов. Производятся в ручном и машинно-ручном исполнении, подходят для нарезания резьбы в системах водоснабжения, гидравлики, двигателях, в изделиях из легированной стали и цветных металлов. Угол резьбы у трубного метчика составляет 55°.
Все виды трубных метчиков
Конические метчики
предназначены для нарезания конической резьбы, имеют маркировку К (конические метрические) и Rc (конические трубные). Отличаются от других метчиков удлиненной заборной начальной резьбой постепенно переходящей в полную резьбу. Применяются для резьбовых соединений водяных, топливных, масляных, воздушных трубопроводов машин и станков.
Все виды конических метчиков
Шахматные метчики
благодаря такому расположению зубьев (через зуб) уменьшается контакт рабочей части метчика с обрабатываемой поверхностью, снижается сила трения и предотвращается заклинивание витков в процессе нарезания резьбы. Именно эти свойства метчика позволяют использовать их для нарезания резьбы в вязких сплавах: алюминии, титан, нержавеющая сталь.
Именно эти свойства метчика позволяют использовать их для нарезания резьбы в вязких сплавах: алюминии, титан, нержавеющая сталь.
Все виды метчиков-раскатников
Метчики-раскатники
главное отличие таких метчиков, что резьба получается методом деформации материала (накатывания) без образования стружки. Раскатники как правило используют для получения резьбы в цветных металлах и мягких сталях (медь, алюминий, латунь, сплавы из бронзы и свинца, низкоуглеродистая сталь). Резьба получаемая таким методом получается более плотная и прочная, так как материал в месте накатывания уплотняется, становится более твердым и износоустойчивым. Производительность метчиков в 1,5 раза выше, по сравнению с традиционным методом с образованием стружки. Но технология требует обязательного использования смазочных технологических жидкостей и достаточно мощного оборудования.
Все виды метчиков-раскатников
Типы канавок у метчиков
Для эффективного отвода стружки метчики имеют так называемые канавки, которые влияют на эффективность резания, предупреждают налипание и заклинивание стружки и бывают различной формы. В ручных метчиках канавка, как правило, канавка прямая. В машинно-ручных и машинных метчиках профиль и угол канавки может быть разной формы. Все виды метчиков могут быть как с правой резьбой (RH) так и левой (LH).
В ручных метчиках канавка, как правило, канавка прямая. В машинно-ручных и машинных метчиках профиль и угол канавки может быть разной формы. Все виды метчиков могут быть как с правой резьбой (RH) так и левой (LH).
- Метчик с прямой канавкой – является самым универсальным и недорогим, чаще применяется для нарезания резьбы небольшой глубины в стали и чугуне, так стружка накапливается внутри канавок. Метчики этой категории используются для нарезания сквозных и глухих отверстий дюймовой и метрической резьбы, а также ими можно нарезать трубную и коническую резьбу. Бывают различных типов с удлиненной заборной частью и короткой, которая применяется для нарезания резьбы в цветных металлах. По форме заборной части различают: Форма A 6 – 8 витков ), C (2 – 3 витка), D (3,5 – 5 витка, E (1,5 – 2 витка).
- Метчик с прямой канавкой и подточкой – или его еще называют «со стружколомом», Используется в основном для нарезания резьбы в сквозных отверстиях. Благодаря подточке стружка ломается и отправляется вперед в сторону отверстия, СОЖ при этом легко добраться до режущих кромок.
 Также подточка обеспечивает позитивный передний угол для всех зубьев и способствует снижению усилия в заборной части метчика, которая как правило имеет форму В (3,5-5 витков).
Также подточка обеспечивает позитивный передний угол для всех зубьев и способствует снижению усилия в заборной части метчика, которая как правило имеет форму В (3,5-5 витков). - Метчики со спиральной канавкой – данный вид метчика специально разработан для глухих отверстий, однако может использоваться и для сквозных. Благодаря спиральным канавкам стружка отводится вверх, что очень удобно при нарезании глухой резьбы. Также такие метчики очень хорошо зарекомендовали себя по вязким материалам, такие как нержавеющая сталь, так как имеют достаточно узкую режущую часть и широкие канавки. Угол спирали может быть различным: 15° для сталей высокой прочности и материалов образующих длинную спиральную стружку; 22° для обработки титана и сплавов никеля; 35-40° для обработки материалов с высокой твердостью и жаропрочных сталей. Заборная часть спиральных метчиков имеет форму C (2-3 витка) и D (3,5-5 витков).
В нашем каталоге вы найдете метчики всех типов и многое другое к ним.А так же много полезной дополнительной информации.
Хохлов Денис
Автор блога и эксперт в металлорежущем инструменте
Метчики
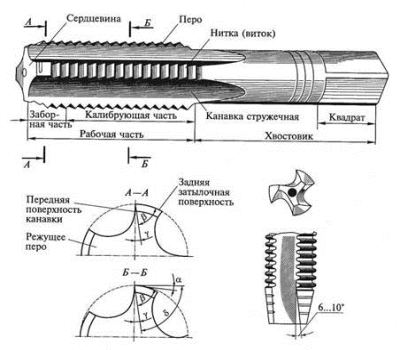
Метчик – инструмент для формирования профиля резьбы в отверстии. Метчики имеют рабочую часть, шейку и хвостовик. Рабочая часть метчика предназначена для механической обработки резанием и состоит из заборной части, режущих зубьев и калибрующих зубьев. Хвостовик инструмента предназначен для закрепления инструмента на станках в специальные резьбонарезные патроны, либо при слесарных работах квадратный хвостовик метчика устанавливается в метчикодержатель или вороток.
рис. 1 – метчики с винтовой канавкой для глухих отверстий
рис. 2 — метчикодержатель
Виды метчиков
Метчики подразделяются по типу выполняемых работ
Ручные метчики
Машинные метчики
Ручные метчики используются комплектом из 2-3 штук. На каждом метчике имеется маркировка №1,2,3. Метчики №1 имеет большую длину заборной части и заниженный размер по среднему диаметру резьбы, его еще называют черновым метчиком. Метчик №2 или №3 имеет меньшую длину заборного конуса (примерно = 2-3 шага резьбы), это позволяет обрабатывать глухие отверстия максимально близко ко дну отверстия, а также он имеет окончательный профиль резьбы, такие метчики называют чистовыми.
На каждом метчике имеется маркировка №1,2,3. Метчики №1 имеет большую длину заборной части и заниженный размер по среднему диаметру резьбы, его еще называют черновым метчиком. Метчик №2 или №3 имеет меньшую длину заборного конуса (примерно = 2-3 шага резьбы), это позволяет обрабатывать глухие отверстия максимально близко ко дну отверстия, а также он имеет окончательный профиль резьбы, такие метчики называют чистовыми.
Метчики изготавливают по разным стандартам
Российские стандарты
Машинно-ручные метчики для метрической, дюймовой, трубной резьбы — ГОСТ 3266-81.
рис. 3 – метчик с усиленным хвостовиком
Усиленный хвостовик повышает жесткость инструмента и как следствие стойкость. Применяется на резьбах до М10 (включительно) основной шаг.
рис. 4 – метчик с шейкой
Применяются при нарезании неглубоких резьбовых отверстий. Являются более дешевой альтернативой метчиков с проходным хвостовиком изготовленных по DIN.
рис. 5 – метчик с проходным хвостовиком
Проходной хвостовик позволяет нарезать резьбу длиннее, чем режущая часть метчика.
Машинные метчики для метрической резьбы – ГОСТ 8859-74.
рис. 6 – метчик машинный
Гаечные метчики для метрической резьбы – ГОСТ 1604-71
рис. 7 – метчик гаечный
Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.
рис. 8 – метчик гаечный с изогнутым хвостовиком
Зарубежные стандарты
Метчики ручные комплектные для метрической резьбы – DIN 352
Метчики машинные с усиленным хвостовиком для метрической резьбы – DIN 371
Метчики машинные с проходным хвостовиком для метрической резьбы – DIN 376, DIN 374
Метчики ручные комплектные для мелкой метрической резьбы – DIN 2181
Метчики гаечные для метрической резьбы – DIN 357
Метчики машинно-ручные для метрической резьбы – ISO 529
Метчики ручные для трубной резьбы – DIN 5157
Метчики машинные для трубной резьбы – DIN 5156
Метчики ручные для трапецеидальной резьбы – DIN 130
Примечание: Принципиальной разницы между метчиками изготовленными по ГОСТ и по DIN нет. Метчики изготавливаемые по DIN немного короче метчиков по ГОСТ (аналогичных серий), примерно на 10 мм. Поэтому, исходя из потребительского спроса, наша компания представляет следующие серии метчиков для метрической резьбы: короткая серия по DIN, короткая серия по ГОСТ, метчики с удлиненным хвостовиком по DIN. Чем больше длина метчика, тем он дороже.
Метчики изготавливаемые по DIN немного короче метчиков по ГОСТ (аналогичных серий), примерно на 10 мм. Поэтому, исходя из потребительского спроса, наша компания представляет следующие серии метчиков для метрической резьбы: короткая серия по DIN, короткая серия по ГОСТ, метчики с удлиненным хвостовиком по DIN. Чем больше длина метчика, тем он дороже.
Метчики подразделяются по виду обрабатываемой резьбы
М Резьба метрическая основной шаг 60°
Мf Резьба метрическая мелкий шаг 60°
BSW Резьба Витворта 55° основной шаг BS 84
BSF Резьба Витворта 55° мелкий шаг BS 84
UNC Резьба унифицированная 60° основной шаг ANSI B1.1
UNF Резьба унифицированная 60° мелкий шаг ANSI B1.1
G (BSP) Резьба трубная цилиндрическая 55°
NPT Американская трубная коническая резьба 60° 1:16 ANSI/ASME B1. 20.1,
20.1,
К Коническая дюймовая резьба
NPTF Американская трубная плотная коническая резьба 60° 1:16 ANSI B1.20.3
NPS Американская трубная цилиндрическая резьба 60° 1:16 ANSI/ASME B1.20.1
Rp (PS) Резьба трубная цилиндрическая
R (BSPT) Резьба трубная коническая 1:16
Pg Резьба для обсадных труб
Метчики для специальной резьбы
Метчики подразделяются по типу обрабатываемого отверстия
а)
б)
в)
а) Метчики с подточкой для обработки сквозных отверстий.
Подточка необходима для того, чтобы стружка шла перед метчиком (особенно на вязких материалах) и не забивала стружечные канавки.
б) Метчики с винтовой канавкой – для обработки глухих отверстий
При обработке глухих отверстий, в процессе резания стружка за счет СОЖ и инерции выталкивается по винтовым канавкам наружу, это позволяет избегать повторное резание стружки и поломки метчика.
в) Метчики с прямыми канавками – для универсальных работ
Особенно часто подходит для материалов дающих сегментную стружку или стружку надлома, такие материалы как серый чугун, бронза и т.д.
Метчики подразделяются по длине заборной части
рис. 9 – для метчиков по DIN
рис. 10 – для метчиков по ISO
Метчики подразделяются по виду обрабатываемого материала
1. Низколегированные стали, легированные и улучшаемые стали, нержавеющие легкообрабатываемые стали. Предел прочности до 900 Н/мм2. Передний угол 8°-10°.
2. Углеродистые и конструкционные стали, легированные и улучшаемые стали, алюминиевые сплавы дающие кроткую стружку (невязкий). Предел прочности до 500 Н/мм2. Передний угол 12°-15°.
3. Нержавеющие труднообрабатываемые стали. Предел прочности до 500 Н/мм2. Передний угол 6°-8°.
4. Чугун (строго HSS), латунь и бронза, дающая короткую стружку, твердую пластмассу. Передний угол 0°-3°.
Передний угол 0°-3°.
5. Алюминиевые сплавы дающие длинную стружку (вязкий), цинковые и магниевые сплавы, медь. Передний угол 15°-20°.
Рекомендации к применению метчиков
В зависимости от обрабатываемых материалов необходимо правильно подобрать скорость резания.
Так же необходимо выбрать материал метчика HSS (Р6М5) или HSSE (Р6М5К5). При обработке материалов первой и третьей группы рекомендуется использовать инструмент HSSE. Кобальт повышает красностойкость метчика.
Материалы четвертой и пятой группы рекомендуется обрабатывать инструментом HSS.
Метчики машинные применяются на токарных, сверлильных, фрезерных станках, обрабатывающих центрах, а также для обработки резьбы вручную.
Метчик устанавливают на станке в специальные вспомогательные инструменты:
- Плавающий резьбонарезной патрон
- Резьбонарезной патрон с осевой и радиальной компенсацией
- Реверсивные резьбонарезные предохранительные патроны
- Цанговый патрон
При обработке глухой резьбы на универсальном станке обязательно станок должен быть оснащен реверсом шпинделя или реверсивный резьбонарезным патроном.
Материалы, из которых изготавливаются метчики
Плашки изготавливают из следующих материалов:
Инструментальная сталь марок У11А, У12А.
Легированная сталь марок ХВСГ, 9ХС, ШХ15 по ГОСТ 5950.
Быстрорежущая сталь марок Р6М5 (HSS), Р18, Р6М5К5 (HSSE), Р6М5Ф3 и др. по ГОСТ 19265.
Современные методы и технологии позволяют изготавливать метчики не только из твердого сплава различных марок, но и из порошковой быстрорежущей стали методом спекания.
Твердосплавные метчики имеют высокую твердость, износостойкость, красностойкость, жаропрочность, способны работать на максимальных скоростях резания и с высокой производительностью, но иногда им не хватает прочности (ведь чем выше твердость, тем ниже прочность), именно в этих случаях применяют метчики из порошковой быстрорежущей стали, имеющих высокую прочность и практически такие же характеристики как у твердого сплава.
Применение СОЖ в процессе обработки метчиками
Применение СОЖ (смазочно-охлаждающая жидкость) во время операции резьбонарезания является эффективным способом воздействия на стойкость инструмента, качество получаемой резьбы и увеличение производительности.
Обычно в качестве СОЖ применяют масло или эмульсию при обработке сталей, нержавеющих сталей. При обработке жаропрочных сплавов в СОЖ состоит из 60% сульфофрезола и 15% олеиновой кислоты. Для обработки легких сплавов в качестве охлаждения применяют керосин. Для обработки нержавеющих сталей – масло.
На современных обрабатывающих центрах и станках с ЧПУ применяют подвод СОЖ через инструмент. А также охлаждение воздухом, масляным туманом или инновационное криогенное охлаждение (двуокисью азота NO2) через специальные патроны. Современная технология охлаждения инструмента предназначена для обработки титана, никелевых сплавов и листов гофрированной стали. Значительно повышается стойкость инструмента и качество обработки композиционных материалов.
Метчики подразделяются по классу точности
рис. 11 — классы точности метчиков
рис. 12 — поле допусков для метчика
454139,
Челябинск, ул. Новороссийская, 30, оф. 231 [email protected]
Новороссийская, 30, оф. 231 [email protected]
+7
(351) 217-08-14 (многоканальный) +7
(351) 734-73-21
Общий | различия между ручным и машинным метчиком | Практик-механик
Дао
Пластик
#1
Привет, ребята, есть ли разница между ручными и машинными метчиками? Можно ли использовать машинные метчики для нарезки обрезков резьбы? Машинные метчики дороже ручных?
Хаззерт
Нержавеющая сталь
#2
Машинные метчики, т. е. спиральные канавки или точечные метчики, выбрасывают стружку либо из верхней, либо из нижней части отверстия. Ручные метчики просто сбрасывают стружку в прямые канавки и все завинчивают (именно поэтому вам приходится часто ломать стружку, поворачивая ее назад и, возможно, извлекая метчик, чтобы прочистить отверстие).0007
Если у вас есть предварительное отверстие, с резьбой или без, довольно трудно ошибиться с машинным метчиком для нарезания резьбы, если у вас есть хоть какая-то координация. Погоня за нитками? Кусок пирога.
пластиковые мечты
Алмаз
#3
Кто-то решил раздобыть несколько ручных кранов калибра 0,5… грош цена. Мы думали, что у нас плохие краны, лол.
Хаззерт
Нержавеющая сталь
#4
plastikdreams сказал:
Кто-то решил раздобыть несколько ручных метчиков калибра 0,5… не мог метчик дерьма стоить. Мы думали, что у нас плохие краны, лол.
Нажмите, чтобы развернуть…
Ты сделал. Их называют ручными кранами.
Их называют ручными кранами.
Дао
Пластик
#5
Спасибо, Хаззерт.
Крец
Алмаз; Команда модов
#6
Иногда разница в «крюке» или переднем угле может вызвать проблемы. Метчики, фактически указанные как ручные, иногда имеют более высокий передний угол для облегчения постукивания вручную, но этот более высокий передний край не выдерживает более высоких скоростей при сильном постукивании. Это также может быть конусный метчик вместо вездесущей заглушки. Существуют даже серийные метчики некоторых размеров, стандартный набор из трех штук. Размер последнего используемого метчика соответствует правильному делительному диаметру, два других имеют меньший делительный диаметр, и они используются последовательно в порядке от наименьшего к наибольшему, к черновому и чистовому нарезанию резьбы. Хотя в наши дни они не слишком часто используются.
Это также может быть конусный метчик вместо вездесущей заглушки. Существуют даже серийные метчики некоторых размеров, стандартный набор из трех штук. Размер последнего используемого метчика соответствует правильному делительному диаметру, два других имеют меньший делительный диаметр, и они используются последовательно в порядке от наименьшего к наибольшему, к черновому и чистовому нарезанию резьбы. Хотя в наши дни они не слишком часто используются.
Маттидж
Титан
#7
eKretz сказал:
Иногда существует разница в «крюке» или переднем угле, что может вызвать проблемы.
Метчики, фактически указанные как ручные, иногда имеют более высокий передний угол для облегчения постукивания вручную, но этот более высокий передний край не выдерживает более высоких скоростей при сильном постукивании. Это также может быть конусный метчик вместо вездесущей заглушки. Существуют даже серийные метчики некоторых размеров, стандартный набор из трех штук. Размер последнего используемого метчика соответствует правильному делительному диаметру, два других имеют меньший делительный диаметр, и они используются последовательно в порядке от наименьшего к наибольшему, к черновому и чистовому нарезанию резьбы. Хотя в наши дни они не слишком часто используются.
Нажмите, чтобы развернуть…
Углы «рельефа» также в некоторых случаях различны. Для ручного нарезания резьбы вам нужно некоторое «управление» со стороны рельефной области, иначе резьба может получить странный шаг/негабаритный размер.
Некоторые машинные метчики указаны как пригодные только для синхронного нарезания резьбы, так как существует минимальное количество «указания»
вытирающий мальчик
Алмаз
#8
Я меньше ломаю ручные метчики при постукивании рукой
Ручные, машинные и погружные метчики
Иногда термин погружной метчик может сбивать с толку, в то время как названия машинных и ручных метчиков уже содержат ссылки на назначение. В этой статье мы хотели бы показать вам разницу между этими кранами.
Метчики ручные
Согласно некоторым руководствам, термин «ручной метчик » традиционно применялся к метчикам небольшого размера стандартной длины. Большинство производителей не ограничивают описание дробными размерами. Предполагается, что это метчики с прямыми канавками, у которых выемки предназначены для размещения пространства для стружки, образующейся при нарезании метчика. Некоторые исследования показывают, что этот термин возник в начале 1800-х годов, когда большинство многопоточных приложений выполнялись вручную. Однако, когда эпоха машин сделала гигантский скачок вперед после 1880-х годов, термин «ручной метчик» все еще использовался для обозначения метчиков без изменения конструкции, а теперь используется как для машинных, так и для ручных метчиков.
Однако, когда эпоха машин сделала гигантский скачок вперед после 1880-х годов, термин «ручной метчик» все еще использовался для обозначения метчиков без изменения конструкции, а теперь используется как для машинных, так и для ручных метчиков.
Машинные метчики
Поскольку машинное нарезание резьбы было намного быстрее, чем ручное нарезание резьбы, удаление стружки стало труднее контролировать. Машинные метчики будут определяться как метчики с углублениями, разработанными с геометрией для направления стружки из отверстия. К этой категории относятся метчики со спиральным наконечником и спиральными канавками. Эти изменения в геометрии канавки повысили эффективность метчика. Сегодня, с более широким использованием охлаждающих отверстий и направленным наружу потоком охлаждающей жидкости в метчиках, ручные метчики с прямыми канавками могут обеспечить аналогичную помощь для удаления стружки, но некоторые все еще считают, что они отличаются от машинных метчиков.
Врезные метчики
Метчик был маркетинговым изобретением 1970-х годов. В то время магазины DIY находились в разгаре значительного расширения, и резьбовые инструменты появились в ассортименте этих магазинов. Идея заключалась в том, чтобы предложить недорогой метчик с внутренней резьбой. Для коротких сквозных отверстий и толстой резьбы, которой должно быть достаточно, клиентам нужно было купить только один метчик вместо набора из трех частей, который включал в себя предварительную, среднюю и чистовую резьбу. Маркетинговый стратег хотел, чтобы название давало понять, что для перерезания всей нити требуется только один разрез.
Технически это достигается сочетанием длинного шага конического метчика с полной резьбой готового метчика.
Набор для ремонта резьбы M6x1.0
Отличие
На самом деле, технически правильное название «Метчик короткий машинный тип А». Стандарты DIN 2184-1 и 2184-2, где размеры метчика определены как «длинная» и «короткая» версии.