Чем притереть клапана если нет пасты: Чем притереть клапана если нет пасты
Содержание
Как притереть клапана в домашних условиях
Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Содержание статьи
- Немного матчасти
- Для чего притирать клапаны
- Как определить, что клапан нужно притирать
- Притирка клапанов
- Какую притирочную пасту использовать
- Подведем итоги
Немного матчасти
Для тех, кто не в курсе, стоит пояснить, что клапаны находятся в головке блока цилиндров. Для каждого цилиндра имеется минимум два клапана (в большинстве автомобилей). Один клапан обеспечивает впуск топливно-воздушной смеси в цилиндр (камеру сгорания) из впускного коллектора, а другой – выпускает отработанные газы в выпускной коллектор.
Разумеется, открываются клапаны поочередно. Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра. В закрытом состоянии головка клапана находится в седле и герметично закрывает камеру сгорания, прижимаясь к седлу рабочей фаской.
Рекомендуем также прочитать статью об устройстве ГРМ. Из этой статьи вы узнаете о назначении, принципах работы и других особенностях механизма газораспределения двигателя.
Для чего притирать клапаны
В процессе работы на тарелках клапанов, а также на седлах образуется нагар. Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Что касается неплотного прилегания выпускного клапана, то в этом случае будет происходить не только нарушение герметичности на такте сжатия, но и прорыв расширяющихся газов из камеры сгорания после воспламенения заряда. Раскаленные газы оплавляют выпускной клапан, двигатель теряет мощность, так как часть газов не толкает поршень, а вылетает в выпуск. Такие последствия являются ответом на вопрос, что будет, если клапана не притерты.
Однако для того, чтобы исправить положение, нет особых сложностей. Больше времени и сил приходится расходовать на снятие головки блока цилиндров и самих клапанов. Кроме того, высока вероятность отсутствия необходимости притирать каждый из них.
Как определить, что клапан нужно притирать
Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
- Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.

Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Какую притирочную пасту использовать
Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.
Крупнозернистые пасты неопытному автолюбителю использовать не стоит. Ошибка в работе может привести к появлению существенных дефектов не фасках клапана и седла, что повлечет за собой дополнительные расходы. По этой причине лучше использовать среднезернистые пасты для основной работы и мелкозернистые для шлифовки.
Очень часто в комплекте идут уже два тюбика, что облегчает задачу для покупателя. В магазинах часто встречается паста «ФАБО» в стилизованной (в форме клапана) упаковке. Кстати, название – это аббревиатура и расшифровывается как Финишная Антифрикционная Безабразивная Обработка. Эту пасту нужно использовать в качестве финишной, после того, как клапан будет притерт при помощи паст «Классическая» или «Алмазная», продающихся в такой же упаковке.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Особенно, когда нет соответствующего опыта.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
Как правильно притереть клапана — MotoAcademy
Притирка клапанов своими руками
Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Немного матчасти
Для тех, кто не в курсе, стоит пояснить, что клапаны находятся в головке блока цилиндров. Для каждого цилиндра имеется минимум два клапана (в большинстве автомобилей). Один клапан обеспечивает впуск топливно-воздушной смеси в цилиндр (камеру сгорания) из впускного коллектора, а другой – выпускает отработанные газы в выпускной коллектор.
Разумеется, открываются клапаны поочередно. Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра. В закрытом состоянии головка клапана находится в седле и герметично закрывает камеру сгорания, прижимаясь к седлу рабочей фаской.
Для чего притирать клапаны
В процессе работы на тарелках клапанов, а также на седлах образуется нагар. Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Однако для того, чтобы исправить положение, нет особых сложностей. Больше времени и сил приходится расходовать на снятие головки блока цилиндров и самих клапанов. Кроме того, высока вероятность отсутствия необходимости притирать каждый из них.
Как определить, что клапан нужно притирать
Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
- Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла.
 Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство. - Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Какую притирочную пасту использовать
Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.
Очень часто в комплекте идут уже два тюбика, что облегчает задачу для покупателя. В магазинах часто встречается паста «ФАБО» в стилизованной (в форме клапана) упаковке. Кстати, название – это аббревиатура и расшифровывается как Финишная Антифрикционная Безабразивная Обработка. Эту пасту нужно использовать в качестве финишной, после того, как клапан будет притерт при помощи паст «Классическая» или «Алмазная», продающихся в такой же упаковке.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
Как притереть клапана в домашних условиях
Ремонт двигателя со снятием ГБЦ зачастую требует притирки клапанов. Что это за процедура, каким способом определить ее необходимость и как притереть клапана в домашних условиях – читайте ниже.
Зачем нужно притирать клапана
Немного теории. Клапаны открывают и закрывают каналы подачи топливно-воздушной смеси и отвода отработавших газов. Чем надежнее запирает клапан канал, тем полноценнее в моторе проходит газообмен. Двигатель работает в штатном режиме и выдает номинальную мощность.
Контактная поверхность клапана с головкой блока выполнена в виде кольцевой фаски с углом наклона от 30 до 60 градусов по отношению к плоскости соединения ГБЦ с блоком цилиндров. В заводских условиях эти две поверхности прирабатываются индивидуально для каждой контактной пары. В итоге клапан в закрытом состоянии настолько плотно прилегает к посадочной поверхности в головке блока (седлу), что полностью исключает прорыв газов.
В заводских условиях эти две поверхности прирабатываются индивидуально для каждой контактной пары. В итоге клапан в закрытом состоянии настолько плотно прилегает к посадочной поверхности в головке блока (седлу), что полностью исключает прорыв газов.
фаска клапана
Со временем седла в головке блока и рабочие поверхности на клапанах перестают плотно прилегать друг к другу. На них появляются раковины, сажевые и маслянистые отложения. Из-за этого клапаны не обеспечивают полную изоляцию камеры сгорания, происходит частичный прорыв газов. Это снижает мощность и КПД двигателя, повышает расход топлива и ускоряет загрязнение и износ мотора.
Как понять, что клапана нуждаются в притирке
Первичная проверка проводится без демонтажа головки блока цилиндров. На недостаточную плотность прилегания клапанов к седлам косвенно указывают следующие признаки:
- снижение мощности ДВС;
- неровная работа двигателя, чрезмерная вибрация и шумность;
- низкая компрессия с большой разницей по цилиндрам;
- повышенный расход топлива.

Все эти признаки не говорят однозначно о проблемах в клапанной системе. Подобные явления наблюдаются и при общем износе поршневой группы. Однако вышеперечисленные признаки указывают как минимум на необходимость проверки ГРМ и КШМ.
Следующий этап диагностики проходит после демонтажа ГБЦ. До рассухаривания клапанов можно проверить их на герметичность с помощью любой проникающей жидкости (растворителя, бензина, ацетона и т. д.). Укладываем головку блока на бок и заливаем в окна жидкость. Если на поверхности клапанов появляется жирный след от прошедшей между седлом и клапаном жидкости – требуется притирка. Если жидкость проливается заметным потоком – велика вероятность, что клапан прогорел. Прогоревший клапан притереть не выйдет. Потребуется его замена.
После рассухаривания осматриваем фаски на клапанах и седлах. Рабочая фаска должна иметь по всей окружности матовый оттенок. Причем толщина фаски с плотным прилеганием не имеет большого значения. Главное – чтобы она была непрерывной. Это указывает на плотность закрытия клапана.
Главное – чтобы она была непрерывной. Это указывает на плотность закрытия клапана.
Если фаска на клапане и блоке испещрена раковинами и нагаром – клапан нужно притереть. Обычно практикуется такой подход: даже если один клапан нуждается в притирке – профилактически прорабатывается вся головка.
Собираем все необходимое для притирки
Притирка клапанов в домашних условиях не требует специфичных навыков, специализированного инструмента и крупных вложений. Ниже приведен перечень необходимого инвентаря и материалов.
- Притирочная паста. Продается или в однокомпонентном варианте, или более профессиональном, двухкомпонентном (для грубой и чистовой притирки). Если нет опыта в этом вопросе – выбираем самую дешевую однокомпонентную пасту.
- Любой нежирный растовритель.
- Чистая, безворсовая ветошь.
- Инструмент для притирки.
Инструмент для притирки можно изготовить из подручных материалов. Для начала смотрим на тарелку клапана. У некоторых двигателей в ней выполняется проточка для упрощения притирки. Если проточка есть – притирать будем с внутренней стороны ГБЦ. В качестве приспособления для притирки ищем любой подходящий под эту проточку инструмент (отвертку, биту шуруповерта, стамеску и т.д.). Вставляем подходящий инструмент в проточку и с легким нажатием будем вращать клапан в седле с периодическим изменением направления.
Если проточка есть – притирать будем с внутренней стороны ГБЦ. В качестве приспособления для притирки ищем любой подходящий под эту проточку инструмент (отвертку, биту шуруповерта, стамеску и т.д.). Вставляем подходящий инструмент в проточку и с легким нажатием будем вращать клапан в седле с периодическим изменением направления.
Проще всего притирать клапаны с использованием дрели или шуруповерта. В патрон электроинструмента вставляем биту или сверло, диаметр которого максимально близок к диаметру стержня клапана. Далее ищем небольшой кусок шланга (обычно подходит обычный шланг от топливопровода) длиной 7-10 см и два хомута, подходящие по диаметру. Насаживаем шланг на сверло (биту) и зажимаем хомутом с хорошим усилием, чтобы вручную снять его было невозможно. Вторую сторону шланга будем крепить на стержне клапана аналогичным способом, с использованием хомута.
Ручной инструмент для притирки работает по такому же принципу. Нужно из стального прута (или толстой медной жилы) с диаметром, сопоставимым с толщиной стержня клапана, выгнуть некое подобие стержня с ручкой. Закрепляем шланг на конце прута хомутом. Второй конец шланга соединяем со стержнем клапана.
Закрепляем шланг на конце прута хомутом. Второй конец шланга соединяем со стержнем клапана.
Вместо шланга можно использовать кусок трубки из мягкого материала (например, меди или алюминия). Один конец трубки заклепываем или зажимаем хомутом на сверле или прутке, а на втором конце делам несколько разрезов вдоль оси. Это позволит надежно закреплять трубку на стержне хомутом и быстро переставлять инструмент на другой клапан.
Как правильно притирать клапана
После рассуханивания внимательно осматриваем клапан на наличие прогаров. Прогоревший клапан притирать нет смысла, его проще заменить. Также проверяем осевое биение стержня во втулке. Если клапан болтается, то смотрим на его стрежень. Заметная глазом выработка на стержне также недопустима. Если же стержень целый, но люфт есть, то дополнительно потребуется заменить втулки. Притирка клапанов с разбитыми втулками не имеет смысла.
Перед началом притирки очищаем поверхности фасок от нагара по максимуму. После этого наносим на фаску клапана небольшой слой притирочной пасты.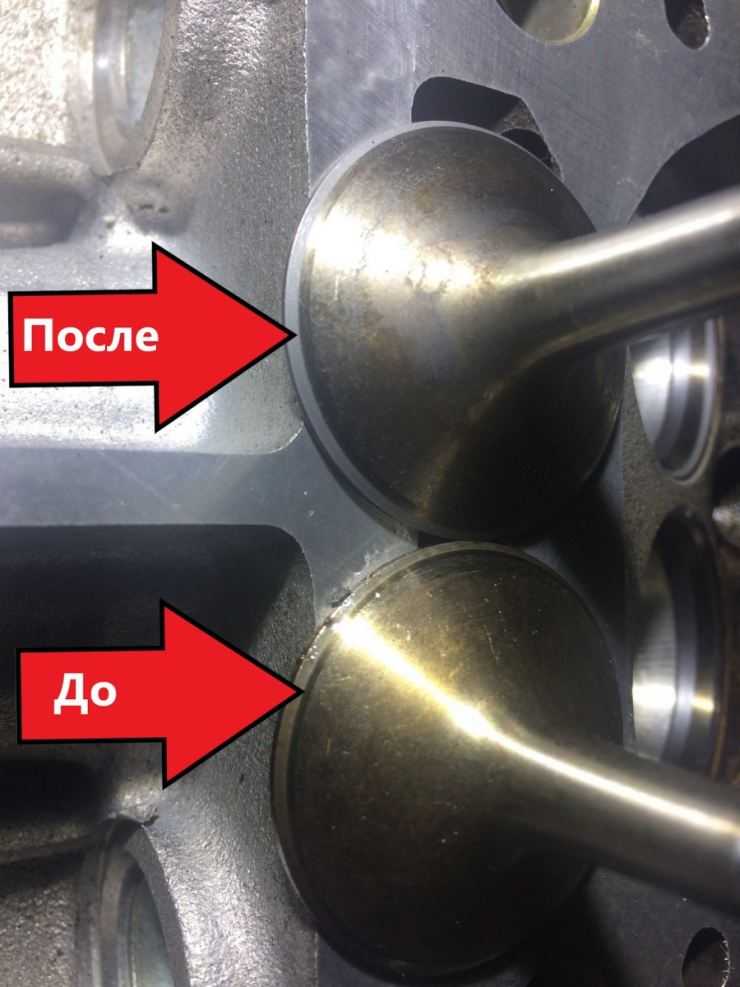 Вставляем клапан во втулку на головке блока и с обратной стороны соединяем стержень с нашим инструментом. Делаем небольшой натяг и начинам вращать клапан в головке блока. Не нужно создавать большое прижимное усилие: можно прорезать в седле слишком глубокую фаску.
Вставляем клапан во втулку на головке блока и с обратной стороны соединяем стержень с нашим инструментом. Делаем небольшой натяг и начинам вращать клапан в головке блока. Не нужно создавать большое прижимное усилие: можно прорезать в седле слишком глубокую фаску.
Нельзя притирать фаску только в каком-то одном положении. Клапан должен надежно приживаться к седлу при любом угле поворота. Дело в том, что при работе ГРМ клапаны постоянно проворачиваются в седле. И если притирку делать без периодического поворачивания, то капаны будут прилегать плотно и обеспечивать герметичность только в каком-то одном положении.
Как долго притирать? Однозначного ответа на этот вопрос нет. Все зависит от изначального повреждения фасок, зернистости пасты, силы прижатия и интенсивности процесса. Общие рекомендации таковы:
- каждые 2-3 минуты останавливайтесь, очищайте клапан и блок от пасты и проверяйте состояние фасок;
- если заметны раковины на обрабатываемых поверхностях – наносим свежую пасту и продолжаем работать еще 2-3 минуты;
- после появления матовой фаски по всему периметру клапана притирку можно считать оконченной.

В среднем весь процесс притирки одного клапана занимает от 5 до 15 минут. В некоторых случаях, при наличии на фасках глубоких борозд и раковин, один клапан придется притирать до часа.
В конце процедуры обязательно тщательно промойте головку и клапан от пасты.
Понравилась статья? Поделитесь в соц. сетях:
Как правильно притереть клапана двигателя? 4 возможных способа
Притирка клапанов относится к категории обязательных процедур после их замены. Если стадию притирки пропустить, клапана не будут герметичны, от чего попадание частиц воздуха и бензина в камеру сгорания станет неизбежным. В отдельных случаях возникает необходимость притереть старые клапана, если машина дёргается на холостых ходах, следовательно, речь идёт о разной компрессии в цилиндрах. Итак, как притереть клапана, что стоит учитывать при выборе способа, каких абразивных паст стоит избегать новичкам? От чего зависит качество выполненных работ, и какие признаки указывают на то, что лучше сразу купить новые детали?
Клапана относятся к категории элементов ГБЦ. На каждый цилиндр приходится два клапана как минимум. Один из них впускает в камеру сгорания смесь топлива и воздуха, которая поступает из впускного коллектора. Второй избавляется от отработанных газов. Они поочерёдно открываются, имеют визуальное сходство с гвоздём.
На каждый цилиндр приходится два клапана как минимум. Один из них впускает в камеру сгорания смесь топлива и воздуха, которая поступает из впускного коллектора. Второй избавляется от отработанных газов. Они поочерёдно открываются, имеют визуальное сходство с гвоздём.
Головку часто называют тарелкой, этой стороной они направлены во внутреннюю часть цилиндра. Если клапан закрыт, его головка располагается в седле и заслоняет камеру сгорания за счёт прижатия фаской к седлу максимально плотно. Так как притереть клапанё следует в случае их замены или при резких рывках авто на холостых оборотах, стоит рассмотреть этот процесс более детально.
Актуальность притирки
Нагар неизменно появляется на сёдлах и тарелках клапанов в процессе их эксплуатации. От этого закрытие выпускного или впускного клапана осуществляется негерметично. Из-за этого работа мотора становится не такой продуктивной, а расход топлива не экономным. Если выпускной клапан прилегает негерметично, расширяющие газы прорываются после возгорания заряда, они обжигают и плавят его, что негативно сказывается на мощности мотора, поскольку частично газы отправляются в выпуск.
Притирка клапанов не представляет собой ничего сложного, в отдельных случаях даже нет необходимости притирать обе детали. Достаточно снять ГБЦ, изъять сами клапана и проверить их состояние.
Когда делать притирку
Традиционно целесообразно выполнять рассматриваемую процедуру после выполнения полноценного ремонта мотора или при замене поршневых колец. Следующая поэтапная инструкция позволит понять, пришло ли время притереть клапана.
- Снимите ГБЦ и установите её так, чтобы тарелки были направлены вверх. Поверхность должна быть максимально ровной.
- Налейте керосин или бензин в камеры сгорания.
- Измерьте уровень и оставьте ГБЦ в таком состоянии на 12 часов.
- Через 12 часов проведите повторный замер, и если уровень залитого вещества не изменился за этот период, притирать клапана не нужно.
- Если количество вещества частично уменьшилось, остаётся определить пропускающий клапан. Поможет обнаружение очагов влаги и сырости в одном из коллекторов.

Другой способ проверки предполагает установку головки в боковое положение, течь оценивается со стороны тарелок. В остальном процедура аналогична.
Способы притирки
Так как правильно притереть клапана можно разными способами, стоит ознакомиться с каждым из них. Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое.
Станки
Максимальной точности нарезки и сопряжения седла и фаски клапана можно добиться только посредством жёсткой центровки детали, и без станка в данном случае не обойтись. В итоге профиль качественно нарезается и отличается высокой точностью. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки ГБЦ и предварительной промывки клапанов.
Ручные фрезы
Так как притереть клапана в домашних условиях можно и без высокоточного станка, стоит рассмотреть метод с использованием ручной фрезы. Диаметр такого инструмента может быть разным, а подбирать его следует с учётом конкретной модели двигателя. Необходимо на сёдлах вырезать три фаски под углом в 60, 45 и 30 градусов. Помните, что данный метод применим исключительно для обработки старых деталей.
Верстак и трубка с Т-образной ручкой
Рассматриваемый метод принято считать наиболее трудоёмким и долгим, зато он способен обеспечить достойный уровень качества. Рассмотрим этапы процесса:
- Подготовьте трубку с ручной Т-образной формы и отверстием, куда стержень клапана без проблем войдёт.
- Сбоку конструкции создайте отверстие и нарежьте резьбу, вкрутите болт. Клапан должен фиксироваться максимально прочно и надёжно.
- Разберите ГБЦ, установите на верстак. Не забывайте о надёжности фиксации.
- Вставьте клапан в отведённый для него участок и закрепите собранную ранее конструкцию на другом его конце.
- Пасту на данном этапе следует применить для обработки области соприкосновения с седлом.

- Воспользуйтесь сконструированным приспособлением для перемещения клапана, чтобы просвет исчез полностью.
- Периодически меняйте направление круговых движений, параллельно дополнительно обрабатывайте зону клапана абразивной пастой.
- О высоком качестве выполненной работы будет свидетельствовать полоса с матовой поверхностью, которую вы найдёте на главных составляющих элементах клапана. Ширина дорожки должна ориентировочно составлять 1,5 мм.
На данном этапе целесообразно заменить при необходимости маслосъёмные колпачки. (читайте больше о замене маслосъёмных колпачков).</li>
<li>Используйте растворитель для обезжиривания седла и клапана.</li>
<li>Нанесите пасту на рабочую клапанную фаску. Абразивное вещество не должно попасть на шток клапана, иначе он будет повреждён, маслосъёмные колпачки изживут своё намного быстрее, а масло будет расходоваться в большем количестве. Наденьте на шток войлочный лоскут, чтобы защитить его.</li>
<li>Зафиксируйте клапан на своём месте, а шток должен располагаться в патроне выбранного вами электроинструмента. Для повышения удобства работы воспользуйтесь отрезком шланга: один край наденьте на шток, а второй — в патрон. Отдельные мастера предпочитают зажать шток сразу в патрон.</li>
<li>Для притирки активируйте минимальную скорость дрели. Если клапанная тарелка прижата к седлу определёнными зонами, воспользуйтесь утолщённой резинкой, но обычно в этом нет необходимости.
</li>
<li>При оттягивании электроинструмента на себя наблюдается прижимание. Вращательные движения необходимо выполнять в разные стороны поочередно. Процедура занимает около 2 минут.</li>
<li>Для окончательной обработки на завершающем этапе повторите все действия, но вместо абразивной пасты используйте смешанную с моторным маслом пасту ГОИ. Предыдущую притирочную пасту следует предварительно удалить.</li>
<li>Как только работы будут завершены, тщательно очистите бензином обработанные пастой детали.</li>
<li>Чтобы убедиться в достойном уровне выполненной работы, можно ориентироваться как на матовую дорожку, так и на другие методы проверки качества притирки. Это может быть способ с заливанием бензина или керосина, используемый для определения необходимости выполнять притирку.</li>
</ol>
<p><iframe src=» https:=»»>
Результат проделанной работы может вас разочаровать, в некоторых случаях это будет вполне логично. Например, если ранее сёдла были криво прирезаны или на рабочих фасках заметны существенные дефекты.
Приобретение новых деталей станет единственным решением проблемы.
Выбор пасты
Выбор абразивных паст для притирки в современных магазинах может повергнуть в шок любого водителя-новичка. О цене речь не пойдёт, поскольку выбор по данному параметру полностью зависит от возможностей и личных предпочтений покупателя. Такие факторы, как состав и зернистость более важные, поэтому их и стоит рассмотреть:
- Новичкам лучше отказаться от использования крупнозернистых паст, иначе малейшая оплошность приведёт к дефектам седла и фаски. Средний уровень зернистости предпочтителен, если речь идёт об основной обработке, а мелкая зернистость нужна для шлифовки.
- Зачастую комплектация предполагает наличие двух ёмкостей с пастами с составами разной зернистости.
- Если вы не позаботились о покупке пасты, можно приготовить её самостоятельно. Для этого подберите наждачную бумагу с минимальным уровнем зернистости и снимите абразив, смешайте полученный порошок со смазочным материалом. Пасту ГОИ используйте на завершающем этапе для финишной обработки поверхности. Смешивать её стоит так же, как и в случае с порошком абразива. Сразу стоит упомянуть о том, что качество притирки будет на порядок ниже, чем при использовании магазинных абразивов.
Общие рекомендации
При самостоятельной притирке клапанов стоит ориентироваться на следующие советы:
- используемые пасты должны обладать разным уровнем абразивности, от минимальной до максимальной;
- нельзя менять места установки клапанов между собой, у каждого должно быть своё место;
- тщательно удалите остатки пасты путём промывания обработанных деталей в бензине.
Выводы
Как видите, процедура притирки не только проста, также существует несколько способов на выбор, что ещё больше облегчает процесс, особенно, если выполнять работы самостоятельно и без специальных станков. Во многом качество проделанной работы зависит от правильно выбранной абразивной пасты, поэтому стоит серьёзно подойти к вопросу подготовки инструментов и расходных материалов.
Притирка клапанов своими руками
Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя.
Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
Про нагар
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.
Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.
При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.
Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.
Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.
Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.
После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.
Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.
Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град. , после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.
Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.
Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.
Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как правильно притереть клапана
На клапан и седло наносится необходимое количество притирочной пасты, клапан устанавливается на свое место в ГБЦ.
Если используется присоска, ее устанавливают на тарелку клапана.
Инструмент должен работать на малых оборотах — предпочтение следует отдавать низкооборотной дрели или шуруповерту. Отпускайте курок дрели при соприкосновении клапана с седлом, касание должно производиться при сбросе. Не надо прикладывать никаких усилий, это значительно повышает риск неправильной притирки.
Это самый простой и доступный способ притереть клапан, он не требует никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут.
Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса.
Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и гарантированно высокое качество.
Пневмомашинка для пристукивания имеет минимальные требования к навыкам использования. При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.
Мы отобрали шесть параметров, которые имеют наибольшее значение:
- Скорость.
- Удобство использования. Этот параметр также оказывает влияние и на общую скорость работы.
- Не требуется спец. навык. Чем выше оценка, тем легче пользователю провести правильную притирку клапана.
- Отсутствие рисков. Чем выше оценка, тем меньше вероятность что-то сделать неправильно или испортить детали.
- Качество. Чем выше оценка, тем точнее выполнена операция.
- Стоимость. Чем меньше расходов на тот или иной способ, тем выше бал.
Как видно из таблицы, специальные пневмо-приспособления для притирки значительно превосходят ручной способ и дрель. Если откинуть параметр стоимость и смотреть только на качественные показатели, то оба метода проигрывают пневматическим машинкам с разгромом.
Выдающиеся показатели и наибольший итоговый бал по результатам тестов у машинки для притирки клапанов вращением. Максимальное количество баллов не сумел набрать ни один из участников — что же, идеального во всем инструмента не существует. Места распределились следующим образом:
Последнее место, 22 балла — ручной способ, который прогнозируемо позади всех остальных. В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
Предпоследнее место, 24 балла — дрель. Несмотря на высокую скорость работы, дрель опережает ручной метод всего на несколько пунктов. Прежде всего это связано с высокими рисками неправильной притирки и порчи деталей, а также с повышенными требованиями к специальным навыкам.
Второе место, 45 баллов — машинка для пристукивания. Несильно уступает первому месту, зато обеспечивает самую точную и правильную притирку клапана.
Первое место, 48 баллов — машинка для вращения. Лидирует практически по всем показателям и является оптимальным решением для притирки.
Для испытаний использовалось следующее оборудование:
- Приспособление для ручной притирки клапанов Licota ATA-0003A
- Электрическая дрель Hitachi D10VC2
- Пневматическая машинка для притирки клапанов вращениемLicota ATA-1100
- Пневматическое приспособление для притирки клапанов пристукиваниемLicota ATA-1401
В ГаражТулс вы можете купить профессиональное оборудование для притирки клапанов. Цены и подробные характеристики смотрите в нашем каталоге.
Как правильно притирать клапана — Автомобильный портал AutoMotoGid
Содержание
- Немного матчасти
- Для чего притирать клапаны
- Как определить, что клапан нужно притирать
- Притирка клапанов
- Какую притирочную пасту использовать
- Подведем итоги
Всем привет!
Многие, когда перебирают двигатель не уделяют должного внимания притирке и регулировке клапанов. Мол, все же нормально работало, зачем их трогать? Если вы вскрыли двигатель, то трогать их обязательно надо! Это гарантирует безболезненный ремонт, после которого не придется вновь все разбирать.
Очистка клапанов:
Перед притиркой обязательно надо почистить клапана. Я зажимал в дрель и счищал нагар с выпускных всякими абразивными и острыми приспособлениями)) Впускные обычно не загаживаются и их достаточно пройти мелкой наждачкой.
Итак, результат
После очистки выпускных клапанов, понял что им хана, ибо раковины уже конкретные. Впуск оказался в идеале.
Обязательно замеряем люфт клапанов в направляющих! Если не в допуске, меняем на новые. Если оставите разбитые направляющие, то маслосъемные колпачки долго не проживут.
Для притирки использовал классическую пасту. Она мелкоабразивная и подходит в самый раз для целых клапанов. Главное не берите алмазную, запорете и фаску на клапане и седло.
Поскольку притирать совсем немного, в ход пошел шуруповерт с гибким шлангом:)) Можно использовать реверсивную дрель на малых оборотах, но это если нужно много снимать. В моем случае впуск притирался очень быстро. На выпуске надо было притереть именно седла, поскольку клапаны новые и притираются быстро.
Вот, кстати, седло прогоревшего клапана. Видно прилипший ошметок, возможно остался от самого клапана.
Смазываем направляющую, вставляем клапан и начинаем вращать используя реверс. Давить сильно не надо.
Фаска должна быть однородная по всей длине, как на клапане, так и на седле.
ГБЦ держал на боку, чтобы абразив ненароком не попал в направляющую. После притирки клапана тщательно протираем весь абразив.
На выпускных седлах видно много артефактов, их и нужно убрать
Притираем, вытираем все, смотрим. Если остались артефакты, притираем еще.
Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин.
От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры:
1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же.
2. «Шарошка» для снятия небольшого выработонного слоя металла на клапанном гнезде.
3. Новые клапана.
4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит.
Второе «шарошка», с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана.
Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
Приспособление для притирки клапанов.
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
• трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
• дрель, сверло на 8.5мм
• контактная или газовая сварка (автоген).
• гайка и болт 8мм.
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
После того как все готово можно приступить к притирке.
1. Берем новый клапан, вставляем в клапанную втулку.
2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 21, чтобы смесь стала похожа по вязкости на шампунь.
3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно).
4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой.
После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся.
Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.
Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Читайте в этой статье
Немного матчасти
Для тех, кто не в курсе, стоит пояснить, что клапаны находятся в головке блока цилиндров. Для каждого цилиндра имеется минимум два клапана (в большинстве автомобилей). Один клапан обеспечивает впуск топливно-воздушной смеси в цилиндр (камеру сгорания) из впускного коллектора, а другой – выпускает отработанные газы в выпускной коллектор.
Разумеется, открываются клапаны поочередно. Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра. В закрытом состоянии головка клапана находится в седле и герметично закрывает камеру сгорания, прижимаясь к седлу рабочей фаской.
Для чего притирать клапаны
В процессе работы на тарелках клапанов, а также на седлах образуется нагар. Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Однако для того, чтобы исправить положение, нет особых сложностей. Больше времени и сил приходится расходовать на снятие головки блока цилиндров и самих клапанов. Кроме того, высока вероятность отсутствия необходимости притирать каждый из них.
Как определить, что клапан нужно притирать
Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
- Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Какую притирочную пасту использовать
Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.
Очень часто в комплекте идут уже два тюбика, что облегчает задачу для покупателя. В магазинах часто встречается паста «ФАБО» в стилизованной (в форме клапана) упаковке. Кстати, название – это аббревиатура и расшифровывается как Финишная Антифрикционная Безабразивная Обработка. Эту пасту нужно использовать в качестве финишной, после того, как клапан будет притерт при помощи паст «Классическая» или «Алмазная», продающихся в такой же упаковке.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
Процедура промышленной шлифовки и притирки клапанов
Шлифовальные головки с индивидуальным приводом – ключ к плоским седлам клапанов
Ищете процедуру притирки клапанов, которая проста в использовании и дает превосходные результаты?
Целью шлифовки и притирки клапанов является получение плотной плоской поверхности. Система LarsLap с ее шлифовальными головками с индивидуальным приводом достигает именно этого.
Шлифовальные головки с приводом от трения часто создают вогнутую поверхность, т.е. поверхность, которая немного ниже внутри.
Одинарные шлифовальные круги часто имеют выпуклую поверхность, т. е. немного заниженную снаружи. У этого типа кофемолки скорость вращения выше на внешней стороне диска. Кроме того, шлифовальная пыль мигрирует к периферии диска, способствуя дополнительному шлифованию по внешней кромке.
Плотная плоская поверхность особенно важна для предохранительных клапанов, так как они зависят от натяжения пружины, чтобы оставаться закрытыми.
Подробнее о методах притирки клапанов читайте здесь.
Трение является ключом ко всем видам шлифовки, включая промышленную процедуру шлифовки клапанов. Успешный результат зависит от правильного количества трения – это то, что вызывает истирание. Соответствующее истирание определяется материалом седла клапана, требуемым количеством съема материала и скоростью машины. Единственным наиболее важным фактором в этом уравнении является трение, то есть качество абразивного материала. Это означает, что шлифовальные круги необходимо выбирать с осторожностью.
Подробнее об абразивах читайте здесь.
Притирка и ремонт клапана на месте
При подготовке к шлифовке седла клапана сначала необходимо протереть седло и удалить всю влагу. Затем поверхность седла следует очистить более тщательно, слегка отшлифовав ее с помощью портативного станка для шлифовки клапанов наждачной бумагой мелкого и среднего размера с зернистостью 120-180. Внимательно осмотрите поверхность и оцените степень повреждения.
Если имеются только небольшие царапины, продолжайте с мелкой зернистостью. Не начинайте с грубой зернистости, предварительно не использовав мелкозернистую – это только затянет процесс. Если на сиденье есть глубокие царапины, используйте крупнозернистый песок.
Регулярно проверяйте ход процесса шлифования. Когда большая часть повреждений будет удалена, смените бумагу на бумагу с более мелкой зернистостью.
Когда поверхность станет гладкой, процесс завершен. Не шлифуйте больше, чем необходимо — это только сократит срок службы клапана. Некоторые метки могут быть оставлены при условии, что они не мешают герметизирующему действию клапана.
Дефекты поверхности седла клапана – устранены с помощью нашей процедуры промышленной шлифовки клапана
Может быть полезно записать тип повреждения седла клапана, чтобы попытаться установить первопричину проблемы.
Следы защемления или защемления вызваны посторонними предметами в трубопроводе. Обычно эти отметки не глубже 0,05 мм.
Порезы обычно возникают в результате скользящего движения на задвижках или любых клапанах с клином или плунжером с использованием скользящего действия. Повреждение происходит между седлом и клином, когда клапан открывается и закрывается. Обычно это более распространено на нижней стороне клапана, между положениями «4 часа» и «8 часов». Часто они глубже 0,05 мм. Если возможно, можно избежать следов резки, используя клапан с меньшим радиусом.
Следы эрозии видны в месте утечки, когда клапан закрыт. Это можно найти на всех типах клапанов. Следы часто глубже 0,05 мм.
Седло не плоское – это может произойти, если седло подвергалось сварке, когда седло изнашивалось или было неаккуратно отшлифовано или притерто. Это дефект, который чаще всего встречается на задвижках.
Трещины в седле – это обычно происходит на клапанах со сварным седлом.
Коническое седло – поверхность обычно должна быть плоской, но может стать вогнутой или выпуклой из-за неправильного шлифования.
Ремонт протекающих клапанов с помощью нашей промышленной процедуры притирки и шлифовки
Ремонт клапана может выполняться на месте, когда клапан все еще установлен на трубопроводной системе, или в мастерской. Притирка и ремонт клапана на месте, как правило, более эффективны, поскольку устраняют необходимость удаления клапана из системы. Единственный случай, когда техническое обслуживание в мастерской более эффективно, — это когда требуется капитальный ремонт клапана.
Для обслуживания клапана на месте необходимо снять крышку и обеспечить достаточное пространство вокруг и внутри корпуса клапана. Чтобы наилучшим образом использовать доступное пространство, убедитесь, что приобретаемое вами оборудование легкое, способно поместиться в ограниченном пространстве, а также легко крепится. Ваше время на месте должно быть потрачено на шлифовку клапана, а не на монтаж приспособления для шлифовки клапана.
Если вам нужна эффективная машина для шлифовки клапанов для обслуживания на месте, сообщите нам об этом — мы будем рады помочь найти для вас правильное решение.
Шлифовальное оборудование для использования в мастерской должно быть простым в эксплуатации и регулировке, универсальным для использования в различных областях и иметь возможность расширять возможности с помощью дополнительных принадлежностей для специализированных областей применения.
- Перед разборкой клапана для подготовки к техническому обслуживанию область вокруг клапана следует закрыть пластиковыми листами, чтобы предотвратить потерю деталей и ненужное распространение грязи и смазки.
- Начните разборку, удалив всю изоляцию. Очистите клапан снаружи. Удалите ржавчину и краску с гаек и болтов. Смажьте болты проникающей смазкой. Старайтесь избегать повреждений крепежа — даже одна поврежденная гайка приведет к чрезмерному увеличению времени простоя и стоимости.
- Демонтируйте внутренние детали клапана. Очистите, проверьте и отметьте, чтобы обеспечить правильную установку. Очистите внутреннюю часть корпуса клапана, удалив ржавчину и оставшуюся жидкость. Проверьте прокладки на наличие трещин, коррозии и дефектов.
- Начните притирку, обработав любые большие дефекты на поверхности седла клапана. Отшлифуйте дефекты с помощью портативных шлифовальных машин для клапанов, используя подходящие абразивы в зависимости от материала и состояния седла. Подробнее о материалах сиденья читайте здесь.
- Удалите шлифовальную пыль с клапана.
- Проверьте клапан на герметичность, чтобы убедиться, что он соответствует действующим стандартам.
- Соберите и установите клапан в исходное положение. Убедитесь, что привод все еще работает.
- Наконец, напишите отчет о проведенной процедуре.
Станки для притирки клапанов
Если имеющееся у вас оборудование для притирки клапанов кажется вам неадекватным, система LarsLap может стать для вас решением — легким, но точным.
За прошедшие годы было разработано большое количество методов шлифовки и притирки клапанов. Компания LarsLap впервые применила технологию шлифовальных головок с индивидуальным приводом, поскольку существовавшие ранее методы были громоздкими и давали неточные результаты.
Шлифовальные головки с индивидуальным приводом сегодня являются предпочтительной технологией для предпочтительной процедуры притирки промышленных клапанов. Однако другие методы, в том числе традиционные, все еще используются во многих местах в отрасли.
При использовании шлифовальных головок с индивидуальным приводом шлифовальные круги располагаются планетарно вокруг центральной приводной головки. Это обеспечивает одинаковую скорость внутри и снаружи сиденья. Диски можно правильно расположить как на плоском, так и на наклонном посадочном месте, заставляя шлифовальные головки одинаково шлифовать по всей поверхности посадочного места. Таким образом, за короткое время получается идеально ровное сиденье с гладкой поверхностью и рисунком поперечной штриховки.
Шлифовальные или фрезерные станки для использования в мастерских представляют собой высокоскоростные станки, которые позволяют шлифовать или фрезеровать снаружи, внутри и в плоскости под любым требуемым углом. Механизм крепления обеспечивает точную центровку станка. Результаты превосходны, а скорость резки выше, чем у любого другого метода.
Шлифовальные станки с шлифовальными головками с фрикционным приводом создают тонкую структуру поверхности с рисунком в виде штриховки. Однако скорость резания относительно низкая. На плоских седлах шлифовальные головки с фрикционным приводом должны располагаться не по центру, чтобы вызвать вращательное действие. Трение может привести к замедлению или остановке шлифовальной головки там, где силы трения максимальны.
В результате эта технология будет производить разные скорости снаружи и внутри сиденья, что может привести к вогнутому сиденью.
Шлифовальный станок со сплошными плоскими или изогнутыми чугунными пластинами – Этот метод можно использовать для плоских седел и небольших задвижек, когда не хватает места. Рекомендуется использовать клейкую шлифовальную бумагу, чтобы предотвратить выпуклость чугунных пластин в месте их установки. Сплошная плоская пластина будет развивать более высокую скорость по внешнему периметру, чем по внутренней стороне диска. Следовательно, больше материала удаляется с внешней стороны сиденья, которое становится слегка выпуклым. Этот метод дает шлифовальную структуру с продольной царапиной, что приводит к неточной плоскостности по всему седлу. Если используется шлифовальная паста, она будет медленно мигрировать от центра до тех пор, пока вся паста не окажется снаружи седла. Скорость резки низкая.
Притирка на вращающемся плоском столе дает хорошие результаты, когда работа выполняется в мастерской. Доступны специальные столы для шлифовки седел клапанов или клиньев. Однако этот метод занимает много времени.
У вас есть вопросы относительно нашей процедуры шлифовки и притирки промышленных клапанов? Пожалуйста, свяжитесь с нами в LarsLap – мы будем рады помочь!
Что нужно знать перед тем, как снять эту голову
Несколько недель назад я писал о покупке 1987 BMW 535i, которого никто не видел в Тампе, и как, когда он прибыл, сочетание шума клапанного механизма и грубой работы привело к обнаружению сломанного коромысла. Требуемое действие было достаточно простым — вытащить головку, заменить коромысло, переустановить головку, — но вскоре возник вопрос: «Пока головка снята, следует ли мне отнести ее в механический цех для надлежащей работы с клапаном?»
Моя ситуация может быть специфической — сломанные коромысла не очень распространены — но вопрос общий. Может голова слетела из-за того, что прогорела прокладка. А может машина перегрелась, голова треснула, и была заготовлена замена. Можно ли просто опустить голову обратно? Ответ: это зависит.
Во-первых, я не могу не подчеркнуть, насколько важно получать данные, пока головка все еще находится на машине:
- Всегда ли в выхлопе виден синий масляный дым? Если это так, то, скорее всего, это связано с изношенными кольцами, поршневыми площадками и стенками цилиндра, и замена клапана вряд ли поможет.
- Если вместо этого появляется сизый дым только при запуске или при торможении (когда вы заводите двигатель, а затем отпускаете педаль газа), это может быть связано с плохими уплотнениями в верхней части направляющих клапанов или самими направляющими. изношенный. Уплотнения можно легко заменить, если головка снята и разобрана.
- Если в выхлопной трубе пахнет белым дымом или в охлаждающей жидкости появляются пузырьки, это хрестоматийный симптом треснувшей головки. Прежде чем снимать головку, обязательно выполните тест на сжатие и тест на утечку.
- Шипение воздуха во впускном или выпускном клапане является явным признаком погнутых или прогоревших клапанов.
Конечно, если вы покупаете подержанную головку с нулевым происхождением, вы ничего из этого не знаете, но если головка все еще стоит на вашей собственной машине, вам рекомендуется потратить время на ее приобретение. куски информации, прежде чем дергать его.
Этот тест на утечку показал, что более половины воздуха выходит из цилиндра. В охлаждающей жидкости образовывались пузыри, что указывало на треснувшую головку. Rob Siegel
По сути, есть пять вещей, на которые следует обратить внимание, прежде чем ставить головку обратно: прямолинейность, трещины, коррозия на посадочной поверхности головки, повреждение компонентов клапанного механизма и герметичность седел клапанов.
Можно попробовать проверить на прямолинейность с помощью металлической линейки и фонарика, проложив линейку по уплотняемой поверхности головки, посветив фонариком на стык и ища свет. Если вы видите изгиб и образовавшийся зазор, проверьте его с помощью щупа. Спецификация прямолинейности на головке обычно составляет всего несколько тысячных дюйма. Если вы знаете, что головка была перегрета, вероятность того, что она деформируется, высока. Я видел настолько деформированные головки, что, разбирая их, вы даже не можете вставить распределительный вал обратно, потому что шейки больше не совпадают.
Затем очистите нижнюю часть головки с помощью очистителя тормозов, затем проверьте отсутствие коррозии или других повреждений там, где она должна прилегать к новой прокладке головки. При использовании алюминиевых головок особенно важно, чтобы сопрягаемая поверхность была очень чистой. Если у вас есть какие-либо сомнения, лучше всего отшлифовать головку в механическом цеху.
Даже после очистки и фрезеровки на этой головке осталось несколько пятен коррозии. Было решено, что они находятся достаточно далеко от камер сгорания и водопроводных каналов, чтобы их можно было использовать. Роб Сигел
После того, как головка очищена, визуальный осмотр на наличие трещин обычно эффективен. Одно из преимуществ доставки головки в механический цех для работы с клапаном заключается в том, что ее варят в горячем резервуаре и обрабатывают стеклянными шариками. Когда головка безупречна, визуально становятся заметными небольшие трещины в местах, где обычно возникают трещины, например, между седлами клапанов.
После очистки стала очевидной трещина между седлами клапанов на этой головке. Роб Сигел
Как и трещины, повреждения компонентов клапанного механизма очевидны визуально, хотя вам, возможно, придется разобрать некоторые детали, чтобы найти их все. Существует три основных конструкции клапанного механизма: толкатель (с кулачком в блоке), одинарный верхний кулачок с коромыслами и валами и двойной верхний кулачок с ковшами и прокладками.
Если кулачок находится в головке, поверните его, чтобы прокрутить, и осмотрите все выступы кулачка на предмет износа и точечной коррозии. На двигателе с одним верхним расположением распредвала вы не можете точно сказать, насколько сильно изношены коромысла и валы, не разбирая их, но если вы сделаете быструю регулировку клапанов и обнаружите, что регуляторы находятся на пределе своих возможностей, это довольно неплохо. верный признак того, что компоненты клапанного механизма сильно изношены. Если вы видите какие-либо повреждения, разборка и тщательный осмотр гарантированы, так как возможно, что осколки повредили другие компоненты, когда они отлетели.
На этом двигателе нечетный износ кулачка распредвала заставил меня разобрать клапанный механизм, обнаружив сломанную прокладку на одном из коромыслов. Роб Сигел
Если вы провели тест на утечку, он должен был выявить самые вопиющие утечки из-за погнутых или сгоревших клапанов, но если головка уже снята, существует несколько методов проверки целостности седел клапанов. Некоторые из них хуже, чем тест на утечку, но на самом деле они могут быть лучше. Вы можете тестировать со светом, жидкостью, воздухом или их комбинацией. Обратите внимание, что для всех этих случаев клапаны должны быть в закрытом положении, поэтому вам нужно либо снять распределительный вал и клапанный механизм, и в этом случае все клапаны закрыты одновременно, либо вам нужно повернуть кулачок, чтобы закрыть клапан, который вы тестируете. Разумно поворачивая кулачок, чтобы расположить коромысла рядом с плоскими точками на задней части кулачков, вы обычно можете закрыть два клапана одновременно.
Если коллекторы уже сняты, можно выключить свет в помещении, посветить фонариком на седла клапанов и посмотреть, не проникает ли свет к впускному и выпускному отверстиям или наоборот. Обратите внимание, однако, что это улавливает только самые серьезные утечки (например, седло клапана действительно плохое, если вы видите свет).
Жидкий тест лучше. Переверните головку и наклоните ее так, чтобы проверяемый клапан был выровнен, затем залейте жидкость в камеру сгорания, пока она не покроет клапан и седло. Вода подойдет, но растворитель, такой как ацетон, бензин или очиститель тормозов, лучше (очевидно, наденьте перчатки и проветрите). Вам, вероятно, придется вкрутить свечу зажигания обратно, чтобы жидкость не вытекала из свечного отверстия. Тогда смотри и жди. Если клапан погнут, жидкость будет вытекать немедленно. Из прогоревшего или иным образом изъеденного седла клапана жидкость будет просачиваться медленно.
Жидкость используется для проверки седла выпускного клапана. Камера намеренно наклонена, чтобы поймать отражения, которые делают жидкость более заметной. Роб Сигел
Лучший способ провести жидкостный тест — снять коллекторы. Таким образом, вы можете поставить головку на деревянные блоки, заполнить впускные и выпускные отверстия жидкостью и использовать зеркало или смартфон, чтобы посмотреть, не проходит ли жидкость через седла клапанов. Действительно, не должно быть никаких утечек. Жидкость, конечно, не должна капать, но люди, работающие с ограниченным бюджетом, иногда готовы немного поплакать.
Третий и лучший тест седла клапана своими руками включает сочетание жидкости и сжатого воздуха. Чтобы сделать это правильно, коллекторы необходимо снять с головы. Переверните головку вверх дном, заполните камеру жидкостью, наклоните головку, чтобы полностью погрузить один из клапанов, затем возьмите пневматический пистолет, вставьте его трубку во впускное или выпускное отверстие и выстрелите сжатым воздухом в седло клапана и ищите пузырьки в жидкости. Как и в случае капельного теста, в идеале вы не должны видеть никаких пузырьков. Если вы видите только слабый поток крошечных пузырьков, когда палочка направлена прямо на сиденье, уплотнение довольно плотное, но не идеальное. Но если это похоже на то, как ребенок пускает пузыри в свой имбирный эль, это седло клапана протекает. Я видел, как это происходило, даже когда тест на утечку не выявил никакого шипения воздуха, проходящего мимо клапанов.
Увидев это, вы отрицаете, что считаете седло клапана герметичным. Роб Сигел
Если эти тесты обнаружат негерметичный клапан, что вы будете с этим делать? Вы можете попробовать притереть клапан — вытащите его, нанесите пасту для притирки клапана по краю и с помощью деревянного инструмента для притирки клапана (палка с присоской на конце), чтобы повернуть клапан вперед и назад, чтобы помочь ему прижаться. , Если головка от двигателя с толкателем или если это головка с двумя кулачками, где распределительные валы и ковши просто откручиваются, это довольно легко сделать; вы просто используете компрессор пружины клапана, чтобы снять напряжение с клапана, открутите маленькие цанги вверху, удерживающие его на месте, и вытащите его. Затем вы притираете клапан, тщательно счищаете пасту, заменяете пружину и повторно проверяете клапан на герметичность.
Притирочные клапаны не сильно изменились за сто лет, но для этого нужно вытащить клапан, и это может не решить проблему. Роб Сигел Притирочные клапаны не сильно изменились за сто лет, но для этого нужно снять клапан, и это может не решить проблему. Rob Siegel
Однако, если головка имеет один верхний кулачок и конфигурацию с осью коромысла и рычагом, при которой оси коромысла необходимо вводить и выводить из головки, вам, вероятно, потребуется снять коромысла и валы, чтобы наденьте компрессор пружины клапана на клапан, чтобы снять его, и притрите его. Поскольку вставлять и вынимать коромысла — это большая работа, к тому времени, когда вы их вытащите, вам, вероятно, будет мудро порекомендовать заняться правильной работой клапана, когда седла будут перерезаны, а не просто притерты.
Короче говоря, если вы можете убедить себя, что головка прямая и без трещин, что на поверхности нет следов коррозии или других царапин, что на компонентах клапанного механизма нет видимых повреждений, что клапан седла не протекают, и что у вас нет горения масла при запуске или торможении дроссельной заслонки, которое можно отнести к маслосъемным колпачкам, и если вы пытаетесь свести расходы к минимуму, вы можете попробовать поставить головку обратно, но всегда есть некоторый риск.
Если вы не уверены ни в одной из этих вещей, и если вы оставляете себе машину, ошибитесь на стороне механического цеха. Приблизительные круглые цифры, не включая замену поврежденных деталей, когда я тащу голую головку в местную механическую мастерскую, с меня обычно берут около 300 долларов за бак / дробеструйную очистку / фрезеровку / работу клапана для головки с четырьмя цилиндрами и около 400 долларов. для шестицилиндровой головки. Это недешево, но я сопоставляю это с возможным разочарованием от переустановки головы, чтобы обнаружить, что я назвал это неправильно.
В моем случае с моим вышеупомянутым BMW 535i, когда я тянул головку, чтобы заменить сломанный рокер, я полностью скользил вниз по скользкому склону. Я обнаружил, что, когда коромысло сломалось, оно откололо один из кулачков кулачка, и что восемь из 12 клапанов не прошли тест на пузырьки. Притирка худших из клапанов не привела к их полной герметизации. Не было другого выбора, кроме как полностью разобрать голову и принести ее.
Увидев повреждение, вы не сможете его развидеть. Роб Сигел
Пусть тебе повезет больше, чем мне!
***
Роб Сигел уже 30 лет ведет колонку The Hack Mechanic ™ для журнала BMW CCA Roundel . Его новая книга « Just Needs a Recharge: The Hack Mechanic ™ Guide to Vintage Air Conditioning » теперь доступна на Amazon. Вы также можете заказать копию с личной подписью здесь.
Садись – седло клапана | Goodson Tools & Supplies
Джим Тэпп , Менеджер отдела технических услуг, пенсионер
Давайте поговорим о местах. Седла клапанов. Еще в марте этого года (2008 г.) мы коснулись седел клапанов, и теперь мы вернулись к большему. Как я уже сказал в этой статье, о седлах клапанов можно много говорить, поэтому я постараюсь не болтать слишком долго.
В качестве вступления позвольте мне сказать, что это будет сводная работа по седлу клапана «начального уровня».
Я предполагаю, что если вы читаете это, вы знаете, что такое седло клапана, и имеете хотя бы поверхностное представление о том, зачем шлифовать или резать седла, но просто чтобы мы все были на одной волне, вот определение Я работаю с:
Целью шлифовки или резки является получение седла клапана заданной одинаковой ширины в правильном положении на поверхности клапана с минимальным съемом припуска.
Пока мы говорим об определениях, давайте уточним еще несколько:
Верхний угол: обычно 30°, это угол на стороне сгорания посадочного уголка
Угол седла: обычно 45°, это угол, под которым седло и торец клапана соединяются для обеспечения газонепроницаемого уплотнения
Угол горловины: обычно 60°, это нижний угол, под которым воздушный поток проходит от угла седла к порту.
Сразу несколько предостережений. Прежде чем приступить к работе с седлами клапанов, направляющие клапанов должны быть в хорошем состоянии. Помните, что ваш пилот находится в центре направляющей, и если она отключена, сиденье тоже будет отключено. Вы также должны иметь сиденья в хорошем состоянии, прежде чем пытаться их шлифовать или резать. Если вставка сиденья треснула или ослаблена, сначала устраните эту проблему. Чтобы быстро освежить в памяти информацию об извлечении и замене вставок седла, ознакомьтесь с разделом «Используйте систему 3-D Fast Cut™ для удаления вставок седла клапана, не повреждая расточенное отверстие».
Теперь, предположив, что у вас есть цельная вставка седла клапана, давайте посмотрим, почему вам нужно обточить или вырезать это седло. Конечно, основная причина в том, что у вас неравномерный износ седла и поверхность клапана не уплотнена должным образом. Без хорошего уплотнения у вас будет неравномерное охлаждение клапана и утечка компрессии, что, помимо прочего, приведет к снижению производительности.
Другая причина, по которой вы захотите изменить седло клапана, — это улучшение потока воздуха. Помните, каждый раз, когда поток воздуха меняется, вы теряете способность создавать энергию. Имея это в виду, вы хотите, чтобы переход между углами сиденья был максимально плавным. Вот почему вы увидите многоугольные фрезы для сидений и шлифовальные камни для сидений с разными углами.
В дополнение к воздушному потоку вам нужно позаботиться о ширине сиденья. Вы хотите, чтобы седло было достаточно широким, чтобы охлаждать клапан, но достаточно узким, чтобы противостоять накоплению углерода. Да, более узкие сиденья лучше пропускают воздух, но есть и компромисс. Узкие сиденья менее долговечны, поэтому вы будете работать с ними чаще, что приводит к еще одной проблеме. Чем больше вы срежете под углом 45 °, тем шире он станет и тем ниже будет сидеть ваш клапан, открывающий еще целую банку червей.
Я знаю, со всеми углами и ширинами, высотами клапанов и так далее, это звучит как урок геометрии. Что ж, мне не хотелось бы вам об этом говорить, но ЭТО ЕСТЬ. Существуют инструменты, которые убирают часть математики из уравнения, но вам все равно нужно уметь измерять углы, ширину фигур и многое другое. Хорошим ресурсом является Справочник по математике Racer’s Math Handbook Боба Эммонса.
Хорошо, теперь, когда мы знаем, почему мы режем и шлифуем седла клапанов, пришло время решить, какой метод использовать. Механическая обработка седел клапанов начиналась как процесс шлифовки и превратилась в резку, но оба метода до сих пор широко используются и работают одинаково хорошо. Тем не менее, есть преимущества и недостатки для обоих. Поскольку шлифование было первым использованным методом, мы начнем с него.
Шлифование — это метод механической обработки, доступный «для всех». Есть некоторые инвестиции в инструменты, но не огромные суммы. Когда у вас есть держатель для камней и драйвер, вы можете работать с различными сиденьями, просто изменяя размер и угол наклона ваших шлифовальных кругов. В настоящее время доступно несколько формул абразивов, которые помогут вам добиться желаемого результата. Еще одним преимуществом является то, что вы можете настроить камни сиденья с помощью туалетной подставки. Если вам нужен угол 39°, вы можете сделать его самостоятельно быстро и легко.
НО, шлифовка может занять много времени. Каждый угол отшлифован другим камнем, и всегда есть вероятность ошибки оператора. Если камень не выровнен точно по отношению к сиденью, вы получите непригодное для использования сиденье, и вам придется начинать все сначала. Абразивные материалы также изнашиваются и нуждаются в регулярной чистке и/или замене.
Следующим этапом эволюции обработки седел клапанов является ручная резка с использованием системы для резки седел клапанов, такой как система Neway. Эти фрезы оснащены сменными резцами из карбида вольфрама, установленными в корпусах фрез под определенным углом. Использование нескольких фрез позволяет получить несколько углов на одном посадочном месте. Это отличные фрезы для сидений «начального уровня», потому что они обтачиваются вручную (не требуются дорогие машины или драйверы) и обеспечивают превосходную отделку. Недостатки заключаются в том, что, как и при шлифовке, вам нужно использовать несколько фрез для завершения седла клапана, и вы можете непреднамеренно приложить слишком большое давление в ту или иную сторону и получить неровные седла. А если вы обрабатываете большое количество посадочных мест, ручная резка станет утомительной. У вас также есть только определенные углы на выбор.
Окончательный процесс обработки, о котором мы поговорим в этой статье, — резка посадочного места с использованием режущих лезвий с несколькими углами. Это процесс обработки, который вы, вероятно, найдете в большинстве высокопроизводительных мастерских, потому что он позволяет вам резать несколько углов за один проход. Лезвия изготовлены из карбида вольфрама для отличной резки и длительного срока службы, и их можно настроить по индивидуальному заказу.
