Чем притереть клапана если нет пасты: Как притереть клапана в домашних условиях
Содержание
Как притереть клапана в домашних условиях
Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Содержание статьи
- Немного матчасти
- Для чего притирать клапаны
- Как определить, что клапан нужно притирать
- Притирка клапанов
- Какую притирочную пасту использовать
- Подведем итоги
Немного матчасти
Для тех, кто не в курсе, стоит пояснить, что клапаны находятся в головке блока цилиндров. Для каждого цилиндра имеется минимум два клапана (в большинстве автомобилей). Один клапан обеспечивает впуск топливно-воздушной смеси в цилиндр (камеру сгорания) из впускного коллектора, а другой – выпускает отработанные газы в выпускной коллектор.
Разумеется, открываются клапаны поочередно. Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра. В закрытом состоянии головка клапана находится в седле и герметично закрывает камеру сгорания, прижимаясь к седлу рабочей фаской.
Рекомендуем также прочитать статью об устройстве ГРМ. Из этой статьи вы узнаете о назначении, принципах работы и других особенностях механизма газораспределения двигателя.
Для чего притирать клапаны
В процессе работы на тарелках клапанов, а также на седлах образуется нагар. Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Что касается неплотного прилегания выпускного клапана, то в этом случае будет происходить не только нарушение герметичности на такте сжатия, но и прорыв расширяющихся газов из камеры сгорания после воспламенения заряда. Раскаленные газы оплавляют выпускной клапан, двигатель теряет мощность, так как часть газов не толкает поршень, а вылетает в выпуск. Такие последствия являются ответом на вопрос, что будет, если клапана не притерты.
Однако для того, чтобы исправить положение, нет особых сложностей. Больше времени и сил приходится расходовать на снятие головки блока цилиндров и самих клапанов. Кроме того, высока вероятность отсутствия необходимости притирать каждый из них.
Как определить, что клапан нужно притирать
Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
- Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.

Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Какую притирочную пасту использовать
Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.
Крупнозернистые пасты неопытному автолюбителю использовать не стоит. Ошибка в работе может привести к появлению существенных дефектов не фасках клапана и седла, что повлечет за собой дополнительные расходы. По этой причине лучше использовать среднезернистые пасты для основной работы и мелкозернистые для шлифовки.
Очень часто в комплекте идут уже два тюбика, что облегчает задачу для покупателя. В магазинах часто встречается паста «ФАБО» в стилизованной (в форме клапана) упаковке. Кстати, название – это аббревиатура и расшифровывается как Финишная Антифрикционная Безабразивная Обработка. Эту пасту нужно использовать в качестве финишной, после того, как клапан будет притерт при помощи паст «Классическая» или «Алмазная», продающихся в такой же упаковке.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Особенно, когда нет соответствующего опыта.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
Как притереть клапана ГБЦ | Permatex Украина
Skip to content
Предыдущая Следующая
View Larger Image
Как притереть клапана ГБЦ самостоятельно.

Какие существуют способы.
Правила правильной притирки.
Клапаны ГБЦ отвечают за ввод необходимого количества топливно-воздушной смеси в камеру сгорания, а затем за отвод уже отработанных газов из камеры. Каждый клапан должен плотно прилегать к седлу и обеспечивать полную герметичность. Чем меньше будет потеря давления через клапан, тем больше будет компрессия в момент сжатия. Чем плотнее шляпка клапана контактирует с гнездом, тем лучше теплоотвод от клапана и меньше вероятность прогара.
Притирку клапанов выполняют при замене клапанов или ремонте старых, если их износ ещё допускает обработку.
Какие существуют виды обработки клапана.
Фрезерование
Самую высокую точность даёт завод производитель. На специальных станках выполняется нарезание фаски с высокой точностью и идеальной центровкой. Такой вариант обеспечит самую лучшую геометрию поверхности и последующая доводка уже не нужна. Деталь перед сборкой просто промывают.
Если обработку выполнять на непрофильном предприятии или делать вручную, то существуют специальные фрезы. Они выпускаются в наборах с разными диаметрами под разные модели автомобиля. Когда оборудование в отличном состоянии и может выполнить заводские допуски, то вероятно, что последующая притирка не потребуется.
Но в случае использования старых клапанов или нет гарантии в точности обработки, то после фрезы максимальное сопряжение двух поверхностей можно добиться абразивным составом.
Притирка
Притирка клапанов возможна только когда необходимо только удалить нагар и убрать микронеровности. В этом случае используют притирочные абразивные пасты.
Притирочная паста наносится тонким слоем на рабочую кромку клапана. Для центровки клапан вставляется в своё посадочное место, прижимается и вращается вокруг оси.
Для лучшего эффекта направление вращения постоянно меняют. После притирки остатки пасты нужно тщательно смыть.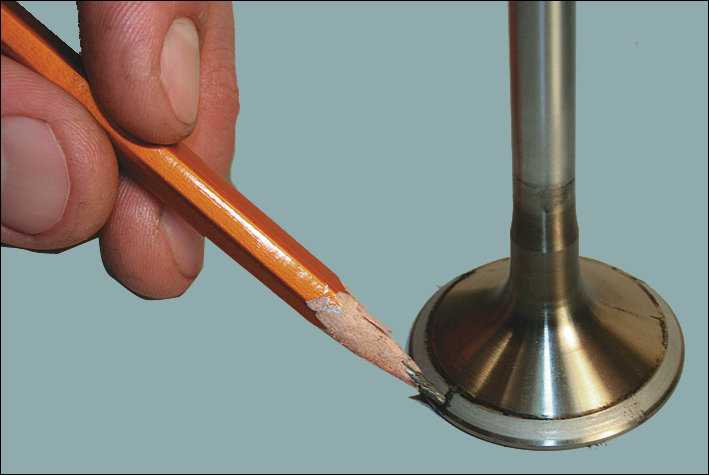 Паста Permatex® Valve Grinding Compound смывается обычной водой без остатка.
Паста Permatex® Valve Grinding Compound смывается обычной водой без остатка.
Что еще важно знать?
- Некоторые производители для качественной подгонки деталей после своих грубых абразивов рекомендуют использовать два или даже три разных составов пасты по-этапно. Это усложняет работу и удорожает процесс.
- Существует много споров по вопросу использования для притирки «алмазные» пасты. Первое мнение: алмазные притирки не наносят вреда металлу. Другие специалисты,наоборот, утверждает, что после притирки «алмазным» составом частицы абразива остаются в металле и влияют на дальнейший ресурс клапана.
Технология универсальной притирочной пасты Permatex® Valve Grinding Compound позволяет использовать только один состав. Состав разработан так, что в процессе притирки частицы абразива уменьшаются и к финалу работы дают идеальную поверхность металла.
Паста Перматекс Valve Grinding Compound не содержит алмазы, полностью удаляется после использования.
Два распространённых способа ручной притирки клапанов.
Существует два основных способа крепления клапана: “за стержень” или “за тарелку”.
При креплении за стержень лучше использовать резиновые переходники или шланги чтобы не повредить поверхность стержня. Для крепления за тарелку существуют специальные палочки для притирки с присосками на концах.
Для новичка трудно будет определить сразу результат работы. Важно проверить работу на герметичность.
Простой способ проверки — налить на отремонтированный и закрытый клапан керосин, подставить снизу чистую бумагу и наблюдать пропустит или не пропустит клапан керосин.
Можно использовать вакуумный тестер, которым поочерёдно проверяют каждое отверстие, и если нет вакуума, то нет и герметичности.
Стоит также учесть, что в процессе работы двигатель может «притереть» клапана под себя. Если была небольшая негерметичность, то через короткое время она может исчезнуть, правда и противоположный случай тоже возможен.
Точная подгонка клапанов при помощи абразивных составов является ответственной и кропотливой работой. Не рекомендуем спешить и прилагать излишние усилия или использовать высокооборотистый и мощный инструмент. Ручная притирка зачастую уступает механической, из-за невозможности точной центровки. Но такой способ для многих является единственно возможным и тут понадобиться опыт.
Не нужно выполнять работу «на коленке» из подручных материалов.
Вы можете сейчас сэкономить немного времени и денег, а через месяц получить повторный ремонт.
Мы не можем отвечать за качество мастера, но гарантируем высокое профессиональное качество наших продуктов.
Паста для притирки Permatex® Valve Grinding Compound 80036 (42,5 грамма)
250 грн.Добавить в корзину
Паста для притирки Permatex® Valve Grinding Compound 80037 (85 грамм)
370 грн.Добавить в корзину
Набор для ручной притирки клапанов Performance Tool W 86552
500 грн. Подробнее
Подробнее
AdminAn2021-07-23T08:31:43+02:00
Шлифовка/притирка клапанов двигателя | Grimmer Motors Hamilton
Что такое притирка клапанов?
Клапаны в двигателе выполняют несколько функций. Во-первых, они должны обеспечивать поступление топлива и воздуха. Затем они должны загерметизировать двигатель. Поскольку происходит сгорание двигателя, выпускной клапан также должен позволять сгоревшим газам выходить из камеры сгорания.
Притирка клапана (обычно называемая работой клапана или притиркой клапана) может иметь решающее значение для правильного функционирования клапанов/уплотнений. Это процесс сглаживания клапанов двигателя, чтобы они могли эффективно герметизировать седло клапана в головке блока цилиндров и полностью герметизировать камеру сгорания двигателя.
Когда требуется притирка клапана?
По мере увеличения пробега вашего автомобиля клапаны могут изнашиваться и нуждаться в ремонте. Это связано с постоянным движением и перегревом двигателя. Благодаря достижениям в области металлических клапанов большинству современных двигателей никогда не потребуется притирка клапанов. Однако, если есть проблема с клапаном, седлом клапана, толкателем клапана или коромыслом, может потребоваться снять головку блока цилиндров, чтобы установить новый впускной или выпускной клапан. В этот момент может потребоваться притирка клапана (клапанов) или его работа / шлифовка.
Это связано с постоянным движением и перегревом двигателя. Благодаря достижениям в области металлических клапанов большинству современных двигателей никогда не потребуется притирка клапанов. Однако, если есть проблема с клапаном, седлом клапана, толкателем клапана или коромыслом, может потребоваться снять головку блока цилиндров, чтобы установить новый впускной или выпускной клапан. В этот момент может потребоваться притирка клапана (клапанов) или его работа / шлифовка.
Старые автомобили (до 1970-х гг.), которые гораздо более склонны к прогоранию клапанов и часто нуждаются в регулярной притирке клапанов.
Работа клапанов дает механикам возможность тщательно осмотреть остальную часть двигателя, включая головки цилиндров и блок цилиндров. Любые трещины или утечки в этих компонентах могут привести к утечке масла из автомобиля и его перегреву.
Симптомы повреждения клапана включают:
- Повышенный расход топлива
- Двигатель работает неравномерно
- Белый дым из выхлопных газов
- Пыхтение из выхлопной трубы двигателя
- Недостаточная мощность двигателя
Подробнее об отказе клапана двигателя >
Из чего состоит притирание клапана?
- Клапан(ы) сняты с вашего двигателя и подготовлены для очистки.

- Нагар удаляется с клапана с особой осторожностью, чтобы не поцарапать и не повредить поверхность клапана.
- Клапан отшлифован для создания равномерного равномерного рисунка вокруг поверхности клапана.
- Клапан переустанавливается в головку блока цилиндров и притирается пастой для притирки клапанов.
Притирка клапанов двигателя, ремонт и техническое обслуживание в Гамильтоне
Надлежащее техническое обслуживание двигателя может значительно продлить срок службы вашего автомобиля. В Grimmer Motors мы можем снять головку блока цилиндров вашего двигателя и организовать надежный, качественный ремонт и замену клапанов. Это позволит вашему двигателю работать исправно.
Для притирки и обслуживания клапанов двигателя в Гамильтоне свяжитесь с Grimmer Motors сегодня!
Обратите внимание — обычно мы не храним и не поставляем только «только детали» для этой услуги. Мы являемся универсальной мастерской по ремонту автомобилей. Если вы можете привезти к нам свой автомобиль, мы можем диагностировать проблему, найти и установить необходимые детали или организовать для вас соответствующий сервис.
Если вы можете привезти к нам свой автомобиль, мы можем диагностировать проблему, найти и установить необходимые детали или организовать для вас соответствующий сервис.
ЗАБРОНИРОВАТЬ
Телефон: 07 855 2037
Адрес: 998 Heaphy Terrace, Fairfield, Hamilton
Промышленная шлифовка и притирка клапанов
Шлифовальные головки с индивидуальным приводом – ключ к плоским седлам клапанов
Ищете процедуру шлифовки клапанов, которая проста в использовании и дает превосходные результаты?
Целью шлифовки и притирки клапанов является получение плотной плоской поверхности. Система LarsLap с ее шлифовальными головками с индивидуальным приводом достигает именно этого.
Шлифовальные головки с приводом от трения часто создают вогнутую поверхность, т.е. поверхность, которая немного ниже внутри.
Одинарные шлифовальные круги часто имеют выпуклую поверхность, т. е. поверхность немного ниже снаружи. У этого типа кофемолки скорость вращения выше на внешней стороне диска. Кроме того, шлифовальная пыль мигрирует к периферии диска, способствуя дополнительному шлифованию по внешней кромке.
Кроме того, шлифовальная пыль мигрирует к периферии диска, способствуя дополнительному шлифованию по внешней кромке.
Плотная плоская поверхность особенно важна для предохранительных клапанов, так как они зависят от натяжения пружины, чтобы оставаться закрытыми.
Подробнее о методах притирки клапанов читайте здесь.
Трение является ключом ко всем видам шлифовки, включая промышленную процедуру шлифовки клапанов. Успешный результат зависит от правильного количества трения – это то, что вызывает истирание. Соответствующее истирание определяется материалом седла клапана, требуемым количеством съема материала и скоростью машины. Единственным наиболее важным фактором в этом уравнении является трение, то есть качество абразивного материала. Это означает, что шлифовальные круги необходимо выбирать с осторожностью.
Подробнее об абразивах читайте здесь.
Притирка и ремонт клапана на месте
При подготовке к шлифовке седла клапана сначала необходимо протереть седло и удалить всю влагу. Затем поверхность седла следует очистить более тщательно, слегка отшлифовав ее с помощью портативного станка для шлифовки клапанов наждачной бумагой мелкого и среднего размера с зернистостью 120–180. Внимательно осмотрите поверхность и оцените степень повреждения.
Затем поверхность седла следует очистить более тщательно, слегка отшлифовав ее с помощью портативного станка для шлифовки клапанов наждачной бумагой мелкого и среднего размера с зернистостью 120–180. Внимательно осмотрите поверхность и оцените степень повреждения.
Если имеются только небольшие царапины, продолжайте с мелкой зернистостью. Не начинайте с грубой зернистости, предварительно не использовав мелкозернистую – это только затянет процесс. Если на сиденье есть глубокие царапины, используйте крупнозернистый песок.
Регулярно проверяйте ход процесса шлифования. Когда большая часть повреждений будет удалена, смените бумагу на бумагу с более мелкой зернистостью.
Когда поверхность станет гладкой, процесс завершен. Не шлифуйте больше, чем необходимо — это только сократит срок службы клапана. Некоторые метки могут быть оставлены при условии, что они не мешают герметизирующему действию клапана.
Дефекты поверхности седла клапана – устранены с помощью нашей процедуры промышленной шлифовки клапана
Может быть полезно записать тип повреждения седла клапана, чтобы попытаться установить первопричину проблемы.
Следы защемления или защемления вызваны посторонними предметами в трубопроводе. Обычно эти отметки не глубже 0,05 мм.
Порезы обычно возникают в результате скользящего движения задвижек или любых задвижек с клином или плунжером с использованием скользящего действия. Повреждение происходит между седлом и клином, когда клапан открывается и закрывается. Обычно это более распространено на нижней стороне клапана, между положениями «4 часа» и «8 часов». Часто они глубже 0,05 мм. Если возможно, можно избежать следов резки, используя клапан с меньшим радиусом.
Следы эрозии видны в месте утечки, когда клапан закрыт. Это можно найти на всех типах клапанов. Следы часто глубже 0,05 мм.
Седло неровное – это может произойти, если седло подвергалось сварке, когда седло изнашивалось или было неаккуратно отшлифовано или притерто. Это дефект, который чаще всего встречается на задвижках.
Трещины в седле – это обычно происходит на клапанах со сварным седлом.
Коническое седло – поверхность обычно должна быть плоской, но может стать вогнутой или выпуклой из-за неправильного шлифования.
Ремонт протекающих клапанов с помощью нашей промышленной процедуры притирки и шлифовки
Ремонт клапана может выполняться на месте, когда клапан все еще установлен на трубопроводной системе, или в мастерской. Притирка и ремонт клапана на месте, как правило, более эффективны, поскольку устраняют необходимость удаления клапана из системы. Единственный случай, когда техническое обслуживание в мастерской более эффективно, — это когда требуется капитальный ремонт клапана.
Для обслуживания клапана на месте необходимо снять крышку и обеспечить достаточное пространство вокруг и внутри корпуса клапана. Чтобы наилучшим образом использовать доступное пространство, убедитесь, что приобретаемое вами оборудование легкое, способно поместиться в ограниченном пространстве, а также легко крепится. Ваше время на месте должно быть потрачено на шлифовку клапана, а не на монтаж приспособления для шлифовки клапана.
Если вам нужна эффективная машина для шлифовки клапанов для обслуживания на месте, сообщите нам об этом — мы будем рады помочь найти для вас правильное решение.
Шлифовальное оборудование для использования в мастерской должно быть простым в эксплуатации и регулировке, универсальным для использования в различных областях и иметь возможность расширять возможности с помощью дополнительных принадлежностей для специализированных областей применения.
- Перед демонтажем клапана для подготовки к техническому обслуживанию область вокруг клапана следует закрыть пластиковыми листами, чтобы предотвратить потерю деталей и ненужное распространение грязи и смазки.
- Начните разборку, удалив всю изоляцию. Очистите клапан снаружи. Удалите ржавчину и краску с гаек и болтов. Смажьте болты проникающей смазкой. Старайтесь избегать повреждений крепежа — даже одна поврежденная гайка приведет к чрезмерному увеличению времени простоя и стоимости.
- Демонтируйте внутренние детали клапана.
 Очистите, проверьте и отметьте, чтобы обеспечить правильную установку. Очистите внутреннюю часть корпуса клапана, удалив ржавчину и оставшуюся жидкость. Проверьте прокладки на наличие трещин, коррозии и дефектов.
Очистите, проверьте и отметьте, чтобы обеспечить правильную установку. Очистите внутреннюю часть корпуса клапана, удалив ржавчину и оставшуюся жидкость. Проверьте прокладки на наличие трещин, коррозии и дефектов. - Начните притирку, обработав любые большие дефекты на поверхности седла клапана. Отшлифуйте дефекты с помощью портативных шлифовальных машин для клапанов, используя подходящие абразивы в зависимости от материала и состояния седла. Подробнее о материалах сиденья читайте здесь.
- Удалите шлифовальную пыль с клапана.
- Проверьте клапан на герметичность, чтобы убедиться, что он соответствует действующим стандартам.
- Соберите и установите клапан в исходное положение. Убедитесь, что привод все еще работает.
- Наконец, напишите отчет о проведенной процедуре.
Станки для притирки клапанов
Если имеющееся у вас оборудование для притирки клапанов кажется вам неадекватным, система LarsLap может стать для вас решением — легким, но точным.
За прошедшие годы было разработано большое количество методов шлифовки и притирки клапанов. Компания LarsLap впервые применила технологию шлифовальных головок с индивидуальным приводом, поскольку существовавшие ранее методы были громоздкими и давали неточные результаты.
Шлифовальные головки с индивидуальным приводом сегодня являются предпочтительной технологией для предпочтительной процедуры притирки промышленных клапанов. Однако другие методы, в том числе традиционные, все еще используются во многих местах в отрасли.
При использовании шлифовальных головок с индивидуальным приводом шлифовальные круги располагаются планетарно вокруг центральной приводной головки. Это обеспечивает одинаковую скорость внутри и снаружи сиденья. Диски можно правильно расположить как на плоском, так и на наклонном посадочном месте, заставляя шлифовальные головки одинаково шлифовать по всей поверхности посадочного места. Таким образом, за короткое время получается идеально ровное сиденье с гладкой поверхностью и рисунком поперечной штриховки.
Шлифовальные или фрезерные станки для использования в мастерских представляют собой высокоскоростные станки, которые позволяют шлифовать или фрезеровать снаружи, внутри и в плоскости под любым требуемым углом. Механизм крепления обеспечивает точную центровку станка. Результаты превосходны, а скорость резки выше, чем у любого другого метода.
Шлифовальные станки с шлифовальными головками с фрикционным приводом создают тонкую структуру поверхности с рисунком в виде штриховки. Однако скорость резания относительно низкая. На плоских седлах шлифовальные головки с фрикционным приводом должны располагаться не по центру, чтобы вызвать вращательное действие. Трение может привести к замедлению или остановке шлифовальной головки там, где силы трения максимальны.
В результате эта технология будет производить разные скорости снаружи и внутри сиденья, что может привести к вогнутому сиденью.
Шлифовальный станок со сплошными плоскими или изогнутыми чугунными пластинами – Этот метод можно использовать для плоских седел и небольших задвижек, когда не хватает места.
