Чем притереть клапана если нет пасты: Притирка клапана чем, и как проще. | OPPOZIT.RU | мотоциклы Урал, Днепр, BMW
Содержание
Чем притереть клапана в домашних условиях
Содержание
Демонтаж головки блока цилиндров и притирка клапанов. Необходимый инструмент и особенности проведения работы. Также смотрите видео.
В процессе капитального ремонта силового агрегата проводится обязательная притирка клапанов. Это необходимо для обеспечения герметичности клапанного механизма и улучшения коэффициента компрессии. Несмотря на кажущуюся сложность, притирка клапанов не требует специального оборудования и особой квалификации мастера.
Перед проведением работ необходимо запастись необходимым инструментом. Для ускорения процесса можно воспользоваться дрелью, при её отсутствии изготавливается ручной инструмент.
Для него понадобится металлический стержень, на который необходимо одеть резиновый шланг, совпадающий по диаметру с клапанами.
Все процедуры проводились на автомобиле ВАЗ 2110. На других моделях процедура ничем не отличается.
Порядок действий по выполнения притирки клапанов:
1. По завершении подготовки можно приступать к разбору силового агрегата. В первую очередь снимается всё навесное оборудование, мешающее работе с головкой блока цилиндров. Поршень первого цилиндра устанавливается в верхнюю мёртвую точку и сливается охлаждающая жидкость. Демонтируется впускной и выпускной коллектор.
По завершении подготовки можно приступать к разбору силового агрегата. В первую очередь снимается всё навесное оборудование, мешающее работе с головкой блока цилиндров. Поршень первого цилиндра устанавливается в верхнюю мёртвую точку и сливается охлаждающая жидкость. Демонтируется впускной и выпускной коллектор.
2. После получения доступа к головке снимается воздушный фильтр и крышка клапанов. Теперь можно демонтировать саму головку блока цилиндров, но перед этим необходимо зафиксировать шкив распределительного вала. Для этого достаточно упереть отвёртку в специальную шпильку. После этого со шкива снимается ремень ГРМ. Отворачивается болт и шайба крепления шкива и он снимается с распределительного вала. После этого выкручиваются болты крепления и производится демонтаж головки. Её необходимо сдвинуть таким образом, чтобы один конец распределительного вала вышел за пределы крышки ремня газораспределения.
4. После этого на седла наносится притирочная (алмазная) паста и клапана устанавливаются на место.
5. На стержень клапана одевается подготовленный инструмент. Если же притирка проводится с помощью дрели, то клапан устанавливается в её патрон. Во время притирки стержень должен аккуратно поворачиваться во все стороны и быть прижатым к седлу.
6. Во время работы необходимо обращать внимание на цвет седла и самого клапана. Об окончании притирки можно судить по равномерному серому цвету на кромке клапана и его седле.
7. По завершении работ клапана вновь промываются бензином. Необходимо полностью удалить остатки притирочной пасты, иначе герметичность работы клапанного механизма будет быстро нарушена.
8. Теперь необходимо проверить герметичность клапанов. Для этого в камеры сгорания налейте керосин. Если керосин на протяжении 3х минут не просочится из камер сгорания, то герметичность в порядке. Если жидкость прошла, то продолжаем производить притирку клапанов дальше.
Видео по притирки клапанов дрелью:
Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Читайте в этой статье
Немного матчасти
Для тех, кто не в курсе, стоит пояснить, что клапаны находятся в головке блока цилиндров. Для каждого цилиндра имеется минимум два клапана (в большинстве автомобилей). Один клапан обеспечивает впуск топливно-воздушной смеси в цилиндр (камеру сгорания) из впускного коллектора, а другой – выпускает отработанные газы в выпускной коллектор.
Разумеется, открываются клапаны поочередно. Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра. В закрытом состоянии головка клапана находится в седле и герметично закрывает камеру сгорания, прижимаясь к седлу рабочей фаской.
Для чего притирать клапаны
В процессе работы на тарелках клапанов, а также на седлах образуется нагар. Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Однако для того, чтобы исправить положение, нет особых сложностей. Больше времени и сил приходится расходовать на снятие головки блока цилиндров и самих клапанов. Кроме того, высока вероятность отсутствия необходимости притирать каждый из них.
Как определить, что клапан нужно притирать
Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять.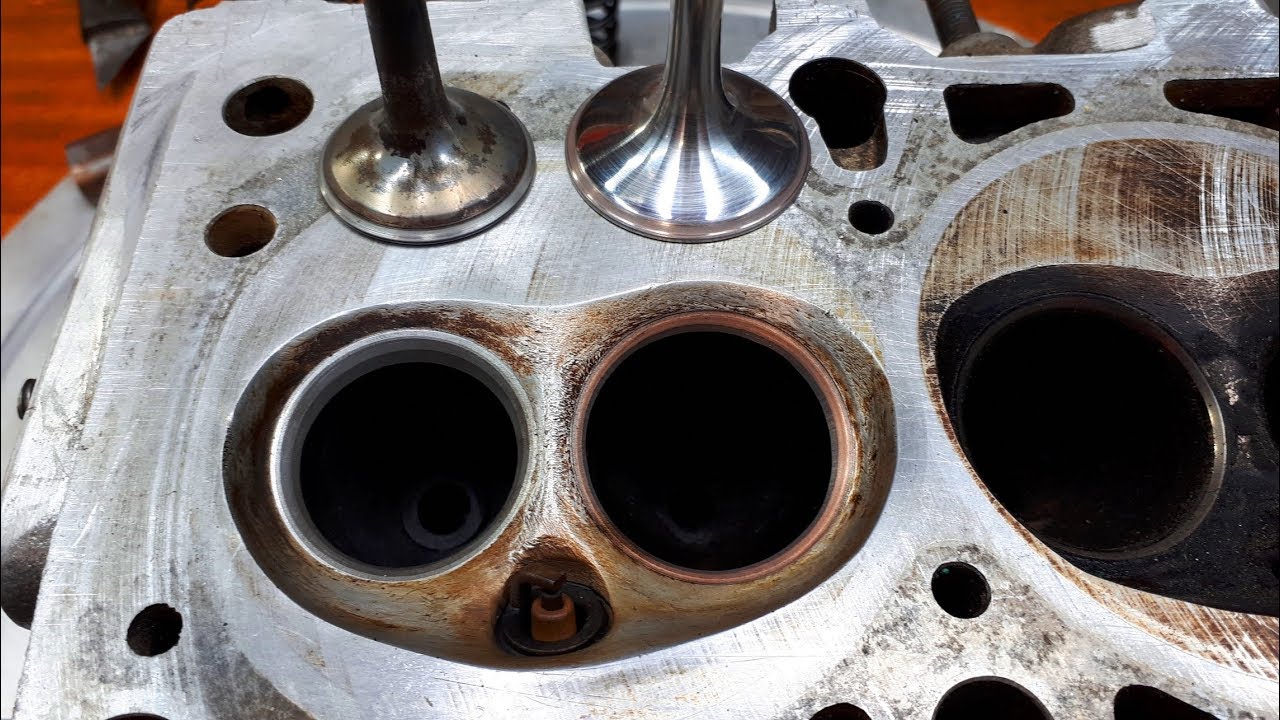 Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
- Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла.
 Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство. - Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Какую притирочную пасту использовать
Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.
Очень часто в комплекте идут уже два тюбика, что облегчает задачу для покупателя. В магазинах часто встречается паста «ФАБО» в стилизованной (в форме клапана) упаковке. Кстати, название – это аббревиатура и расшифровывается как Финишная Антифрикционная Безабразивная Обработка. Эту пасту нужно использовать в качестве финишной, после того, как клапан будет притерт при помощи паст «Классическая» или «Алмазная», продающихся в такой же упаковке.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
Автовладельцам за время длительной эксплуатации машины зачастую приходится сталкиваться с разными трудностями. Одной из них является притирка, или замена клапанов. Однако это один из этапов ремонта ГБЦ, который можно провести своими силами. Как притереть клапаны на авто марок ВАЗ 2106 и 2109?
Для чего нужна притирка клапанов
Основная цель проведения процедуры — обеспечение работоспособности клапанов. Регулярное неосуществление притирки может привести к тому, что клапаны перестанут качественно функционировать — не будут пропускать в камеру сгорания воздух и топливо. Последствия этого могут быть не самыми благоприятными: ухудшаются ходовые качества двигателя, что со временем способно привести к поломке.
Поводов для притирки клапанов может быть много, основной из них — длительная эксплуатация авто
Притирка клапанов позволяет достичь максимальной герметичности системы. Процедура проводится не только после монтажа новых деталей, но и при их длительной эксплуатации. Например, справиться с «дёрганьем» автомобиля на холостых оборотах ввиду разницы компрессии может именно качественно проведённая притирка.
Процедура проводится не только после монтажа новых деталей, но и при их длительной эксплуатации. Например, справиться с «дёрганьем» автомобиля на холостых оборотах ввиду разницы компрессии может именно качественно проведённая притирка.
Способы проведения работ
Форму клапанам можно придавать разными способами — как ручным, так и станочным, однако разница в итоге будет значительной. Наиболее точно выполнить процедуру возможно на станке для обработки клапанов и сёдел, наименее, соответственно, вручную с использованием притирочной пасты.
- Станки. За счёт жёсткой центровки посредством станка проводится точное сопряжение и нарезка фаски клапана и седла. В результате такой процедуры создаётся качественный нарезанный профиль высокой точности. Такая обработка не требует дополнительных манипуляций, только промывки и сборки ГБЦ.
Станок для притирки клапанов — дорогое удовольствие, не в каждом гараже найдётся
Ручные фрезы. Если нет возможности работать на высокоточном оборудовании, можно провести процедуру притирки клапанов при помощи ручной фрезы. Такие инструменты различаются диаметром, который подбирается под определённую модель двигателя. Всего вырезается три фаски на сёдлах под разными градусами — 30, 45 и 60°. Подобным образом не обрабатываются новые детали, только старые.
Такие инструменты различаются диаметром, который подбирается под определённую модель двигателя. Всего вырезается три фаски на сёдлах под разными градусами — 30, 45 и 60°. Подобным образом не обрабатываются новые детали, только старые.
Притирку клапанов можно проводить с помощью ручной фрезы
Собственноручная притирка клапанов. Проводится самостоятельно посредством абразивного состава в случае, если поверхности деталей должны быть просто обработаны без внесения значимых изменений. При таком варианте по периметру детали наносится специальная паста, после чего клапан помещается на своё посадочное место. Затем деталь необходимо упереть в седло и одновременно вращать вокруг оси, что позволяет полностью стереть все неровности плоскости.
Ручная притирка клапанов — наиболе трудоёмкий вариант проведения работ
После проведения абразивной притирки вся паста должна быть тщательно смыта.
Правила и секреты притирки
Процесс притирки — процедура, которую можно провести как самостоятельно, так и с помощью специалистов. При осуществлении подобной обработки деталей желательно соблюдать правила:
При осуществлении подобной обработки деталей желательно соблюдать правила:
- менять местами клапаны после притирки нельзя;
- в работе используются абразивные составы разного качества;
- все детали сразу же после притирки тщательно вымываются;
- перед установкой ГБЦ её проверяют на герметичность путём заливки керосина в камеру сгорания.
Головка блока цилиндров перед притиркой снимается. Прежде чем приступать к процедуре, необходимо учесть несколько нюансов:
- перед демонтажем клапанов снимаются их пружины, это позволит легко вытащить их из втулок;
- перед самой процедурой притирки клапаны тщательно осматриваются. Если имеются следы дефектов, то их меняют на новые. Нагар очищается при помощи металлической щётки.
Как притереть в домашних условиях правильно
Притирка клапанов осуществляется несколькими методами. В домашних условиях можно использовать фрезу, однако если её нет, то можно прибегнуть и к ручному способу.
Инструменты для проведения притирочных работ
Используют приспособления двух групп:
- Инструменты, зажимающие и фиксирующие клапан на стержне. На одной стороне размещается ручка, вращением которой достигается желаемый результат;
Инструменты для притирки клапанов можно приобрести либо изготовить своими руками
Присоски для притирки клапанов имеют различные размеры и для каждой марки автомобиля подбираются индивидуально
Если специального инструментария нет, то можно воспользоваться обычной дрелью или шуруповёртом.
Помимо перечисленных выше приборов, могут понадобиться следующие материалы:
- алмазная либо абразивная паста;
- слабая пружина, которую можно сжать вручную;
- керосин.
Притирочная паста
Притирочная паста для проведения работ должна быть как минимум двух разновидностей
Абразивный материал — одна из главных составляющих, используемых в процедуре притирки клапанов. Приобрести его можно в специализированных автомобильных магазинах.
Перед работой желательно приобрести два тюбика пасты — крупнозернистую и мелкозернистую. Если купить такие составы нет возможности, его можно приготовить самостоятельно из стружки с наждачного камня или бумаги и солидола либо похожего вещества. Готовая паста должна по структуре напоминать сметану.
Шарошка
Шарошка, используемая для восстановления сёдел клапанов, не всегда необходима при притирке, однако запастись ей не помешает
Сёдла клапанов восстанавливаются при помощи этого инструмента. Необходимость его применения определяется по состоянию сёдел. Если на них имеется нагар и раковины, дефекты фасок (наличие ступенек или скруглений), то используется шарошка.
Поскольку на ВАЗ 2106 и ВАЗ 2109 величины и формы сёдел различаются, то подбирается определённый инструментарий. Чтобы сократить время обработки клапана, можно воспользоваться дрелью. С этой целью шарошку крепят в патроне и удаляют верхний слой металла. Выработку прекращают после того, как появится ровный и блестящий круг.
Инструменты для притирочных работ
Собрать прибор для проведения притирки клапанов можно своими руками, использовав для этого сверло, дрель, шланг и два хомута. На конец сверла крепится шланг, место соединения перетягивается хомутом, а само сверло вставляется в патрон дрели. К стержню клапана прикрепляется второй конец шланга.
Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Заменить такой инструмент можно специальной присоской, крепящейся к тарелке клапана и вставляющейся в патрон дрели. При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
- Процесс осуществляют в обе стороны.
- Чтобы не допускать перегрев поясков и сёдел, скорость вращения патрона дрели выставляют в пределах 500 оборотов в минуту.
Притирка клапанов на ВАЗ 2109 при помощи пасты своими руками
- На клапан натягивается пружина, после чего он вставляется обратно в гнездо.

Клапан оснащается пружиной и помещается в гнездо
Инструмент устанавливается на клапан с пружиной
Абразивная паста на тарелке клапана должна быть распеделена равномерно
Так осуществляется ручная притирка клапана
Так проявляется серое кольцо на тарелке клапана (справа)
Так должен выглядеть клапан после притирки и промывки
Видео в помощь новичку
Как притереть на станке
При проведении притирки клапанов желательно воспользоваться специальным станком.
- В фиксаторе размещается клапан, после чего включается станок. Клапан крутят в сторону, противоположную направлению вращения шлифовального круга, с меньшей скоростью.
Станки для притирки клапанов обычно есть лишь в автосервисах, и то не во всех
Шлифовка клапана на станке должна проводиться аккуратно, без фанатизма
Так выглядит клапан после притирки на станке. Разница между ручным и автоматизированным способами видна сразу
Разница между ручным и автоматизированным способами видна сразу
Шарошка нужна только для устранения нагара
Как осуществляются работы (видео)
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Штрафы за пересечение стоп-линии и превышение скорости больше не побеспокоят!
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
Притирка клапанов: как правильно притереть клапана
Двигатель
После замены клапанов надо обязательно выполнить их притирку. Если вы устанавливаете клапана без притирки, есть риск, что они будут пропускать воздух или бензин в закрытую камеру сгорания. Кроме того, иногда может потребоваться и притирка старых клапанов: основной признак того, что клапана требуют притирки, – это разная компрессия в цилиндрах, при которой автомобиль дергается на холостых оборотах.
Обратите внимание: прежде чем приступать к притирке старых клапанов, их нужно очистить от нагара с помощью металлической щетки, после чего проверить на биение с помощью специального прибора.
Для притирки клапанов необходимы следующие инструменты и материалы:
1. Притирочная паста. В автомагазинах можно найти много вариантов притирочной пасты. Основная характеристика притирочной пасты – это степень обработки. Опытные автомобилисты советуют брать мелкозернистую пасту, так как с ней притирка клапанов будет гораздо быстрее и эффективнее.
В автомагазинах можно найти много вариантов притирочной пасты. Основная характеристика притирочной пасты – это степень обработки. Опытные автомобилисты советуют брать мелкозернистую пасту, так как с ней притирка клапанов будет гораздо быстрее и эффективнее.
2. Инструмент для притирки клапанов. Если специального инструмента у вас нет, приспособление для притирки клапанов можно изготовить своими руками с помощью дрели и резинового шланга.
3. «Шарошка» для клапанного гнезда. Она понадобится в том случае, если седло клапана повреждено или прогорело – в таком случае, прежде чем притирать клапан, нужно обработать седло с помощью «шарошки».
Притирку клапанов следует проводить на разобранной ГБЦ. Выполняется она следующим образом:
1. На фаску клапана наносится притирочная паста по кругу.
2. На стержень клапана надевается пружина, клапан вставляется в направляющую втулку со стороны камеры сгорания.
3. Чтобы в направляющую втулку не попала притирочная смазка, стержень клапана следует предварительно смазать графитовой смазкой.
Чтобы в направляющую втулку не попала притирочная смазка, стержень клапана следует предварительно смазать графитовой смазкой.
4. На стержень клапана надевается инструмент для притирки. Если речь идет о самодельном инструменте из дрели – натянуть резиновый шланг.
5. Притирать клапан, попеременно прижимая его к седлу, а потом ослабляя усилия. Если речь идет о притирке с помощью дрели, следует включить ее на минимальные обороты в реверсивном режиме, если о ручном инструменте – вращать по очереди в обе стороны на пол-оборота.
6. Притирку клапана следует проводить до тех пор, пока на фаске не появится «поясок» серого цвета шириной 1,5 мм. В то же время на седле клапана должен появиться блестящий «пояс» такой же ширины – около 1,5 мм.
7. После притирки клапан и седло клапана следует протереть чистой тряпкой и промыть бензином, чтобы удалить остатки притирочной пасты.
8. Процедуру притирки следует повторить для каждого клапана.
После того как притирка клапана завершена, можно проверить его герметичность. Для этого необходимо поставить клапан с пружинами и сухарями, положить головку набок и налить керосина в канал, закрытый клапаном. После этого следует подождать несколько минут: если керосин не поступает в камеру сгорания, значит, клапан герметичен.
Для этого необходимо поставить клапан с пружинами и сухарями, положить головку набок и налить керосина в канал, закрытый клапаном. После этого следует подождать несколько минут: если керосин не поступает в камеру сгорания, значит, клапан герметичен.
Промышленная шлифовка и притирка клапанов
Шлифовальные головки с индивидуальным приводом – ключ к плоским седлам клапанов
Ищете простую в использовании процедуру шлифовки клапанов, дающую отличные результаты?
Целью шлифовки и притирки клапанов является получение плотной плоской поверхности. Система LarsLap с ее шлифовальными головками с индивидуальным приводом достигает именно этого.
Шлифовальные головки с приводом от трения часто создают вогнутую поверхность, т.е. поверхность, которая немного ниже внутри.
Одинарные шлифовальные круги часто имеют выпуклую поверхность, т. е. немного заниженную снаружи. У этого типа кофемолки скорость вращения выше на внешней стороне диска. Кроме того, шлифовальная пыль мигрирует к периферии диска, способствуя дополнительному шлифованию по внешней кромке.
Плотная плоская поверхность особенно важна для предохранительных клапанов, так как они зависят от натяжения пружины, чтобы оставаться закрытыми.
Подробнее о методах притирки клапанов читайте здесь.
Трение является ключом ко всем видам шлифовки, включая промышленную процедуру шлифовки клапанов. Успешный результат зависит от правильного количества трения – это то, что вызывает истирание. Соответствующее истирание определяется материалом седла клапана, требуемым количеством съема материала и скоростью машины. Единственным наиболее важным фактором в этом уравнении является трение, т.е. класс абразивного материала. Это означает, что шлифовальные круги необходимо выбирать с осторожностью.
Подробнее об абразивах читайте здесь.
Притирка и ремонт клапана на месте
При подготовке к шлифовке седла клапана сначала необходимо протереть седло и удалить любую влагу. Затем поверхность седла следует очистить более тщательно, слегка отшлифовав ее с помощью портативного станка для шлифовки клапанов наждачной бумагой мелкого и среднего размера с зернистостью 120–180. Внимательно осмотрите поверхность и оцените степень повреждения.
Внимательно осмотрите поверхность и оцените степень повреждения.
Если имеются только небольшие царапины, продолжайте с мелкой зернистостью. Не начинайте с грубой зернистости, предварительно не использовав мелкозернистую – это только затянет процесс. Если на сиденье есть глубокие царапины, используйте крупнозернистый песок.
Регулярно проверяйте ход процесса шлифования. Когда большая часть повреждений будет удалена, смените бумагу на бумагу с более мелкой зернистостью.
Когда поверхность станет гладкой, процесс завершен. Не шлифуйте больше, чем необходимо — это только сократит срок службы клапана. Некоторые метки могут быть оставлены при условии, что они не мешают герметизирующему действию клапана.
Дефекты поверхности седла клапана – устранены с помощью нашей процедуры промышленной шлифовки клапана
Может быть полезно записать тип повреждения седла клапана, чтобы попытаться установить основную причину проблемы.
Следы защемления или защемления вызваны посторонними предметами в трубопроводе. Обычно эти отметки не глубже 0,05 мм.
Обычно эти отметки не глубже 0,05 мм.
Порезы обычно возникают в результате скользящего движения на задвижках или любых клапанах с клином или плунжером с использованием скользящего действия. Повреждение происходит между седлом и клином, когда клапан открывается и закрывается. Обычно это более распространено на нижней стороне клапана, между положениями «4 часа» и «8 часов». Часто они глубже 0,05 мм. Если возможно, можно избежать следов резки, используя клапан с меньшим радиусом.
Следы эрозии видны в месте утечки, когда клапан закрыт. Это можно найти на всех типах клапанов. Следы часто глубже 0,05 мм.
Седло неровное – это может произойти, если седло подвергалось сварке, когда седло изнашивалось или было неаккуратно отшлифовано или притерто. Это дефект, который чаще всего встречается на задвижках.
Трещины в седле – это обычно происходит на клапанах со сварным седлом.
Коническое седло – поверхность обычно должна быть плоской, но может стать вогнутой или выпуклой из-за неправильного шлифования.
Ремонт протекающих клапанов с помощью нашей промышленной процедуры притирки и шлифовки
Ремонт клапана может выполняться на месте, когда клапан все еще установлен на трубопроводной системе, или в мастерской. Притирка и ремонт клапана на месте, как правило, более эффективны, поскольку устраняют необходимость удаления клапана из системы. Единственный случай, когда техническое обслуживание в мастерской более эффективно, — это когда требуется капитальный ремонт клапана.
Для обслуживания клапана на месте необходимо снять крышку и обеспечить достаточное пространство вокруг и внутри корпуса клапана. Чтобы наилучшим образом использовать доступное пространство, убедитесь, что приобретаемое вами оборудование легкое, способно поместиться в ограниченном пространстве, а также легко крепится. Ваше время на месте должно быть потрачено на шлифовку клапана, а не на монтаж приспособления для шлифовки клапана.
Если вы ищете эффективную шлифовальную машину для обслуживания на месте, сообщите нам об этом — мы будем рады помочь найти для вас правильное решение.
Шлифовальное оборудование для использования в мастерской должно быть простым в эксплуатации и настройке, универсальным для использования в различных областях и иметь возможность расширять возможности с помощью дополнительных принадлежностей для специализированных областей применения.
- Перед разборкой клапана для подготовки к техническому обслуживанию область вокруг клапана следует закрыть пластиковыми листами, чтобы предотвратить потерю деталей и ненужное распространение грязи и смазки.
- Начните разборку, удалив всю изоляцию. Очистите клапан снаружи. Удалите ржавчину и краску с гаек и болтов. Смажьте болты проникающей смазкой. Старайтесь избегать повреждений крепежа — даже одна поврежденная гайка приведет к чрезмерному увеличению времени простоя и стоимости.
- Демонтируйте внутренние детали клапана. Очистите, проверьте и отметьте, чтобы обеспечить правильную установку. Очистите внутреннюю часть корпуса клапана, удалив ржавчину и оставшуюся жидкость.
 Проверьте прокладки на наличие трещин, коррозии и дефектов.
Проверьте прокладки на наличие трещин, коррозии и дефектов. - Начните притирку, обработав любые большие дефекты на поверхности седла клапана. Отшлифуйте дефекты с помощью портативных шлифовальных машин для клапанов, используя подходящие абразивы в зависимости от материала и состояния седла. Подробнее о материалах сиденья читайте здесь.
- Удалите шлифовальную пыль с клапана.
- Проверьте клапан на герметичность, чтобы убедиться, что он соответствует действующим стандартам.
- Соберите и установите клапан в исходное положение. Убедитесь, что привод все еще работает.
- Наконец, напишите отчет о проведенной процедуре.
Станки для притирки клапанов
Если имеющееся у вас оборудование для притирки клапанов кажется вам неадекватным, система LarsLap может стать для вас решением — легким, но точным.
За прошедшие годы было разработано большое количество методов шлифовки и притирки клапанов. Компания LarsLap впервые применила технологию шлифовальных головок с индивидуальным приводом, поскольку существовавшие ранее методы были громоздкими и давали неточные результаты.
Шлифовальные головки с индивидуальным приводом сегодня являются предпочтительной технологией для предпочтительной процедуры притирки промышленных клапанов. Однако другие методы, в том числе традиционные, все еще используются во многих местах в отрасли.
При использовании шлифовальных головок с индивидуальным приводом шлифовальные круги располагаются планетарно вокруг центральной приводной головки. Это обеспечивает одинаковую скорость внутри и снаружи сиденья. Диски можно правильно расположить как на плоском, так и на наклонном посадочном месте, заставляя шлифовальные головки одинаково шлифовать по всей поверхности посадочного места. Таким образом, за короткое время получается идеально ровное сиденье с гладкой поверхностью и рисунком поперечной штриховки.
Шлифовальные или фрезерные станки для использования в мастерских представляют собой высокоскоростные станки, которые позволяют шлифовать или фрезеровать снаружи, внутри и в плоскости под любым требуемым углом. Механизм крепления обеспечивает точную центровку станка. Результаты превосходны, а скорость резки выше, чем у любого другого метода.
Механизм крепления обеспечивает точную центровку станка. Результаты превосходны, а скорость резки выше, чем у любого другого метода.
Шлифовальные станки с шлифовальными головками с фрикционным приводом создают тонкую структуру поверхности с рисунком в виде штриховки. Однако скорость резания относительно низкая. На плоских седлах шлифовальные головки с фрикционным приводом должны располагаться не по центру, чтобы усилить вращательное действие. Трение может привести к замедлению или остановке шлифовальной головки там, где силы трения максимальны.
В результате эта технология будет производить разные скорости снаружи и внутри сиденья, что может привести к вогнутому сиденью.
Шлифовальный станок со сплошными плоскими или изогнутыми чугунными пластинами – Этот метод можно использовать для плоских седел и небольших задвижек, когда не хватает места. Рекомендуется использовать клейкую шлифовальную бумагу, чтобы предотвратить выпуклость чугунных пластин в месте их установки. Сплошная плоская пластина будет развивать более высокую скорость по внешнему периметру, чем по внутренней стороне диска. Следовательно, больше материала удаляется с внешней стороны сиденья, которое становится слегка выпуклым. Этот метод дает шлифовальную структуру с продольной царапиной, что приводит к неточной плоскостности по всему седлу. Если используется шлифовальная паста, она будет медленно мигрировать от центра до тех пор, пока вся паста не окажется снаружи седла. Скорость резки низкая.
Сплошная плоская пластина будет развивать более высокую скорость по внешнему периметру, чем по внутренней стороне диска. Следовательно, больше материала удаляется с внешней стороны сиденья, которое становится слегка выпуклым. Этот метод дает шлифовальную структуру с продольной царапиной, что приводит к неточной плоскостности по всему седлу. Если используется шлифовальная паста, она будет медленно мигрировать от центра до тех пор, пока вся паста не окажется снаружи седла. Скорость резки низкая.
Притирка на вращающемся плоском столе дает хорошие результаты, когда работа выполняется в мастерской. Доступны специальные столы для шлифовки седел клапанов или клиньев. Однако этот метод занимает много времени.
У вас есть вопросы относительно нашей процедуры шлифовки и притирки промышленных клапанов? Пожалуйста, свяжитесь с нами в LarsLap – мы будем рады помочь!
Притирка клапана: необходимая процедура обслуживания клапана
Среди различных передовых методов обслуживания клапана шлифовка и притирка занимают первое место в списке приоритетов, поскольку эта процедура обеспечивает плотную плоскую поверхность. Это эффективно герметизирует поверхность седла клапана в корпусе клапана и на клине/затворе/шаровом/золотнике, полностью герметизируя зону контакта металл-металл седла клапана.
Это эффективно герметизирует поверхность седла клапана в корпусе клапана и на клине/затворе/шаровом/золотнике, полностью герметизируя зону контакта металл-металл седла клапана.
Аллан-Тейлор Бэрри, генеральный директор отдела глобального развития бизнеса — Allap Technical Solutions LLC
Основная процедура
Ремонт клапана может выполняться на месте, когда клапан все еще установлен на трубопроводной системе, или в мастерской. Притирка и ремонт клапана на месте, как правило, более эффективны, поскольку устраняют необходимость удаления клапана из системы. Единственный случай, когда техническое обслуживание в мастерской более эффективно, — это когда требуется капитальный ремонт клапана.
Для обслуживания клапана на месте необходимо снять крышку и обеспечить достаточное пространство вокруг и внутри корпуса клапана. Чтобы наилучшим образом использовать доступное пространство, убедитесь, что приобретаемое вами оборудование легкое, способно поместиться в ограниченном пространстве, а также легко крепится. Ваше время на месте должно быть потрачено на шлифовку клапана, а не на монтаж станка для шлифовки клапана.
Ваше время на месте должно быть потрачено на шлифовку клапана, а не на монтаж станка для шлифовки клапана.
Шлифовальное оборудование для использования в мастерской должно быть простым в эксплуатации и настройке, универсальным для использования в различных областях и иметь возможность расширять возможности с помощью дополнительных принадлежностей для специализированных областей применения.
Подготовка к процедуре
Следующая пошаговая процедура описывает, как подготовить клапан, а также основные этапы шлифовки и притирки клапана:
1. Покройте область под и вокруг клапан с пластиковым покрытием для предотвращения потери деталей и удержания грязи и жира.
2. Начните разборку, удалив всю изоляцию. Очистите клапан снаружи. Удалите ржавчину и краску с гаек и болтов. Смажьте болты проникающей смазкой. Старайтесь избегать повреждений крепежа — даже одна поврежденная гайка приведет к чрезмерному увеличению времени простоя и стоимости.
3. Демонтируйте внутренние детали клапана. Очистите, проверьте и отметьте, чтобы обеспечить правильную установку. Очистите внутреннюю часть корпуса клапана, удалив ржавчину и оставшуюся жидкость. Проверьте прокладки на наличие трещин, коррозии и дефектов.
4. Начните притирку, обработав любые большие дефекты на поверхности седла клапана. Отшлифуйте дефекты с помощью портативных шлифовальных машин для клапанов, используя подходящие абразивы в зависимости от материала и состояния седла.
5. Удалите шлифовальную пыль с клапана.
6. Проверьте клапан на герметичность, чтобы убедиться, что он соответствует действующим стандартам.
7. Соберите и установите клапан в исходное положение. Убедитесь, что привод все еще работает.
8. Напоследок написать отчет о проделанной процедуре.
Техника и оборудование для шлифовки клапанов
За прошедшие годы было разработано большое количество методов шлифовки и притирки клапанов. Шлифовальные головки с индивидуальным приводом сегодня являются предпочтительной технологией. Однако другие методы, в том числе более традиционные, все еще используются во многих секторах промышленности.
Шлифовальные головки с индивидуальным приводом сегодня являются предпочтительной технологией. Однако другие методы, в том числе более традиционные, все еще используются во многих секторах промышленности.
Шлифовальные головки с индивидуальным приводом: При использовании этих головок шлифовальные диски располагаются планетарно вокруг центральной приводной головки. Это обеспечивает одинаковую скорость внутри и снаружи сиденья. Диски можно правильно расположить как на плоском, так и на наклонном посадочном месте, заставляя шлифовальные головки одинаково шлифовать по всей поверхности посадочного места. Это позволяет получить идеально ровное седло с гладкой поверхностью и штриховкой за короткий промежуток времени (см. рис. 1).
Шлифовальные или фрезерные станки для мастерской: Это высокоскоростные станки, позволяющие шлифовать или фрезеровать снаружи, внутри и в плоскости под любым требуемым углом. Механизм крепления обеспечивает точную центровку станка. Результаты превосходны, а скорость резки выше, чем у любого другого метода.
Результаты превосходны, а скорость резки выше, чем у любого другого метода.
Шлифовальные станки с фрикционными шлифовальными головками: Создают тонкую структуру поверхности с рисунком в виде штриховки. Однако скорость резания относительно низкая. На плоских седлах шлифовальные головки с фрикционным приводом должны располагаться не по центру, чтобы вызвать вращательное действие. Трение может привести к замедлению или остановке шлифовальной головки там, где силы трения максимальны. В результате эта технология будет производить разные скорости снаружи и внутри сиденья, что может привести к вогнутому сиденью.
Шлифовальный станок со сплошными плоскими или угловыми чугунными пластинами: Этот метод можно использовать для плоских седел и небольших задвижек, когда не хватает места. Рекомендуется использовать клейкую шлифовальную бумагу, чтобы предотвратить выпуклость чугунных пластин в месте их установки. Сплошная плоская пластина будет развивать более высокую скорость по внешнему периметру, чем по внутренней стороне диска. Следовательно, больше материала удаляется с внешней стороны сиденья, которое становится слегка выпуклым. Этот метод дает шлифовальную структуру с продольной царапиной, что приводит к неточной плоскостности по всему седлу. Если используется шлифовальная паста, она будет медленно мигрировать от центра до тех пор, пока вся паста не окажется снаружи седла. Скорость резки низкая.
Следовательно, больше материала удаляется с внешней стороны сиденья, которое становится слегка выпуклым. Этот метод дает шлифовальную структуру с продольной царапиной, что приводит к неточной плоскостности по всему седлу. Если используется шлифовальная паста, она будет медленно мигрировать от центра до тех пор, пока вся паста не окажется снаружи седла. Скорость резки низкая.
Притирка с вращающимся столом: Дает хорошие результаты, когда работа выполняется в мастерской; имеются специальные столы для шлифовки седел клапанов или клиньев. Однако этот метод занимает много времени.
Ручная притирка: Этот альтернативный метод чрезвычайно трудоемок и может быть грязным, если используется шлифовальная паста.
ТИПИЧНЫЕ ДЕФЕКТЫ, ОБНАРУЖЕННЫЕ НА ПОВЕРХНОСТЯХ СЕДЛА
1. Следы защемления/защемления: Эти следы вызваны посторонними предметами в трубопроводах. Обычно эти отметки не глубже 0,05 мм.
2. Порезы: Обычно они возникают в результате скользящего движения задвижек или любых клапанов с клином или плунжером с использованием скользящего действия. Повреждение происходит между седлом и клином, когда клапан открывается и закрывается. Обычно это более распространено на нижней стороне клапана, между положениями 4:00 и 8:00. Часто они глубже 0,05 мм. Если возможно, можно избежать следов резки, используя клапан с меньшим радиусом.
Повреждение происходит между седлом и клином, когда клапан открывается и закрывается. Обычно это более распространено на нижней стороне клапана, между положениями 4:00 и 8:00. Часто они глубже 0,05 мм. Если возможно, можно избежать следов резки, используя клапан с меньшим радиусом.
3. Следы эрозии: Эти следы видны в месте утечки, когда клапан закрыт. Это можно найти на всех типах клапанов. Следы часто глубже 0,05 мм.
4. Седло не плоское: Это может произойти, если седло было подвергнуто сварке, когда седло изношено или если оно было неточно отшлифовано или притерто. Это дефект, который чаще всего встречается на задвижках.
5. Трещины в седле: Этот дефект обычно возникает на клапанах со сварным седлом.
6. Коническое седло: Поверхность седла клапана обычно должна быть плоской, но может стать вогнутой или выпуклой из-за неправильной процедуры разметки.
Шлифовальные головки с приводом от трения часто создают вогнутую поверхность, т. е. такую, которая немного ниже внутри.
Одинарные шлифовальные круги часто имеют выпуклую поверхность, т. е. немного заниженную снаружи. У этого типа кофемолки скорость вращения выше на внешней стороне диска. Кроме того, шлифовальная пыль мигрирует к периферии диска, способствуя дополнительному шлифованию по внешней кромке.
Помните, что плотная плоская поверхность особенно важна для предохранительных клапанов сброса давления (PRV) и клапанов сброса давления (SRV), поскольку они зависят от натяжения пружины, чтобы оставаться закрытыми.
Заключительные мысли
Крайне важно, чтобы персонал предприятия был информирован и был в курсе современного оборудования и методов обслуживания арматуры. Важно иметь в виду, что техническим специалистам, использующим это оборудование, также требуются навыки и суждения, которые в конечном итоге несут ответственность за результаты выполненного обслуживания клапана. Суждение и умение — это непрерывный процесс, который усиливается знанием человеком существующих методов, процедур, оборудования, а также осведомленностью о постоянно разрабатываемых технологиях.
