Чем заварить латунь: Сварка латуни в домашних условиях аргоном и другими способами
Содержание
Сварка латуни аргоном в Москве
ОТЗЫВЫ О НАС
Сломалась балка на детской коляске, долго искал где можно было бы заварить аргоном, в итоге наткнулся на эту фирму, позвонил-договорился-приехал в выходной день, сделали за час. Все отлично, спасибо Вам!
Егор Алексеев
Хочу сказать огромное спасибо мастеру, руки золотые. Сварил мне корпус рулевой рейки, хотя другие даже не брались за эту работу. Результатом доволен, всё работает.
Алексей Бесфамильный
Скололся диск, в шиномонтаже в Москве никто не брался, нашли эту компанию договорились приехали и нам сделали, не дорого и с гарантией.Огромное спасибо мастеру
Владимир Чичерин
Приехали заварить дырку в трубке высоко давления кондея. В итоге проблема оказалась не одна, ребята ковырялись с нами до ночи. Чаем угостили, печеньками. Очень приятно видеть, что у нас ещё остались такие вот крутые ребята со своим семейным бизнесом и понятием о качественной работе! Остался доволен всем, включая цены. Ребят, большое человеческое спасибо! Отцу пожелания бесконечно крепкого здоровья, таких профессионалов днём с огнём не сыщешь;)
Ребят, большое человеческое спасибо! Отцу пожелания бесконечно крепкого здоровья, таких профессионалов днём с огнём не сыщешь;)
Александр Артамонов
Вчера приваривал наконечник трубки кондиционера, варили не снимая с машины. Получился прочный и ровный шов, даже красивый)))). У мастера золотые руки! Тут же всё собрали, заправили кондей, протестировали и…. всё сууупер! Пока заправляли, мне полирнули фары и напоили чаем с вкусняшкой, ещё и скидку сделали))) Оооочень приятно)) Спасибо большое!!!
Лёха Жданов
На АКПП был был отломан целый угол в районе поддона, масло уходило по часам. Обратил внимание на солидный сайт и опытную консультацию по телефону. Пришлось ехать в другой конец Москвы, но в итоге проблема устранена. При чём отмечу не только мастера, но и менеджера со слесарем. Все сделали очень аккуратно и профессионально. Проехал уже пару дней, пока все хорошо. Приглашали на чай, но к сожалению не было времени:)
Александр Лигай
Взял недавно в добрые руки авто) без рабочего кондиционера. Заехал сначала к чудо мастерам в г.Реутов, нашли на видном месте течь и доломали до конца трубку и радиатор раскурочили (здесь о них писать не буду).
Заехал сначала к чудо мастерам в г.Реутов, нашли на видном месте течь и доломали до конца трубку и радиатор раскурочили (здесь о них писать не буду).
Нашел этих ребят через сайт, работают они в гаражах, но по уровню сервиса лучше и внимательнее к своим клиентам!))) Огромное спасибо, берутся за любой сложности работу, причем не в ущерб кошелька. Советую!
Александр Квачёв
Спасибо ребятам за титаническую работу с моим Митсу! О проблеме:на корпусе АКПП возле сливной пробки образовалась трещина,соответственно оттуда текло масло(за ночь около 0.5 литра).
Трещина в сложном месте,никто особо браться не хотел,тем более без снятия акпп. Вот только уехал.Пока ничего не течет и не капает,думаю что и не потечет.Спасибо вам!Рекомендую всем как компанию по аргонной сварке!
Руслан Селютин
Варили чугунный коллектор на Pajero 2, месяца полтора — два назад, тьфу-тьфу все пока ездит ровно.
Насколько я знаю, сварка чугунного коллектора либо разваливается сразу(если неправильно сварили), либо ездит долго (если правильно).
Ребята в целом очень нормальные, несмотря на некоторые моменты с телефонной связью 🙂 которые у нас произошли, в целом рекомендую, при необходимости обращусь туда еще раз
Алексей
Больше отзывов
Сварка латуни аргоном — технология
0
Опубликовано: 27.06.2017
Сварка латуни с помощью аргона — достаточно сложная процедура. Главная проблема в том, что в состав данного материала входит цинк, который при нагревании плавится, далее испаряется. Данное явление значительно сказывается на прочности будущей конструкции. Кроме этого, цинковые пары очень вредны для человеческого здоровья. Выход из данной ситуации специалисты нашли относительно недавно, придумав новую технологию сварки образцов из латуни с применением аргона. Это стало огромным прорывом в сварочной деятельности.
Это стало огромным прорывом в сварочной деятельности.
Оглавление:
- Особенности технологии
- Некоторые рекомендации специалистов
- Преимущества методики
Особенности технологии
- Если толщина металла свариваемых элементов конструкции более 5 мм, тогда данную технологию применять не рекомендуется.
- Края соединяемых заготовок лучше обрабатывать перед сваркой специализированным флюсом, который предотвратит испарение цинка.
- Сварные работы рекомендуется осуществлять при помощи латунной многокомпонентной проволоки.
- Рекомендуемые режимы температур при отжиге: 750 градусов — предварительный нагрев соединяемых частей изделия; 625 градусов — температура самого отжига; 100 град./час — скорость смены нагрева охлаждением.
- Рекомендуемая мощность горелки — 120 л/ч горючего состава на 1 мм материала.

Чтобы отличить латунь от прочих сплавов, нужно в процессе сваривания обратить внимание на поведение расплавляемого материала. При аргонодуговой сварке латунь будет плеваться, шипеть.
Некоторые рекомендации специалистов
- Сваривать латунные детали рекомендуется небольшими участками, так как она имеет свойство прогорать, в результате чего от основания отлетают металлические кусочки.
- Пайка латунных образцов обязательно производится индивидуальными валиками с применением 12-го перехлеста. При сплошном соединении прожигается отверстие, латунь начинает «стрелять».
- Варить кратер необходимо, медленно снижая напряжение, при этом длину дуги увеличивать, после отвести в сторону.
- Сварочный шов должен заполняться сразу в полном объеме, так как, если его потом «подваривать», цинк начнет интенсивно испаряться, соответственно, будут формироваться различные дефекты.
- Чтобы минимизировать цинковые испарения, пламя можно делать с большей подачей кислорода или задействовать специализированные присадки, легированные алюминием, кремнием.
 Присадочный материал будет создавать шлаковый покров, который не будет давать испаряться цинку.
Присадочный материал будет создавать шлаковый покров, который не будет давать испаряться цинку.
Преимущества методики
Сварка латуни аргоном выполняется с применением неплавящихся электродов и является достаточно востребованной, благодаря следующим достоинствам.
- Такая методика соединения образцов из латуни считается наиболее экологически безопасной процедурой.
- Это универсальный метод сваривания, который можно применять для тонких изделий, достаточно объемных конструкций, а также производить наплавление.
- При сваривании латунных изделий в защитной аргоновой среде нет необходимости в использовании электродов, имеющих специализированное покрытие, флюсов.
- Данная технология характеризуется высокой производительностью.
- Сварочные швы не требуют дополнительной обработки, так как на них не остаются шлаковые отложения, при этом имеют довольно эстетичный внешний вид.
- Подаваемая в сварочную зону струя аргона полностью выдувает отходы, образующиеся в процессе работы.

- Благодаря применению инертного газа края свариваемых латунных заготовок надежно защищаются от возможного формирования нитридных, оксидных слоев.
Важно помнить!
Выполнять аргоновую сварку в бытовых условиях при необходимости соединения конструкций из отдельных латунных деталей необходимо со строгим соблюдением требований техники безопасности, так как в состав материала входит цинк, который при испарении представляет значительную опасность для человеческого здоровья.
Сергей Одинцов
tweet
Как сваривать латунь: методики и советы
Последнее обновление
Латунь представляет собой сплав цинка и меди. Современная латунь содержит около 67% меди и 33% цинка. 1 Около 2% свинца добавляется в сплав для улучшения его обрабатываемости. Сплав предпочтителен из-за его коррозионной стойкости, твердости и обрабатываемости, электро- и теплопроводности.
Современная латунь содержит около 67% меди и 33% цинка. 1 Около 2% свинца добавляется в сплав для улучшения его обрабатываемости. Сплав предпочтителен из-за его коррозионной стойкости, твердости и обрабатываемости, электро- и теплопроводности.
Сплав используется в устройствах с низким коэффициентом трения, таких как замки, петли, электрические вилки, розетки и декоративные элементы. Сварка латуни возможна, но немного сложна, потому что содержание цинка сильно влияет на температуру плавления.
Прежде чем приступить к сварке, вы должны определить содержание цинка в свариваемой латуни. Это необходимо, так как у цинка более низкая температура плавления, чем у меди; таким образом, перегрев латуни может вызвать растрескивание или привести к пористому сварному шву. Вы должны выбрать правильный защитный газ, так как латунь может треснуть или стать пористой при разделении сплавов.
В этой статье представлено подробное руководство по сварке латуни методами TIG, MIG и пламени. Вы также узнаете о мерах предосторожности, которые необходимо соблюдать во время сварочного процесса.
Вы также узнаете о мерах предосторожности, которые необходимо соблюдать во время сварочного процесса.
5 шагов подготовки латуни к сварке
Как и при сварке любого другого металла или сплава, важно знать шаги, которые необходимо выполнить для создания прочных и долговечных сварных швов.
1. Вырезать детали из латуни
Первое, что вам нужно сделать, это вырезать детали из латуни, с которыми вы будете работать, включая латунные стержни. Вырезать можно с помощью ножовки или плоскогубцев. У вас есть латунная трубка, которую вы разрезаете с помощью трубореза или пилы. Кроме того, у вас есть медные листы; можно резать ножницами или ножовкой.
Посмотреть этот пост в Instagram
Пост, опубликованный Maker Material Supply-Outlet (@mms_outletshop)
2. Гибка латуни
После резки латуни ее необходимо согнуть для правильной сварки. Вы можете применять различные подходы к изгибу латунных трубок, стержней и листов. Используя пару плоскогубцев, согните латунную проволоку, поместив ее в плоскогубцы, удерживая их в одной руке и манипулируя другой частью проволоки другой рукой.
Вы можете применять различные подходы к изгибу латунных трубок, стержней и листов. Используя пару плоскогубцев, согните латунную проволоку, поместив ее в плоскогубцы, удерживая их в одной руке и манипулируя другой частью проволоки другой рукой.
Чтобы создать острую кривую, используйте круглогубцы и начните сгибать проволоку в губках. Для очень острых концов используйте пару плоскогубцев в каждой руке.
При работе с тяжелым латунным стержнем необходимо использовать приспособление для гибки, чтобы сэкономить время, установив приспособление на верстак и затем зажав его. При использовании приспособления необходимо вставлять стержень в пазы. Затем используйте свои руки, чтобы согнуть стержень, когда вы манипулируете им в области приспособления.
Изгиб латунных трубок может быть сложной задачей, так как они могут быстро перегнуться и сломаться. Используйте пружинный гибочный станок, который надевается на трубку, которую вы хотите согнуть. Переместите трубогиб в трубу и центр детали, которую вы хотите согнуть.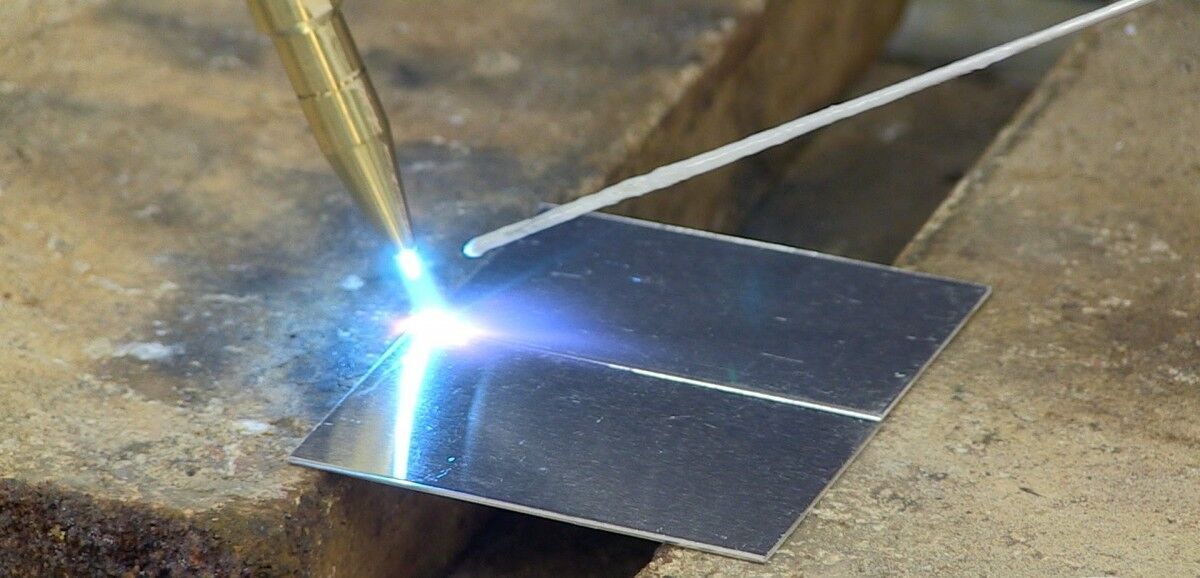 Используйте обе руки, чтобы согнуть трубку, сильно нажимая большими пальцами на изгиб.
Используйте обе руки, чтобы согнуть трубку, сильно нажимая большими пальцами на изгиб.
Еще одна важная вещь — согнуть латунный лист, поместив его между двумя кусками фанеры и удерживая их тисками. Возьмите другой кусок дерева и приложите его, чтобы оказать давление на латунь, чтобы создать изгиб, не испортив металл.
Теперь, когда вы понимаете, как подготовить детали из латуни путем их резки и гибки, давайте рассмотрим процесс сварки MIG, TIG и пламенной сварки деталей из латуни.
3. Подготовьте рабочее место
Первое, что нужно сделать, это подготовить рабочее место. Убедитесь, что вы приняли все меры предосторожности, убрав все легковоспламеняющиеся предметы с рабочего места. Убедитесь, что помещение хорошо проветривается, или установите несколько вентиляторов для выдувания паров.
Посмотреть этот пост в Instagram
Пост, опубликованный Антонио Ла Мацца (@__antoniolamazza__)
4.
 Очистите детали из металла
Очистите детали из металла
Следующим шагом будет обеспечение чистоты латунных деталей и их готовности к сварке. Вы можете очистить латунные области с помощью губок Scotch Brite, наждачной бумаги или напильника. У вас должна быть щетка из стекловолокна, чтобы помочь очистить некоторые труднодоступные места.
Обратите внимание, что некоторые изделия из латуни могут быть покрыты лаком для сохранения блеска. При сварке латунных деталей необходимо удалить лак для эффективной сварки деталей.
После очистки латунных деталей протрите их спиртом. Спирт удаляет весь мусор, частицы или масло, оставшееся на латуни. После того, как вы закончите, уберите спирт с рабочего места, потому что он легко воспламеняется. Дайте кусочкам высохнуть.
5. Установите медные детали в правильное положение
Возьмите зажимы, чтобы скрепить детали. Вы можете выбрать высокие Т-образные штифты или другие тяжелые металлические предметы. Независимо от вашего зажима, убедитесь, что ваши латунные детали находятся в правильном положении. Кроме того, помните, что ваши детали будут очень горячими, поэтому не кладите ничего рядом с участком соединения, который вы свариваете.
Кроме того, помните, что ваши детали будут очень горячими, поэтому не кладите ничего рядом с участком соединения, который вы свариваете.
Посмотреть этот пост в Instagram
Пост, опубликованный Pro Metal Design (@prometaldesign)
Методика сварки латуни
1. Сварка МИГ
Вы можете получить высококачественные сварные швы при использовании метода сварки в среде инертного газа. Однако убедитесь, что вы используете правильную присадочную проволоку. Если вы используете неправильный присадочный металл, вы получите низкокачественный и обесцвеченный сварной шов.
Медь и цинк являются основными компонентами латуни. Подходящей присадочной проволокой для сварки MIG является CuAI8. Проволока содержит медь и 8% алюминия. Также можно использовать любой другой присадочный металл со значительным содержанием цинка. Это необходимо, потому что цинк выгорает при высоких температурах дуги, нарушая весь процесс.
Это необходимо, потому что цинк выгорает при высоких температурах дуги, нарушая весь процесс.
Этапы сварки латуни MIG
Поскольку вы уже установили латунные детали в правильном положении, теперь вы можете начать сварку латунных деталей MIG, следуя приведенным ниже шагам.
- Наденьте все необходимое защитное снаряжение, чтобы предотвратить травмы. У вас должны быть шлем, ботинки, утепленные перчатки, маски и рубашка с длинными рукавами.
- Используйте защитный газ, содержащий двуокись углерода и аргон или чистый аргон. Для высококачественной сварки латуни используйте смесь 75/25 аргона и CO2. Если вы не используете достаточное количество защитного газа, цинк испаряется, образуя оксид цинка при нагревании. Этот газ выделяется в виде токсичных паров, которые вредны для сварщика. Чтобы свести к минимуму образование оксида цинка, вы должны сделать участок сварки коротким. Сделайте это, выбрав метод сварки стежком, отличный от одного непрерывного соединения.
 При этом расплавленная лужа имеет достаточно времени, чтобы остыть, гарантируя, что материал не подвергается длительному воздействию постоянного тепла.
При этом расплавленная лужа имеет достаточно времени, чтобы остыть, гарантируя, что материал не подвергается длительному воздействию постоянного тепла. - Используйте правильный присадочный металл для сварки латуни. Используйте CuAI8 или любой другой с хорошим содержанием цинка.
- Теперь проденьте сварочную проволоку в катушку сварочного аппарата и вытащите ее с помощью наконечника горелки. Выдвиньте сварочную проволоку примерно на ¼ дюйма из горелки. После установки проволоки активируйте сварочный газ и начните процесс сварки.
- Начинайте сварку с любого конца стыка, удерживая горелку на 30 градусов выше кромки стыка. Убедитесь, что горелка остра, чтобы поразить латунные детали на кончике пламени. Остановитесь, когда жар станет избыточным, и подождите, пока вы не сможете контролировать шарики.
- Заполните шов, медленно перемещая горелку, следя за тем, чтобы она находилась под фиксированным углом.
- Дайте отливке остыть и не встряхивайте латунь до того, как она остынет, чтобы соединение не разошлось.

Посмотреть этот пост в Instagram
Пост, опубликованный Tiago Sá da Costa (@tiagosadacosta)
2. Сварка ВИГ
Латунь обладает высокой теплопроводностью, а цинк в сплаве имеет низкую температуру плавления. Во время сварки TIG расплавленный цинк может закипеть и перепрыгнуть через электрод, остановив весь процесс. Для эффективной сварки латуни методом TIG необходимо использовать инвертор переменного тока с тридцатисекундными импульсами каждую секунду.
Во время сварки TIG латуни прикладывайте минимальный нагрев, чтобы поддерживать сварочную ванну в рабочем состоянии. Снимите тепло с материала через несколько секунд, чтобы проверить бассейн. Это гарантирует, что вы не перегреете основной металл.
При сварке латуни методом TIG используйте сварочные стержни CuSn6, чтобы получить отличные результаты в цветовом сочетании.
Этапы сварки латуни методом TIG
- Вставьте острый вольфрамовый стержень в горелку. Убедитесь, что вы поместили его в середину металлического цилиндра. Дайте сварочному стержню выйти из наконечника горелки на четверть дюйма.
- Включите постоянный ток на сварочном аппарате и убедитесь, что вы установили правильные настройки в зависимости от вашего сварочного аппарата TIG.
- При правильной настройке включите горелку, удерживая ее кончик на один дюйм выше латунного соединения. Начинайте сварку с любого конца, держа горелку под углом 75 градусов. Держите горелку и заполняйте соединение, пока латунь не расплавится.
- После того, как вы закончите, дайте косяку остыть и не двигайте косяк, пока он не окрепнет. Защитите нагретую область под аргоном, чтобы она полностью остыла. Воздействие атмосферы на нагретую латунь может привести к пористости и повреждению сварного шва.
com/p/CKQZXq5ssJd/?utm_source=ig_embed&utm_campaign=loading» data-instgrm-version=»14″>
Посмотреть этот пост в Instagram
Пост, опубликованный Эриком Моррисом и компанией (@ericmorrisandcompany)

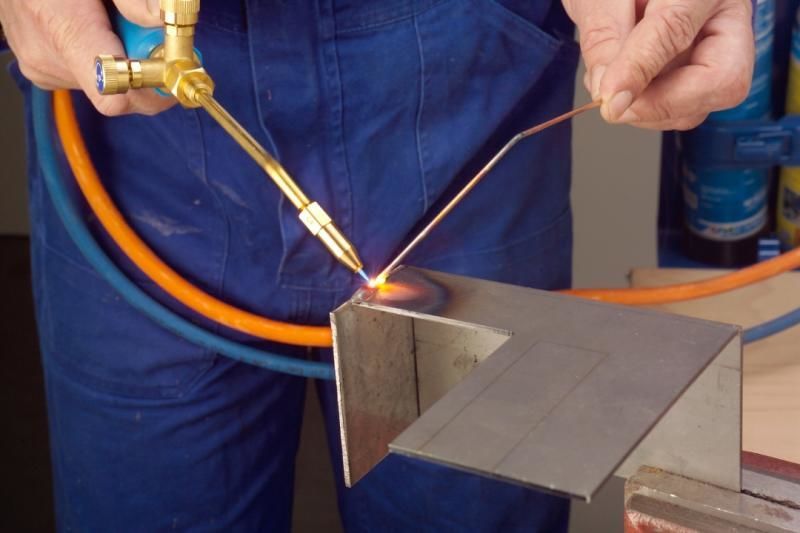
3. Сварка пламенем
Сварка пламенем — еще один метод, который можно использовать для сварки латуни. Для идеального соответствия цвета и прочности следует использовать присадочную проволоку CuZn39Sn. При использовании этого метода вы должны тщательно проверить влияние пламени на материал, чтобы знать количество избыточного кислорода, необходимого для сварки.
Сварка пламенем связана с тремя видами пламени. Если вы не хотите никакого химического воздействия на свое рабочее пространство, вам следует использовать нейтральное пламя. Вы можете использовать науглероживающее пламя, но оно не подходит для металлов, поглощающих углерод.
Лучше всего использовать окислительное пламя, так как оно несет больше тепла, чем нейтральное и науглероживающее пламя. Он лучше всего подходит для сварки цинка и меди, что делает его пригодным для сварки пламенем латуни.
Он лучше всего подходит для сварки цинка и меди, что делает его пригодным для сварки пламенем латуни.
Steps to Flame Weld Brass
- Откройте кислородные клапаны и газовые баллоны с ацетиленом, используя цилиндровые ключи. Убедитесь, что вы открываете его постепенно, так как если вы сделаете это сразу, это повредит регуляторы или вызовет аварию. Откройте шпиндели клапанов цилиндров только на один оборот.
- Теперь откройте регулирующий клапан топливного газа в нагнетательной трубке. Затем отрегулируйте регулятор, пока не достигнете надлежащего рабочего давления. Это обеспечивает удаление воздуха из шлангов перед началом процесса сварки.
- Подожгите газ с помощью подходящей зажигалки, удерживая ее под правильным углом к соплу. Избегайте использования жидких воспламенителей, так как они очень опасны.
- Отрегулируйте подачу газообразного ацетилена в нагнетательную трубку, пока пламя не перестанет дымить. Как только пламя перестанет дымить, медленно увеличивайте подачу кислорода, медленно используя регулирующий клапан.
 Окончательное пламя должно иметь конус белого цвета с меньшим ацетиленовым помутнением. Это показывает, что паяльная трубка отрегулирована эффективно и готова к сварке пламенем.
Окончательное пламя должно иметь конус белого цвета с меньшим ацетиленовым помутнением. Это показывает, что паяльная трубка отрегулирована эффективно и готова к сварке пламенем. - Теперь примените пламя к латунному сварному шву. Отрегулируйте пламя и осторожно перемещайте горелку по зоне сварки в равномерном темпе, чтобы получить высококачественные результаты. Удержание пламени очень близко к сварочному материалу в течение длительного времени приводит к образованию отверстий в сварочном материале. С другой стороны, если вы не сделаете достаточное количество пламени, изделие не расплавится.
- Перемещайте резак на короткие промежутки времени, чтобы быть уверенным в высоком качестве результатов. Сосредоточьтесь на угле горелки и количестве пламени и отрегулируйте правильно.
- После сварки пламенем дайте латунному сварному шву остыть, чтобы получились прочные соединения.
Меры предосторожности и советы по технике безопасности при сварке латуни
- Носите защитные сапоги и перчатки для защиты от ожогов, так как цинк обычно брызгает.
 Вам также понадобится вытяжка дыма для защиты от токсичных газов, образующихся при сварке латуни.
Вам также понадобится вытяжка дыма для защиты от токсичных газов, образующихся при сварке латуни. - Если вы используете сварку латуни MIG или TIG, убедитесь, что у вас хорошая вентиляция и функция автоматического затемнения. Это необходимо, потому что два метода сварки используют яркие дуги, которые могут повредить ваше зрение.
- Выберите защитный газ, обеспечивающий достаточное покрытие и защищающий весь металл. Не отключайте подачу газа до тех пор, пока сварной шов не остынет. Это гарантирует, что ваш сварной шов не будет загрязнен, что приведет к растрескиванию.
- Удалите все источники возгорания из зоны сварки.
- Аккуратно обращайтесь с баллонами и используйте правильный тип газа.
- Используйте только шланг в идеальном состоянии и используйте подходящий газ для конкретного газа.
- Никогда не зажигайте фонари спичками, зажигалками или контрольными лампами.
Заключение
Методами TIG, MIG и газопламенной сварки можно получить качественные сварные швы латуни. Однако прежде чем приступить к работе, необходимо определить процентное содержание цинка в латунном материале. Это необходимо, так как цинк имеет более низкую температуру плавления, чем медь. Вы также должны избегать перегрева латуни во время сварки, чтобы избежать трещин и пористых сварных швов. Кроме того, выберите правильный защитный газ, поскольку латунь имеет тенденцию к растрескиванию или образованию пор при разделении сплавов.
Однако прежде чем приступить к работе, необходимо определить процентное содержание цинка в латунном материале. Это необходимо, так как цинк имеет более низкую температуру плавления, чем медь. Вы также должны избегать перегрева латуни во время сварки, чтобы избежать трещин и пористых сварных швов. Кроме того, выберите правильный защитный газ, поскольку латунь имеет тенденцию к растрескиванию или образованию пор при разделении сплавов.
Чтобы получить правильные результаты, подготовьте детали из латуни, очистив их наждачной бумагой или любым другим рекомендуемым чистящим средством. Это делает их готовыми к сварке и образует прочные соединения. Используйте методы сварки TIG, MIG или пламенной сварки в зависимости от имеющихся у вас сварочных материалов или того, который вам удобнее использовать. После сварки дайте деталям остыть для более прочного соединения.
Примите надлежащие меры предосторожности, надев защитное снаряжение и обеспечив безопасность зоны сварки от всех опасностей возгорания.
Источники
- Как сварить латунь
- Как сварить латунь: вот что вам нужно
- Как сваривать латунь TIG: полное руководство
- Как сваривать латунь — сварка латуни и ее сплавов
- Сварка MIG и латунь: вот что вам нужно знать
- Что такое латунь? Состав и свойства
Авторы избранных изображений: Photology1971, Shutterstock
- 5 шагов подготовки латуни к сварке
- 1. Отрежьте латунные детали
- 2. Изгиб латуни
- 3. Подготовьте рабочее место
- 4. Очистите металлические детали
- 5. Установите латунные детали в правильное положение
- 1. Сварка MIG
- 2. TIG Welding
- 3. Пламя Сварка
9009 Методы Сварка латунь
- Предотвращения безопасности и советы.
 Когда вы сварки латуни
Когда вы сварки латуни - Заключение
Вот что вам нужно — Weld Gears
Научиться сваривать латунь полезно для всех видов работ с низким коэффициентом трения.
Подробная информация о сварке латуни
СВАРКА В КОСМОСЕ – Можем ли мы сварить в космосе?
Слово «латунь» на самом деле является термином, используемым для описания сплавов цинка и меди. Это может быть немного сложно, потому что количество цинка значительно повлияет на температуру плавления вашей латуни.
Этот привлекательный металл используется для изготовления музыкальных инструментов и еще чаще для украшений, которые относятся к категории «с низким коэффициентом трения».
Обычно температура плавления латуни находится между 900° и 940° по Фаренгейту, что означает, что ее можно успешно отливать различными способами.
Для сварки латуни доступны следующие варианты: TIG, MIG и серебряная пайка. Однако тщательно выбирайте защитный газ. Этот материал может стать пористым, и когда сплавы разделятся, он в конечном итоге треснет.
Этот материал может стать пористым, и когда сплавы разделятся, он в конечном итоге треснет.
Латун имеет различные свойства, которые делают его привлекательным металлом:
- Коррозионная стойкость
- Электрическая проводимость
- . регулярно используются в инструментах и приспособлениях, которые могут подвергаться воздействию взрывчатых веществ или легковоспламеняющихся материалов, и даже в гильзах боеприпасов. Другие виды использования включают клапаны, сантехнику и электроснабжение.
Высоко ценится в декоративных целях благодаря своему привлекательному золотистому оттенку. Его использование во многих музыкальных инструментах связано с его долговечностью и простотой работы.
Как бы то ни было, латунь — не самый легкий металл для сварки.
Меры предосторожности при сварке латуни
Цинк имеет свойство разбрызгиваться, поэтому для защиты от ожогов настоятельно рекомендуется использовать защитные перчатки и сапоги.
 Другим риском при сварке латуни является образование токсичных паров. Если у вас есть вытяжка дыма, ее следует использовать для защиты от токсичных газов, образующихся во время сварки.
Другим риском при сварке латуни является образование токсичных паров. Если у вас есть вытяжка дыма, ее следует использовать для защиты от токсичных газов, образующихся во время сварки.В идеале вам понадобится сварочная маска с функцией автоматического затемнения и хорошей вентиляцией, если вы решите использовать методы сварки TIG или MIG. В этих процедурах используется очень яркая дуга, которая может необратимо повредить зрение.
Можно ли приваривать латунь к латуни?
Да , но для создания качественного сварного шва важно знать, какой процент цинка содержится в вашей латуни. Цинк имеет более низкую температуру плавления, чем медь, поэтому крайне важно, чтобы вы знали, прежде чем начать, иначе вы можете получить пористый сварной шов, который треснет, оставив вас вообще без сварного шва.
Вам также понадобится подходящий защитный газ. Цинк будет агрессивно взаимодействовать с загрязнителями окружающей среды. Он также будет производить высокотоксичные пары.
 Газ оксиацетилен является эффективной защитой при сварке латуни . Альтернативой снова будет пористый сварной шов, который не пройдет.
Газ оксиацетилен является эффективной защитой при сварке латуни . Альтернативой снова будет пористый сварной шов, который не пройдет.Рекомендуется использовать флюс для облегчения сплавления металлов. Это особое химическое соединение защитит поверхность металла от воздуха, чтобы предотвратить окисление. Он будет поглощать оксиды, образующиеся при нагреве, а также оксиды, не полностью удаленные при очистке перед сваркой.
Смешайте немного флюса с водой, чтобы получилась паста, и используйте эту пасту для покрытия поверхностей латуни, которые вы собираетесь сваривать. Вы также должны использовать флюс для пайки, который подходит для работы с оксиацетиленовым газом, например, белый флюс.
Когда будете готовы начать, уменьшите подачу ацетилена и увеличьте подачу кислорода. Это обеспечит кислородное покрытие латуни и предотвратит утечку токсичных паров во время сварки.
Если вы решили сваривать латунь с латунью, используйте сварочный наконечник большего размера, поскольку для этого процесса вам потребуется большая теплопроводность.

См. также: Какое пламя использовать для сварки латуни и бронзы
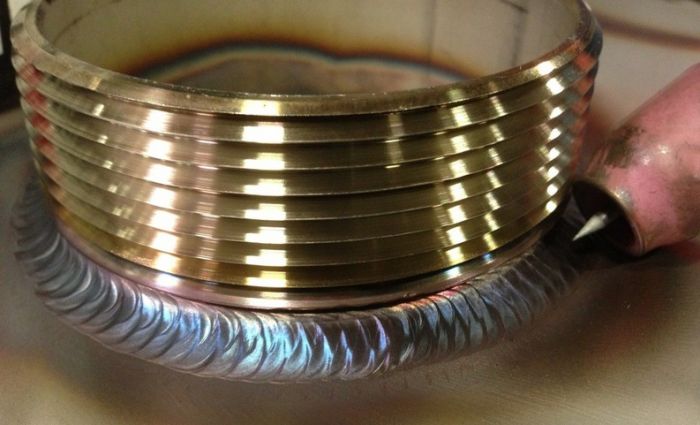
Сварка латуни методом TIG
Хотя латунь как материал обладает высокой теплопроводностью, ее цинковый компонент имеет очень низкую температуру плавления. Один из рисков при сварке TIG заключается в том, что цинк закипает до такой степени, что он фиксируется на электроде и прерывает сварку.
Если вы хотите сваривать латунь с помощью приложения TIG, наша команда профессионалов указала на использование сети переменного тока 9Инвертор 0294 с тридцатисекундными импульсами позволит сваривать латунь. Они также предложили использовать абсолютный минимум тепла для запуска сварочной ванны. Вы должны отключать тепло каждые пару секунд, чтобы следить за своим бассейном. Это поможет вам избежать перегрева бас-металла.
По окончании сварки поддерживайте аргон на нагретом участке для его защиты. Металл должен полностью остыть. Воздействие нагретого металла на атмосферу приведет к тому, что он станет пористым и разрушит ваш сустав.
 После того, как вы создали соединение, вам нужно будет отшлифовать его, чтобы улучшить эстетическую привлекательность. Сварные швы латуни TIG, как правило, выглядят не очень красиво.
После того, как вы создали соединение, вам нужно будет отшлифовать его, чтобы улучшить эстетическую привлекательность. Сварные швы латуни TIG, как правило, выглядят не очень красиво.Для сварки TIG цинковых и медных сплавов используйте сварочные прутки CuSn6 для улучшения цвета сварного шва. Хотя это и не точное совпадение, оно будет относительно близким. Одна из проблем сварки TIG латуни заключается в том, что нет точного совпадения цветов. Это относится и к сварке MIG.
Сварка латуни в среде MIG
Если вы выбрали сварку в среде инертного газа (MIG), правильно выберите присадочную проволоку. Если присадочная проволока не того типа, это может привести к обесцвечиванию сварного шва и потенциальному разрушению всего проекта.
Поскольку цинк и медь являются двумя основными компонентами латуни, лучшей присадочной проволокой для сохранения желаемого цвета сварного шва будет CuAl8. Эта присадочная проволока изготовлена из меди и 8% алюминия. Хотя цвет не будет идентичен латуни, он будет приемлемым.

Найти идеально подходящую присадочную проволоку для сварки латуни MIG практически невозможно. Присадочная проволока должна была бы содержать заметное количество цинка, но цинк выгорает при высоких температурах, поэтому идея просто неосуществима.
При сварке латуни MIG вам понадобится защитный газ, который представляет собой либо чистый аргон, либо аргон и CO2. Смесь аргона и CO2 должна состоять из 75% аргона и 25% углекислого газа для получения хороших результатов.
Если защитного газа недостаточно, ваш цинк испарится. Пары будут состоять из оксида цинка, который очень токсичен для любого сварщика или человека, находящегося поблизости.
Наши профессиональные сварщики отметили, что рекомендуется иметь короткую зону сварки, чтобы снизить риск образования паров оксида цинка. В этом вам поможет сварка стежком, а не непрерывная сварка. Расплавленный шов будет иметь больше времени для охлаждения, потому что он не будет подвергаться воздействию высокой температуры в течение длительного периода времени.

См. также: Можете ли вы сваривать MIG без газа
Сварка латуни пламенной сваркой
Если соответствие цвета очень важно для вашего проекта сварки латуни, то лучшая процедура для попытки согласования цвета – это сварка пламенем .
Если вы выберете сварку пламенем, присадочная проволока CuZn89Sn обеспечит вам довольно хорошие результаты с точки зрения цвета. При выборе газопламенной сварки можно использовать три типа основного пламени:
- Нейтральный. Пламя этого типа не оказывает химического воздействия на изделие, над которым вы работаете.
- Науглероживание. Этот тип пламени не подходит, если металлы поглощают углерод, потому что при этом образуется карбид железа. Например, этот тип пламени вызывает повреждение как железа, так и стали.
- Окислитель. Окислительное пламя дает больше тепла, чем нейтральное или карбонизирующее пламя.
 Это идеальный выбор при работе с цинком и медью, а значит, он также идеально подходит для сварки латуни.
Это идеальный выбор при работе с цинком и медью, а значит, он также идеально подходит для сварки латуни.
Если вы выбрали сварку пламенем, вам придется постоянно контролировать воздействие пламени на латунь, чтобы определить, сколько кислорода вам потребуется при сварке.
Часто задаваемые вопросы
Легко ли сваривать латунь?
Не совсем так! К сожалению, цинк и медь являются двумя основными компонентами латуни. Цинк плавится намного быстрее, чем медь и любые другие соединения, содержащиеся в латуни, что усложняет задачу. Кроме того, цинк будет реагировать с атмосферными газами с образованием оксида цинка.
Этот газ исключительно токсичен и опасен при вдыхании. Подвод тепла может разрушить основной металл, если он слишком высок, и вызвать разделение сплавов, поэтому при сварке латуни необходим постоянный контроль тепла.
Важен ли защитный газ при сварке латуни?
Очень. Вам необходимо выбрать защитный газ, который обеспечит достаточное покрытие и, таким образом, полностью защитит металл.
 Никогда не отключайте подачу газа, пока сварной шов полностью не остынет. в противном случае вы рискуете испортить готовый шов атмосферными загрязнениями, что приведет к пористому шву, который растрескается.
Никогда не отключайте подачу газа, пока сварной шов полностью не остынет. в противном случае вы рискуете испортить готовый шов атмосферными загрязнениями, что приведет к пористому шву, который растрескается.Можно ли сваривать латунь MIG?
Да. Вы должны использовать смесь аргона и углекислого газа в качестве защитного газа, но это вполне возможно. Вы также должны выбрать правильную присадочную проволоку, хотя идеальное совпадение цветов невозможно.
При выборе сварки MIG для латуни процедура сварки стежком является идеальной, поскольку она позволяет контролировать тепловложение и лучше его регулировать.
Можно ли сваривать латунь со сталью?
Нет, потому что их точки сварки очень далеко. Пайка позволит вам соединить два материала вместе. Метод пайки позволяет соединять различные металлы с помощью присадочного металла. В случае соединения латуни и стали для эффективного соединения двух металлов можно использовать присадочный стержень из кремнистой бронзы.

Можно ли сваривать латунь с алюминием?
Нет. Вам нужна латунь к латуни.
Можно ли паять латунь без флюса?
Да, так как большинство припоев имеют канифольную сердцевину, которая действует так же, как флюс, разрушая присутствующие оксиды.
В чем разница между сваркой и пайкой?
Хотя эти два термина взаимозаменяемы, между ними есть разница. При пайке основные металлы не требуют плавления. При сварке основные металлы расплавляются, образуя соединение. Для сварки может потребоваться 6500°F, тогда как пайка может выполняться при 840°F.
В чем разница между пайкой серебром и пайкой?
Обе процедуры соединяют металлы с помощью наполнителя, заполняющего шов. Этот присадочный материал будет иметь более низкую температуру плавления, чем соединяемые основные металлы. Заполняемое пространство обычно находится в диапазоне от 0,002 до 0,005 дюйма.
AWS или Американское общество сварщиков определяет разницу между двумя методами, поскольку при пайке используется присадочный материал с температурой плавления выше 840°F, а при пайке используется присадочный материал с температурой плавления ниже 840°F.

