Чертеж профилегиба своими руками: чертежи и размеры ручного профилегиба. Как сделать гибочный станок для профильной трубы?
Содержание
видео, фото, изготовление своими руками
Процесс изготовления трубогиба пошагово
Самым простым в изготовлении получится профилегиб для труб диаметром до 20 мм. Для него нет необходимости в специальных профессиональных знаниях, поскольку у такого приспособления очень простая конструкция, в которой применяются бетонные основания и стальные штыри, зафиксированные в ней. Между этими компонентами и производится прокатывание и гибка металла.
Чтобы изготовить трубогиб по этой схеме, сначала нужно закрепить в землю несколько швеллеров или труб диаметром 7 см и на расстоянии 5 см друг от друга. При этом закрепить швеллеры необходимо перпендикулярно земле (то есть под углом 90 градусов). Дальше можно приступать к заливке бетонной конструкции: утрамбовать грунт так, чтобы он не проседал, сделать насыпь из щебня,разровнять ее и залить бетоном минимум на три дня. Раствор также можно сделать в домашних условиях — смешать песок и цемент в пропорции 4:1. После того, как бетонное основание застыло, можно приступать к работе. Трубу или профиль, который необходимо согнуть, поместите между швеллерами и приложите силу, как рычагом, чтобы воздействовать на металл.
Трубу или профиль, который необходимо согнуть, поместите между швеллерами и приложите силу, как рычагом, чтобы воздействовать на металл.
Если изделие, которое нужно изогнуть, в диаметре больше 20 мм, предыдущую конструкцию придется доработать с помощью двух стальных прутов круглого сечения, высотой 40-50 см, которые будут выполнять роль осей для роликов. На этом этапе изготовления станка для гибки профильного металла понадобится приварить стальные пруты и вертикальные стойки для устойчивости.
Затем на сваренной горизонтальной поверхности устанавливаются опорные ролики (в сборе сразу должны быть подшипники и ступицы). Чтобы их закрепить с помощью болтовых соединений, необходимо просверлить отверстия. Причем одна часть сваренной из двух прутов станины должна быть проходной для установления звёздочки для цепной протяжки.
После закрепления опорных роликов нужно установить натяжное устройство. Существует два способа — нижний и верхний. Нижний позволяет добиться экономии высоты, а значит, плеча применения силы.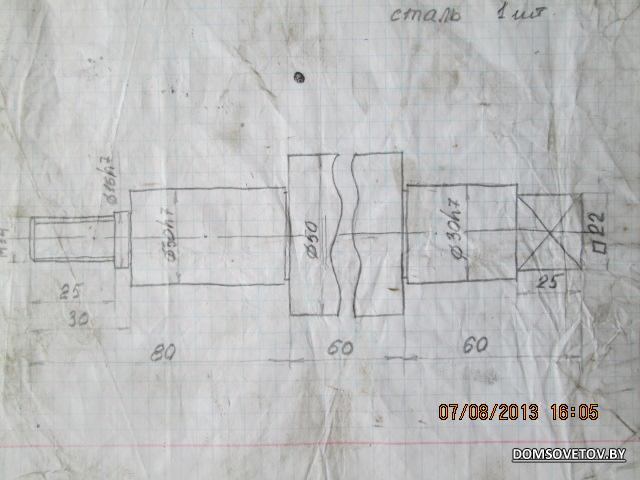 При таком способе используется гидравлический домкрат.
При таком способе используется гидравлический домкрат.
Верхний способ монтажа проще в эксплуатации, хотя требует дополнительных физических усилий для гибки металлопрофиля посредством применения винта с прямоугольной резьбой. Винт устанавливается так, что он давит на натяжной ролик, опуская его вниз.
Далее идёт этап установки звёздочек и цепи. Они должны находиться в одной вертикальной плоскости, чтобы цепь не заедало, и она не рвалась и не соскакивала.
Затем следует присоединить проводной рычаг, который устанавливается на опорные ролики и производится гибка металла (рис. 11).
При изготовлении профилегиба для гибки металла, нужно помнить, что меньшее осевое расстояние между опорными роликами предполагает меньший радиус заготовки, но большее давление на подшипники и сами ролики. Радиус сгиба изделия можно регулировать подъемом и опусканием прижимного ролика, которые зависят от высоты центральной части станины и длиной резьбы нажимного винта.
Такая довольно простая схема может применяться в неизменном виде или с использованием дополнительных деталей, таких как ручка для приведения роликов в действие и ограничитель для цепи, если она большего размера, чем нужно.
Самодельные конструкции станка для гибки арматуры позволят использовать не готовые гнутые изделия на заказ, а производить в домашних условиях самостоятельно необходимые элементы для строительства теплицы, детского шалаша, забора или беседки.
Принцип работы
Этот вид инструмента отличается от других видов такой же направленности следующими качествами. Дело в том, что профилегиб имеет определенную принципиальность в работе. Например, трубогибы просто гнут трубы, а профилегибы производят ту же работу, только прокатным методом. Абсолютно все профилегибы работают по схожему правилу.
Работа с данным приспособлением начинается с того, что его устанавливают, закрепляют (при помощи анкеров), заземляют, проверяют все стыки механических и электросоединений. Затем при помощи тряпки зачищают ролики и запускают основной механизм для того, чтобы он раскрутился сам и раскрутил все механизмы для дальнейшей разработки. Контрольный запуск нужен для исключения различных отклонений в работе.
Затем при помощи тряпки зачищают ролики и запускают основной механизм для того, чтобы он раскрутился сам и раскрутил все механизмы для дальнейшей разработки. Контрольный запуск нужен для исключения различных отклонений в работе.
Функционирует станок так. Заготовка прокатывается между валами под очень большим давлением. Процесс должен идти правильно. Поэтому, чтобы получить необходимый изгиб, верхний вал либо поднимают, либо опускают. Здесь все зависит от направления. Большинство профилегибов работает по вышеуказанному принципу, только отличается по своему видовому исполнению.
Подведем итог. Данные изделия работают так. Любой материал из металла, в том числе и профиль, размещается в рабочих валках. Они вращаются, давят на заготовку и придают ей нужную толщину или сгибают в нужном направлении. Разные станки, которые считаются новейшими, могут гнуть как остывший металл, так и нагретый. Принцип работы у таких устройств такой же, как и трубогиба.
Как согнуть трубу самодельным трубогибом
Смастерить рассматриваемые устройства своими руками — это только половина дела. После этого понадобится ещё правильно воспользоваться инструментом. Как пользоваться инструментом можно посмотреть на видео.
После этого понадобится ещё правильно воспользоваться инструментом. Как пользоваться инструментом можно посмотреть на видео.
Выше рассмотрены методы изготовления трубогибов ручного типа, которые подходят для изгиба труб холодным способом. Это такой вариант, посредством которого материал не подлежит нагреву. Использовать такой вариант можно для пластичных материалов. Чтобы повысить эффективность изгиба, нужно заполнить внутреннюю часть изделия песком или солью. Заполнение внутренней полости материала песком или солью позволит исключить деформации трубы, а также получить качественный изгиб.
Если стенки трубы толстые, то холодным способом её согнуть не получится. Для этого применяется горячий способ, который подразумевает под собой предварительный нагрев точки получения изгиба.
Ручной самодельный станок
Устройство заводского профилегиба
Для создания ручного профилегиба своими руками, необходимо определиться с размерами деталей, подлежащих обработке.
Для выполнения простейших работ используют обычную систему упоров, в которые вставляют конец профиля и, понемногу перемещая деталь, сгибают ее в нужных размерах.
Простейший вариант самодельной конструкции — бетонное основание с залитыми в него металлическими опорами.
Такие конструкции используются для работ с профилем до 20 мм. Если предстоит обработка деталей сечением более 25 мм, понадобится создание более сложной конструкции.
Потребуется прочное основание, на котором закреплены два опорных ролика. Они снабжены бортиками, высота которых соответствует размерам обрабатываемого профиля. Между ними устанавливается натяжное устройство с верхним прижимным роликом. Он изменяет свое положение при помощи натяжного устройства, регулируя при этом радиус изгиба детали. Прокат детали выполняется вручную, для чего на одном из опорных роликов устанавливается рычажный механизм вращения.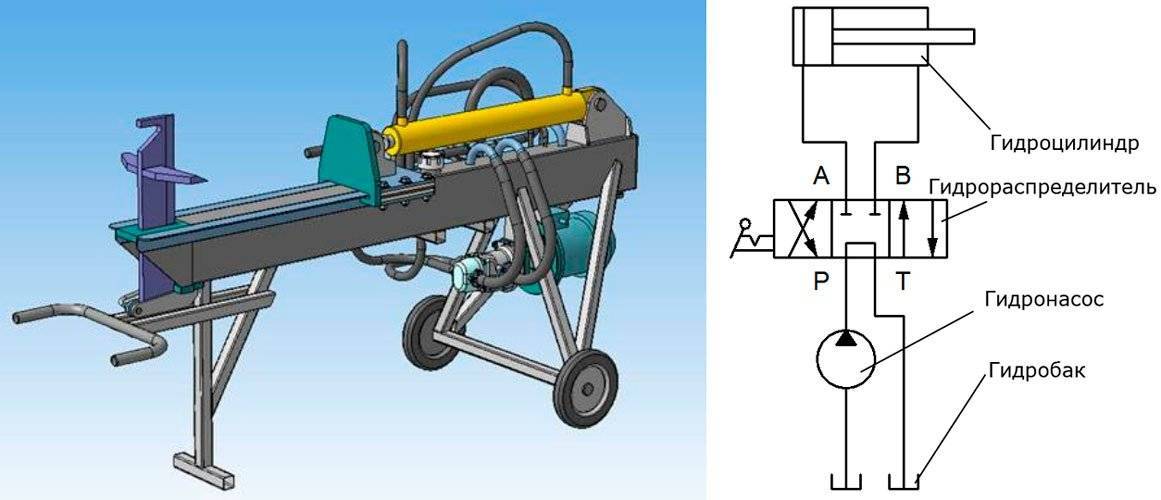
Необходимые инструменты и материалы
Для сборки самодельного профилегибочного станка потребуются:
- отрезок швеллера или двутавра большого размера (от 150 мм) длиной около 1 м;
- отрезки уголка или швеллера для сборки станины;
- ролики соответствующего размера, установленные на оси диаметром не менее 20 мм;
- звездочки и цепь для привода вращения;
- натяжной механизм — винтовой или на базе гидравлического домкрата;
- болты, гайки, шайбы;
- сварочный инвертор, электроды;
- сверлильный станок;
- болгарка, ножовка по металлу;
- измерительные инструменты — линейка, рулетка, угольник;
- обычный набор слесарного инструмента — молоток, напильник, зубило и т.д.
В зависимости от возможностей и навыков мастера могут пригодится и дополнительные инструменты или материалы, позволяющие улучшить конструкцию станка и повысить его прочность. Некоторые элементы в домашних условиях изготовить сложно, поэтому их обычно заказывают у токаря. Это относится к роликам, осям и ступицам. Если имеется возможность, следует заказать изготовление натяжного устройства, хотя бы винта и гайки с прямоугольной резьбой.
Это относится к роликам, осям и ступицам. Если имеется возможность, следует заказать изготовление натяжного устройства, хотя бы винта и гайки с прямоугольной резьбой.
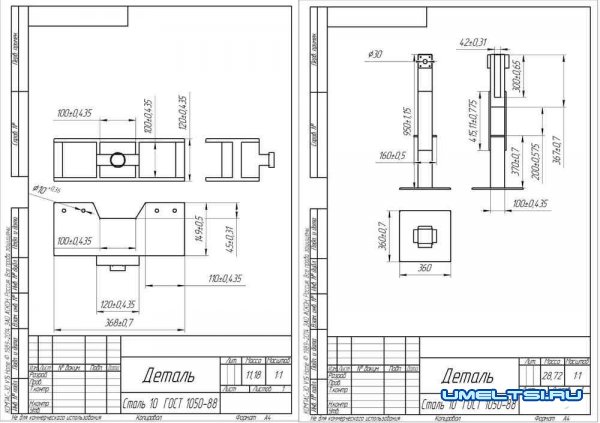
Чертежи с размерами
Размер будущего станка определяется величиной обрабатываемых деталей. Учитывая, что ручные инструменты не способны работать с профилем большого сечения, принято ограничиваться максимальным расстоянием между осями опорных роликов 500 мм (иногда меньше). Для более детального определения размеров установки используются сборочные чертежи.
Некоторые варианты:
Перед началом сборки следует определиться с конструкцией и создать собственный чертеж. Это позволит окончательно определиться с размерами деталей, уточнить некоторые рабочие моменты и исправить возможные ошибки.
Пошаговая инструкция
Порядок действий:
- изготовление станины. На опорный отрезок швеллера большого размера привариваются две поперечины для устойчивости. Затем по углам крепятся вертикальные стойки, на которых сверху крепится обвязка.
 Высота станины составляет 40-50 см.
Высота станины составляет 40-50 см. - Установка опорных роликов. На горизонтальные поверхности станины устанавливаются опорные ролики в сборе (вместе со ступицами и подшипниками). Отмечаются точки крепления, сверлятся отверстия и ролики фиксируются с помощью болтовых соединений. На ступицах одна сторона проходная, позволяющая установить звездочки для цепной протяжки.
- Монтаж натяжного устройства. Существует два варианта — установка снизу и сверху. Первый способ дает экономию высоты, способствует устойчивости станка. Второй способ удобнее в эксплуатации, позволяет приложить значительные физические усилия при регулировке натяжного ролика. Оба варианта имеют свои достоинства, но отличием является тип натяжки — нижний вариант рассчитан на использование гидравлического домкрата, верхний — под винт с прямоугольной резьбой. Конструктивно они отличаются тем, что домкрат поднимает один из опорных роликов, поэтому натяжной ролик в данном случае неподвижен и жестко закреплен на станине.
 При верхнем расположении резьба давит на натяжной ролик, опуская его вниз.
При верхнем расположении резьба давит на натяжной ролик, опуская его вниз. - Установка звездочек и цепи. Необходимо следить, чтобы все три звездочки находились в одной вертикальной плоскости, иначе цепь будет слетать или порвется.
- Присоединение приводного рычага. На опорные ролики устанавливаются рычаги, с помощью которых будет производиться протяжка профиля.
Простой в изготовлении вариант станка из тисков:
Профилегиб из автозапчастей(ступиц автомобиля):
Изготовление самодельных профилегибов
Для того чтобы согнуть арматуру в арки своими руками для парника или изготовить ножки для садовой мебели из алюминиевых трубок, необязательно приобретать специальное профилегибочное оборудование. Его тоже можно сделать своими руками из того, что есть в хозяйстве. У каждого рачительного автомобилиста в гараже найдётся всё необходимое. А для того чтобы согнуть алюминиевую трубу, даже металлических частей может не понадобится.
Видео обзор профилегиба, изготовленного своими руками
Самый простой способ изогнуть алюминиевую трубку в подпорку арочного типа, не повредив её – это сделать шаблон из древесины. Внешний диаметр шаблона должен совпадать с внутренним диаметром арки, которую необходимо изготовить. Деревянный трафарет необходимо закрепить на тяжелом столе так, чтобы он не двигался и не крутился. На удалении равном толщине изгибаемого материала крепится толстый прямоугольный брус. Между деревянными частями вставляется обрабатываемая труба. При помощи рычага, вставленного в противоположный закреплённому конец, трубу аккуратно загибают по шаблону.
Внешний диаметр шаблона должен совпадать с внутренним диаметром арки, которую необходимо изготовить. Деревянный трафарет необходимо закрепить на тяжелом столе так, чтобы он не двигался и не крутился. На удалении равном толщине изгибаемого материала крепится толстый прямоугольный брус. Между деревянными частями вставляется обрабатываемая труба. При помощи рычага, вставленного в противоположный закреплённому конец, трубу аккуратно загибают по шаблону.
За неимением надёжной горизонтальной поверхности, в качестве вертикального стола можно использовать стену надворной постройки. Большое количество металлических крючков может освободить от выпиливания трафарета из досок. Вычертив дугу внутреннего диаметра дуги, на небольшом удалении друг от друга необходимо прикрутить крючки к стене так, чтобы их загнутые части находились на отчерченной линии. При большом диаметре дуг можно использовать несколько упоров из бруса. Так дуга получиться более точной. На таком приспособлении, сделанном своими руками, при достаточной жёсткости крючков, можно гнуть не только алюминий, но и более прочные сплавы.
Изготавливая самостоятельно садовую мебель, лучше своими руками изготовить ручное профилегибочное оборудование из металлических частей от старого автомобиля. При необходимости сделать небольшой диаметр загиба трубы для мебели, изготавливаемой своими руками, можно использовать в качестве шаблона старую ступицу автомобиля, закреплённую на ровной поверхности. Все остальные требования как в первом примере. При необходимости, на таком шаблоне можно получить не только дугу или арку, но и петлевидный элемент. Такая ножка станет прекрасным украшением для мебели изготавливаемой своими руками.
Фото подборка самодельных профилегибов
Своими руками можно создать ручной станок, не уступающий заводскому по производительности. В его изготовлении пригодятся:
- уголки для станины и ножек;
- сварочный аппарат;
- валы. их можно изготовить из старой автомобильной оси при помощи болгарки или выточить на токарном станке;
- газораспределительный механизм со старых моделей лады или с «копеечки» может послужить для цепного узла приводящего валы в движение;
- натяжитель для ручного трубогиба так же легко найти среди старых запчастей.

Такие ручные трубогибы самостоятельно изготавливать есть смысл при наличии всех материалов, сварочного аппарата, болгарки, настольного сверлильного станка. Если платить за все услуги, тогда проще купить заводской ручной аппарат. Это выйдет дешевле и времени на поиски материала займёт меньше.
При условии, что всё нашлось в собственном хозяйстве, тогда необходимо сварить станину и ножки станка, сделать направляющие из 2 уголков шириной 20 мм направляющие с квадратным сечением. Держатель регулируемого вала изготавливается из трубы с прямоугольным сечением, имеющей стороны 20 и 40 мм. Понадобится регулируемый винт и ручка, которая приведёт станок в действие. Для неё стандартов нет, поэтому найти в гараже подходящую железку не сложно.
Чтобы ручной станок, сделанный своими руками, работал в разных режимах создания дуги, есть смысл просверлить под болты в станине, на которых будут крепиться валы, не отверстия, а прорези. Перемещающиеся валы дадут изменение глубины дуги.
Необходимые инструменты и материалы
Для изготовления рассматриваемого устройства требуются определенные материалы и инструменты:
- Ролики для профилегиба можно изготовить самостоятельно или приобрести. Как правило, при изготовлении роликов применяется сверхпрочная сталь, которая должна выдерживать давление. В качестве роликов могут использоваться валы. Ролики можно снять с других устройств.
- При изготовлении основания применяются пластины толщиной 5-8 мм. Они предназначены для принятия высокой нагрузки. Для усиления конструкции можно приобрести четыре уголка длиной 30 см.
- Усилие может передаваться при помощи специального механизма, к примеру, редуктора. Изготовить его своими руками достаточно сложно, но можно получить устройство из разбора. Кроме этого, большой популярностью пользуются устройство для гибки из домкрата.
Самодельный профилегиб
Создать станок своими руками можно исключительно при наличии определенных инструментов:
- Сварочного аппарата.
 Для того чтобы создать прочную конструкцию соединение отдельных элементов проводится при применении сварки. Этот метод соединения характеризуется высокой надежностью и прочностью.
Для того чтобы создать прочную конструкцию соединение отдельных элементов проводится при применении сварки. Этот метод соединения характеризуется высокой надежностью и прочностью. - Болгарка. Для изменения длины и формы применяемых материалов применяется метод механической обработки. Работать с металлом можно при применении специальных кругов, предназначенных для работы со сталью.
- Различные измерительные приборы. Создаваемая конструкция должна иметь точные размеры, так как в противном случае получить изделие с требуемыми показателями будет невозможно.
- Напильники или шлифовальное оборудование. Стоит учитывать, что при резке могут образовываться заусенцы и другие дефекты, которые требуют обработки при применении специального инструмента.
Куда сложнее создать устройство с электрическим или гидравлическим приводом.
Тонкости изготовления агрегата
Первоначальным требованием является подготовка чертежей. В интернете можно скачать схемы профилегиба ручного. Своими руками чертежи придется переделывать, так как все предложенные схемы не могут соответствовать множественным типам профилей и проката.
Своими руками чертежи придется переделывать, так как все предложенные схемы не могут соответствовать множественным типам профилей и проката.
Несмотря на простоту сборки, следует предусмотреть правильное расположение всех элементов, чтобы в процессе колоссальной нагрузки при изгибе не расшатывались детали. Неточное расположение валов и направляющих для движения каретки приведет к вырыванию профиля в работе или получения неправильного (угловатого, перекошенного) радиуса, материал будет испорчен.
Из интернета берут чертежи только в случае совпадения очертаний профиля, что на практике случается очень редко. Использовать можно только схемы станины и расположения прижимного оборудования, ступиц с шестеренками и рукоятки вращения. Чертеж можно считать годным для изготовления по нему гибочного станка только в определенном случае:
Использовать можно только схемы станины и расположения прижимного оборудования, ступиц с шестеренками и рукоятки вращения. Чертеж можно считать годным для изготовления по нему гибочного станка только в определенном случае:
- если при составлении чертежа не были допущены ошибки технического характера, эту сторону может определить только специалист, поэтому следует проконсультироваться у опытного механика;
- описание процедуры сборки выполнено подробно и присутствуют все разметки и размеры для работы, помимо основного чертежа предусмотрены деталировочные схемы с указанием взаимного расположения рабочих и вспомогательных элементов, крепежных деталей;
- в конструкции применяются материалы и детали, приобретение которых не составит труда.
В основном составляет чертеж мастер самостоятельно, при этом в основе лежат готовые схемы, а он приспосабливает их под собственные нужды
В процессе конструирования обращается внимание на некоторые нюансы:
- очертания опорных поверхностей вальцов выбирают не только учитывая поперечное сечение профиля, но и его форму и конфигурацию, иногда такую работу проделать сложно;
- учитывается, по какой стороне профиля будет вестись изгиб, например, полка уголка будет снаружи арки или внутри нее.

Учитывать конфигурацию проката нужно для того, чтобы после прохождения профиля по валикам получить качественно изогнутый профиль без сминания его продольных выступов
Особенно это важно для изделий крупного поперечного сечения, без тщательного подбора поверхности роликов профиль придет в негодность, и его трудно будет применить по назначению
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
При помощи сварочного оборудования изготавливают опорные ноги и станину
Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика
Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.
Пружины дадут возможность приводить домкрат в начальное положение
В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами
Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.
Монтаж приводных валов и звёздочек
В опорной раме станины прорезают паз под натяжной ролик
Натяжитель устанавливают на станок и устраняют провисание цепи.
Натяжитель позволит избежать провисания цепи
Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
Правильно изготовленная ручка не будет натирать руки
На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.
Установка домкрата — финальная стадия работы
Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.
После окрашивания станок приобретает законченный вид
Сферы применения
Профилегибы сделать самостоятельно не так уж и сложно, а еще они просты в применении. Они нужны, чтобы придавать металлическим профилям с разным сечением изогнутую форму. Конструкция оборудования предусмотрена так, что их ключевые составляющие, ролики, способны воздействовать как на отдельные участки изделий, так и целиком на них.
Посредством профилегибов можно обрабатывать профили без необходимости предварительного нагрева и получать контуры с углами изгиба до 360 градусов. С помощью таких устройств можно выполнить такие операции:
- деформировать заготовки с цельным профилем с прямоугольным или квадратным сечением;
- сгибать уголки, швеллеры и другой сортовой прокат;
- сгибать трубы на основе разных металлов;
- выполнять гибку прутков из металла с разным сечением.
Металлические контуры могут иметь одинаковые или разные углы изгиба, а также асимметричную или симметричную конфигурацию. Металлическая заготовка по вертикали или горизонтали изгибается через ролики за один прокат. В итоге можно приобрести замкнутые или открытые конструкции, спиралевидные, а также с разным диаметром.
Ручные и электрические профилегибы широко применяются при производстве оборудования и деталей для таких отраслей:
- нефтепереработка;
- химическая промышленность;
- энергетика;
- мебельное производство;
- строительство и не только.
Самодельные профилегибы преимущественно используются в мелких частных мастерских или для домашних работ.
4 Как сделать профессиональное оборудование – прокатный вариант
Чтобы гнуть профили посерьезнее (с диаметрами или размерами сечения побольше) и на любые углы, необходимо сделать профилегиб прокатного типа. Его еще называют 3-ролиоковым. Такой профилегиб показан на видео. Состоит он корпуса и роликов: 2-х опорных и между ними 1-го изгибающего (прижимного). Может быть и другое исполнение. Ролики крепятся не в корпусе, а на подходящей опорной поверхности, горизонтальной либо вертикальной.
Профилегиб прокатного типа
У опорных роликов неподвижное крепление, а у прижимного – регулируемое, как на предлагаемом чертеже. Оно должно обеспечивать его перемещение относительно опорных роликов. Кроме того, на ось прижимного шкива необходимо закрепить ручку либо штурвал. Они необходимы, чтобы вращать его во время гибки, как показано на видео.
Принцип работы прокатного профилегиба следующий. Перед обработкой профиля прижимной ролик находится в верхнем положении. Изделие протягивается между ним и опорными шкивами. Прижимной ролик опускаем до упора и начинаем вращать, постепенно его поджимая. Изгибание происходит в результате многократной прокатки профиля между шкивами. При этом прижимной ролик периодически подтягивают, уменьшая тем самым радиус изгиба. Количество циклов прокатки зависит от гибкости профиля.
Как сделать ручной профилегиб своими руками. Как сделать ручной профилегиб своими руками
Содержание
- 1 Из чего состоит профилегиб
- 2 Профилегиб. Простая конструкция
- 3 Разновидности станков
- 3.1 Разновидности устройств по приводным особенностям
- 3.2 Как различается оборудование от разновидности установки
- 4 Принцип работы гибочного станка
- 5 Важные технические моменты при изготовлении профилегиба.

- 6 Разработка чертежа с учетом типа обрабатываемых профилей
- 7 Принцип работы
- 8 Первоначальный этап
- 9 Виды оборудования, которые отличаются методом изгиба профилей
- 10 Устройство гидравлического типа своими руками
- 10.1 Станок прокатный
- 10.2 Станок прокатный трех роликовый
- 11 Приступаем к изготовлению
- 11.1 Второй вариант
- 12 Как работает трубогиб для профильной трубы?
- 13 Как сделать ручной профилегиб с обкатным роликом.
- 13.1 Как сделать ролики для гибки профильной трубы методом обкатки.
- 14 Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
- 15 Простейший способ для гибки профиля
Из чего состоит профилегиб
Перед тем, как начать работы по созданию оборудования, рисуют чертеж изделия. Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Фронтальная разновидность оборудования включает такие элементы:
- валы три штуки, три штуки роликов.
- приводное цепное устройство.
- несколько осей.
- профильные детали, выполненные из металла, с помощью них выполняют раму-основание под станок.
Устройство принято оснащать деревянными либо полиуретановыми роликами. Выбирая элементы для изготовления, обращают внимание на прочность труб, чтобы профилегиб справился с нагрузкой.
Профилегиб. Простая конструкция
В некоторые моменты для создания определенных конструкций, могут понадобиться определенные инструменты или станки. Например, придать трубе или профилю определенную форму, т.е. появляется необходимость в изменении формы. Для такого действия и нужен станок, который поможет справиться с этой работой.
Так и у автора ютуб-канала Юрия Сербина возникла такая необходимость. Поэтому для своих нужд он собрал станок который гнет профильные трубы. Конструкция данного профилегиба достаточно проста в изготовлении, затруднение может вызвать только необходимость в поиске токаря, чтобы выточить некоторые детали. Если же есть в вашем распоряжении токарный станок или токарь, то проблем при изготовлении возникнуть не должно.
Инструмент который использовал мастер при работе: -Сварочный аппарат, -УШМ (болгарка), -дрель, -магнитные держатели. Большую часть материала обходимого для изготовления станка автор взял у себя в гараже. В ход пошли старые уголки и другие железки. Для начала автор изготавливает основание будущего профилегиба. Для этого он берет два уголка 60х40 мм и сваривает их между собой. Далее от уголка размером 35х35 отпиливаются заготовки под стойку для среднего ролика, которым будет прижиматься сгибаемая деталь. На одной из сторон каждого уголка спиливается одна стенка, чтобы он плотно прилегал к основанию при проведении сварочных работ. Данные детали выставляются на основание, проверяются на ровность уголком и привариваются.
Следующий шаг — изготовление платформы для крутящего валика. На нее пошли два уголка размерами 60х60, в стенках которых были сделаны прорези, которые совпадают с расстояниями между стойками среднего ролика. Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.
На нижнем конце прижимной шпильки стачивается резьба. На данный конец надевается гайка и приваривается. Во второй гайке и конце шпильки делается сквозное отверстие. В детали, на которой будет установлен ролик, делается отверстие под шпильку. Она в него вставляется, и на тот конец где есть отверстие, вставляется гайка. Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.
Берется металлический прут и отрезаются заготовки, на которые будут устанавливаться подшипники.
Далее, с помощью токарного станка автор обтачивает концы роликов, чтобы на них одевались подшипники. Тот ролик, который будет устанавливаться в среднюю часть станка, имеет более удлиненную сточенную часть. Это необходимо для того, чтобы на нее можно было одеть ручку, которая будет приводить станок в действие. Для подшипников, установленных в этой же части станка, автор вытачивает защитные кожухи, которые привариваются к прижимной части детали.
Из профильной трубы 20х40 вырезаются опоры, но которые будут устанавливаться валики с подшипниками. В профилях делаются разрезы похожие на строение ласточкина хвоста. Таких деталей нужно 8 штук. Они привариваются к основанию, по 4 штуки с каждой стороны. На них будут устанавливаться валики, по которым сгибаемая заготовка будет ездить. Между этими опорами устанавливаются направляющие, сделанные из уголка. Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля. Следующий шаг это установка ручки и крепежных пластин. Пластины необходимы для жесткого крепления станка к поверхности, чтобы при работе он был устойчив.
Следующий шаг это установка ручки и крепежных пластин. Пластины необходимы для жесткого крепления станка к поверхности, чтобы при работе он был устойчив.
Последний этап — покраска и проверка работоспособности.
Как видно, станок уверенно справляется с поставленной перед ним задачей. Источник
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.

- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.

Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
Важные технические моменты при изготовлении профилегиба.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид.
 Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Гибка профильной трубы с заломами.
Ролик трубогиба с ребром по центру.
- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
Профилегиб.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами.
 Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы.
 Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
Виды резьбы.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролик трубогиба для гибки круглой трубы.
Разработка чертежа с учетом типа обрабатываемых профилей
Конечно, под профили из мягких металлов и с небольшими размерами сечения можно изготовить изгибающий и опорные элементы с плоской поверхностью. Но во всех остальных случаях – только под форму изделия. Поверхности (конструкция) опорных и изгибающего элементов должны быть для:
Но во всех остальных случаях – только под форму изделия. Поверхности (конструкция) опорных и изгибающего элементов должны быть для:
- Прутка, круглой либо овальной трубы – в виде желоба под соответствующий диаметр или форму изделия.
- Трубы с прямоугольным либо квадратным сечением. У опорных элементов – правильной прямоугольной формы под внешние габариты изделия, чтобы профиль помещался в них (с удерживающими бортиками). У изгибающего – плоская, с поперечным размером, который немного меньше наружного у обрабатываемого проката, чтоб прижимать последний к опорным элементам между их бортами, как показано на видео.
- Уголка. Если для гибки по наружной стороне полок (то есть когда у готового согнутого изделия внешней будет внутренняя поверхность уголка), то изгибающий элемент будет плоским, но с удерживающим бортиком, а опорные – просто гладкими. Причем изгибающий и опорные элементы должны располагаться с учетом толщины уголка и так, чтобы борт первого достаточно хорошо прижимал полку металлопроката к боковой поверхности вторых.
 Если гибка по внутренней стороне полок, то наоборот – с удерживающим бортиком должны быть опорные элементы, а изгибающий делаем с плоскими поверхностями.
Если гибка по внутренней стороне полок, то наоборот – с удерживающим бортиком должны быть опорные элементы, а изгибающий делаем с плоскими поверхностями. - Швеллера – по тому же принципу, как и для уголка. Если гибка по наружной стороне изделия, то изгибающий элемент будет с 2-я удерживающими бортиками, а опорные – просто гладкими. Для гибки по внешней поверхности швеллера с бортами надо сделать опорные элементы.
- Двутавра – с плоскими рабочими поверхностями и поперечным размером, равным внутреннему габариту изделия, чтобы легко, но плотно заходить между его полок.
- Гибки швеллера либо двутавра поперек основания между полками. Опорный и изгибающий элементы делают с 2-я бортиками, между которыми должны плотно заходить полки изделия.
Приспособление для гибки швеллера
Очевидно, что абсолютно универсальный профилегиб изготовить невозможно, он может быть пригоден для гибки определенных типов изделий и с достаточно узким диапазоном размеров их сечений. В случае сборки конструкции со сменными изгибающим и опорными элементами возможности самодельного станка значительно расширятся. Это и остальные, вышеприведенные нюансы необходимо предусмотреть еще при создании чертежей, которые следует сделать как можно более подробными (детализированными). Ниже приведены варианты возможных решений, на основе которых можно будет разработать собственную конструкцию, приспособленную для гибки конкретных профилей.
В случае сборки конструкции со сменными изгибающим и опорными элементами возможности самодельного станка значительно расширятся. Это и остальные, вышеприведенные нюансы необходимо предусмотреть еще при создании чертежей, которые следует сделать как можно более подробными (детализированными). Ниже приведены варианты возможных решений, на основе которых можно будет разработать собственную конструкцию, приспособленную для гибки конкретных профилей.
Принцип работы
Основным и главным отличием профилегиба от других аналогичных агрегатов является то, что он осуществляет гибку заготовок посредствам холодного проката без загиба.
Вне зависимости от своих конструктивных особенностей, все устройства данного типа работают по одному и тому же принципу.
Перед началом работ инструмент нужно в обязательном порядке хорошо раскрепить, используя при этом анкерные болты.
В том случае если используется инструмент, оснащенный электрическим приводом, то выполняется заземление и проверяется целостность всех его соединений.
Также проводится внимательная проверка роликов. Они должны быть тщательно очищены от грязи и всевозможной смазки.
После этого агрегат нужно несколько раз обкатать в холостом режиме.
В случае выявления каких-либо неисправностей и дефектов в работе профилегиба, они устраняются до начала проведения работ.
Производит необходимые операции по изгибу металлических профилей можно только на исправном инструменте. На видео, которое размещено ниже, показан принцип работы универсального профилегиба.
Перед началом работ также осуществляется проверка деталей, которые будут изгибаться на агрегате.
ВАЖНО ЗНАТЬ: Изготовление ЧПУ фрезерного станка своими руками
Заготовка должна быть чистой и иметь одинаковую прочность по всей своей площади.
После этого производится настройка роликов станка непосредственно под выполняемую работу.
Для этого отдаются крепежные гайки опорных, а также прижимных роликов, после чего они монтируются на валы через шпонку и прочно закрепляются.
Сама заготовка должна быть прочно зажата в пространстве между валами устройства и только после этого проводится прокатка, за счет которой и происходит необходимый изгиб.
Следует отметить, что в этом случае радиус кривизны для профиля задается при помощи поднятия и опускания вала, расположенного в верхней части профилегиба.
В устройстве ручного типа все необходимые действия на станке производит оператор.
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы.
 Опорами служат поворотные ролики либо башмаки.
Опорами служат поворотные ролики либо башмаки.Справка! Качественный результат достигается с помощью равномерно нарастающего усилия, которое постоянно направлено к трубе под 90 градусами. Метод подходит для небольших работ.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время работ по изготовлению стоит придерживаться советов профессионалов. Толщина металла станины не должна быть менее одной шестой от ширины трубы. К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
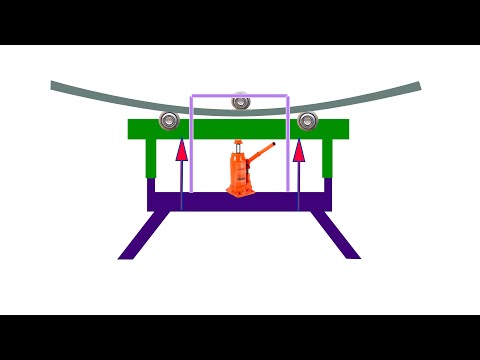
Устройство гидравлического типа своими руками
Конструкция с гидравликой работает посредством продавливания по центру профиля при помощи пуансона, который прикреплен к поднимающемуся штоку. Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Оси у отверстий, лежащих в промежутке, располагаются на линии пересечения наклонной оси с выполненными отметками. Отверстия на конструкции станка нужны, для регулирования радиуса сгиба изделий. Рабочая поверхность устройства представляет собой две детали, которые располагаются зеркально. Поэтому на второй детали делают те же
Размер домкрата, расстояние с обозначением «а» на схеме влияют на высоту оборудования.
Если надо изогнуть изделие, имеющее ширину 15 миллиметров, то зазор в статическом режиме домкрата должен равняться двадцати миллиметрам. Усилительные нагрузки данной конструкции, которое передает пуансон, сосредоточено сверху устройства. данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
Станок прокатный
Деформация деталей происходит с помощью прокатки. Самостоятельно можно смастерить оборудование, имеющее три ролика с ручным типом привода. Существуют два вида подобных устройств. Самодельный станок, имеющий поворотную платформу.
Подходит для деформации труб, у которых некруглая внутренняя полость, имеет следующие особенности конструкции:
- Угол сгиба детали выполняет поворотная платформа. Металлическую станину соединяют с платформой с помощью шарнирного соединения.
- Домкрат задает движение платформе, который упирается в корпус платформы штоком.
- Вращая рукоятку, осуществляют протяжку профильной трубы. Рукоятка расположена в промежуточном валу.
Стойки и основание оборудования изготавливают из трех швеллеров, которые имеют стеночную высоту в пределах от 150 до 200 миллиметров. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Для прочности конструкции стойки, ее изготавливают из двух отрезков. Опираясь на горизонтальную ось, устанавливают постоянную платформу, затем к ее корпусу монтируют стойку сзади оборудования с помощью сварки. Из одного отрезка профиля выполняют ограничители, высота их должна быть больше толщины трубы, которую будут деформировать с помощью станка.
Платформа, задающая направление, присоединяется к основной станине с помощью петель для дверей. Подшипники приваривают к ограничителям и краям двух платформ, снабжают конструкцию для прочности уголками. В подшипники устанавливают валы. К валу, находящему посередине, устанавливают ручку.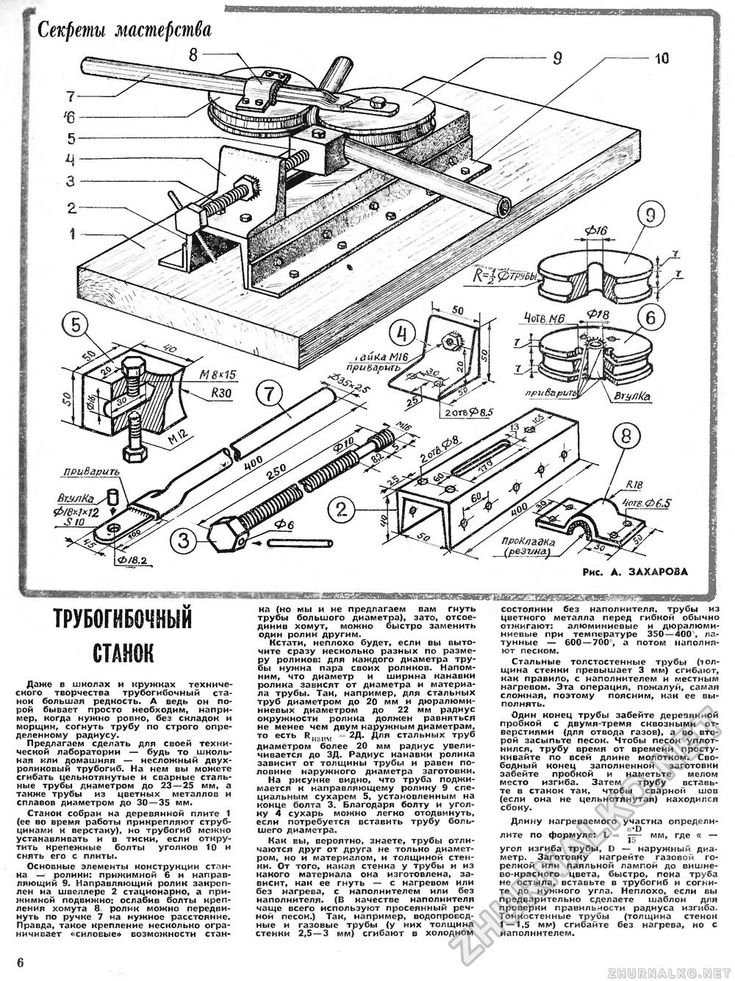 Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Последовательность рабочего процесса:
- Подготовка материала, набора инструментов.
- Сборка основной платформы.
- Нарезка трубы под подшипники.
- Выполнение соединения вальцев с подшипниками.
- Присоединение катка с помощью сварки.
- Изготовление основы под каток.
- Сборка всех элементов конструкции.
- Проверка на качество работы устройства.
Станок прокатный трех роликовый
Изгиб трубы осуществляется с помощью роликов, которые находятся по бокам. Трубу кладут сверху на ролики. Двигающийся ролик сверху опускают и фиксируют изделие. Вращая ручку, с помощью цепи приводят в движение валы. Труба движется и меняет положение. Прижимной болт закручивается, усилие на трубу увеличивается, изделие продвигается и получается изгиб.
Внимание! Данный станок имеет три ролика. Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.

Что необходимо для изготовления конструкции:
- полка
- профильный прокат из металла для изготовления каркаса.
- валы.
- пружины прочные, 4 шт.
- цепь, крепежные элементы, подшипники.
Чтобы прикрепить подшипники, нужно три вала, размер определяют по звездочкам и подшипникам. С боку устанавливают 2 вала, прижимной вал подвешивают сверху с помощью пружины. Данные детали необходимо заказать у специалистов, всю остальную работу можно сделать своими руками. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Затем подвешивают вал на пружинке, который соединен с полкой шпоночным соединением. Валы для опоры крепят с двух сторон основания, между опорами протягивают цепь, удерживая ее с помощью магнитного уголка. На вал для опоры прикрепляют ручку для поворота, монтируют на платформу домкрат с помощью болтов и сварки.
На вал для опоры прикрепляют ручку для поворота, монтируют на платформу домкрат с помощью болтов и сварки.
Подвесной вал требует правильной установки:
- установить вал на полку.
- к полке монтируют гайки для крепления пружины.
- площадку соединяют с пружинами, переворачивая площадку.
Важно! Если увеличить расстояние между роликами, то усилия, которые необходимы для создания изгиба, уменьшатся.
Поэтапный процесс сборки прокатного устройства:
Приступаем к изготовлению
Как отмечалось ранее, конструкция станка может быть различной. Все зависит от того, какие материалы и рабочие инструменты имеются под руками.
Чертеж станка для гибки профильной трубы
Люди с инженерным образованием могут усовершенствовать его, на свое усмотрение модернизировав и добавив дополнительных функций.
Для изготовления профильного трубогиба своими руками нам понадобятся:
- Три вала с осью вращения, осуществляющих сгибание;
- Металлический профиль для рамы;
- Приводной механизм;
- Цепь.
ВАЖНО ЗНАТЬ: Применение малогабаритных фрезерных станков с ЧПУ по металлу
В первую очередь, необходимо подготовить каркас. Соединить все составляющие можно с помощью сварки, но она не обеспечивает достаточной надежности при работе с толстыми трубами.
Чтобы конструкция была прочнее и мобильнее, стоит скрутить ее болтами.
Валы для сгибания – это цилиндры из металла, имеющие ось вращения. Два из них крепятся немного выше уровня стола, третий – над ними.
Радиус загиба профильной трубы будет зависеть от того, на каком расстоянии расположены нижние цилиндры друг от друга. Предусмотрев ролики для их передвижения и стопора угол будет настраиваемым.
Видео-инструкция:
Закрепив валы, ручной станок для гибки профильной трубы должен быть оснащен механизмом, передающим им вращающее усилие. Оптимальный вариант – сделать цепной механизм, который свободно приобретается на рынке или снимается со старого автомобиля.
Если цепь подбиралась отдельно, придется подумать о шестернях: их должно быть три.

Две установятся на первый и второй нижние валы, третья – ниже. Стоит предусмотреть возможность регулировать ее положение, чтобы натянуть цепь в случае необходимости.
К одному из валом прикрепляется ручка, с помощью которой будет создаваться крутящее усилие. Оборудование готово к использованию.
Второй вариант
Если вам не хватает времени на то, чтобы изготовить станок для гибки профильной трубы своими руками по выше описанной схеме, то можно смастерить более простой вариант.
Он не менее достойный, но во время проведения работ придется приложить больше физических усилий.
В качестве основания потребуется бетонная плита с насверленными отверстиями. Можно взять уже готовое изделие и насверлить в нем около 10 отверстий, расположенных вдоль дуги изгиба. Но надежнее вылить ее самостоятельно.
В отверстия вставляются штыри. Чтобы они не выскочили во время большой нагрузки, рекомендуется их залить бетоном.
Профилированная труба крепится на одном конце и плавно, без резких движений, загибаться вдоль второго конца.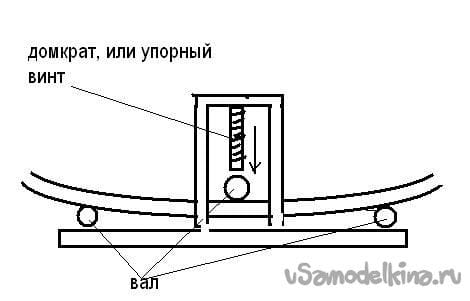
Достигнув примерного результата, изделия оставляют на некоторое время, чтобы оно привыкло к форме, после крепят с другой стороны и доводят до требуемого состояния. Для облегчения работы трубу можно разогреть.
Схема процесса
Приспособление такого плана вряд ли заменит специализированное оборудование для гибки профилированной трубы, но прекрасно справится с небольшим объемом работы.
Как работает трубогиб для профильной трубы?
Трубогибочные станки загибают детали, а профилегибы (или вальцы для профильной трубы) – деформируют заготовки, прокатывая их. У всех устройств данного вида (как профессиональных, так и сконструированных самостоятельно) принцип работы практически одинаковый.
Схема простейшего профилегиба
Чертеж вальцев для профильной трубы
Перед началом работы с деталью нужно удалить смазку с устройства сухой тряпкой и запустить его вхолостую примерно на полчаса. Это необходимо для обнаружения погрешностей и поломок перед началом работы. При обнаружении неисправностей с деталью в устройстве, устранить их будет гораздо сложнее.
При обнаружении неисправностей с деталью в устройстве, устранить их будет гораздо сложнее.
Важно! Не забудьте заземлить и проверить все соединения (электрические и механические) перед началом работы.
Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
- Откручиваются гайки валиков (опорного и прижимного).
- Устанавливаются и фиксируются ролики для профилегиба (покупку которых при самостоятельном изготовлении прибора, можно осуществить в любом профильном магазине).
- Поднимается прижимной валик.
- Очищается и фиксируется заготовка (при помощи специальных болтов).
Далее происходит деформация детали при помощи ее прокатывания между валами, поэтому для регулировки достаточно двигать вверх или вниз верхний вал. Причем в ручном устройстве это происходит путем поднятия рычага, в электрическом – при помощи электропривода.
Простой в использовании ручной профилегибочный станок
Современное электромеханическое устройство
Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.
Гибка профильной трубы методом обкатки.
Схема гибки трубы.
Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
Сверлим отверстие в заготовке.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
«Лишние» шайбы показаны стрелочками.
А нажимной подшипник он взял бы большей ширины.
Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Так вы уменьшите бюджет на постройку профилегиба.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
И посмотрите видео, где FORUMHOUSE показывает самые значимые новинки уходящего года в области строительного инструмента.
Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Внимание! Практичнее изготавливать съемные шаблоны, потому что их можно заготовить в нескольких экземплярах разного радиуса. Для шаблона можно применять металлические крючки, расположив их на прорисованном контуре.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля. С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Начинать с центра нельзя, потому что это грозит сплющиванию всего изделия, так как материал слишком тонкий. Для облегчения процесса, внутрь трубы вставляют стержень из металла, диаметр его должен быть равен стольким, чтобы осуществлять проход сквозь трубу.
Для сгиба более толстых труб станок усиливают лебедкой, закрепляя крепче профиль, чтоб не соскользнул.
Как сделать профилегиб своими руками: видео инструкция, схемы
Качественное сгибание вытянутого металлического проката невозможно без применения специальных устройств, называемых профилегибами, при отсутствии средств на их приобретение или выполнении разовых работ их рекомендуют сделать своими руками. Они имеют сравнительно простую конструкцию и технологию сборки, при использовании правильных чертежей и инструкций на выходе получается достаточно надежное устройство для изменения конфигурации труб и профиля без предварительного нагрева. В большинстве случаев они имеют ручной привод, но при необходимости в схему добавляют гидроцилиндр или электродвигатель, окончательное решение принимается исходя из поставленных задач.
Оглавление:
- Когда нужен?
- Конструкция
- Простая и прокатная модель
- Профилегиб с подвижным катком
- Советы
В каких случаях рекомендуют сделать профилегиб своими руками
Потребность в таком инструменте возникает при необходимости получения определенного радиуса закругления на конкретном участке или по всей длине заготовки. Функциональные возможности самоделок зависят от выбранной конструкции, но в целом с их помощью осуществимы операции по сгибу прутьев и арматуры, изменение формы профиля с квадратным или прямоугольным сечением, получению колен из круглых труб или скруглению элементов сортового проката (швеллеров, уголков, двутавров). Данная группа включает как простые устройства с приложением усилий в определенной точке изделия или профилегибочные станки с прокаткой деталей по всей длине, вторые признаны более эффективными из-за возможности сгибания заготовок под углом от 1 до 360° в произвольном направлении.
Функциональные возможности самоделок зависят от выбранной конструкции, но в целом с их помощью осуществимы операции по сгибу прутьев и арматуры, изменение формы профиля с квадратным или прямоугольным сечением, получению колен из круглых труб или скруглению элементов сортового проката (швеллеров, уголков, двутавров). Данная группа включает как простые устройства с приложением усилий в определенной точке изделия или профилегибочные станки с прокаткой деталей по всей длине, вторые признаны более эффективными из-за возможности сгибания заготовок под углом от 1 до 360° в произвольном направлении.
Изготовление самоделок целесообразно при отсутствии серьезных требований к точности радиуса изгиба и обработке профилей со сравнительно небольшим сечением. С их помощью успешно подготавливаются элементы для закладки теплиц, фигурные опоры или беседки, сгибаются хомуты в армокаркасе или колена трубопроводов при монтаже отопительных систем. Работа с ними не требует серьезной квалификации и подготовки, они ценятся за простую конструкцию и в большинстве случаев имеют механический привод.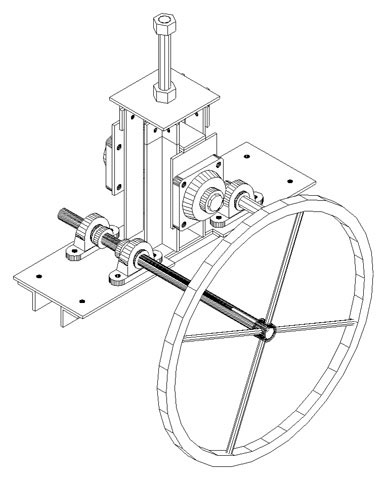 Изгиб заготовок на таких устройствах занимает больше времени и нуждается в определенных усилиях со стороны оператора, но в плане функциональности любой самостоятельно изготовленный ручной механизм не уступает аналогичному заводскому. Изменение класса профилегиба возможно при подключении гидравлического или электрического привода, но такие действия требуют определенных навыков.
Изгиб заготовок на таких устройствах занимает больше времени и нуждается в определенных усилиях со стороны оператора, но в плане функциональности любой самостоятельно изготовленный ручной механизм не уступает аналогичному заводскому. Изменение класса профилегиба возможно при подключении гидравлического или электрического привода, но такие действия требуют определенных навыков.
Конструктивное исполнение зависит от типа и принципа действия этого инструмента, самый простой и распространенный ручной профилегиб прокатного типа состоит из следующих элементов:
- Основания, чаще всего представленного в виде устойчивой и прочной металлической станины (в случае самоделок – сварной).
- Двух опорных боковых роликов, отвечающих за продольное перемещение профиля. В оптимальном варианте они способны к синхронному вращению.
- Прижимного подвижного ролика, выполняющего функции ведущего и обеспечивающими соответственное механическое воздействие, приводящее в итоге к изгибу заготовки.
 Как правило, он имеет чуть больший диаметр в сравнении с опорными боковыми или не уступает им.
Как правило, он имеет чуть больший диаметр в сравнении с опорными боковыми или не уступает им. - Узла контроля усилия прижима. У ручных моделей эти функции выполняет винтовая пара, установленная на перпендикулярно приваренном к станине прочном корпусе, у гидравлических – домкраты или поршневой механизм. При изготовлении устройства своими силами чаще всего останавливаются на первом варианте, при котором держатель ведущего ролика имеет жесткое соединение с прижимным винтом.
Принцип действия такого ручного инструмента основан на сгибании заготовок путем их прокатывания между опорными валиками с одновременным давлением ведущего. В этом плане они выгодно отличаются от обычных трубогибов с неподвижными элементами, при аккуратном воздействии и достаточном усилии на них без проблем осуществляется радиальный изгиб профиля с сечением до 32 мм включительно без риска деформации заготовки. Более сложные заводские конструкции оснащаются блоками ЧПУ, контролирующими градиент сгиба или подвижными нижними валами с контроллерами перемещения. У самых совершенных и функциональных профилегибочных станков все ролики являются передвижными и регулируемыми, но сделать такое оборудование самому, в кустарных условиях крайне сложно.
У самых совершенных и функциональных профилегибочных станков все ролики являются передвижными и регулируемыми, но сделать такое оборудование самому, в кустарных условиях крайне сложно.
Инструкция по изготовлению простейшего устройства для сгиба профиля
При выполнении в домашних условиях работ по незначительному изменению формы и конфигурации проката и труб с сечением не более 20 мм достаточно использования примитивного варианта профилегиба, а именно – трех закрепленных в бетоне штырей. При этом возможны два пути: установка их под углом в 90 ° с последующим бетонированием на предварительно подготовленной площадке, или заливка тяжелой плиты, вынимаемой из формы и размещаемой в разных местах. В качестве опорных штырей для таких самодельных профилегибов используется швеллер или обрезки круглого проката с сечением от 70 мм, рекомендуемый интервал между ними составляет 4-5 см.
Потребность в сложных чертежах в данном случае отсутствует, секрет заключается в отслеживании перпендикулярности выступающих частей, достаточном их заглублении (в идеале – на треть длины) и заливке качественным мелкозернистым бетоном или ЦПС. По понятным причинам стационарные площадки признаны более устойчивыми и удобными в сравнении с тяжелыми плитами, по окончании работ и необходимости освобождения пространства штыри просто срезаются.
Преимуществом такой конструкции является простота и возможность установки опор с учетом сечения профиля, отсутствие каких-либо условий при выборе направлении или угле изгиба, минусом – ограничение в диаметре, при работе с заготовками с сечением свыше 20 мм создаваемых усилий недостаточно. В таких случаях рекомендуется сделать профилегиб с более сложным механизмом.
Инструкция по изготовлению своими руками устройства прокатного типа
Для сборки такого устройства потребуются уголки или квадратные трубы с сечением от 50 мм для сваривания корпуса, швеллеры или профиль с толщиной от 150 для станины, круглые заготовки, металлическая цепь, обеспечивающая синхронное вращение опорных роликов, и ее натяжитель, навариваемые приводные звездочки, винтовая передача, болты и гайки. Работы начинают с составления простой, но точной схемы ручного профилегиба, подготовки инструмента (двери, болгарки и сварочного аппарата) и элементов. Для изготовления самоделки нет необходимости в покупке нового и дорогостоящего металлопроката, допускается вырезание деталей из целого и не изъеденного ржавчиной лома. При этом все элементы рекомендуется очистить и слегка прошлифовать.
Работы начинают с составления простой, но точной схемы ручного профилегиба, подготовки инструмента (двери, болгарки и сварочного аппарата) и элементов. Для изготовления самоделки нет необходимости в покупке нового и дорогостоящего металлопроката, допускается вырезание деталей из целого и не изъеденного ржавчиной лома. При этом все элементы рекомендуется очистить и слегка прошлифовать.
В ходе сборки придерживаются следующей последовательности действий:
1. Из толстого швеллера вырезается отрезок нужной длины, проводится разметка станины.
2. Из уголка или прямоугольного проката сваривается П-образный корпус, выполняющий в дальнейшем функции кронштейна для винтовой пары. Для ее удержания в верхней части по центру просверливается соответствующее отверстие. После проверки качеств швов конструкция приваривается к двум сторонам станины.
3. В верхней части корпуса ручного профилегиба приваривается гайка регулятора прижимного ролика и вкручивается опорный винт.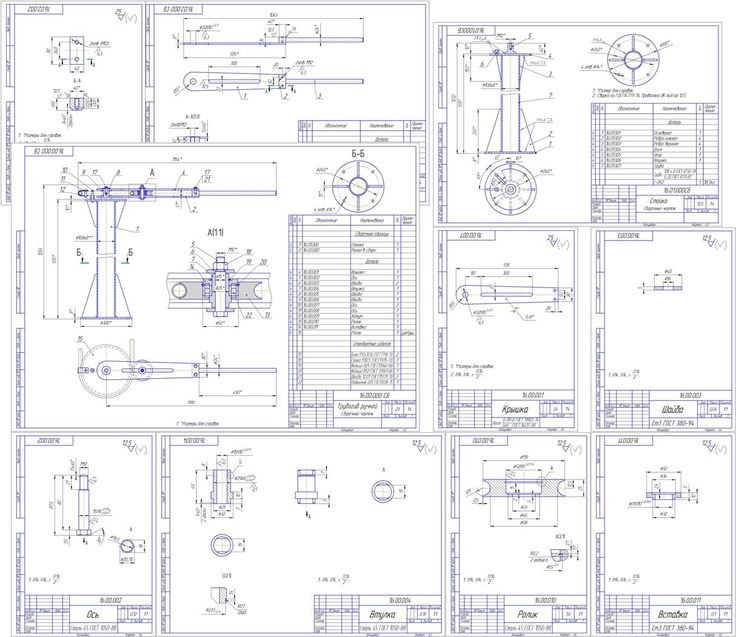
4. Из круглого лома с помощью болгарки вырезаются заготовки под опорные ролики, на оси которых привариваются передаточные звездочки для удержания велосипедной цепи. Установленные на подшипниках ролики привариваются к станине с учетом обязательной симметрии с ее центром. Цепь закрепляется на звездочках и натягивается. В конечном итоге получаются зафиксированные на невысоких подиумах вращающиеся «гантели», удерживающие в центре сгибаемый профиль. Одна из осей делается удлиненной, в последствии к ней приваривается ручка, с помощью которой осуществляется вращение.
5. Подготавливается узел прижимного механизма с жесткой фиксацией к нижней части опорного винта.
6. Все элементы закрепляются на корпусе и станине, сварочные швы слегка зачищаются.
Конструктивные различия у собираемых своими силами ручных профилигибов проявляются прежде всего в виде и размерах опорных и прижимных роликов. Они могут иметь закрепляемые по бокам шайбы-кольца для удержания профиля или обходиться без них.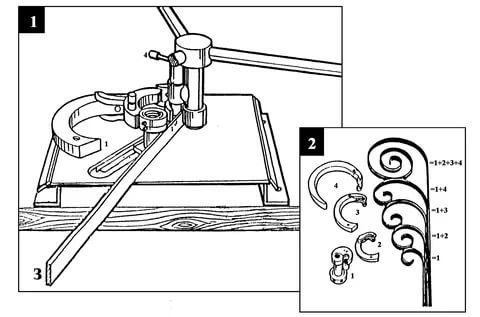 Все возможные насадки привинчиваются надежными болтами, это же относится к любым не привариваемым элементам с жестким соединением. Расстояние между ними (или длина цилиндрических валиков) подбирается исходя из ширины прокатываемых заготовок, что является еще одним преимуществом самоделок (отсутствуют какие-либо ограничения, размеры узлов подгоняются под нужды пользователя).
Все возможные насадки привинчиваются надежными болтами, это же относится к любым не привариваемым элементам с жестким соединением. Расстояние между ними (или длина цилиндрических валиков) подбирается исходя из ширины прокатываемых заготовок, что является еще одним преимуществом самоделок (отсутствуют какие-либо ограничения, размеры узлов подгоняются под нужды пользователя).
К сгибанию профиля можно приступать непосредственно после сборки, при правильной защите от коррозийных воздействий и смазке вращающихся участков полученное устройство прослужит долго.
Технология сборки ручного инструмента с подвижным опорным катком
При наличии поршневых пальцев, шатунного механизма, старых подшипников и автомобильного домкрата стоит сделать станочную конструкцию с приваренными уголками к станине опорными роликами. В качестве фиксатора в таких устройствах используется все та же винтовая пара, вращение в них передается на ось прижимного валика. Основание при этом является монолитным только до угла корпуса с ведущим узлом, плечо со вторым опорным валиком соединено с ним шарнирно. Ниже него устанавливается домкратный механизм, обеспечивающий подъем штока и измерение радиуса изгиба профиля в нужную сторону.
Основание при этом является монолитным только до угла корпуса с ведущим узлом, плечо со вторым опорным валиком соединено с ним шарнирно. Ниже него устанавливается домкратный механизм, обеспечивающий подъем штока и измерение радиуса изгиба профиля в нужную сторону.
Преимуществом такого исполнения является высокая надежность и массивность рабочих узлов, такие профилегибы успешно используются в небольших мастерских и в частных целях. Корпус для удержания и подъема прижимного механизма рекомендуют делать цельным, из куска швеллера, при выровненном по горизонтали плече он по-прежнему должен находиться в центре. Такие самоделки в принципе не ломаются, единственной проблемой при их изготовлении является подбор деталей.
Рекомендации
Изготавливаемая конструкция самодельного профилегиба должна быть максимально прочной и устойчивой. Для этого рекомендуется:
- Обеспечивать максимально высокое качество сварки швов, при отсутствии соответствующего опыта этот этап сборки стоит доверить специалистам.

- Подготовить на станине отверстия для прикручивания к верстаку или основанию.
- Тщательно отслеживать центровку корпуса с винтовой парой.
- Покрыть корпус и основание антикоррозийными составами.
При планировании частого и интенсивного использования стоит сразу сделать качественный профилегиб с гидравлическим приводом, это сэкономит время и силы работника. Конструктивное исполнение при этом меняется мало, в схему просто добавляется домкрат вместо винтовой пары. Это решение позволяет проводить без проблем операции по сгибанию профиля с сечением до 50-60 мм, за исключением сплошного стального швеллера, при потребности в работе с такими заготовками к роликам подключают электрический привод. Но подобные ситуации у частных лиц возникают редко, в большинстве случаев им достаточно сделать ручное устройство прокатного типа.
Как мы принимаем решение об инвалидности (этапы 4 и 5)
Как мы принимаем решение, являетесь ли вы инвалидом
Дом для инвалидов
Часто задаваемые вопросы
Необходимая информация о вашей работе и образовании
Чтобы решить, являетесь ли вы инвалидом, мы используем пятиступенчатый
процесс. (Откроется другое окно браузера.) Внесен в список
(Откроется другое окно браузера.) Внесен в список
ниже приведены часто задаваемые вопросы о Step
4 и Шаг 5 процесса.
Нам нужно узнать о вашей прошлой работе, чтобы решить, можете ли вы еще
сделай это. Чтобы принять это решение, нам нужно знать, как вы выполнили свою работу. Мы
также необходимо знать, приобрели ли вы навыки на своей работе.
Нам нужна эта информация, чтобы узнать, сможете ли вы выполнить какую-либо из своих прошлых работ. Помните, что вы
не являются инвалидами в соответствии с нашими правилами, если только ваши болезни, травмы или состояния не препятствуют
вас от выполнения вашей прошлой работы или адаптации к другой работе.
Информация о вашем образовании и обучении также очень важна
нам. Если вы не можете выполнять свою прошлую работу, мы смотрим на ваш возраст, образование,
обучение и опыт работы, чтобы увидеть, можете ли вы выполнять другие виды работы.
Отказ от ответственности:
Ниже приводится только общая информация. Закон о социальном обеспечении и
соответствующие положения, постановления и прецедентное право должны использоваться или цитироваться как
орган по программам социального обеспечения для инвалидов.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Шаг 4. Сможете ли вы выполнять ту же работу, что и раньше?
Какую работу я могу выполнять, если у меня есть заболевание?
Если у вас есть медицинский
состояние(я), которое влияет на вашу способность работать на регулярной основе, но
это не так серьезно, как любое нарушение, описанное в Листинге
нарушений, мы оцениваем вашу «остаточную функциональную способность» (RFC).
Это означает, что мы рассмотрим все имеющиеся у нас доказательства и определим
что вы все еще можете делать, несмотря на любые ограничения, вызванные вашим нарушением(ями)
и сопутствующие симптомы, такие как боль и усталость.
Когда мы оценим вашу оставшуюся способность выполнять основные виды деятельности, связанные с работой,
мы смотрим, как ваше состояние здоровья повлияло на вашу способность:
- Физическая нагрузка для различных видов деятельности, связанных с работой (например,
как сидеть, стоять, ходить, поднимать, нести, толкать, тянуть). - Делайте манипулятивные и постуральные действия (такие как дотягивание, обращение с
большие предметы, используя пальцы, ощупывание, наклоняясь, балансируя, карабкаясь
лестницы или лестницы, стоя на коленях, приседая, ползая). - Терпимость к определенным условиям окружающей среды (таким как экстремальные температуры,
сырость, влажность, шум, опасные условия труда, такие как перемещение
техники или высоты, пыль, дым, запахи, газы, плохая вентиляция,
вибрации). - Видеть, слышать и говорить.
- Сохраняйте концентрацию и внимание на работе.

- Понимать, помнить и выполнять инструкции.
- Адекватно реагировать на начальников, коллег и обычную работу
ситуации. - Справиться с изменениями в рабочей настройке.
Как вы решаете, могу ли я выполнять свою прошлую работу?
Мы рассмотрим требования вашей недавней прошлой работы
и сравните их с нашей оценкой вашей оставшейся способности делать
основная трудовая деятельность. Мы смотрим только на вашу прошлую работу, которую считаем
актуальны. Обычно это означает работу, которая:
- Вы делали это за 15 лет до того, как мы вынесли решение по вашему делу, и
- Значительная и продуктивная физическая или умственная деятельность
совершено (или предназначено) за плату или прибыль, и - Вы достаточно долго учились этому.
Если мы решим, что ваша предыдущая работа имеет значение, мы сравним ваши возможности
для работы с:
- Как вы на самом деле выполняли прошлую соответствующую работу, и
- Как эта работа вообще делается в народном хозяйстве.

Чтобы сделать эти сравнения, нам нужно полное описание
этой работы, как вы это сделали.
После сравнения:
- Если мы решим, что вы все еще можете выполнять свою прошлую работу, как вы это делали на самом деле
это, мы находим, что вы не инвалид, или - Если мы решим, что вы можете выполнять свою прошлую работу, как это обычно делается в
народное хозяйство, мы находим, что вы не инвалид. (Мы используем надежные
источники профессиональной информации, такие как правительственные публикации
сделать это определение), или - Если мы решим, что вы физически и умственно не в состоянии сделать что-либо
вашей прошлой релевантной работы, как вы ее делали или как она обычно
сделано в народном хозяйстве, мы переходим к шагу 5, последнему шагу нашего
процесс инвалидности.
Какая информация вам нужна о моей прошлой работе?
Нам нужны названия всех ваших должностей в
последние 15 лет.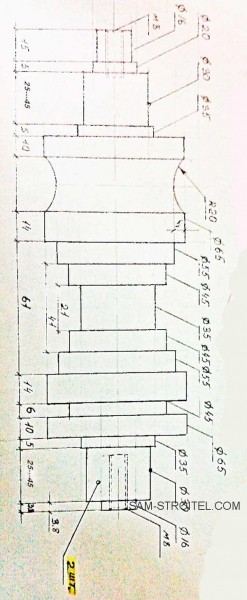 Нам также необходимо описание проделанной вами работы. Там
Нам также необходимо описание проделанной вами работы. Там
— это рабочие места с одинаковым названием, но очень разные должностные обязанности. Есть
также рабочие места, которые имеют одинаковые должностные обязанности, но имеют разные названия. Что
Вот почему названия должности недостаточно, чтобы описать вашу работу.
Нам нужна информация о:
- Основные должностные обязанности
- Основные задачи, которые вы выполняли
- Даты работы (месяц и год)
- Количество часов в день, которые вы отработали в неделю
- Ставка заработной платы, которую вы получили
- Инструменты, машины и оборудование, которые вы использовали
- Знания, навыки и умения, необходимые для вашей работы
- Степень надзора за вами
- Сумма независимого суждения, которое вы использовали
- Предметы, которые вам приходилось поднимать и нести, и их вес
- Сколько приходилось сидеть, стоять, ходить, карабкаться, наклоняться, становиться на колени, приседать,
ползать, балансировать - Как вы использовали свои руки, руки и ноги
- Требования к речи, слуху и зрению для вашей работы
- Условия окружающей среды на вашем рабочем месте
Нам также необходимо знать о любых требованиях вашей прошлой работы, которые
заставило вас изменить то, как вы делали свою работу, или что вы не могли встретиться
из-за вашего состояния здоровья. Например:
Например:
- Отработано меньше часов,
- Получил помощь от коллег,
- Взял больничный,
- Приходилось часто покидать рабочее место,
- Приходилось отдыхать в течение рабочего дня чаще, чем обычно.
Мы хотим знать:
- когда ваше состояние здоровья стало влиять на вашу работу,
- , если вы не можете выполнять свою работу из-за своего состояния,
- когда вы перестали работать (если не работает),
- почему вы перестали работать.
Что произойдет, если вы не получите нужную информацию?
Вы несете ответственность за то, чтобы мы получали информацию, необходимую для
определите, являетесь ли вы инвалидом. Если вы не предоставите информацию
нам нужно о вашем состоянии здоровья и вашей истории работы, мы можем
не имеют достаточных доказательств для оценки вашего заявления и должны найти вас
не отключен.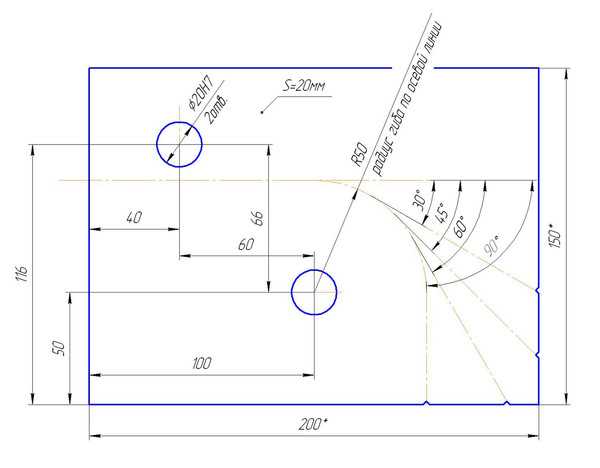
Что произойдет, если вы обнаружите, что я могу выполнять свою прошлую работу, но не могу получить работу, выполняющую эту работу?
Мы обнаружим, что вы не инвалид. В нашем
процесс инвалидности, мы оцениваем вашу способность выполнять физические и умственные
деятельность, которую вы должны были выполнять на прошлой работе. мы не рассматриваем
можете ли вы получить работу, выполняя эту работу.
Например, мы не считаем:
- возьмут ли вас на работу,
- существует ли вакансия,
- нужно ли вам переехать,
- хотите ли вы сделать эту работу,
- , есть ли у вас еще сертификат или лицензия на прошлую работу.
Шаг 5: Можете ли вы выполнять любую другую работу?
Что вы принимаете во внимание, когда решаете, смогу ли я приспособиться к другой работе?
Если мы решим, что вы не можете выполнять работу, которую вы выполняли
прежде, мы рассмотрим вашу оставшуюся способность выполнять другую работу с учетом
Ваш возраст, образование и опыт работы. Мы оцениваем эти факторы с учетом ваших возможностей
Мы оцениваем эти факторы с учетом ваших возможностей
работать, чтобы определить, можно ли ожидать, что вы приспособитесь к другой существующей работе
в народном хозяйстве.
Как вы относитесь к образованию?
Мы считаем, сколько лет в школе у вас есть
завершено и прошли ли вы какое-либо специальное профессиональное обучение,
торговое или профессионально-техническое училище, когда мы оцениваем вашу способность приспосабливаться к другим
Работа. Однако отсутствие формального образования не обязательно означает
вы необразованны или ограничены в своей способности приспособиться к работе. Мы будем
рассмотрите веские доказательства того, что ваши образовательные достижения выше
или ниже, чем последний класс, который вы закончили.
Мы вообще считаем неграмотность и неумение общаться на английском языке
как воспитательный фактор, ограничивающий возможности человека
приспособиться к другой работе.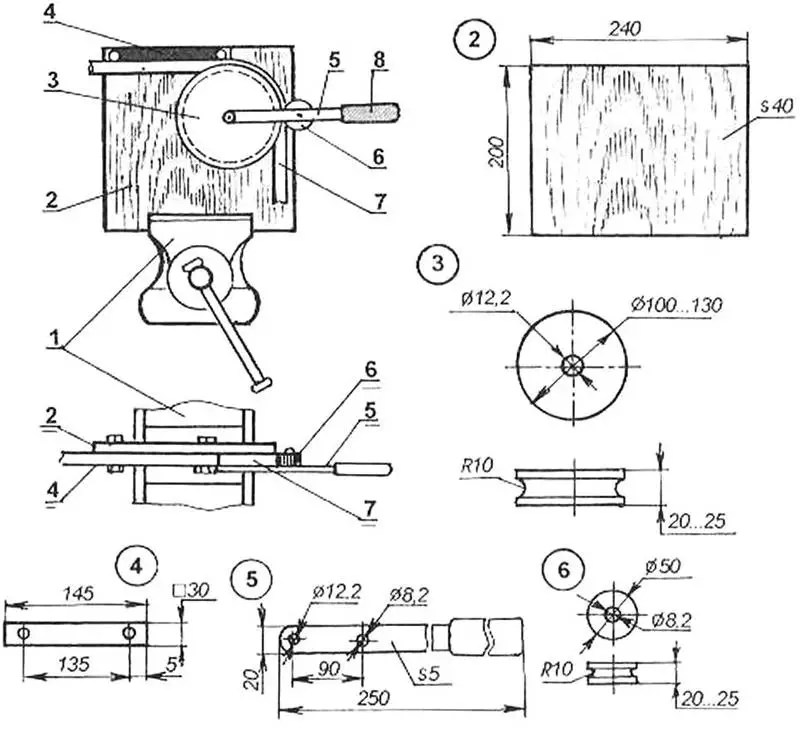
Как вы относитесь к возрасту?
Мы учитываем ваш хронологический возраст в сочетании
с вашей остаточной функциональной дееспособностью, образованием и опытом работы. Мы будем
не рассматривайте вашу способность приспосабливаться к другой работе только на основании вашего возраста.
При определении степени, в которой возраст влияет на вашу способность приспосабливаться к другой работе,
мы считаем, что преклонный возраст становится все более ограничивающим фактором ваших способностей
внести коррективы в другую работу.
Если вы моложе (младше 50 лет), мы, как правило, не считаем, что
ваш возраст серьезно повлияет на вашу способность приспосабливаться к другой работе. Однако в
некоторых обстоятельствах, мы считаем, что лица в возрасте 45-49 лет более ограничены в своих
способность приспосабливаться к другой работе, чем лица, не достигшие 45-летнего возраста.
Если вы приближаетесь к пожилому возрасту (50-54 года), мы будем считать, что ваш
возраст наряду с серьезными нарушениями и ограниченным опытом работы может серьезно повлиять на
ваша способность приспосабливаться к другой работе.
Мы считаем, что в пожилом возрасте (55 лет и старше) возраст существенно влияет на
ваша способность приспосабливаться к другой работе. У нас есть специальные правила для лиц в этом
категория лиц, приближающихся к пенсионному возрасту (60 лет и старше).
Как вы оцениваете мой опыт работы?
Когда мы рассмотрим вашу способность приспосабливаться к работе
вы не делали раньше, мы считаем ваши профессиональные факторы остаточными
функциональные возможности, возраст, образование и прошлый опыт работы.
Например, вы не сможете поднять груз, требуемый вашим
прошлая работа автослесарем. Однако у вас может быть способность
приспособиться к другой менее напряженной работе на основе вашего остаточного функционала
способности, возраст, образование и прошлый опыт работы. Мы можем обнаружить, что
вы могли бы использовать свои навыки, чтобы стать механиком по карбюратору, что менее
напряженное занятие.
Как вы оцениваете недавнее образование, которое дает мне навыки, которые я могу использовать?
Если вы недавно и успешно завершили обучение
или обучение, которое позволяет вам войти в конкретную квалифицированную или полуквалифицированную
занятие, на которое вы способны физически и умственно, мы найдем вас
не отключены. Например, если вы недавно закончили официальную программу в
что вы приобрели навыки, чтобы стать шеф-поваром, и вы физически и умственно
способны выполнять такую работу, мы обнаружим, что вы не инвалид.
Как вы оцениваете влияние моего возраста, образования и опыта работы на мою оставшуюся трудоспособность?
В наших правилах есть таблицы правил
которые мы используем в качестве ориентиров для оценки вашего возраста, образования и опыта работы.
повлиять на вашу оставшуюся работоспособность.
Например, лицо со следующим профессиональным профилем будет
признаны инвалидами по нашим таблицам врачебно-профессиональных рекомендаций:
Работоспособность:
- Может поднимать не более 20 фунтов в течение 1/3 8-часового рабочего дня,
и - Может поднимать до 10 фунтов за 2/3 8-часового рабочего дня, и
- Может стоять и/или ходить около 6 и более часов при 8-часовом рабочем дне.

и - Других ограничений нет
Возраст: 57 лет
Образование: Среднее
Опыт работы: нет навыков, которые можно перенести на работу, которую он физически выполняет.
способен сделать.
Однако, если бы этот человек обладал навыками, которые можно было бы использовать для работы,
находится в пределах его возможностей и существует в значительном количестве в
народное хозяйство, мы нашли бы его не инвалидом.
Действия по устранению неполадок при изгибе трубы волочением
Рисунок 1
Даже при использовании новейших технологий ЧПУ вам необходимо понимать, как инструменты и их размещение могут помочь в обеспечении воспроизводимых высококачественных гибов. Это особенно верно для сложных приложений, связанных с дорогим материалом. Никто не является поклонником чрезмерного лома.
Несмотря на то, что мы живем в эпоху станков с ЧПУ, старая фраза «инструменты делают изгиб» актуальна сегодня как никогда.
Поскольку применение гибки труб стало более экстремальным (см. Рисунок 1 ), проектирование, настройка и техническое обслуживание оснастки вновь заняли центральное место. При ротационной гибке четыре простых шага настройки, точно и в правильном порядке, помогут вам максимально увеличить качество гибки, срок службы инструмента и контроль процесса.
Жизнь с современными машинами
Многие операторы трубогибочных станков полагаются на характеристики машины больше, чем следовало бы. Современные функции трубогибочных станков, в особенности вспомогательное оборудование для прессования, позволяют многим операторам получать адекватные результаты, не осваивая настройку инструмента. Многие элементы управления на гибочных станках с ЧПУ были разработаны, чтобы сделать сложные приложения практичными. Многие операторы используют эти элементы управления для преодоления ограничений, связанных с плохой практикой настройки в рутинных приложениях.
Эта чрезмерная зависимость от органов управления машины «сжимает» трубу до желаемой формы за счет использования чрезмерной радиальной силы в точке изгиба. Поскольку этот подход работает против осевого натяжения трубы, требуется повышенное давление машины, чтобы заставить деталь принять форму. Это приводит к компромиссу: труба имеет желаемую форму, но высокое давление в точке изгиба снижает срок службы инструмента, контроль процесса или и то, и другое.
Нет необходимости жертвовать сроком службы инструмента или управлением процессом ради лучшего качества гибки. Вы можете максимизировать все три из этих целей, потратив немного времени и усилий. Это вопрос использования четырехэтапной процедуры, которая точно позиционирует инструмент:
- Переместите оправку вперед.
- Уменьшите настройку пресс-формы.
- Наконечник стеклоочистителя.
- 4 При необходимости отрегулируйте настройку помощи прижимной головки.
Четырехэтапная настройка
Хитрость для успешной реализации четырехэтапной настройки заключается в понимании того, что каждый этап касается только одного аспекта качества гибки.
Точное размещение носика оправки обеспечивает стабильное круглое поперечное сечение по всей дуге изгиба. Правильная регулировка прямого (или радиального) давления пресс-формы предотвращает коробление по внутреннему радиусу. Наконечник стеклоочистителя, правильно отведенный от линии касания, предотвращает образование складок или серии мелких морщин, которые могут образоваться на конечном конце внутреннего радиуса. И, наконец, сбалансированная настройка помощи при нажатии на штамп увеличивает внешний радиус в достаточной степени, чтобы смягчить сплющивание и устранить любые горбы на конце. Рисунок 2 иллюстрирует роль каждого фактора в приложении для гибки труб.
Не для всех операций вытяжной гибки требуется оправка, очиститель или вспомогательная функция пресс-формы. Однако понимание каждого из них может помочь вам более точно и быстро устранять неполадки и определять необходимость одного из них, если он отсутствует. Кроме того, выполнение этих шагов в правильной последовательности помогает преодолеть распространенное препятствие при устранении неполадок: один неправильно настроенный инструмент может маскировать другой.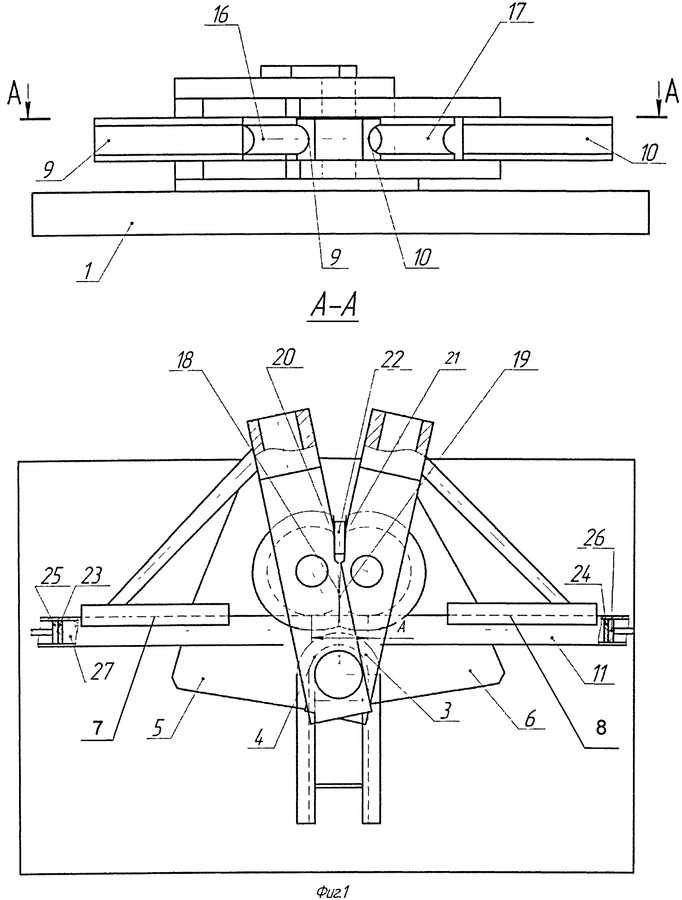
Шаг 1: Переместите оправку вперед
Оправка является центральным инструментом в установке вытяжной гибки. Это ваше основное средство управления потоком материала трубки в точке изгиба. Чтобы определить наилучшее расположение носика оправки, необходимо сначала понять разницу между линией касания и точкой изгиба.
Линия касания — это теоретическая плоскость, зафиксированная в пространстве. Он перпендикулярен плоскости изгиба и отделяет дугу изгиба от касательной. В качестве альтернативы точка изгиба представляет собой неопределенную область, окружающую линию касания, в которой материал трубки находится в
По мере того как зажимы затягивают трубу вокруг гибочной матрицы, стенка трубы утолщается по внутреннему радиусу (intrados) и утончается по внешнему радиусу (extrados). Назначение носика оправки состоит в том, чтобы покрыть эту область потока материала и обеспечить неизменно круглое поперечное сечение за счет уменьшения одновременного сжатия и растяжения стенки трубы.
Рисунок 2
Понимание основ гибки вытягиванием и того, как такие факторы, как оправка, очиститель или вспомогательная функция пресс-формы, влияют на изгиб, может помочь вам в устранении неполадок при гибке труб.
Поскольку точка изгиба выходит за линию касания, то же самое должен делать носик оправки, поддерживающий ее. В противном случае он не обеспечит необходимого контроля над стенкой трубы. Результатом является коробление и чрезмерное уплощение.
В то время как более прямое давление пресс-формы часто может предотвратить коробление по внутреннему радиусу, это усугубляет другую проблему: увеличивается сопротивление на внешнем радиусе, усугубляя сплющивание внешнего радиуса. Таким образом, расположение носика оправки за линией касания имеет решающее значение, потому что правильное размещение устраняет коробление и сводит к минимуму сплющивание.
При расчете правильного размещения оправки учитываются несколько факторов:
- Внешний диаметр трубы (d)
- Толщина стенки (t)
- Радиус изгиба центральной линии (r)
- Диаметр вершины оправки (м)
- Радиус вершины оправки (n)
Используя теорему Пифагора, вы можете вычислить эту максимальную глубину (b):
Например, если изгиб трубы составляет 2 дюйма в диаметре на 0,049-в.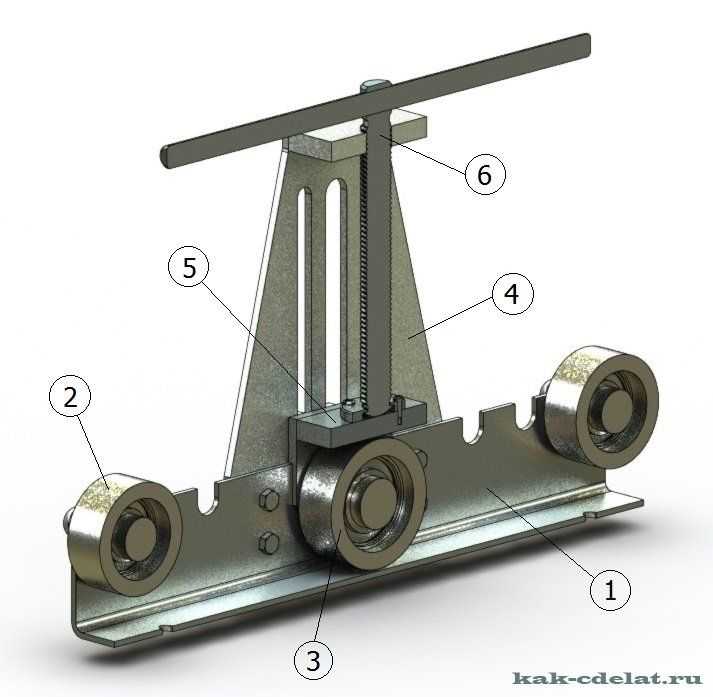 толщина стенки на 4 дюйма. радиус центральной линии выполнен с помощью оправки стандартного диаметра, тогда максимальная глубина составляет более 0,625 дюйма. Обычно лучше всего размещать где-то между половиной и двумя третями максимального значения. Чем менее жесткий материал, тем глубже должно быть размещение.
толщина стенки на 4 дюйма. радиус центральной линии выполнен с помощью оправки стандартного диаметра, тогда максимальная глубина составляет более 0,625 дюйма. Обычно лучше всего размещать где-то между половиной и двумя третями максимального значения. Чем менее жесткий материал, тем глубже должно быть размещение.
Выполняет принцип прямой оправки этой процедуры настройки. После этого первого шага у вас должен получиться изгиб с постоянным поперечным сечением на большей части дуги. Самая серьезная проблема, с которой вы можете столкнуться, — это коробление по всему внутреннему радиусу.
Если носик оправки стабилен на надлежащей глубине за линией касания и его диаметр не является недостаточным для применения, перейдите к следующему шагу, чтобы определить правильную настройку штампа прямого давления. Важно убедиться, что размер носика оправки не меньше размера изгиба, который вы хотите сделать. Существует практический предел тому, насколько малым может быть диаметр носика оправки и при этом оставаться эффективным.
Правильно подобранный размер носика оправки имеет решающее значение для уменьшения уплощения на внешнем радиусе изгиба и коробления на внутреннем радиусе. Формула для стандартного диаметра носа (м):
Если простота загрузки является важным фактором, то стандартный диаметр (m) может быть уменьшен на 0,005 дюйма на каждый дюйм диаметра трубы (d). Но если диаметр носика вашей оправки значительно меньше этого, более глубокое размещение его за линией касания не будет в достаточной мере компенсировать его недостаточное состояние. Происходит коробление и уплощение.
Если у вас есть другие проблемы, такие как конечные морщины на внутреннем радиусе или конечный горб на внешнем радиусе, продолжайте. Эти проблемы будут исправлены позже при установке.
Шаг 2: Уменьшите настройку пресс-штампа
Поскольку правильно установленная оправка выполняет большую часть работы по контролю формы трубы в процессе гибки, работа пресс-штампа заключается лишь в том, чтобы удерживать трубу на месте. Другими словами, он должен оказывать достаточное давление, чтобы предотвратить отрыв трубы от гибочной матрицы во время гибки. (Если она оторвется, внутренний радиус выгнется в образовавшийся зазор.)
Прижимная матрица, будь то механическая или гидравлическая, оказывает радиальное усилие на трубу в точке изгиба. Поскольку эта радиальная сила перпендикулярна естественному осевому потоку материала в процессе гибки вытягиванием, возникает сопротивление.
Слишком сильное сопротивление приводит к выпуклостям на концах и чрезмерному уплощению внешнего радиуса. Слишком большое сопротивление обычно является причиной того, что трубка выскальзывает из зажима. Таким образом, цель состоит в том, чтобы устранить как можно большее сопротивление путем определения наименьшего количества прямого (радиального) давления, необходимого для предотвращения коробления.
Для большинства круглых труб диаметром до 3 дюймов из низкоуглеродистой стали, нержавеющей стали, алюминия или меди требуется прямое давление от 400 до 1200 фунтов на квадратный дюйм (PSI). Квадратные и прямоугольные трубы (особенно сильно изогнутые) требуют более высокого давления, как и медно-никелевые, суперсплавы и некоторые нержавеющие стали.
Не существует простой формулы для расчета оптимальной настройки для каждой формы и материала, но небольшое экспериментирование даст существенные результаты.
Для типичной машины емкостью 3 дюйма используйте следующие рекомендации:
- 30-50 фунтов на квадратный дюйм для мягких материалов (мягкий алюминий, мягкая медь и гидроформируемая низкоуглеродистая сталь)
- 50-100 PSI для материалов среднего класса (высокоуглеродистая сталь, твердый алюминий и твердая медь)
- 100-200 PSI для самых твердых материалов (титан, никель, нержавеющая сталь, суперсплавы, такие как INCONEL®, и некруглые трубы из любого материала)
устанавливайте давление с шагом от 10 до 20 KSI, пока проблема не исчезнет. Если внутренний радиус не имеет заметной деформации, рассмотрите возможность снижения прямого давления. После того, как вы определите минимальное прямое давление для приложения, вы можете использовать его в качестве подходящей точки отсчета для будущих настроек того же приложения и руководства для других приложений.
На этом завершаются концепции переднего шпинделя и штампа низкого давления. Оставшиеся дефекты, такие как крайняя складка внутри радиуса или крайний горб на внешнем радиусе, скорее всего, будут устранены на последних двух шагах процедуры настройки.
Этап 3. Сложите кончик скребка
Задача скребка — предотвратить образование складок в конце изгиба. Если на конечном конце гладкого внутреннего радиуса не появляется морщин, вайпер не нужен. Пропустите этот шаг и перейдите к шагу 4.
Скребок заполняет зазор за линией касания между внутренним краем трубы и изгибом полости гибочной матрицы. Если стенка трубки недостаточно жесткая, она выпячивается наружу, чтобы заполнить этот зазор. При достаточном давлении на матрицу прямого давления эта выпуклость будет сглаживаться между полостью гибочной матрицы и носиком оправки, когда труба проходит через линию касания. Но в конце изгиба, если выпуклость не протянута и не сплющена, она может образовать морщину или небольшую серию морщин. При правильной установке кончик салфетки зацепится за вершину этой конечной выпуклости до того, как она превратится в складку.
Сначала найдите естественное положение скребка при нулевом наклоне; затем определите максимальный рейк для этого приложения. Для этого удерживайте поверочную линейку в нижней части захвата полости матрицы для гибки. Когда грязесъемник свободно закреплен на стойке грязесъемника, вставьте грязесъемник так, чтобы нижняя часть его полости также совпадала с линейкой. Теперь стеклоочиститель находится на нулевом уровне. Чтобы найти его естественное исходное положение, осторожно проведите стеклоочистителем вдоль линейки по направлению к линии касания, пока не почувствуете некоторое сопротивление. Определите, полностью ли соприкасается скошенная кромка наконечника скребка с полостью матрицы для гибки. Если да, то вы нашли естественную форму. Если нет, приложите немного большее усилие, пока скошенная кромка не будет надежно закреплена в полости матрицы для изгиба.
Если вам приходится прикладывать значительные усилия, чтобы найти посадку, скорее всего, вайпер неправильно обрезан или вы пытаетесь расположить наконечник слишком близко к линии касания. Последнее является распространенной проблемой, потому что выглядит лучше, когда стеклоочиститель находится на линии касания; тем не менее, большинство вайперов не обрезаны для такой настройки, и в этом нет необходимости, если цель вайперов ограничивается сдерживанием терминальной выпуклости.
После того, как вы нашли положение естественного нуля переднего угла, передвиньте вайпер, вращая наконечник вдоль полости матрицы для гибки в сторону от линии касания. Вы можете увеличить передний угол таким образом, пока терминальная выпуклость не превратится в складку. После того, как вы установили переднюю поверхность, вы можете измерить линейное расстояние вдоль полости матрицы для гибки от кончика скребка до линии касания. При условии, что сменные наконечники стеклоочистителя имеют ту же конструкцию и изготовлены, вы можете сократить этот этап настройки, установив новый стеклоочиститель на этом расстоянии.
Обратите внимание, что сгребание грязесъемника применимо только к гибочным операциям с низким давлением. Кроме того, если стеклоочиститель наклонен, скошенная кромка должна быть обрезана до геометрии «простой зачистки». Это самая распространенная геометрическая форма. Для работ с высоким давлением требуется нулевой передний угол и скошенная кромка со смещенной геометрией, а не геометрия с простой разверткой.
Шаг 4: Установите давление вспомогательного пресса
Как и очиститель, вспомогательный пресс штампа не всегда необходим. Его работа заключается в предотвращении концевых горбов и чрезмерного сплющивания по внешнему радиусу. Если внешний радиус приемлем, вам не нужна помощь с прессованием. Выключите его или установите нейтральное давление, в зависимости от вашей машины. В противном случае начните с нейтрального давления и увеличивайте помощь, пока недостатки не исчезнут.
Имейте в виду, что многие трубогибочные станки с ЧПУ имеют как вспомогательное давление, так и давление наддува. Термин «форсирование» обычно означает тип осевого давления, приложенного во время изгиба по всей окружности трубы с помощью зажимов за пресс-формой. Использование этого типа давления проталкивает материал через линию касания, чтобы питать как внутреннюю, так и внешнюю части. Ассист, с другой стороны, подает материал только в наружные части, что полезно для уменьшения уплощения и утончения стенок.
Устранение неполадок при гибке труб
Важным преимуществом четырехэтапной процедуры настройки является то, что она облегчает устранение неполадок. Большинство дефектов в изгибе трубы можно отнести к настройке, а большинство дефектов настройки связано с проблемой на одном из четырех этапов. Поэтому, после того как вы определили природу дефекта, у вас будет определенный параметр настройки, который вы должны изучить в первую очередь.
Проблемы с носиком оправки
Чрезмерная овальность (т. е. общая деформация поперечного сечения трубы). Проверьте, не слишком ли мал размер носика оправки и недостаточно ли он вставлен в изгиб. Если размер меньше, временное решение может состоять в том, чтобы продвинуть его глубже в изгиб. Однако для оптимального изгиба потребуется новая оправка, изготовленная с правильным диаметром носика.
Пряжки внутреннего радиуса. Убедитесь, что носик оправки находится за линией касания. Если это так, пройдите касание в соответствии с указаниями на шаге 1.
Внешний радиус схлопывается. Убедитесь, что носик оправки находится за линией касания. Пройдите линию касания в соответствии с указаниями на шаге 1.
Горб или бугры образуются на внешнем радиусе . Обычно это происходит не из-за того, что носик оправки находится слишком глубоко в изгибе, а из-за чрезмерного сопротивления или недостаточной помощи пресс-формы. Однако, если вы подозреваете, что проблема заключается в носике оправки, проверьте глубину его размещения и сравните ее с формулой в шаге 1. Если в соответствии с этой формулой размещение носика оправки слишком глубокое, втяните его.
Слишком большое сопротивление. Это не дефект, а непосредственная причина многих дефектов. Обычно причиной является слишком большое давление со стороны матрицы прямого давления, но также может быть проблемой слишком большой носик оправки. Проверьте, не слишком ли велик диаметр носика оправки, используя формулу из шага 1. Если да, то оправку необходимо заменить.
Проблемы прямого давления
Постоянное сморщивание внутреннего радиуса . Если вся дуга внутреннего радиуса сморщена, прямое давление пресс-формы слишком низкое. Используйте рекомендации в шаге 2, чтобы определить правильное давление.
Обратите внимание, что этот дефект отличается от одиночной выпуклости или небольшой серии выпуклостей, образующихся на внутреннем радиусе в конце изгиба. Этот тип складок связан с матрицей стеклоочистителя.
Чрезмерное уплощение внешнего радиуса. Это очень распространенная проблема, возникающая из-за слишком большого прямого давления на штамп. По сути, прижимная матрица зажимает трубу в точке изгиба, в результате чего внешний радиус растягивается и сплющивается между прижимной матрицей и зажимной матрицей. Уменьшите давление в соответствии с указаниями в шаге 2. Если носик оправки правильно расположен и прямое давление правильное, но сплющивание все еще слишком велико, вспомогательное давление следует увеличить.
Проблемы с наконечником стеклоочистителя
На внутреннем радиусе в конце изгиба образуется выступ или выступы. Как описано в шаге 3, роль вайпера ограничена. Эти выпуклости — единственная проблема, для решения которой предназначен стеклоочиститель, и они возникают только в том случае, если стеклоочиститель неправильно сгребается или изношен. Уменьшение рейка устраняет эту проблему.
Проблемы вспомогательного давления
Происходит чрезмерное уплощение внешнего радиуса. Если избыточное прямое давление было устранено как источник этого дефекта, увеличьте вспомогательное давление.
Горб или бугры на внешнем радиусе. Реагируйте на это так же, как на чрезмерное сплющивание, если носик оправки расположен правильно.
Чрезмерное истончение стенки . Если овальность и уплощение находятся под контролем, увеличьте вспомогательное давление.
Другие источники проблем
Несмотря на то, что установка чаще всего является источником проблем с изгибом, другие факторы могут вызывать проблемы. Если вы перепроверили себя и не обнаружили проблемы в настройке, рассмотрите следующие возможности:
- Машина не обеспечивает постоянного давления.
- Станок неправильно смазывает инструмент.
- Инструменты изношены.
- Рабочие поверхности инструментов не соответствуют или имеют неправильные размеры для гибки.
- Материал трубки слишком мал, слишком велик или имеет неправильную толщину стенки.
- Материал трубки слишком твердый или слишком мягкий.
Типы гибки труб – Как добиться идеального изгиба
В зависимости от используемого материала и требуемой точности обработки можно использовать различные методы гибки труб. В нашем блоге вы познакомитесь с наиболее распространенными методами.
Вы когда-нибудь смотрели на действительно сложную изогнутую трубу и спрашивали себя: «Ух ты, как добиться такого идеального изгиба на трубе из твердого металла?» Ну, мы можем! И именно поэтому мы докопались до сути и отправились на поиски идеального изгиба.
В процессе мы обнаружили, что есть несколько способов придать трубе ее окончательную форму. Какой метод выбрать, зависит от различных факторов. К ним относятся качество металла, доступные ресурсы и, в конечном счете, предполагаемое использование конечного продукта. По сути, можно выделить две разные процедуры. Хотя холодное формование встречается гораздо чаще, существует также вариант формования с термоподдержкой.
Давайте подробнее рассмотрим некоторые различные типы гибки труб:
Формование с термоподдержкой
В следующих двух вариантах используется тепловая энергия для запуска пластической деформации трубы во время гибки. Формование с термоподдержкой обычно используется для гибки труб из таких полимеров, как ПВХ, ХПВХ и АБС.
Гибка с индукцией нагрева является очень эффективным и точным методом гибки и используется, когда холодное формование достигает своих пределов. Для этого заготовку нагревают до температуры от 430°C до 1200°C, в зависимости от материала, и сгибают. После гибки заготовку закаливают на воздухе или в струе воды.
Гибка горячих слябов с набивкой песком – старый процесс гибки, но все еще активно используемый. Трубка наполняется песком, а концы закрываются колпачками. В печи заполненную трубку нагревают до температуры свыше 870°С, после чего трубку закрепляют между штифтами и изгибают вокруг этих штифтов. Благодаря песку трубка сохраняет свое первоначальное сечение.
Холодное формование
В отличие от термоформования, холодное формование выполняется при комнатной температуре. Методы холодной штамповки обычно используются, когда труба, которую необходимо согнуть, изготовлена из металла. Эти методы включают, среди прочего:
Гибка прессом
Гибка прессом, вероятно, является старейшей промышленной техникой гибки. При этом труба укладывается и закрепляется на двух встречных роликах плашкой вверх. При приложении давления гибочная матрица прижимается к двум контрроликам. Это движение заставляет трубу, вставленную между гибочной матрицей и контрроликами, изгибаться вокруг гибочной матрицы.
Изображение: Гибочный пресс
Гибка на сжатие
Гибка сжатием аналогична гибке с вращательным вытягиванием, но, как правило, дешевле. Однако более простая установка не только приводит к снижению стоимости, но и имеет некоторые ограничения. В этом случае использование оправки для поддержки внутреннего диаметра не требуется. Следовательно, это может привести к тому, что внешняя поверхность слегка сгладится.
Рисунок: Компрессионно-гибочная машина
Роликовая гибка
Если вам нужно согнуть трубу с большим радиусом осевой линии, гибка вальцами может быть лучшим выбором. Процесс состоит из двух неподвижных вращающихся роликов и движущегося ролика, расположенного по треугольной схеме. Гибка валков предлагает различные преимущества: Прежде всего, скорость и экономия масштаба. Но и способность образовывать сложные формы. Обычно валковая гибка находит применение для крупных компонентов труб.
Ротационная гибка – обзор
Чаще всего при гибке труб используется ротационная гибка. Это также самый точный тип изгиба. Он включает в себя ротационную волочильную машину, которая изгибает металл через серию наборов штампов с постоянным радиусом центральной линии. Этот метод хорошо подходит для очень специфических работ и используется для гибки труб для таких изделий, как каркасы безопасности, поручни или ручки.
Изображение: Процесс гибки с вращающейся вытяжкой
Но почему именно гибка с вращающейся вытяжкой настолько точна? В этом большую роль играют два ценных компонента: оправки и гребенки. Оправки используются для обеспечения внутренней поддержки трубы во время гибки и, следовательно, уменьшения дефектов, таких как сморщивание или уплощение внутреннего радиуса изогнутой трубы. С другой стороны, гребенки используются для предотвращения образования складок на внутреннем радиусе трубы. Выбор материала для шлифовальных матриц и оправок может иметь решающее значение для качества конечного результата, а также экономической эффективности процесса. Вот где алюминиевая бронза может предложить некоторые основные преимущества в этом процессе формовки металла.
Для получения дополнительной информации о изгибе трубки вы можете скачать бесплатную копию нашей технической статьи «Преимущества сплавов на основе меди в изгибе трубки»
22 Схемы самодельного трубогиба Легко сделать своими руками
Хотя для тонкостенных труб подходит тот же процесс нагрева и гибки, изгиб не всегда получается гладким. А тратить сотни долларов на трубогиб тоже не хочется?
Что ж, трубогиб всегда можно сделать своими руками! Хотя мы не можем сказать, что это простая задача, которую можно выполнить за несколько минут, она, безусловно, выполнима, если у вас есть нужные материалы, самоотверженность и необходимые навыки.
Читайте дальше, чтобы узнать 22 урока по изготовлению трубогиба!
1. Подробное демонстрационное руководство по изготовлению трубогиба
В этом видео доктор Д.С., , использует штампы 160 мм и 100 мм для изготовления самодельного трубогиба. Хотя вам не будет предоставлен какой-либо план, видео довольно подробное, и все измерения отображаются на экране.
С другой стороны, один из зрителей заметил, что самодельный гибочный станок не дает плавных изгибов, учитывая, что он не оснащен регулируемым толкателем. Итак, если вы планируете воспроизвести этот урок, вам, возможно, придется внести некоторые коррективы в процессе.
2. Самодельный трубогиб — объяснение в 59 изображениях
Если вы не знакомы с различными типами трубогибов, их конструкциями и рабочим механизмом, обязательно прочитайте этот пост!
План и конструкция трубогиба своими руками представлены в этом блоге. Хотя вы не можете найти подробные инструкции по этому мастер-классу, множество демонстрационных изображений помогут вам следовать руководству.
С другой стороны, процесс сборки выглядит сложным. Итак, если вы новичок в металлообработке, этот урок может показаться вам ошеломляющим.
См. руководства
3. Самодельный трубогиб из стали и подшипников
Вот как можно сделать трубогиб диаметром ¾ дюйма! Этот самодельный гибочный станок изгибает металлическую трубу под углом до 90 градусов, и его относительно легко построить.
Видео очень подробное, и в самом видео даны краткие инструкции по каждому шагу. Финальный изгиб выглядит гладким, и изгиб кажется идеальным. Единственным недостатком является то, что вы не можете согнуть несколько диаметров труб, используя этот самодельный станок.
Посмотреть руководства
4. Как сделать самодельный спиральный трубогиб?
Если это ваша первая попытка собрать самодельный трубогиб, вы можете начать с простого руководства. Этот трубогиб своими руками от Pavan Fabrication можно воспроизвести за несколько этапов металлообработки.
Несмотря на то, что изгиб был изогнутым, вы все же могли бы получить достаточно хороший изгиб, заполнив трубу изнутри. Если вам нужен гибочный станок, чтобы согнуть несколько труб здесь и там в бытовых целях, этот гибочный станок своими руками отлично справится со своей задачей.
5. Подробное руководство по сборке трубогиба – проектирование и изготовление
Разработка механического проекта трубогибочного станка Sachin Thorat на LearnMech идеально подходит для вас, если вы с нетерпением ждете обучения ознакомьтесь с основами трубогибочных станков.
В проекте проработаны различные типы трубогибочных станков, а затем детали конструкции гидравлического трубогиба. Хотя в этом посте не приводятся пошаговые инструкции, этот блог по-прежнему является отличным ресурсом по самодельным трубогибам.
Ознакомьтесь с руководствами
6. Сделайте большой трубогиб с нуля!
У вас есть дрель, углошлифовальная машина, сварочный аппарат и, конечно же, навыки работы с металлом и целеустремленность? Если да, то ты, мой друг, можешь построить мощный трубогиб с нуля, как это сделал Ютубер из ДОМАШНЕЕ БЕЗУМИЕ !
Зрители в восторге от того, насколько талантлив и опытен Ютубер. И мы разделяем их мнение! Ютубер создал такой функциональный и надежный дизайн с невероятно простыми инструментами. Он даже сделал штамп сам, не используя токарный станок. Насколько это здорово?
7. Самодельный трубогиб — два разных диаметра
Вот руководство для начинающих по самодельному трубогибу от Mistry MakeTool. Все материалы и расходные материалы вместе с их размерами перечислены в блоге, а затем приведены пошаговые инструкции по проекту «Сделай сам».
Для вашего удобства к письменным инструкциям прилагаются демонстрационные изображения. Наконец, если какой-либо из шагов вас смущает, вы можете найти видеоурок по трубогибу своими руками в конце блога.
Ознакомьтесь с руководствами
8. Самодельный станок для гибки круглых труб от Mistry MakeTool повернуться на шарнир с регулируемым расстоянием, чтобы пользователи могли легко сгибать трубы различного диаметра.
Но если вы не хотите сгибать трубы разного диаметра, этот мастер-класс по изготовлению своими руками просто фантастический. Ютубер предложил посетить его блог для всех измерений и письменных инструкций. Мы надеемся, что вы найдете это полезным.
9. Самодельный гидравлический станок для гибки труб диаметром 1 дюйм
Ютубер из Creative Etc. в этом руководстве собирает станок для гибки труб диаметром 1 дюйм. Однако в поле описания он упоминает, что вы можете легко настроить эту конструкцию для гибки разного диаметра с помощью разных штампов.
Гидравлический гибочный станок обеспечивает изгиб под углом около 45 градусов. Учебник подробный и простой в использовании. Тем не менее, списки расходных материалов и размеров не предоставляются зрителям. В учебнике используется простой и доступный метод изготовления штампа. Вы будете удивлены!
10. Трубогиб своими руками – план, инструкции и демонстрация
Компания Lecgo из Instructables изготовила простой и портативный трубогиб из фанеры и колес, взятых на свалку. По словам блогера, длина трубогиба не превышает 40 см ни с одной из сторон.
Кроме того, Lecgo также упоминает, что он использует этот трубогиб для гибки алюминиевых труб диаметром 20 мм. В комментарии он уточнил, что эта конструкция также может работать с трубами диаметром 22 или 16 мм. Тем не менее, дизайн должен быть соответствующим образом скорректирован.
Посмотреть учебные пособия
11. Как сделать роликовый гибочный станок?
Этот ручной вальцовый станок имеет 3 ролика, обеспечивающих безупречный изгиб. Пока сборка демонстрируется подробно, к сожалению, ютубер не предоставляет список комплектующих и размеры.
Металлический гибочный станок идеально подходит по размеру и относительно прост в сборке. В то время как DIY довольно хорош, зрители поделились несколькими конструктивными критическими замечаниями в комментариях. Убедитесь, что вы принимаете эти комментарии во внимание при выполнении этого руководства.
12. Учебное пособие по самодельному трубогибу круглого/квадратного сечения
Будь то круглая или квадратная труба, этот самодельный трубогиб отлично справится со своей задачей. В этом посте на HomeSteady Мишель Хикман делится со своими читателями пошаговыми инструкциями по изготовлению трубогиба.
Предметы, которые вам понадобятся, вместе с их размерами также опубликованы в блоге. HomeSteady содержит множество замечательных руководств по рукоделию для нас, фанатов рукоделия. Проверьте их!
Ознакомьтесь с руководствами
13.
Простой трубогиб с углом наклона 45 градусов своими руками
Если вы не хотите прилагать слишком много усилий и усердия для сборки трубогиба своими руками, этот урок для вас! Следуйте вместе с ютубером из VIP создает , поскольку он строит фантастический сверхмощный металлический конструктор за несколько простых шагов.
Даже если вы новичок в металлообработке, вы сможете повторить это своими руками, если у вас есть подходящие инструменты. К сожалению, список расходных материалов и материалов в описании не указан.
14. Быстрый и простой трубогиб своими руками с использованием велосипедного обода
youtube.com/embed/-QvfT6aV2sI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Переработайте старый обод, чтобы сделать простой трубогиб своими руками, следуя этому простому руководству от Fab2Ku. Этот учебник не требует сложного процесса и состоит из нескольких простых шагов. Всего несколько компонентов, и ваш трубогиб своими руками готов. Отличный учебник для начинающих!
С другой стороны, кажется, что такая конструкция приводит к нескольким перегибам на изогнутой трубе. Однако предварительно заполните свои полые трубы песком, чтобы избавиться от такой проблемы.
15. Узнайте, как согнуть трубу без трубогиба!
Итак, вы хотите согнуть несколько труб, но не хотите вкладывать все силы и деньги в сборку трубогиба своими руками? Что ж, у нас есть кое-что и для вас!
Инструктируемый пользователь , аясбек , использовал плантатор из винной бочки и закругленный блок, чтобы согнуть стальную трубу длиной 4 фута и диаметром ¾ дюйма.
Предварительно необходимо заполнить трубу песком, чтобы избежать перегибов. Но помните, что вы должны использовать полностью сухой песок, если хотите нагреть трубу для более плотного изгиба. Один читатель заметил, что нагревание влажного песка внутри трубы может привести к взрыву.
Ознакомьтесь с руководствами
16. Соберите мощный трубогиб со сменными роликами
Этот мощный трубогиб конструкции KEVNEN WELDER изгибает трубу до 90 градусов без каких-либо перегибов. Сменные ролики в конструкции позволяют легко получать изгибы разного диаметра.
К сожалению, сборка не проработана пошагово. Используемые продукты и их размеры также не указаны. Следовательно, если вы с нетерпением ждете подробного руководства, это может быть не то, что вам нужно.
17. Как сделать гидравлический трубогиб из старого домкрата?
У вас в гараже завалялся старый домкрат? Если да, то у нас есть для вас идеальный учебник по трубогибу своими руками!
Ютубер из Family DIY информирует своих зрителей о каждом следующем шаге проекта. Зрители аплодировали усилиям и мастерству в разделе комментариев.
В конце урока ютубер демонстрирует, как этот самодельный гидравлический трубогиб работает с дюймовой трубой, полудюймовой трубой и трубой ¾. Результаты были невероятными, так как загнутые края были ровными, а изгиб — чистым.
18. Гибка трубы без трубогиба. Ответы на все вопросы можно найти на WikiHow
Если вы все еще находитесь на этапе изучения гибки труб и вас беспокоят несколько связанных с этим вопросов, этот пост от WikiHow — идеальный вариант. ресурс для вас!
Можно ли согнуть трубу без трубогиба? Как согнуть трубу ПВХ? Как согнуть стальную трубу? Доверься нам; вы получите ответы на все свои вопросы в этом единственном посте!
Проверить учебники
19. Сборка простого и легкого трубогиба вручную
Если вам не нравятся сложные самодельные конструкции, и вы просто хотите сделать простой самодельный трубогиб на выходных, вам может понравиться этот урок от Garage Section.
Youtuber использует два небольших шкива 26 X 67 мм одинакового размера, чтобы построить трубогиб, который подходит для труб диаметром до 18 мм. Вы можете увидеть демонстрацию машины почти в конце видео.
Проверить учебники
20.
7 советов по эффективному использованию трубогиба
Если у вас уже есть трубогиб или вы недавно сделали его своими руками, безупречный изгиб, не так ли?
В этом сообщении от WOODWARD FAB, вы найдете 7 замечательных советов о том, как повысить эффективность вашего трубогиба. От того, как обслуживать трубогиб, до того, как избежать смятия труб, здесь есть ответы на все ваши вопросы!
Посмотреть учебные пособия
21. Уникальный самодельный учебник по трубогибу с использованием мотоциклетной звездочки
Творчество поистине безгранично! Присоединяйтесь к ютуберу из delson mix tutorials , пока он мастерит трубогиб с помощью мотоциклетной звездочки. Если у вас есть такой, этот урок может вас вдохновить.
На этом канале Youtube вы найдете множество товаров для дома и металлообработки. Посетите их канал, если вам нравится эта ниша учебных пособий!
22. Гениальный трюк для безукоризненной гибки круглых труб!
Знаете ли вы, что гантели можно использовать в качестве штампов для самодельного трубогиба? Ну, теперь ты знаешь!
В этом видеоуроке ютубер из Sek Austria демонстрирует, как сделать гидравлический трубогиб с помощью гантелей.
Однако, по словам создателя, сделать эти штампы своими руками не так просто, как кажется. Итак, следуйте этому руководству только в том случае, если вы абсолютно счастливы потратить время и самоотверженность. В противном случае усилия действительно не стоят того.
Резюме
Сообщите нам, каким из этих 22 руководств вы будете следовать, чтобы спроектировать и собрать трубогиб своими руками.
Если вы являетесь экспертом по металлообработке, было бы полезно, если бы вы могли высказать свое мнение о том, какие из этих руководств действительно выполнимы, удобны для новичков и дают хороший изгиб. Вы бы очень помогли своим коллегам-энтузиастам DIY!
Кроме того, если вы хотите поделиться своим опытом и тем, как работал гибочный станок, не стесняйтесь это делать. Мы все в ушах!
Настоящие уроки лидерства Стива Джобса
Узнать на испанском языке
Ler em português
Его сага — это миф о творчестве предпринимателя в широком смысле: Стив Джобс стал одним из основателей Apple в гараже своих родителей в 1976 году, был изгнан в 1985 году, вернулся, чтобы спасти компанию от банкротства в 1997 году, и к моменту своей смерти, в октябре 2011 года превратил ее в самую ценную компанию в мире. По пути он помог преобразовать семь отраслей: персональные компьютеры, анимационные фильмы, музыку, телефоны, планшетные компьютеры, розничные магазины и цифровые публикации. Таким образом, он принадлежит к пантеону великих новаторов Америки, наряду с Томасом Эдисоном, Генри Фордом и Уолтом Диснеем. Никто из этих людей не был святым, но еще долго после того, как их личности будут забыты, история будет помнить, как они применяли воображение в технологиях и бизнесе.
«Люди, которые достаточно сумасшедшие, чтобы думать, что могут изменить мир, — это те, кто это делает».
— Рекламный ролик Apple «Думай иначе», 1997 г.
За несколько месяцев, прошедших после выхода моей биографии Джобса, бесчисленное количество комментаторов пытались извлечь из нее управленческие уроки. Некоторые из этих читателей были проницательны, но я думаю, что многие из них (особенно те, у кого нет опыта предпринимательства) слишком сильно зацикливаются на шероховатостях его личности. Суть Джобса, я думаю, в том, что его личность была неотъемлемой частью его способа ведения бизнеса. Он вел себя так, как будто обычные правила к нему не применялись, а страсть, интенсивность и чрезвычайная эмоциональность, которые он привносил в повседневную жизнь, были теми вещами, которые он также вкладывал в свои продукты. Его раздражительность и нетерпение были неотъемлемой частью его перфекционизма.
В последний раз, когда я его видел, когда я закончил писать большую часть книги, я снова спросил его о его склонности быть грубым с людьми. «Посмотрите на результаты», — ответил он. «Это все умные люди, с которыми я работаю, и любой из них мог бы получить высшую работу в другом месте, если бы действительно чувствовал себя жестоким. Но они этого не делают. Затем он сделал паузу на несколько мгновений и сказал почти мечтательно: «И мы сделали несколько удивительных вещей». Действительно, за последние дюжину лет у него и Apple было множество хитов, превосходящих любую другую инновационную компанию современности: iMac, iPod, iPod nano, iTunes Store, Apple Store, MacBook, iPhone, iPad, App Store, OS X Lion — не говоря уже о каждом фильме Pixar. И пока он боролся со своей последней болезнью, Джобс был окружен чрезвычайно преданными коллегами, которые вдохновлялись им на протяжении многих лет, а также очень любящей женой, сестрой и четырьмя детьми.
Поэтому я думаю, что настоящие уроки Стива Джобса нужно извлечь из того, чего он на самом деле достиг. Однажды я спросил его, что он считает своим самым важным творением, думая, что он ответит на iPad или Macintosh. Вместо этого он сказал, что это компания Apple. По его словам, создать прочную компанию было гораздо сложнее и важнее, чем создать отличный продукт. Как он это сделал? Бизнес-школы будут изучать этот вопрос через столетие. Вот что я считаю ключом к его успеху.
Focus
Когда Джобс вернулся в Apple в 1997 году, она производила множество компьютеров и периферийных устройств, включая дюжину различных версий Macintosh. После нескольких недель обзоров продуктов ему, наконец, было достаточно. «Останавливаться!» он крикнул. «Это безумие.» Он схватил Magic Marker, прошлепал босыми ногами к доске и нарисовал сетку два на два. «Вот что нам нужно», — заявил он. Над двумя колонками он написал «Потребитель» и «Профи». Он назвал две строки «Настольный компьютер» и «Портативный». Их работа, как он сказал членам своей команды, заключалась в том, чтобы сосредоточиться на четырех отличных продуктах, по одному для каждого квадранта. Все другие продукты должны быть отменены. Повисла ошеломленная тишина. Но, заставив Apple сосредоточиться на выпуске всего четырех компьютеров, он спас компанию. «Решить, чего не делать, так же важно, как решить, что делать», — сказал он мне. «Это верно для компаний, и это верно для продуктов».
После того, как он привел компанию в порядок, Джобс начал каждый год приглашать своих «100 лучших» сотрудников на ретрит. В последний день он вставал перед доской (он любил доски, потому что они давали ему полный контроль над ситуацией и помогали сосредоточиться) и спрашивал: «Какие 10 вещей мы должны сделать дальше?» Люди будут бороться за то, чтобы их предложения попали в список. Джобс записывал их, а затем вычеркивал те, которые считал глупыми. После долгих споров группа составляла список из 10 пунктов. Затем Джобс вычеркивал худшие семь и объявлял: «Мы можем сделать только три».
Фокус был укоренен в личности Джобса и был отточен его обучением дзен. Он безжалостно отфильтровывал то, что считал отвлечением. Коллеги и члены семьи временами приходили в ярость, пытаясь заставить его заняться вопросами — юридической проблемой, медицинским диагнозом — которые они считали важными. Но он бросал холодный взгляд и отказывался менять свой лазерный фокус, пока не был готов.
Ближе к концу жизни Джобса посетил дома Ларри Пейдж, который собирался восстановить контроль над Google, компанией, соучредителем которой он был. Несмотря на то, что их компании враждовали, Джобс был готов дать несколько советов. «Главное, что я подчеркивал, — это сосредоточенность, — вспоминал он. Выясните, кем Google хочет стать, когда вырастет, сказал он Пейджу. «Теперь это по всей карте. На каких пяти продуктах вы хотите сосредоточиться? Избавьтесь от остальных, потому что они тянут вас вниз. Они превращают вас в Microsoft. Они заставляют вас выпускать адекватные, но не отличные продукты». Пейдж последовал совету. В январе 2012 года он сказал сотрудникам сосредоточиться только на нескольких приоритетах, таких как Android и Google+, и сделать их «красивыми», как это сделал бы Джобс.
Упрощение
Дзэнская способность Джобса сосредотачиваться сопровождалась родственным инстинктом упрощать вещи, сосредотачиваясь на их сути и удаляя ненужные компоненты. «Простота — это высочайшая сложность», — говорилось в первой маркетинговой брошюре Apple. Чтобы понять, что это значит, сравните любое программное обеспечение Apple, скажем, с Microsoft Word, который становится все более уродливым и загроможденным неинтуитивными навигационными лентами и навязчивыми функциями. Это напоминание о славе стремления Apple к простоте.
Джобс научился восхищаться простотой, когда работал в ночную смену в Atari, бросив учебу в колледже. Игры Atari поставлялись без руководства и должны были быть достаточно простыми, чтобы в них мог разобраться обкуренный первокурсник. Единственными инструкциями для игры Star Trek были: «1. Вставить четверть. 2. Избегайте клингонов». Его любовь к простоте в дизайне была усовершенствована на конференциях по дизайну, которые он посетил в Институте Аспена в конце 1970-х годов в кампусе, построенном в стиле Баухаус, который подчеркивал чистые линии и функциональный дизайн, лишенный излишеств или отвлекающих факторов.
Когда Джобс посетил Исследовательский центр Xerox в Пало-Альто и увидел чертежи компьютера с графическим пользовательским интерфейсом и мышью, он решил сделать дизайн более интуитивным (его команда позволила пользователю перетаскивать документы и папки на виртуальный рабочий стол) и проще. Например, мышь Xerox имела три кнопки и стоила 300 долларов; Джобс пошел в местную фирму по промышленному дизайну и сказал одному из ее основателей, Дину Хови, что ему нужна простая однокнопочная модель стоимостью 15 долларов. Хови подчинился.
Джобс стремился к простоте, которая достигается за счет преодоления, а не простого игнорирования сложности. Он понял, что достижение этой глубины простоты позволит создать машину, которая будет относиться к пользователям дружелюбно, а не бросать им вызов. «Требуется много тяжелой работы, — сказал он, — чтобы сделать что-то простое, чтобы по-настоящему понять основные проблемы и найти элегантные решения».
В Джони Айве, промышленном дизайнере Apple, Джобс встретил свою вторую половинку в поисках глубокой, а не поверхностной простоты. Они знали, что простота — это не просто минималистский стиль или устранение беспорядка. Чтобы исключить винты, кнопки или лишние навигационные экраны, необходимо было глубоко понять роль каждого элемента. «Чтобы быть по-настоящему простым, нужно идти очень глубоко», — объяснил Айв. «Например, если на чем-то нет винтов, вы можете получить такой запутанный и сложный продукт. Лучший способ — углубиться в простоту, понять все о ней и о том, как она производится».
Во время разработки интерфейса iPod Джобс на каждой встрече пытался найти способы избавиться от беспорядка. Он настаивал на том, чтобы иметь возможность получить все, что он хочет, в три клика. Например, на одном навигационном экране пользователей спрашивали, хотят ли они выполнить поиск по песне, альбому или исполнителю. «Зачем нам этот экран?» Требовал Джобс. Дизайнеры поняли, что нет. «Были времена, когда мы ломали голову над проблемой пользовательского интерфейса, а он спрашивал: «Вы думали об этом?», — говорит Тони Фаделл, возглавлявший команду разработчиков iPod. «А потом мы все говорили: «Черт возьми». Он переопределял проблему или подход, и наша маленькая проблема исчезала». В какой-то момент Джобс предложил самое простое из всех предложений: давайте избавимся от кнопки включения/выключения. Сначала члены команды растерялись, но потом поняли, что кнопка не нужна. Устройство постепенно отключалось, если оно не использовалось, и оживало при повторном включении.
Точно так же, когда Джобсу показали загроможденный набор предлагаемых навигационных экранов для iDVD, которые позволяли пользователям записывать видео на диск, он вскочил и нарисовал простой прямоугольник на доске. «Вот новое приложение», — сказал он. «У него одно окно. Вы перетаскиваете свое видео в окно. Затем вы нажимаете кнопку с надписью «Записать». Вот и все. Это то, что мы собираемся сделать».
В поисках отраслей или категорий, созревших для прорыва, Джобс всегда спрашивал, кто делает продукты более сложными, чем они должны быть. В 2001 году портативные музыкальные плееры и способы приобретения песен в Интернете соответствовали этому описанию, что привело к появлению iPod и iTunes Store. Следующими были мобильные телефоны. Джобс хватал телефон на собрании и кричал (правильно), что никто не может понять, как пользоваться половиной функций, включая адресную книгу. В конце своей карьеры он нацелился на телеиндустрию, которая сделала практически невозможным для людей нажимать на простое устройство, чтобы смотреть то, что они хотят, и когда они хотят.
Взять на себя ответственность от начала до конца
Джобс знал, что лучший способ добиться простоты — обеспечить полную интеграцию аппаратного, программного и периферийного устройств. Экосистема Apple — например, iPod, подключенный к Mac с помощью программного обеспечения iTunes, — позволила устройствам быть проще, синхронизироваться более плавно, а сбои — реже. Более сложные задачи, такие как создание новых списков воспроизведения, можно было выполнять на компьютере, что позволило iPod иметь меньше функций и кнопок.
Джобс и Apple взяли на себя полную ответственность за взаимодействие с пользователем, что делают очень немногие компании. От производительности микропроцессора ARM в iPhone до покупки этого телефона в Apple Store — все аспекты взаимодействия с клиентом были тесно связаны друг с другом. И Microsoft в 1980-х, и Google в последние несколько лет выбрали более открытый подход, позволяющий использовать их операционные системы и программное обеспечение различным производителям оборудования. Иногда это оказывается лучшей бизнес-моделью. Но Джобс горячо верил, что это рецепт (используя его технический термин) более дрянных продуктов. «Люди заняты», — сказал он. «У них есть другие дела, кроме как думать о том, как интегрировать свои компьютеры и устройства».
Быть в экосистеме Apple может быть столь же возвышенно, как прогулка в одном из дзен-садов Киото, который так любил Джобс.
Принуждение Джобса брать на себя ответственность за то, что он называл «всей штуковиной», частично проистекало из его характера, который был очень контролирующим. Но это также было вызвано его страстью к совершенству и созданию элегантных продуктов. У него появлялась сыпь, если не хуже, при мысли об использовании отличного программного обеспечения Apple на скучном оборудовании другой компании, и у него была такая же аллергия на мысль о том, что несанкционированные приложения или контент могут испортить совершенство устройства Apple. Это был подход, который не всегда максимизировал краткосрочную прибыль, но в мире, наполненном бесполезными устройствами, непостижимыми сообщениями об ошибках и раздражающими интерфейсами, он привел к удивительным продуктам, отмеченным восхитительным пользовательским опытом. Пребывание в экосистеме Apple могло быть таким же возвышенным, как прогулка в одном из дзен-садов Киото, который так любил Джобс, и ни один из этих переживаний не был создан поклонением алтарю открытости или позволением распуститься тысяче цветов. Иногда приятно оказаться в руках помешанного на контроле.
Когда позади, Leapfrog
Отличительной чертой инновационной компании является не только то, что она первой выдвигает новые идеи. Он также умеет перескакивать, когда оказывается позади. Это произошло, когда Джобс построил первый iMac. Он сосредоточился на том, чтобы сделать его полезным для управления фотографиями и видео пользователя, но оставил его в стороне при работе с музыкой. Люди с ПК загружали и обменивали музыку, а затем копировали и записывали свои собственные компакт-диски. Слот-привод iMac не мог записывать компакт-диски. «Я чувствовал себя наркоманом, — сказал он. — Я думал, что мы пропустили это.
Но вместо того, чтобы просто наверстать упущенное, модернизировав CD-привод iMac, он решил создать интегрированную систему, которая изменит музыкальную индустрию. Результатом стала комбинация iTunes, iTunes Store и iPod, которая позволила пользователям покупать, делиться, управлять, хранить и воспроизводить музыку лучше, чем на любых других устройствах.
После того, как iPod стал пользоваться огромным успехом, Джобс почти не наслаждался им. Вместо этого он начал беспокоиться о том, что может поставить его под угрозу. Одна из возможностей заключалась в том, что производители мобильных телефонов начнут добавлять в свои телефоны музыкальные проигрыватели. Поэтому он каннибализировал продажи iPod, создав iPhone. «Если мы не уничтожим себя, это сделает кто-то другой», — сказал он.
Ставьте продукты выше прибыли
Когда Джобс и его небольшая команда разрабатывали первый Macintosh в начале 1980-х, он приказал сделать его «безумно великим». Он никогда не говорил о максимизации прибыли или компромиссах между издержками. «Не беспокойтесь о цене, просто укажите возможности компьютера», — сказал он первоначальному руководителю группы. На своем первом ретрите с командой Macintosh он начал с того, что написал на доске принцип: «Не иди на компромисс». Получившаяся машина стоила слишком дорого и привела к увольнению Джобса из Apple. Но Macintosh также «оставил брешь во вселенной», как он сказал, ускорив революцию домашних компьютеров. И в конечном итоге он нашел правильный баланс: сосредоточьтесь на том, чтобы сделать продукт отличным, и прибыль не заставит себя ждать.
Джон Скалли, руководивший Apple с 1983 по 1993 год, был директором по маркетингу и продажам в Pepsi. После ухода Джобса он сосредоточился больше на максимизации прибыли, чем на дизайне продукта, и Apple постепенно пришла в упадок. «У меня есть своя собственная теория о том, почему в компаниях происходит упадок, — сказал мне Джобс. — Они производят отличные продукты, но потом компанию берут на себя специалисты по продажам и маркетингу, потому что именно они могут увеличить прибыль. «Когда компанией управляют специалисты по продажам, специалисты по продукту не имеют большого значения, и многие из них просто отключаются. Это произошло в Apple, когда пришел Скалли, в чем была моя вина, и это произошло, когда Балмер возглавил Microsoft».
Когда Джобс вернулся, он снова переключил внимание Apple на производство инновационных продуктов: бодрого iMac, PowerBook, а затем iPod, iPhone и iPad. Как он объяснил: «Моя страсть заключалась в том, чтобы построить устойчивую компанию, в которой люди были бы заинтересованы в создании отличных продуктов. Все остальное было второстепенным. Конечно, получать прибыль было здорово, потому что именно это позволяло делать отличные продукты. Но мотивацией были продукты, а не прибыль. Скалли переключил эти приоритеты на получение прибыли. Это тонкая разница, но в конечном итоге она означает все — людей, которых вы нанимаете, кого продвигаете по службе, что вы обсуждаете на собраниях».
Не будьте рабом фокус-групп
Когда Джобс взял свою первоначальную команду Macintosh на первое выездное совещание, один из ее членов спросил, не следует ли им провести исследование рынка, чтобы узнать, чего хотят клиенты. «Нет, — ответил Джобс, — потому что клиенты не знают, чего хотят, пока мы им не покажем». Он сослался на фразу Генри Форда: «Если бы я спросил клиентов, чего они хотят, они бы сказали мне: «Лошадь побыстрее!» она требует интуиции и чутья в отношении желаний, которые еще не сформировались. «Наша задача — прочитать то, чего еще нет на странице», — объяснил Джобс. Вместо того, чтобы полагаться на исследования рынка, он отточил свою версию эмпатии — глубокое интуитивное понимание желаний своих клиентов. Он научился ценить интуицию — чувства, основанные на накопленной эмпирической мудрости, — когда изучал буддизм в Индии, когда бросил колледж. «Люди в сельской местности Индии не используют свой интеллект, как мы; вместо этого они используют свою интуицию», — вспоминает он. «Интуиция — очень мощная вещь, по-моему, более мощная, чем интеллект».
Иногда это означало, что Джобс использовал фокус-группу из одного человека: самого себя. Он делал продукты, которые хотели он и его друзья. Например, в 2000 году было много портативных музыкальных плееров, но Джобс чувствовал, что все они неубедительны, и как фанатик музыки он хотел простое устройство, которое позволило бы ему носить в кармане тысячу песен. «Мы сделали iPod для себя, — сказал он, — и когда вы делаете что-то для себя, своего лучшего друга или семьи, вы не прогадаете».
Bend Reality
Известная (не)известная способность Джобса подталкивать людей к невозможному была названа коллегами его полем искажения реальности после эпизода «Звездного пути», в котором инопланетяне создают убедительную альтернативную реальность с помощью одной лишь ментальной силы. Одним из первых примеров был случай, когда Джобс работал в ночную смену в Atari и подтолкнул Стива Возняка к созданию игры под названием Breakout. Воз сказал, что на это уйдут месяцы, но Джобс уставился на него и настаивал, что он может сделать это за четыре дня. Воз знал, что это невозможно, но в итоге сделал это.
Известная (не)известная способность Джобса подталкивать людей к невозможному была названа коллегами его полем искажения реальности после эпизода «Звездного пути».
Те, кто не знал Джобса, интерпретировали Поле Искажения Реальности как эвфемизм для запугивания и лжи. Но те, кто работал с ним, признавали, что эта черта характера, какой бы раздражающей она ни была, побуждала их совершать необычайные подвиги. Поскольку Джобс чувствовал, что обычные правила жизни на него не распространяются, он мог вдохновить свою команду изменить ход компьютерной истории, используя малую толику ресурсов, которыми располагали Xerox или IBM. «Это было самореализующееся искажение», — вспоминает Деби Коулман, член первоначальной команды Mac, которая однажды получила награду как сотрудник, который лучше всех противостоял Джобсу. «Ты сделал невозможное, потому что не знал, что это невозможно».
Однажды Джобс вошел в кабинет Ларри Кеньона, инженера, работавшего над операционной системой Macintosh, и пожаловался, что он слишком долго загружается. Кеньон начал объяснять, почему сократить время загрузки было невозможно, но Джобс перебил его. «Если бы это спасло жизнь человеку, могли бы вы найти способ сократить время загрузки на 10 секунд?» он спросил. Кеньон допускал, что, возможно, мог. Джобс подошел к доске и показал, что если пять миллионов человек используют Mac и каждый день требуется на 10 секунд больше, чтобы включить его, это в сумме составляет около 300 миллионов часов в год — эквивалент как минимум 100 жизней в год. . Через несколько недель у Кеньона машина загружалась на 28 секунд быстрее.
Когда Джобс проектировал iPhone, он решил, что его лицевая сторона должна быть из прочного, устойчивого к царапинам стекла, а не из пластика. Он встретился с Уэнделлом Уиксом, генеральным директором Corning, который рассказал ему, что Corning разработала процесс химического обмена в 1960-х годах, который привел к тому, что компания назвала «стеклом гориллы». Джобс ответил, что ему нужна крупная партия стекла Gorilla Glass через шесть месяцев. Уикс сказал, что Corning не производит стекло и не имеет таких мощностей. «Не бойтесь, — ответил Джобс. Это ошеломило Уикса, который не был знаком с «Полем искажения реальности» Джобса. Он пытался объяснить, что ложное чувство уверенности не поможет преодолеть инженерные трудности, но Джобс неоднократно демонстрировал, что не принимает эту предпосылку. Он смотрел, не мигая, на Уикса. «Да, вы можете это сделать», — сказал он. «Обдумайте это. Ты можешь это сделать.» Уикс вспоминает, что он в изумлении покачал головой, а затем позвонил менеджерам предприятия Corning в Харродсбурге, штат Кентукки, где производились ЖК-дисплеи, и сказал им немедленно перейти на производство стекла Gorilla Glass на постоянной основе. «Мы сделали это менее чем за шесть месяцев», — говорит он. «Мы привлекли к этому наших лучших ученых и инженеров, и мы просто заставили ее работать». В результате каждое стекло на iPhone или iPad производится в Америке компанией Corning.
Impute
Первый наставник Джобса Майк Марккула в 1979 году написал ему меморандум, в котором настаивал на трех принципах. Первыми двумя были «эмпатия» и «фокус». Третьим было неуклюжее слово «приписать», но оно стало одной из ключевых доктрин Джобса. Он знал, что люди формируют мнение о продукте или компании на основе того, как они представлены и упакованы. «Майк научил меня, что люди судят о книге по ее обложке, — сказал он мне.
Когда он готовился к отправке Macintosh в 1984, он был одержим цветами и дизайном коробки. Точно так же он лично потратил время на разработку и переделку похожих на драгоценности коробок, в которые помещаются iPod и iPhone, и запатентовал их. Он и Айв считали, что распаковка — это ритуал, подобный театру, и предвещает славу продукта. «Когда вы открываете коробку iPhone или iPad, мы хотим, чтобы тактильные ощущения задавали тон тому, как вы воспринимаете продукт», — сказал Джобс.
Иногда Джобс использовал конструкцию машины для «вменения» сигнала, а не просто для ее функционирования. Например, когда он создавал новый и игривый iMac после своего возвращения в Apple, ему показали дизайн Айва с небольшой утопленной ручкой в верхней части. Это было скорее семиотично, чем полезно. Это был настольный компьютер. Не многие люди действительно собирались носить его с собой. Но Джобс и Айв поняли, что многие люди по-прежнему боятся компьютеров. Если бы у нее была ручка, новая машина казалась бы дружелюбной, почтительной и к вашим услугам. Ручка сигнализировала о разрешении прикасаться к iMac. Производственная команда была против дополнительных затрат, но Джобс просто заявил: «Нет, мы делаем это». Он даже не пытался объяснить.
Стремление к совершенству
Во время разработки почти каждого продукта, который он когда-либо создавал, Джобс в определенный момент «нажимал кнопку паузы» и возвращался к чертежной доске, потому что чувствовал, что он не идеален. Так было даже с фильмом «История игрушек». После того, как Джефф Катценберг и команда Disney, купившей права на фильм, подтолкнули команду Pixar к тому, чтобы сделать его острее и мрачнее, Джобс и режиссер Джон Лассетер, наконец, остановили производство и переписали историю, сделав ее более дружелюбной. Когда он собирался запустить Apple Store, он и его гуру магазинов Рон Джонсон внезапно решили отложить все на несколько месяцев, чтобы можно было реорганизовать планировку магазинов в соответствии с видами деятельности, а не только с категориями продуктов.
То же самое было и с iPhone. В первоначальной конструкции стеклянный экран помещался в алюминиевый корпус. Однажды утром в понедельник Джобс подошел к Айву. «Я не спал прошлой ночью, — сказал он, — потому что понял, что просто не люблю ее». Айв, к своему ужасу, сразу понял, что Джобс был прав. «Помню, я чувствовал себя абсолютно смущенным из-за того, что ему пришлось сделать наблюдение», — говорит он. Проблема заключалась в том, что iPhone должен был быть посвящен дисплею, но в его нынешнем дизайне корпус конкурировал с дисплеем, а не мешал. Все устройство казалось слишком мужским, целенаправленным, эффективным. «Ребята, вы убили себя из-за этого дизайна за последние девять месяцев, но мы собираемся его изменить», — сказал Джобс команде Айва. «Нам всем придется работать по ночам и по выходным, и, если хотите, мы можем раздать оружие, чтобы вы могли убить нас прямо сейчас». Вместо того, чтобы сопротивляться, команда согласилась. «Это был один из самых ярких моментов в Apple, — вспоминал Джобс.
То же самое произошло, когда Джобс и Айв заканчивали iPad. В какой-то момент Джобс посмотрел на модель и почувствовал легкое недовольство. Это не казалось обычным и дружелюбным, чтобы взять и унести прочь. Им нужно было подать сигнал, что вы можете схватить его одной рукой, импульсивно. Они решили, что нижний край должен быть слегка закруглен, чтобы пользователю было удобно просто хватать его, а не осторожно поднимать. Это означало, что инженеры должны были спроектировать необходимые соединительные порты и кнопки в тонкой простой кромке, которая слегка наклонялась вниз. Джобс отложил выпуск продукта до тех пор, пока можно было внести изменения.
Перфекционизм Джобса распространялся даже на невидимые части. В детстве он помогал своему отцу строить забор вокруг их заднего двора, и ему сказали, что они должны быть так же осторожны с задней частью забора, как и с передней. — Никто никогда не узнает, — сказал Стив. Отец ответил: «Но ты узнаешь». Отец объяснил, что настоящий мастер использует хороший кусок дерева даже для задней стенки шкафа у стены, и они должны сделать то же самое для задней части забора. Такая страсть к совершенству была отличительной чертой художника. Наблюдая за Apple II и Macintosh, Джобс применил этот урок к печатной плате внутри машины. В обоих случаях он отправлял инженеров обратно, чтобы они аккуратно выровняли микросхемы, чтобы плата выглядела красиво. Инженерам Macintosh это показалось особенно странным, потому что Джобс распорядился, чтобы машина была герметично закрыта. «Никто не увидит печатную плату», — запротестовал один из них. Джобс отреагировал так же, как и его отец: «Я хочу, чтобы это было как можно красивее, даже если оно внутри коробки. Хороший плотник не станет использовать паршивую древесину для задней стенки шкафа, даже если никто этого не увидит». Они были настоящими художниками, сказал он, и должны вести себя соответственно. И как только плата была изменена, инженеры и другие члены команды Macintosh подписали свои имена, чтобы их можно было выгравировать внутри корпуса. «Настоящие художники подписывают свои работы», — сказал он.
Терпеть только лучших игроков
Джобс был известен своей нетерпеливостью, раздражительностью и жесткостью с окружающими. Но его обращение с людьми, хотя и не похвальное, проистекало из его страсти к совершенству и желания работать только с лучшими. Это был его способ предотвратить то, что он назвал «взрывом бездельников», когда менеджеры настолько вежливы, что посредственные люди чувствуют себя комфортно, оставаясь рядом. «Я не думаю, что грублю с людьми, — сказал он, — но если что-то не так, я говорю людям в лицо. Моя работа — быть честным». Когда я спросил его, мог ли он получить такие же результаты, будучи более милым, он сказал, что, возможно, да. «Но дело не в том, кто я», — сказал он. «Может быть, есть лучший способ — джентльменский клуб, где мы все носим галстуки и говорим на этом языке браминов и бархатных кодовых словах — но я не знаю, как это сделать, потому что я из среднего класса из Калифорнии».
Нужно ли было его бурное и оскорбительное поведение? Возможно нет. Были и другие способы мотивировать свою команду. «Вклад Стива мог бы быть сделан и без стольких историй о том, как он терроризирует людей», — сказал соучредитель Apple Возняк. «Мне нравится быть более терпеливым и не иметь так много конфликтов. Я думаю, что компания может быть хорошей семьей». Но затем он добавил то, что, несомненно, является правдой: «Если бы проект Macintosh шел по моему пути, все, вероятно, было бы неразберихой».
Важно понимать, что грубость и грубость Джобса сопровождались способностью вдохновлять. Он вселил в сотрудников Apple неизменную страсть к созданию новаторских продуктов и веру в то, что они могут сделать то, что казалось невозможным. И мы должны судить о нем по результату. У Джобса была дружная семья, как и в Apple: его лучшие игроки, как правило, задерживались дольше и были более лояльными, чем в других компаниях, в том числе во главе с более добрыми и мягкими боссами. Руководители, которые изучают Джобса и решают подражать его грубости, не понимая его способности вызывать лояльность, совершают опасную ошибку.
«За годы я понял, что когда у вас есть действительно хорошие люди, вам не нужно с ними нянчиться», — сказал мне Джобс. «Ожидая от них великих дел, вы можете заставить их совершать великие дела. Спросите любого члена этой команды Mac. Они скажут вам, что это стоило боли». Большинство из них делают. «Он кричал на собрании: «Ты придурок, ты никогда ничего не делаешь правильно», — вспоминает Деби Коулман. «Тем не менее, я считаю себя самым счастливым человеком в мире, который работал с ним».
Взаимодействуйте лицом к лицу
Несмотря на то, что Джобс был обитателем цифрового мира, а может быть, потому, что слишком хорошо знал его изолирующий потенциал, Джобс твердо верил в личные встречи. «В наш сетевой век есть искушение думать, что идеи можно развивать с помощью электронной почты и iChat, — сказал он мне. «Это безумие. Творчество приходит из спонтанных встреч, из случайных дискуссий. Вы сталкиваетесь с кем-то, вы спрашиваете, что они делают, вы говорите «Вау», и вскоре вы готовите всевозможные идеи».
У него было здание Pixar, предназначенное для поощрения незапланированных встреч и сотрудничества. «Если здание не поощряет это, вы потеряете много инноваций и волшебства, вызванного интуитивной прозорливостью», — сказал он. «Поэтому мы спроектировали здание так, чтобы люди выходили из своих офисов и смешивались в центральном атриуме с людьми, которых иначе они могли бы не увидеть». Входные двери, главные лестницы и коридоры вели в атриум; кафе и почтовые ящики были там; окна конференц-залов выходили на него; и театр на 600 мест и два небольших кинозала слились в него. «Теория Стива сработала с первого дня, — вспоминает Лассетер. «Я продолжал сталкиваться с людьми, которых не видел несколько месяцев. Я никогда не видел здания, которое так способствовало бы сотрудничеству и творчеству, как это».
Джобс ненавидел формальные презентации, но любил свободные встречи лицом к лицу. Он собирал свою исполнительную команду каждую неделю, чтобы обсудить идеи без формальной повестки дня, и каждую среду после обеда он занимался тем же со своей командой по маркетингу и рекламе. Слайд-шоу были запрещены. «Я ненавижу то, как люди используют слайд-презентации вместо того, чтобы думать», — вспоминал Джобс. «Люди сталкивались с проблемой, создавая презентацию. Я хотел, чтобы они занимались, обсуждали вопросы за столом, а не показывали кучу слайдов. Людям, которые знают, о чем говорят, PowerPoint не нужен».
Знайте как общую картину, так и детали
Страсть Джобса проявлялась как к большим, так и к незначительным вопросам. Некоторые руководители хорошо видят; другие — менеджеры, которые знают, что Бог кроется в деталях. Джобс был и тем, и другим. Генеральный директор Time Warner Джефф Бьюкс говорит, что одной из выдающихся черт Джобса была его способность и желание продумывать всеобъемлющую стратегию, а также уделять внимание мельчайшим аспектам дизайна. Например, в 2000 году он выступил с грандиозной идеей о том, что персональный компьютер должен стать «цифровым центром» для управления всей пользовательской музыкой, видео, фотографиями и контентом, и таким образом привел Apple в бизнес персональных устройств с iPod, а затем iPad. В 2010 году он предложил следующую стратегию — «хаб» переместится в облако — и Apple начала строить огромную ферму серверов, чтобы весь пользовательский контент можно было загружать, а затем беспрепятственно синхронизировать с другими личными устройствами. Но даже когда он излагал свои грандиозные планы, его беспокоила форма и цвет винтов внутри iMac.
Комбинируйте гуманитарные науки с естественными
«В детстве я всегда считал себя гуманитарием, но мне нравилась электроника», — сказал мне Джобс в тот день, когда он решил сотрудничать в написании биографии. «Затем я прочитал кое-что, что один из моих героев, Эдвин Лэнд из Polaroid, сказал о важности людей, которые могли бы стоять на стыке гуманитарных и естественных наук, и решил, что это то, чем я хочу заниматься». Он как бы описывал тему своей жизни, и чем больше я изучал его, тем больше понимал, что это и есть суть его рассказа.
Никто другой в нашу эпоху не мог лучше связать поэзию и процессоры так, чтобы это подтолкнуло к инновациям.
Он связал гуманитарные науки с науками, творчество с технологиями, искусство с инженерией. Были лучшие технологи (Возняк, Гейтс) и уж точно лучшие дизайнеры и художники. Но никто другой в нашу эпоху не мог лучше связать поэзию и процессоры так, чтобы это подтолкнуло к инновациям. И он сделал это с интуитивным чувством бизнес-стратегии. Почти каждый запуск продукта за последнее десятилетие Джобс заканчивал слайдом, на котором был показан знак на пересечении улиц свободных искусств и технологий.
Креативность, которая может возникнуть, когда в одной сильной личности присутствует чувство и к гуманитарным, и к естественным наукам, больше всего интересовала меня в моих биографиях Франклина и Эйнштейна, и я верю, что она станет ключом к построению инновационной экономики в 21-го века. Это суть прикладного воображения, и именно поэтому как гуманитарные, так и естественные науки имеют решающее значение для любого общества, которое должно иметь творческое преимущество в будущем.
Даже когда он умирал, Джобс нацелился на то, чтобы разрушить другие отрасли. У него было видение превращения учебников в художественные творения, которые любой, у кого есть Mac, мог бы смоделировать и смастерить — об этом Apple объявила в январе 2012 года. Он также мечтал создавать волшебные инструменты для цифровой фотографии и способы сделать телевидение простым и персональным. Они, без сомнения, тоже придут. И хотя его не будет рядом, чтобы увидеть их воплощение в жизнь, его правила успеха помогли ему построить компанию, которая не только будет создавать эти и другие прорывные продукты, но и будет стоять на стыке творчества и технологий до тех пор, пока сохраняется ДНК Джобса. в его ядре.
Оставайся голодным, оставайся дураком
Стив Джобс был продуктом двух великих общественных движений, зародившихся в районе залива Сан-Франциско в конце 1960-х годов. Первой была контркультура хиппи и антивоенных активистов, отмеченная психоделиками, рок-музыкой и антиавторитаризмом. Второй была культура высоких технологий и хакеров Силиконовой долины, наполненная инженерами, фанатами, проволочными головами, фрикерами, киберпанками, любителями и гаражными предпринимателями. Над обоими лежали различные пути к личному просветлению — дзен и индуизм, медитация и йога, терапия первобытным криком и сенсорная депривация, Эсален и др.
Примесь этих культур была обнаружена в таких публикациях, как «Каталог всей Земли» Стюарта Брэнда. На первой обложке была знаменитая фотография Земли, сделанная из космоса, а подзаголовок был «Доступ к инструментам». Основная философия заключалась в том, что технология может быть нашим другом. Джобс, ставший одновременно хиппи, бунтарем, духовным искателем, телефонным фрикером и любителем электроники, был фанатом. Особенно его поразил последний выпуск, вышедший в 1971 году, когда он еще учился в старшей школе. Он взял его с собой в колледж, а затем в коммуну яблочной фермы, где он жил после того, как бросил учебу. Позже он вспоминал: «На задней обложке их последнего номера была фотография проселочной дороги ранним утром, из тех, по которым вы могли бы путешествовать автостопом, если бы вы были настолько предприимчивы. Под ним были слова: «Оставайся голодным». Оставайся дураком». Джобс оставался голодным и глупым на протяжении всей своей карьеры, следя за тем, чтобы деловой и инженерный аспекты его личности всегда дополнялись хиппи-нонконформистской стороной его дней, когда он был артистичным, кислотным, ищущим просвещения бунтарем. Во всех аспектах его жизни — в женщинах, с которыми он встречался, в том, как он справлялся с диагнозом «рак», в том, как он вел свой бизнес, — его поведение отражало противоречия, слияние и, в конечном счете, синтез всех этих различных нитей.
Даже когда Apple стала корпорацией, Джобс заявлял о своей бунтарской и контркультурной манере в своей рекламе, как бы заявляя, что в душе он все еще хакер и хиппи. В знаменитой рекламе «1984» женщина-ренегат убегает от полиции мыслей, чтобы ударить кувалдой по экрану оруэлловского «Большого брата». А когда он вернулся в Apple, Джобс помог написать текст для рекламы «Думай иначе»: «За сумасшедших. Неудачники. Повстанцы. Нарушители спокойствия. Круглые колышки в квадратных дырках…» Если и были какие-то сомнения, что, сознательно или нет, он описывает себя, то он развеял их последними строками: «В то время как одни считают их сумасшедшими, мы видим гениев. Потому что люди, которые достаточно сумасшедшие, чтобы думать, что они могут изменить мир, — это те, кто это делает».
Версия этой статьи была опубликована в выпуске Harvard Business Review за апрель 2012 г. .
Воздушная или газовая эмболия — NHS
Воздушная или газовая эмболия представляет собой пузырь, который попадает в кровеносный сосуд и блокирует его.
Воздушная или газовая эмболия у аквалангистов
Это может произойти, если аквалангист:
- слишком долго проводит под водой
- слишком быстро всплывает на поверхность
- задерживают дыхание при всплытии
Воздух может попасть из легких в кровеносные сосуды (артериальная газовая эмболия) или в кровеносных сосудах могут образоваться пузырьки азота (декомпрессионная болезнь или «изгибы»).
Воздушная или газовая эмболия может вызвать серьезные и потенциально смертельные состояния, такие как инсульт или сердечный приступ.
Позвоните по номеру 999 и вызовите скорую помощь, если вы или кто-то из ваших близких чувствует себя плохо после подводного плавания и подозреваете воздушную или газовую эмболию.
Симптомы воздушной или газовой эмболии после погружения
Симптомы воздушной или газовой эмболии после погружения включают:
- боль в суставах или мышцах и учащенное дыхание
- нечеткость зрения
- боль в груди
- сильное чувство тревоги
- кожный зуд
- посинение кожи, губ или языка (цианоз)
- кровавая пена изо рта
- паралич или слабость, возможно одной или нескольких конечностей
- судороги или припадки
- потеря сознания
Эти симптомы могут появиться не сразу. Они могут развиваться в течение 10–20 минут, а иногда и дольше после всплытия на поверхность. Не игнорируйте эти симптомы – немедленно обратитесь за медицинской помощью.
Получение медицинской помощи
Позвоните по номеру 999 и вызовите скорую помощь, если вы или кто-то из ваших близких почувствовал себя плохо после подводного плавания.
Дайвер с подозрением на воздушную или газовую эмболию должен быть как можно скорее переведен в отделение неотложной помощи.
Их следует уложить в горизонтальное положение и обеспечить 100% кислородом, пока они не будут доставлены в больницу. После стабилизации их доставят в комнату с повышенным давлением, называемую гипербарической камерой, либо в больнице, либо в другом месте.
Почему дайвинг может привести к воздушной или газовой эмболии
Если дайвер всплывает слишком быстро, в его тканях и кровотоке могут образоваться пузырьки азота. Это часто называют декомпрессионной болезнью или «изгибами».
Слишком быстрое всплытие или задержка дыхания во время всплытия на поверхность может привести к расширению воздуха в легких. Это может привести к разрыву легочной ткани (легочная баротравма), что может привести к выбросу пузырьков газа в артериальное кровообращение (артериальная газовая эмболия).
У некоторых дайверов сопутствующие заболевания могут повысить вероятность декомпрессионной болезни. Их следует обсудить с врачом, специализирующимся на дайвинге.
Если пузырь газа блокирует артерию, он может перекрыть кровоснабжение определенной области тела.
Серьезность закупорки зависит от того, какая часть тела поражена, размера газового пузыря и количества инертных газов (неактивных газов) в тканях дайвера.
Воздушная или газовая эмболия может вызвать различные проблемы в зависимости от того, где находится закупорка:
- артерии, ведущие к мозгу – немедленная потеря сознания и может привести к судорогам, припадкам или инсульту
- артерии, ведущие к сердцу – сердечный приступ или аномальное сердцебиение (аритмия)
- кровеносный сосуд в легких – легочная эмболия
Эти состояния очень серьезны и могут привести к летальному исходу, особенно если воздушную эмболию не лечить быстро.
Лечение воздушной или газовой эмболии, вызванной погружением
После того, как дайвер с воздушной или газовой эмболией получит неотложную медицинскую помощь и его состояние стабилизируется, его переведут в барокамеру.
Человек проходит лечение в барокамере
Предоставлено:
ГАБРИЕЛЬ ВОЙНО/ПОСМОТРЕТЬ НАУКУ/ФОТОБИБЛИОТЕКА НАУКИ https://www.sciencephoto.com/media/415472/view
Им придется несколько часов пролежать в барокамере, вдыхая смесь газов и кислорода в среде под давлением. Высокое давление восстанавливает нормальный кровоток и поступление кислорода к тканям организма, а также уменьшает размер пузырьков воздуха в организме.
В случае декомпрессионной болезни давление заставляет пузырьки азота растворяться в кровотоке.
Затем давление в камере постепенно снижается, чтобы позволить газам покинуть тело, имитируя медленное всплытие после погружения.
В зависимости от тяжести симптомов может потребоваться продолжение лечения в течение нескольких дней.
Предотвращение воздушной или газовой эмболии во время погружения
Чтобы снизить риск воздушной или газовой эмболии при погружении, вам следует:
- ограничивать глубину и продолжительность погружений
- всегда медленно всплывать и выполнять остановки безопасности, чтобы позволить любой воздух в ваших тканях и кровеносных сосудах, чтобы безопасно выйти; используйте подводный компьютер или таблицы для погружений, чтобы поддерживать безопасную скорость всплытия, и не погружайтесь снова, пока не проведете достаточное количество времени на поверхности
- расслабьтесь и нормально дышите во время всплытия
- не погружайтесь с простудой, кашлем или инфекцией грудной клетки
- избегайте интенсивных физических упражнений до, во время и после погружения
- убедитесь, что вы хорошо пьете воду перед погружением
- покидайте достаточную поверхность интервалы между погружениями (если вы планируете несколько погружений), чтобы дать азоту выйти из вашего тела
- подождать 24 часа после погружения перед полетом или подъемом на большую высоту
Британский подводный клуб (BSAC) располагает дополнительной информацией о безопасности дайвинга
Другие причины воздушной или газовой эмболии
Воздушная или газовая эмболия возможна во время операции, некоторых медицинских процедур и при подъеме на большую высоту.
