Чертеж цангового патрона для фрезерного станка: Цанговые патроны для станков и микродрелей: чертежи, видео
Содержание
Цанговые патроны для станков и микродрелей: чертежи, видео
Цанговый патрон – специальное приспособление, используемое для зажима инструмента при выполнении токарных, фрезерных, сверлильных и прочих операций связанных с обработкой металлических заготовок на основании технического задания (последовательности выполняемых операций, технологии обработки, прилагаемого эскиза изделия).
Храмов Григорий
Виды и принципы действия зажимных патронов
Цанговые патроны используют в основном при обработке холоднокатаного прутка или других металлических изделий имеющих уже обработанную поверхность. Конструктивно патроны можно классифицировать по функциональности:
- с неподвижным механизмом;
- с выдвижным механизмом;
- с втягиваемым механизмом.
Каждая конструкция имеет свои особенности. Подающий тип выполнен в виде стальной втулки с 3-мя разрезами образующими лепестки, которые обладают пружинящим эффектом.
Чертеж № 1 цанги главного шпинделяЦанги типа F – зажимные главного шпинделя используются для закрепления обрабатываемого изделия.

Чертеж № 2 цанги противошпинделя Цанги типа LN – противошпинделя производятся удлиненными, размер Е зависит от типоразмера.
Чертеж № 3 цанги типа RТипа R – являются цангами тянущего типа.
Чертеж № 4 цанги типа Т Типа Т – зажимные.
Чертеж № 5 цанги BFЦанга, подающая типа BF — предназначена для подачи прутка. При установке на станке подающая цанга по резьбе крепится на трубу с помощью, которой подается в рабочую зону. Необходимо учитывать конструктивную особенность – размер и форму цанги, которая в обязательном порядке должна соответствовать профилю обрабатываемого прутка. В ходе подготовки к обработке пруток продвигается через лепестки, которые за счет конструктивных особенностей плотно удерживают заготовку. В ходе обработки при подаче заготовки за счет вращения увеличивается сила сцепления между лепестками и изделием. Принцип действия зажимных элементов основан на усилении сцепления лепестков с обрабатываемой заготовкой при вращении рабочего механизма.
 Втулки, имеющие 3 лепестка, используются для обработки изделий до 3 мм, четыре – до 80 мм, шесть – свыше 80 мм. Обычно цанги имеют угол в вершине конуса равным 30º.
Втулки, имеющие 3 лепестка, используются для обработки изделий до 3 мм, четыре – до 80 мм, шесть – свыше 80 мм. Обычно цанги имеют угол в вершине конуса равным 30º.
При обработке тонкого прутка используются цанги оснащенные пружинами, увеличивающими прижимную силу кулачков. При увеличении диаметра обрабатываемой заготовки применяются конструкции, оснащенные специальными вкладышами подбираемые по габаритам изделия. Цанговый зажим также используются при обработке с помощью сверла, фрезы или метчика. Втулка фиксируется в патроне с помощью гайки, а режущий инструмент непосредственно в цанге. При фиксации гайкой производится уменьшение внутреннего объема отверстия, где устанавливается заготовка тем самым, увеличивается сила удерживающая пруток в неподвижном состоянии. Патроны данной конструкции имеют и свои недостатки. Прежде всего, должно выполняться требование совпадения хвостовиков используемого инструмента с характеристиками используемых цанг. На предприятиях наиболее широко используются цанги типа ER, составляющими наибольшее количество в общем объеме используемого инструмента.
 При выполнении сложных работ по изготовлению изделий, используются различные цанги с указанием всех размеров и технологии выполнения рабочих операций, но часто приходится комбинировать оснастку или изготавливать своими руками необходимый цанговый патрон с требуемыми характеристиками. Видео обзор токарного цангового патрона
При выполнении сложных работ по изготовлению изделий, используются различные цанги с указанием всех размеров и технологии выполнения рабочих операций, но часто приходится комбинировать оснастку или изготавливать своими руками необходимый цанговый патрон с требуемыми характеристиками. Видео обзор токарного цангового патрона
Как самостоятельно сделать цанговый патрон
При изготовлении своими руками различных изделий возникают ситуации, когда имеющаяся в наличии оснастка не позволяет выполнить необходимые операции. Требуется изготовить цанговый патрон, отвечающий предъявляемым запросам с выполнением изделия согласно разработанному эскизу. Все работы необходимо начинать с подготовки эскиза с проработкой всех необходимых деталей. Эскиз патрона позволяет учесть все особенности при изготовлении своими руками необходимой оснастки и зажимного механизма. При изготовлении цанг своими руками необходимо учитывать несколько особенностей:
При изготовлении цанг своими руками необходимо учитывать несколько особенностей:
- внутренний диаметр цанги равен или меньше минимального диаметра детали;
- в цанге увеличение внутреннего диаметра возможно за счет расширения лепестков;
- для увеличения изготовления разводных цанг после разводки и повышения качественных характеристик необходима дополнительная шлифовка конической и направляющей части цанги;
- необходимо учитывать, что в ходе длительной работы теряется упругость лепестков цанг вследствие чего может произойти поломка.
Поделитесь этой статьей:
Еще информация по теме
Запчасти
Шпиндель станка: определение, назначение, устройство
Производственное оборудование получило весьма широкое распространение, так как за счет механизации процесса существенно повышается каче.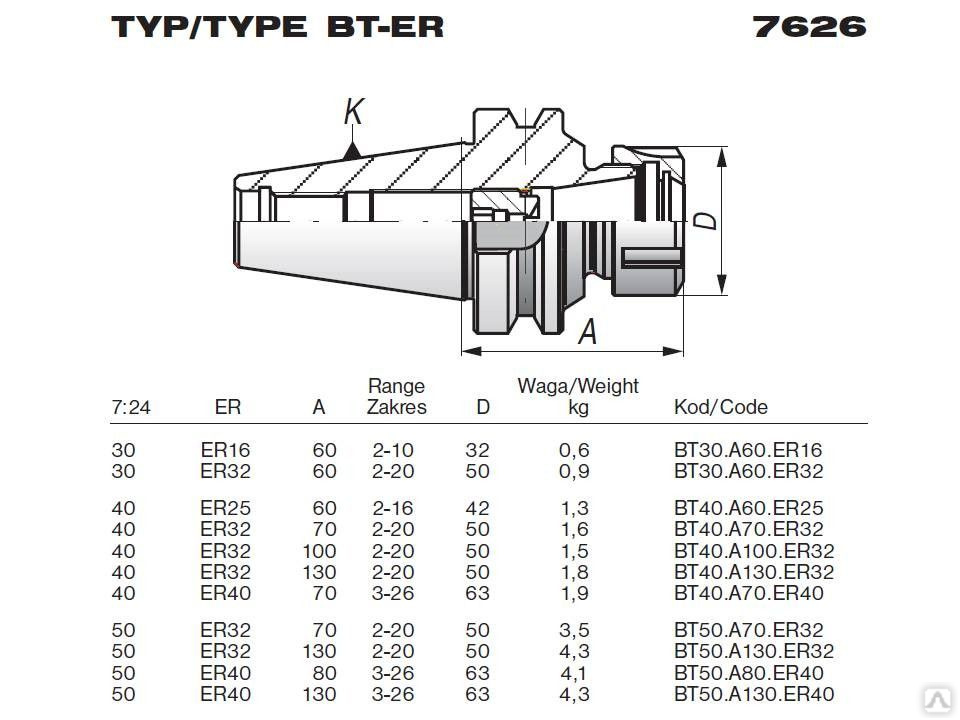 ..
..
Фрезерные станки
Вертикально-фрезерный станок 6Т13
В середине 80-х в Горьком освоили выпуск фрезерных станков новых марок: 6Т12, 6Т13, представляющих развитие поколения Р.Назначение и сф…
Приспособления
Патроны для токарного станка по дереву
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигат…
Заточные станки
Заточка фрез по металлу: концевых, червячных
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изме…
Как сделать цанговый патрон своими руками? — РИНКОМ
Как сделать цанговый патрон своими руками? — РИНКОМ
Главная
Статьи
Как сделать цанговый патрон своими руками?
Как сделать цанговый патрон своими руками?
1 марта 2020
Гирин Кирилл
Как сделать цанговый патрон своими руками, — вопрос, который интересует домашних мастеров, занимающихся токарным и ювелирным делом, гравировальными работами, изготовлением печатных плат.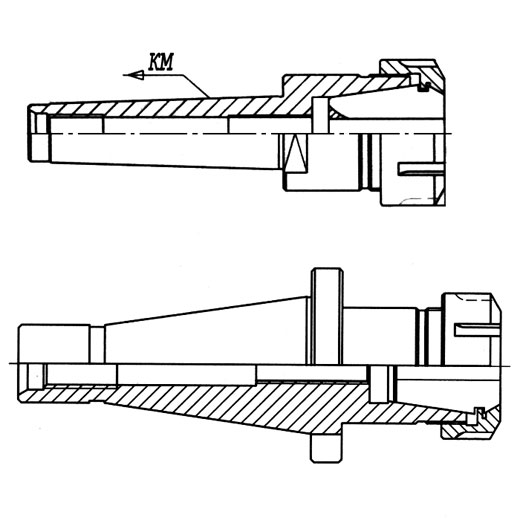
Содержание
Как сделать цанговый патрон своими руками
- Устройство цангового патрона
- Как работает цанговый патрон?
- Обозначение цанговых патронов
- Делаем цанговый патрон для ручного инструмента и станка
- Способ 1. Простейшая цанга из проволоки
- Способ 2. Цанговые зажимы из винтов
- Способ 3. Самодельный цанговый патрон для фрезерного станка
- Крепление цангового патрона на станке и ручном инструменте
- Где купить цанговые патроны?
Оснастка используется для фиксации деталей, поперечное сечение которых не совпадает с формой входного отверстия. А необходимость в новых зажимах объясняется тем, что иногда бывает сложно найти серийные комплектующие необходимых параметров. В этой статье мы расскажем, как изготовить самодельную муфту-цангу для дрели и токарного станка, как ее установить и отцентрировать. Но начнем с принципа работы цангового патрона.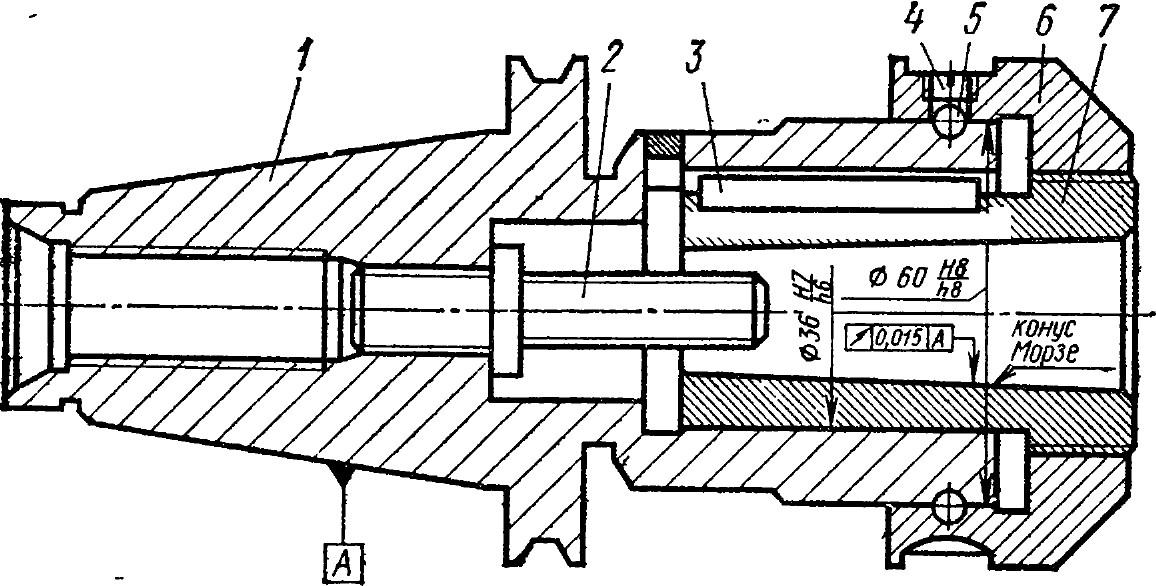
Фотография №1: Цанговый патрон производства ООО «Спецмашдеталь»
Устройство цангового патрона
Устройство цангового патрона достаточно простое. Основная деталь оснастки — это цанга, специальное приспособление в виде втулки с продольными разрезами. Эти разрезы формируют пружинящие лепестки, которые надежно удерживают обрабатываемую деталь. Лепестков может быть три, четыре, шесть и более — в зависимости от диаметра втулки.
На предприятиях машиностроения обычно используют зажимы типа ER. Эти детали имеют по две зоны зажима вдоль оси. Поэтому помещенный внутрь инструмент жестко фиксируется, а радиальные биения отсутствуют, так что их даже не учитывают при расчетах.
Изображение №1: Устройство цангового патрона
Серийные цанговые патроны изготавливают из инструментальной закаленной стали и обладают высокой прочностью и стойкостью к износу. Самодельные зажимы делают из бронзы, латуни, алюминия и стали.
Чем цанговый патрон отличается от кулачкового?
Цанговые патроны, как и кулачковые, представляют собой держатели для инструментов и заготовок, поэтому их часто путают.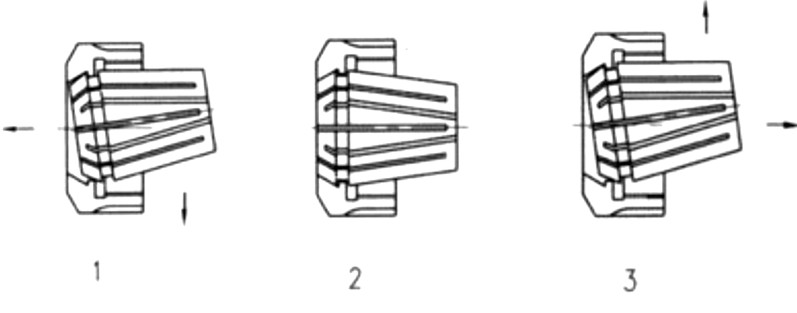 Однако у этих оснасток есть принципиальные различия. Кулачковые патроны считаются более универсальными и потому могут использоваться для фиксации инструментов с хвостовиками разных диаметров. Напротив, цанги предназначены для работы с определенными диаметрами и для инструментов с другими хвостовиками не подходят.
Однако у этих оснасток есть принципиальные различия. Кулачковые патроны считаются более универсальными и потому могут использоваться для фиксации инструментов с хвостовиками разных диаметров. Напротив, цанги предназначены для работы с определенными диаметрами и для инструментов с другими хвостовиками не подходят.
Как работает цанговый патрон?
Расскажем, как работает цанговый патрон, который используется на токарных станках и ручном инструменте.
Оснастка состоит из нескольких цанг и самозажимной гайки, которая оказывает давление на торец патрона. Из-за прилагаемого усилия цанга смещается во втулку, уменьшаясь в размерах, а ее лепестки сжимаются и надежно закрепляют хвостовик инструмента или обрабатываемую деталь. Чтобы снять заготовку, гайку отвинчивают, тем самым увеличивая цангу в диаметре.
Главное преимущество оснастки — способность отлично центрироваться, из-за чего зафиксированный с их помощью инструмент имеет минимальное радиальное биение. А для приведения зажима в действие нет необходимости использовать ключи.
А для приведения зажима в действие нет необходимости использовать ключи.
Обозначение цанговых патронов
Обозначение цангового патрона с наружным конусом, предназначенного для фиксации инструмента с цилиндрическим хвостовиком, на чертеже выглядит следующим образом.
Изображение №2: Цанга для универсального станка с конусом номер 50, диаметром под хвостовик (d) 12 мм, длиной 90 мм
В таблице ниже приведены стандартные размеры цанговых патронов, которые важно учитывать в расчетах:
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
| ||
|
|
|
|
|
|
|
| ||
|
|
| ||
|
|
|
|
|
|
|
| ||
|
|
|
Действующие ГОСТы
Главный действующий стандарт, относящийся к такому типу оснастки, — ГОСТ 26539-85. В нем вводятся характеристики и маркировка цангового патрона
В нем вводятся характеристики и маркировка цангового патрона
с наружным конусом 7:24. А в Постановлении Государственного комитета СССР по стандартам №5943 даются следующие рекомендации:
- графические обозначения опор, зажимов и установочных устройств (в том числе цанговых патронов), используемые в технической документации;
- для отображения опор и зажимов применяют сплошные тонкие линии (ГОСТ 2.303-68).
Делаем цанговый патрон для ручного инструмента и станка
Простейший самодельный цанговый патрон
для ручного инструмента можно создать без использования токарного станка. Если же вам требуется оснастка для машины, ее придется вытачивать из заготовки и без специальных знаний здесь не обойтись.
Способ 1. Простейшая цанга из проволоки
Для оснащения дрели с малой мощностью двигателя, которая будет использоваться для работы с деревянными и пластиковыми заготовками, подойдет миниатюрная муфта-цанга, спаянная из стальной проволоки. Важно учитывать, что полученный патрон может использоваться только для сверл одного диаметра, при этом диаметр сверла должен соответствовать выходному валу двигателя.
Важно учитывать, что полученный патрон может использоваться только для сверл одного диаметра, при этом диаметр сверла должен соответствовать выходному валу двигателя.
Фотография №2: Простейший цанговый зажим из проволоки
Для работы потребуются такие инструменты и материалы:
- цилиндрическая заготовка из металла, диаметр которой совпадает с диаметрами выходного вала двигателя и сверла;
- стальная проволока толщиной 1 мм;
- электрический паяльник;
- флюс для пайки или КФЭТ.
Проволоку следует намотать на болванку, формируя жесткую пружину. Витки проволоки необходимо располагать максимально близко друг к другу. Готовую пружину пропаивают прямо на заготовке, используя флюс или КФЭТ.
Получившуюся цанговую муфту надевают на вал электродвигателя, а в отверстие на противоположном конце вставляют сверло.
Способ 2. Цанговый зажим из винта
Цанговый патрон со схожими характеристиками можно изготовить и другим способом. Изделие будет состоять из двух частей, соединенных винтом. Фиксацию зажима на валу электродвигателя и инструмента обеспечивают цилиндрические желобки на внутренних поверхностях оснастки.
Изделие будет состоять из двух частей, соединенных винтом. Фиксацию зажима на валу электродвигателя и инструмента обеспечивают цилиндрические желобки на внутренних поверхностях оснастки.
Фотография №3: Заготовки для изготовления цангового зажима
Для работы потребуются:
- болт или винт на 8 мм;
- закрытая гайка М8;
- болгарка с диском по металлу;
- дрель и сверла на 2 и 5 мм.
Фотография №4: Цанговый патрон из винта, установленный на электродрель, в работе
В ножке болта просверлите отверстие на 3 мм. Сделайте крестообразно два ровных осевых пропила болгаркой или ножовкой по металлу. После этого в закрытой гайке ровно по центру просверлите отверстие диаметром 2 мм. Расширьте его до 5 мм. Закруглите край болта, чтобы получился конус. Готовый цанговый патрон перед применением необходимо отцентрировать. Только в этом случае он будет работать корректно.
Способ 3. Самодельный цанговый патрон для фрезерного станка
Самодельный цанговый патрон для фрезерного станка можно изготовить на токарном станке. Для оснастки потребуется стальная болванка (кругляк диаметром 40 мм и высотой 70 мм). Работа проводится в два этапа. Вначале делается корпус патрона, потом зажимная гайка.
Фотография №5: Цанга для фрезерного станка, выточенная на токарном станке
Изготовление корпуса патрона:
- Зажмите болванку в патрон обратными кулачками.
- Просверлите в ней сквозное отверстие по оси и расточите его.
- Нарежьте в отверстии резьбу М27 х 2.
- Обточите наружную поверхность болванки.
- Подрежьте торец, который станет опорой для базовой опорной поверхности на шпинделе.
- Снимите полученную оправку с патрона и трехкулачковый патрон со станка и навинтите оправку на шпиндель до упора.
- Расточите цилиндрическую и коническую поверхности гнезда под цангу.

- Проточите конец оправки и нарежьте в нем резьбу для зажимной гайки.
Изготовление зажимной гайки:
- Заготовку зажмите в обратные кулачки трехкулачкового патрона.
- Просверлите в ней отверстие, расточите внутреннюю полость.
- Проточите внутреннюю торцевую опорную поверхность.
- Нарежьте в гайке ответную резьбу.
- Навинтите гайку на патрон, предварительно установленный на шпиндель станка.
Получившуюся оснастку можно усовершенствовать для более простой фиксации инструмента. С этой целью проводят накатку рифлений на боковых поверхностях корпуса патрона и гайки и делают пазы в наружных боковых поверхностях.
Крепление цангового патрона на станке и ручном инструменте
Крепление цангового патрона и его центрирование выполняются на шпинделе токарного станка. Отметим, что диаметры патронов и методы их установки стандартизированы. К самым распространенным конструкциям конца шпинделя относят крепежи типа C и типа D (cam-lock).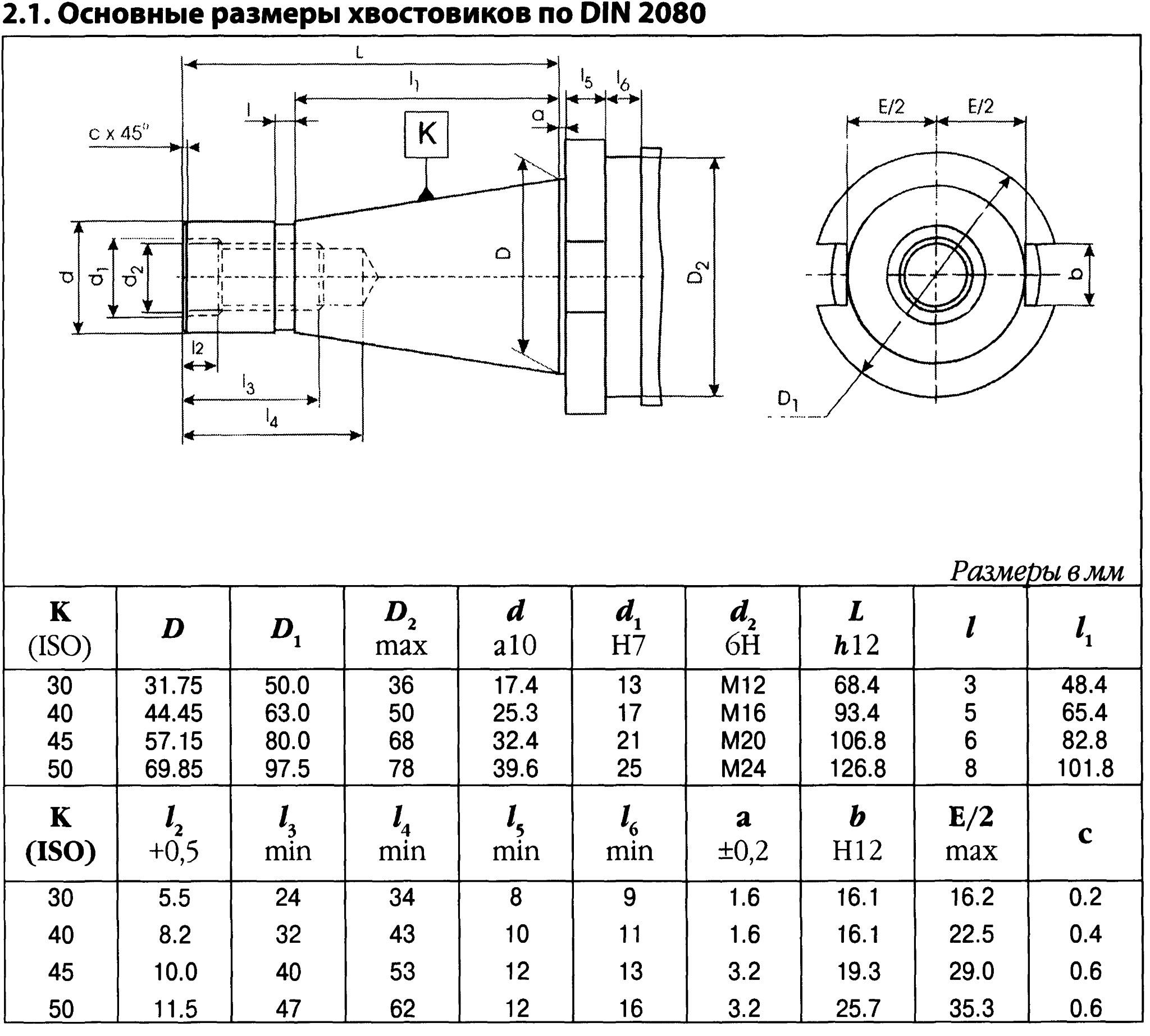 Также для установки цанговых патронов часто используют фланцы и планшайбы, которые размещаются на шпинделе.
Также для установки цанговых патронов часто используют фланцы и планшайбы, которые размещаются на шпинделе.
Теперь расскажем, как отцентрировать цанговый патрон на валу двигателя ручного инструмента (электродрели). Регулировку проводят в двух плоскостях, при этом вначале устраняют биение в одной плоскости, потом — в другой. Ход работ:
- Зафиксируйте дрель на столе (в лежачем положении).
- Прокрутите патрон, чтобы нужная пара болтов стала параллельна столу.
- Проверните патрон на 180 градусов и зафиксируйте отклонение патрона.
- Исключите биение, подтягивая и ослабляя пару винтов.
Аналогичным образом поступают со второй парой винтов. Чтобы отклонение в двух плоскостях было заметнее, используйте длинное сверло.
Где купить цанговые патроны?
Интернет-магазин «Ринком» предлагает купить цанговые патроны по оптимальной цене. Мы сотрудничаем с оптовыми и частными покупателями и даем скидки на большие партии товаров.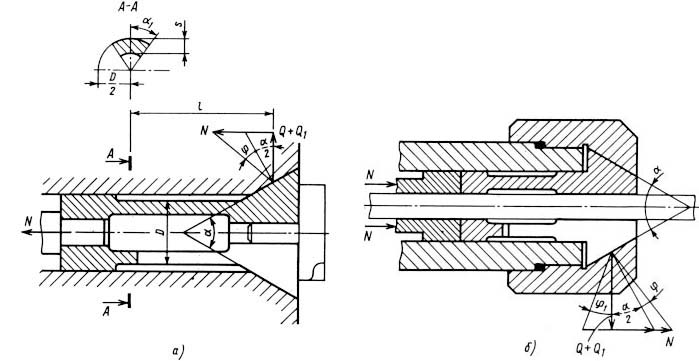 Вместе с цанговыми патронами вы можете приобрести держатели ER11. Подробности о сроках поставки оснастки уточняйте у менеджера магазина.
Вместе с цанговыми патронами вы можете приобрести держатели ER11. Подробности о сроках поставки оснастки уточняйте у менеджера магазина.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
31 января 2023
Сварочные швы: классификация, свойства и дефектовка
11 октября 2022
Токарные патроны
22 марта 2022
Токарные патроны «Бизон» (BISON-BIAL)
18 марта 2022
Как сделать шестерню?
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.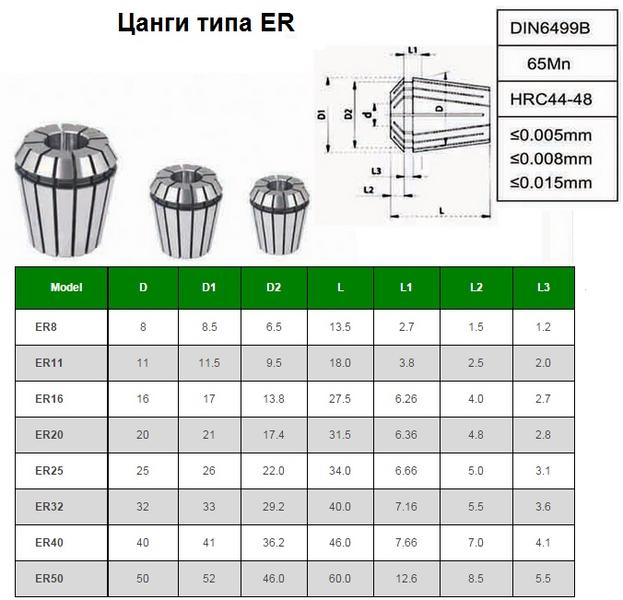
Принимаю
?>
Высокоточный цанговый патрон DIN 69893-1 HSK-A40
Выбранный вами продукт: Стандартный цанговый патронТип ERМощный цанговый патронВысокоточный цанговый патронWeldon Держатель инструментаОправка для торцевой фрезыКомбинированная оправка для торцевой фрезы
Для зажима инструментов с цилиндрическим хвостовиком в цангах HAIMER Power и ER в соответствии с ISO 15488.
Высокоточный цанговый патрон — это цанговый патрон для максимальной производительности обработки в высокоскоростном производстве. Оптимизированная конструкция с улучшенной конструкцией сочетает в себе высокую жесткость с функциями гашения вибраций и снижения шума, обеспечивая большую защиту станков, шпинделей и инструментов. Универсальный высокоточный цанговый патрон — это уникальный высокопроизводительный патрон, который также можно использовать со стандартными цангами.
- Высокая точность биения: 0,003 мм при 3 × D с цангами HAIMER Power
- Также для стандартных цанг ER согласно ISO 15488 (Обратите внимание, что при использовании со стандартными цангами ER расчетная длина A будет отличаться от приведенного ниже размера A! )
- Высокая жесткость
- Более плавный ход благодаря вибропоглощающей геометрии, следовательно, лучшее качество поверхности и защита инструментов, шпинделей и станков
- Повышенная производительность обработки благодаря более высоким скоростям шпинделя, более высоким подачам и большей глубине резания
- Сокращение времени обработки, более высокая точность обработки, высокое усилие зажима
- Подходит как для высокоскоростного производства, так и для тяжелого фрезерования
- С гладкой контргайкой со специальным покрытием, балансировка < 1 г/мм
- Дополнительно: с силовыми цангами Safe-Lock™ от ER 25
- Дополнительно: отверстия Cool Jet на цангах Power от ER 25 Ø 6 мм
| Заказ № | Расчетная длина A в дюймах | |||||
|---|---|---|---|---|---|---|
А40.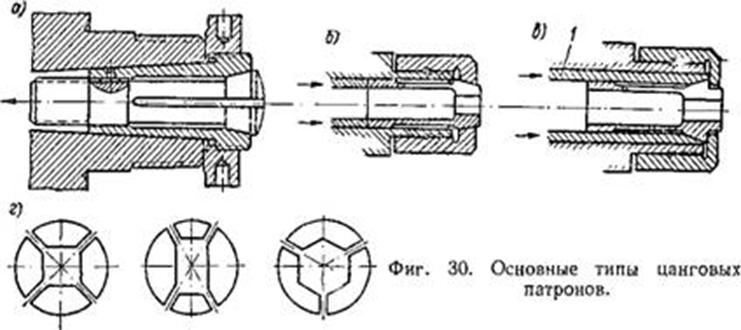 025.16.3.ХП 025.16.3.ХП | сверхкороткий, 1,97 дюйма |
| Аксессуар | |||
| А40.020.16.3.ХП | короткий, 3,15 дюйма |
| Аксессуар |
| Заказ № | Расчетная длина A в дюймах | |||||
|---|---|---|---|---|---|---|
| А40.025.25.3.ХП | сверхкороткий, 2,36 дюйма |
| Аксессуар | |||
| А40.020.25.3.ХП | короткий, 3,15 дюйма |
| Аксессуар |
| Заказ № | Расчетная длина A в дюймах | ||
|---|---|---|---|
А40.  |