Чертежи кромкогиба: виды, изготовление своими руками, чертежи
Содержание
Кромкогиб ручной для авторемонта своими руками. Чертежи и видео
Советы строителям |
10.02.2018
Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом. Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала. Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.
При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
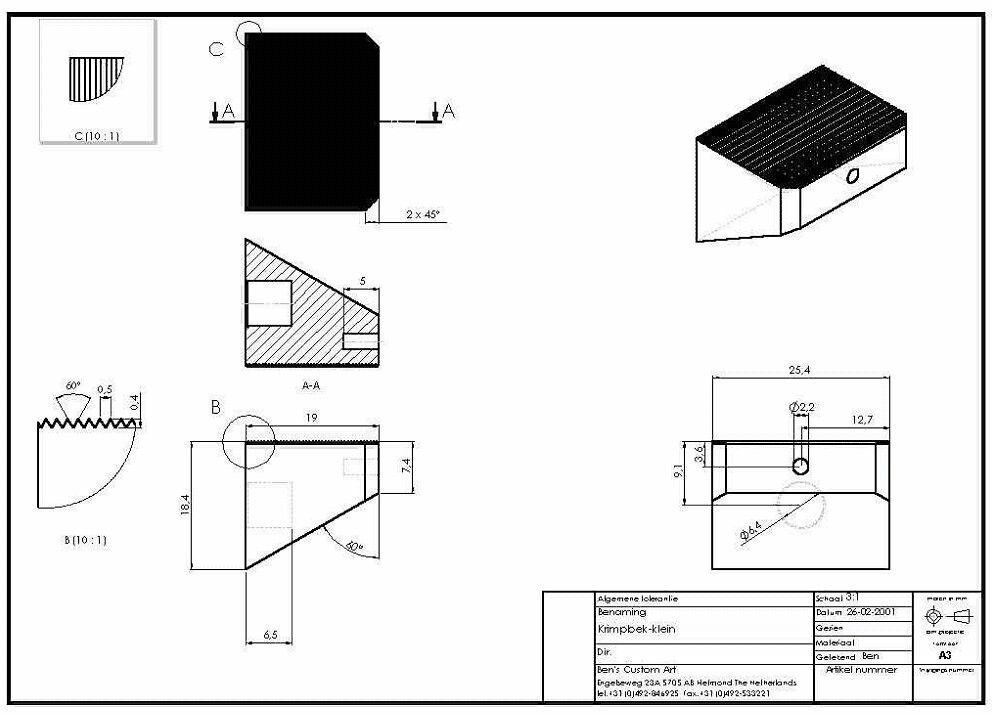
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Ручной кромкогиб своими руками
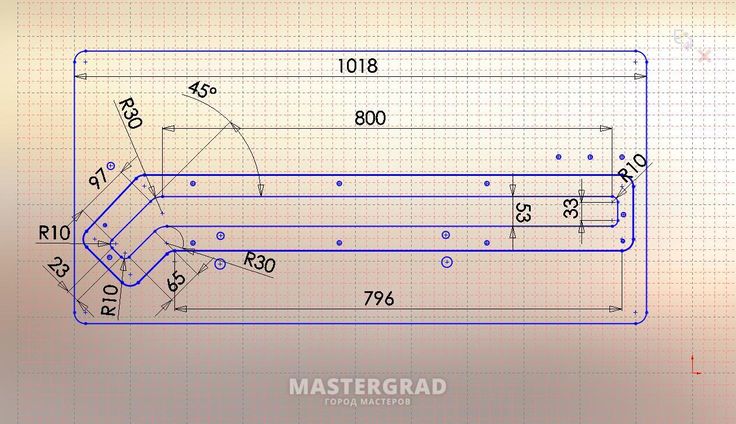
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка.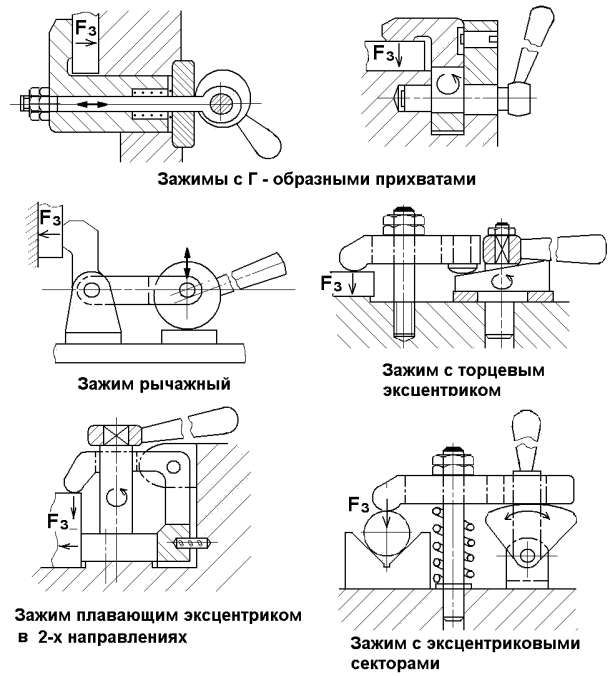 Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
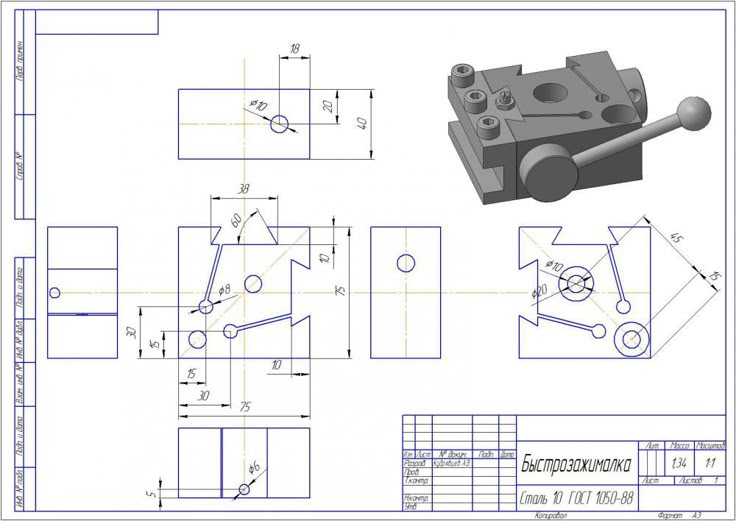
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
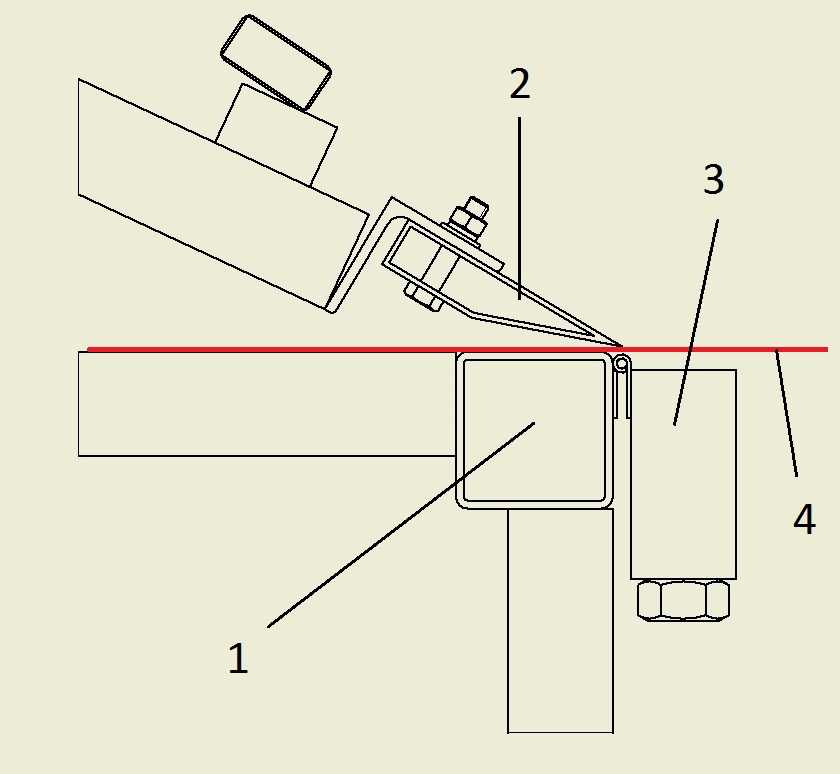
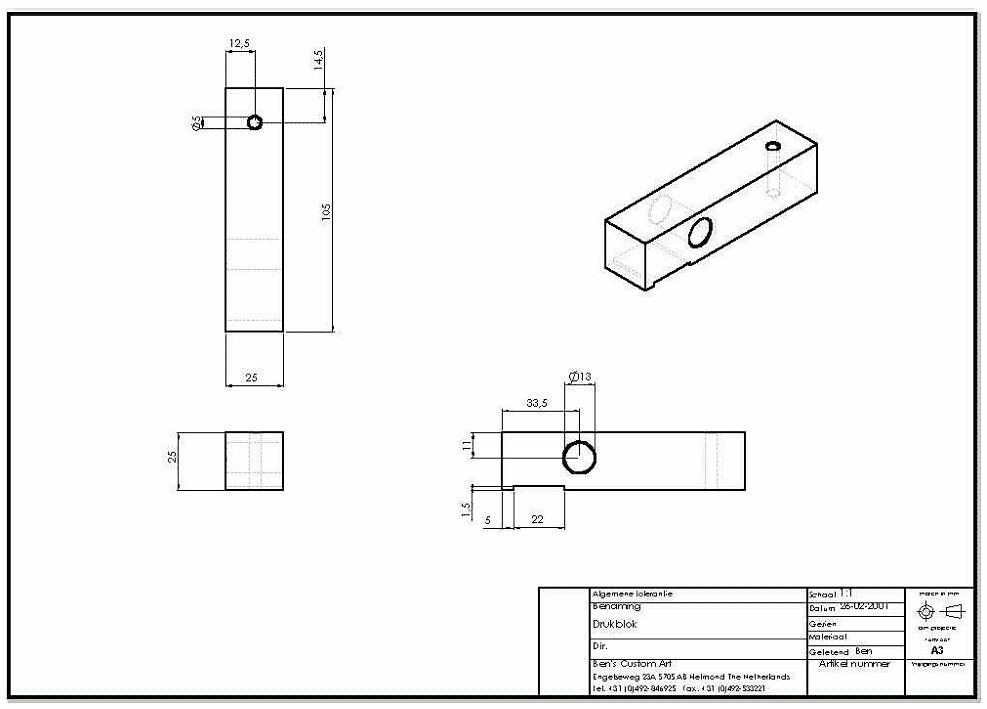
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).
Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Нож-мультитул. Обзор самого универсального инструмента
Обзор самого универсального инструмента
Газовый генератор для дома с автозапуском. Цена и устройство
своими руками, как сделать, чертежи кромкогиба
Содержание
- 1 Какие бывают гибочники
- 2 Изготовление ручного листогиба
- 3 Особенности роликового станка
- 4 Меры предосторожности при работе
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, профнастил, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы.
 Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы. - Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Ручные и гидравлические станки проще в изготовлении, чем роликовые. Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками.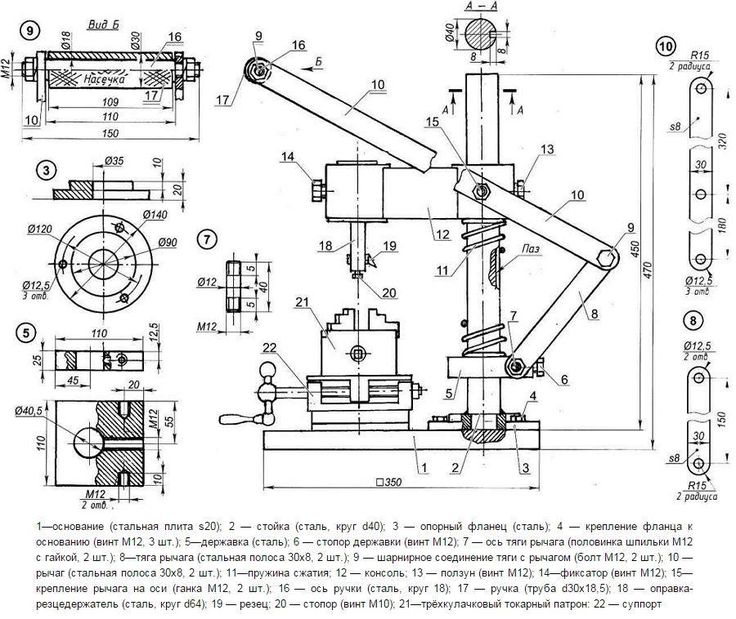 Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
- Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина.
 В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра. - Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.
Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных.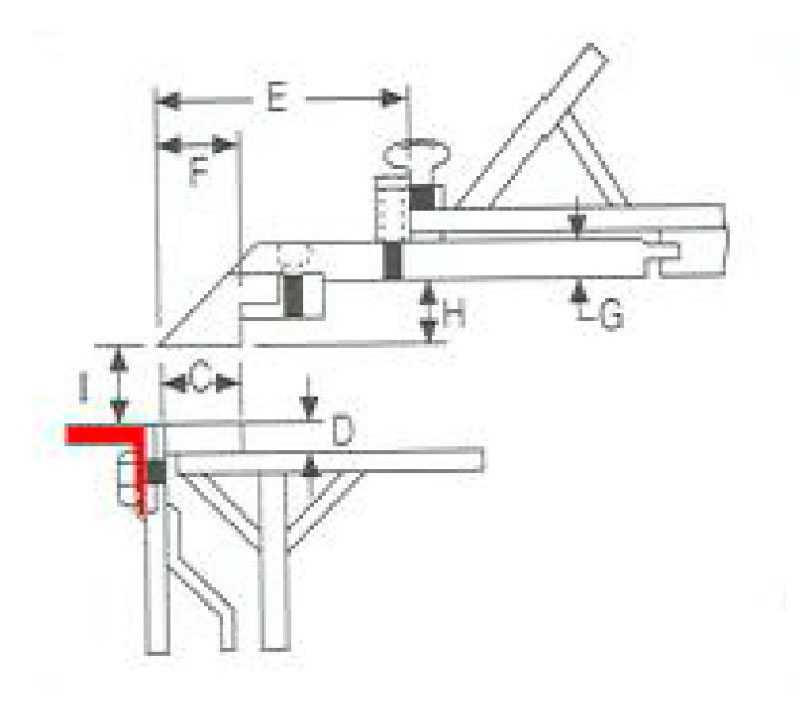 С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Кромкогиб ручной своими руками из уголка изготавливается по тем же чертежам, только уголки основы необходимо сварить между собой попарно.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Особенности роликового станка
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Самое сложное — изготовление привода, чтобы синхронно вращались все три валка. Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности:
- Оглядеть состояние робы и обуви. Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
- Проверить рабочие органы листогиба на наличие неисправностей.
 В случае обнаружения не приступать к работе до их устранения.
В случае обнаружения не приступать к работе до их устранения. - Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Нельзя гнуть листы больше толще, чем предусмотрено конструкцией и характеристиками станка.
Таким образом, своими руками можно легко сделать листогиб.
Промышленный ротогибочный станок RDB-125
5 095,00 $
ОПИСАНИЕ
Устали от утомительного ручного гибочного станка? Этот гидравлический поворотный гибочный станок повысит вашу производительность .
- Требуется только однофазное питание 110 В для простота подключения практически в любом месте.
- Работает с максимальной вместимостью трубок с наружным диаметром 2,5 дюйма, хромаллоя с наружным диаметром 2 дюйма, квадратных трубок 2 дюйма и труб сортамента 40 диаметром 2 дюйма .
- Максимальная осевая линия 8 дюймов , в зависимости от наружного диаметра материала.
- Изгибы до 200° , что позволяет изгибать на 180° без необходимости повторного закрепления набора штампов.
- Требуется всего 4 полных нажатия , чтобы достичь 180° .
- Встроенный противопружинный механизм позволяет гидравлическому цилиндру втягиваться, не теряя места на изгибе.
- Покрывается гарантией на детали сроком на 1 год .
- Поставляется с пожизненной технической поддержкой от нашей знающей команды.
Используйте этот гибочный станок для: Экономичной одноразовой гибки поручней и автомобильных шасси.
В чем преимущество RDB-125 перед аналогичными машинами?
- Низкое давление Гидравлика промышленного класса делает гибку быстрой, бесшумной и безопасной , даже при полной нагрузке.

- Быстросъемный позиционер контрматрицы ускоряет загрузку и разгрузку материала.
- Принимает удобных вставных наборов инструментов от Baileigh, чтобы расширить возможности ваших приложений.
- Вы можете обратиться за поддержкой и консультацией по проектам к нашим опытным представителям на протяжении многих лет работы машины.
ХАРАКТЕРИСТИКИ
| Артикул | РДБ-125 |
|---|---|
| Страна производитель | США |
| Минимальный CLR | .5″ |
| Минимальный наружный диаметр | .25″ |
| Сплошной стержень из мягкой стали | 1,25″ |
| Труба из мягкой стали, сортамент 40 | 2″ |
| Стенка из круглой трубы из мягкой стали | 2,5 дюйма (0,125 дюйма) |
| Квадратная труба из мягкой стали (стеновая) | 2″ (0,125) |
| Труба из нержавеющей стали, сортамент 40 | 1,5″ |
| Стенка из круглой трубы из нержавеющей стали | 2,375″ (0,125) |
| Круглая трубчатая стенка из хромомолибдена | 2″ (0,125) |
| Стенка из круглой алюминиевой трубы | 2,5 дюйма (0,156 дюйма) |
| Максимальный радиус центральной линии Clr | 10,5″ |
| Мощность | 110 В |
| Транспортировочный вес | 550 фунтов |
| Особые примечания | Инструменты не включены |
| Транспортировочные размеры (дюймы) | 60x44x77 |
* Технические характеристики могут быть изменены без предварительного уведомления.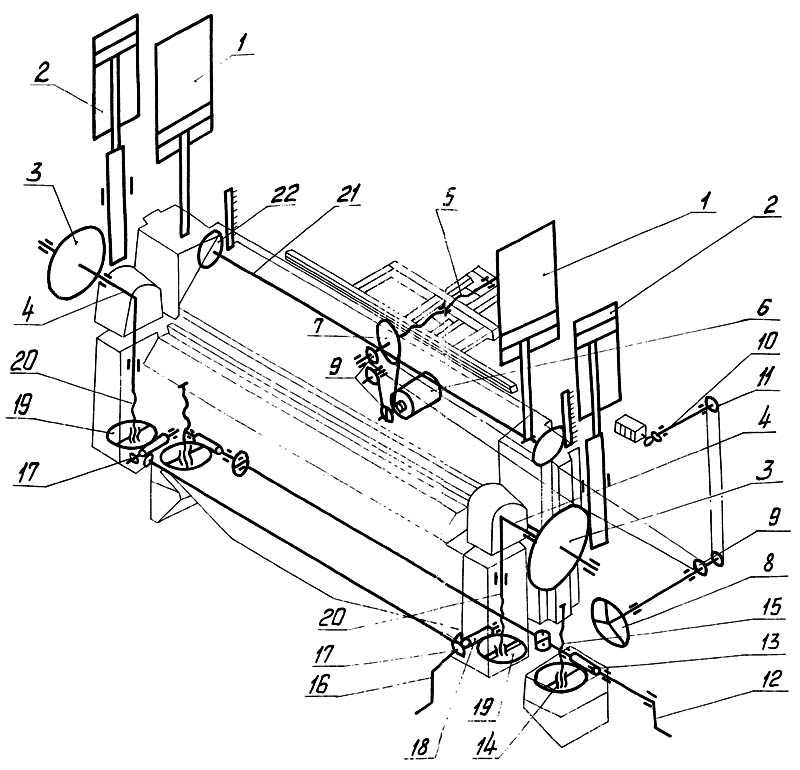
California Proposition 65
Нет в наличии
Артикул: BIRDBRBD125052220
Категории: Гидравлические ротационные трубогибы, Промышленное оборудование, Трубогибы
Описание
Описание
ОПИСАНИЕ
Устали от утомительного ручного гибочного станка? Этот гидравлический поворотный гибочный станок повысит вашу производительность .
- Требуется только однофазное питание 110 В для простота подключения практически в любом месте.
- Работает с максимальной вместимостью трубок с наружным диаметром 2,5 дюйма, хромаллоя с наружным диаметром 2 дюйма, квадратных трубок 2 дюйма и труб сортамента 40 диаметром 2 дюйма .
- Максимальная осевая линия 8 дюймов , в зависимости от наружного диаметра материала.
- Изгибы до 200° , что позволяет изгибать на 180° без необходимости повторного закрепления набора штампов.
- Требуется всего 4 полных нажатия , чтобы достичь 180° .
- Встроенный противопружинный механизм позволяет гидравлическому цилиндру втягиваться, не теряя места на изгибе.
- Покрывается гарантией на детали сроком на 1 год .
- Поставляется с пожизненной технической поддержкой от нашей знающей команды.
Используйте этот гибочный станок для: Экономичной одноразовой гибки поручней и автомобильных шасси.
В чем преимущество RDB-125 перед аналогичными машинами?
- Низкое давление Гидравлика промышленного класса делает гибку быстрой, бесшумной и безопасной , даже при полной нагрузке.
- Быстросъемный позиционер контрматрицы ускоряет загрузку и разгрузку материала.
- Принимает удобных наборов инструментов от Baileigh, чтобы расширить возможности для ваших приложений.
- Вы можете обратиться за поддержкой и консультацией по проектам к нашим опытным представителям на протяжении многих лет работы машины.
ХАРАКТЕРИСТИКИ
| Артикул | РДБ-125 |
|---|---|
| Страна производитель | США |
| Минимум CLR | .5″ |
| Минимальный наружный диаметр | .25″ |
| Сплошной стержень из мягкой стали | 1,25″ |
| Труба из мягкой стали, сортамент 40 | 2″ |
| Стенка из круглой трубы из мягкой стали | 2,5 дюйма (0,125 дюйма) |
| Квадратная труба из мягкой стали (стеновая) | 2″ (0,125) |
| Труба из нержавеющей стали, график 40 | 1,5″ |
| Стенка из круглой трубы из нержавеющей стали | 2,375″ (0,125) |
| Круглая трубчатая стенка из хромомолибдена | 2″ (0,125) |
| Стенка из круглой алюминиевой трубы | 2,5 дюйма (0,156 дюйма) |
| Максимальный радиус центральной линии Clr | 10,5″ |
| Мощность | 110 В |
| Транспортировочный вес | 550 фунтов |
| Особые примечания | Инструменты не включены |
| Транспортировочные размеры (дюймы) | 60x44x77 |
* Технические характеристики могут быть изменены без предварительного уведомления.
Предложение штата Калифорния 65
Трубогиб #3 | Рорти
Гибочный станок №3 идеально подходит для крупных проектов и профессионального использования, предлагая некоторые заметные улучшения по сравнению с коммерчески доступными вариантами. Экономящий время быстродействующий зажим крепит трубку к матрице и не оставляет следов на трубе, в отличие от более распространенного использования болта, прижимающего трубку.
Бендер можно быстро снять и убрать, когда он не используется.
Бендер разработан с учетом предельной простоты конструкции. Подставка и большинство других компонентов в большинстве случаев могут быть изготовлены из обычных стальных обрезков, которые можно найти в обычной мастерской.
В то время как рычаги и храповик можно изготовить с помощью дрели и ножовки или угловой шлифовальной машины, их гораздо проще изготовить с помощью ленточной пилы или просто купив набор пластин для лазерной резки у Рорти!
Из дополнительных инструментов требуются только маркер с войлочным наконечником, рулетка, угольник, регулируемый фацет, ножовка или отрезная пила, пьедестал или ручная дрель, сварочный аппарат и угловая шлифовальная машина или напильник для отделки.
Наборы штампов для круглых и квадратных труб и труб можно заказать по почте или через Интернет.
Обзор
ТЕЛЕЖКИ
Подходит: Гибка круглых и квадратных труб с использованием имеющихся в продаже наборов штампов
Сборка: Полный набор пластин для самостоятельной или лазерной резки. По запросу мы можем поставить наборы для резки.
Руководство: PDF-пакет; zip для мгновенной загрузки. Руководство содержит подробную информацию, инструкции, изображения и чертежи CAD с полными размерами
TRIKES
VW BUG
Это мать всех самодельных гибочных станков! Он подходит для ряда имеющихся в продаже штампов и способен сгибать трубы DOM из хромомолибденовой и мягкой стали (Ø12 мм [1/2″] – Ø50 мм [2″]), квадратные трубы (12 мм [1/2″] – 50 мм [2]. ″]) и трубы (Ø12мм [1/2″] – Ø38мм [1-1/2″]).
20,00 долл. США – 35,00 долл. США
Конвертация валют рассчитана и должна использоваться только в информационных целях.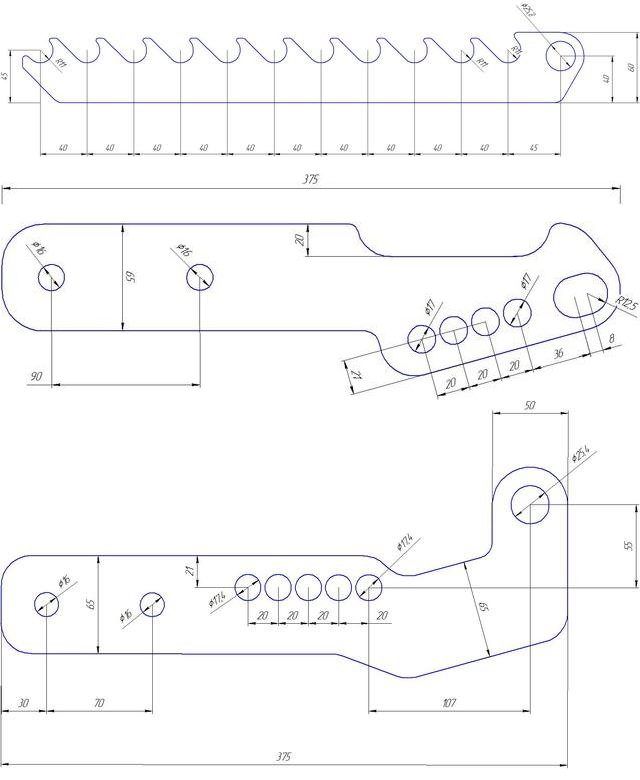 При оформлении заказа/покупках по-прежнему используется валюта магазина (AUD).
При оформлении заказа/покупках по-прежнему используется валюта магазина (AUD).
Добавить в корзину
Подробнее
Руководства, комплекты и запасные части
Руководство Rorty Bender #3
Подробное руководство по сборке и планы сборки трубогиба профессионального уровня своими руками
Руководство по трубогибу № 3 проведет вас через каждый этап процесса строительства с использованием простых письменных инструкций и очень подробных чертежей в масштабе. Конечным результатом стал гибочный станок профессионального качества, способный безотказно выполнять гибку в течение многих лет.
На чертежах показаны двойные размеры, подходящие для всех; метрическое измерение имеет приоритет, за ним следует десятичное дюймовое измерение в скобках.
Простые и понятные инструкции проведут вас не только по процессу строительства, но и объяснят, как пользоваться гибочным станком, как читать планы гибки, как рассчитывать потребность в материалах и измерять гибы.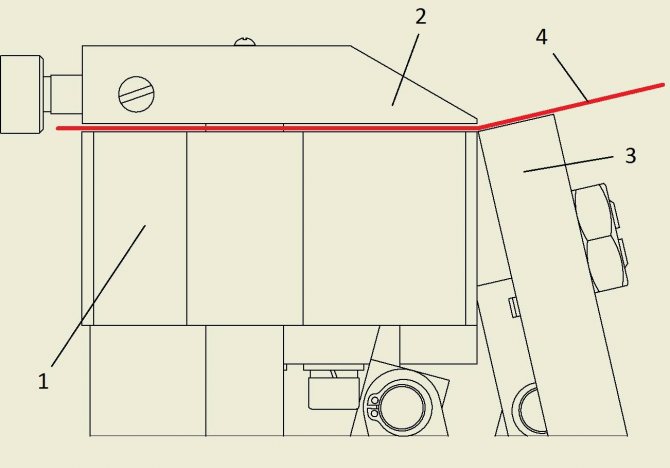 Включены рекомендуемые поставщики готовых изделий, таких как штампы.
Включены рекомендуемые поставщики готовых изделий, таких как штампы.
Это подробное руководство в формате PDF представляет собой не просто набор чертежей САПР, а состоит из следующего:
- Тридцать четыре страницы.
- Шестнадцать чертежей САПР (в формате PDF).
- Четыре полихромных 3D-изображения CAD.
- Полная спецификация.
- Комбинированный дюймовый и метрический формат.
Формат:
- Пакет PDF
- Файл в формате ZIP для мгновенной загрузки
Распечатайте на бумаге вашего любимого размера, выбрав «в размер страницы» в параметрах печати.
Rorty Tube Bender #3 Файлы для лазерной резки
Файлы DXF, которые можно взять с собой на местный станок для лазерной резки!
Вы можете заказать лазерную резку, гидроабразивную резку или плазменную резку с ЧПУ для резки всех основных компонентов листа, готовых к сборке. Вы получаете отличное качество отделки и экономите много часов или работы.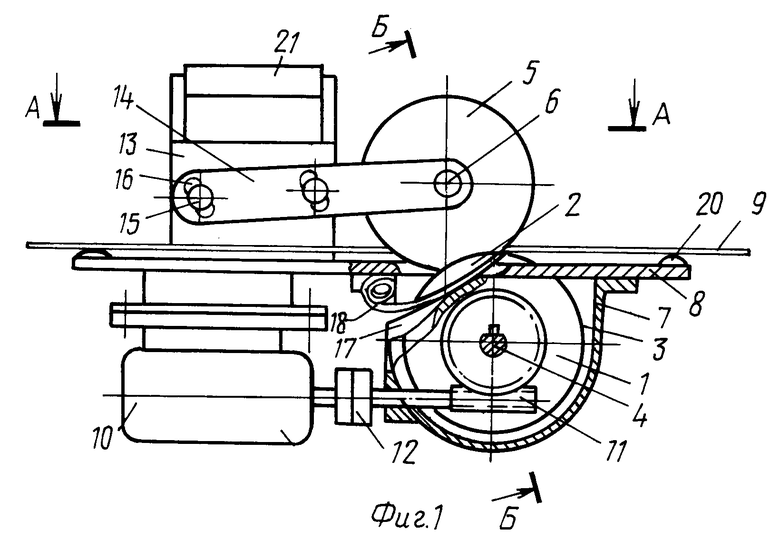
Руководство по сборке требуется для завершения сборки, файлы DXF предназначены только для деталей пластины, вырезанных лазером, инструкции по сборке не прилагаются.
Включены файлы для гибочных рычагов, подходящих для ProTools и штампов JD2, как указано в руководстве по сборке, не разрезайте оба комплекта.
Файлы DXF предназначены только для однократного использования в соответствии с нашими условиями.
Может потребоваться снятие заусенцев и сверление/развёртывание отверстий для штифтов/шарниров.
Полные характеристики
| Костюмы | Гибка круглых и квадратных труб с использованием имеющихся в продаже комплектов штампов |
| Сборка | Полный набор пластин для самостоятельной или лазерной резки. По запросу мы можем поставить наборы для резки. |
| Руководство | PDF-пакет; zip для мгновенной загрузки. Руководство содержит подробную информацию, инструкции, изображения и чертежи CAD с полными размерами |
| Использование | Гибка круглых и квадратных труб |
| Вместимость | 31,8 мм (1¼ дюйма), 38,1 мм (1½ дюйма), 44,45 мм (1 ¾ дюйма) и 50,08 мм (2 дюйма).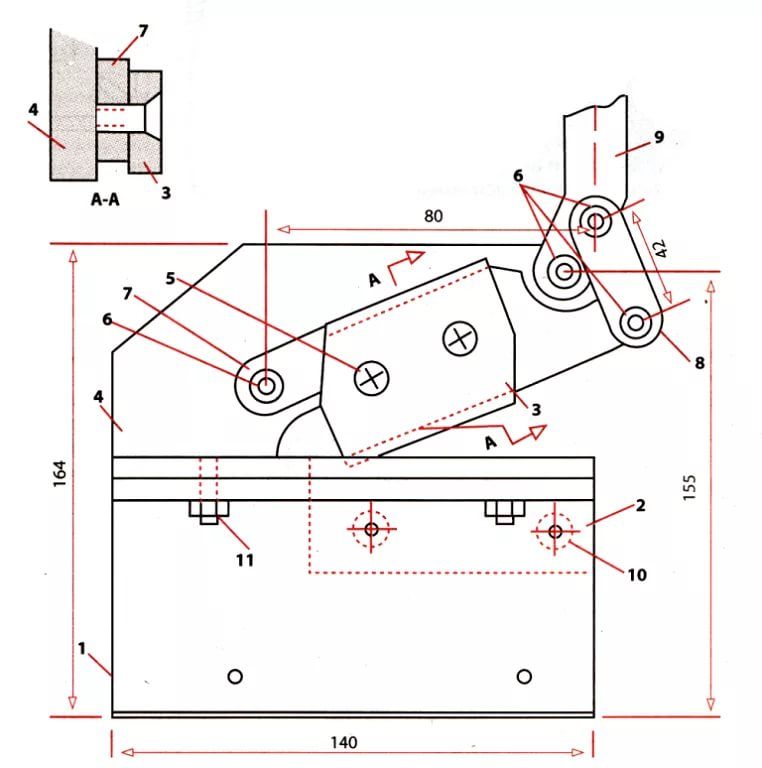  |