Червячная фреза: Фреза червячная, купить по цене от производителя — РИНКОМ
Содержание
Страница не найдена
Поиск
Все
Фрезы
» Фрезы Червячные ГОСТ 9324
» Фрезы Червячные ГОСТ 6637
» Фрезы Червячные ГОСТ 8027
» Фрезы Червячные для Звездочек ГОСТ 15127
» Фрезы Новикова
» Фрезы Дисковые Модульные
» Фрезы Концевые
» Фрезы Отрезные и Прорезные
» Ножи для Фрез
» Фреза Торцевая
» Фрезы Дисковые Трехсторонние
» Фрезы Шпоночные
» Фрезы Полукруглые Вогнутые
» Фрезы Дисковые Пазовые
Долбяки и Шевера
» Долбяки Хвостовые
» Долбяки Чашечные
» Долбяки Дисковые
» Долбяки для Зубьев Звездочек
» Шевер Дисковый
Протяжки
» Протяжки Шпоночные
» Протяжки Шлицевые
» Протяжки Круглые
» Протяжки Эвольвентные
» Протяжки Квадратные
» Протяжки Шестигранные
Развертки
» Развертки Котельные ГОСТ 18121
» Развертки Машинные ГОСТ 1672
» Развертки Ручные ГОСТ 7722
» Развертки конические
Сверла по Металлу
» Cверла по Металлу ц/х
» Сверло по Металлу к/х
» Сверло для сверления рельс ЖД
» Сверло Перовое ГОСТ 25526
» Центровочное Сверло ГОСТ 14952
» Кобальтовые Сверла
Метчики
» Метчик M машинно-ручной м/р
» Метчик Гаечный
» Метчик Tr Трапецеидальный
» Метчик дюймовый UNC/UNF
Плашки Круглые
» Плашка Tr трапецеидальная
» Плашка G трубная
Плашки Резьбонакатные Плоские
Гребенки Резьбонарезные Плоские
Ролики Резьбонакатные
» Ролики Резьбонакатные ГОСТ 9539
» Ролики Резьбонакатные НП
» Ролики Резьбонакатные ВНГН
Пластины Твердосплавные
» Шаберные Пластины ВК6 ОМ
» Пластина Пятигранная
» Пластины Korloy
Сегменты к Пиле Геллера
Зенкеры
Зенковки
Резцы
» Резцы Зубострогальные
Оснастка и Приспособления
» Головки Зуборезные
» Головка Винторезная ГОСТ 21760
» Центр вращения
» Универсальная делительная головка УДГ
Мерительный Инструмент
» Линейки Поверочные ШД
» Линейки Поверочные ШП,ШПХ,ЛЧ,ЛД
» Наборы Мер Плоского Угла ГОСТ 2875
» Концевые Меры Длины ГОСТ 9038
» Пластины плоские стеклянные ПИ
Уцененные Товары
Главная › Страница не найдена
Червячная фреза инструмент Саратов, Энгельс
Червячная фреза инструмент Саратов, Энгельс
- Главная
- Металлорежущий инструмент
- Фрезы
- Червячная фреза
- Фреза червячная 10х102х112
ед.
- Фреза червячная 2510-4201 АА б/мод 6х112х112
ед.
- Фреза червячная для нарез зубьев звездочек t=25,4 D=15,88 2523-0043
ед.
- Фреза червячная для нарез. зубьев звездочек t=15,875.1 dp=10,06
ед.
- Фреза червячная для нарез. зубьев звездочек t=38,1 dp=22,23
ед.
- Фреза червячная для нарез. зубьев звездочек t=44,45 dp=25,1
ед.
- Фреза червячная для нарез. зубьев звездочек t=50,8 dp=28,58
ед.
- Фреза червячная М0,5 2520-0661 ГОСТ 6637-80
ед.
- Фреза червячная М0,8 2520-0665 ГОСТ 6637-80
ед.
- Фреза червячная М1,0 20хкл.А 2510-4112 ГОСТ 9324-80
ед.
- Фреза червячная М1,0 20хкл.А 2510-4116 ГОСТ 9324-80
ед.
- Фреза червячная М1,0 кл.А 2510-4112 винтовая 2″08 ГОСТ 9324-80
ед.
- Фреза червячная М1,25 20хкл.А 5345 ГОСТ 9324-80
ед.
- Фреза червячная М1,5 30хкл.А 2520-0673 ГОСТ 6637-80
ед.
- Фреза червячная М10 кл.
 А ГОСТ 9324
А ГОСТ 9324
ед.
- Фреза червячная М10 левая кл.А ГОСТ 9324
ед.
- Фреза червячная М12 кл.А ГОСТ 9324
ед.
- Фреза червячная М14 кл.А ГОСТ 9324
ед.
- Фреза червячная М14 левая кл.А ГОСТ 9324
ед.
- Фреза червячная М16 кл.А ГОСТ 9324
ед.
- Фреза червячная М18 кл.А (280х290х80)
ед.
- Фреза червячная М2,5 кл.АА 2510-4152 ГОСТ 9324
ед.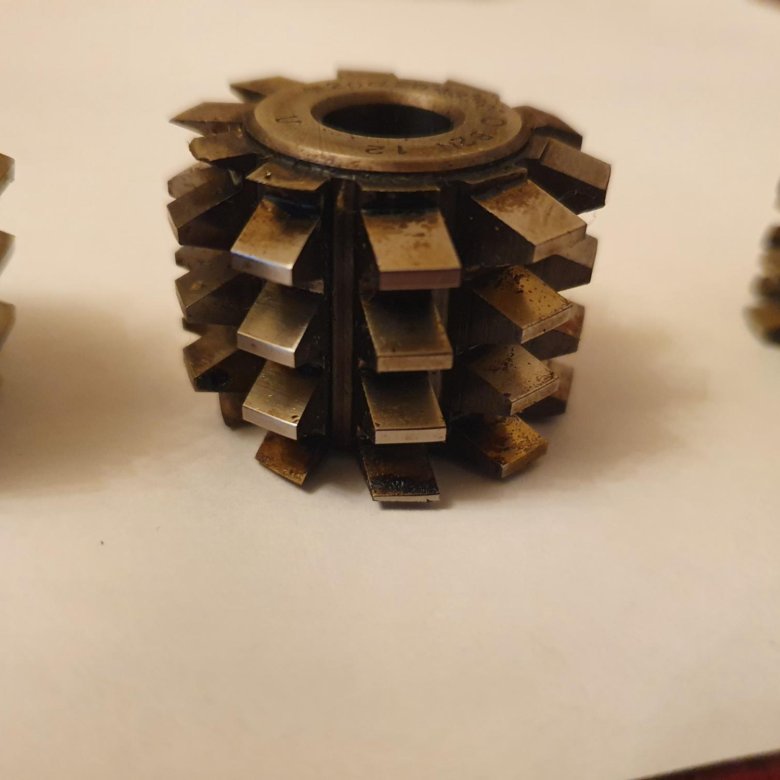
- Фреза червячная М20 кл.А (250х250х60)
ед.
- Фреза червячная М20 кл.А ГОСТ 9324
ед.
- Фреза червячная М6 В 118х110х40 мм 20 градусов (3гр.12 мин.)
ед.
- Фреза червячная М6 кл.А ГОСТ 9324
ед.
- Фреза червячная М8 кл.А ГОСТ 9324
ед.
- Фреза червячная чертеж 2520-0001, М1, Р18
ед.
- Фреза червячная чертеж 2520-0001, М1, Р9К5
ед.
- Фреза шлицевая червячная 1-М7РС203023, ст. Р18
ед.
- Фреза шлицевая червячная 1-М7РС203023, ст. Р18
ед.
Добавить инструмент
Оформить заказ
Заявка от
Ваш E-mail
Ваш телефон
Отправить заказ
Отмена
Прикрепите файл
Заявка от
Ваш E-mail
Ваш телефон
Отправить заказ
Отмена
Червячная фреза с непостоянными полными высотами для нарезания зубьев зубчатого колеса
Изобретение относится к зубофрезерному приспособлению для изготовления зубчатого колеса из заготовки. Согласно изобретению приспособление содержит червячную фрезу, имеющую цилиндрическое тело, от которого отходят зубья первой группы и, чередуясь с ними, зубья второй группы. Полная высота зубьев первой группы отличается от полной высоты зубьев второй группы, обеспечивая образование из заготовки зубчатого колеса со смежными зубьями, имеющими разные наружные диаметры. В результате обеспечивается повышение качества резки за счет наличия разных точек зацепления на сопряженных зубьях. 3 н. и 16 з.п. ф-лы, 7 ил.
Полная высота зубьев первой группы отличается от полной высоты зубьев второй группы, обеспечивая образование из заготовки зубчатого колеса со смежными зубьями, имеющими разные наружные диаметры. В результате обеспечивается повышение качества резки за счет наличия разных точек зацепления на сопряженных зубьях. 3 н. и 16 з.п. ф-лы, 7 ил.
Область техники
Изобретение относится к зуборезным инструментам и, в частности, к зубофрезерному приспособлению для изготовления зубчатого колеса из заготовки.
Уровень техники
Зубчатые колеса обычно изготавливаются посредством резки обрабатываемой детали или заготовки в процессе операции изготовления зубьев, называемой зубофрезерованием. Червячная фреза предназначена для изготовления профиля зуба с заданными высотой зуба, углом зацепления и толщиной зуба. Все зубья, изготовленные стандартной червячной фрезой, имеют одинаковые высоту, угол зацепления и толщину. Эти параметры характеризуют профиль зуба. Стандартная червячная фреза имеет цилиндрическую форму и содержит винтовые режущие зубья. Эти зубья содержат канавки, которые проходят по длине червячной фрезы. Канавки способствуют резанию заготовки и облегчают удаление стружки. Во время использования зубья червячной фрезы последовательно врезаются в обрабатываемую деталь посредством ряда резов, выполняемых червячной фрезой.
Стандартная червячная фреза имеет цилиндрическую форму и содержит винтовые режущие зубья. Эти зубья содержат канавки, которые проходят по длине червячной фрезы. Канавки способствуют резанию заготовки и облегчают удаление стружки. Во время использования зубья червячной фрезы последовательно врезаются в обрабатываемую деталь посредством ряда резов, выполняемых червячной фрезой.
Раскрытие изобретения
Зубофрезерное приспособление для изготовления зубчатого колеса из заготовки согласно изобретению содержит червячную фрезу с первой и второй группами зубьев. Червячная фреза имеет цилиндрическое тело. Зубья первой группы отходят от цилиндрического тела и имеют первую полную высоту. Зубья второй группы отходят от цилиндрического тела поочередно с зубьями указанной первой группы и имеют вторую полную высоту. Первая и вторая полные высоты отличаются друг от друга, обеспечивая образование из заготовки зубчатого колеса со смежными зубьями, имеющими разные наружные диаметры.
Червячная фреза может быть однозаходной или многозаходной.
Червячная фреза может иметь первый виток с первым зубчатым профилем, и второй виток со вторым зубчатым профилем, при этом первый и второй витки отличаются друг от друга. Первый и второй зубчатые профили также могут отличаться друг от друга. Червячная фреза может иметь три или более витков с тремя или более зубчатыми профилями.
Согласно другому варианту осуществления изобретения зубофрезерное приспособление для изготовления зубчатого колеса из заготовки содержит червячную фрезу с первым и вторым зубьями. Червячная фреза имеет цилиндрическое тело с осью. Первый зуб отходит от цилиндрического тела и определяет первый диаметр, измеряемый от указанной оси, и первую полную высоту зуба. Второй зуб отходит от цилиндрического тела смежно с первым зубом и определяет второй диаметр, измеряемый от указанной оси, и вторую полную высоту зуба. Первый и второй диаметры равны по величине, а первая и вторая полные высоты отличаются друг от друга. В результате Червячная фреза обеспечивает образование из заготовки зубчатого колеса со смежными зубьями, имеющими разные наружные диаметры.
В результате Червячная фреза обеспечивает образование из заготовки зубчатого колеса со смежными зубьями, имеющими разные наружные диаметры.
Зубофрезерное приспособление также может содержать поочередно отходящие от цилиндрического тела зубья первой группы червячной фрезы с первой полной высотой и зубья второй группы червячной фрезы со второй полной высотой.
Червячная фреза может быть однозаходной или многозаходной. Червячная фреза может иметь первый виток с первым зубчатым профилем и второй виток со вторым зубчатым профилем. Первый и второй витки могут отличаться друг от друга. Первый и второй зубчатые профили также могут отличаться друг от друга.
Изобретению относится также к способу изготовления зубчатого колеса из заготовки, имеющей ось. Согласно этому способу обеспечивают наличие червячной фрезы, содержащей цилиндрическое тело с осью, первую группу зубьев, отходящих от указанного цилиндрического тела и имеющих первую полную высоту, и вторую группу зубьев, отходящих от цилиндрического тела поочередно с зубьями указанной первой группы и имеющих вторую полную высоту, причем первая и вторая полные высоты отличаются друг от друга. Указанную червячную фрезу поступательно перемещают поперек окружной поверхности заготовки зубчатого колеса. При этом червячную фрезу и заготовку вращают вокруг своих собственных осей. Заготовку зубчатого колеса подвергают резанию посредством зубьев первой и второй групп червячной фрезы. Первые и вторые зубья червячной фрезы выполнены с возможностью образования зубчатого колеса со смежными зубьями, имеющими разные наружные диаметры.
Указанную червячную фрезу поступательно перемещают поперек окружной поверхности заготовки зубчатого колеса. При этом червячную фрезу и заготовку вращают вокруг своих собственных осей. Заготовку зубчатого колеса подвергают резанию посредством зубьев первой и второй групп червячной фрезы. Первые и вторые зубья червячной фрезы выполнены с возможностью образования зубчатого колеса со смежными зубьями, имеющими разные наружные диаметры.
Червячная фреза может быть однозаходной или многозаходной; может иметь первый виток с первым зубчатым профилем, и второй виток со вторым зубчатым профилем. Первый виток и второй виток могут отличаться друг от друга. Первый и второй зубчатые профили могут отличаться друг от друга.
Изобретение станет более понятным из дальнейшего описания со ссылками на чертежи.
Краткое описание чертежей
На фиг. 1 показаны червячная фреза согласно первому варианту ее выполнения и формирование зубьев в заготовке зубчатого колеса, вид сбоку;
на фиг. 2 – место 2 на фиг. 1, вид в сечении в увеличенном масштабе;
2 – место 2 на фиг. 1, вид в сечении в увеличенном масштабе;
на фиг. 3 – червячная фреза, показанная на фиг. 1, вид вдоль оси;
на фиг. 4 – червячная фреза, показанная на фиг. 1, вид с другого бока;
на фиг. 5 – один из зубьев червячной фрезы, показанной на фиг. 4, вид в увеличенном масштабе;
на фиг. 6 – сечение червячной фрезы с изображением смежных полных высот, ограниченных соседними зубьями;
фиг. 7 – готовое зубчатое колесо, образованное червячной фрезой по фиг. 1 и зацепляющееся с соседним вторым зубчатым колесом согласно изобретению.
Осуществление изобретения
На фиг. 1 и 2 показано зубофрезерное приспособление или червячная фреза, выполненная согласно одному из вариантов осуществления изобретения и обозначенная общей позицией 10. Червячная фреза 10 предназначена для изготовления зубчатого колеса 20 из обрабатываемой детали или заготовки 22. Червячная фреза 10 выполнена с возможностью вращения вокруг оси вала 30. Червячная фреза 10 имеет цилиндрическое тело 32, ось 36 которого совпадает с осью вращения вала 30. Червячная фреза 10 содержит зубья 40, между которыми в продольном направлении вдоль цилиндрического тела 32 образованы впадины.
Червячная фреза 10 имеет цилиндрическое тело 32, ось 36 которого совпадает с осью вращения вала 30. Червячная фреза 10 содержит зубья 40, между которыми в продольном направлении вдоль цилиндрического тела 32 образованы впадины.
Как будет подробно описано ниже, червячная фреза 10 используется для образования зубчатого колеса 20 из заготовки 22. Зубчатое колесо 20 по его окружности будет иметь зубья 50. Заготовка 22 приспособлена для вращения вокруг своей оси 56 и установлена на валу 60. Как будет подробно описано ниже, зубчатое колесо 20 будет образовано червячной фрезой так, что не все зубья 50 зубчатого колеса будут иметь одинаковый наружный диаметр.
Червячная фреза 10 выполнена так, что зубья 50 с разными наружными диаметрами могут быть образованы за одну операцию без последующей механической обработки. Во время изготовления или зубофрезерования зубчатого колеса 20 может быть использована первая группа зубьев 40A с полной высотой 70 и одновременно вторая группа зубьев 40B с полной высотой 72. Первая полная высота 70 ограничена выемкой 74 и вершиной 76 первого зуба 40A. Аналогично, полная высота 72 ограничена выемкой 77 и вершиной 78 второго зуба 40B. Полные высоты 70 и 72 отличаются друг от друга. Кроме того, поскольку выемки 74 и 77 находятся в разных местах, диаметры оснований первой группы зубьев 40A и второй группы зубьев 40B варьируется. Изменяющийся диаметр основания позволяет выполнять нарезание зубьев 50 зубчатого колеса 20 разной высоты.
Первая полная высота 70 ограничена выемкой 74 и вершиной 76 первого зуба 40A. Аналогично, полная высота 72 ограничена выемкой 77 и вершиной 78 второго зуба 40B. Полные высоты 70 и 72 отличаются друг от друга. Кроме того, поскольку выемки 74 и 77 находятся в разных местах, диаметры оснований первой группы зубьев 40A и второй группы зубьев 40B варьируется. Изменяющийся диаметр основания позволяет выполнять нарезание зубьев 50 зубчатого колеса 20 разной высоты.
В показанном примере полная высота 72 меньше полной высоты 70. В результате зубья 50 зубчатого колеса, которые образуются посредством червячной фрезы 10, будут иметь первую группу зубьев 50A и вторую группу зубьев 50B. Диаметр 80 зубьев 50A первой группы, измеряемый от оси 56 зубчатого колеса, больше диаметра 82 зубьев 50B второй группы, измеряемого от оси 56 зубчатого колеса.
Со ссылками на фиг. 3 – 5 будут описаны дополнительные особенности червячной фрезы 10. На этих фигурах позицией 100В обозначен диаметр отверстия, выполненного в цилиндрическом теле 32 червячной фрезы 10; позицией 110 обозначен наружный диаметр червячной фрезы 10; а позицией 120 обозначено угловое расстояние между смежными выемками 74 и 78. Каждый зуб 40 червячной фрезы включает в себя радиальную режущую поверхность 122 и криволинейную поверхность 124.
Каждый зуб 40 червячной фрезы включает в себя радиальную режущую поверхность 122 и криволинейную поверхность 124.
Кроме того, позицией 130 обозначен диаметр делительной окружности червячной фрезы 10; позицией 132 – ступица червячной фрезы; позицией 134 – ширина режущей поверхности; а позицией 136 – длина червячной фрезы. Угол зацепления, ограниченный зубьями 40 червячной фрезы, обозначен позицией 140. Шаг зубьев, определяемый смежными зубьями 40, обозначен позицией 144. Позициями 150 и 152 (фиг. 6) обозначены первый и второй витки червячной фрезы 10. На фиг. 5 толщина зуба 40 червячной фрезы обозначена позицией 160; радиус закругления вершины зуба – позицией 162; головка зуба червячной фрезы – позицией 164; а модификация профиля головки – позицией 168. Полная высота резания 170 ограничена каждым зубом 40.
На фиг. 6, на показаны первый виток 150 и второй виток 152 на цилиндрическом корпусе 32 червячной фрезы 10. Витки 150 и 152, в целом, ограничивают угол подъема в процессе резания, выполняемого червячной фрезой 10. Как показано на фиг. 7, червячная фреза 10 выполнена с возможностью образования зубчатого колеса 20, имеющего смежные зубья 50 (например, зубья 50A и 50B), имеющие разные диаметры 80 и 82. В представленном примере диаметр 80 больше диаметра 82. Поскольку зубья 50A и 50B, поочередно образованные по окружности зубчатого колеса 20, имеют разные диаметры, они будут иметь разные точки зацепления на сопряженных зубьях 200 соответствующего стандартного зубчатого колеса 220, у которого зубья 200 имеют одинаковые диаметры. Зацепление может сопровождаться возникновением различных резонансных частот, обеспечивая плавное зацепление между соответствующими зубьями 50 зубчатого колеса 20 и зубьями 200 зубчатого колеса 220.
Как показано на фиг. 7, червячная фреза 10 выполнена с возможностью образования зубчатого колеса 20, имеющего смежные зубья 50 (например, зубья 50A и 50B), имеющие разные диаметры 80 и 82. В представленном примере диаметр 80 больше диаметра 82. Поскольку зубья 50A и 50B, поочередно образованные по окружности зубчатого колеса 20, имеют разные диаметры, они будут иметь разные точки зацепления на сопряженных зубьях 200 соответствующего стандартного зубчатого колеса 220, у которого зубья 200 имеют одинаковые диаметры. Зацепление может сопровождаться возникновением различных резонансных частот, обеспечивая плавное зацепление между соответствующими зубьями 50 зубчатого колеса 20 и зубьями 200 зубчатого колеса 220.
Изготовление зубчатого колеса 20 с использованием червячной фрезы 10 согласно изобретению осуществляется следующим образом.
Сначала выбирают червячную фрезу 10 с характеристиками, пригодными для изготовления требуемого зубчатого колеса 20. Выбирается червячная фреза 10 с определенными параметрами: диаметром 130 делительной окружности, шириной 134 режущей поверхности, длиной 136 червячной фрезы, углом 140 зацепления, толщиной 160 зуба, радиусом 162 закругления вершины, головкой 164 зуба червячной фрезы, модификацией профиля 168 головки и полной высотой резанья 170 для каждого готового зуба. Полная высота 70 зубьев 40A первой группы больше полной высоты 72 чередующихся зубьев 40B второй группы.
Полная высота 70 зубьев 40A первой группы больше полной высоты 72 чередующихся зубьев 40B второй группы.
Вал 30 червячной фрезы установлен с возможностью вращения вокруг оси 36 и может вращаться приводным двигателем (не показан). Вал 60 обрабатываемой детали установлен с возможностью вращения вокруг оси 56 зубчатого колеса. Червячная фреза 10 движется поступательно поперек окружной поверхности обрабатываемой детали 22, вращаясь при этом вокруг оси 36, а обрабатываемая деталь 22 вращается вокруг оси 56. Первая и вторая группы зубьев 40A и 40B червячной фрезы, имеющие разные полные высоты 70 и 72, режут обрабатываемую деталь 22, образуя зубчатое колесо 20 с чередующимися зубьями 50A и 50B, имеющими разные наружные диаметры.
Представленное выше описание приведено в качестве примера осуществления изобретения и не ограничивает это изобретение. Отдельные элементы или особенности конкретного варианта выполнения, в целом, не ограничиваются этим конкретным вариантом выполнения и, по возможности, являются взаимозаменяемыми и могут использоваться в выбранном варианте выполнения, даже если они специально не показаны или не описаны. Эти же отдельные элементы или особенности могут изменяться различными способами, не выходя за объем изобретения.
Эти же отдельные элементы или особенности могут изменяться различными способами, не выходя за объем изобретения.
1. Зубофрезерное приспособление для изготовления зубчатого колеса из заготовки, содержащее
червячную фрезу с цилиндрическим телом,
первую группу зубьев червячной фрезы, отходящих от цилиндрического тела и имеющих первую полную высоту, и
вторую группу зубьев червячной фрезы, отходящих от цилиндрического тела поочередно с зубьями указанной первой группы и имеющих вторую полную высоту, при этом
первая и вторая группы зубьев червячной фрезы выполнены с возможностью формирования зубчатого колеса, имеющего чередующиеся по окружности первые и вторые зубья таким образом, что первые зубья зубчатого колеса определяют первый наружный диаметр, а вторые зубья зубчатого колеса определяют второй наружный диаметр, который меньше указанного первого наружного диаметра.
2. Приспособление по п. 1, в котором червячная фреза является однозаходной.
3. Приспособление по п. 1, в котором червячная фреза является многозаходной.
1, в котором червячная фреза является многозаходной.
4. Приспособление по п. 1, в котором червячная фреза имеет первый виток с первым зубчатым профилем и второй виток со вторым зубчатым профилем, при этом первый и второй витки отличаются друг от друга.
5. Приспособление по п. 4, в котором первый и второй зубчатые профили отличаются друг от друга.
6. Приспособление по п. 1, в котором каждый зуб червячной фрезы из первой и второй групп имеет закругленную вершину.
7. Приспособление по п. 1, которое дополнительно содержит
первые выемки, определяющие первый диаметр основания и образованные между смежными зубьями червячной фрезы первой и второй групп, и
вторые выемки, определяющие второй диаметр основания, который больше первого диаметра основания, и образованные между смежными зубьями червячной фрезы первой и второй групп, при этом
первые выемки упрощают формирование первых зубьев зубчатого колеса, а вторые выемки упрощают формирование вторых зубьев зубчатого колеса.
8. Приспособление по п. 7, в котором второй диаметр основания больше, чем первый диаметр основания.
9. Приспособление по п. 7, в котором первые и вторые выемки выполнены с возможностью чередования вдоль длины цилиндрического тела червячной фрезы.
10. Зубофрезерное приспособление для изготовления зубчатого колеса из заготовки, содержащее
червячную фрезу, имеющую цилиндрическое тело с осью,
первую группу зубьев, отходящих от цилиндрического тела и определяющих первый диаметр, измеряемый от указанной оси,
вторую группу зубьев, отходящих от цилиндрического тела и определяющих второй диаметр, измеряемый от указанной оси,
третью группу зубьев, отходящих от цилиндрического тела и определяющих третий диметр, измеренный от указанной оси, при этом зубья второй группы расположены между зубьями первой и третьей групп,
первые выемки, образованные между зубьями первой и второй групп и определяющие первый диаметр основания, измеренный от указанной оси, и
вторые выемки, образованные между зубьями второй и третьей групп и определяющие второй диаметр основания, измеренный от указанной оси, при этом
первые выемки и первая, и вторая группы зубьев выполнены с возможностью формирования первых зубьев зубчатого колеса, определяющих первый наружный диаметр, а вторые выемки и вторая, и третья группы зубьев выполнены с возможностью формирования вторых зубьев зубчатого колеса, определяющих второй наружный диаметр, который меньше указанного первого наружного диаметра.
11. Приспособление по п. 10, в котором червячная фреза является однозаходной.
12. Приспособление по п. 10, в котором червячная фреза является многозаходной.
13. Приспособление по п. 10, в котором червячная фреза имеет первый виток с первым зубчатым профилем и второй виток со вторым зубчатым профилем, при этом указанные первый и второй витки отличаются друг от друга.
14. Приспособление по п. 13, в котором первый и второй зубчатые профили имеют разные формы.
15. Способ изготовления зубчатого колеса из заготовки, имеющей ось, включающий в себя этапы, на которых
обеспечивают наличие червячной фрезы, содержащей цилиндрическое тело с осью, первую группу зубьев, отходящих от цилиндрического тела и имеющих первую полную высоту, и вторую группу зубьев, отходящих от цилиндрического тела поочередно с зубьями указанной первой группы и имеющих вторую полную высоту, при этом первая и вторая полные высоты отличаются друг от друга,
поступательно перемещают червячную фрезу поперек окружной поверхности заготовки зубчатого колеса, при этом червячную фрезу и заготовку вращают вокруг своих собственных осей, и
режут заготовку зубчатого колеса посредством зубьев первой и второй групп червячной фрезы таким образом, что указанные первые и вторые зубья образуют зубчатое колесо, имеющее чередующиеся первые и вторые зубья, при этом первые зубья зубчатого колеса определяют первый наружный диаметр, а вторые зубья зубчатого колеса определяют второй наружный диаметр, который меньше указанного первого наружного диаметра.
16. Способ по п. 15, в котором червячная фреза является однозаходной.
17. Способ по п. 15, в котором червячная фреза является многозаходной.
18. Способ по п. 15, в котором червячная фреза имеет первый виток с первым зубчатым профилем и второй виток со вторым зубчатым профилем, при этом указанные первый и второй витки отличаются друг от друга.
19. Способ по п. 18, в котором первый и второй зубчатые профили имеют разные формы.
Изготовление червячных фрез методом электроэрозионной обработки
Библиографическое описание:
Домнин, П. В. Изготовление червячных фрез методом электроэрозионной обработки / П. В. Домнин, А. А. Гарифуллин. — Текст : непосредственный // Молодой ученый. — 2015. — № 9 (89). — С. 202-207. — URL: https://moluch.ru/archive/89/17904/ (дата обращения: 01.10.2022).
В данном исследовании рассмотрен процесс электроэрозионной обработки твердосплавной мелкомодульной червячной фрезы, используемой в часовой промышленности для нарезания зубчатых колес, шестеренок механизма наручных часов. Данная фреза имеет диаметр 12 мм и толщину от 4 мм до 16 мм в зависимости от характеристик нарезаемого профиля и геометрии зубьев. Фреза, изготавливается из заготовки спеченного твердого сплава марки ВК8 (92 % карбид вольфрама и 8 % Co — кобальт)
Данная фреза имеет диаметр 12 мм и толщину от 4 мм до 16 мм в зависимости от характеристик нарезаемого профиля и геометрии зубьев. Фреза, изготавливается из заготовки спеченного твердого сплава марки ВК8 (92 % карбид вольфрама и 8 % Co — кобальт)
Ключевые слова: формообразование, обработка, инструмент, червячная фреза, технология изготовления инструмента, твердый сплав.
Твердые сплавы имеют достаточно высокую твердость (85–92 HRА) и высокую теплостойкость (800–1000 °C), за счёт высокотвердых карбидов вольфрама и кобальтовой металлической связки. Это способствует повышению скорости обработки и стойкости [1–7]. Как правило, заготовки из твердого сплава спекаются в определенных формах под конкретные цели.
Представленная на рис.1 заготовка предназначена специально для фрезы и выполнен в виде трубы, которая затем разрезается на кольца (рис.2) на электроэрозионном станке [8–15].
Рис. 1. Заготовка из спеченного твердого сплава под мелкомодульную червячную фрезу
Заготовка из спеченного твердого сплава под мелкомодульную червячную фрезу
Рис. 2. Вырезанная заготовка из спеченного твердого сплава под мелкомодульную червячную фрезу на электроэрозионном станке
Далее с помощью электроэрозионной вырезки формируются стружечные канавки будущей червячной фрезы, и заготовка принимает форму фрезы рис.3.
Рис. 3. Заготовка мелкомодульной твердосплавной червячной фрезы с вырезанными стружечными канавками на электроэрозионном станке
Затем на специальном шлифовальном станке алмазными кругами формируется профиль зубьев червячной фрезы и затылованная задняя поверхность [16–22] рис.4- рис.6
Рис. 4. Затылованная мелкомодульная твердосплавная червячная фреза
Рис. 5. Чертеж мелкомодульной червячной фрезы
Рис. 6. Профиль зубьев фрезы
6. Профиль зубьев фрезы
В табл.1 приведены исследования влияния параметров электроэрозионной обработки включающие значения частоты, длительности электрических импульсов и силы рабочего тока в зависимости от шероховатости поверхностного слоя твердого сплава [23–25].
Таблица 1
Влияние режимов электроэрозионной обработки фрезы из сплава ВК8 на шероховатость и эксплуатационные показатели
|
Материал электрода (площадь обработки, мм2)
|
Частота, кГц
|
Длительность импульсов, мкс
|
Сила тока,
А
|
Производительность, мм3/мин
|
Относительный объемный износ ЭИ, %
|
Параметр шероховатость, мкм
|
|
МНБ-3 (400)
|
8
|
100
|
46
|
155
|
66
|
Rz=20
|
|
44
|
19
|
40
|
128
|
37
|
Rz=10
| |
|
100
|
7
|
29
|
84
|
34
|
Rа=
2,5.
| |
|
200
|
3
|
19
|
40
|
40
|
Ra= 2,0…1,25
| |
|
М1 (180)
|
66
|
14
|
10
|
26
|
140
|
Rа= 2,5…1,25
|
|
88
|
10
|
6
|
10
|
130
|
Ra=
2,0…1,25
| |
|
200
|
3
|
0,5
|
5
|
110
|
Ra=
1,25.
| |
|
200
|
3
|
0.1
|
3
|
100
|
Ra=
0,4.. 0,32
|
 ..2,0
..2,0 .. 0,63
.. 0,63
Таблица 2
Рекомендуемые режимы обработки твердого сплава ВК8 в зависимости от требуемого параметра шероховатости обработанной поверхности
|
Параметр шероховатости, мкм
|
Электрические параметры импульса
|
Относительный объемный износ электрода, %
| |||
|
Частота, кГц
|
Длительность, мкс
|
Скважность
|
Сила рабочего тока, А
| ||
|
Rz = 40
|
8
|
60–100
|
2
|
40–60
|
150/65
|
|
Rz = 40
|
8; 22; 44
|
10–60
|
2
|
25–40
|
(110–130)/ (35–40)
|
|
Ra= 1,6
|
88; 200
|
1,5–7,0
|
2
|
10–30
|
(70–80)/
(35–40)
|
|
Ra = 0,8
|
200; 440
|
1,0–3,0
|
2,3
|
3–15
|
(70 -80)/ 40
|
|
Ra = 0,4
|
200; 440
|
1,0–3,0
|
2
|
0,1–1
|
100/40
|
На рис. 7 приведен экран электроэрозионного станка с ЧПУ с фрагментом программы и чертежом обрабатываемой фрезы.
7 приведен экран электроэрозионного станка с ЧПУ с фрагментом программы и чертежом обрабатываемой фрезы.
Рис. 7. Программа ЧПУ на экране электроэрозионного станка
На основании проведенного исследования и анализа опыта применения электроэрозионной обработки можно сделать вывод, что процесс электроэрозионной обработки твердосплавных инструментов является перспективным и характеризуется комплексной взаимосвязью параметров процесса электроэрозии (табл.1 и 2), специфики конструкции режущего инструмента включающей: геометрию, шероховатость и физико-химические характеристики поверхностного слоя [25–30]. При этом электроэрозия достаточно эффективна по сравнению с традиционными методами обработки твердого сплава из-за его высокой твердости.
Литература:
1. Петухов Ю. Е. Формообразование численными методами. М: Янус-К, 2004, 198 с.
2. Петухов Ю. Е. Задачи по формообразованию при обработке резанием. /Петухов Ю. Е., Колесов Н. В., Юрасов С. Ю./ Вестник машиностроения. 2014. № 3. С. 65–71.
/Петухов Ю. Е., Колесов Н. В., Юрасов С. Ю./ Вестник машиностроения. 2014. № 3. С. 65–71.
3. Петухов Ю. Е. Математическая модель криволинейной режущей кромки спирального сверла с постоянной стойкостью точек режущей кромки. /Петухов Ю. Е., Водовозов А. А./ СТИН. 2014. № 3. С. 8–11.
4. Петухов Ю. Е. Определение задних кинематических углов при обработке винтовых фасонных поверхностей стандартными фрезами прямого профиля./ Петухов Ю. Е., Домнин П. В./Вестник МГТУ Станкин. 2014. № 2 (29). С. 27–33.
5. Петухов Ю. Е. Затачивание по передней поверхности спиральных сверл c криволинейными режущими кромками. /Петухов Ю. Е., Водовозов А. А./ Вестник МГТУ Станкин. 2014. № 1 (28). С. 39–43.
6. Петухов Ю. Е. Формирование базы знаний процесса проектирования инструмента для обработки канавок в глубоких отверстиях./Петухов Ю. Е., Домнин П. В., Тимофеева А. А./ Научная жизнь. 2014. № 5. С. 21–29.
7. Петухов Ю. Е. Анализ влияния скорости резания точек режущей кромки на стойкость спирального сверла и пути ее увеличения. /Петухов Ю. Е., Водовозов А. А./Известия Московского государственного технического университета МАМИ. 2013. Т. 2. № 1 (15). С. 31–35.
/Петухов Ю. Е., Водовозов А. А./Известия Московского государственного технического университета МАМИ. 2013. Т. 2. № 1 (15). С. 31–35.
8. Петухов Ю. Е. Формообразование фасонных винтовых поверхностей инструментов на основе применения стандартных концевых и торцевых фрез./ Петухов Ю. Е., Домнин П. В./ Москва, МГТУ Станкин, 2012, 130 с.
9. Петухов Ю. Е. Математическая модель криволинейной режущей кромки спирального сверла повышенной стойкости./Петухов Ю. Е., Водовозов А. А./ Вестник МГТУ Станкин. 2012. № 3. С. 28–32.
10. Петухов Ю. Е. Компьютерное моделирование обработки винтовой канавки на заготовке концевой фрезы./Петухов Ю. Е., Домнин П. В./ Известия Московского государственного технического университета МАМИ. 2011. № 2. С. 156–164.
11. Петухов Ю. Е. Разработка численного метода профилирования./Петухов Ю. Е., Атрощенкова Т. С./В сборнике: Автоматизация: проблемы, идеи, решения. Материалы международной научно-технической конференции: в двух томах.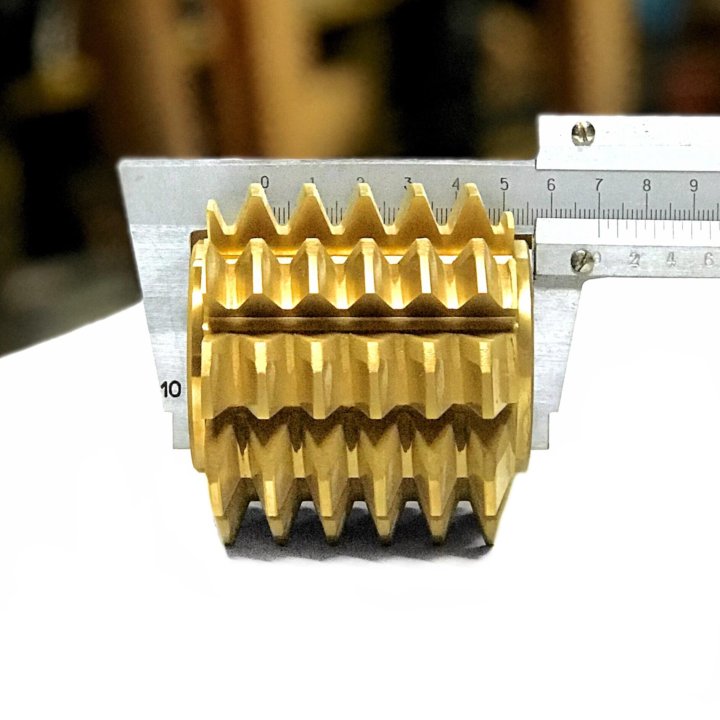 2010. С. 185–188.
2010. С. 185–188.
12. Петухов Ю. Е. Определение формы задней поверхности дисковой фрезы при обработке фасонной поверхности детали./Петухов Ю. Е., Мовсесян А. В./ Вестник машиностроения. 2007. № 8. С. 56–57
13. Петухов Ю. Е. Проектирование инструментов для обработки резанием деталей с фасонной винтовой поверхностью на стадии технологической подготовки производства. /Автореферат диссертации на соискание ученой степени доктора технических наук / МГТУ Станкин. Москва. 2004
14. Петухов Ю. Е. Проектирование инструментов для обработки резанием деталей с фасонной винтовой поверхностью на стадии технологической подготовки производства. /Диссертация на соискание ученой степени доктора технических наук / Москва, 2004
15. Домнин П. В. Разработка процесса формообразования фасонных винтовых поверхностей инструментов на основе применения стандартных концевых и торцевых фрез. Диссертация на соискание ученой степени кандидата технических наук / Московский государственный технологический университет. Москва, 2012.
Москва, 2012.
16. Домнин П. В. Формирование фасонных винтовых поверхностей стандартными концевыми и торцевыми фрезами. Главный механик. 2013. № 11. С. 39–46
17. Петухов Ю. Е. Некоторые направления развития САПР режущего инструмента. СТИН. 2003. № 8. С. 26–30.
18. Колесов Н. В. Система контроля сложных кромок режущих инструментов./Колесов Н. В., Петухов Ю. Е./ Комплект: ИТО. Инструмент. Технология. Оборудование. 2003. № 2. С. 42.
19. Колесов Н. В. Компьютерная модель дисковых фасонных затылованных фрез./Колесов Н. В., Петухов Ю. Е., Баринов А. В./ Вестник машиностроения. 1999. № 6. С. 57.
20. Колесов Н. В. Математическая модель червячной фрезы с протуберанцем./ Колесов Н. В., Петухов Ю. Е./ СТИН. 1995. № 6. С. 26
21. Петухов Ю. Е. Проектирование производящей инструментальной и исходной поверхностей на основе методов машинного моделирования./Диссертация на соискание ученой степени кандидата технических наук / Москва, 1984
22. Петухов Ю. Е. Способ формообразования фасонных винтовых поверхностей./Петухов Ю. Е., Домнин П. В./ Патент на изобретение RUS 2447972 24.06.2010
Петухов Ю. Е. Способ формообразования фасонных винтовых поверхностей./Петухов Ю. Е., Домнин П. В./ Патент на изобретение RUS 2447972 24.06.2010
23. Петухов Ю. Е. Способ заточки задних поверхностей сверл./ Петухов Ю. Е., Водовозов А. А./патент на изобретение RUS 2466845 29.03.2011
24. Petukhov Yu.E. Curvilinear cutting edge of a helical bit with uniform life./Petukhov Yu.E., Vodovozov A. A./Russian Engineering Research. 2014. Т. 34. № 10. С. 645–648.
25. Petukhov Y. E. Shaping precision in machining a screw surface./ Petukhov Y. E., Domnin P. V./ Russian Engineering Research. 2011. Т. 31. № 10. С. 1013–1015.
26. Kolesov N. V. The mathematical model of a hob with protuberances./Kolesov N. V., Petukhov Yu.E./ Russian Engineering Research. 1995. Т. 15. № 4. С. 71–75.
27. Petukhov Yu.E. Some directions of cutting tool cad system development. Russian Engineering Research. 2003. Т. 23. № 8. С. 72–76.
28. Petukhov Yu.E.Determining the shape of the back surface of disc milling cutter for machining a contoured surface. /Petukhov Yu.E., Movsesyan A. V./Russian Engineering Research. 2007. Т. 27. № 8. С. 519–521.
/Petukhov Yu.E., Movsesyan A. V./Russian Engineering Research. 2007. Т. 27. № 8. С. 519–521.
29. Kolesov N. V. Computer models of cutting tools./Kolesov N. V., Petukhov Yu.E./Russian Engineering Research. 2007. Т. 27. № 11. С. 812–814.
30. Petukhov Yu.E. Geometric shaping in cutting./Petukhov Yu.E., Kolesov N. V., Yurasov S.Yu./ Russian Engineering Research. 2014. Т. 34. № 6. С. 374–380.
Основные термины (генерируются автоматически): твердый сплав, электроэрозионный станок, электроэрозионная обработка, мелкомодульная червячная фреза, спеченный твердый сплав, высокая твердость, мелкомодульная твердосплавная червячная фреза, относительный объемный износ, рабочий ток, червячная фреза.
Червячная фреза для нарезания зубьев и звездочек: ГОСТ, назначение, типы
Для механической обработки заготовок из различных материалов зачастую применяется фрезеровальное оборудование. Оно характеризуется тем, что основное вращение получает инструмент, а заготовка во время обработки находится в неподвижном состоянии. В качестве инструмента часто применяется червячная фреза. Отличительной особенностью подобной фрезы можно назвать область применения, которая заключается в нарезании шлицевых валов с различным профилем, получение зубчатых колес. В большинстве случаев они отличаются острозаточенные затылованными зубьями, при изготовлении могут применяться самые различные сплавы, которые во многом определяют режим обработки и другие наиболее важные моменты.
Содержание
Конструкции инструмента
При производстве рассматриваемого инструмента должны учитываться нормы, которые установлены в ГОСТ 15127-83 (фреза червячная в противном случае не сможет обеспечить высокое качество получаемой поверхности). Изделие характеризуется достаточно сложной конструкцией, при этом она может существенно отличаться в зависимости от предназначения фрезы. Червячные зуборезные фрезы цилиндрические состоят из следующих элементов:
- При изготовлении в качестве основы применяется цилиндрическая болванка.
 Она может иметь самые различные размеры и длину, все зависит от конкретной поставленной задачи при изготовлении.
Она может иметь самые различные размеры и длину, все зависит от конкретной поставленной задачи при изготовлении. - Рабочая часть представлена зубьями, которые имеют особую форму. При этом зубья расположены на определенном удалении друг от друга, есть технологические канавки для отвода стружки.
- По торцевым сторонам, как правило, есть небольшие скосы, предназначенные для отделения рабочей части от крепежного элемента станка.
- Сегодня фрезы червячные могут устанавливаться на различных фрезеровальных станках, для чего в центральной части изделия есть отверстие. Проворачивание инструмента на момент обработки заготовки исключается за счет отверстия для шпонки. Ее размеры выбираются в зависимости от того, на какую нагрузку рассчитано изделие.
Скачать ГОСТ 15127-83
Форма зубьев получается при соблюдении государственных стандартов. Она во многом определят то, для получения каких деталей применяется инструмент.
youtube.com/embed/eISGygmUdxg?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
Могут применяться варианты исполнения с уменьшенным профильным углом. Этот инструмент позволяет уменьшить количество микронеровностей на поверхности. Среди особенностей применения отметим следующие моменты:
- Применение инструмента с уменьшенным профильным углом позволяет улучшить процесс резания. При этом обеспечивается рациональное распределение припуска на финишное резание.
- Встречаются варианты исполнения многозаходного типа, которые могут применяться для получения колес с модулем 4-5 мм.
- Существенное увеличение жесткости оправы позволяет увеличить подачу и повысить производительность. Уменьшение количества микронеровностей на поверхности зуба также обеспечивает получение качественной детали.
- Использоваться подобный инструмент может исключительно на станках, габариты которых позволяют проводить установку. Рекомендуется применять радиальное направление подачи для существенного увеличения показателя производительности.

Эвольвентная винтовая поверхность характеризуется тем, что поверхность может обрабатываться при применении плоского шлифовального круга. При изготовлении подобной поверхности может возникнуть ряд трудностей.
Характеристики режущей кромки могут существенно отличаться. Примером можно назвать архимедовою винтовую поверхность, которая получается прямым отрезком с пересечением осью под определенным углом. Проводится изготовление фрез по ГОСТ 8027-86, за счет чего обеспечиваются требуемые эксплуатационные характеристики. Вес червячных фрез варьируется в большом диапазоне, зависит от типа применяемого материала при изготовлении и его размеры.
Скачать ГОСТ 8027-86
Модели с модифицированным профилем применяются для нарезания зубчатых колес с последующим проведением процедуры шевингования и шлифования. Конструкция с модифицированным профилем характеризуется тем, что зуб выполняется с утолщением у вершины. За счет этого существенно уменьшается угол профиля, а остальные параметры инструмента остаются практически неизменными.
Передняя поверхность зубьев червячной фрезы затачивается под различным углом в зависимости от того, какого именно обработка будет проводится. Примером можно назвать черновое и чистовое точение.
В последнее время все чаще применяются модели со вставными гребенками. В продаже встречаются варианты исполнения с модулем от 4 до 30 мм. К конструктивным особенностям подобной червячной фрезы отнесем следующие моменты:
- Основная часть изготавливается при применении легированной стали. За счет добавления определенных химических элементов существенно повышается жаропрочность. При этом основание создается таким образом, чтобы можно было создать определенную рабочую поверхность.
- Гребенки изготавливаются из быстрорежущей стали. Она характеризуется устойчивостью к высокой температуры, а также износоустойчивостью.
- Применение сменных гребенок существенно повышает качество режущей части. При этом производители могут повысить эффективность применения инструмента в несколько раз за счет использования специального сплава.

Можно приобрести и сборные незатылованные червячные фрезы. Этот вариант исполнения характеризуется модулем до 10 мм. Отличительная особенность заключается в увеличенных задних углах, если сравнивать с распространенными моделями. Высокая точность достигается за счет шлифования поверхности на специальном оборудовании
Для существенного повышения скорости обработки можно использовать сборные червяные фрезы с твердосплавными зубьями. В последнее время большое распространение получили твердосплавные пластины, которые могут выдерживать длительную обработку. В этом случае модуль не более 4 мм. Установка сменных элементов проводится в корпусе с отрицательным передним углом, который достигает 15 градусов. Применение подобного варианта исполнения позволяет повысить показатель производительности в 2-3 раза. Чаще всего инструмент устанавливается для нарезания колос с последующим шевингованием.
Виды червячных фрез
Выделяют довольно большое количество различных моделей, классификация проводится по нескольким признакам. В зависимости от типа проводимой обработки выделяют следующие варианты исполнения:
- Черновые. Подобный вариант исполнения применяется для предварительного формирования поверхности, передний угол составляет 5-7 градусов. Ключевой особенностью можно назвать небольшую толщину зубьев. Этот инструмент получил самое широкое распространение в различных областях промышленности, так как применяется при проведении промежуточной операции.
- Чистовые. После проведения черновой обработки полученная деталь зачастую не обладает требуемыми параметрами. Для того чтобы их достигнуть проводится чистовая обработка, которая предусматривает применение определенных червячных фрез.
- Прецизионные. Этот вариант исполнения, при изготовлении которого также учитывается госстандарт, предназначается для нарезания зубьев в турбинных передачах. Отличительной особенностью можно назвать увеличенный диаметр изделия.

- Фреза червячная питчевая относится к категории специальных инструментов, применяется для получения звездочек.
Довольно большое распространение получила фреза червячная модульная, которая бывает однозаходной или многозаходной. Второй вариант исполнения применяется для чистового точения, так как изготавливается при применении жаропрочных материалов.
Все чаще в машиностроительной области встречаются сборные червячные фрезы. Их ключевыми особенностями назовем следующие моменты:
- Основная часть представлена цельным элементом. За счет этого обеспечивается высокая прочностью и длительный эксплуатационный срок.
- Рабочая поверхность получается за счет применения вставных гребенок или путем их крепления методом сварки.
Большинство модульных вариантов исполнения с небольшим диаметром производится в цельном виде. За счет этого существенно повышается их прочность.
Классификация рассматриваемого инструмента проводится и по направлению витков.
Встречается фреза червячная шлицевая, для прямобочных изделий требуется специальная державка.
Основным признаком классификации также можно назвать тип применяемого материала при изготовлении изделия. К особенностям применяемых сплавов отнесем следующие моменты:
- Износоустойчивость. Подобное свойство считается основным для всех инструментов, которые применяются для механической обработки. Если показатель низкий, то режущая кромка начинает быстро тупится. В результате этого снижается точность обработки, а также уменьшается эксплуатационный срок.
- Жаропрочность. Процесс резания основан на трении, при котором возникает тепловая энергия. Слишком высокая температура становится причиной повышения пластичности, в результате чего происходит деформация поверхности и ухудшение ее характеристик.
- Высокая твердость поверхности. Именно твердость применяемого материала определяет эффективность червячной фрезы на момент работы.
- Устойчивость к внутренним деформациям.
 Во время резания силы могут быть распределены самым различным образом. Внутренние деформации, связанные с нагревом и другим воздействием на материал, становятся причиной появления трещин и других дефектов. Если они проявились, то оснастка не может использоваться в дальнейшем.
Во время резания силы могут быть распределены самым различным образом. Внутренние деформации, связанные с нагревом и другим воздействием на материал, становятся причиной появления трещин и других дефектов. Если они проявились, то оснастка не может использоваться в дальнейшем.
Современные сплавы существенно расширили возможность фрезеровального оборудования, позволили повысить производительность и качество получаемых изделий. Фреза червячная новикова часто изготавливается при применении инструментальных сталей, которые могут выдержать воздействие высокой температуры и при этом сохранить износостойкость.
Применение червячной фрезы
Сегодня фреза червячная для нарезания зубьев звездочек представлена сложной конструкцией, при применении которой можно получить точное изделие. На протяжении многих лет подобный тип обработки был связан с существенным недостатком – приходилось постоянно проводить заточку. Это связано со следующим:
- Червячные зуборезные фрезы на момент обработки поверхности изнашивались неравномерно.
 На первичном этапе в процессе резания участвовала только верхняя часть зуба, которая быстро стачивалась и теряла свою форму.
На первичном этапе в процессе резания участвовала только верхняя часть зуба, которая быстро стачивалась и теряла свою форму. - Для компенсирования быстрого износа и изменения формы зуба приходилось проводить периодическую заточку поверхности. После нескольких циклов фрезы для нарезания зубьев приходили в полную непригодность, что существенно повышало себестоимость изделия.
Решить рассматриваемую проблему смогли за счет модифицирования инструмента, для чего стали использовать сменные гребенки. Их производство сегодня проводится при применении технологий 3D, что позволяет получить изделие с точными размерами.
Встречаются и алмазные варианты исполнения, которые могут работать при более высоких режимах обработки. Алмазная режущая кромка обходится намного дороже, но при этом не нагревается и не теряет свои основные свойства при длительной эксплуатации.
Обработка цилиндрических колес может проводится при применении универсальной фрезы. При этом для ее установки требуется специальная оснастка, которая подходит для конкретного оборудования.
В заключение отметим, что недорогие инструменты могут применяться при резании только при подаче смазывающего вещества. За счет этого существенно снижается степень износа поверхности.
Фрезы червячные в Украине. Цены на фрезы червячные на Prom.ua
Фреза червячная М 1,25 класс В 30° Р6М5Ф3МП
Доставка по Украине
6 800 грн
Купить
Одесса-инструмент
Фреза червячная для зубчатых колес зацепления Новикова М2.5 2510-2109 кл.А 70х63х27
Доставка по Украине
3 000 грн
Купить
Одесса-инструмент
Фреза червячная для зубчатых колес зацепления Новикова М2.5 Н6779 2510-2109 кл.А 1°57` 80х70х32
Доставка по Украине
3 000 грн
Купить
Одесса-инструмент
Фреза червячная для зубчатых колес зацепления Новикова М1.6 H8417 2510-2101 кл.А 1°24` 70х63х27
Доставка по Украине
2 500 грн
Купить
Одесса-инструмент
Фреза червячная для зубчатых колес зацепления Новикова М3 Р18 90х80х32
Доставка по Украине
3 000 грн
Купить
Одесса-инструмент
Фреза червячная для нарезания зубьев звездочек М 9. 5 dp5.387, 70х80х32, №2523-0019
5 dp5.387, 70х80х32, №2523-0019
На складе в г. Днепр
Доставка по Украине
2 140 грн
Купить
Интернет-магазин «Рестоника»
Фреза червячная для нарезания зубьев звездочек М 9.525 dp5.0, 80х70х32, №2523-0019
На складе в г. Днепр
Доставка по Украине
2 140 грн
Купить
Интернет-магазин «Рестоника»
Фреза червячная для нарезания зубьев звездочек М 9.525 dp6.0, 80х70х32, №2523-0120
На складе в г. Днепр
Доставка по Украине
2 140 грн
Купить
Интернет-магазин «Рестоника»
Фреза червячная для зубьев звездочек М 12.7 dp8.51, 80х90х32
На складе в г. Днепр
Доставка по Украине
2 723 грн
Купить
Интернет-магазин «Рестоника»
Фреза червячная для зубьев звездочек М 15.875 dp10.16, 100х90х32, №2523-0024
На складе в г. Днепр
Доставка по Украине
2 917 грн
Купить
Интернет-магазин «Рестоника»
Фреза червячная Luren (h2P1317B-7)
Доставка по Украине
10 750 грн
Купить
Техномодуль
Фреза червячная М0,3 кл. т.(В) 20* 32х16х13 Р18
т.(В) 20* 32х16х13 Р18
Заканчивается
Доставка по Украине
1 637 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Фреза червячная М0,4 32х18х13 ВК6ОМ
Доставка по Украине
990 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Фреза червячная М0,4 кл.т.(В) 20* 24х10х10 Р6М5
Заканчивается
Доставка по Украине
660 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Фреза червячная М0,4 кл.т.(В) 20* 24х16х10 Р6М5
Доставка по Украине
660 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Смотрите также
Фреза червячная М0,4 кл.т.(В) 20* 30х15х13 Р6М5
Доставка по Украине
660 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Фреза червячная модульная М2.5 20град. класс АА Р6М5
Доставка из г. Харьков
от 3 300 грн
Купить
«ТД Максимус»
Фреза червячная модульная М1. 5 20град. класс В Р6М5К5
5 20град. класс В Р6М5К5
Доставка из г. Харьков
от 500 грн
Купить
«ТД Максимус»
Фреза червячная модульная М4.25 20град. (классы А, В)
Доставка по Украине
от 900 грн
Купить
«ТД Максимус»
Фреза червячная модульная М3 20град. ЛЕВАЯ
Доставка по Украине
от 2 300 грн
Купить
«ТД Максимус»
Фреза червячная модульная М5 20град. (классы А, В, С)
Доставка по Украине
от 2 200 грн
Купить
«ТД Максимус»
Фреза червячная модульная
Доставка из г. Харьков
от 1 500 грн
Купить
Интернет-магазин Ассорти Инструмент
Фреза червячная 0.57″ Р6М5 сделано в СССР
На складе в г. Кривой Рог
Доставка по Украине
300 грн
Купить
Мотор-Редуктор-Пром-КР Кривой Рог
Фреза червячная 1.45″ Р6М5 сделано в СССР
На складе в г. Кривой Рог
Доставка по Украине
300 грн
Купить
Мотор-Редуктор-Пром-КР Кривой Рог
Фреза червячная для зубчатых колес зацепления Новикова М3. 15/2.5 6407 2510-4040 кл.А 2°15` 85х80х32
15/2.5 6407 2510-4040 кл.А 2°15` 85х80х32
Доставка по Украине
4 500 грн
Купить
Одесса-инструмент
Фреза червячная М20.0;в большом корпусе (280х290х80)
Доставка по Украине
1 000 грн
Купить
Приватне піприємство ТЕХНОПОСТ
Фреза червячная М 8, 20*
Доставка по Украине
8 000 грн
Купить
Приватне піприємство ТЕХНОПОСТ
Фреза червячная М 4.5; 20*
Доставка по Украине
1 500 грн
Купить
Приватне піприємство ТЕХНОПОСТ
Фреза червячная М 2; 30*
Доставка по Украине
2 500 грн
Купить
Приватне піприємство ТЕХНОПОСТ
Варочная панель
для ПК. Обзоры — Metacritic
ПК
- Издатель:
Рунические игры
- Дата выхода:
26 сентября 2017 г.
- Также на:
PlayStation 4, Переключатель
Резюме
Критические обзоры
Отзывы Пользователей
Детали и кредиты
Трейлеры и видео
Metascore
76
В целом положительные отзывы
—
на основе
29Критические обзоры
Что это?
Оценка пользователя
7,5
В целом положительные отзывы – на основе 125 оценок
Ваша оценка
0
из 10
Оцените это:
10
9
8
7
6
5
4
3
2
1
- Резюме:
Пробудитесь в мире, полном беспорядка, и раскройте свою роль, исследуя потрясающие пейзажи и восстанавливая саму планету.
 Runic Games, отмеченная наградами студия, разработавшая Torchlight и Torchlight II, приветствует вас в Hob.
Runic Games, отмеченная наградами студия, разработавшая Torchlight и Torchlight II, приветствует вас в Hob.
- Разработчик:
Рунические игры
- Жанры: боевик, приключенческий боевик, общий, открытый мир
- # игроков:
Нет онлайн-мультиплеера - Читы:
Часто задаваемые вопросы об игре - Больше деталей и кредитов »
Прицеп
Воспроизвести звук
Hob — 20 минут исследования игрового процесса
Распределение очков:
Положительный:
17
из 29Смешанный:
12
из 29Отрицательный:
0
из 29
Великолепный приключенческий боевик, который перенесет вас в волшебный мир.
 [Выпуск №267, стр.74]
[Выпуск №267, стр.74]Все обзоры этого издания
Hob — фантастическая игра, и она просто должна быть в списке игр для всех, кто любит платформеры-головоломки и не возражал бы против добавления легких элементов RPG. видел в игре.
- Все обзоры этой публикации
- Читать отзыв полностью
Hob — это очаровательный приключенческий боевик, который показывает, что путешествие важнее пункта назначения.
- Все обзоры этой публикации
- Читать отзыв полностью
Не стоит ожидать приключенческого боевика для взрослых в формате Zelda, потому что Runic Games полностью полагается на увлекательное исследование и оставляет много неиспользованного потенциала.

- Все обзоры этой публикации
- Читать отзыв полностью
Если оставить в стороне случайные проблемы с дизайном, восстановление ветхого мира Хоба приносит удовлетворение, с его затененным художественным стилем и пронизанной технологиями природой, скрывающей сложную сеть шкивов, клапанов и скрытых путей.
- Все обзоры этой публикации
- Читать отзыв полностью
Смерть в Hob прощает, потому что прогресс не теряется из-за собранных предметов или побежденных врагов. Однако возрождение в Hob занимает много времени, а контрольные точки иногда могут быть неудобно далеко от того места, где вы умерли.
 Отступить обычно достаточно просто, поскольку большинство врагов не возрождаются, а иногда есть ярлыки, которые можно открыть, чтобы быстро добраться до того места, где вы были раньше. Но просмотр частей, которые я уже сделал, казался рутиной, особенно если моя смерть была не по моей вине, а больше из-за шаткой платформенной механики Хоба.
Отступить обычно достаточно просто, поскольку большинство врагов не возрождаются, а иногда есть ярлыки, которые можно открыть, чтобы быстро добраться до того места, где вы были раньше. Но просмотр частей, которые я уже сделал, казался рутиной, особенно если моя смерть была не по моей вине, а больше из-за шаткой платформенной механики Хоба.- Все обзоры этой публикации
- Читать отзыв полностью
Хоб пытается делать много вещей в своем прекрасном мире, но ни одно из них не получается очень хорошо. Платформинг кажется дерганым и медленным, бои простыми и бессмысленными, а головоломки заставят вас пожалеть, что вы вернулись в 10-й класс, слушая, как ваш учитель геометрии объясняет доказательства в миллионный раз. Отличная игра была не так уж далека от того, что в конечном итоге было выпущено, но, если не считать потрясающих визуальных эффектов и дизайна мира, Hob разочаровывает.

- Все обзоры этой публикации
- Читать отзыв полностью
Просмотреть все 31 отзыв критиков
Написать отзыв
Распределение баллов:
Положительный:
15
из 29Смешанный:
9
из 29Отрицательный:
5
из 29
Эта игра потрясающая.
 Мне нравятся такие игры. И несмотря на то, что я очень придирчив к тому, во что я играю, я очень рад, что попробовал эту игру, и эта игра потрясающая. Мне нравятся такие игры. И несмотря на то, что я очень придирчив к тому, во что играю, я очень рад, что попробовал эту игру и тоже прошел ее :)… Развернуть
Мне нравятся такие игры. И несмотря на то, что я очень придирчив к тому, во что я играю, я очень рад, что попробовал эту игру, и эта игра потрясающая. Мне нравятся такие игры. И несмотря на то, что я очень придирчив к тому, во что играю, я очень рад, что попробовал эту игру и тоже прошел ее :)… РазвернутьУ этой игры лучший дизайн карты, который я когда-либо видел. Я получил игру на epic games бесплатно. После игры мне захотелось поиграть в эту игру. У этой игры лучший дизайн карты, который я когда-либо видел. Я получил игру на epic games бесплатно. Поиграв в эту игру, я хотел поиграть в какую-нибудь похожую игру, но не смог найти. Я очень надеюсь, что этот разработчик сделает продолжение или другие игры, такие как HOB,… Развернуть
Раскрытие информации: я не так давно играл в эту игру, так что это основано на первоначальном первом впечатлении.
 Я также дружу с некоторыми разработчиками, но я не играл в игру так долго, так что это основано на первоначальном первом впечатлении. Я также дружу с некоторыми разработчиками, но хотя мне и дали бета-ключ, это было после того, как мне уже подарил игру друг (не разработчик). Тем не менее, я указал, что получил копию от Руника. Тем не менее, вот мой первоначальный обзор, который я обновлю, как только закончу игру. Не стесняйтесь задавать мне любые вопросы об игре, и я сделаю все возможное, чтобы ответить на них.
Я также дружу с некоторыми разработчиками, но я не играл в игру так долго, так что это основано на первоначальном первом впечатлении. Я также дружу с некоторыми разработчиками, но хотя мне и дали бета-ключ, это было после того, как мне уже подарил игру друг (не разработчик). Тем не менее, я указал, что получил копию от Руника. Тем не менее, вот мой первоначальный обзор, который я обновлю, как только закончу игру. Не стесняйтесь задавать мне любые вопросы об игре, и я сделаю все возможное, чтобы ответить на них.Мне нравится, как эта игра передает идеи без использования известного языка. это как смотреть постановку Джима Хенсона. Как Темный Кристалл, где у скесисов был этот странный язык и они общались с помощью шумов, но вы могли сразу сказать, что они «говорили» по языку тела. Престижность аниматорам, которые работали над этим, потому что эта часть потрясающая. Я бы хотел, чтобы во время этих коротких, но милых диалоговых моментов он был немного ближе. С другой стороны, я хотел бы, чтобы мы могли увеличить масштаб в целом.
 Я бы очень хотел поближе рассмотреть всех существ. Дизайн существ в этой игре просто фантастический.
Я бы очень хотел поближе рассмотреть всех существ. Дизайн существ в этой игре просто фантастический.Моя самая большая проблема — заблудиться и не знать, куда идти. Есть вещи, к которым я не могу получить доступ, потому что мне не хватает улучшений, а области настолько велики, что я теряю след, где я был. Проверка карты не помогает, так как это немного сбивает с толку. Обычно я не так ужасен в таких играх, что иногда приводит меня в отчаяние. К счастью, «Ах!» моменты и история более чем компенсируют это. Визуально, однако, это красивая игра. Runic удалось создать стиль оформления, который выделяется среди остальных игр, в которые я играл за последние несколько лет. Большинство текстур имеют почти анимированное качество, а насыщенные цвета создают настроение, вдыхая жизнь в его естественный мир. Он представляет собой смесь натурального и стимпанка, но без клише. Такое ощущение, что сеттинг — это свое время и место, а не попытка вписаться в определенный жанр.
Дизайн персонажей уникален и усиливает ощущение того, что это место является настоящим живым миром.
 Моя единственная придирка к этому заключается в том, что текстуры земли кажутся почти запоздалыми и слишком упрощенными по сравнению с остальной частью окружающей среды. Это немного вытягивает вас из мира, так что, надеюсь, в какой-то момент они дадут им обновление.
Моя единственная придирка к этому заключается в том, что текстуры земли кажутся почти запоздалыми и слишком упрощенными по сравнению с остальной частью окружающей среды. Это немного вытягивает вас из мира, так что, надеюсь, в какой-то момент они дадут им обновление.Музыка прекрасна и заслуживает отдельного раздела. Немного удивительно, учитывая, что я привык к более тематической музыке Мэтта Ульмена, но более свободная, более мистическая природа мелодий подходит идеально. Он прекрасно звучит в наушниках и действительно мягко сочетается с окружающими звуками. Он сливается с этим сплоченным живым звуковым ландшафтом, который делает окружающую среду намного более живой. Есть все эти маленькие ритмические штрихи, которые восходят к его старым работам, но никогда так, чтобы это не звучало слишком вторично. Напротив, это звучит как результат постепенного созревания навыков. Как бы мне ни нравились его прошлые саундтреки, я считаю это его лучшей работой. Он намного тоньше, чем его предыдущая работа, но именно это делает его еще более волшебным.

Я могу сказать, что карты этой игры представляют собой определенное развитие Torchlight и Torchlight II. То, как все сочетается друг с другом, поначалу кажется почти случайным, но затем, когда вы начинаете собирать вещи воедино, вы начинаете чувствовать, что едва раскрываете части этой огромной живой машины. Временами это просто захватывает дух. Наверное, поэтому я так расстроен. Я хочу увидеть больше этого удивительного мира. Это может быть головной болью и требует определенного терпения, но острые ощущения от наблюдения за тем, как весь мир вокруг вас меняется, стоит более разочаровывающих моментов. Это отлично подходит для тех, кто ищет смесь исследования с небольшим количеством боя, но если вы ищете чистый экшн, это, вероятно, не для вас. Вы потратите больше времени на поиск подсказок и решение головоломок, чем на сражения, а то, что там происходит, кажется немного поверхностным.
В целом, это действительно отличная, хотя временами немного разочаровывающая головоломка/платформер, полная хенсоновских персонажей и капризности, напоминающая такие фильмы, как «Темный кристалл», или анимационные фильмы, такие как «Секрет Нимха» Дона Блута.
 … Развернуть
… РазвернутьHob — красивая игра, вдохновленная Zelda, полная трепета и удивления. Мир, который он показывает вам, имеет индивидуальность и прекрасно уникален. TheHob — красивая игра, вдохновленная Zelda, полная трепета и удивления. Мир, который он показывает вам, имеет индивидуальность и прекрасно уникален. Самый большой грех игры заключается в том, что к ней примешивается множество мелких проблем, таких как головоломки, которые на самом деле не являются головоломками, и несколько ошибок здесь и там, но они в совокупности портят общее впечатление, но в целом это очень приятно. тот, который призывает исследователя в вас и поражает вас миром, который является наполовину природой, наполовину машиной, и тем, как этот мир прекрасно сочетается друг с другом.… Развернуть
Хорошая приключенческая игра, не более того.
 Хороший художественный раздел. Мне не хватило немного большей сложности и менее простых головоломок. Однако нас ждет хорошая приключенческая игра, не более того. Хороший художественный раздел. Мне не хватило немного большей сложности и менее простых головоломок. Тем не менее, мы будем внимательно следить за этим исследованием разработки в будущих играх.… Развернуть
Хороший художественный раздел. Мне не хватило немного большей сложности и менее простых головоломок. Однако нас ждет хорошая приключенческая игра, не более того. Хороший художественный раздел. Мне не хватило немного большей сложности и менее простых головоломок. Тем не менее, мы будем внимательно следить за этим исследованием разработки в будущих играх.… РазвернутьХорошая графика, хорошие платформенные головоломки. Лучшее — это дизайн карты и то, как она меняется.
При игре повторяется и немного приятная графика, хорошие платформенные головоломки. Лучшее — это дизайн карты и то, как она меняется.
Во время игры это повторяется и иногда немного сбивает с толку.… РазвернутьAh je me disais aussi.
 .. mauvais sang et incompétence ne sauraient mentir! cette daube indé vient du développeur indé sous-développeur qui aAh je me disais aussi… mauvais sang et et некомпетентность пе sauraient mentir! cette daube indé vient du développeur indé sous-développe qui a démoulé les Torchelight! et du coup, bah c’est comme qui dirait de la meeerde…
.. mauvais sang et incompétence ne sauraient mentir! cette daube indé vient du développeur indé sous-développeur qui aAh je me disais aussi… mauvais sang et et некомпетентность пе sauraient mentir! cette daube indé vient du développeur indé sous-développe qui a démoulé les Torchelight! et du coup, bah c’est comme qui dirait de la meeerde…C’est quadrement, non c’est totalement muet puisqu’on ne parle pas le langage «robot»… et qu’il faut deviner de quoi il retourne dans cette sorte de jeu de plate-formes et de baston bizarre, très bizarre qui veut se donner un жанр «Télérama du jeu vidéo» très con-templatif et en meme temps avec de la poésie (de pot de chambre) dedans!
C’est graphiquement limité avec pas trop de couleurs, une direction artistique peu inspirée, une caméra non réglable (automatique) et… un ennui qui s’installe presque aussi vite qu’on désinstalle ce petit étron indé mal torché par des crevards без идеи и без таланта aucun. Si on pouvait se torcher avec, ça servirait au moins à quelque selected mais ce n’est pas le cas.
 … Развернуть
… Развернуть
Просмотреть все 29 отзывов пользователей
Трейлеры
Награды и рейтинги
82 | #82 Самая обсуждаемая компьютерная игра 2017 года |
72 | № 72 Самая популярная компьютерная игра 2017 года |
Essential Links
Полный список »
- По Metascore
- По оценке пользователя
90 | Неоновый белый |
90 | Притча Стэнли: Ультра Делюкс |
89 | Я был подростком-экзоколонистом |
89 | Cuphead в вкуснейшем последнем блюде |
88 | Изгой Наследие 2 |
88 | Легенда о героях: Следы от нуля |
88 | AI: The Somnium Files — Инициатива nirvanA |
88 | Бессмертие |
87 | Ремастеринг Человека-паука от Marvel |
87 | Вернуться на остров обезьян |
86 | Восход охотника на монстров: Рассвет |
85 | Уайлд Флауэрс |
84 | Красная материя 2 |
84 | МАТЕРИНСКИЙ КОРАБЛЬ: КУЗНИЦА |
84 | Черепашки-ниндзя: Месть Шреддера |
84 | OlliOlli World: Всадники VOID |
84 | Зеленый ад VR |
78 | Темтем |
66 | Серьезный Сэм: мучительный |
54 | ДОЛЬМЕН |
Все текущие игры »
The Excavation of Hob’s Barrow обзор
Перейти к основному содержанию
PC Gamer пользуется поддержкой своей аудитории. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Вот почему вы можете доверять нам.
Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Вот почему вы можете доверять нам.
В «Раскопках кургана Хоба» вы найдете больше, чем просто секреты.
(Изображение: © Cloak and Dagger Games)
Наш вердикт
Великолепное приключение с хорошим темпом, превосходной озвучкой и не оставит равнодушным никого.
Что особенного в Томасине Бейтман? Возможно, она носит особый защитный талисман? Ей в мозг выстрелили инопланетным эмбрионом? Ей не снятся повторяющиеся кошмары, по крайней мере, в начале игры. Возможно, она в… нет, не пойдем туда, хотя она и не милиционер точно. Что бы это ни было, оно привело ее в деревню на севере Англии, которая на первый взгляд кажется нормальной, жители, занимающиеся своими делами, теперь не более чем радостно «поднимают глаза».
Нужно знать
Что это? Своеобразный британский фолк-хоррор point ‘n’ click
Ожидаемая сумма: £20/$20 (угадайте, проверьте перед публикацией)
Разработчик: Cloak and Dagger Games
Издатель: Wadjet Eye
Threadripper 2950x, 64 ГБ ОЗУ, RTX 3080
Мультиплеер? Нет
Ссылка: Steam (открывается в новой вкладке)
Проверьте Amazon (открывается в новой вкладке)
Конечно, это еще не все, иначе Томазины бы здесь не было. Она прямолинейная современная викторианская женщина, зарабатывающая на жизнь антикваром, вызванная в деревню Бьюли неуловимым человеком, который является движущей силой раскопок некоего кургана. И какие тайны она открывает?
Она прямолинейная современная викторианская женщина, зарабатывающая на жизнь антикваром, вызванная в деревню Бьюли неуловимым человеком, который является движущей силой раскопок некоего кургана. И какие тайны она открывает?
Замечательные вещи, хотя для их распознавания может потребоваться смотреть дальше художественного стиля. Блочные спрайты в низком разрешении, возможно, сработали для Maniac Mansion, но действие этой игры происходило в основном в помещении. В Hob’s Barrow’s величественные леса с узнаваемыми певчими птицами и выжженные пустоши, простирающиеся настолько далеко, насколько может видеть глаз, представляют собой массу отдельных пикселей, которые могут изо всех сил пытаться объединиться в единое целое.
В подземельях во второй половине игры внешний вид объединяется с каменными блоками и любопытным розовым освещением. Когда это не грязно, нарисованный от руки вид, безусловно, имеет много очарования.
И атмосфера тоже. Это сильная сторона игры, ее народные корни хоррора образно и буквально копаются в земле вокруг Бьюлея, чтобы затянуть чудовищную историю, которая тянула меня до самого смертельного конца. Здесь очень мало настоящего ужаса с точки зрения страха перед прыжком или крови, если только вы не считаете действия определенного бездомного кота. Это тонкий вид ужаса, который заставляет вас сидеть и думать о последствиях того, что чудесно озвученные жители деревни навлекли на себя.
Здесь очень мало настоящего ужаса с точки зрения страха перед прыжком или крови, если только вы не считаете действия определенного бездомного кота. Это тонкий вид ужаса, который заставляет вас сидеть и думать о последствиях того, что чудесно озвученные жители деревни навлекли на себя.
(Изображение предоставлено: Cloak and Dagger Games)
Персонаж Томазины значительно дополняет это. Она совершенно стоическая: ее любимые фразы — «проклятия!» и «чушь!», и она не прислушается ни к какому совету, чтобы остановить предложенный ею археологический анализ того, что кажется вполне обычным небольшим курганом. Она не отступает, когда сталкивается с очевидным сверхъестественным или — предупреждение о содержании — обсуждением самоубийства. Она не боится стучать в двери людей, требуя, чтобы они ей помогли. Она могла бы даже отвечать на телефонные звонки, если бы их еще изобрели. Да ведь можно подумать, что в Томазине действительно есть что-то такое, что связывает ее с событиями в этом месте, где она никогда раньше не была.
Насыпь поворота
Мы с ней, когда она исследует деревню, принося предметы для жителей, чтобы они поделились информацией или отдали нужный ей предмет, сражаясь по пути со стенами молчания и дезинформацией. Ближе к завершению игры она выражает единственный момент неуверенности в себе: все, что она видит, только в ее уме? Если бы она сдалась и вернулась в Лондон, это была бы не очень хорошая игра, и мы бы лишились шанса решить целую серию головоломок в приключенческой игре. Мне приходилось переводить текст с латыни, ссылаться на журналы в своем расследовании, жонглировать яблоками и внимательно следить за тем, что жители деревни говорят Томазине.
Концовка кажется немного поспешной, но все же умудряется осуществить эффектный поворот — в конце игры происходит событие, которое заставило меня с открытым ртом смотреть в монитор, не зная, оказало бы большее влияние, если бы это была моя мышь указатель, непосредственно вызывающий события, которые я наблюдал.
Изображение 1 из 7
Это называется «развлекаться самостоятельно» (Изображение предоставлено: Cloak and Dagger Games). 0506 В деревне туманный день, а вы ужасный археолог. (Изображение предоставлено: Cloak and Dagger Games)
0506 В деревне туманный день, а вы ужасный археолог. (Изображение предоставлено: Cloak and Dagger Games)
Но момент мог быть еще лучше: в течение восьми или девяти часов, которые у меня ушли на прохождение Hob’s Barrow, игра с удовольствием переключалась с действия в низком разрешении, чтобы показать более подробную картину особенно странного, ужасного или важное зрелище, от старика, сидящего на скамейке, до грубой мазни предполагаемого художника. Он не использует этот трюк в решающий момент, когда он должен быть на пике своей рассказывающей силы.
Игра также оставляет после себя вопросы. Жизнь персонажей, за исключением избранной группы, остается без завершения, хотя вся игра движима необходимостью знать, что произойдет дальше. Количество предзнаменований, упакованных в первую треть, подталкивает вас к необходимости узнать, как эти явно важные, но неясные события могут быть связаны, поэтому вырвать это в конце кажется несправедливым.
Количество предзнаменований, упакованных в первую треть, подталкивает вас к необходимости узнать, как эти явно важные, но неясные события могут быть связаны, поэтому вырвать это в конце кажется несправедливым.
Еще коза просто исчезает. Эпилог был бы неплох.
Но с точки зрения того, что есть , Hob’s Barrow (открывается в новой вкладке) — это великолепное приключение с хорошим темпом, превосходной озвучкой и не теряющее актуальности. Это навязчивая история о решимости одной женщины добиться успеха и о заговоре с целью… ну, не то чтобы остановить ее, а исказить ее работу самым адским образом. В Томасине Бейтман есть что-то особенное, и это привело к довольно особенной игре.
ЛУЧШИЕ ПРЕДЛОЖЕНИЯ СЕГОДНЯ
Прочтите нашу политику обзора
Раскопки Кургана Хоба
Великолепное приключение с хорошим темпом, превосходной озвучкой и не оставит равнодушным никого.
PC Gamer является частью Future plc, международной медиа-группы и ведущего цифрового издателя. Посетите наш корпоративный сайт (откроется в новой вкладке).
Посетите наш корпоративный сайт (откроется в новой вкладке).
©
Дом на набережной Future Publishing Limited, Амбери,
Ванна
БА1 1UA. Все права защищены. Регистрационный номер компании в Англии и Уэльсе 2008885.
Обзор The Excavation Of Hob’s Barrow: эмоциональное и мрачное народное приключение в жанре ужасов
Обзор The Excavation Of Hob’s Barrow
The Excavation Of Hob’s Barrow — это короткая, в основном легкая приключенческая головоломка, более примечательная прекрасной атмосферой полного ужаса.
- Разработчик: Cloak And Dagger Games
- Издатель: Wadjet Eye Games
- Выпуск:
- Включено: Windows
- От: Стим
- Цена: уточняется
Трудно создавать историю, в которой вы заранее устанавливаете, что ваш главный герой все еще будет жив в конце. В The Excavation Of Hob’s Barrow, приключенческой игре в жанре «наведи и щелкни», «Маленький городок, фольклорный ужастик», события рассказываются главной героиней Томазиной, пишущей в будущем, и игра идет по несколько иной линии. Вместо того, чтобы успешно заставить вас поверить в то, что персонаж, которого вы знаете, выживает, находится в опасности, на протяжении всего пути «Раскопки кургана Хоба» вы знаете, что Томазина в будущем жива, но почему-то определенно не в порядке. И ты веришь, что все равно сможешь спасти ее.
Вместо того, чтобы успешно заставить вас поверить в то, что персонаж, которого вы знаете, выживает, находится в опасности, на протяжении всего пути «Раскопки кургана Хоба» вы знаете, что Томазина в будущем жива, но почему-то определенно не в порядке. И ты веришь, что все равно сможешь спасти ее.
Этот надвигающийся ужас, становящийся все более призрачным по ходу игры, является одним из самых эффективных орудий в арсенале ужасов Hob’s Barrows. Томасина, копатель курганов и протофеминистка, носившая брюки в то время, когда брюки носили мужчины, практичная и в основном жизнерадостная женщина. Она подходит ко всем головоломкам, которые ей приходится решать, в твердой, засучивающей рукава манере старомодной гувернантки, которой все равно, ненавидите ли вы учить французские глаголы. А вот Томасина будущего закадрового голоса звучит пусто, опустошенно и грустно. Этот контраст становится все более и более тяжелым по мере того, как вы врезаетесь в ужасное сердце Hob’s Barrow, и подчеркивает, насколько здорово играть в игру в ее полностью озвученной форме.
Смотреть на YouTube
Помимо озвучки, Hob’s Barrow имеет соответствующий жуткий саундтрек, великолепно использующий дрожащие басовые тона, которые автоматически ставят всех людей и связанных с ними обезьян в тупик, и не привыкать к тревожному освещению. Зло в этой игре — болезненно-фиолетового цвета. Прежде всего, следует особо похвалить несколько ужасных крупных планов, которые всплывают: глаза Томазины, широко распахнутые от шока, злобный кот, заползающий на вашу кровать; круглые глаза над вялым, опущенным ртом с маленькими острыми зубами. Разработчики Cloak And Dagger Games могут добиться необычайной глубины и движения от своей пиксельной графики, а затем использовать это, чтобы оттолкнуть вас.
Однако
Томазина не просто бегает, случайно натыкаясь на жуткие вещи. Она находится в изолированной деревушке Бьюлей, недалеко от Бейкуэлла, потому что местный житель написал ей, чтобы рассказать ей о Кургане Хобса, доисторическом кургане неподалеку, созревшем для раскопок. За исключением того, что, когда приезжает Томазина, нет никаких следов человека, который писал ей, а все остальные местные жители (почти все из которых разного вкуса и степени угрюмости) утверждают, что они не слышали ни о каком таком кургане, что даже Барроу, кто вообще спрашивает? Без денег, контактов или полной картины вам придется заняться каким-то моментом и кликнуть головоломку, сначала найти тачку, а оттуда проникнуть внутрь чертовой штуковины.
За исключением того, что, когда приезжает Томазина, нет никаких следов человека, который писал ей, а все остальные местные жители (почти все из которых разного вкуса и степени угрюмости) утверждают, что они не слышали ни о каком таком кургане, что даже Барроу, кто вообще спрашивает? Без денег, контактов или полной картины вам придется заняться каким-то моментом и кликнуть головоломку, сначала найти тачку, а оттуда проникнуть внутрь чертовой штуковины.
Это занимает у Томасины около недели, за это время вещи становятся все более сверхъестественными, и воспоминания о ее детстве вплетаются в нее. глупо) и довольно логично, но поощряйте логику слегка сбоку. Одно решение требует, чтобы вы сделали припарку для лечения артрита, чтобы старик мог доить свою козу. Другие проще, если вы уже знаете, где живут феи, или какое у лошади любимое лакомство.
Между ними всегда видна лестница. Вы можете увидеть большинство ступенек выше в «принеси этой женщине козьего молока», вернуться к тому месту, где вы находитесь, то есть «не может доить козу», и знаете, что вам нужно пройти через «украсть продукты у постороннего продавца на рынке».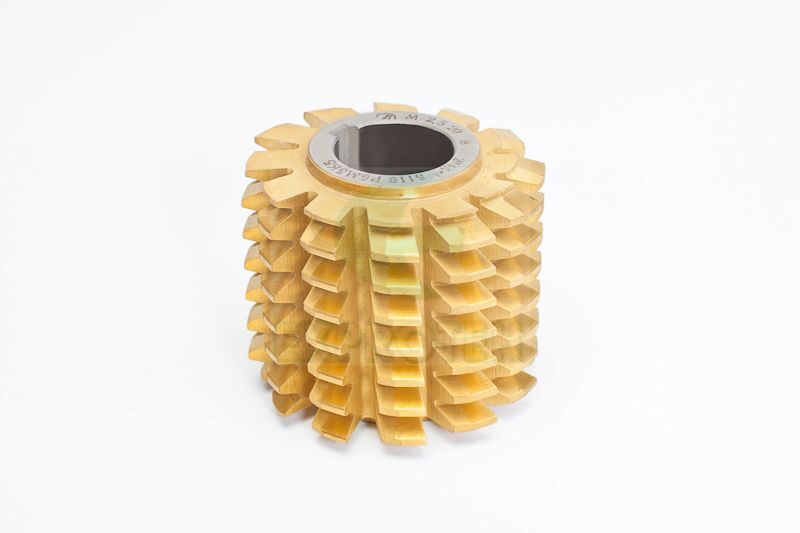 «. Это просто случай выявления пробелов, и, честно говоря, это, вероятно, не займет у вас много времени. Hob’s Barrow использует ожидаемые упрощенные элементы управления «укажи и щелкни», чтобы упростить задачу (вы можете выделить все взаимодействующие элементы в сцене, вверху есть инвентарь, наведенный мышью, и вы можете щелкнуть и перетащить, чтобы использовать элемент на чем-то еще), и все говорят, что вы, вероятно, ожидаете около четырех часов, чтобы высвободить ужасные сверхъестественные силы, которые следует оставить в покое. Неплохая работа после обеда.
«. Это просто случай выявления пробелов, и, честно говоря, это, вероятно, не займет у вас много времени. Hob’s Barrow использует ожидаемые упрощенные элементы управления «укажи и щелкни», чтобы упростить задачу (вы можете выделить все взаимодействующие элементы в сцене, вверху есть инвентарь, наведенный мышью, и вы можете щелкнуть и перетащить, чтобы использовать элемент на чем-то еще), и все говорят, что вы, вероятно, ожидаете около четырех часов, чтобы высвободить ужасные сверхъестественные силы, которые следует оставить в покое. Неплохая работа после обеда.
Думаю, меня больше впечатлило то, как сами головоломки гармонируют с остальной частью игры. Это деревенские головоломки, народные головоломки — все камни, грязь и извивающиеся черви — которые становятся менее обычными и более практичными и странными со временем, когда Томасина все больше окутывает странная, мифическая сила Бьюлея и его болот. «Раскопки кургана Хоба» хорошо создают ощущение, что сам ландшафт несколько враждебен, и что вы сталкиваетесь с чем-то размером почти с само болото, битвой, представленной людьми в Бьюли.
И вы, и Томасина сначала отталкиваетесь от местных жителей, а затем привыкаете к ним. Определенно видны две фракции — две школы мысли, — но за неделю, проведенную Томазиной в Бьюли, она узнает их, и они становятся менее странными. В первый раз, когда вы встречаете викария, его тошнит, и он чуть не теряет сознание, но вы знакомитесь с ним и церковью и почти забываете, что когда-то случился случай с болезнью. Выпьешь пару напитков в местном. Вы узнаете свой путь, чтобы не заблудиться, и вместо этого можете сосредоточиться на странной, мрачной красоте этого места — в дождь, в тумане, ночью. И Томазина начинает верить в зловещий и ужасный сон, который приснился ей во вторую ночь.
Беда в том, что она верит, что это приведет к чему-то хорошему, но вы знаете, что это очень сильно обернется плохо — и вы знаете, потому что будущая Томазина твердит вам. Когда появляется очаровательный местный лорд, он говорит: «Я улыбающийся злодей!» практически вытатуирован на лбу. Удивительная связь с отцом Томазины явно крайне плоха, а не хороша. Вы расходитесь с Томасиной, исследующей Бьюлей, знания игрока и знания персонажей расходятся таким образом, что это улучшает игру, потому что каждый шаг вперед дает вам то же чувство, что и Рэнди в «Крике», пытающемся объяснить всем остальным правила фильмов ужасов.
Вы расходитесь с Томасиной, исследующей Бьюлей, знания игрока и знания персонажей расходятся таким образом, что это улучшает игру, потому что каждый шаг вперед дает вам то же чувство, что и Рэнди в «Крике», пытающемся объяснить всем остальным правила фильмов ужасов.
Я решил все головоломки, потому что наверняка когда-нибудь найдется головоломка, которая предотвратит катастрофу для Томазины. Но это красиво промозглый, сырой, мрачный народный хоррор. Нет никакого способа спасти Томазину. Но вы все равно попробуете.
The Excavation of Hob’s Barrow обзор — приключенческая игра с глубиной
Hob’s Barrow — игра, которая отказывается покинуть ваш мозг, пока вы не разберетесь во всем.
ПРЕДУПРЕЖДЕНИЕ, СПОЙЛЕР: я стараюсь не раскрывать особенности Hob’s Barrow в этой части, но чтобы понять, что особенного в этой игре, мне пришлось рассказать об определенных элементах дизайна, о которых вы, возможно, не захотите знать.
Мой любимый момент в «Раскопках кургана Хоба» наступил примерно через три часа после того, как я его закончил. Но мы вернемся к этому через некоторое время.
Но мы вернемся к этому через некоторое время.
С самого начала трудно не болеть за Томазину Бейтман. В эпоху паровозов и зонтиков она приехала в маленькую деревню на севере Англии, чтобы раскопать древнее захоронение, несмотря на все препятствия, которые местный патриархат и сырая английская погода могут воздвигнуть на ее пути.
И трудно не болеть за «Раскопки кургана Хоба». Это компактный, но тщательно сделанный хоррор, выполненный в классическом стиле приключенческой игры. Интерфейс и инвентарь приятно оптимизированы — есть кнопка, чтобы показать все точки интереса, и вы даже можете перейти к выходам двойным щелчком — но величественный темп классической приключенческой игры соблюдается с большим почтением.
Смотреть на YouTube
Вот трейлер к «Раскопкам кургана Хоба».
Чем меньше вы знаете о происходящем, тем лучше. Просто имейте в виду, что есть курган, который Томазина хочет выкопать, но ее первые задачи заключаются в том, чтобы заставить местных жителей признать, что этот курган вообще существует.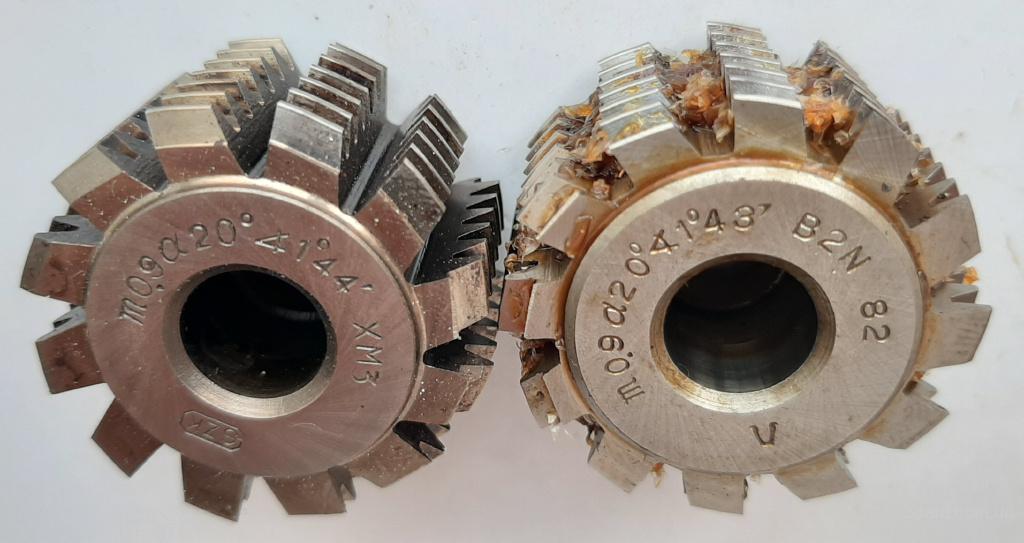 И она должна убедить некоторых из них даже признать ее для начала. Как вы относитесь к этим вещам? Очевидно, классический бизнес в приключенческих играх: разговаривать со всеми до тех пор, пока у них не останется ничего, что можно было бы спросить, поднимать все, что не прилипло к полу, и следить за многообещающими запертыми дверями.
И она должна убедить некоторых из них даже признать ее для начала. Как вы относитесь к этим вещам? Очевидно, классический бизнес в приключенческих играх: разговаривать со всеми до тех пор, пока у них не останется ничего, что можно было бы спросить, поднимать все, что не прилипло к полу, и следить за многообещающими запертыми дверями.
Анимация прекрасна, вы переключаетесь между элегантными, красиво анимированными спрайтами, когда вы перемещаетесь по миру, и резкими, довольно ужасающими крупными планами, когда вы смотрите кат-сцены. В гармонии с этим второстепенные персонажи проходят тонкую грань между появлением людей и обитанием во всей фантастике ужасов и стереотипах маленького городка, которые вы могли бы пожелать.
Головоломки, особенно в первых двух третях игры, могут быть приятной работой, которая заставляет вас думать, но никогда не создает раздражающих препятствий. Вы всегда работаете над тем, чего хотите, и при этом следите за тем, чего хотят другие люди, — так что вы можете создать синергию там, где эти желания пересекаются.
Всегда здесь для хорошей пирамиды.
Однако больше, чем озадачивает, просто приятно находиться в таком атмосферном мире. Пейзажи написаны Констеблом, а диалоги живые и характерные. Бывают времена, когда Томазина сталкивается с местными идиотами, которые хотят поставить ее на место женщины, и с другими местными идиотами, которые хотят вовлечь ее в дискуссии, исследующие конфликт между фольклором и рациональностью, где все это грозит стать вроде играбельного Эссексского змея, другой тщательно готической истории, построенной на смещении и суевериях. Только что в район пришла железная дорога — конец всему святому? Это все замечательно сделано.
«Эссексский змей» — интересная точка соприкосновения. Роман Сары Перри заигрывает с ужасом на службе чего-то более глубокого, незнакомого и, в конечном счете, более милого. Сначала — а «сначала» считается до тех пор, пока не пошли титры, и несколько часов спустя — у меня возникло искушение сказать, что Hob’s Barrow заигрывает с флиртом с ужасом, прежде чем более твердо обосноваться на безопасной жанровой территории. Игра продвигалась изящно, и я был захвачен до самого конца, но были моменты, когда я беспокоился, что верность традициям и особая повествовательная серьезность хоррора мешают более интересной истории, которую начинает рассказывать Hob’s Barrow. Ужасы предлагают острые ощущения и настоящую магию, но разве они не сопровождаются требованиями и ограничениями?
Игра продвигалась изящно, и я был захвачен до самого конца, но были моменты, когда я беспокоился, что верность традициям и особая повествовательная серьезность хоррора мешают более интересной истории, которую начинает рассказывать Hob’s Barrow. Ужасы предлагают острые ощущения и настоящую магию, но разве они не сопровождаются требованиями и ограничениями?
В равной степени выбор повествования, сделанный разработчиками, приводит к изменению типа головоломок, с которыми я столкнулся по мере приближения к кульминации. Я перешел от игривых декораций, которые побуждали меня думать о людях вокруг меня и о том, как я могу использовать социальную инженерию, чтобы получить то, что хочу, к гораздо более механическим приключенческим играм. Опять же, это было красиво обработано, и во всем есть прекрасное ощущение роковой тайны, но Томазина такая харизматичная главная героиня, что я пропустил те части игры, в которых она взаимодействовала с другими людьми.
Отличная игра, очень сомнительный медицинский совет.
Процитирую другую Томазину: вы не можете разъединить вещи. Или ты можешь? После того, как я закончил игру, я упал, чтобы мыть посуду, тихо разочарованный. Я прошелся по знакомому контрольному списку разочарованных мыслей. Опасность, напомнил я себе, заключается в том, что меня раздражает, что Hob’s Barrow — не совсем та игра, которой я хочу ее видеть. Конечно, подумал я, я очень счастлив отложить все остальное и насладиться этим характерным кусочком мрачного английского фольклора. Но даже в этом случае я подозревал, что ближе к концу Hob’s Barrow была не совсем той игрой, которой хотел быть Hob’s Barrow. Он оставил слишком много интересных тем в стороне, поскольку приближался к заключению. Томазина такое блестящее творение, что она заслуживает игры, которая дает ей немного больше свободы действий.
В тот день я ковырялся в подобных темах четыре часа, пока все не щелкнуло. Я вдруг почувствовал, что понял что-то гораздо более глубокое в том, что игра пыталась сказать, и как она использовала элементы ужаса, а не уступала им. Какая же это блестящая штука — сама по себе головоломка, почти такая же, как «Пробуждение Линка», но повествовательная, тематическая головоломка, а не пространственная головоломка, в которой сама карта представляет собой гигантскую головоломку.
Какая же это блестящая штука — сама по себе головоломка, почти такая же, как «Пробуждение Линка», но повествовательная, тематическая головоломка, а не пространственная головоломка, в которой сама карта представляет собой гигантскую головоломку.
И вот в чем дело: эти четыре часа после того, как я закончил игру и выключил компьютер, я действительно играл в Hob’s Barrow. Если оставить в стороне работу и диалоги, то именно здесь я рассортировал повествование, распутал истинную тему и осмыслил то, чему был свидетелем. Думаю, это еще одно доказательство того, что в некоторых играх то, что мы называем геймплеем, выходит далеко за пределы экрана, клавиатуры или контроллера.
Таким образом, под небом Констебля и этим бесконечным моросящим дождем Курган Хоба творит тайную магию. Копайте.
Чтобы увидеть этот контент, включите целевые файлы cookie.
Определение
в кембриджском словаре английского языка
Но собравшиеся медные виртуозы с воодушевлением оттеняли каждое произведение, даже если сухая акустика играла hob со звуковым замыслом композитора.
Из Чикаго Трибьюн
В таких оценках нежелательными считаются подробные детали структурных и поведенческих особенностей технических артефактов (например, все детали электрической цепи варочной панели).
Из Кембриджского корпуса английского языка
Нормально функционирующая техническая система, скажем, варочная панель , имеет и триггер, и эффект; переключатель брошен и кольцо нагревается.
Из Кембриджского корпуса английского языка
Затем он вошел в коттедж, сердито, и начал колотить, вбивая большие фреза -гвозди.
Из проекта Гутенберг
Итак, лучшее, что было в доме, было выставлено на стол: вина редких марочных лет были откупорены, а стаканы hob -а-ноббированы.
Из проекта Гутенберг
Они включают в себя административные здания, мастерские по зубофрезерной, термообработке, шлифовке и полировке зубчатых колес и комплектных зубчатых передач.
Из проекта Гутенберг
Неуклонно танцуя при температуре 98 градусов в тени, конфорка играет с какой-то миловидностью.
Из проекта Гутенберг
Тяжелый, hob — прибитый гвоздями ботинок отвратительно врезался в цель, и когда извивающийся человек внезапно обмяк, победитель нанес еще один удар ногой по своему бессознательному врагу.
Из проекта Гутенберг
Его чай был готов для него на плите , и все они пытались, кто должен помочь ему больше всего.
Из проекта Гутенберг
Когда человек пьет, печень покрывается гвоздями , а затем отказывается работать, а яды остаются в крови.
Из проекта Гутенберг
Старый джентльмен спрыгнул с плиты , как будто она вдруг стала неудобно теплой.
Из проекта Гутенберг
Внезапно она замолчала в одном из своих приступов hob -гоблинское веселье.
Из проекта Гутенберг
На плите не было ни чайника, ни тарелки на столе.
Из проекта Гутенберг
Почему черный чайник заварит чай лучше яркого металлического, если его поставить на варочную панель для заваривания?
Из проекта Гутенберг
Цирюльник склонился над печкой, снимая с огня бидон с кипятком на 9 градусов.0514 плита .
Из проекта Гутенберг
Эти примеры взяты из корпусов и источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Hob Reviews — OpenCritic
SCEA, Runic Games
Sep 26, 2017 — PC , PlayStation 4 , PlayStation 5
OpenCritic Rating
Top Critic Average
Critics Recommend
PC Gamer
77 / 100
Eurogamer
Recommended
IGN
7,8 / 10
Game Informer
8/10
Destructoid
5 /10
TheSixThaxis
8 /10
IGN
8.4 / 10
0003
Атака Fanboy
3,5 / 5
Просмотреть все 51 Критику
Объявление даты выхода трейлера | Hob
Прицеп World Machine | Варочная панель
Прицеп настроения | Hob
Просмотреть все Трейлеры
Hob Скриншоты
Просмотреть все Скриншоты
Обзоры критиков Hob
Игрок на ПК
Энди Келли
77 / 100
Великолепный мир, который жаждет исследовать, наполненный увлекательными головоломками и веселыми, хотя иногда и неуклюжими действиями.
Читать обзор полностью
Eurogamer
Кристиан Донлан
Рекомендовано
Замысловатый и гениальный, Hob — настоящий духовный преемник A Link to the Past.
Читать обзор полностью
IGN
Лейф Джонсон
7.8 / 10.0
Hob — красивая головоломка в стиле Zelda с забавными боевыми элементами, действие которой происходит в очаровательном мире, где природа и техника меняют ландшафт так же легко, как поворот кубика Рубика. Бессловесный подход к истории создает некоторую путаницу, а фиксированная камера иногда приводит к ненужным смертям, но никогда время, проведенное с Хобом, не кажется потраченным впустую.
Читать обзор полностью
Game Informer
Брайан Ши
8 / 10.0
Хоб предлагает значимые, чудесные исследования в заманчивом и загадочном мире, но боевые и технические проблемы сдерживают его. вещи в своем прекрасном мире, но никогда не делает ни одну из них очень хорошо. Платформинг кажется дерганым и медленным, бои простыми и бессмысленными, а головоломки заставят вас пожалеть, что вы вернулись в 10-й класс, слушая, как ваш учитель геометрии объясняет доказательства в миллионный раз. Отличная игра была не так уж далека от того, что в конечном итоге было выпущено, но, если не считать потрясающих визуальных эффектов и дизайна мира, Hob разочаровывает.
вещи в своем прекрасном мире, но никогда не делает ни одну из них очень хорошо. Платформинг кажется дерганым и медленным, бои простыми и бессмысленными, а головоломки заставят вас пожалеть, что вы вернулись в 10-й класс, слушая, как ваш учитель геометрии объясняет доказательства в миллионный раз. Отличная игра была не так уж далека от того, что в конечном итоге было выпущено, но, если не считать потрясающих визуальных эффектов и дизайна мира, Hob разочаровывает.
Читать обзор полностью
TheSixthAxis
Джим Харгривз
8 / 10
Фанаты Runic, ожидающие выхода Torchlight III, могут расстраиваться, но решение разработчиков сделать ставку на что-то новое, безусловно, окупилось. Hob демонстрирует, насколько хорошо эта команда может создавать мир и соединять его воедино с помощью интуитивно понятного дизайна уровней. Хотя некоторые части явно сильнее других, в целом Hob — одна из лучших инди-игр 2017 года.
Читать обзор полностью
IGN Италия
Damaso Scibetta
8.4 / 10.0
Неплохой приключенческий боевик с фантастическим дизайном мира. Боевая система слишком проста, но впечатления действительно положительные. Рекомендуемые.
Обзор на итальянском языке | Читать полный обзор
Attack of the Fanboy
Кайл Хэнсон
Hob — игра, в которой кажется, что она может быть чем-то большим, чем она есть на самом деле. Это игра, которая черпает вдохновение у лучших в своем деле. Это игра, которая выглядит и звучит великолепно. И это игра, которая предлагает что-то уникальное для игроков. Тем не менее, он не достигает тех высот, которых мог бы достичь из-за нескольких ключевых недостатков.
Read full review
View All Critic Reviews (51)
►Available Now
78
FIFA 23
Sep 30
68
Valkyrie Elysium
Sep 29
82
The Legend of Heroes : Тропы от нуля
сентября 27
84
Заземленные
сентябрь 27
76
Mounhscars
27 сентября
Shovel Dig
Sep 23
Shovel Dig
Sep 23
0002 69
Серийные очистители
22 сентября
63
Храбрости места нет
22 сентября
►Предстоящие версии
?
Overwatch 2
4 октября
72
Sunday Gold
13 октября
?
Nickelodeon Kart Racers 3: Slime Speedway
14 октября
?
Чумная история: Реквием
18 октября
?
Марио + Раббидс Искры надежды
20 октября
?
Новые истории из Приграничья
21 октября
?
Gotham Knights
25 октября
?
Bayonetta 3
Oct 28
►2022 Hall of Fame
95
Elden Ring
Feb 25
91
Freshly Frosted
Jun 10
90
NORCO
Mar 25
89
Неоновый белый
15 июня
89
Not For Broadcast
Jan 25
89
Rogue Legacy 2
Apr 28
89
HYPER DEMON
Sep 19
88
Horizon Forbidden West
Feb 18
88
Immortality
август 30
88
Ксенолблад Хроники 3
июля 29
87
Гран Туризм 7
Март 4
Подростковой мутант Нинджа Туртлз: Шереддер.
