Чпу на токарный станок: Модернизация токарного станка под работу с ЧПУ / Хабр
Содержание
Токарные станки с ЧПУ
СА500Ф2/Ф3/Ф4
Станки предназначены для токарной обработки в патроне и центрах деталей с прямолинейным, ступенчатым и криволинейным профилем. Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
|
Диаметр отверстия в шпинделе |
55 мм |
|
Наибольший диаметр заготовки, устанавливаемой над станиной |
500 мм |
|
Наибольший диаметр заготовки, обрабатываемой над суппортом |
250 (290)* мм |
СА600Ф2/Ф3/Ф4
Станки предназначены для токарной обработки в патроне и центрах деталей с прямолинейным, ступенчатым и криволинейным профилем. Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
|
Диаметр отверстия в шпинделе |
102 мм |
|
Наибольший диаметр заготовки, устанавливаемой над станиной |
560 мм |
|
Наибольший диаметр заготовки, обрабатываемой над суппортом |
320 мм |
СА700Ф2/Ф3/Ф4
Станки предназначены для токарной обработки в патроне и центрах деталей с прямолинейным, ступенчатым и криволинейным профилем. Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
|
Диаметр отверстия в шпинделе |
140 мм |
|
Наибольший диаметр заготовки, устанавливаемой над станиной |
700 мм |
|
Наибольший диаметр заготовки, обрабатываемой над суппортом |
430 мм |
СА800Ф2/Ф3/Ф4
Станки предназначены для токарной обработки в патроне и центрах деталей с прямолинейным, ступенчатым и криволинейным профилем. Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
|
Диаметр отверстия в шпинделе |
140 мм |
|
Наибольший диаметр заготовки, устанавливаемой над станиной |
800мм |
|
Наибольший диаметр заготовки, обрабатываемой над суппортом |
540 мм |
MetalTec CK 50×1500 токарный станок c ЧПУ с прямой станиной
- Описание
- Характеристики
- Конструктивные особенности
НАЗНАЧЕНИЕ:
Токарный станок с ЧПУ – MetalTec CK 50×1500 предназначен для производства различных типов металлических изделий. Данный тип станков широко используется в образовательных учреждениях, на опытных производствах, на предприятиях металлообрабатывающей отрасли.
Данный тип станков широко используется в образовательных учреждениях, на опытных производствах, на предприятиях металлообрабатывающей отрасли.
Высокие технические характеристики станка и его надежность гарантированы за счет установленных компонентов и узлов от ведущих мировых производителей, что позволяет использовать его для обработки деталей с высокой точностью и повторяемостью.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
За счет монолитной чугунной станины данный станок обладает достаточной жесткостью и точностью, чтобы производить изделия на серийном производстве.
Высокая надежность и точность в совокупности с небольшими габаритными размерами делают данный станок незаменимым на любом производстве, где необходима автоматизация процессов точения изделий из металла и пластика
ПРЕИМУЩЕСТВА:
- Современный внешний вид станка, высокое качество лакокрасочного покрытия
- Эргономичный дизайн и удобное расположение основных модулей станка
- Станок компактный, занимает мало пространства на производстве
- Монолитная литая станина из чугуна является гарантом высокой жесткости и долговечности станка
- Чугунная станина сводит на нет рабочие вибрации
- Мощный двигатель для стабильной и высоко производительной работы
- Система установки и смены инструмента для решения технических задач любой сложности
- Подача смазочно-охлаждающей жидкости в зону резки
- Система автоматической смазки направляющих позволяет упростить контроль обслуживания станка
- Кабинетная защита
- Шкаф с электрокомпонентами, степень защиты IP54
КОМПЛЕКТАЦИЯ
| Комплектация | Мощность двигателя | Расстояние между центрами | Инструментальная система | Стоимость |
| ПРОФИ | 7,5 кВт | 1500 мм | 6-ти позиционная револьверная головка | 42 420 $ |
| ПРОМ | 7,5 кВт | 1500 мм | 6-ти позиционная револьверная головка, гидравлический патрон | 42 735 $ |
Категория: Токарный центр с ЧПУ
| Модель | MetalTec CK 50×1500 |
Габариты обрабатываемых деталей:
Макс. диаметр обработки над станиной, мм диаметр обработки над станиной, мм | 500 |
| Макс. диаметр обработки над суппортом, мм | 280 |
| Расстояние между центрами, мм | 1500 |
Станина и направляющие:
| Тип станины | Монолитная станина из чугуна |
| Твердость направляющих станины | HRC 50 |
| Ширина станины, мм | 400 |
| Направляющие по оси Z | Скольжения |
| Направляющие по оси Х | Скольжения |
Система управления и сервоприводы:
| Стойка управления | Siemens 808D Advanced |
| Серводвигатели | Siemens |
Шпиндель:
| Диаметр отверстия в шпинделе, мм | 82 |
| Торец шпинделя | А2-8 |
| Конус шпинделя | Ф90 мм 1:20 |
| Патрон, мм | 250 |
| Скорость вращения | 150 – 1600 об/мин |
Перемещение и скорость подачи:
| Ход по оси Х, мм | 350 |
| Ход по оси Z, мм | 1500 |
| Х,Z ускоренная подача , м/мин | 6/8 |
Инструмент:
| Тип установки инструмента, мм | 4-х позиционный резцедержатель |
| Количество устанавливаемого инструмента | 4 |
| Размер инструмента, мм | 25 x 25 |
| Задняя бабка | Ручная |
| Максимальное перемещение, мм | 150 |
| Конус | МТ4 |
Двигатель:
| Мощность шпинделя, кВт | 7,5 |
| Мощность системы охлаждения, Вт | 120 |
Габаритные размеры:
| Длина, мм | 3110 |
| Ширина, мм | 1600 |
| Высота, мм | 1750 |
| Вес, кг | 3350 |
Габаритные размеры в упаковке:
| Длина , мм | 3350 |
| Ширина, мм | 1800 |
| Высота, мм | 2060 |
| Вес, кг | 3750 |
| SINUMERIK 808D Advanced Оптимально адаптирована к использованию в стандартных станках с поддержкой токарной и фрезерной технологии Панель оператора из магниевого литья под давлением, а также высокая степень защиты, позволяют использовать системы ЧПУ SINUMERIK 808D и в жестких условиях окружающей среды | |
| Приводная система SINAMICS Благодаря множеству технических инноваций приводная система SINAMICS задает новые масштабы в классе приводов для компактных токарных и фрезерных станков. Возможности и точность системы ЧПУ и привода в полной мере раскрываются только при гарантированной передаче на оси станка. Именно здесь нужны двигатели подачи SINAMICS с их идеальными динамикой и точностью. Двигатели шпинделей SINAMICS предлагают великолепное решение. Минимальное время разгона и широкий диапазон частот вращения c высокой мощностью обеспечат максимальную производительность станка. | |
| МОНОЛИТНАЯ ЛИТАЯ МАССИВНАЯ СТАНИНА ИЗ ЧУГУНА Элементы конструкции станины отливаются из высокопрочного сплава чугуна Mehanite. Отсутствие вибраций при обработке, жесткость и стабильность конструкции. Для снятия напряжения станины проходят термическую обработку. Внутренние части станины усилены ребрами жесткости, благодаря чему конструкция имеет практически неограниченный запас прочности. | |
| НАПРАВЛЯЮЩИЕ СКОЛЬЖЕНИЯ Это широко применяемый тип направляющих, которые обладают высокой грузоподъемностью и жесткостью. В нормальных условиях эксплуатации не требуют специального технического обслуживания, помимо периодического добавления смазки, и могут прослужить долго, сохраняя высокие скоростные характеристики, высокую точность позиционирования и плавность хода. | |
| АВТОМАТИЧЕСКИЙ 4-х ПОЗИЦИОННЫЙ РЕЗЦЕДЕРЖАТЕЛЬ Повышение производительности металлообработки за счет сокращения времени на смену инструмента. Смена вида операции происходит автоматически, благодаря закрепленной в держателе оснастке и быстрой переустановке резца в нужную позицию. | |
| ВЫСОКОТОЧНЫЙ ШПИНДЕЛЬ Станок оснащен высокоточным шпинделем, можно установить механические, гидравлические и цанговые патроны, что обеспечивает универсальные возможности обработки. Шпиндель оснащен двойным рядом роликовых подшипников в сочетании с радиально-упорными шарикоподшипниками, которые выдерживают радиальные и осевые нагрузки. | |
| КОНСТРУКЦИЯ БЛОКА БАЗИРОВАНИЯ ШПИНДЕЛЯ Блок базирования шпинделя, имеет симметричную конструкцию, что позволяет равномерно распределять усилия нагрузки на шпиндель, блок базирования шпинделя и станину станка. Способствует наилучшей защите и компенсации вибраций и образует более прочную и жесткую цельную структуру, что особенно нужно при обработке тяжелых заготовок, и при импульсной подаче. | |
| ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДВИГАТЕЛЬ ГЛАВНОГО ПРИВОДА Станок оснащен высокоскоростным надежным двигателем. | |
| ШАРИКО-ВИНТОВАЯ ПЕРЕДАЧА (КЛАСС ТОЧНОСТИ С3) Шарико-винтовая передача является важнейшим элементом токарного центра с ЧПУ. С помощью ШВП осуществляется движение рабочего модуля станка – инструментального блока (резцедержка). Прецизионные шлифованные шарико-винтовые передачи обеспечивают высокую точность и повторяемость позиционирования инструмента (даже при высоких нагрузка при грубой обработке), плавное перемещение инструментального блока и его длительный срок службы. | |
| 3-Х КУЛАЧКОВЫЙ ЗАЖИМНОЙ ПАТРОН (РУЧНОЙ ЗАЖИМ) На станке устанавливается токарный патрон диаметром 320 мм с ручным зажимом заготовки. Так же на станке могут быть установлены токарные патроны с гидравлическим и пневматическим зажимом. | |
| ЗАДНЯЯ БАБКА В базовой комплектации станок поставляется с задней бабкой с ручной регулировкой. Задняя бабка применяется для фиксации вращающейся обрабатываемой заготовки. | |
| АВТОМАТИЧЕСКАЯ СИСТЕМА СМАЗКИ Обеспечивает бесперебойную своевременную смазку узлов станка. |


Опции
| ГИДРАВЛИЧЕСКИЙ ПАТРОН Предназначен для быстротечного зажима прутков и заготовок цилиндрического и иного сечения (четырехгранных, шестигранных и др.) Точность центрирования обеспечивается за счет упруго деформируемых зажимных элементов (кулачков), перемещающимися в рабочем пространстве одновременно. За счет этого обеспечивается самоцентрирование прутка или детали в патроне. Погрешность точности центрирование детали не превышает 0.05 – 0.08 мм | |
| РЕВОЛЬВЕРНАЯ 6-ти ПОЗИЦИОННАЯ ГОЛОВКА Максимальное количество устанавливаемых инструментов головки составляет – 6 шт., что делает ее более функциональной в сравнении с 4-х позиционной системой. |
КАК РАБОТАЕТ СТАНОК С ЧПУ? • 3-осевая группа
Прежде чем показать вам, как работает токарный станок с ЧПУ, , вы должны знать, что это за тип промышленного станка.
Токарные станки с ЧПУ представляют собой полностью автоматизированные станки, управляемые программным обеспечением с числовым программным управлением . Одним из основных преимуществ является то, что они могут выполнять различные задачи и легко позиционировать оси X, Y или Z. Благодаря этим осям станок может легко перемещаться по детали в соответствии с ее геометрией (сферической, конической, квадратной и т. д.).
Также может работать со сложными деталями и различными материалами. С помощью этого типа оборудования можно сверлить, точить, фрезеровать, резать и выполнять другие задачи промышленного сектора. Это облегчает увеличение объема изготавливаемых деталей с большей точностью.
Итак, Как работает токарный станок с ЧПУ? Примите к сведению все!
Что такое токарный станок с ЧПУ и как он работает?
Теперь, когда мы знаем, что такое токарный станок с ЧПУ, следующим шагом будет знакомство с некоторыми его основными частями. В данном случае речь идет об обычном токарном станке с ЧПУ.
В данном случае речь идет об обычном токарном станке с ЧПУ.
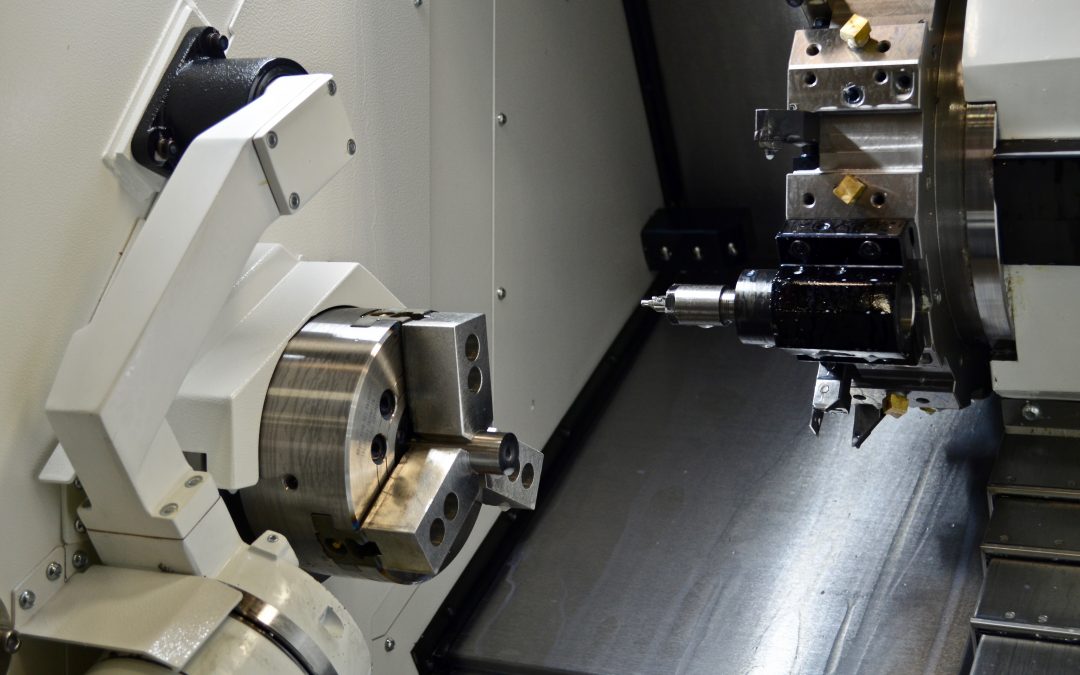
- Главный шпиндель : Главный шпиндель состоит из узла шпинделя и системы привода шпинделя. Это некоторые из движущихся частей станка с ЧПУ, в том числе двигатели, шестерни и патрон. Кроме того, привод оси C, который помогает позиционировать материал, также будет собран со шпинделем.
- Направляющая : Позволяет инструменту перемещаться по горизонтали и вертикали для достижения плавного процесса резки.
- Патрон : Патрон представляет собой конструкцию, удерживающую обрабатываемые детали. Он прикреплен к основному шпинделю, который вращает как патрон, так и заготовку.
- Передняя бабка : Передняя бабка, состоящая из главного двигателя, удерживает главный шпиндель, на котором установлен патрон.
Что касается работы токарного станка с ЧПУ, наиболее важной частью операции является:
Контроллер станка с ЧПУ получает инструкции от компьютера и, используя собственное программное обеспечение, преобразует инструкции в электрические сигналы для активации двигателей, которые, в свою очередь, запустит систему привода.
Как пользоваться токарным станком с ЧПУ?
Токарный станок с ЧПУ обычно используется для производства точных круглых форм с наружным диаметром (OD) и внутренним диаметром (ID). На этом станке можно было обрабатывать практически все виды конструкций, в зависимости от их потребностей в различных отраслях промышленности.
Такие машины обычно используются в таких отраслях, как аэрокосмическая, электронная, нефтегазовая, автомобильная, медицинская и т. д.
Все еще не уверены? Преимущества использования токарных станков с ЧПУ:
- Повышают точность обработки.
- Дают возможность обрабатывать более сложные детали.
- Позволяет переключаться с одной части на другую.
- Поскольку это автоматизированный процесс, он снижает вероятность человеческих ошибок.
- По мере развития технологий производственные процессы этого типа токарных станков снижают затраты.

- Время обработки сокращается.
Шаги для правильной программы токарного станка с ЧПУ
Хотя использование станков с ЧПУ стало широко распространенным с годами, существует нехватка квалифицированного персонала для работы с этими станками. Причина проста , для использования программы ЧПУ требуются специальные исследования и обучение.
Однако, когда оператор не знает, как написать программу ЧПУ или приложение очень сложное , можно использовать программу CAM. Во многих случаях программа CAM работает в сочетании с системой автоматизированного проектирования (CAD). Это устраняет необходимость переопределять настройку заготовки для программы CAM. Кроме того, его проще использовать; рабочий должен указать операции обработки, которые должны быть выполнены, и программа CAM автоматически создаст программу ЧПУ.
Итак, существуют разные способы программирования токарного станка с ЧПУ:
- Непосредственно на станке, используя современную Систему поддержки программирования ЧПУ.

- В автономном режиме с использованием системы CAD/CAM.
В большинстве случаев токарные станки с ЧПУ должны иметь возможность обрабатывать одну программу ЧПУ, пока устанавливается и программируется следующая программа ЧПУ. Это помогает повысить эффективность производственного процесса и сэкономить время.
Посетите нашу торговую площадку и откройте для себя токарные станки с ЧПУ, которые ждут вас. Если вы предпочитаете, расскажите нам о своем проекте, и мы проконсультируем вас. Вы можете связаться с нами по электронной почте [email protected].
Программирование токарных станков с ЧПУ
Повторяющиеся циклы используются в программировании токарных станков с ЧПУ, чтобы минимизировать объем кода, который необходимо написать, и дать нам больше контроля над сложными формами и операциями. Система управления поймет операцию и выполнит повторяющийся цикл, следуя командам, данным программистом, до тех пор, пока функция не будет завершена.
G70 PQ;
Пример:
G00 X70.0 Z2.0;
Г42;
Г70 Р100 К200;
G00 X70.0 Z5.0;
G53 X0.0 Z-210.0 M09;
Г40 М05;
Этот цикл используется после одного из циклов черновой обработки и следует контуру, запрограммированному в этом цикле черновой обработки. Значения «P» и «Q» используются для определения местоположения профиля в этом цикле и выполнения следующего за ним чистового прохода.
Г71 УР;
G71 P Q U W F;
Пример:
G71 U1.0 R1.0;
G71 P100 Q200 U0.2 W.05 F0.2;
Н100 G00 Х19,0;
G01 G42 Z0.0 F0.2;
З-65.0, Р5.0;
Х60,0;
N200 G40 X70. 0 Z5.0 F200;
0 Z5.0 F200;
Цикл черновой обработки G71 повторяет контур, запрограммированный между N числами. Он используется для удаления материала путем резки вдоль оси Z, оставляя часть материала для чистовой обработки с использованием цикла G70.
Узнайте больше о
G72 W1 R;
G72 P Q U W2 F;
Пример:
G72 W1000 R100;
G72 P100 Q200 U0.03 W0.03 F0.01;
N100 G00 Z-0,2 S500 P11;
G01 X3.0 F0.01;
Х2,0 Z-0,5;
З-0,1;
Х0,5;
Н200 Х0,0;
Цикл черновой обработки G72 повторяет контур, который запрограммирован между номерами N. Он работает так же, как цикл G71, но используется для удаления материала путем резки вдоль оси X.
Узнайте больше о
G73 U(1) W(1) R;
G73 P Q U(2) W(2) F;
Пример:
G73 U0,5 W0,2 R0,03;
G73 P100 Q200 U0. 4 W0.01 F0.01;
4 W0.01 F0.01;
N100 G00 X1.0 S1000 P11;
G01 Z-0,4 F0,01;
Х2,0 З-1,0;
З-1,5;
Н200 Х4,0;
Цикл G73 представляет собой повторяющийся цикл черновой обработки, используемый при растачивании или токарной обработке. За ним следует чистовой цикл G70.
Узнайте больше о
G75 X Z P Q F;
Пример:
G00 X3.0 Z-6.0;
G75 X2.0 Z-1.0 P0.1 Q0.15 F.002;
G00 X10.0 Z12.0;
Цикл G75 используется для нарезания канавок на площади, большей, чем инструмент для нарезки канавок.
(однострочный)
G76 X Z I K D A F;
Пример:
G97 S400 M03;
G00 X20. 0 Z5.0 M08;
0 Z5.0 M08;
G76 X18.2 Z-18.0 I-.01 K900 D100 A60 F1.5;
G00 X25.0 Z10.0;
Если параметры станка настроены правильно, можно использовать один блок для обработки резьбы. Обратите внимание, что это может работать не на каждом токарном станке или обрабатывающем центре, поэтому был включен следующий метод
(двойная линия)
G76 P (1) (2) (3) Q R;
G76 X Z P Q R F;
Пример:
G00 X20.0 Z5.0 M08;
G76 P040060 Q100 R.02;
G76 X18.2 Z-18.0 P180 Q160 F1.5;
G00 X25. 0 Z10.0;
0 Z10.0;
Более распространенный двухстрочный формат цикла нарезания резьбы G76 при программировании токарного станка с ЧПУ
Узнайте больше о
G83 Z Q R P F ;
Пример:
Z1.0;
G83 Z-50.0 P500 Q2000 P1000 F0.08;
Г80;
Цикл сверления с центральным сверлением G83 используется с приводным инструментом для сверления со смещением от центральной линии по оси Z.
G84 Z Q R F;
Пример:
X0;
G84 Z-5.0 Q2000 R1000 F0.0625;
G80 G0 X5.0;
Цикл G84 используется для нарезания резьбы по оси Z, если не нарезана резьба по центральной линии детали.
G87 X R Q P F;
Пример:
X42.
