Чпу токарный станок: Токарный станок с чпу по металлу купить в интернет магазине в Москве
Содержание
Токарный станок ЧПУ — XYZ RLX 555 — XYZ Machine Tools
Добавить в папку «Избранное»
Добавить к сравнению
Более подробная информация на сайте XYZ Machine Tools
Характеристики
- Тип управления
- ЧПУ
- Направление шпинделя
- горизонтальный
- Количество осей
- 2 оси
- Другие характеристики
- сверхточный, с высокой производительностью
- Диаметр
560 mm (22,05 in)
- Скорость вращения
МИН.: 30 rpm (188,496 rad.min-1)
МАКС.: 1 800 rpm (11 309,734 rad.min-1)
- Максимальная длина резки
900 mm, 1 650 mm (35 in)
- Номинальная мощность
15 ch (15 hp)
- Интенсивность полной нагрузки
42 A
- Габаритная длина
2 600 mm, 3 450 mm (102 in)
- Габаритная ширина
1 600 mm (63 in)
- Общая высота
1 910 mm (75 in)
- Вес
3 200 kg, 4 100 kg (7 055 lb)
Описание
Последнее поколение системы управления ProtoTRAK RLX обеспечивает максимальную производительность оператора, особенно при изготовлении единичных деталей или небольших партий. Даже оператор без опыта работы с ЧПУ будет изготавливать простые или сложные детали в течение нескольких часов.
Даже оператор без опыта работы с ЧПУ будет изготавливать простые или сложные детали в течение нескольких часов.
Хвостовая бабка
Тяжелая задняя бабка с двумя точками зажима предотвращает перемещение при обработке деталей между центрами. Перестановка не требует усилий и достигается за счет воздушной подушки, которая приподнимает заднюю бабку от станины (не на XYZ ProTURN RLX 1630).
Охрана
Станок изготовлен и огражден в соответствии с последними нормами CE для обеспечения полной безопасности оператора. В закрытом состоянии и при работе с ЧПУ легко поднимающееся, полностью закрытое ограждение обеспечивает водонепроницаемую изоляцию стружки и охлаждающей жидкости.
Седло и фартук
Фартук перемещается вместе с седлом и имитирует действия ручного токарного станка. Это придает уверенность в том, что токарный станок с ЧПУ станет привычным для начинающего пользователя, а джойстик обеспечивает быстрое позиционирование.
Бабка
В конструкции бабки используются японские шестерни с индукционной закалкой и прецизионной шлифовкой. Два прецизионных конических роликовых подшипника и опорный подшипник цапфы обеспечивают жесткость и концентричность шпинделя. Масляная смазка под высоким давлением подается ко всем шестерням и подшипникам через насос и масляный радиатор, обеспечивая термическую стабильность, бесшумную работу и долгий срок службы.
Два прецизионных конических роликовых подшипника и опорный подшипник цапфы обеспечивают жесткость и концентричность шпинделя. Масляная смазка под высоким давлением подается ко всем шестерням и подшипникам через насос и масляный радиатор, обеспечивая термическую стабильность, бесшумную работу и долгий срок службы.
Лоток для стружки
Открывающийся спереди лоток для стружки облегчает удаление стружки и уменьшает занимаемое пространство в задней части станка.
TRAKing®
Токарные станки Proturn в стандартной комплектации оснащены системой TRAKing, которая позволяет оператору вращать маховик, а станку двигаться по программе. Чем быстрее вы вращаете маховик, тем быстрее происходит обработка. Остановка или реверс маховика, и станок
—
Это автоматический перевод. (просмотреть оригинал на английском языке)
Каталоги
Для этого товара не доступен ни один каталог.
Посмотреть все каталоги XYZ Machine Tools
Более подробная информация на сайте XYZ Machine Tools
Другие изделия XYZ Machine Tools
Proturn RLX Lathes
Посмотреть всю продукцию XYZ Machine Tools
* Цены указаны без учета налогов, без стоимости доставки, без учета таможенных пошлин и не включают в себя дополнительные расходы, связанные с установкой или вводом в эксплуатацию. Цены являются ориентировочными и могут меняться в зависимости от страны, цен на сырьевые товары и валютных курсов.
Цены являются ориентировочными и могут меняться в зависимости от страны, цен на сырьевые товары и валютных курсов.
Токарний верстат з ЧПУ DMTG CKE6150Z: цена, фото, отзывы
Опис
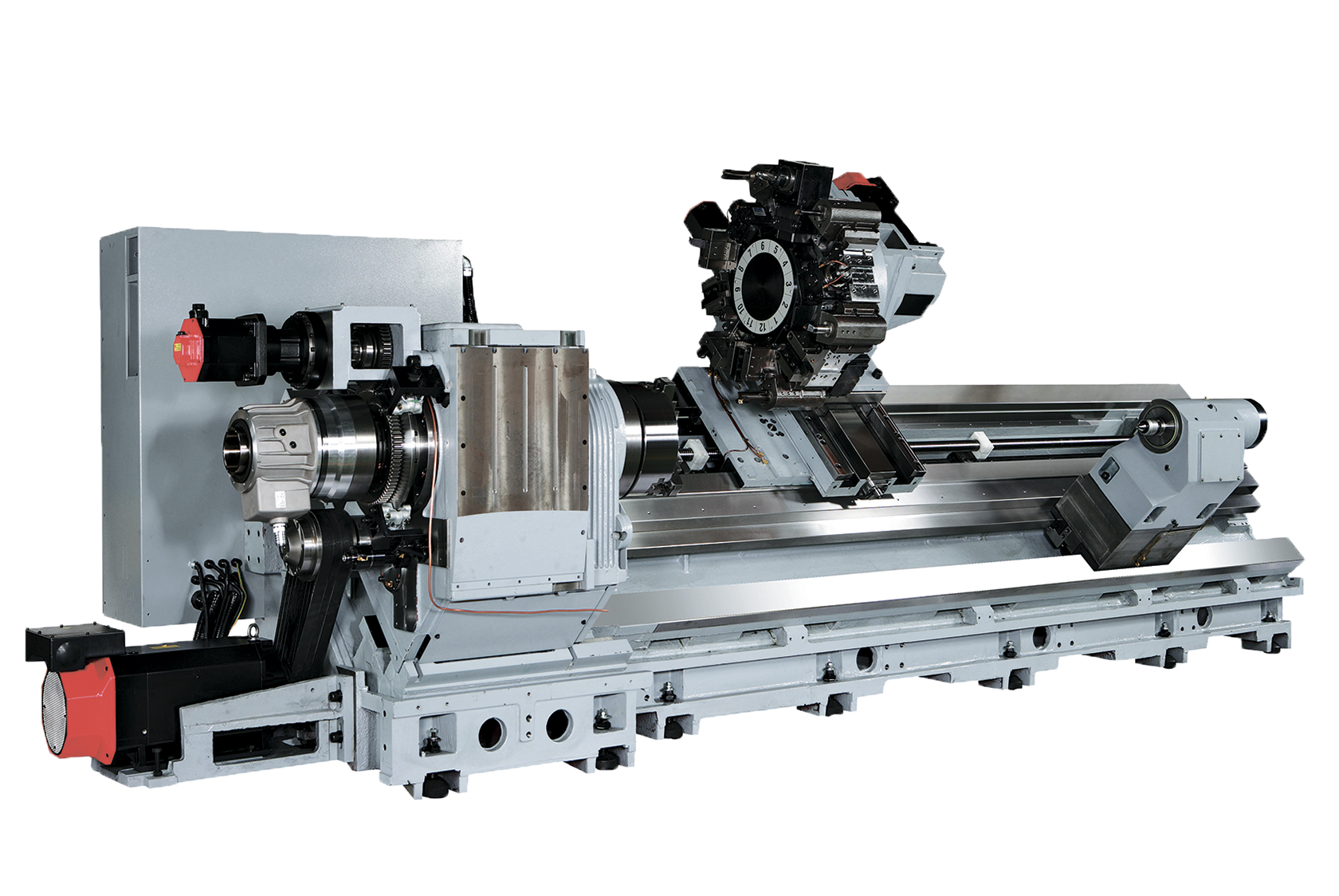
Верстат токарно-гвинторізний DMTG CKE6150z з ЧПУ Fanuc призначений для токарної обробки в один або кілька проходів в автоматичному циклі зовнішніх і внутрішніх поверхонь деталей типу тіл обертання зі ступінчатим і криволінійним профілем різної складності, включаючи нарізування різьби.
Ефективність роботи, ціну і якість даного верстата по справжньому оцінили цілий ряд великих державних підприємств і малі приватні підприємства, які займаються металообробкою.
Верстат з програмним управлінням поєднує в собі можливості виконання токарної обробки з високою якістю і повторюваністю, з простотою використання і налагодження. На верстаті з керуючою програмою і вручну можна виконувати різноманітну прямолінійну і криволінійну токарну обробку: проточку, нарізування різьби (різцем, різьбонарізний пластиною, мітчиком), розточування і т. д.
На верстаті з керуючою програмою і вручну можна виконувати різноманітну прямолінійну і криволінійну токарну обробку: проточку, нарізування різьби (різцем, різьбонарізний пластиною, мітчиком), розточування і т. д.
Токарний верстат управляється сучасною системою ЧПУ виробництва компанії фанук (Японія). Пульт управління розміщений на пересувному шасі, з можливістю повороту на 90 градусів, переміщення незалежно від захисних дверей зони різання. Крім системи управління, сервоприводів і пульта управління, на верстаті встановлені настроюється система імпульсної змащення напрямних і ШВП, освітлення зони різання, електромагнітний гальмо електродвигуна шпинделя, додається набір ключів та інструменту для експлуатації верстата. Всі інструкції з експлуатації та обслуговування верстата і його вузлів надається російською мовою.
Матеріал оброблюваних заготовок: кольорові метали, легкі сплави, різні види сталі, чавун.
Дані верстати поєднують високу швидкістю різання на третьому діапазоні і високий крутний момент на першому діапазоні, точність позиціонування забезпечується підшипниками NSK і ШВП класу C3. Інтуїтивний інтерфейс управління і виняткову надійність за рахунок застосування якісних комплектуючих і добротної складання дозволяють швидко проводити навчання операторів і приступати до випуску продукції. Гарантія на обладнання 12 місяців після здачі горизонтального токарного верстата на території замовника. Пусконалагоджувальні роботи здійснюються нашими фахівцями в найкоротші терміни.
Особливості конструкції
- Виробник: Dalian Machine Tool Group, Китай
- Чавунна Станина, суцільнолита, забезпечує надійну опору для всіх рухомих частин верстата.
- Дві основні напрямні мають «V» — образний профіль і третя напрямна – плоска, напрямна ковзання, яка надає супорта додаткову опору, що безсумнівно збільшує точнісні показники верстата. Всі напрямні мають гартівний шар (індукційний метод загартування) глибиною не менше 2 мм.
- Верстат стандартно комплектується револьверною головою на 6 інструментів з горизонтальною віссю обертання, хвостовик перерізом 25х25 мм, така револьверна голова використовується при виготовленні більш складних деталей, які вимагають великої кількості інструменту. Так само на торець револьверною голови можна встановити різцеві блоки під розточний інструмент перетином 16, 20, 22, 25 мм і 25х25 мм
- Опціонально встановлюється чотирьох позиційна автоматична резцедержка з вертикальною віссю обертання під хвостовик перерізом 25х25 мм, має жорстку конструкцію і застосовується при силовому різанні.
- Механіка передня бабки дає можливість роботи в трьох швидкісних режимах при максимально однаковому момент обертання. Пустотілий шпиндель дозволяє точити деталі з цільного прутка не нарізаючи з нього заготовки в розмір, що скорочує загальний робочий час. Зона обробки. Зона обробки має зручні великі двері, які забезпечують завантаження, як зверху – кран-балкою (важких заготовок), так і спереду – безпосередньо самим токарем.
 Станція автоматичного змащення.
Станція автоматичного змащення. - Станція мастила об’ємом 2 літри автоматично змащувати всі рухомі частини верстата, токарю необхідно тільки стежити за рівнем масла!
- Верстат оснащений приводами по осях X і Z, а так само системою ЧПУ – Фанук. Дана систем виробництва Японії дозволять максимально ефективно використовувати верстат при виготовленні широкої гами деталей.
- Податчик прутка дозволяє автоматизувати обробку деталей з пруткового матеріалу(за дод. плату)
Технічні характеристики токарного верстата з ЧПУ DMTG CKE6150z/1000
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 01 ~ 3000
01 ~ 3000 револьверна головка,з
револьверна головка,з вага заготовки
вага заготовки
Стандартна комплектація
- Автоматична система змащування напрямних і ШВП
- ЧПУ Fanuc 0i
- 6 позиційна револьверна головка, хвостовик 25х25 (2 розточувальних блоку, 1 під блоки)
- Сервоприводу Fanuc
- Освітлення робочої зони
- 3-х кулачковий патрон
- Набір ключів і інструменту для обслуговування верстата
- Нерухомий центр
- Система подачі СОЖ
- Документація російською мовою
Характеристики
Інформація для замовлення
2-осевой HTC — Кент с ЧПУ
2-осевой HTCKent CNC2023-05-27T16:34:00-08:00
Основные характеристики
Серия 2-осевых токарных станков с наклонной станиной с ЧПУ Kent сочетает в себе проверенную конструкцию станка с передовыми технологиями управления и производства. Надежность и стабильность делают их фаворитами как среди требовательных ремонтных мастерских, так и на собственном производстве.![]() Мощная револьверная головка и жесткая конструкция корпуса станка обеспечивают более высокую эффективность токарной обработки с лучшим качеством обработки и более длительным сроком службы инструмента, что приводит к повышению производительности и прибыльности во всех отношениях. Повысьте свою глобальную конкурентоспособность сегодня.
Мощная револьверная головка и жесткая конструкция корпуса станка обеспечивают более высокую эффективность токарной обработки с лучшим качеством обработки и более длительным сроком службы инструмента, что приводит к повышению производительности и прибыльности во всех отношениях. Повысьте свою глобальную конкурентоспособность сегодня.
3-х кулачковый патрон до 15″ с усилием стержня 5,15″
Максимальный диаметр обточки до 35,4″ и максимальная длина обточки 82″
Высокоскоростная/высокоточная револьверная головка на 12 позиций
Коробчатые направляющие с индукционной закалкой и прецизионной шлифовкой
Наклонная под 45° станина с цельным литьем Meehanite® для превосходного демпфирования и стабильности
Высокоточный шарик C3 винты и предварительное натяжение для повышенной точности
Автоматическая система смазки, дозированные обратные клапаны и поршневой распределитель
Программируемая трубка продувки шпинделя
Токарный станок с ЧПУ KLR-400 Обзор
KLR Токарная обработка с осью Y и вспомогательной Демонстрация шпинделя
Запросить цену
Технические характеристики
Подробная информация
Технические характеристики
| КЛР-200 | КЛТ-2000 | КЛР-300 | КЛР-360 | КЛР-400 | КЛР-600 | |
|---|---|---|---|---|---|---|
| Максимальный диаметр поворота | 11,41″ | 11,8″ | 19,7″ | 21,6″ | 26,8″ | 35,4″ |
| Максимальная длина обточки | 21,65″ – 38,58″ | 15,7″ | 27,6″ – 86,6″ | 24,8″ | 43,3″ – 157″ | 43,3 дюйма (до 157 дюймов) |
| Нос шпинделя | А2-6 | А2-6 | A2-8 (опция A2-11) | A2-11 (опция A2-15) | А2-11 | |
| Диаметр патрона | 8″ | 8″ | 10″ (опция до 15″) | 12″ | 15″ (опция до 20″) | 15″ (опция до 20″) |
| Скорость вращения шпинделя | 4000 об/мин | 4500 об/мин | 3500 об/мин | 2700 об/мин | 2200 об/мин | 2200 об/мин |
| Бар | 2″ (опция 2,56″) | 2″ (опция 2,56″) | 2,95″ (опция 3,5″ – 4,1″) | 3,54″ | 4,52″ (опция 6,3″) | 4,52″ (опция 7,08″) |
| Двигатель шпинделя | До 20 л. с. с. | До 20 л.с. | До 25 л.с. | До 30 л.с. | До 50 л.с. | До 50 л.с. |
| Наклонная кровать | 45° | 45° | 30° | 30° | 45° | 45° |
| Ускоренный ход оси Z | 787 изображений в минуту | 1181 дюймов в минуту | 788 изображений в минуту | 789 изображений в минуту | 944 – 236 изображений в минуту | 944 – 236 изображений в минуту |
| Быстрое перемещение X-xis | 788 изображений в минуту | 1181 изображений в минуту | 944 изобр/мин | 787 изображений в минуту | 787 изображений в минуту | 787 изображений в минуту |
| Направляющие | Коробка | Линейный | Коробка | Коробка | Коробка | Коробка |
| Перемещение по оси Z | 23,6″ | 15,7″ | 29,5″ (опция до 88,6″) | 29,5″ | 47,2″ (опция до 161″) | 59″ |
| Перемещение по оси X | 8,7″ | 6,69″ | 11,8″ | 10,8″ + 1,2″ | 14,4″ | 18,5″ |
| Револьверные инструментальные станции | 12 (8/10) | До 12 | 12 | 12 | 12 | 12 |
| Ход задней бабки | 21,5″ (опция 41,1″) | 7,87″ | 21,3″ (опция до 80,3″) | 21,2″ | – | – |
| Перо для путешествий | 3,1″ | 5,9″ | 4,7″ | 4,72″ | 5,9″ | 5,9″ |
| Диаметр пиноли | 3,0 дюйма | 2,75″ | 3,3″ | 3,34″ | 6,3″ | 6,3″ |
| Позиционирование | 0,0001″ | 0,0001″ | 0,0001″ | 0,0001″ | 0,0001″ | 0,0001″ |
| Вес машины | 7925 – 11440 фунтов | 3300 фунтов | 12133 – 19854 фунта | 13668 фунтов | 26400 – 50600 фунтов | 28600 – 52800 фунтов |
| Размеры машины | 114″ – 146″ x 63″ x 67″ | 126″ x 71″ x 91″ | 118″ – 201″ x 71″ x 71″ | 134″ x 87″ x 91″ | 209″ – 99″ x 102″ | 209″ – 99″ x 118″ |
Подробная информация
Kent CNC производит и продает больше, чем должна, токарно-фрезерных станков, станков, которые становятся все более незаменимыми для тех, кто поставляет детали для аэрокосмической, медицинской, энергетической, и другие требовательные отрасли. Они сокращают объем незавершенного производства, улучшают качество деталей, а при правильном оснащении также сокращают общее время наладки. Но есть также много ситуаций, когда вам нужен только 2-осевой токарный станок с ЧПУ.
Они сокращают объем незавершенного производства, улучшают качество деталей, а при правильном оснащении также сокращают общее время наладки. Но есть также много ситуаций, когда вам нужен только 2-осевой токарный станок с ЧПУ.
Рассмотрим простую работу для нескольких десятков шайбовых прокладок. Просто, верно? Но если вам не нравится скучная повторяющаяся работа, это слишком много деталей для ручного токарного станка. Кроме того, как я уже сказал, это излишество для токарно-фрезерного станка. Эта и бесчисленное множество других деталей попадают в эту категорию, включая фланцы, адаптеры, фитинги, корпуса подшипников и многое другое. Даже детали, которые имеют пару поперечных отверстий здесь или пару шпоночных пазов там, могут лучше подходить для двухосевого токарного станка с ЧПУ, несмотря на то, что для их удержания потребуется дополнительная операция и приспособление.
Что вам нужно от двухосевого токарного станка с ЧПУ?
- Во-первых, держитесь подальше от сварной стали или легких конструкций — вам нужна машина с цельной станиной с наклоном под углом 45° в качестве основы.
- Направляющие должны быть достаточно широкими, чтобы выдерживать тяжелое резание, а также прецизионно отшлифованы и закалены для долговременной точности.
- Вам также понадобится программируемая задняя бабка, быстрая и прочная револьверная головка, лучшая в отрасли система ЧПУ, а поскольку вы собираетесь производить много стружки, обязательно выберите станок с надежной системой охлаждения и конвейер для стружки.
- Наконец, поищите токарный станок с абсолютными энкодерами. Они устраняют необходимость возвращать машину в исходное положение и предотвращают любые несчастные случаи. Это отличная функция, которой не было, когда ЧПУ впервые появились на рынке.
Определенно есть место для токарно-фрезерных станков. Фактически, Kent CNC дает клиентам возможность добавлять приводные инструменты, вспомогательный шпиндель и фрезерную обработку по оси Y к своим токарным центрам серии KLR, станкам, которые стандартно поставляются со всем, что только что было описано. Мы предоставляем варианты для наших токарных станков с ЧПУ, чтобы они соответствовали и масштабировались в зависимости от вашего ассортимента деталей, объемов работ и бюджета. Позвоните нам и узнайте, будет ли достаточно 2-осевого горизонтального токарного центра или вам нужно что-то большее. В любом случае, мы здесь, чтобы помочь.
Мы предоставляем варианты для наших токарных станков с ЧПУ, чтобы они соответствовали и масштабировались в зависимости от вашего ассортимента деталей, объемов работ и бюджета. Позвоните нам и узнайте, будет ли достаточно 2-осевого горизонтального токарного центра или вам нужно что-то большее. В любом случае, мы здесь, чтобы помочь.
Запрос котировки
Программирование токарного станка с ЧПУ для токарной обработки
Нулевая часть в программах токарной обработки с ЧПУ
Стоит немного подумать о том, где вы хотели бы разместить нулевую часть в токарной программе. Нуль оси X всегда выбирается как осевая линия шпинделя при токарной обработке по разным причинам.
Для нулевой точки оси Z можно выбрать одну из трех популярных точек:
– Лицевая сторона патрона: Единственное преимущество этого метода заключается в том, что каждый раз можно касаться торца патрона. Но деталь редко прилегает к поверхности патрона, поэтому этот метод создает больше сложностей при определении положения фактической детали.
– Лицевая часть кулачка патрона: этот немного лучше, так как его легко измерить, а также установить нулевую часть на конце детали, которая плотно прижата к поверхности кулачка. Но мы можем сделать еще лучше.
– Конец готовой детали: это наиболее популярный подход, поскольку многие детали необходимо перевернуть в патроне и обработать с обоих концов. Недостатком является то, что когда начинается обработка, нет готовой детали, которую можно было бы отрезать. Машинисты обычно используют припуск или делают быстрый разрез, чтобы создать законченный конец, чтобы решить эту проблему.
Смена инструмента и выбор инструмента на токарном станке с ЧПУ
Между типичными сменами инструментов для токарных станков с ЧПУ и сменами фрезерных инструментов есть несколько различий. Во-первых, токарный станок не использует команду M06 — инструмент меняется, как только выполняется слово «T». Во-вторых, многие токарные станки кодируют смещение износа инструмента в адресе, следующем за словом «T»:
T ttww
В примере «tt» означает номер инструмента, а «ww» означает смещение износа. Различные элементы управления могут быть настроены с различным количеством цифр для выбора инструмента и компенсации износа.
Различные элементы управления могут быть настроены с различным количеством цифр для выбора инструмента и компенсации износа.
Токарные станки с ЧПУ настроены таким образом, что каждый инструмент может иметь более одной коррекции износа. Это делается потому, что токарная обработка часто требует очень жестких допусков, и один и тот же инструмент часто используется для обработки нескольких элементов детали. Используя разное смещение износа для каждого элемента, оператор может измерять детали по мере их отрыва и настраивать смещение износа, чтобы каждый элемент соответствовал заданным допускам.
Все это предполагает, что ваш токарный станок оснащен револьверной головкой. Может и нет — на некоторых токарных станках используется Gang Tooling. Это выходит за рамки этой вводной главы, но инструментарий банды будет рассмотрен в следующей статье. Достаточно сказать, что при наборе инструментов инструменты устанавливаются на ползун, и программа выбирает инструмент, явно программируя движения ползуна по осям X и Z.
Автоматическое снятие фаски и скругление углов с помощью G01
При повороте друг к другу под углом 90 градусов вы получите очень острые кромки. На чертежах очень часто указывается, что эти края должны быть разбиты с помощью фаски или радиуса. Многие элементы управления предоставляют функцию, предназначенную именно для этой цели, которая называется автоматическим снятием фаски и автоматическим скруглением углов. Как только вы привыкнете к этому, это очень удобная функция, но нужно немного привыкнуть к тому, как ее настроить. Я предпочитаю использовать «C» или «R», а не I и K, поэтому я объясню это здесь. Мы будем использовать эту маленькую диаграмму:
Чтобы использовать функцию автоматического разрыва углов, G01 должен перемещаться только по одной оси — X или Z. Используя схему, выберите, какая ось движется и в каком направлении. Для каждой оси и направления есть две возможные фаски (или радиусы углов). Выберите тот, который вы хотите, и который говорит вам знак значения. «Радиус» — это величина значения. Используйте слово «C» для фаски и слово «R» для радиуса.
«Радиус» — это величина значения. Используйте слово «C» для фаски и слово «R» для радиуса.
Давайте рассмотрим пример. Скажем, мы движемся вверх по X (то есть X+), а на следующем ходу мы пойдем налево по Z (Z-). Глядя на график, мы идем вверх (X+), а затем нам нужна ветвь «C/R-». Итак, чтобы получить фаску, мы используем C-0,05 для фаски 0,05″. Для радиуса мы используем R-0,05 для радиуса 0,05.
Вот еще одна хитрость: если вы программируете в GWE, просто попробуйте сначала положительный результат, и вы увидите, правильно ли все идет. Переключитесь на минус, если это не так. Это позволяет обойтись без диаграммы.
Хорошо, давайте рассмотрим пример из верхней части скриншота страницы. Вот g-код:
N001 G18
N002 G00 X5 Z5
N003 G01 Z2 R0.236
N004 X10 C-0.118
N005 Z0
А вот бэкграунд от GWE: 9 0003
G01 Автоматическая обработка фаски и угла Пример округления…
Строка N003 — это ход чисто по Z справа налево. Мы хотим ввести дугу по часовой стрелке с радиусом 0,236. Глядя на диаграмму, это означает, что нам нужен положительный R, поэтому мы используем R0,236.
Мы хотим ввести дугу по часовой стрелке с радиусом 0,236. Глядя на диаграмму, это означает, что нам нужен положительный R, поэтому мы используем R0,236.
Далее делаем фаску по линии N004. В этом случае диаграмма говорит нам, что нам нужно отрицательное «C», поэтому мы используем C-0,118. Каждая сторона треугольника с фаской в качестве гипотенузы равна 0,118″.
Это просто, попробуйте сами!
Упражнения
1. Если у вас еще нет GWE, найдите время, чтобы зарегистрироваться. Это бесплатно в течение как минимум 30 дней и пока находится в бета-тестировании. Мы будем использовать его во многих упражнениях в каждом разделе этого курса.
2. Просмотрите руководство по программированию вашего токарного станка с ЧПУ и привыкните к тому, как работают его оси.
3. Узнайте, запускается ли ваш токарный станок в режиме диаметра или радиуса.
4. Используя GWE, напишите несколько простых программ токарного станка, которые обрабатывают несколько простых профилей.
