Что представляет собой процесс легирования: Процесс легирования — Литейное производство
|
Процесс легирования Категория: Литейное производство Процесс легирования Легирование — это введение в расплавленные или твердые металлы легирующих материалов для получения сплава заданного химического состава с целью придания ему определенных требуемых свойств. Общим (объемным) легированием называют введение легирующих материалов в жидкий металл и равномерное распределение их в объеме. Поверхностным легированием называют введение легирующих материалов в поверхностные слои затвердевшей или затвердевающей отливки. Легирующими материалами могут служить технически чистые элементы, преимущественно металлы, их сплавы или химические соединения. Основными легирующими элементами в стали и чугуне являются Cr, Ni, Mn, Si, Mo, W, Ti, Al, Nb, Co, Си, В и др. С развитием различных вариантов легирования появилась разновидность процесса, известная под названием микролегирования. При микролегировании остаточное содержание легирующих элементов не превышает 0,1%. Легированные сплавы можно получить при использовании шихтовых материалов первичной плавки, содержащих легирующие элементы. Такие материалы называют природнолегированными. Например, природнолегированными являются чугуны, в которые легирующие элементы вносятся из руды при восстановлении железа в доменной печи. Эти элементы могут сохраняться при последующем переделе чугуна в сталь или при переплавке чугуна в других плавильных агрегатах. И в этом случае стали и чугуны называют природнолегированными. Промышленные методы легирования приведены на схеме 1. Схема 1. Методы легирования Несмотря на разнообразие сплавов и методов легирования, известны только два принципиально различных случая влияния легирующих элементов на свойства сплавов: первый, когда легирующие элементы остаются в твердом растворе и второй, когда они помимо раствора, образуют включения, имеющие поверхность раздела. Влияние легирующих элементов на структуру и свойства сплава зависит от соответствия кристаллических решеток легирующего элемента и металла, являющегося основой сплава. Если атомный объем легирующего элемента, тип и параметры его кристаллической решетки подобны этим же характеристикам новного элемента сплава, то возможен первый случай, т.е. образование твердых растворов с большой концентрацией легирующего элемента. Многие литейные сплавы (например сталь, чугун, бронзы, латуни, силумины и др.) представляют собой различные твердые растворы легирующего элемента в основном элементе (железе, меди, алюминии). Легирующие элементы могут образовывать с основой сплава или другими присутствующими в нем элементами особые химические соединения (карбидные, оксидные, нитридные, карбонитридные и т. д.), обладающие многими ценными качествами: большой твердостью, высокой прочностью и пластичностью, хорошей химической стойкостью, магнитными (антимагнитными) свойствами, жаропрочностью и т. Если основной элемент сплава, например железо, подвержен в твердом состоянии полиморфным превращениям (а, у, б), то легирующие элементы определяют изменение свойств, получаемых в результате термической обработки соответствующих сплавов. Легирующие элементы могут расширять или уменьшать те или иные области, представляемые диаграммами состояния. Например, никель и марганец расширяют область твердого раствора в сплавах железо-углерод и после быстрого охлаждения от высокой температуры никелевая или марганцевая сталь при соответствующем содержании указанных элементов обладает вязкой немагнитной аустенитной структурой с высокой температурой рекристаллизации. Другие легирующие элементы, например хром, кремний, вольфрам, молибден и ванадий, сужают области у-твердого раствора и способствуют получению ферритной структуры с высокими магнитными свойствами и коррозионной стойкостью. Условия растворения легирующих элементов определяются общими законами растворов и диффузионными, устанавливающими условия проникновения легирующих элементов в затвердевающую или затвердевшую поверхность отливки. Характерной особенностью элементов, используемых для микролегирования, является их высокая химическая активность, т.е. способность непосредственно в расплаве взаимодействовать с кислородом, азотом, водородом, серой и некоторыми другими нежелательными примесями и таким образом нейтрализовать их вредное влияние. Реклама:Читать далее:Процесс модифицирования
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 , в алюминиевых сплавах — Si, Си, Mg, Ni, Cr, Со, Zn, в медных — Zn, Sn, Pb, Al, Mn, Fe, Ni, Be, в магниевых — Al, Zn и в свинцовых сплавах — Sn, Zn, Sb.
, в алюминиевых сплавах — Si, Си, Mg, Ni, Cr, Со, Zn, в медных — Zn, Sn, Pb, Al, Mn, Fe, Ni, Be, в магниевых — Al, Zn и в свинцовых сплавах — Sn, Zn, Sb.
 п. Равномерно и в достаточной степени распределенные в твердом растворе (или в качестве самостоятельной фазы) эти соединения придают сплавам необходимый для соответствующих условий эксплуатации комплекс свойств.
п. Равномерно и в достаточной степени распределенные в твердом растворе (или в качестве самостоятельной фазы) эти соединения придают сплавам необходимый для соответствующих условий эксплуатации комплекс свойств.
ЛЕГИРОВАНИЕ — это что такое ЛЕГИРОВАНИЕ
(от лат. ligo — связываю, соединяю), введение добавок в металлы, сплавы и полупроводники для придания им определенных физ., хим. или мех. св-в. Материалы, подвергнутые Л., наз. легированными. К ним относятся легированные стали и чугуны, легированные цветные металлы и сплавы, легированные полупроводники. Для Л. используют металлы, неметаллы (С, S, P, Si, В, N2 и др.), ферросплавы (см. Железа сплавы) и лигатуры — вспомогат. сплавы, содержащие легирующий элемент. Напр., осн. легирующие элементы в сталях и чугунах — Сr, Ni, Mn, Si, Mo, W, V, Ti, Al, Nb, Co, Сu, в алюминия сплавах —Si, Cu, Mg, Ni, Cr, Co, Zn, в магния сплавах— Zn, Al, Mn, Si, Zr, Li, в меди сплавах-Zn, Sn, Pb, Al, Mn, Fe, Ni, Be, Si, P, в титана сплавах —Al,Mo, V, Mn, Сu, Si, Fe, Zn, Nb. Л. — качеств. понятие. В каждом металле или сплаве из-за особенностей производств. процесса или исходного сырья присутствуют неизбежные примеси. Их не считают легирующими, т. к. они не вводились специально.
ligo — связываю, соединяю), введение добавок в металлы, сплавы и полупроводники для придания им определенных физ., хим. или мех. св-в. Материалы, подвергнутые Л., наз. легированными. К ним относятся легированные стали и чугуны, легированные цветные металлы и сплавы, легированные полупроводники. Для Л. используют металлы, неметаллы (С, S, P, Si, В, N2 и др.), ферросплавы (см. Железа сплавы) и лигатуры — вспомогат. сплавы, содержащие легирующий элемент. Напр., осн. легирующие элементы в сталях и чугунах — Сr, Ni, Mn, Si, Mo, W, V, Ti, Al, Nb, Co, Сu, в алюминия сплавах —Si, Cu, Mg, Ni, Cr, Co, Zn, в магния сплавах— Zn, Al, Mn, Si, Zr, Li, в меди сплавах-Zn, Sn, Pb, Al, Mn, Fe, Ni, Be, Si, P, в титана сплавах —Al,Mo, V, Mn, Сu, Si, Fe, Zn, Nb. Л. — качеств. понятие. В каждом металле или сплаве из-за особенностей производств. процесса или исходного сырья присутствуют неизбежные примеси. Их не считают легирующими, т. к. они не вводились специально. Напр., уральские железные руды содержат Сu, керченские — As, в сталях, полученных из этих руд, также имеются примеси соотв. Сu и As. Использование луженого, оцинкованного, хромированного и др. металлолома приводит к тому, что в получаемый металл попадают примеси Sn, Zn, Sb, Pb, Ni, Cr и др. При Л. металлов и сплавов могут образовываться твердые р-ры замещения, внедрения или вычитания, смеси двух и более фаз (напр., Ag в Fe), интерметаллиды, карбиды, нитриды, оксиды, сульфиды, бориды и др. соед. легирующих элементов с основой сплава или между собой. В результате Л.существенно меняются физ.-хим. характеристики исходного металла или сплава и, прежде всего, электронная структура. Легирующие элементы влияют на т-ру плавления, область существования аллотропич. модификаций и кинетику фазовых превращений, характер дефектов кристаллич. решетки, на формирование зерен и тонкой кристаллич. структуры, на дислокац. структуру (затрудняется движение дислокаций), жаростойкость и коррозионную стойкость, элсктрич.
Напр., уральские железные руды содержат Сu, керченские — As, в сталях, полученных из этих руд, также имеются примеси соотв. Сu и As. Использование луженого, оцинкованного, хромированного и др. металлолома приводит к тому, что в получаемый металл попадают примеси Sn, Zn, Sb, Pb, Ni, Cr и др. При Л. металлов и сплавов могут образовываться твердые р-ры замещения, внедрения или вычитания, смеси двух и более фаз (напр., Ag в Fe), интерметаллиды, карбиды, нитриды, оксиды, сульфиды, бориды и др. соед. легирующих элементов с основой сплава или между собой. В результате Л.существенно меняются физ.-хим. характеристики исходного металла или сплава и, прежде всего, электронная структура. Легирующие элементы влияют на т-ру плавления, область существования аллотропич. модификаций и кинетику фазовых превращений, характер дефектов кристаллич. решетки, на формирование зерен и тонкой кристаллич. структуры, на дислокац. структуру (затрудняется движение дислокаций), жаростойкость и коррозионную стойкость, элсктрич.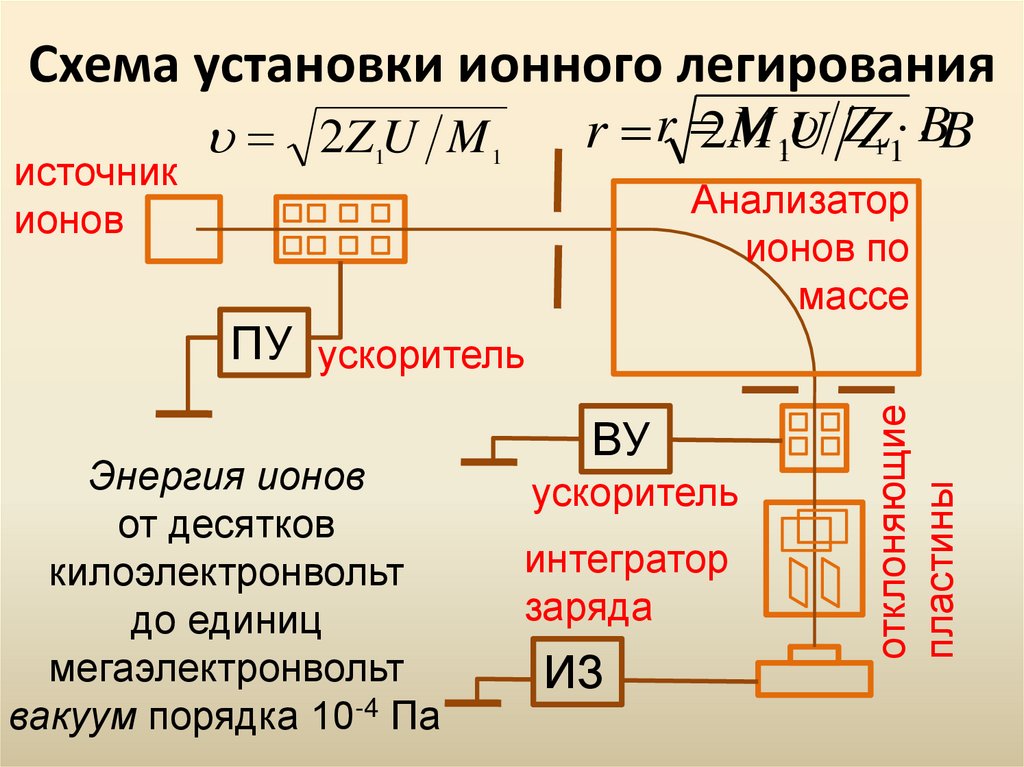 , магн., мех., технол. (напр., свариваемость, шлифуемость, обрабатываемость резанием), диффузионные и мн. др. св-ва сплавов. Л. подразделяют на объемное и поверхностное. При объемном Л. легирующий элемент в среднем статистически распределяется в объеме металла. В результате поверхностного Л. легирующий элемент сосредоточивается на пов-сти металла. Л. сразу неск. элементами, определенное содержание и соотношение к-рых дает возможность получить требуемый комплекс св-в, наз. комплексным Л. и соотв. сплавы — комплекснолегированными. Напр., в результате Л. аустенитной хромоникелевой стали вольфрамом ее жаропрочность возрастает в 2-3 раза, а при совместном использовании W, Ti и др. элементов — в 10 раз. Условно различают понятия: Л., микролегирование и модифицирование. При Л. в сплав вводят 0,2-0,5% по массе и более легирующего элемента, при микролегировании — чаще всего до 0,1 %, при модифицировании — меньше, чем при микролегировании, или столько же, однако задачи, решаемые микролегированием и модифицированием, разные.
, магн., мех., технол. (напр., свариваемость, шлифуемость, обрабатываемость резанием), диффузионные и мн. др. св-ва сплавов. Л. подразделяют на объемное и поверхностное. При объемном Л. легирующий элемент в среднем статистически распределяется в объеме металла. В результате поверхностного Л. легирующий элемент сосредоточивается на пов-сти металла. Л. сразу неск. элементами, определенное содержание и соотношение к-рых дает возможность получить требуемый комплекс св-в, наз. комплексным Л. и соотв. сплавы — комплекснолегированными. Напр., в результате Л. аустенитной хромоникелевой стали вольфрамом ее жаропрочность возрастает в 2-3 раза, а при совместном использовании W, Ti и др. элементов — в 10 раз. Условно различают понятия: Л., микролегирование и модифицирование. При Л. в сплав вводят 0,2-0,5% по массе и более легирующего элемента, при микролегировании — чаще всего до 0,1 %, при модифицировании — меньше, чем при микролегировании, или столько же, однако задачи, решаемые микролегированием и модифицированием, разные. Микролегирование эффективно влияет на строение и энергетич. состояние границ зерен, при этом предполагается, что в сплаве будут реализованы два механизма упрочнения — благодаря Л. твердого р-ра и в результате дисперсионного твердения. Модифицирование способствует в процессе кристаллизации измельчению структуры, изменению геом. формы, размеров и распределения неметаллич. включений, изменению формы эвтектич. выделений, в целом улучшая мех. св-ва. Для микролегирования используют элементы, обладающие заметной р-римостью в твердом состоянии (более 0,1 ат. %), для модифицирования обычно служат элементы с ничтожной р-римостью ([0,1 ат. %). Осн. способ объемного Л. — сплавление основного элемента с легирующими в печах (конвертеры, дуговые, индукционные, тигельные, отражательные, пламенные, плазменные, электроннолучевые, вакуумно-дуговые и др.). При этом часто возможны большие потери особенно активных элементов (Mg, Cr, Mo, Ti и др.), взаимодействующих с O2 или N2. С целью уменьшения потерь при выплавке и обеспечения более равномерного распределения легирующего элемента в объеме жидкой ванны используют лигатуры.
Микролегирование эффективно влияет на строение и энергетич. состояние границ зерен, при этом предполагается, что в сплаве будут реализованы два механизма упрочнения — благодаря Л. твердого р-ра и в результате дисперсионного твердения. Модифицирование способствует в процессе кристаллизации измельчению структуры, изменению геом. формы, размеров и распределения неметаллич. включений, изменению формы эвтектич. выделений, в целом улучшая мех. св-ва. Для микролегирования используют элементы, обладающие заметной р-римостью в твердом состоянии (более 0,1 ат. %), для модифицирования обычно служат элементы с ничтожной р-римостью ([0,1 ат. %). Осн. способ объемного Л. — сплавление основного элемента с легирующими в печах (конвертеры, дуговые, индукционные, тигельные, отражательные, пламенные, плазменные, электроннолучевые, вакуумно-дуговые и др.). При этом часто возможны большие потери особенно активных элементов (Mg, Cr, Mo, Ti и др.), взаимодействующих с O2 или N2. С целью уменьшения потерь при выплавке и обеспечения более равномерного распределения легирующего элемента в объеме жидкой ванны используют лигатуры. Др. способы объемного Л. — механическое Л., совместное восстановление, электролиз, плазмохим. р-ции. Мех. Л. осуществляют в установках — аттриторах, представляющих собой барабан, в центре к-рого имеется вал с насаженными на него кулачками. В барабан засыпают порошки компонентов будущего сплава. При вращении и ударе кулачков по мех. смеси происходит постепенное «вбивание» легирующих элементов в основу. При многочасовой обработке удается получать равномерное распределение элементов в сплаве. При совместном восстановлении смешивают порошки оксидов компонентов сплава с восстановителем, напр. с СаН 2, и нагревают. При этом СаН 2 восстанавливает оксиды до металлов, одновременно протекает диффузия компонентов, приводящая к выравниванию состава сплава. Образовавшийся СаО отмывают водой, а сплав в виде порошка идет на дальнейшую переработку. При металлотермич. восстановлении в качестве восстановителей используют металлы — Са, Mg, Al, Na и др. Поверхностное Л. осуществляют в слое до 1-2 мм и используют для создания особых св-в на пов-сти изделия.
Др. способы объемного Л. — механическое Л., совместное восстановление, электролиз, плазмохим. р-ции. Мех. Л. осуществляют в установках — аттриторах, представляющих собой барабан, в центре к-рого имеется вал с насаженными на него кулачками. В барабан засыпают порошки компонентов будущего сплава. При вращении и ударе кулачков по мех. смеси происходит постепенное «вбивание» легирующих элементов в основу. При многочасовой обработке удается получать равномерное распределение элементов в сплаве. При совместном восстановлении смешивают порошки оксидов компонентов сплава с восстановителем, напр. с СаН 2, и нагревают. При этом СаН 2 восстанавливает оксиды до металлов, одновременно протекает диффузия компонентов, приводящая к выравниванию состава сплава. Образовавшийся СаО отмывают водой, а сплав в виде порошка идет на дальнейшую переработку. При металлотермич. восстановлении в качестве восстановителей используют металлы — Са, Mg, Al, Na и др. Поверхностное Л. осуществляют в слое до 1-2 мм и используют для создания особых св-в на пов-сти изделия. В основе большинства процессов (в сочетании с термич. обработкой) лежит диффузионное насыщение из газовой или жидкой (напр., цементация) фазы, химическое осаждение из газовой фазы. К таким процессам относят алитирование (насыщающий элемент Аl), науглероживание (С), планирование (CN), азотирование (N), борирование (В) и т. д. По твердофазному методу на пов-сть металла наносят легирующий элемент или сплав в виде слоя нужной толщины, далее к.-л. источником энергии (лазерное облучение, плазменная горелка, ТВЧ и др.) пов-сть оплавляется и на ней образуется новый сплав. Общее назв. перечисл. процессов -химико-термич. обработка. От всех выше приведенных методов отличается способ ионной имплантации, суть к-рого заключается в том, что пов-сть металла (или полупроводника) бомбардируют в вакууме потоком ионов к.-л. элемента. Энергия ионов настолько велика, что они внедряются в кристаллич. решетку легируемого элемента, проникая на нужную глубину. Затем проводят отжиг для устранения дефектов в кристаллах.
В основе большинства процессов (в сочетании с термич. обработкой) лежит диффузионное насыщение из газовой или жидкой (напр., цементация) фазы, химическое осаждение из газовой фазы. К таким процессам относят алитирование (насыщающий элемент Аl), науглероживание (С), планирование (CN), азотирование (N), борирование (В) и т. д. По твердофазному методу на пов-сть металла наносят легирующий элемент или сплав в виде слоя нужной толщины, далее к.-л. источником энергии (лазерное облучение, плазменная горелка, ТВЧ и др.) пов-сть оплавляется и на ней образуется новый сплав. Общее назв. перечисл. процессов -химико-термич. обработка. От всех выше приведенных методов отличается способ ионной имплантации, суть к-рого заключается в том, что пов-сть металла (или полупроводника) бомбардируют в вакууме потоком ионов к.-л. элемента. Энергия ионов настолько велика, что они внедряются в кристаллич. решетку легируемого элемента, проникая на нужную глубину. Затем проводят отжиг для устранения дефектов в кристаллах. С помощью этого метода производят материалы со статистически равномерным распределением не растворяющихся друг в друге элементов и т. обр. получают структуры, к-рые нельзя получить никакими др. способами. Л. применялось уже в глубокой древности, в России — с 30-х гг. 19 в. Лит.: Металлургия стали, под ред. В. И. Японского и Ю. В. Кряковского, М.. 1983; Гуляев А. П., Металловедение, 6 изд., М., 1986. См. также лит. при статьях о сплавах Al, Fe, Сu и др. С. Б. Масленков.
С помощью этого метода производят материалы со статистически равномерным распределением не растворяющихся друг в друге элементов и т. обр. получают структуры, к-рые нельзя получить никакими др. способами. Л. применялось уже в глубокой древности, в России — с 30-х гг. 19 в. Лит.: Металлургия стали, под ред. В. И. Японского и Ю. В. Кряковского, М.. 1983; Гуляев А. П., Металловедение, 6 изд., М., 1986. См. также лит. при статьях о сплавах Al, Fe, Сu и др. С. Б. Масленков.
Синонимы:
микролегирование
Что такое легирование и как работает EonCoat Alloy Steel
В отличие от барьерных покрытий, EonCoat работает как поверхностная обработка, которая легирует углеродистую сталь, позволяя ей защитить себя. Легирование поверхности металла предотвращает развитие ржавчины. Рассмотрим подробнее процесс сплавления.
Определение сплава
Сплав — это металл, который соединяется с другими веществами для создания нового металла с превосходными свойствами. Например, сплав может быть прочнее, тверже, жестче или ковчее, чем исходный металл. Сплавы часто представляют собой смесь двух или более металлов. Однако это заблуждение, так как сплавы могут состоять из одного металла и других неметаллических элементов.
Например, сплав может быть прочнее, тверже, жестче или ковчее, чем исходный металл. Сплавы часто представляют собой смесь двух или более металлов. Однако это заблуждение, так как сплавы могут состоять из одного металла и других неметаллических элементов.
Преобладающий металл в сплаве называется основным металлом. Другие металлы или элементы, добавляемые в сплав, называются легирующими элементами.
Примеры сплавов
В дополнение к повышению прочности металла легирование может изменить другие свойства, включая термостойкость, коррозионную стойкость, магнитные свойства или электропроводность.
- Сталь создана из железа и углерода. Железо — хрупкий металл, поэтому его нельзя использовать в качестве строительного материала для строительства мостов и зданий. Сооружения, созданные из железа, со временем рухнут. Благодаря прочности и высокой прочности на растяжение сталь является идеальным конструкционным материалом.
- Нержавеющая сталь , сплав железа и хрома, более устойчив к коррозии и образованию пятен при контакте с водой, чем железо и углеродистая сталь.

- Алюминий мягкий и относительно непрочный. Его прочность можно увеличить, добавив другие элементы, в том числе цинк, медь, магний и марганец. Когда алюминий содержит дополнительные элементы, он известен как алюминиевый сплав.
Процесс сплавления
Для создания сплава металлы (или металл и неметаллический элемент) нагревают до расплавления. Два элемента смешивают, и раствор заливают в металлические или песчаные формы для застывания. Полученный сплав представляет собой комбинацию двух элементов. Как правило, сначала плавится основной ингредиент, а к нему добавляются остальные.
Использование легирования для предотвращения коррозии
Мы видели, что можно создавать сплавы для повышения устойчивости металла к коррозии. Традиционный метод, используемый для предотвращения коррозии, заключался в том, чтобы покрыть металл поверхностным покрытием, таким как полимер. Это создает барьер между поверхностью металла и элементами.
EonCoat не является барьерным покрытием. Фундаментально отличаясь от полимера, который вы красите на поверхности металла, это обработка поверхности, которая фактически сплавляет сталь, с которой она вступает в контакт. Поскольку ржавчина начинается на поверхности металла, если поверхность легирована, ничего не остается открытым, и, следовательно, нет места для образования ржавчины.
Фундаментально отличаясь от полимера, который вы красите на поверхности металла, это обработка поверхности, которая фактически сплавляет сталь, с которой она вступает в контакт. Поскольку ржавчина начинается на поверхности металла, если поверхность легирована, ничего не остается открытым, и, следовательно, нет места для образования ржавчины.
Как работает EonCoat
EonCoat наносится непосредственно на сталь. Кислота в формуле вступает в реакцию со сталью, создавая слой аморфного фосфата магния и железа толщиной всего 2 микрона, который является первой линией защиты от коррозии. Химически связанная фосфатная керамика EonCoat является второй линией защиты; керамический верхний слой постоянно выщелачивает фосфаты, чтобы предотвратить образование ржавчины.
Важно помнить, что EonCoat не просто покрывает металл. Он фактически становится частью металла в виде сплава, чего не могут сделать полимерные покрытия. Полимер опирается на более слабые механические связи и просто сидит поверх металла. Как только полимерное покрытие поцарапано, влага может попасть внутрь и вступить в контакт с металлом. Как только это произойдет, ржавчина неизбежна. Вот почему традиционные покрытия могут только отсрочить начало коррозии, в то время как EonCoat фактически предотвращает образование ржавчины.
Как только полимерное покрытие поцарапано, влага может попасть внутрь и вступить в контакт с металлом. Как только это произойдет, ржавчина неизбежна. Вот почему традиционные покрытия могут только отсрочить начало коррозии, в то время как EonCoat фактически предотвращает образование ржавчины.
Металлургия | Определение и история
металлургия
Смотреть все СМИ
- Ключевые люди:
- Михаил Ломоносов
Георгиус Агрикола
Дэниел Коуэн Джеклинг
Сэр Алан Коттрелл
Арден Л. Бемент-младший
- Похожие темы:
- металлоконструкции
переработка полезных ископаемых
металлография
технологическая металлургия
физическая металлургия
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
металлургия , искусство и наука по извлечению металлов из руд и модификации металлов для использования. Металлургия обычно относится к коммерческим, а не к лабораторным методам. Это также касается химических, физических и атомных свойств и структуры металлов, а также принципов, по которым металлы объединяются в сплавы.
Металлургия обычно относится к коммерческим, а не к лабораторным методам. Это также касается химических, физических и атомных свойств и структуры металлов, а также принципов, по которым металлы объединяются в сплавы.
История металлургии
Современное использование металлов является кульминацией долгого пути развития, растянувшегося примерно на 6500 лет. Принято считать, что первыми известными металлами были золото, серебро и медь, находившиеся в самородном или металлическом состоянии, из которых самыми ранними, по всей вероятности, были самородки золота, найденные в песках и гравии в руслах рек. Такие самородные металлы стали известны и ценились за их декоративную и утилитарную ценность во второй половине каменного века.
Самая ранняя разработка
Золото можно агломерировать в более крупные куски путем холодной ковки, но самородная медь не может, и существенным шагом на пути к Веку металлов стало открытие того, что металлы, такие как медь, могут быть преобразованы в формы путем плавления и отливки в формы; среди самых ранних известных изделий этого типа — медные топоры, отлитые на Балканах в 4-м тысячелетии до н. э. Еще одним шагом стало открытие того, что металлы можно извлекать из металлосодержащих минералов. Они были собраны, и их можно было отличить по цвету, текстуре, весу, цвету пламени и запаху при нагревании. Заметно больший выход, полученный при нагревании самородной меди с сопутствующими оксидными минералами, мог привести к процессу плавки, поскольку эти оксиды легко восстанавливаются до металла в слое древесного угля при температурах выше 700 ° C (1300 ° F) в качестве восстановителя. , угарный газ, становится все более стабильным. Чтобы осуществить агломерацию и отделение расплавленной или выплавленной меди от сопутствующих минералов, необходимо было ввести оксид железа в качестве флюса. Этот дальнейший шаг вперед можно объяснить наличием минералов оксида железа госсан в выветрелых верхних зонах месторождений сульфидов меди.
э. Еще одним шагом стало открытие того, что металлы можно извлекать из металлосодержащих минералов. Они были собраны, и их можно было отличить по цвету, текстуре, весу, цвету пламени и запаху при нагревании. Заметно больший выход, полученный при нагревании самородной меди с сопутствующими оксидными минералами, мог привести к процессу плавки, поскольку эти оксиды легко восстанавливаются до металла в слое древесного угля при температурах выше 700 ° C (1300 ° F) в качестве восстановителя. , угарный газ, становится все более стабильным. Чтобы осуществить агломерацию и отделение расплавленной или выплавленной меди от сопутствующих минералов, необходимо было ввести оксид железа в качестве флюса. Этот дальнейший шаг вперед можно объяснить наличием минералов оксида железа госсан в выветрелых верхних зонах месторождений сульфидов меди.
Во многих регионах в последующий период производились медно-мышьяковые сплавы, обладающие превосходными свойствами по сравнению с медью как в литом, так и в деформируемом виде. Сначала это могло быть случайным из-за сходства по цвету и цвету пламени между ярко-зеленым медно-карбонатным минералом малахитом и продуктами выветривания таких медно-мышьяковых сульфидных минералов, как энаргит, а позже за этим мог последовать целенаправленный отбор соединений мышьяка на основе их чесночного запаха при нагревании.
Сначала это могло быть случайным из-за сходства по цвету и цвету пламени между ярко-зеленым медно-карбонатным минералом малахитом и продуктами выветривания таких медно-мышьяковых сульфидных минералов, как энаргит, а позже за этим мог последовать целенаправленный отбор соединений мышьяка на основе их чесночного запаха при нагревании.
Содержание мышьяка варьировалось от 1 до 7 процентов, олова до 3 процентов. Практически не содержащие мышьяка медные сплавы с более высоким содержанием олова — другими словами, настоящая бронза — по-видимому, появились между 3000 и 2500 годами до нашей эры, начиная с дельты Тигра и Евфрата. Открытие значения олова могло произойти благодаря использованию станнита, смешанного сульфида меди, железа и олова, хотя этот минерал не так широко доступен, как основной минерал олова, касситерит, который, должно быть, был конечным источником. металла. Касситерит поразительно плотный и встречается в виде гальки в аллювиальных отложениях вместе с арсенопиритом и золотом; это также происходит в определенной степени в госсанах оксида железа, упомянутых выше.
Хотя бронза могла развиваться независимо в разных местах, наиболее вероятно, что бронзовая культура распространилась через торговлю и миграцию народов с Ближнего Востока в Египет, Европу и, возможно, Китай. Во многих цивилизациях производство меди, мышьяковой меди и оловянной бронзы какое-то время продолжалось вместе. Возможное исчезновение медно-мышьяковых сплавов трудно объяснить. Производство могло быть основано на полезных ископаемых, которые не были широко доступны и стали дефицитными, но относительная нехватка минералов олова не мешала значительной торговле этим металлом на значительных расстояниях. Возможно, в конечном итоге предпочтение отдавалось оловянным бронзам из-за возможности отравления мышьяком от паров, образующихся при окислении мышьякосодержащих минералов.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
По мере разработки выветрелых медных руд в определенных местах, более твердые сульфидные руды под ними добывались и плавились. Используемые минералы, такие как халькопирит, сульфид меди и железа, нуждались в окислительном обжиге для удаления серы в виде диоксида серы и получения оксида меди. Это не только требовало больших металлургических навыков, но также окисляло тесно связанное железо, что в сочетании с использованием флюсов из оксида железа и более сильными восстановительными условиями, создаваемыми усовершенствованными плавильными печами, приводило к более высокому содержанию железа в бронзе.
Используемые минералы, такие как халькопирит, сульфид меди и железа, нуждались в окислительном обжиге для удаления серы в виде диоксида серы и получения оксида меди. Это не только требовало больших металлургических навыков, но также окисляло тесно связанное железо, что в сочетании с использованием флюсов из оксида железа и более сильными восстановительными условиями, создаваемыми усовершенствованными плавильными печами, приводило к более высокому содержанию железа в бронзе.
Невозможно провести четкую границу между бронзовым веком и железным веком. Небольшие куски железа должны были производиться в медеплавильных печах, поскольку использовались флюсы оксида железа и железосодержащие сульфидные руды меди. Кроме того, более высокие температуры печи создали бы условия для более сильного восстановления (то есть более высокое содержание монооксида углерода в газах печи). Ранний кусок железа с дороги в провинции Дренте, Нидерланды, был датирован 1350 годом до нашей эры, датой, которую обычно принимают за средний бронзовый век для этой области. С другой стороны, в Анатолии железо использовалось уже в 2000 г. до н. э. Есть также случайные ссылки на железо и в более ранние периоды, но этот материал имел метеоритное происхождение.
С другой стороны, в Анатолии железо использовалось уже в 2000 г. до н. э. Есть также случайные ссылки на железо и в более ранние периоды, но этот материал имел метеоритное происхождение.
Как только была установлена взаимосвязь между новым металлом, найденным в медных плавках, и рудой, добавленной в качестве флюса, естественным образом последовала работа печей для производства только железа. Несомненно, к 1400 г. до н. э. в Анатолии большое значение приобрело железо, а к 1200–1000 гг. до н. э. из него в больших масштабах изготавливали оружие, первоначально лезвия кинжалов. По этой причине 1200 г. до н.э. был принят за начало железного века. Данные раскопок указывают на то, что искусство изготовления железа зародилось в гористой местности к югу от Черного моря, где доминировали хетты. Позже это искусство, по-видимому, распространилось среди филистимлян, поскольку в Гераре были обнаружены грубые печи, датируемые 1200 г. до н. э., вместе с рядом железных предметов.
Плавка оксида железа с древесным углем требовала высокой температуры, и, поскольку температура плавления железа 1540 °C (2800 °F) тогда была недостижима, продукт представлял собой просто губчатую массу пастообразных глобул металла, смешанных с полужидкий шлак. Этот продукт, позже известный как блюм, вряд ли можно было использовать в его нынешнем виде, но многократный повторный нагрев и горячая ковка устранили большую часть шлака, создав кованое железо, продукт гораздо лучшего качества.
Этот продукт, позже известный как блюм, вряд ли можно было использовать в его нынешнем виде, но многократный повторный нагрев и горячая ковка устранили большую часть шлака, создав кованое железо, продукт гораздо лучшего качества.
На свойства железа сильно влияет присутствие небольшого количества углерода, при этом значительное увеличение прочности связано с содержанием менее 0,5 процента. При достижимых в то время температурах — около 1200 ° C (2200 ° F) — восстановление древесным углем давало почти чистое железо, которое было мягким и имело ограниченное применение для оружия и инструментов, но когда отношение топлива к руде было увеличено и вытяжка печи с изобретением лучших мехов железо поглощало больше углерода. Это привело к цветению и продуктам из железа с различным содержанием углерода, что затрудняло определение периода, в течение которого железо могло быть преднамеренно упрочнено путем науглероживания или повторного нагревания металла в контакте с избытком древесного угля.
