Что представляет собой процесс легирования: Процесс легирования — Литейное производство
|
Процесс легирования Категория: Литейное производство Процесс легирования Легирование — это введение в расплавленные или твердые металлы легирующих материалов для получения сплава заданного химического состава с целью придания ему определенных требуемых свойств. Общим (объемным) легированием называют введение легирующих материалов в жидкий металл и равномерное распределение их в объеме. Поверхностным легированием называют введение легирующих материалов в поверхностные слои затвердевшей или затвердевающей отливки. Легирующими материалами могут служить технически чистые элементы, преимущественно металлы, их сплавы или химические соединения. Основными легирующими элементами в стали и чугуне являются Cr, Ni, Mn, Si, Mo, W, Ti, Al, Nb, Co, Си, В и др. С развитием различных вариантов легирования появилась разновидность процесса, известная под названием микролегирования. При микролегировании остаточное содержание легирующих элементов не превышает 0,1%. Легированные сплавы можно получить при использовании шихтовых материалов первичной плавки, содержащих легирующие элементы. Такие материалы называют природнолегированными. Например, природнолегированными являются чугуны, в которые легирующие элементы вносятся из руды при восстановлении железа в доменной печи. Эти элементы могут сохраняться при последующем переделе чугуна в сталь или при переплавке чугуна в других плавильных агрегатах. И в этом случае стали и чугуны называют природнолегированными. Промышленные методы легирования приведены на схеме 1. Схема 1. Методы легирования Несмотря на разнообразие сплавов и методов легирования, известны только два принципиально различных случая влияния легирующих элементов на свойства сплавов: первый, когда легирующие элементы остаются в твердом растворе и второй, когда они помимо раствора, образуют включения, имеющие поверхность раздела. Влияние легирующих элементов на структуру и свойства сплава зависит от соответствия кристаллических решеток легирующего элемента и металла, являющегося основой сплава. Если атомный объем легирующего элемента, тип и параметры его кристаллической решетки подобны этим же характеристикам новного элемента сплава, то возможен первый случай, т.е. образование твердых растворов с большой концентрацией легирующего элемента. Многие литейные сплавы (например сталь, чугун, бронзы, латуни, силумины и др.) представляют собой различные твердые растворы легирующего элемента в основном элементе (железе, меди, алюминии). Легирующие элементы могут образовывать с основой сплава или другими присутствующими в нем элементами особые химические соединения (карбидные, оксидные, нитридные, карбонитридные и т. д.), обладающие многими ценными качествами: большой твердостью, высокой прочностью и пластичностью, хорошей химической стойкостью, магнитными (антимагнитными) свойствами, жаропрочностью и т. Если основной элемент сплава, например железо, подвержен в твердом состоянии полиморфным превращениям (а, у, б), то легирующие элементы определяют изменение свойств, получаемых в результате термической обработки соответствующих сплавов. Легирующие элементы могут расширять или уменьшать те или иные области, представляемые диаграммами состояния. Например, никель и марганец расширяют область твердого раствора в сплавах железо-углерод и после быстрого охлаждения от высокой температуры никелевая или марганцевая сталь при соответствующем содержании указанных элементов обладает вязкой немагнитной аустенитной структурой с высокой температурой рекристаллизации. Другие легирующие элементы, например хром, кремний, вольфрам, молибден и ванадий, сужают области у-твердого раствора и способствуют получению ферритной структуры с высокими магнитными свойствами и коррозионной стойкостью. Условия растворения легирующих элементов определяются общими законами растворов и диффузионными, устанавливающими условия проникновения легирующих элементов в затвердевающую или затвердевшую поверхность отливки. Характерной особенностью элементов, используемых для микролегирования, является их высокая химическая активность, т.е. способность непосредственно в расплаве взаимодействовать с кислородом, азотом, водородом, серой и некоторыми другими нежелательными примесями и таким образом нейтрализовать их вредное влияние. Реклама:Читать далее:Процесс модифицирования
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|

 п. Равномерно и в достаточной степени распределенные в твердом растворе (или в качестве самостоятельной фазы) эти соединения придают сплавам необходимый для соответствующих условий эксплуатации комплекс свойств.
п. Равномерно и в достаточной степени распределенные в твердом растворе (или в качестве самостоятельной фазы) эти соединения придают сплавам необходимый для соответствующих условий эксплуатации комплекс свойств.
ЛЕГИРОВАНИЕ | это.
 .. Что такое ЛЕГИРОВАНИЕ?
.. Что такое ЛЕГИРОВАНИЕ?
ТолкованиеПеревод
- ЛЕГИРОВАНИЕ
- (от лат. ligo — связываю, соединяю), введение добавок в металлы, сплавы и полупроводники для придания им определенных физ., хим. или мех. св-в. Материалы, подвергнутые Л., наз. легированными. К ним относятся легированные стали и чугуны, легированные цветные металлы и сплавы, легированные полупроводники. Для Л. используют металлы, неметаллы (С, S, P, Si, В, N2 и др.), ферросплавы (см. Железа сплавы) и лигатуры — вспомогат. сплавы, содержащие легирующий элемент. Напр., осн. легирующие элементы в сталях и чугунах — Сr, Ni, Mn, Si, Mo, W, V, Ti, Al, Nb, Co, Сu, в алюминия сплавах —Si, Cu, Mg, Ni, Cr, Co, Zn, в магния сплавах— Zn, Al, Mn, Si, Zr, Li, в меди сплавах-Zn, Sn, Pb, Al, Mn, Fe, Ni, Be, Si, P, в титана сплавах —Al,Mo, V, Mn, Сu, Si, Fe, Zn, Nb.
 Л. — качеств. понятие. В каждом металле или сплаве из-за особенностей производств. процесса или исходного сырья присутствуют неизбежные примеси. Их не считают легирующими, т. к. они не вводились специально. Напр., уральские железные руды содержат Сu, керченские — As, в сталях, полученных из этих руд, также имеются примеси соотв. Сu и As. Использование луженого, оцинкованного, хромированного и др. металлолома приводит к тому, что в получаемый металл попадают примеси Sn, Zn, Sb, Pb, Ni, Cr и др. При Л. металлов и сплавов могут образовываться твердые р-ры замещения, внедрения или вычитания, смеси двух и более фаз (напр., Ag в Fe), интерметаллиды, карбиды, нитриды, оксиды, сульфиды, бориды и др. соед. легирующих элементов с основой сплава или между собой. В результате Л. существенно меняются физ.-хим. характеристики исходного металла или сплава и, прежде всего, электронная структура. Легирующие элементы влияют на т-ру плавления, область существования аллотропич. модификаций и кинетику фазовых превращений, характер дефектов кристаллич.
Л. — качеств. понятие. В каждом металле или сплаве из-за особенностей производств. процесса или исходного сырья присутствуют неизбежные примеси. Их не считают легирующими, т. к. они не вводились специально. Напр., уральские железные руды содержат Сu, керченские — As, в сталях, полученных из этих руд, также имеются примеси соотв. Сu и As. Использование луженого, оцинкованного, хромированного и др. металлолома приводит к тому, что в получаемый металл попадают примеси Sn, Zn, Sb, Pb, Ni, Cr и др. При Л. металлов и сплавов могут образовываться твердые р-ры замещения, внедрения или вычитания, смеси двух и более фаз (напр., Ag в Fe), интерметаллиды, карбиды, нитриды, оксиды, сульфиды, бориды и др. соед. легирующих элементов с основой сплава или между собой. В результате Л. существенно меняются физ.-хим. характеристики исходного металла или сплава и, прежде всего, электронная структура. Легирующие элементы влияют на т-ру плавления, область существования аллотропич. модификаций и кинетику фазовых превращений, характер дефектов кристаллич. решетки, на формирование зерен и тонкой кристаллич. структуры, на дислокац. структуру (затрудняется движение дислокаций), жаростойкость и коррозионную стойкость, элсктрич., магн., мех., технол. (напр., свариваемость, шлифуемость, обрабатываемость резанием), диффузионные и мн. др. св-ва сплавов. Л. подразделяют на объемное и поверхностное. При объемном Л. легирующий элемент в среднем статистически распределяется в объеме металла. В результате поверхностного Л. легирующий элемент сосредоточивается на пов-сти металла. Л. сразу неск. элементами, определенное содержание и соотношение к-рых дает возможность получить требуемый комплекс св-в, наз. комплексным Л. и соотв. сплавы — комплекснолегированными. Напр., в результате Л. аустенитной хромоникелевой стали вольфрамом ее жаропрочность возрастает в 2-3 раза, а при совместном использовании W, Ti и др. элементов — в 10 раз. Условно различают понятия: Л., микролегирование и модифицирование. При Л. в сплав вводят 0,2-0,5% по массе и более легирующего элемента, при микролегировании — чаще всего до 0,1 %, при модифицировании — меньше, чем при микролегировании, или столько же, однако задачи, решаемые микролегированием и модифицированием, разные.
решетки, на формирование зерен и тонкой кристаллич. структуры, на дислокац. структуру (затрудняется движение дислокаций), жаростойкость и коррозионную стойкость, элсктрич., магн., мех., технол. (напр., свариваемость, шлифуемость, обрабатываемость резанием), диффузионные и мн. др. св-ва сплавов. Л. подразделяют на объемное и поверхностное. При объемном Л. легирующий элемент в среднем статистически распределяется в объеме металла. В результате поверхностного Л. легирующий элемент сосредоточивается на пов-сти металла. Л. сразу неск. элементами, определенное содержание и соотношение к-рых дает возможность получить требуемый комплекс св-в, наз. комплексным Л. и соотв. сплавы — комплекснолегированными. Напр., в результате Л. аустенитной хромоникелевой стали вольфрамом ее жаропрочность возрастает в 2-3 раза, а при совместном использовании W, Ti и др. элементов — в 10 раз. Условно различают понятия: Л., микролегирование и модифицирование. При Л. в сплав вводят 0,2-0,5% по массе и более легирующего элемента, при микролегировании — чаще всего до 0,1 %, при модифицировании — меньше, чем при микролегировании, или столько же, однако задачи, решаемые микролегированием и модифицированием, разные. Микролегирование эффективно влияет на строение и энергетич. состояние границ зерен, при этом предполагается, что в сплаве будут реализованы два механизма упрочнения — благодаря Л. твердого р-ра и в результате дисперсионного твердения. Модифицирование способствует в процессе кристаллизации измельчению структуры, изменению геом. формы, размеров и распределения неметаллич. включений, изменению формы эвтектич. выделений, в целом улучшая мех. св-ва. Для микролегирования используют элементы, обладающие заметной р-римостью в твердом состоянии (более 0,1 ат. %), для модифицирования обычно служат элементы с ничтожной р-римостью ([0,1 ат. %). Осн. способ объемного Л. — сплавление основного элемента с легирующими в печах (конвертеры, дуговые, индукционные, тигельные, отражательные, пламенные, плазменные, электроннолучевые, вакуумно-дуговые и др.). При этом часто возможны большие потери особенно активных элементов (Mg, Cr, Mo, Ti и др.), взаимодействующих с O2 или N2. С целью уменьшения потерь при выплавке и обеспечения более равномерного распределения легирующего элемента в объеме жидкой ванны используют лигатуры.
Микролегирование эффективно влияет на строение и энергетич. состояние границ зерен, при этом предполагается, что в сплаве будут реализованы два механизма упрочнения — благодаря Л. твердого р-ра и в результате дисперсионного твердения. Модифицирование способствует в процессе кристаллизации измельчению структуры, изменению геом. формы, размеров и распределения неметаллич. включений, изменению формы эвтектич. выделений, в целом улучшая мех. св-ва. Для микролегирования используют элементы, обладающие заметной р-римостью в твердом состоянии (более 0,1 ат. %), для модифицирования обычно служат элементы с ничтожной р-римостью ([0,1 ат. %). Осн. способ объемного Л. — сплавление основного элемента с легирующими в печах (конвертеры, дуговые, индукционные, тигельные, отражательные, пламенные, плазменные, электроннолучевые, вакуумно-дуговые и др.). При этом часто возможны большие потери особенно активных элементов (Mg, Cr, Mo, Ti и др.), взаимодействующих с O2 или N2. С целью уменьшения потерь при выплавке и обеспечения более равномерного распределения легирующего элемента в объеме жидкой ванны используют лигатуры. Др. способы объемного Л. — механическое Л., совместное восстановление, электролиз, плазмохим. р-ции. Мех. Л. осуществляют в установках — аттриторах, представляющих собой барабан, в центре к-рого имеется вал с насаженными на него кулачками. В барабан засыпают порошки компонентов будущего сплава. При вращении и ударе кулачков по мех. смеси происходит постепенное «вбивание» легирующих элементов в основу. При многочасовой обработке удается получать равномерное распределение элементов в сплаве. При совместном восстановлении смешивают порошки оксидов компонентов сплава с восстановителем, напр. с СаН 2, и нагревают. При этом СаН 2 восстанавливает оксиды до металлов, одновременно протекает диффузия компонентов, приводящая к выравниванию состава сплава. Образовавшийся СаО отмывают водой, а сплав в виде порошка идет на дальнейшую переработку. При металлотермич. восстановлении в качестве восстановителей используют металлы — Са, Mg, Al, Na и др. Поверхностное Л. осуществляют в слое до 1-2 мм и используют для создания особых св-в на пов-сти изделия.
Др. способы объемного Л. — механическое Л., совместное восстановление, электролиз, плазмохим. р-ции. Мех. Л. осуществляют в установках — аттриторах, представляющих собой барабан, в центре к-рого имеется вал с насаженными на него кулачками. В барабан засыпают порошки компонентов будущего сплава. При вращении и ударе кулачков по мех. смеси происходит постепенное «вбивание» легирующих элементов в основу. При многочасовой обработке удается получать равномерное распределение элементов в сплаве. При совместном восстановлении смешивают порошки оксидов компонентов сплава с восстановителем, напр. с СаН 2, и нагревают. При этом СаН 2 восстанавливает оксиды до металлов, одновременно протекает диффузия компонентов, приводящая к выравниванию состава сплава. Образовавшийся СаО отмывают водой, а сплав в виде порошка идет на дальнейшую переработку. При металлотермич. восстановлении в качестве восстановителей используют металлы — Са, Mg, Al, Na и др. Поверхностное Л. осуществляют в слое до 1-2 мм и используют для создания особых св-в на пов-сти изделия. В основе большинства процессов (в сочетании с термич. обработкой) лежит диффузионное насыщение из газовой или жидкой (напр., цементация) фазы, химическое осаждение из газовой фазы. К таким процессам относят алитирование (насыщающий элемент Аl), науглероживание (С), планирование (CN), азотирование (N), борирование (В) и т. д. По твердофазному методу на пов-сть металла наносят легирующий элемент или сплав в виде слоя нужной толщины, далее к.-л. источником энергии (лазерное облучение, плазменная горелка, ТВЧ и др.) пов-сть оплавляется и на ней образуется новый сплав. Общее назв. перечисл. процессов -химико-термич. обработка. От всех выше приведенных методов отличается способ ионной имплантации, суть к-рого заключается в том, что пов-сть металла (или полупроводника) бомбардируют в вакууме потоком ионов к.-л. элемента. Энергия ионов настолько велика, что они внедряются в кристаллич. решетку легируемого элемента, проникая на нужную глубину. Затем проводят отжиг для устранения дефектов в кристаллах.
В основе большинства процессов (в сочетании с термич. обработкой) лежит диффузионное насыщение из газовой или жидкой (напр., цементация) фазы, химическое осаждение из газовой фазы. К таким процессам относят алитирование (насыщающий элемент Аl), науглероживание (С), планирование (CN), азотирование (N), борирование (В) и т. д. По твердофазному методу на пов-сть металла наносят легирующий элемент или сплав в виде слоя нужной толщины, далее к.-л. источником энергии (лазерное облучение, плазменная горелка, ТВЧ и др.) пов-сть оплавляется и на ней образуется новый сплав. Общее назв. перечисл. процессов -химико-термич. обработка. От всех выше приведенных методов отличается способ ионной имплантации, суть к-рого заключается в том, что пов-сть металла (или полупроводника) бомбардируют в вакууме потоком ионов к.-л. элемента. Энергия ионов настолько велика, что они внедряются в кристаллич. решетку легируемого элемента, проникая на нужную глубину. Затем проводят отжиг для устранения дефектов в кристаллах.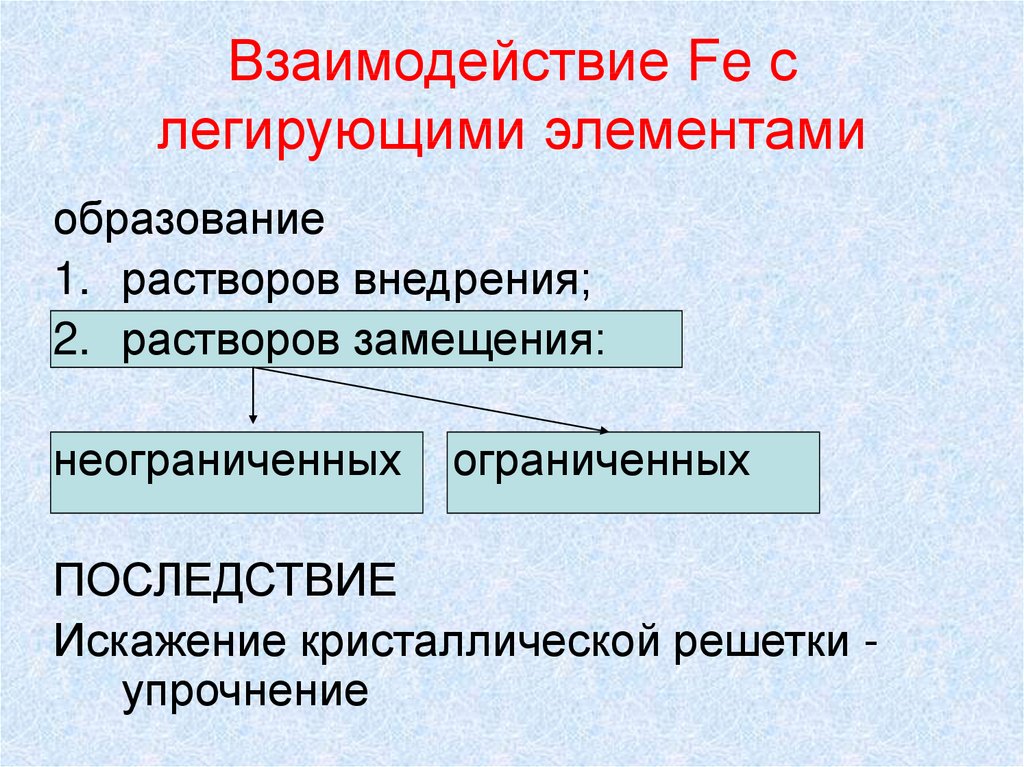 С помощью этого метода производят материалы со статистически равномерным распределением не растворяющихся друг в друге элементов и т. обр. получают структуры, к-рые нельзя получить никакими др. способами. Л. применялось уже в глубокой древности, в России — с 30-х гг. 19 в. Лит.: Металлургия стали, под ред. В. И. Японского и Ю. В. Кряковского, М.. 1983; Гуляев А. П., Металловедение, 6 изд., М., 1986. См. также лит. при статьях о сплавах Al, Fe, Сu и др. С. Б. Масленков.
С помощью этого метода производят материалы со статистически равномерным распределением не растворяющихся друг в друге элементов и т. обр. получают структуры, к-рые нельзя получить никакими др. способами. Л. применялось уже в глубокой древности, в России — с 30-х гг. 19 в. Лит.: Металлургия стали, под ред. В. И. Японского и Ю. В. Кряковского, М.. 1983; Гуляев А. П., Металловедение, 6 изд., М., 1986. См. также лит. при статьях о сплавах Al, Fe, Сu и др. С. Б. Масленков.
Химическая энциклопедия. — М.: Советская энциклопедия.
Под ред. И. Л. Кнунянца.
1988.
Поможем написать курсовую
Синонимы:
микролегирование
- ЛЕВУЛИНОВАЯ КИСЛОТА
- ЛЕДЯНЫЕ КРАСИТЕЛИ
Полезное
легирование | это… Что такое легирование?
ЛЕГИ́РОВАНИЕ см. Леги́ровать.
* * *
леги́рование
(нем. legieren — сплавлять, от лат. ligo — связываю, соединяю), 1) введение в состав металлических сплавов так называемых легирующих элементов (например, в сталь — Cr, Ni, Мо, W, V, Nb, Ti и др.) для придания сплавам определенных физических, химических или механических свойств.
ligo — связываю, соединяю), 1) введение в состав металлических сплавов так называемых легирующих элементов (например, в сталь — Cr, Ni, Мо, W, V, Nb, Ti и др.) для придания сплавам определенных физических, химических или механических свойств.
2) Введение примесных атомов в твердое тело (например, в полупроводники для создания требуемой электрической проводимости). Легирование диэлектриков обычно называется активированием.
* * *
ЛЕГИРОВАНИЕ
ЛЕГИ́РОВАНИЕ (нем. legieren — сплавлять, от лат. ligo — связываю, соединяю), введение в состав твердых веществ (металлов (см. МЕТАЛЛЫ), сплавов (см. СПЛАВЫ), полупроводников (см. ПОЛУПРОВОДНИКИ) и диэлектриков (см. ДИЭЛЕКТРИКИ)) легирующих элементов для придания им определенных физических, химических или механических свойств.
Введение легирующей примесей может существенным образом изменить свойства твердых тел. От характера взаимодействия атомов легирующих элементов и атомов основного вещества, от типа образованных дефектов структуры, от характера взаимодействия легирующих и фоновых примесей, легирующих примесей и дефектов структуры, от способности легирующей примеси образовывать соединения в матрице вещества и т. д. зависят свойства (электрические, магнитные, тепловые) легируемого вещества.
д. зависят свойства (электрические, магнитные, тепловые) легируемого вещества.
Легирование широко применятся в технологии получения металлов и сплавов, полупроводниковых кристаллов и пленок, а также диэлектрических материалов с заданными свойствами.
Легирование металлов и сталей
Легирования металлов, сталей и сплавов позволяет получить металлические сплавы с разнообразными свойствами, значительно отличающимися от свойств чистых металлов. Например, коррозионная стойкость циркония (см. ЦИРКОНИЙ) существенно зависит от его чистоты. Сотые доли процента углерода и азота снижают его коррозионную стойкость, но введение ниобия нейтрализует действие углерода, а введение олова — азота. Легирование ряда металлов и сплавов на их основе редкоземельными элементами позволило значительно улучшить прочностные характеристики этих веществ и т. д.
При легировании стали можно получить заданные свойства, в том числе отсутствующие у исходных углеродистых сталей. Стали считаются легированными при содержании примесей в них, например, кремния — более 0,8% , марганца — не более 1%. Но при введении легирующих примесей в сталь необходимо учитывать, что все элементы, которые растворяются в железе, влияют на температурный интервал его аллотропических модификаций, оказывая влияние на свойства сталей. Температура полиморфных превращений железа зависит от всех растворенных в нем элементов. В их присутствии изменяется область существования g-железа. Ряд легирующих примесей (Ni, Mn и др.) расширяют область существования g-железа от комнатной температуры до температуры плавления (см. аустенит (см. АУСТЕНИТ)), А такие примеси, как V, Si, Mo и др. делают ферритную фазу устойчивой вплоть до температуры плавления (см. феррит (см. ФЕРРИТ)). Легирующие примеси в промышленных сталях могут преимущественно растворяются именно в основных фазах железоуглеродистых сплавов — феррите, аустените, цементите (см. ЦЕМЕНТИТ)). При наличии в сплаве железа большой концентрации элемента, который сужает g-область, превращение g ¬® a отсутствует, образуются ферритные стали.
Но при введении легирующих примесей в сталь необходимо учитывать, что все элементы, которые растворяются в железе, влияют на температурный интервал его аллотропических модификаций, оказывая влияние на свойства сталей. Температура полиморфных превращений железа зависит от всех растворенных в нем элементов. В их присутствии изменяется область существования g-железа. Ряд легирующих примесей (Ni, Mn и др.) расширяют область существования g-железа от комнатной температуры до температуры плавления (см. аустенит (см. АУСТЕНИТ)), А такие примеси, как V, Si, Mo и др. делают ферритную фазу устойчивой вплоть до температуры плавления (см. феррит (см. ФЕРРИТ)). Легирующие примеси в промышленных сталях могут преимущественно растворяются именно в основных фазах железоуглеродистых сплавов — феррите, аустените, цементите (см. ЦЕМЕНТИТ)). При наличии в сплаве железа большой концентрации элемента, который сужает g-область, превращение g ¬® a отсутствует, образуются ферритные стали. Класс аустенитных сталей можно получить при легировании элементами, расширяющими g-область.
Класс аустенитных сталей можно получить при легировании элементами, расширяющими g-область.
Если легирующие примеси в g-железе находятся в свободном состоянии, то они как правило, являются примесями замещения, занимая позиции атомов железа. Но легирующие примеси могут образовывать химические соединения с железом, между собой, образовывать оксиды или карбиды. В этом случае карбидообразующие элементы (молибден, ванадий, вольфрам, титан) задерживают выделение карбидов железа при отпуске и увеличивают конструкционную прочность стали.
Легирующие примеси изменяют свойства феррита. Молибден, вольфрам, марганец и кремний снижают вязкость феррита, а никель — не снижает. Но никель интенсивно снижает порог хладоломкости, уменьшая склонность железа к хрупким разрушениям.
Все легирующие элементы (за исключением марганца и бора), уменьшают склонность аустенитного зерна к росту. Никель, кремний, кобальт, медь (элементы, не образующие карбиды), относительно слабо влияют на рост зерна. Легирующие элементы замедляют процесс распада мартенсита. Т. е. в общем случае легирование существенным образом меняет кинетику фазовых превращений (см. ФАЗОВЫЕ ПЕРЕХОДЫ ВТОРОГО РОДА).
Т. е. в общем случае легирование существенным образом меняет кинетику фазовых превращений (см. ФАЗОВЫЕ ПЕРЕХОДЫ ВТОРОГО РОДА).
Для повышения качества сталей некоторые примеси, например, марганец и кремний, добавляют в заданном количестве. При содержании марганца от 0,25 до 0,9% прочность стали повышается без значительного снижения ее пластичности. Кремний, содержание которого в обыкновенных сталях не превышает 0,35%, не оказывает существенного влияния на свойства стали. А такие примеси, как фосфор и сера являются нежелательными загрязняющими примесями. Фосфор делает сталь хрупкой (хладноломкой), а присутствие серы в количестве более 0,07 % вызывает красноломкость стали, снижает ее прочность и коррозионную стойкость.
Изменение свойств сплавов в результате легирования обусловлено, кроме того, изменением формы, размеров и распределения структурных составляющих, изменением состава и состояния границ зерен. Легирование стали может тормозить процессы рекристаллизации (см. РЕКРИСТАЛЛИЗАЦИЯ).
РЕКРИСТАЛЛИЗАЦИЯ).
Легирование полупроводников
Под легированием полупроводников подразумевается не только дозированное введение в полупроводники (см. ПОЛУПРОВОДНИКИ) примесей, но и структурных дефектов (см. ДЕФЕКТЫ) с целью изменения их свойств, главным образом электрофизических. Наиболее распространенным методом легирования является легирование различными примесями.
Для получения кристаллов n- и p- типа проводимости кристаллы легируют электрически активными примесями (чаще всего – водородоподобными, валентность которых отличается от валентности основных замещаемых атомов на единицу). Электрически активные водородоподобные примеси являются примесями замещения. Например, для элементарных полупроводниковых материалов (см. ЭЛЕМЕНТАРНЫЕ ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ) германия или кремния такими легирующими примесями являются атомы элементов III или V групп таблицы Менделеева. Примеси такого типа создают мелкие (вблизи дна зоны проводимости (см. ПРОВОДИМОСТИ ЗОНА) или вблизи потолка валентной зоны (см. ВАЛЕНТНАЯ ЗОНА)) энергетические уровни: соответственно, примеси III группы (B, Al, In, Ga) будут акцепторами (см. АКЦЕПТОР), а примеси V группы (P, Sb, As) — донорами (см. ДОНОР (в физике)). У полупроводниковых соединений AIIIBV элементы V группы замещаются примесями VI группы (S, Se, Te), которые являются донорами, а элементы II группы (Zn, Cd), замещая, соответственно, атомы III группы в соединении, будут проявлять акцепторные свойства. Такое легирование позволяет управлять типом проводимости и концентрацией носителей заряда в полупроводнике.
ПРОВОДИМОСТИ ЗОНА) или вблизи потолка валентной зоны (см. ВАЛЕНТНАЯ ЗОНА)) энергетические уровни: соответственно, примеси III группы (B, Al, In, Ga) будут акцепторами (см. АКЦЕПТОР), а примеси V группы (P, Sb, As) — донорами (см. ДОНОР (в физике)). У полупроводниковых соединений AIIIBV элементы V группы замещаются примесями VI группы (S, Se, Te), которые являются донорами, а элементы II группы (Zn, Cd), замещая, соответственно, атомы III группы в соединении, будут проявлять акцепторные свойства. Такое легирование позволяет управлять типом проводимости и концентрацией носителей заряда в полупроводнике.
Некоторые примеси, введенные в кристалл, способны проявлять как донорные, так и акцепторные свойства. Если проявление донорных или акцепторных свойств таких примесей зависит от их размещения в кристаллической матрице, например, от того, находится ли атом легирующей примеси в узле кристаллической решетки или в междоузлии, примеси называются амфотерными. Некоторые примеси, размещаясь в узлах решетки, являются акцепторами, а в междоузлии — донорами. А в случае легирования соединений AIIIBV примесями IV группы, проявление донорных или акцепторных свойств будет зависеть от того, в узлах какой подрешетки расположен атом примеси. При замещении таким атомом катионного узла он будет проявлять донорные свойства, а при замещении анионного узла — акцепторные.
Некоторые примеси, размещаясь в узлах решетки, являются акцепторами, а в междоузлии — донорами. А в случае легирования соединений AIIIBV примесями IV группы, проявление донорных или акцепторных свойств будет зависеть от того, в узлах какой подрешетки расположен атом примеси. При замещении таким атомом катионного узла он будет проявлять донорные свойства, а при замещении анионного узла — акцепторные.
В некоторых случаях используют легирование изовалентными примесями, т.е. примесями, принадлежащими той же группе Периодической системы, что и замещаемые им атомы. Такое легирование используется для формирования свойств косвенным путем. Например, легирование кристаллов GaAs изовалентной примесью In способствует проявлению эффекта примесного упрочнения (снижения плотности дислокаций) и формированию в кристалле полуизолирующих свойств.
Иногда для легирования используют примеси, образующие глубокие уровни в запрещенной зоне, что позволяет воздействовать на диффузионную длину носителей заряда и регулировать степень компенсации электрически активных центров.
Путем введения тех или иных легирующих добавок можно эффективно влиять на состояние ансамбля собственных точечных дефектов (см. ТОЧЕЧНЫЕ ДЕФЕКТЫ) в кристалле, в особенности на поведение в них дислокаций и фоновых примесей и таким образом управлять свойствами полупроводникового материала.
Легирование полупроводников обычно осуществляется непосредственно в процессе выращивания монокристаллов и эпитаксиальных структур. Легирующая примесь в элементарной форме или в виде соединения вводится в расплав, раствор или газовую фазу. В связи с особенностями процессов на фронте кристаллизации при выращивания кристаллов и пленок, примесь распределяется неравномерно как по длине, так и в объеме кристалла. Чтобы добиться равномерного распределения, используются различные технологические приемы.
Еще одним способом легирования полупроводников является радиационное легирование. В этом случае доноры и акцепторы не вводятся в кристалл, а возникают в его объеме в результате ядерных реакций при его облучении. Наибольший практический интерес представляют реакции, возникающие в результате облучения тепловыми нейтронами, которые обладают большой проникающей способностью. При таком способе легирования распределение электрически активных примесей более равномерно. Но в процессе облучения в кристалле образуются радиационные дефекты, снижающие качество материала.
Наибольший практический интерес представляют реакции, возникающие в результате облучения тепловыми нейтронами, которые обладают большой проникающей способностью. При таком способе легирования распределение электрически активных примесей более равномерно. Но в процессе облучения в кристалле образуются радиационные дефекты, снижающие качество материала.
Для создания p-n-переходов может использоваться диффузионный метод введения легирующей примеси. В этом случае примесь в объем вводят либо из газовой фазы, либо из специально нанесенного покрытия, которым может служить, например, в случае кремния, оксидная пленка. Для получения тонких легированных слоев широко используется метод ионной имплантации (см. ИОННАЯ ИМПЛАНТАЦИЯ), позволяющей вводить практически любую примесь и управлять ее концентрацией и профилем ее распределения.
Легирование стали — элементы, классификация, применение, марки
- Легированные стали
- Легирующие элементы
- Применение легированной стали
- Классификация легированных сталей
- Маркировка легированных сталей
Сталь представляет собой сплав железа (не меньше 45%) и углерода (до 2,14%). Последний повышает прочностные характеристики металлов, при этом, если сравнивать с химически однородным металлом, понижает их пластичность. В процессе производства стали концентрация углерода специально доводится до необходимых значений. Контроль за содержанием углерода позволяет получать несколько видов стали:
Последний повышает прочностные характеристики металлов, при этом, если сравнивать с химически однородным металлом, понижает их пластичность. В процессе производства стали концентрация углерода специально доводится до необходимых значений. Контроль за содержанием углерода позволяет получать несколько видов стали:
- Низкоуглеродистую – содержание углерода не более 0,25%.
- Среднеуглеродистую – не более 0,6%.
- Высокоуглеродистую – 0,6 – 2,14%.
В металле также могут обнаруживаться и иные примеси, поэтому стали классифицируются как легированные и нелегированные. Последние представляют собой железно-углеродный сплав, в составе которого присутствуют и другие элементы в виде примесей или добавок меньше установленного предельного содержания.
Легированные стали
Элементы, содержание которых превышает обычное предельное значение, указанное в стандартах, называются легирующими добавками. Изменение химического состава металла путем введения легирующих добавок называется легированием стали. Основные цели легирования:
Основные цели легирования:
- повышение прокаливаемости;
- получение специфических прочностных свойств;
- вызов желаемых структурных изменений;
- получение специальных химических или физических свойств;
- улучшение и упрощение технологии термообработки;
- повышение коррозионной стойкости и устойчивости к различным температурам.
Исходя из вышесказанного следует, что легирование стали – это металлургический процесс плавки, в ходе которого в него вводятся различные добавки. Добавление легирующих элементов производится двумя способами:
- Объемным – компоненты проникают в глубинную структуру материала путем их добавления в шихту или расплав.
- Поверхностный – введение легирующих компонентов только верхний слой стали, на глубину 1-2 мм. Такой способ придает материалу определенные свойства, к примеру, антифрикционные.
Легирующие элементы
- Хром – увеличивает прочность и твердость, повышает ударную вязкость.
 В инструментальные стали добавляется для повышения прокаливаемости. В случае нержавеющих сталей – определяет коррозионную стойкость.
В инструментальные стали добавляется для повышения прокаливаемости. В случае нержавеющих сталей – определяет коррозионную стойкость. - Никель – повышает прочность и твердость при сохранении высокой ударной вязкости. Понижает пороговую температуру хрупкости. Это влияет на хорошую прокаливаемость сталей, особенно при участии хрома и молибдена.
- Марганец — повышает твердость и прочность за счет пластических свойств. Марганцевая сталь характеризуются повышенным пределом упругости и более высокой стойкостью к истиранию.
- Кремний – в металлургическом процессе играет роль раскислителя. Его добавление увеличивает прочность и твердость стали.
- Молибден – повышает прокаливаемость сталей больше, чем хром и вольфрам. Уменьшает хрупкость металла после высокого отпуска.
- Алюминий – сильно раскисляет, предотвращает рост аустенитных зерен.
- Титан – понижает зернистость, что приводит к большей устойчивости к появлению расколов и трещин.
 Улучшает восприимчивость к металлообработке.
Улучшает восприимчивость к металлообработке.
Легирующих добавок может быть несколько, и для получения тех или иных характеристик их введение может производиться на разных этапах плавки.
Помимо того, что в состав стали вводят различные добавки, в самом материале также присутствуют примеси, которые полностью убрать из состава невозможно:
- Углерод – способствует повышению твердости, прочности и ударостойкости. Однако его превышение в составе металла понижает пластичность и все вышеперечисленные характеристики.
- Марганец – раскислитель, защищающий от кислорода и серы.
- Сера – высоким считается ее содержание выше 0,6%, что плохо сказывается на пластичности, прочности, свариваемости и коррозионной устойчивости.
- Фосфор – ведет к повышению текучести и хрупкости, понижает вязкость и пластичность.
- Кислород, азот, водород – делают сплав более хрупким, снижают показатели его выносливости.
Применение
Благодаря таким характеристикам, как прочность, устойчивость к нагрузкам, твердость, уменьшение намагниченности и нужный уровень вязкости, легированную сталь используют в самых разных сферах человеческой деятельности. Из нее производят:
Из нее производят:
- медицинские инструменты, в том числе, и режущие;
- детали с высокой опорной и радиальной нагрузкой;
- элементы станков для металлообработки;
- нержавеющую посуду;
- детали автомобилей;
- аэрокосмические детали;
- пресс-формы и другие элементы для горячей штамповки, сохраняющие свои свойства при температуре до + 600 градусов;
- измерительные приборы и так далее.
Классификация легированных сталей
Принимая принцип разделения по структуре, образованной в условиях медленного охлаждения стали в диапазоне температур, близких к солидусу, или в отожженном состоянии, сталь можно классифицировать следующим образом:
- подевтектоид с ферритно-перлитной структурой;
- эвтектоид с перлитной структурой;
- гиперэвтектоид, содержащий вторичные карбиды, отделенные от аустенита;
- ледебуритная сталь, в структуре которой встречаются первичные карбиды, выделившиеся при кристаллизации;
- ферритная или аустенитная с осаждением карбидов или интерметаллических фаз.
 Обычно это стали с высоким содержанием легирующих элементов и низким содержанием углерода;
Обычно это стали с высоким содержанием легирующих элементов и низким содержанием углерода; - ферритно-мартенситная или ферритно-аустенитная сталь с наиболее часто высокотемпературным ферритом δ.
Все марки легированных сталей разделяют на три подвида в зависимости от количества полезных примесей:
- Низколегированная – процентное содержание добавок около 2,5%. Прибавление некоторых положительных качеств при практически неизменных основных характеристиках.
- Среднелегированная – процентное содержание добавок около 10%. Наиболее часто используемое соединение.
- Высоколегированная – процентное содержание добавок варьируется от 10 до 50%. Высоколегированная сталь является максимально прочной и дорогой.
Независимо от того, какое процентное содержание добавок в составе металла, сталь разделяется на 3 подвида:
- Инструментальная – жаропрочный материал, используемый при производстве станочных и ручных инструментов (сверла, фрезы, стальные резцы и так далее).

- Конструкционная – прочная сталь, способная выдерживать высокие динамические и статические нагрузки. Используется при изготовлении двигателей и стальных механизмов в машиностроении, применяется в сфере строительства и станкостроения.
- С особыми свойствами – сталь, отличающаяся химической и термической устойчивостью (нержавеющая, кислотостойкая, магнитная, износостойкая, трансформаторная и другие виды). Ряд исследователей предлагают отдельное деление для данного вида сталей:
- Жаропрочные – способны выдерживать температуру до 1000 градусов.
- Окалиностойкие и жароустойчивые – стали, невосприимчивы к распаду.
- Устойчивые к коррозии – применяются при производстве изделий, работающих в условиях высокой влажности.
Марки
В СНГ используется буквенно-цифровая маркировка легированных сталей. Буквами обозначают основные легирующие добавки, цифрами, идущими следом за буквами, обозначают процент их содержания в сплаве (округляя до целого числа). Если в металле присутствует не более 1,5% той или иной добавки, цифра не ставится. Процентное содержание углерода × 100 указывается вначале наименования стали. Буква A, стоящая в середине маркировки, указывает на содержание азота. Если две буквы A стоят в конце, это указывает на особо чистую сталь. Буква Ш в конце обозначает сталь особо высокого качества.
Если в металле присутствует не более 1,5% той или иной добавки, цифра не ставится. Процентное содержание углерода × 100 указывается вначале наименования стали. Буква A, стоящая в середине маркировки, указывает на содержание азота. Если две буквы A стоят в конце, это указывает на особо чистую сталь. Буква Ш в конце обозначает сталь особо высокого качества.
Маркировка может быть дополнена и другими обозначениями, к примеру:
- Э — электротехническая;
- P — быстрорежущая;
- A — автоматная;
- Л — полученная литьем.
Исчерпывающие перечни марок легированной стали указаны в ГОСТ 4543-71.
Легирование стали: в чем заключается цель процесса, для чего используют легированный металл
29Янв
Содержание статьи
- Процесс легирования
- Свойства и назначение
- Риски
- Практическое применение легирующих добавок
- Черные сплавы
- Цветные сплавы
- Нержавеющая сталь
- Классификация легированных сталей
- Маркировка легированных сталей
- ГОСТ 4543-71 Прокат из легированной конструкционной стали
- Разница между легированием и примесями
В зависимости от назначения материала и специфических условий эксплуатации, бывают разные способы изготовления стальных элементов. В статье расскажем, в чем заключается процесс легирования металлов и сталей, с какой целью проводят, что используют для процедуры.
В статье расскажем, в чем заключается процесс легирования металлов и сталей, с какой целью проводят, что используют для процедуры.
Интересно, что легированные инструменты для резки были созданы еще в 19 веке ученым Мюшеттом вместе с созданием металлорежущих станков. А Роберт Гадфильд уже в 20 веке поставил изготовление на промышленные рельсы, теперь такой состав применяется повсеместно. При этом марка, разработанная в то время, практически не потерпела изменений в рецептуре. Делаются только небольшие изменения, которые подготовлены специально для особых назначений, например, устойчивость к экстремально низким или высоким температурам.
Легированная сталь – это сплав, который содержит большое количество примесей, увеличивающих прочность, пластичность, коррозионную устойчивость и прочие свойства. Она активно применяется для изготовления инструментов и полупроводников, поскольку учитываются не только механические характеристики, но и токопроводящие.
Важно при создании не только то, какие вещества добавляются в качестве примесей (алюминий, никель, хром и др), но и технология производства. В зависимости от преобладающей легирующей добавки марки имеют названия – хромистая сталь, хромоникелевая, хромованадиевая и пр. Использование стальных конструкций и деталей происходит практически во всех производственных сферах – от обычного бытового строительства до нефтяной и металлургической отраслей.
Процесс и основы легирования сталей
Различают два основных способа:
Поверхностное. В такой ситуации добавки легируется исключительно верхний слой – его ширина зависит от многих факторов, в том числе от требуемых характеристик. В среднем толщина не превышает 1-2 мм. Так на поверхности образуется пленка, которая обладает необходимыми свойствами, например, антифрикционными. Такой вариант является относительно недорогим, но качественным (лучше, чем, например, напыление). Его используют не только для металлов, но и для работы с керамическими и стеклянными изделиями.

Объемное. Оно предполагает введение дополнительных веществ непосредственно в весь объем сплава. Процесс может быть осуществлен на различных стадиях выплавки с добавлением различных элементов – как металлов, так и не металлических, наиболее распространенным из которых является фосфор.
Изменения происходят на микроструктурном уровне. Они, в свою очередь, изменяют физико-химические особенности всего стального элемента.
Отдельно стоит рассказать про легирование полупроводников. Оно проводится с помощью таких способов как:
термодиффузия – используется разность температур для диффузионного процесса;
нейтронно-трансмутационный процесс – активно применяется для кремния, полупроводников;
ионная имплантация – в поверхностный слой бомбардируются пучки ионов.
Таким образом, вне зависимости от того, что используется (ядерные реакции, тепло или энергия ионов), есть несколько стадий процесса – подготовительная, нанесение слоя из различных прибавок, а также финишная, которая состоит в дополнительном воздействии.
Свойства и назначение: с какой целью осуществляется легирование сталей
С развитием промышленности активно увеличивается количество необходимых разновидностей металлических составов. В зависимости от того, какие свойства необходимо получить, могут быть добавлены разные элементы – хром, кремний, медь и пр. Насколько различные имеют свойства эти вещества, настолько и разнообразны полученные эффекты. Очень важно при этом достигнуть необходимых пропорций. Именно по этому свойству все сплавы классифицируются – по базовой примеси, а те компоненты, которые находятся в наименьшем количестве, называются вторичными ингредиентами.
Железо, которое берется за основу, на самом деле не очень прочное. Оно нуждается в обработке и улучшении. самый стандартный, привычный способ – это добавка углерода во время нагрева с последующим быстрым охлаждением. И в зависимости от того, какое процентное соотношение этого вещества (от 0,1 до 1,15 процента от состава, можно различать мягкую, полумягкую, полутвердую и твердую сталь.
Риски при легировании
К сожалению, любые химические добавки при определенных условиях могут быть не столько полезными, сколько воздействовать негативно. Так, например, один компонент, который увеличивает твердость одновременно может повысить хрупкость. Есть еще несколько угроз, вот они:
большинство ферросплавов изготавливается в очень мелких частицах, фактически это металлическая пыль, которая является взрывоопасной – пожар, токсичность, взрывы, это все может привести к повышенным рискам;
пары, которые могут образовываться во время производственных процессов, негативно воздействуют на здоровье – мельчайшие частицы пыли могут оседать на легких;
если в сплав добавлено олово в сочетании со свинцом, то нужно быть особенно осторожным при нагреве, поскольку состав является токсичным при воздействии высоких температур.
Практическое применение: что дает легирование стали
Получаемых характеристик настолько много, что все это зависит от конкретного случая. Мы приведем несколько конкретных ситуаций:
Мы приведем несколько конкретных ситуаций:
Повышение твердости. Это необходимо особенно для базовых металлических конструкций, чтобы они могли выдерживать очень высокие, особенно статичные нагрузки. Для этого зачастую добавляют платину.
Ферромагнитные свойства. Чтобы добиться того, чтобы железо потеряло свои магнитные качества, необходимо, чтобы сплав содержал кобальт.
Чтобы серебро не тускнело, а также не подвергалось коррозии, можно прибавить родий. Он может также быть дополнен палладием или платиной, чтобы увеличить его прочность.
Использование меди в качестве легирующей добавки – повышение коррозионной стойкости. Второе применение – для серебряных изделий, поскольку серебро само по себе слишком мягкое.
Повышение твердости и прочности без изменения уровня пластичности. Возможно, когда ионы кристаллической решетки железа замещаются атомами легирующего элемента.
Растворение в составе определенных неметаллов приводит к тому, что они буквально вытесняют вредные примеси, существенно влияющие на качества изделий.

Изменение зернистости сплава. Это может стать причиной увеличения пластичности, небольшой анизотропности после прокатки.
Это неполный перечень ситуаций, во время которых применяется данная процедура.
Назначение и применение очень разнообразно. Одним из основных можно отметить – изготовление инструмента для металлообработки. В зависимости от использования все способы легирования сталей делятся на три вида – это конструкционная, инструментальная и особого назначения.
Черные сплавы
Это металлы, которые имеют в основе железо. Распространенным вариантом является чугун, который из-за большого содержания углерода не только очень прочный, но и хрупкий. Вся эта категория имеет не самые высокие механические свойства (кроме отборной стали), но из-за своей невысокой стоимости, а также из-за достаточно простого изготовления путем отлива все черносплавные материалы обладают очень большим производством.
Цветные сплавы
Это составы, в основе которых все остальные металлы, кроме железа. Все они подразделяются на легкие и тяжелые. Первые имеют невысокую плотность до 5 мг на кубический сантиметр. Они основываются на магние, титане и алюминие. Вторые, напротив, более плотные (от 5 мг/см3 и выше), они основываются на меди и цинке. В них входят бронзы – оловянные и безоловянные – и латуни. Практически все из перечисленных материалов имеют следующие характеристики:
Все они подразделяются на легкие и тяжелые. Первые имеют невысокую плотность до 5 мг на кубический сантиметр. Они основываются на магние, титане и алюминие. Вторые, напротив, более плотные (от 5 мг/см3 и выше), они основываются на меди и цинке. В них входят бронзы – оловянные и безоловянные – и латуни. Практически все из перечисленных материалов имеют следующие характеристики:
устойчивость к коррозии, что позволяет использовать сплав даже в условиях повышенной влажности и при постоянном контакте с кислородом;
высокая теплопроводность и электропроводность – именно это позволяет использовать вещество при изготовлении электрических деталей, элементов, контактов, проводов;
малая плотность и, как следствие, вес;
простой и отлаженный процесс изготовления.
Нержавеющая сталь
Всем известная нержавейка также относится к легированным сталям. Она является настолько универсальной, что применяется буквально повсеместно – от изготовления обычной посуды для бытового использования до специфических отраслей металлургии. Основная особенность состава, которая лежит и в его названии, это устойчивость к коррозии. Но, кроме этого, есть еще несколько особых характеристик:
Основная особенность состава, которая лежит и в его названии, это устойчивость к коррозии. Но, кроме этого, есть еще несколько особых характеристик:
Эстетичный внешний вид. Так как можно использовать легирование стали с различной сущностью технологических процессов, то и получить можно поверхность качественно различных характеристик. Это может быть глянцевый блеск или матовое отражение, нанесенная гравировка. На верхний слой очень легко нанести узор, а также произвести окрашивание. Все это позволяет использовать материал не только в производственных целях, но и при декоративной отделке помещений, при создании мебели.
Отличные механические свойства. Высокая прочность, износостойкость, неподверженность сильным температурным перепадам, эластичность, ударопрочность – все это делает изделия применимыми в большой сфере производства. Особенно стоит отметить то, что при низких температурах (мороз) не увеличивается хрупкость,поэтому можно работать с нержавейкой даже зимой.

Огнеупорность. Это качество обнаруживается из-за высокой температуры плавления – до 800 градусов. Поэтому даже при постоянном контакте с огнем не выделяется токсичных испарений, а также не происходит деформаций.
Устойчивость к коррозии. Как мы отметили, одно из основных свойств. Оно достигается тем, что в сплаве находится хром в достаточно большом количестве – от 10,5%. Он вступает в химическую реакцию с кислородом и приводит к образованию оксидной пленки. Именно этот оксид и является защитой от ржавления.
Есть и некоторые недостатки. Так, например, достаточно сложно обрабатывать нержавейку. Многие отмечают сложности при образовании сварного шва.
Классификация легированных сталей
Есть три степени легирования, согласно которым меняется процентное содержание добавочных веществ. Отсюда материал может быть:
низколегированным – до 2,5% примесей в составе;
среднелегированным – до 10%;
высоколегированным – до 50% добавок.
Различается также молекулярная структура, согласно ей все сплавы классифицируют на:
Наиболее часто в качестве примеси используется углерод, он отвечает за повышенную прочность и стойкость к ударам. В связи с этим классифицируют сплавы:
низкоуглеродистые – до 0,25% содержания;
среднеуглеродистые – до 0,65%;
высокоуглеродистые – более 0,65%.
Структура также подразумевает деление на следующие классы:
доэвтектоидные – в сплаве есть участки феррита;
эвтектоидные – в основе перлит;
ледебуритные или заэвтектоидные – с первичными/вторичными карбидами.
Также мы уже отмечали, что по назначению все делятся на:
конструкционные – они, в свою очередь, подразделяются на строительные и машиностроительные;
инструментальные – для создания инструментов металлообработки;
с особыми свойствами, в том числе устойчивые к температурным перепадам, огнестойкие и другие.
Отдельно различают:
жаропрочные – в них добавляют хром, ванадий, молибден, они используются в сфере энергетики, а также для других отраслей с высокими температурными показателями;
улучшаемые – их дополнительно подвергают термообработке, обычно закалке, они отличаются повышенной прочностью и чувствительностью к концентрации напряжения;
цементуемые – они сперва проходят цементацию, а уже после этого закалку, отлично подходят для производства шестерен, валов и прочих элементов, для которых важна износостойкость;
быстрорежущие – очень большая твердость и красностойкость до высокой температурной границы;
нержавеющие – имеют покрытие из оксидной пленки, предотвращающее ржавление;
с улучшенными магнитными или электрическими качествами.
Если более подробно классифицировать легированные стали строительного назначения, то различают:
массовые – применяются фактически всюду;
мостостроительные;
судостроительные – очень устойчивы ко хрупкому разрушению;
для горячего водоснабжения и пара – относится к жаропрочным;
низкоопущенные – активно используются в самолетостроении и пр.

Кроме того, все сплавы можно классифицировать по основной примеси, а также делить на двухкомпонентные, трехкомпонентные и так далее по конкретной рецептуре.
Маркировка легированных сталей
Так как данный класс материалов очень обширен, то возникла необходимость в обозначении отдельных элементов. К сожалению, нет единых во всем мире правил по тому, как ставить клеймо. Мы будем перечислять правила, характерные для российского производства.
В основе маркировке – цифры и буквы. Литеры могут означать особые свойства или принадлежность к узкому классу, но наиболее часто они отвечают за компонент, который находится в составе:
А – азот.
К – кобальт.
С – кремний.
Т – титан.
Е – селен.
Б – ниобий.
Г – марганец.
М – молибден.
П – фосфор.
Ф – ванадий.
Ц – цирконий.
В – вольфрам.
Д – медь.
Н – никель.
Х – хром.
Р – бор.
Ю – алюминий.
Российский государственный стандарт
За маркировку отвечает ГОСТ 4543-71. Согласно документу, по букве, которая стоит спереди, можно определить, к какому классу относится вещество:
Ж – нержавеющий сплав.
Х – хромистый.
Е – магнитный.
Я – хромоникелевая нержавейка.
Ш – шарикоподшипниковый.
Р – инструментальный быстрорежущий.
А – высококачественный.
Н – полученный нагартованным прокатом.
ТО – способ термической обработки.
Также следует смотреть на цифры. Первая позволяет понять, сколько в составе углерода, а затем вместе с буквой стоит процент содержания другой легирующей добавки.
Вот пример маркировки хромистого соединения:
Разница между легированием и примесями
Добавки вводятся специально в значительном количестве (более 0,1% от всего состава), их влияние на результат высоко. В то время как нечаянные примеси – это неизбежные, зачастую оказывающие вредное воздействие вещества, которые примешиваются в малом количестве. И чем выше качество материала, тем их меньше.
В то время как нечаянные примеси – это неизбежные, зачастую оказывающие вредное воздействие вещества, которые примешиваются в малом количестве. И чем выше качество материала, тем их меньше.
Например, для легирования сталей с целью последующей холодной штамповки используют хром (до 12%) – это, безусловно, добавка. Если требуется дополнительная консультация – обращайтесь в компанию «Рокта», мы реализуем ленточнопильные станки и готовы оказать помощь в подборе оборудования, свяжитесь с нами по контакному телефону. В качестве завершения статьи посмотрим несколько видео:
ЛЕГИРОВАНИЕ — это что такое ЛЕГИРОВАНИЕ
(от лат. ligo — связываю, соединяю), введение добавок в металлы, сплавы и полупроводники для придания им определенных физ., хим. или мех. св-в. Материалы, подвергнутые Л., наз. легированными. К ним относятся легированные стали и чугуны, легированные цветные металлы и сплавы, легированные полупроводники. Для Л. используют металлы, неметаллы (С, S, P, Si, В, N2 и др.), ферросплавы (см. Железа сплавы) и лигатуры — вспомогат. сплавы, содержащие легирующий элемент. Напр., осн. легирующие элементы в сталях и чугунах — Сr, Ni, Mn, Si, Mo, W, V, Ti, Al, Nb, Co, Сu, в алюминия сплавах —Si, Cu, Mg, Ni, Cr, Co, Zn, в магния сплавах— Zn, Al, Mn, Si, Zr, Li, в меди сплавах-Zn, Sn, Pb, Al, Mn, Fe, Ni, Be, Si, P, в титана сплавах —Al,Mo, V, Mn, Сu, Si, Fe, Zn, Nb. Л. — качеств. понятие. В каждом металле или сплаве из-за особенностей производств. процесса или исходного сырья присутствуют неизбежные примеси. Их не считают легирующими, т. к. они не вводились специально. Напр., уральские железные руды содержат Сu, керченские — As, в сталях, полученных из этих руд, также имеются примеси соотв. Сu и As. Использование луженого, оцинкованного, хромированного и др. металлолома приводит к тому, что в получаемый металл попадают примеси Sn, Zn, Sb, Pb, Ni, Cr и др.
Для Л. используют металлы, неметаллы (С, S, P, Si, В, N2 и др.), ферросплавы (см. Железа сплавы) и лигатуры — вспомогат. сплавы, содержащие легирующий элемент. Напр., осн. легирующие элементы в сталях и чугунах — Сr, Ni, Mn, Si, Mo, W, V, Ti, Al, Nb, Co, Сu, в алюминия сплавах —Si, Cu, Mg, Ni, Cr, Co, Zn, в магния сплавах— Zn, Al, Mn, Si, Zr, Li, в меди сплавах-Zn, Sn, Pb, Al, Mn, Fe, Ni, Be, Si, P, в титана сплавах —Al,Mo, V, Mn, Сu, Si, Fe, Zn, Nb. Л. — качеств. понятие. В каждом металле или сплаве из-за особенностей производств. процесса или исходного сырья присутствуют неизбежные примеси. Их не считают легирующими, т. к. они не вводились специально. Напр., уральские железные руды содержат Сu, керченские — As, в сталях, полученных из этих руд, также имеются примеси соотв. Сu и As. Использование луженого, оцинкованного, хромированного и др. металлолома приводит к тому, что в получаемый металл попадают примеси Sn, Zn, Sb, Pb, Ni, Cr и др. При Л. металлов и сплавов могут образовываться твердые р-ры замещения, внедрения или вычитания, смеси двух и более фаз (напр., Ag в Fe), интерметаллиды, карбиды, нитриды, оксиды, сульфиды, бориды и др. соед. легирующих элементов с основой сплава или между собой. В результате Л.существенно меняются физ.-хим. характеристики исходного металла или сплава и, прежде всего, электронная структура. Легирующие элементы влияют на т-ру плавления, область существования аллотропич. модификаций и кинетику фазовых превращений, характер дефектов кристаллич. решетки, на формирование зерен и тонкой кристаллич. структуры, на дислокац. структуру (затрудняется движение дислокаций), жаростойкость и коррозионную стойкость, элсктрич., магн., мех., технол. (напр., свариваемость, шлифуемость, обрабатываемость резанием), диффузионные и мн. др. св-ва сплавов. Л. подразделяют на объемное и поверхностное. При объемном Л. легирующий элемент в среднем статистически распределяется в объеме металла. В результате поверхностного Л.
При Л. металлов и сплавов могут образовываться твердые р-ры замещения, внедрения или вычитания, смеси двух и более фаз (напр., Ag в Fe), интерметаллиды, карбиды, нитриды, оксиды, сульфиды, бориды и др. соед. легирующих элементов с основой сплава или между собой. В результате Л.существенно меняются физ.-хим. характеристики исходного металла или сплава и, прежде всего, электронная структура. Легирующие элементы влияют на т-ру плавления, область существования аллотропич. модификаций и кинетику фазовых превращений, характер дефектов кристаллич. решетки, на формирование зерен и тонкой кристаллич. структуры, на дислокац. структуру (затрудняется движение дислокаций), жаростойкость и коррозионную стойкость, элсктрич., магн., мех., технол. (напр., свариваемость, шлифуемость, обрабатываемость резанием), диффузионные и мн. др. св-ва сплавов. Л. подразделяют на объемное и поверхностное. При объемном Л. легирующий элемент в среднем статистически распределяется в объеме металла. В результате поверхностного Л. легирующий элемент сосредоточивается на пов-сти металла. Л. сразу неск. элементами, определенное содержание и соотношение к-рых дает возможность получить требуемый комплекс св-в, наз. комплексным Л. и соотв. сплавы — комплекснолегированными. Напр., в результате Л. аустенитной хромоникелевой стали вольфрамом ее жаропрочность возрастает в 2-3 раза, а при совместном использовании W, Ti и др. элементов — в 10 раз. Условно различают понятия: Л., микролегирование и модифицирование. При Л. в сплав вводят 0,2-0,5% по массе и более легирующего элемента, при микролегировании — чаще всего до 0,1 %, при модифицировании — меньше, чем при микролегировании, или столько же, однако задачи, решаемые микролегированием и модифицированием, разные. Микролегирование эффективно влияет на строение и энергетич. состояние границ зерен, при этом предполагается, что в сплаве будут реализованы два механизма упрочнения — благодаря Л. твердого р-ра и в результате дисперсионного твердения. Модифицирование способствует в процессе кристаллизации измельчению структуры, изменению геом.
легирующий элемент сосредоточивается на пов-сти металла. Л. сразу неск. элементами, определенное содержание и соотношение к-рых дает возможность получить требуемый комплекс св-в, наз. комплексным Л. и соотв. сплавы — комплекснолегированными. Напр., в результате Л. аустенитной хромоникелевой стали вольфрамом ее жаропрочность возрастает в 2-3 раза, а при совместном использовании W, Ti и др. элементов — в 10 раз. Условно различают понятия: Л., микролегирование и модифицирование. При Л. в сплав вводят 0,2-0,5% по массе и более легирующего элемента, при микролегировании — чаще всего до 0,1 %, при модифицировании — меньше, чем при микролегировании, или столько же, однако задачи, решаемые микролегированием и модифицированием, разные. Микролегирование эффективно влияет на строение и энергетич. состояние границ зерен, при этом предполагается, что в сплаве будут реализованы два механизма упрочнения — благодаря Л. твердого р-ра и в результате дисперсионного твердения. Модифицирование способствует в процессе кристаллизации измельчению структуры, изменению геом. формы, размеров и распределения неметаллич. включений, изменению формы эвтектич. выделений, в целом улучшая мех. св-ва. Для микролегирования используют элементы, обладающие заметной р-римостью в твердом состоянии (более 0,1 ат. %), для модифицирования обычно служат элементы с ничтожной р-римостью ([0,1 ат. %). Осн. способ объемного Л. — сплавление основного элемента с легирующими в печах (конвертеры, дуговые, индукционные, тигельные, отражательные, пламенные, плазменные, электроннолучевые, вакуумно-дуговые и др.). При этом часто возможны большие потери особенно активных элементов (Mg, Cr, Mo, Ti и др.), взаимодействующих с O2 или N2. С целью уменьшения потерь при выплавке и обеспечения более равномерного распределения легирующего элемента в объеме жидкой ванны используют лигатуры. Др. способы объемного Л. — механическое Л., совместное восстановление, электролиз, плазмохим. р-ции. Мех. Л. осуществляют в установках — аттриторах, представляющих собой барабан, в центре к-рого имеется вал с насаженными на него кулачками.
формы, размеров и распределения неметаллич. включений, изменению формы эвтектич. выделений, в целом улучшая мех. св-ва. Для микролегирования используют элементы, обладающие заметной р-римостью в твердом состоянии (более 0,1 ат. %), для модифицирования обычно служат элементы с ничтожной р-римостью ([0,1 ат. %). Осн. способ объемного Л. — сплавление основного элемента с легирующими в печах (конвертеры, дуговые, индукционные, тигельные, отражательные, пламенные, плазменные, электроннолучевые, вакуумно-дуговые и др.). При этом часто возможны большие потери особенно активных элементов (Mg, Cr, Mo, Ti и др.), взаимодействующих с O2 или N2. С целью уменьшения потерь при выплавке и обеспечения более равномерного распределения легирующего элемента в объеме жидкой ванны используют лигатуры. Др. способы объемного Л. — механическое Л., совместное восстановление, электролиз, плазмохим. р-ции. Мех. Л. осуществляют в установках — аттриторах, представляющих собой барабан, в центре к-рого имеется вал с насаженными на него кулачками. В барабан засыпают порошки компонентов будущего сплава. При вращении и ударе кулачков по мех. смеси происходит постепенное «вбивание» легирующих элементов в основу. При многочасовой обработке удается получать равномерное распределение элементов в сплаве. При совместном восстановлении смешивают порошки оксидов компонентов сплава с восстановителем, напр. с СаН 2, и нагревают. При этом СаН 2 восстанавливает оксиды до металлов, одновременно протекает диффузия компонентов, приводящая к выравниванию состава сплава. Образовавшийся СаО отмывают водой, а сплав в виде порошка идет на дальнейшую переработку. При металлотермич. восстановлении в качестве восстановителей используют металлы — Са, Mg, Al, Na и др. Поверхностное Л. осуществляют в слое до 1-2 мм и используют для создания особых св-в на пов-сти изделия. В основе большинства процессов (в сочетании с термич. обработкой) лежит диффузионное насыщение из газовой или жидкой (напр., цементация) фазы, химическое осаждение из газовой фазы.
В барабан засыпают порошки компонентов будущего сплава. При вращении и ударе кулачков по мех. смеси происходит постепенное «вбивание» легирующих элементов в основу. При многочасовой обработке удается получать равномерное распределение элементов в сплаве. При совместном восстановлении смешивают порошки оксидов компонентов сплава с восстановителем, напр. с СаН 2, и нагревают. При этом СаН 2 восстанавливает оксиды до металлов, одновременно протекает диффузия компонентов, приводящая к выравниванию состава сплава. Образовавшийся СаО отмывают водой, а сплав в виде порошка идет на дальнейшую переработку. При металлотермич. восстановлении в качестве восстановителей используют металлы — Са, Mg, Al, Na и др. Поверхностное Л. осуществляют в слое до 1-2 мм и используют для создания особых св-в на пов-сти изделия. В основе большинства процессов (в сочетании с термич. обработкой) лежит диффузионное насыщение из газовой или жидкой (напр., цементация) фазы, химическое осаждение из газовой фазы. К таким процессам относят алитирование (насыщающий элемент Аl), науглероживание (С), планирование (CN), азотирование (N), борирование (В) и т. д. По твердофазному методу на пов-сть металла наносят легирующий элемент или сплав в виде слоя нужной толщины, далее к.-л. источником энергии (лазерное облучение, плазменная горелка, ТВЧ и др.) пов-сть оплавляется и на ней образуется новый сплав. Общее назв. перечисл. процессов -химико-термич. обработка. От всех выше приведенных методов отличается способ ионной имплантации, суть к-рого заключается в том, что пов-сть металла (или полупроводника) бомбардируют в вакууме потоком ионов к.-л. элемента. Энергия ионов настолько велика, что они внедряются в кристаллич. решетку легируемого элемента, проникая на нужную глубину. Затем проводят отжиг для устранения дефектов в кристаллах. С помощью этого метода производят материалы со статистически равномерным распределением не растворяющихся друг в друге элементов и т. обр. получают структуры, к-рые нельзя получить никакими др.
К таким процессам относят алитирование (насыщающий элемент Аl), науглероживание (С), планирование (CN), азотирование (N), борирование (В) и т. д. По твердофазному методу на пов-сть металла наносят легирующий элемент или сплав в виде слоя нужной толщины, далее к.-л. источником энергии (лазерное облучение, плазменная горелка, ТВЧ и др.) пов-сть оплавляется и на ней образуется новый сплав. Общее назв. перечисл. процессов -химико-термич. обработка. От всех выше приведенных методов отличается способ ионной имплантации, суть к-рого заключается в том, что пов-сть металла (или полупроводника) бомбардируют в вакууме потоком ионов к.-л. элемента. Энергия ионов настолько велика, что они внедряются в кристаллич. решетку легируемого элемента, проникая на нужную глубину. Затем проводят отжиг для устранения дефектов в кристаллах. С помощью этого метода производят материалы со статистически равномерным распределением не растворяющихся друг в друге элементов и т. обр. получают структуры, к-рые нельзя получить никакими др.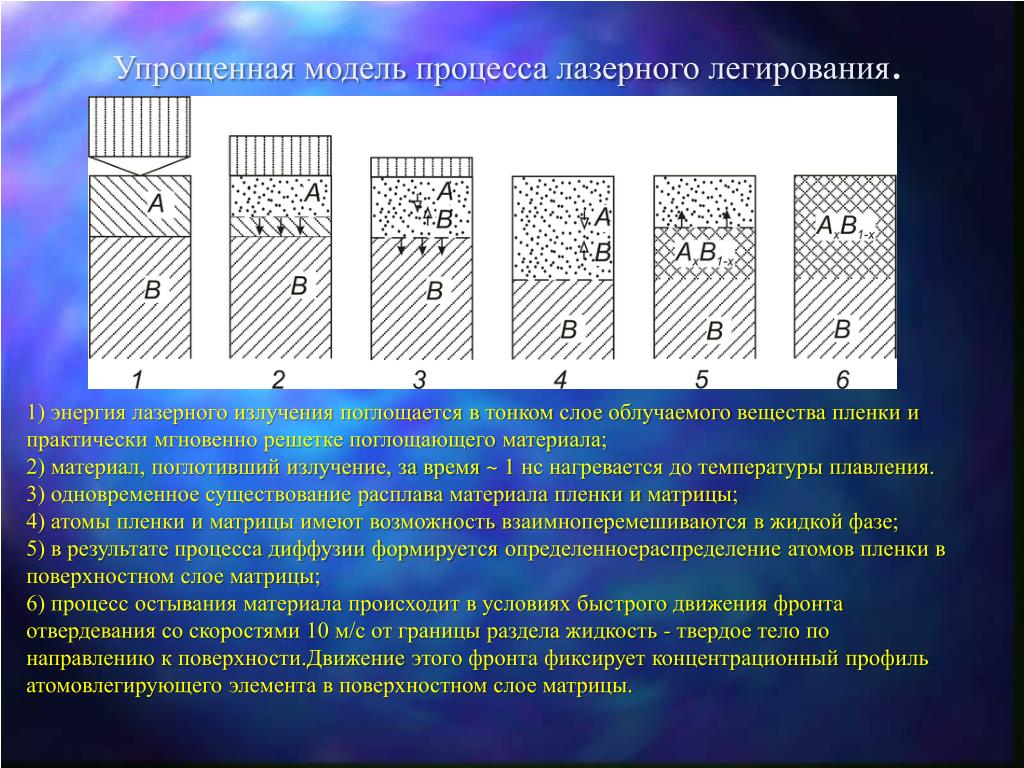 способами. Л. применялось уже в глубокой древности, в России — с 30-х гг. 19 в. Лит.: Металлургия стали, под ред. В. И. Японского и Ю. В. Кряковского, М.. 1983; Гуляев А. П., Металловедение, 6 изд., М., 1986. См. также лит. при статьях о сплавах Al, Fe, Сu и др. С. Б. Масленков.
способами. Л. применялось уже в глубокой древности, в России — с 30-х гг. 19 в. Лит.: Металлургия стали, под ред. В. И. Японского и Ю. В. Кряковского, М.. 1983; Гуляев А. П., Металловедение, 6 изд., М., 1986. См. также лит. при статьях о сплавах Al, Fe, Сu и др. С. Б. Масленков.
Синонимы:
микролегирование
металлургия | Определение и история
металлургия
Смотреть все СМИ
- Ключевые люди:
- Михаил Ломоносов
Георгиус Агрикола
Дэниел Коуэн Джеклинг
Сэр Алан Коттрелл
Арден Л. Бемент-младший
- Похожие темы:
- металлоконструкции
переработка полезных ископаемых
металлография
технологическая металлургия
физическая металлургия
Просмотреть весь соответствующий контент →
Резюме
Прочтите краткий обзор этой темы
металлургия Искусство и наука по извлечению металлов из руд и модификации металлов для использования. Металлургия обычно относится к коммерческим, а не к лабораторным методам. Это также касается химических, физических и атомных свойств и структуры металлов, а также принципов, по которым металлы объединяются в сплавы.
Металлургия обычно относится к коммерческим, а не к лабораторным методам. Это также касается химических, физических и атомных свойств и структуры металлов, а также принципов, по которым металлы объединяются в сплавы.
История металлургии
Современное использование металлов является кульминацией долгого пути развития, растянувшегося примерно на 6500 лет. Принято считать, что первыми известными металлами были золото, серебро и медь, находившиеся в самородном или металлическом состоянии, из которых самыми ранними, по всей вероятности, были самородки золота, найденные в песках и гравии в руслах рек. Такие самородные металлы стали известны и ценились за их декоративную и утилитарную ценность во второй половине каменного века.
Самая ранняя разработка
Золото можно агломерировать в более крупные куски путем холодной ковки, но самородная медь не может, и важным шагом на пути к Веку металлов стало открытие того, что такие металлы, как медь, могут быть преобразованы в формы путем плавления и отливки в формы; среди самых ранних известных изделий этого типа — медные топоры, отлитые на Балканах в 4-м тысячелетии до н. э. Еще одним шагом стало открытие того, что металлы можно извлекать из металлосодержащих минералов. Они были собраны, и их можно было отличить по цвету, текстуре, весу, цвету пламени и запаху при нагревании. Заметно больший выход, полученный при нагревании самородной меди с сопутствующими оксидными минералами, мог привести к процессу плавки, поскольку эти оксиды легко восстанавливаются до металла в слое древесного угля при температурах выше 700 ° C (1300 ° F) в качестве восстановителя. , угарный газ, становится все более стабильным. Чтобы осуществить агломерацию и отделение расплавленной или выплавленной меди от сопутствующих минералов, необходимо было ввести оксид железа в качестве флюса. Этот дальнейший шаг вперед можно объяснить наличием минералов госсан оксида железа в выветрелых верхних зонах месторождений сульфидов меди.
э. Еще одним шагом стало открытие того, что металлы можно извлекать из металлосодержащих минералов. Они были собраны, и их можно было отличить по цвету, текстуре, весу, цвету пламени и запаху при нагревании. Заметно больший выход, полученный при нагревании самородной меди с сопутствующими оксидными минералами, мог привести к процессу плавки, поскольку эти оксиды легко восстанавливаются до металла в слое древесного угля при температурах выше 700 ° C (1300 ° F) в качестве восстановителя. , угарный газ, становится все более стабильным. Чтобы осуществить агломерацию и отделение расплавленной или выплавленной меди от сопутствующих минералов, необходимо было ввести оксид железа в качестве флюса. Этот дальнейший шаг вперед можно объяснить наличием минералов госсан оксида железа в выветрелых верхних зонах месторождений сульфидов меди.
Во многих регионах в последующий период производились медно-мышьяковые сплавы, обладающие превосходными свойствами по сравнению с медью как в литом, так и в деформируемом виде. Сначала это могло быть случайным из-за сходства по цвету и цвету пламени между ярко-зеленым медно-карбонатным минералом малахитом и продуктами выветривания таких медно-мышьяковых сульфидных минералов, как энаргит, а позднее за этим мог последовать целенаправленный отбор соединений мышьяка на основе их чесночного запаха при нагревании.
Сначала это могло быть случайным из-за сходства по цвету и цвету пламени между ярко-зеленым медно-карбонатным минералом малахитом и продуктами выветривания таких медно-мышьяковых сульфидных минералов, как энаргит, а позднее за этим мог последовать целенаправленный отбор соединений мышьяка на основе их чесночного запаха при нагревании.
Содержание мышьяка варьировалось от 1 до 7 процентов, олова до 3 процентов. Практически не содержащие мышьяка медные сплавы с более высоким содержанием олова — другими словами, настоящая бронза — по-видимому, появились между 3000 и 2500 годами до нашей эры, начиная с дельты Тигра и Евфрата. Открытие значения олова могло произойти благодаря использованию станнита, смешанного сульфида меди, железа и олова, хотя этот минерал не так широко доступен, как основной минерал олова, касситерит, который, должно быть, был конечным источником. металла. Касситерит поразительно плотный и встречается в виде гальки в аллювиальных отложениях вместе с арсенопиритом и золотом; это также происходит в определенной степени в госсанах оксида железа, упомянутых выше.
Хотя бронза могла развиваться независимо в разных местах, наиболее вероятно, что бронзовая культура распространилась через торговлю и миграцию народов с Ближнего Востока в Египет, Европу и, возможно, Китай. Во многих цивилизациях производство меди, мышьяковой меди и оловянной бронзы какое-то время продолжалось вместе. Возможное исчезновение медно-мышьяковых сплавов трудно объяснить. Производство могло быть основано на полезных ископаемых, которые не были широко доступны и стали дефицитными, но относительная нехватка минералов олова не мешала значительной торговле этим металлом на значительных расстояниях. Возможно, в конечном итоге предпочтение отдавалось оловянным бронзам из-за возможности отравления мышьяком от паров, образующихся при окислении мышьякосодержащих минералов.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
По мере разработки выветрелых медных руд в определенных местах, более твердые сульфидные руды под ними добывались и плавились. Используемые минералы, такие как халькопирит, сульфид меди и железа, нуждались в окислительном обжиге для удаления серы в виде диоксида серы и получения оксида меди. Это не только требовало больших металлургических навыков, но также окисляло тесно связанное железо, что в сочетании с использованием флюсов из оксида железа и более сильными восстановительными условиями, создаваемыми усовершенствованными плавильными печами, приводило к более высокому содержанию железа в бронзе.
Используемые минералы, такие как халькопирит, сульфид меди и железа, нуждались в окислительном обжиге для удаления серы в виде диоксида серы и получения оксида меди. Это не только требовало больших металлургических навыков, но также окисляло тесно связанное железо, что в сочетании с использованием флюсов из оксида железа и более сильными восстановительными условиями, создаваемыми усовершенствованными плавильными печами, приводило к более высокому содержанию железа в бронзе.
Невозможно провести четкую границу между бронзовым веком и железным веком. Небольшие куски железа должны были производиться в медеплавильных печах, поскольку использовались флюсы оксида железа и железосодержащие сульфидные руды меди. Кроме того, более высокие температуры в печи создали бы условия для более сильного восстановления (то есть, более высокое содержание монооксида углерода в печных газах). Ранний кусок железа с дороги в провинции Дренте, Нидерланды, был датирован 1350 годом до нашей эры, что обычно считается средним бронзовым веком для этой области. С другой стороны, в Анатолии железо использовалось уже в 2000 г. до н. э. Есть также случайные ссылки на железо и в более ранние периоды, но этот материал имел метеоритное происхождение.
С другой стороны, в Анатолии железо использовалось уже в 2000 г. до н. э. Есть также случайные ссылки на железо и в более ранние периоды, но этот материал имел метеоритное происхождение.
Как только была установлена взаимосвязь между новым металлом, найденным в медных плавках, и рудой, добавленной в качестве флюса, естественным образом последовала работа печей для производства только железа. Несомненно, к 1400 г. до н. э. в Анатолии большое значение приобрело железо, а к 1200–1000 гг. до н. э. из него в больших масштабах изготавливали оружие, первоначально лезвия кинжалов. По этой причине 1200 г. до н.э. был принят за начало железного века. Данные раскопок указывают на то, что искусство изготовления железа зародилось в гористой местности к югу от Черного моря, где доминировали хетты. Позже это искусство, по-видимому, распространилось среди филистимлян, поскольку в Гераре были обнаружены грубые печи, датируемые 1200 г. до н. э., вместе с рядом железных предметов.
Плавка оксида железа с древесным углем требовала высокой температуры, и, поскольку температура плавления железа 1540 °C (2800 °F) тогда была недостижима, продукт представлял собой просто губчатую массу пастообразных глобул металла, смешанных с полужидкий шлак. Этот продукт, позже известный как блюм, вряд ли можно было использовать в том виде, в каком он был, но повторный нагрев и горячая ковка устранили большую часть шлака, создав кованое железо, продукт гораздо лучшего качества.
Этот продукт, позже известный как блюм, вряд ли можно было использовать в том виде, в каком он был, но повторный нагрев и горячая ковка устранили большую часть шлака, создав кованое железо, продукт гораздо лучшего качества.
На свойства железа сильно влияет присутствие небольшого количества углерода, при этом значительное увеличение прочности связано с содержанием менее 0,5 процента. При достижимых тогда температурах — около 1200 ° C (2200 ° F) — восстановление древесным углем давало почти чистое железо, которое было мягким и имело ограниченное применение для оружия и инструментов. с изобретением лучших мехов железо поглощало больше углерода. Это привело к цветению и железным изделиям с различным содержанием углерода, что затрудняло определение периода, в течение которого железо могло быть преднамеренно упрочнено путем науглероживания или повторного нагревания металла в контакте с избытком древесного угля.
Углеродосодержащее железо имело еще одно большое преимущество, заключавшееся в том, что, в отличие от бронзы и безуглеродистого железа, его можно было сделать еще более твердым путем закалки, т.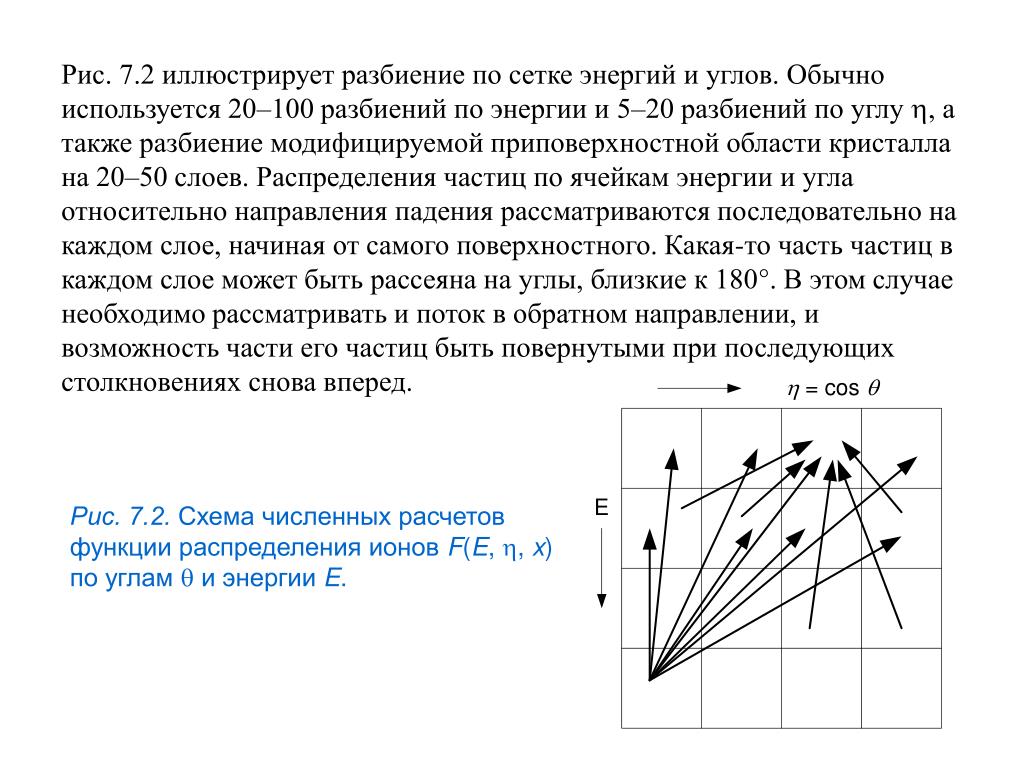 е. быстрого охлаждения путем погружения в воду. Нет никаких свидетельств использования этого процесса закалки в раннем железном веке, так что он должен был быть либо неизвестен тогда, либо не считался выгодным, поскольку закалка делает железо очень хрупким и должна сопровождаться отпуском или повторным нагревом при более низкая температура, чтобы восстановить ударную вязкость. То, что, по-видимому, было установлено на раннем этапе, было практикой многократной холодной ковки и отжига при 600–700 ° C (1100–1300 ° F), температура, естественно достигаемая при простом огне. Эта практика распространена в некоторых частях Африки даже сегодня.
е. быстрого охлаждения путем погружения в воду. Нет никаких свидетельств использования этого процесса закалки в раннем железном веке, так что он должен был быть либо неизвестен тогда, либо не считался выгодным, поскольку закалка делает железо очень хрупким и должна сопровождаться отпуском или повторным нагревом при более низкая температура, чтобы восстановить ударную вязкость. То, что, по-видимому, было установлено на раннем этапе, было практикой многократной холодной ковки и отжига при 600–700 ° C (1100–1300 ° F), температура, естественно достигаемая при простом огне. Эта практика распространена в некоторых частях Африки даже сегодня.
К 1000 г. до н. э. железо стало известно в Центральной Европе. Его использование медленно распространялось на запад. Производство железа было широко распространено в Великобритании во время римского вторжения в 55 г. до н. э. В Азии железо также было известно в древности, в Китае около 700 г. до н.э.
Новый метод синтеза передовых материалов
Механическое легирование — это метод обработки порошка в твердом состоянии, который включает повторную холодную сварку, разрушение и повторную сварку частиц порошка в высокоэнергетической шаровой мельнице. Первоначально разработанный около 50 лет назад для производства упрочненных оксидной дисперсией суперсплавов на основе никеля и железа для аэрокосмических и высокотемпературных применений, в настоящее время он признан важным методом синтеза метастабильных и современных материалов с высоким потенциалом для широкого применения. Получаемые метастабильные материалы включают пересыщенные твердые растворы, промежуточные фазы, квазикристаллические фазы, аморфные сплавы и высокоэнтропийные сплавы. Кроме того, нанокристаллические фазы были получены практически в каждой системе сплавов. Из-за тонкости порошков их консолидация до полной плотности без какой-либо пористости представляет собой сложную проблему. Для решения этой проблемы было разработано несколько новых методов. Загрязнение порошка во время измельчения и последующего уплотнения представляет собой еще одну проблему; это можно решить, хотя и дорого. Для этих новых материалов был разработан ряд приложений. В этой обзорной статье представлен обзор процесса механического сплавления, механизма измельчения зерна до нанометрового уровня и получения таких материалов, как нанокомпозиты и металлические стекла.
Первоначально разработанный около 50 лет назад для производства упрочненных оксидной дисперсией суперсплавов на основе никеля и железа для аэрокосмических и высокотемпературных применений, в настоящее время он признан важным методом синтеза метастабильных и современных материалов с высоким потенциалом для широкого применения. Получаемые метастабильные материалы включают пересыщенные твердые растворы, промежуточные фазы, квазикристаллические фазы, аморфные сплавы и высокоэнтропийные сплавы. Кроме того, нанокристаллические фазы были получены практически в каждой системе сплавов. Из-за тонкости порошков их консолидация до полной плотности без какой-либо пористости представляет собой сложную проблему. Для решения этой проблемы было разработано несколько новых методов. Загрязнение порошка во время измельчения и последующего уплотнения представляет собой еще одну проблему; это можно решить, хотя и дорого. Для этих новых материалов был разработан ряд приложений. В этой обзорной статье представлен обзор процесса механического сплавления, механизма измельчения зерна до нанометрового уровня и получения таких материалов, как нанокомпозиты и металлические стекла. Описано применение механического сплавления для синтеза некоторых передовых материалов, таких как чистые металлы и сплавы, материалы для хранения водорода и энергетические материалы. Статья завершается взглядом на будущие перспективы этой методики.
Описано применение механического сплавления для синтеза некоторых передовых материалов, таких как чистые металлы и сплавы, материалы для хранения водорода и энергетические материалы. Статья завершается взглядом на будущие перспективы этой методики.
1. Введение
Усовершенствованные материалы определяются как материалы, в которых основное внимание уделяется систематическому синтезу и контролю кристаллической и микроструктуры материалов для обеспечения точно подобранных свойств для требовательных приложений [1]. Несмотря на то, что различные материалы использовались в течение нескольких тысячелетий, а в технологических секторах происходил быстрый прогресс, существовал большой спрос на материалы, которые были бы более прочными, жесткими, легкими, устойчивыми к коррозии и пригодными для использования при более высоких температурах, чем существующие. и доступные материалы. Таким образом, высокотехнологичные отрасли дали огромный импульс усилиям по разработке новых материалов, которые будут лучше работать в требовательных приложениях. В ответ на эти требования материаловеды постоянно ищут новые методы производства таких материалов.
В ответ на эти требования материаловеды постоянно ищут новые методы производства таких материалов.
Идеальный и наиболее полезный материал должен иметь отличное сочетание свойств. Он должен обладать высокой прочностью, чтобы выдерживать большие нагрузки, и хорошей пластичностью, чтобы легко деформироваться в различные формы. Но традиционная мудрость говорит нам, что эти два свойства работают в противоположных направлениях; пластичность снижается при увеличении прочности. Кроме того, материал должен обладать хорошей жесткостью, чтобы он не слишком сильно прогибался под нагрузкой, и высокой вязкостью разрушения, чтобы сопротивляться легкому и быстрому разрушению. Удобнее всего будет, если он будет из легких металлов, когда его можно будет более эффективно использовать в аэрокосмической промышленности. Кроме того, мы также хотим иметь хорошую коррозионную стойкость. В дополнение к этому прекрасному сочетанию свойств, мы хотели бы, чтобы материал был легко доступным (во избежание геополитических конфликтов) и недорогим. Такого материала на данный момент не существует, поэтому назовем этот воображаемый идеальный металл утопиум (рис. 1). Это будет похоже на утопию, идеальный мир. Но, поскольку названия большинства металлов заканчиваются на «….um», таких как алюминий, магний, титан, уран и т. д., давайте назовем этот совершенный (и неуловимый) металл утопием.
Такого материала на данный момент не существует, поэтому назовем этот воображаемый идеальный металл утопиум (рис. 1). Это будет похоже на утопию, идеальный мир. Но, поскольку названия большинства металлов заканчиваются на «….um», таких как алюминий, магний, титан, уран и т. д., давайте назовем этот совершенный (и неуловимый) металл утопием.
Уже давно осознано, что свойства материалов в целом и, что более важно, механические свойства можно улучшить только путем их обработки в далеко неравновесных (или неравновесных) условиях [2]. Новые материалы, такие как металлические стекла [3, 4], квазикристаллические сплавы [5, 6], наноструктурированные материалы [7, 8], высокоэнтропийные сплавы [9].], высокотемпературные сверхпроводники, сверхтвердые карбонитриды и тонкопленочные алмазные материалы были неизвестны до 1960-х годов. Синтез мартенсита путем закалки стали до комнатной температуры от повышенной температуры, где он существует в аустенитном состоянии, является общепринятым методом упрочнения стали. Механические свойства могут быть дополнительно изменены за счет отпуска путем повторного нагрева мартенситной стали до более высоких температур. Разработка авиационных алюминиевых сплавов методом дисперсионного твердения в XIX в.10–30-е годы заложили основу для разработки высокопрочных алюминиевых сплавов. Эти принципы в настоящее время используются для повышения прочности обычно мягких алюминиевых и магниевых сплавов. Разработка методов быстрого затвердевания для достижения высоких скоростей затвердевания (около 10 6 К/с) позволила получить мелкозернистые сплавы и металлические стекла с высокой механической прочностью, привлекательными магнитомягкими свойствами и значительно улучшенной коррозионной стойкостью. Синтез объемных металлических стекол при гораздо более низких скоростях затвердевания (<около 10 2 К/с) и большей толщины сечения (в настоящее время из полностью стеклообразных сплавов можно изготавливать стержни диаметром 80 мм) обеспечили значительно более широкий спектр стеклообразных материалов.
Механические свойства могут быть дополнительно изменены за счет отпуска путем повторного нагрева мартенситной стали до более высоких температур. Разработка авиационных алюминиевых сплавов методом дисперсионного твердения в XIX в.10–30-е годы заложили основу для разработки высокопрочных алюминиевых сплавов. Эти принципы в настоящее время используются для повышения прочности обычно мягких алюминиевых и магниевых сплавов. Разработка методов быстрого затвердевания для достижения высоких скоростей затвердевания (около 10 6 К/с) позволила получить мелкозернистые сплавы и металлические стекла с высокой механической прочностью, привлекательными магнитомягкими свойствами и значительно улучшенной коррозионной стойкостью. Синтез объемных металлических стекол при гораздо более низких скоростях затвердевания (<около 10 2 К/с) и большей толщины сечения (в настоящее время из полностью стеклообразных сплавов можно изготавливать стержни диаметром 80 мм) обеспечили значительно более широкий спектр стеклообразных материалов. Появление наноструктурированных материалов и высокоэнтропийных сплавов значительно расширило спектр материалов, доступных материаловедам. В большинстве этих случаев академическое любопытство мотивированных исследователей привело к синтезу новых материалов, некоторые из которых впоследствии нашли коммерческое применение.
Появление наноструктурированных материалов и высокоэнтропийных сплавов значительно расширило спектр материалов, доступных материаловедам. В большинстве этих случаев академическое любопытство мотивированных исследователей привело к синтезу новых материалов, некоторые из которых впоследствии нашли коммерческое применение.
Некоторые из этих методов «неравновесной обработки» включают быстрое затвердевание из расплава, механическое сплавление, лазерную обработку, плазменную обработку, формование распылением, физические и химические методы осаждения из паровой фазы и ионное смешивание. Относительные преимущества и недостатки этих методов обсуждались в относительно недавней публикации [2]. Однако в настоящей статье мы сосредоточимся на методе механического сплавления, опишем этот метод и его потенциал в синтезе и разработке передовых материалов, а также изучим и применим их для коммерческого применения.
2. Процесс механического легирования
Неравновесная обработка материалов начинается с возбуждения материала и использования этого возбужденного (высокоэнергетического) состояния для обработки материалов для получения желаемой микроструктуры и свойств.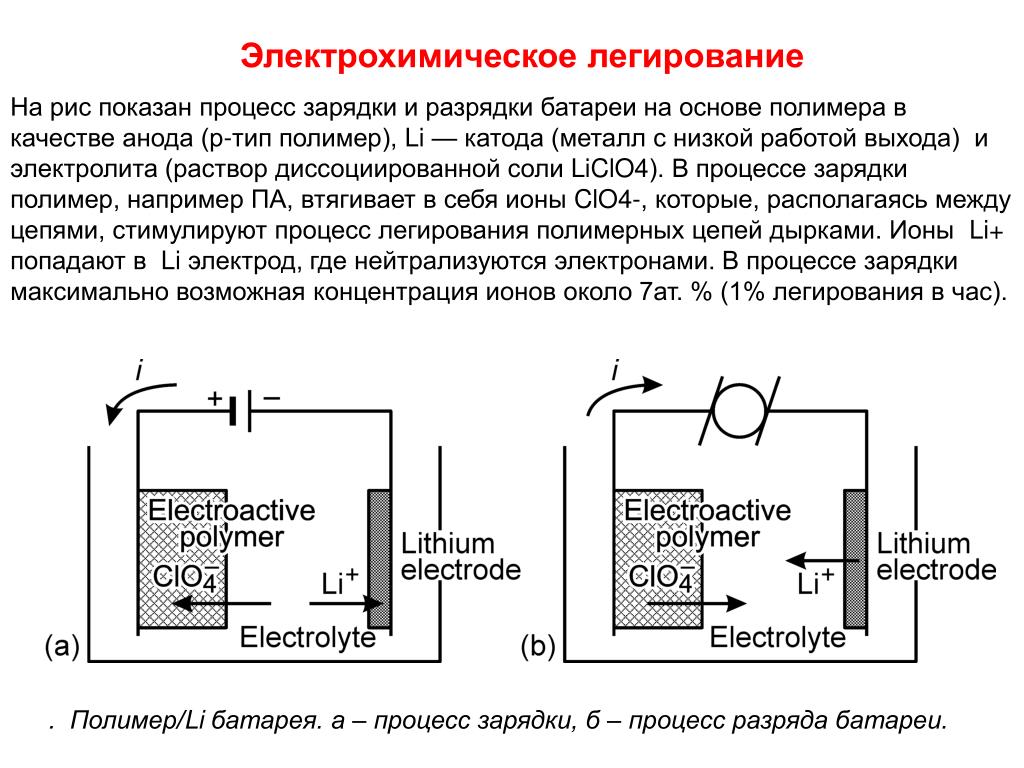 Исследователи традиционно использовали температуру, давление, свет или электричество для преобразования равновесного материала в заряженное состояние. Но простой и нетрадиционный метод возбуждения материала заключается в использовании «грубой силы» (или механического воздействия). Так называемые тяжелые процессы пластической деформации (обратите внимание, что это название и различные варианты в этой категории появились намного позже, чем метод механического сплавления) подвергают материал воздействию высоких сил удара, сдвига и кручения для придания энергии материалу.
Исследователи традиционно использовали температуру, давление, свет или электричество для преобразования равновесного материала в заряженное состояние. Но простой и нетрадиционный метод возбуждения материала заключается в использовании «грубой силы» (или механического воздействия). Так называемые тяжелые процессы пластической деформации (обратите внимание, что это название и различные варианты в этой категории появились намного позже, чем метод механического сплавления) подвергают материал воздействию высоких сил удара, сдвига и кручения для придания энергии материалу.
Метод механического сплавления (МА) был разработан в 1960-х годах в ответ на промышленную необходимость. Столкнувшись с вопросом определения материала, обладающего достаточной прочностью как при промежуточных, так и при повышенных температурах, Джон Бенджамин из INCO разработал этот метод для равномерного диспергирования мелких частиц иттрия (Y 2 O 3 ) в сложной матрице сплава на основе никеля. [10]. Такие сплавы в настоящее время называют суперсплавами, упрочненными оксидной дисперсией (ODS) [11–14]. «Наука» техники МА была разработана гораздо позже, в конце 19 века.80-х годов и продолжает расширяться.
[10]. Такие сплавы в настоящее время называют суперсплавами, упрочненными оксидной дисперсией (ODS) [11–14]. «Наука» техники МА была разработана гораздо позже, в конце 19 века.80-х годов и продолжает расширяться.
МА включает загрузку отдельных элементарных порошков или предварительно легированных порошков вместе с мелющей средой в высокоэнергетическую шаровую мельницу, обычно поддерживая весовое соотношение шаров к порошку 10:1 или выше. Процесс включает повторную холодную сварку, разрушение и повторную сварку частиц порошка. Во время этого процесса размер полученного порошка можно контролировать, уравновешивая процессы разрушения и сварки. Используется около 1-2 мас. % агента управления технологическим процессом (PCA), особенно при изготовлении пластичных металлов. ПКА адсорбируется на поверхности частиц порошка и сводит к минимуму чрезмерное холодное приваривание между собой и/или к емкости для измельчения и мелющей среде; это препятствует агломерации частиц порошка. Размеры частиц и зерен постепенно уменьшаются со временем измельчения, достигая нанометрового уровня.
Процесс МА можно проводить в мельницах малой производительности и высокой энергии (мельницах SPEX) для получения около 10–20 г за проход для целей просеивания сплава, в планетарных мельницах средней мощности для получения около 200–500 г при время, или в более крупных мельницах (аттриторах) с низким энергопотреблением для производства килограммов. В настоящее время в России доступны аттриторы, способные производить около 40–50 кг порошка за 24–48 часов для крупномасштабного коммерческого применения. Доступны также высокоэнергетические и высокоскоростные мельницы, которые могут производить около 5000 кг порошка в час. В последние годы популярным методом стало криогенное измельчение (измельчение при температурах жидкого азота) [15]. Установки для охлаждения порошков до низких температур или нагревания их до высоких температур и контроля давления и температуры во время измельчения являются одними из доступных в настоящее время приспособлений.
Время измельчения уменьшается с увеличением энергии мельницы.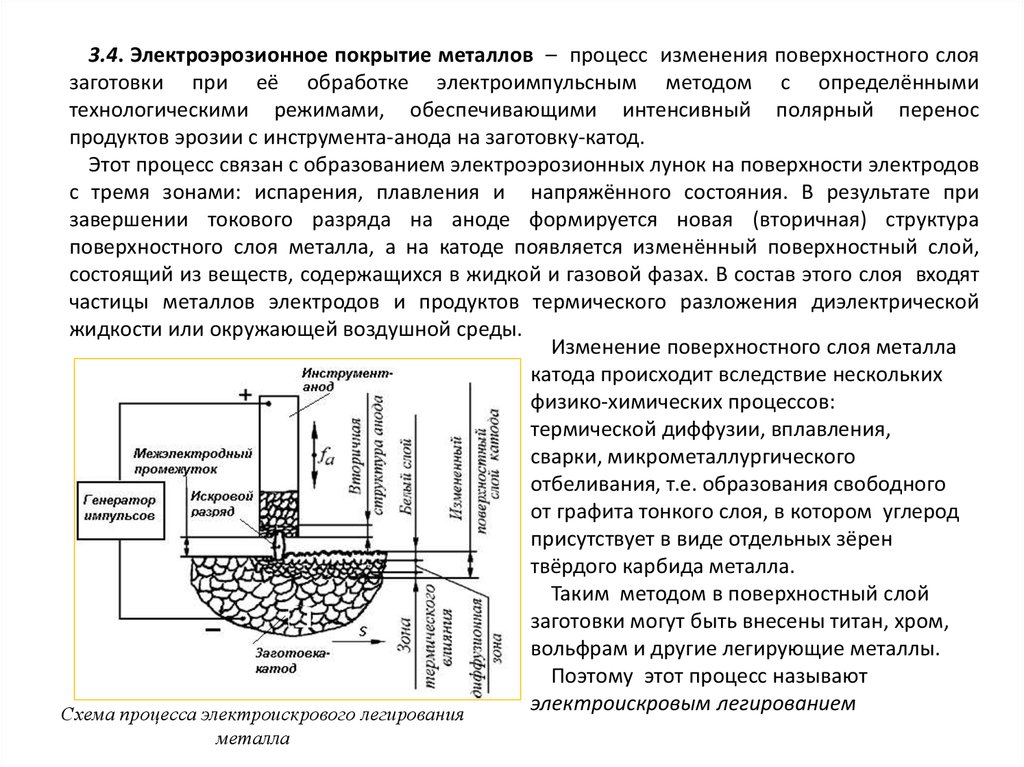 Как правило, можно подсчитать, что процесс, который занимает всего несколько минут на мельнице SPEX, может занять несколько часов на аттриторе и несколько дней на коммерческой мельнице с низким энергопотреблением, хотя фактические детали могут различаться в зависимости от эффективность различных мельниц и характеристики порошка. Полную информацию о процессе, включая влияние различных переменных на поведение при сплавлении, можно найти в двух недавних источниках [16, 17].
Как правило, можно подсчитать, что процесс, который занимает всего несколько минут на мельнице SPEX, может занять несколько часов на аттриторе и несколько дней на коммерческой мельнице с низким энергопотреблением, хотя фактические детали могут различаться в зависимости от эффективность различных мельниц и характеристики порошка. Полную информацию о процессе, включая влияние различных переменных на поведение при сплавлении, можно найти в двух недавних источниках [16, 17].
2.1. Механизм легирования
Влияние одиночного столкновения на каждый тип составляющих частиц порошка показано на рис. 2(а). Первоначальный удар мелющего шара приводит к тому, что пластичный металлический порошок сплющивается и затвердевает. Интенсивная пластическая деформация увеличивает отношение поверхности к объему частиц и разрывает поверхностные пленки адсорбированных загрязнений. Хрупкие интерметаллидные частицы порошка дробятся и измельчаются в размерах. Оксидные дисперсоидные частицы измельчаются сильнее.
При столкновении двух мелющих шаров небольшое количество измельчаемого порошка оказывается между ними. Обычно при каждом столкновении захватывается около 1000 частиц с общей массой около 0,2 мг (рис. 2(b)). Во время этого процесса морфология порошка может быть изменена двумя различными способами, в зависимости от того, имеете ли вы дело с комбинацией вязко-пластического, вязко-хрупкого или хрупко-хрупкого порошка. Если исходные порошки представляют собой частицы мягкого металла, уплощенные слои перекрываются и образуют холодные сварные швы. Это приводит к образованию слоистых композиционных частиц порошка, состоящих из различных комбинаций исходных ингредиентов. Более хрупкие компоненты, как правило, поглощаются пластичными компонентами и застревают в композите. В то же время частицы нагартованного элементарного или композитного порошка могут разрушиться. Эти конкурирующие процессы холодной сварки (с пластической деформацией и агломерацией) и разрушения (с уменьшением размера) продолжаются неоднократно в течение всего периода измельчения.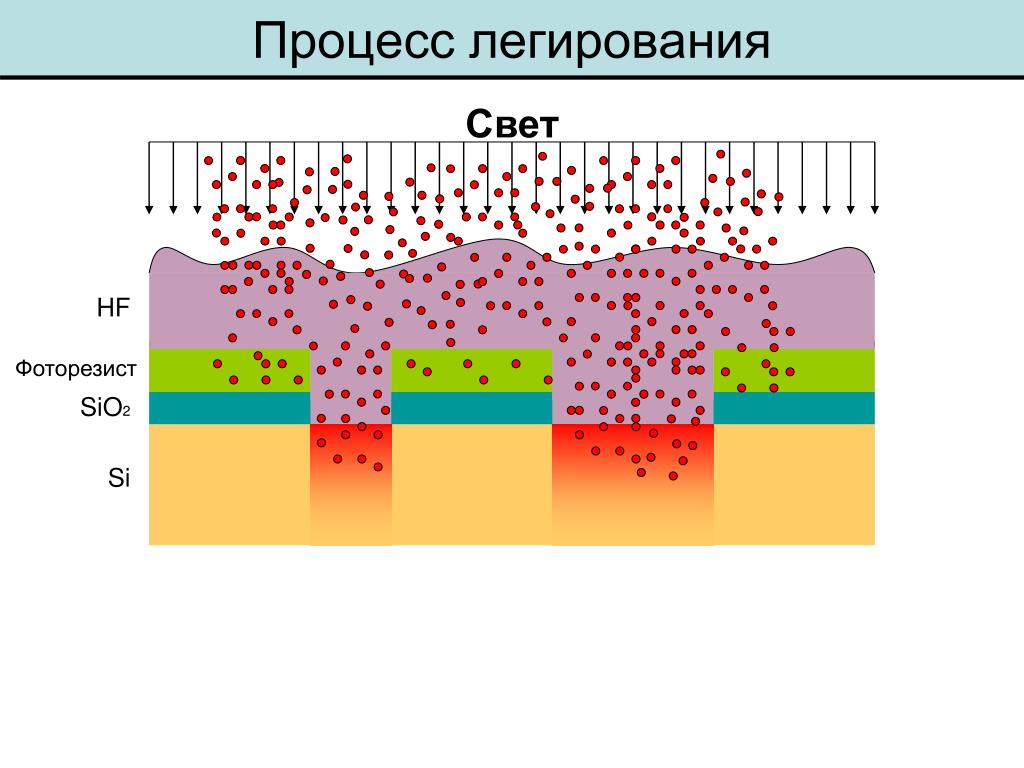 В конце концов, в стационарных условиях получается очищенная и гомогенизированная микроструктура, а состав частиц порошка такой же, как пропорция исходных составных порошков.
В конце концов, в стационарных условиях получается очищенная и гомогенизированная микроструктура, а состав частиц порошка такой же, как пропорция исходных составных порошков.
Наряду с описанным выше случаем холодной сварки некоторое количество порошка может также покрывать шлифовальную среду и/или внутренние стенки контейнера. Тонкий слой покрытия полезен для предотвращения износа мелющей среды, а также для предотвращения загрязнения размолотого порошка мусором. Но слишком толстый слой приведет к снижению выхода, а также к возможной неоднородности состава порошка, чего следует избегать.
Общепринятое объяснение сплавления смешанных порошков элементов и образования различных типов фаз состоит в том, что после измельчения образуется очень тонкая и однородная смесь компонентов (часто пластинчатая, если составляющие элементы достаточно пластичны) конечный продукт. Сплавообразованию способствуют кристаллические дефекты (границы зерен, дислокации, дефекты упаковки, вакансии и др. ), внесенные в материал в результате интенсивной нагартовки, выступающие в роли путей быстрой диффузии, и незначительное повышение температуры порошка при измельчении , в результате сил трения и ударов мелющих шаров о другие шары и поверхности емкости. Если конечная желаемая фаза не была сформирована непосредственно в результате МА, то было обнаружено, что короткий отжиг при повышенной температуре способствует диффузии и, следовательно, формированию сплава. Соответственно было показано, что при правильном выборе параметров процесса при МА и выборе соответствующего состава сплава можно получать разнообразные сплавы, исходя из металлических порошков. Выявлен термодинамический критерий того, что фаза с наименьшей свободной энергией в условиях непрерывного деформирования будет наиболее «устойчивой» фазой. Важным свойством МА является способность сплавлять металлы даже с положительными теплотами смешения, которые трудно или невозможно сплавить иначе [18, 19].].
), внесенные в материал в результате интенсивной нагартовки, выступающие в роли путей быстрой диффузии, и незначительное повышение температуры порошка при измельчении , в результате сил трения и ударов мелющих шаров о другие шары и поверхности емкости. Если конечная желаемая фаза не была сформирована непосредственно в результате МА, то было обнаружено, что короткий отжиг при повышенной температуре способствует диффузии и, следовательно, формированию сплава. Соответственно было показано, что при правильном выборе параметров процесса при МА и выборе соответствующего состава сплава можно получать разнообразные сплавы, исходя из металлических порошков. Выявлен термодинамический критерий того, что фаза с наименьшей свободной энергией в условиях непрерывного деформирования будет наиболее «устойчивой» фазой. Важным свойством МА является способность сплавлять металлы даже с положительными теплотами смешения, которые трудно или невозможно сплавить иначе [18, 19].].
Эффекты МА обычно подразделяются на две группы:
Конституционные изменения : Измельчение смешанных элементарных порошков может привести к образованию твердых растворов (как равновесных, так и пересыщенных), интерметаллических фаз (равновесных, метастабильных (высокотемпературных и/или высокое давление), квазикристаллические и аморфные фазы в системах сплавов. Фактический тип образующейся фазы может быть разным в зависимости от системы сплава, ее состава и используемых условий измельчения. Таким образом был получен ряд метастабильных сплавов.
Фактический тип образующейся фазы может быть разным в зависимости от системы сплава, ее состава и используемых условий измельчения. Таким образом был получен ряд метастабильных сплавов.
Микроструктурные изменения : В результате МА в обработанных материалах могут образовываться ультрамелкозернистые и наноструктурные фазы. Кроме того, в различных матрицах может быть достигнута однородная дисперсия большой объемной доли очень мелких оксидных или других керамических частиц, что либо невозможно, либо затруднено другими способами. Эти новые нанокомпозиты могут демонстрировать свойства, намного превосходящие те, которые имеют обычные размеры зерна, а иногда даже совершенно новое поведение [16, 17, 20].
Во многих случаях также было обнаружено, что происходят химические реакции, ведущие к получению чистых металлов из их руд, синтезу сплавов и образованию новых материалов и микроструктур. Такой процесс получил название механохимической обработки [21]. Все эти эффекты хорошо описаны в литературе, и в таблице 1 приведены важные характеристики МА.
| |||||||||||||||||||||||||||||||||
Before discussing the synthesis of advanced materials and their приложений, давайте сначала опишем конституционные изменения, которые могут иметь место в материалах МА.
3. Конституционные изменения
В литературе по МА есть несколько примеров различных равновесных и неравновесных фаз, образующихся в различных системах сплавов. Исчерпывающий список результатов (актуальный на момент составления) доступен в [16, 17], и этот список постоянно растет. Однако в следующих абзацах мы кратко остановимся на некоторых из наиболее свежих и заметных особенностей.
3.1. Твердые растворы
Сплавы в твердом растворе обладают высокой прочностью, изменениями плотности и подавлением или устранением нежелательных вторых фаз. Повышение прочности сплавов за счет выделения второй фазы из пересыщенного твердого раствора при старении (дисперсионное твердение) известно материаловедам более ста лет. Кроме того, поскольку упрочняющий эффект связан с размером и объемной долей частиц второй фазы и поскольку оба они могут контролироваться степенью пересыщения и параметрами старения, очень желательно достижение расширенных пределов растворимости твердого вещества в системах сплавов. Твердые растворы — как равновесные, так и пересыщенные — получают до сих пор [22–24].
Твердые растворы — как равновесные, так и пересыщенные — получают до сих пор [22–24].
Правила, аналогичные разработанным Хьюмом-Розери для образования твердых растворов в бинарных системах сплавов благородных металлов в равновесных условиях, по-видимому, также в целом применимы к пересыщенным растворам, полученным методом МА, хотя в некоторых случаях отмечены исключения [25, 26].
Как будет описано ниже, механически легированные материалы имеют очень мелкие зерна, часто достигающие уровня нанометров. Поскольку эти нанокристаллические материалы содержат большую объемную долю атомов в границах зерен, диффузионная способность растворенных атомов значительно увеличивается [27], и это может привести к увеличению уровней растворимости твердых веществ. Как правило, растворенные элементы, которые проявляют ограниченную растворимость в равновесных условиях, демонстрируют высокие уровни растворимости в неравновесных условиях МА. Несмотря на то, что увеличение растворимости в твердом состоянии было достигнуто и с помощью других неравновесных методов обработки (например, обработка с быстрым отверждением, осаждение из паровой фазы и лазерная обработка материалов), по-видимому, существуют различия в увеличении растворимости в твердом состоянии, достигнутом с помощью МА и других методов [26]. ]. Важное наблюдение, сделанное в материалах MA, заключается в том, что атомы растворенных веществ сегрегируют к границам зерен, откуда они могут диффундировать в зерна и образовывать твердые растворы.
]. Важное наблюдение, сделанное в материалах MA, заключается в том, что атомы растворенных веществ сегрегируют к границам зерен, откуда они могут диффундировать в зерна и образовывать твердые растворы.
3.2. Интерметаллические фазы
Интерметаллические фазы (или для краткости интерметаллиды) обычно представляют собой упорядоченные соединения, существующие при простых соотношениях двух или более вовлеченных элементов. Из-за своей упорядоченной природы они прочные и твердые, жесткие, имеют высокие температуры плавления, а также демонстрируют другие интересные свойства, такие как превосходная стойкость к коррозии/окислению. Однако они обычно страдают от пластичности при низких температурах окружающей среды, опять же из-за упорядоченной природы соединений. Недавно было разработано новое семейство интерметаллидов, обладающих высокой пластичностью при комнатной температуре и основанных на редкоземельных элементах [28, 29].]. Поскольку известно, что МА (а) приводит в порядок упорядоченные решетки, (б) уменьшает размеры зерен до нанометрового уровня и (в) также изменяет кристаллическую структуру, все эти эффекты могут придать материалу некоторую пластичность.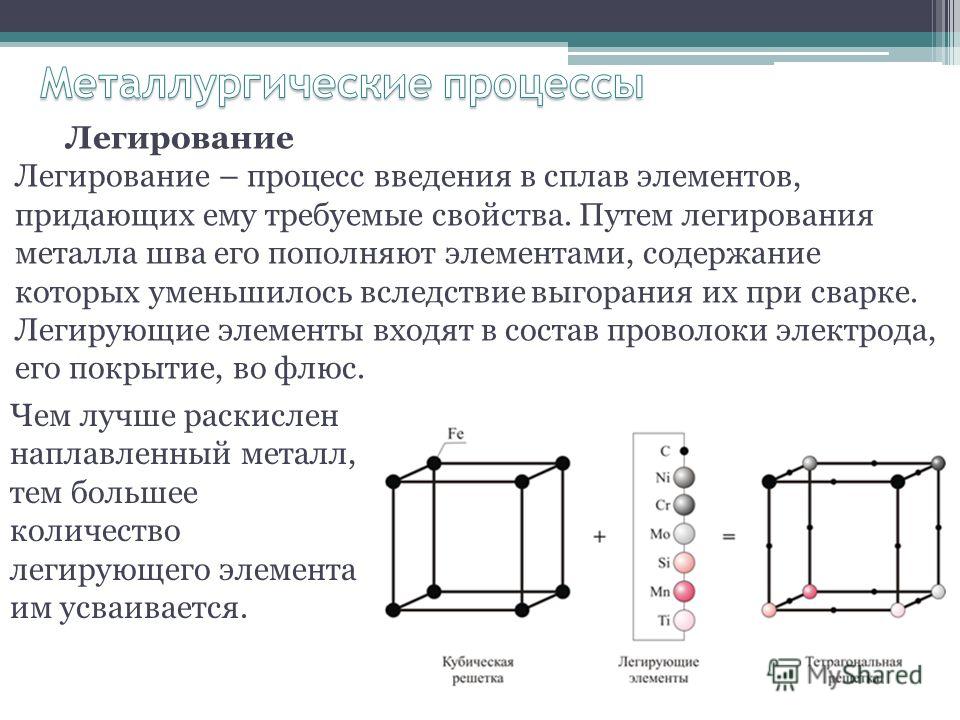 Фактически, возможность пластичности обычно хрупких интерметаллидов послужила движущей силой для ускоренного исследования МА интерметаллидов.
Фактически, возможность пластичности обычно хрупких интерметаллидов послужила движущей силой для ускоренного исследования МА интерметаллидов.
Ряд интерметаллидов (как равновесных, так и метастабильных) и высокотемпературных или высокобарических фаз синтезирован методом МА из элементных порошковых смесей [16, 17, 24, 30]. Что еще более интересно, квазикристаллические фазы с запрещенной кристаллической симметрией, о которых впервые сообщалось в быстро затвердевающих сплавах Al-Mn, также были синтезированы методом МА в ряде систем сплавов [5, 31]. Применение этих экзотических материалов ограничено. Благодаря высокой твердости, низкому трению и низкой реакционной способности поверхности квазикристаллические материалы используются для покрытия сковород с антипригарным покрытием. Кроме того, стали, армированные мелкими квазикристаллическими частицами, очень прочны и используются для акупунктуры и хирургии, стоматологических инструментов и бритвенных лезвий [32].
Наиболее значительным изменением, которое происходит в материалах MA, является образование аморфных фаз, и это будет обсуждаться в следующем разделе.
4. Металлические стекла
Аморфные сплавы представляют собой материалы, лишенные кристалличности и имеющие случайное расположение атомов. Из-за этого чрезвычайного беспорядка эти материалы демонстрируют очень интересное сочетание высокой прочности, хорошей коррозионной стойкости и полезных электрических и магнитных свойств. Эти новые материалы традиционно производились из парового или жидкого состояния. Аморфные или некристаллические сплавы на основе металлов обычно называют металлическими стеклами. В настоящее время во всем мире ведется работа в области металлических стекол и объемных металлических стекол [4, 33].
Металлические стекла были впервые получены методом быстрой затвердевания (RSP) в 1960 г. в виде тонких лент затвердеванием расплава сплава со скоростями >10 6 К/с [34]. Последующие разработки включают в себя синтез объемных металлических стекол с большой толщиной сечения в несколько сантиметров. Это возможно в многокомпонентных сплавах, которые могут затвердевать до стеклообразного состояния при низких критических скоростях охлаждения <10 2 К/с [4]. Текущим рекордом является стеклообразный стержень диаметром 80 мм, полученный затвердеванием в Pd 9.сплав 0083 42,5 Cu 30 Ni 7,5 P 20 (нижние индексы — атомное процентное содержание элементов в сплаве) [35]. В то время как методы затвердевания производят металлические стекла либо в виде тонкой ленты, либо в объемной форме непосредственно из жидкости, аморфные фазы получают в виде порошка методами МА. Их необходимо объединить в объемную форму для последующего определения характеристик и применения.
Текущим рекордом является стеклообразный стержень диаметром 80 мм, полученный затвердеванием в Pd 9.сплав 0083 42,5 Cu 30 Ni 7,5 P 20 (нижние индексы — атомное процентное содержание элементов в сплаве) [35]. В то время как методы затвердевания производят металлические стекла либо в виде тонкой ленты, либо в объемной форме непосредственно из жидкости, аморфные фазы получают в виде порошка методами МА. Их необходимо объединить в объемную форму для последующего определения характеристик и применения.
Аморфные сплавы были синтезированы методом МА сначала в интерметаллиде Y-Co [36], а затем в смешанной порошковой смеси элементного Ni-Nb [37]. В настоящее время аморфные фазы синтезированы в очень большом количестве систем сплавов, начиная либо со смешанных порошковых смесей элементов, интерметаллических соединений, либо их смесей [38]. Между аморфными сплавами, полученными методами МА и РСП, часто проводились сравнения, и были отмечены как сходства, так и различия [26]. Кроме того, механизм образования стекла, по-видимому, значительно различается в зависимости от того, производится ли оно методами МА или RSP.
Кроме того, механизм образования стекла, по-видимому, значительно различается в зависимости от того, производится ли оно методами МА или RSP.
Для объяснения стеклообразующей способности сплавов, полученных методами затвердевания, было предложено несколько различных критериев. К ним относятся приведенная температура стеклования, = /, где и представляют температуру стеклования и температуру ликвидуса сплава соответственно; наличие глубоких эвтектик на фазовых диаграммах; значительные различия в размерах атомов составляющих элементов, приводящие к развитию энергии деформации в твердом растворе. Когда энергия деформации превышает критическое значение, определяемое размером и количеством атомов растворенного вещества, она дестабилизирует кристаллическую решетку и приводит к образованию аморфной фазы. С появлением объемных металлических стекол почти тридцать лет назад было предложено очень большое количество новых критериев, в основном основанных на температурах стеклования (, и, где представляет собой температуру кристаллизации аморфного сплава). Несмотря на очень большое количество предложенных критериев [4], точно предсказать стеклообразующую способность сплавов пока не удается [39].].
Несмотря на очень большое количество предложенных критериев [4], точно предсказать стеклообразующую способность сплавов пока не удается [39].].
Существуют существенные различия в формировании металлических стекол методами МА и РСП. Например, металлические стекла получают методом МА почти во всех системах сплавов при условии, что в порошке было запасено достаточно энергии. Но металлические стекла методами РСП получают только в определенных диапазонах составов — около 20 ат. % содержания металлоидов в системах металл-металлоид и различного состава в системах металл-металл, в основном при составах, соответствующих глубоким эвтектикам. Кроме того, стеклообразование при МА происходит за счет накопления кристаллических дефектов, что повышает свободную энергию кристаллической фазы выше, чем у гипотетической стеклообразной фазы, при которых кристаллическая фаза становится дестабилизированной. С другой стороны, для формирования стекла методами RSP необходимо превысить критическую скорость охлаждения для образования стекла, чтобы полностью подавить образование кристаллических зародышей. Поскольку МА является полностью твердофазным методом обработки порошка, критерии образования аморфной фазы должны отличаться от критериев для методов затвердевания. Был предложен новый критерий; количество интерметаллидов, присутствующих в составляющих фазовых диаграммах, определяет стеклообразующую способность сплавов, обработанных методом МА — чем больше интерметаллидов в составляющих фазовых диаграммах, тем легче аморфизовать порошковую смесь [40].
Поскольку МА является полностью твердофазным методом обработки порошка, критерии образования аморфной фазы должны отличаться от критериев для методов затвердевания. Был предложен новый критерий; количество интерметаллидов, присутствующих в составляющих фазовых диаграммах, определяет стеклообразующую способность сплавов, обработанных методом МА — чем больше интерметаллидов в составляющих фазовых диаграммах, тем легче аморфизовать порошковую смесь [40].
Аморфизация МА происходит, когда свободная энергия гипотетической аморфной фазы ниже, чем у кристаллической фазы, G C ; т. е. < . Кристаллическая фаза обычно имеет более низкую свободную энергию, чем аморфная фаза. Но его свободная энергия может быть увеличена за счет введения различных кристаллических дефектов, таких как дислокации, границы зерен и дефекты упаковки. Если образовался интерметаллид, то можно внести дополнительную энергию за счет разупорядочения кристаллической решетки. При таком подходе тогда можно получить ситуацию, когда происходит увеличение свободной энергии за счет введения дефектов кристалла. Было показано, что присутствие интерметаллидов в системе сплавов может значительно увеличить энергию, способствующую аморфизации. Это связано с двумя важными эффектами. Во-первых, разупорядочение интерметаллидов вносит в систему энергию около 15 кДж/моль. Во-вторых, небольшое изменение стехиометрии интерметаллида резко увеличивает свободную энергию системы. Кроме того, уменьшение размера зерна дает около 5 кДж/моль. Кроме того, было показано, что разупорядочение интерметаллидов также возможно при сильной деформации. Поскольку МА уменьшает размер зерен до нанометрового уровня, а также нарушает обычно упорядоченные интерметаллиды, энергия измельчаемых порошков значительно повышается. Фактически, он поднимается до уровня выше уровня гипотетической аморфной фазы, и, таким образом, образование аморфной фазы предпочтительнее образования кристаллической фазы.
Было показано, что присутствие интерметаллидов в системе сплавов может значительно увеличить энергию, способствующую аморфизации. Это связано с двумя важными эффектами. Во-первых, разупорядочение интерметаллидов вносит в систему энергию около 15 кДж/моль. Во-вторых, небольшое изменение стехиометрии интерметаллида резко увеличивает свободную энергию системы. Кроме того, уменьшение размера зерна дает около 5 кДж/моль. Кроме того, было показано, что разупорядочение интерметаллидов также возможно при сильной деформации. Поскольку МА уменьшает размер зерен до нанометрового уровня, а также нарушает обычно упорядоченные интерметаллиды, энергия измельчаемых порошков значительно повышается. Фактически, он поднимается до уровня выше уровня гипотетической аморфной фазы, и, таким образом, образование аморфной фазы предпочтительнее образования кристаллической фазы.
4.1. Механическая кристаллизация
Сообщалось, что аморфная фаза, образующаяся при измельчении, превращается в кристаллическую фазу при продолжающемся измельчении, и это явление было названо механической кристаллизацией [41, 42]. Процесс механической кристаллизации очень необычен и предлагает много возможностей для разработки новых сплавов с улучшенными свойствами. Например, можно будет получать сплав либо в полностью аморфном, аморфном + нанокристаллическом композите, либо в полностью кристаллическом состоянии с разным размером зерен, в зависимости от времени измельчения или температуры и времени последующего отжига аморфного сплава. .
Процесс механической кристаллизации очень необычен и предлагает много возможностей для разработки новых сплавов с улучшенными свойствами. Например, можно будет получать сплав либо в полностью аморфном, аморфном + нанокристаллическом композите, либо в полностью кристаллическом состоянии с разным размером зерен, в зависимости от времени измельчения или температуры и времени последующего отжига аморфного сплава. .
На рис. 3(а) представлены рентгенограммы смешанной порошковой смеси элементов состава Fe 42 Ge 28 Zr 10 B 20 , механически сплавленной в течение 10 и 60 ч [42]. В то время как картина через 10 часов помола ясно показывает присутствие аморфной фазы, картина через 60 часов помола показывает присутствие кристаллической фазы, наложенной на широкий и размытый ореол, представляющий аморфную фазу. Кристаллическая фаза была идентифицирована как α — Твердый раствор Fe, содержащий растворенные элементы, присутствующие в смеси. Эта фаза α -Fe является первой фазой, кристаллизующейся из аморфного сплава (как и при первичной кристаллизации), и внешний отжиг измельченного порошка показал, что количество α -Fe увеличивается вместе с присутствием других интерметаллидов. . Эвтектическая кристаллизация (одновременное образование двух кристаллических фаз) наблюдалась и в других системах сплавов.
Механическая кристаллизация также наблюдалась в нескольких других системах сплавов, образующих аморфную фазу при МА. На самом деле сейчас становится очевидным, что это явление механической кристаллизации не так редко, как считалось раньше.
Было предложено много причин образования кристаллической фазы после образования аморфной фазы при МА. К ним относятся (а) повышение температуры до уровня выше температуры кристаллизации аморфного сплава, (б) загрязнение порошка, из-за которого образуется устойчивая кристаллическая примесная фаза, (в) явление обратного плавления, (г) основное термодинамические соображения. Теперь становится ясно, что основная термодинамическая стабильность различных фаз при различных условиях измельчения ответственна за механическую кристаллизацию. Такую ситуацию можно объяснить со ссылкой на диаграмму зависимости свободной энергии от состава.
На рис. 3(b) представлена схематическая диаграмма, показывающая изменение свободной энергии в зависимости от состава для исследованных систем сплавов Fe 42 X 28 Zr 10 B 20 (X = Al, Ge и Ni). . Возможный (стабильный и метастабильный) состав в этой системе: (а) смешанная элементная (СЭ) порошковая смесь, (б) α -Fe, твердый раствор всех легирующих элементов в Fe, (c) аморфная фаза, (г) интерметаллические фазы и (д) различные комбинации этих фаз. Стабильность любой фазы будет определяться ее относительным положением на графике зависимости свободной энергии от состава: чем ниже свободная энергия, тем стабильнее фаза. Поскольку в этой многокомпонентной системе возможно наличие большого количества интерметаллических фаз, и поскольку указать каждую из них в отдельности затруднительно, для простоты все они объединены в группу «интерметаллиды».
Свободная энергия порошковой смеси БЭ обозначена точкой «1», которая представляет собой точку пересечения вертикали состава с линией, соединяющей свободные энергии чистого Fe и «растворенного вещества». При измельчении этого порошка наблюдается образование фазы твердого раствора, содержащего все растворенные элементы в Fe (или в некоторых случаях смесь интерметаллидов и твердого раствора), свободная энергия которой обозначена точкой «2». Твердый раствор образуется потому, что он имеет меньшую свободную энергию, чем порошковая смесь BE. Поскольку МА вносит различные кристаллические дефекты, кристаллические фазы в размолотых порошках будут содержать избыточную энергию. Эта энергия будет продолжать увеличиваться со временем измельчения и достигнет значения, которое выше, чем у метастабильной аморфной фазы. Таким образом, аморфная фаза стабилизируется (точка «3»). При первичной кристаллизации аморфной фазы новый состав будет представлять собой смесь α -твердый раствор Fe (или интерметаллиды) и аморфная фаза, которая теперь имеет состав, отличный от состава исходной аморфной фазы. Кроме того, новая фаза твердого раствора также имеет состав, отличный от исходной фазы α -Fe. Свободная энергия смеси этого твердого раствора и аморфной фазы, обозначенная «точкой 4», будет иметь свободную энергию ниже, чем у аморфной фазы. Равновесная смесь твердого раствора α -Fe и «интерметаллидов» будет иметь наименьшую свободную энергию из всех смесей фаз, на что указывает точка «5» на рисунке. Процесс механической кристаллизации уникален для процесса МА и может быть достигнут только при непрерывном измельчении аморфного порошка или измельчении аморфного сплава, полученного другими методами.
5. Наноструктурные материалы
Другим важным свойством МА является измельчение микроструктуры. Наиболее распространенное наблюдение заключается в том, что происходит измельчение зерна, что приводит к образованию очень мелких зерен, часто размером до нанометров. Двухфазный сплав в равновесных условиях может перейти в однофазный за счет образования пересыщенного твердого раствора. Аморфный сплав может кристаллизоваться под действием интенсивной пластической деформации. Наиболее целесообразно также ввести большую объемную долю мелких частиц второй фазы и получить композит с равномерным распределением частиц второй фазы. При правильном выборе размера матрицы и/или армирующей фазы можно производить нанокомпозиты, что является очень плодотворной областью для исследований. Фактически, МА был наиболее популярным методом синтеза наноструктурированных материалов и нанокомпозитов в ряде систем сплавов.
Часто демонстрировалось, что механически легированные материалы демонстрируют измельчение частиц порошка, а также измельчение зерна в зависимости от времени измельчения. Эти размеры очень быстро уменьшаются на ранних стадиях измельчения и более постепенно на более поздних стадиях. В конце концов, почти во всех случаях размер зерен механически легированных материалов находится в нанометровой области, если только порошок не становится аморфным. Сообщается, что минимальный достигаемый размер зерна составляет несколько нанометров, обычно в диапазоне от примерно 5 до 50 нм, но в зависимости от материала и условий обработки. Например, сообщалось, что размер зерна уменьшается с увеличением энергии измельчения, более высоким соотношением веса шара и порошка и более низкими температурами. Как известно, наноструктурированные материалы обладают высокой прочностью, хорошей пластичностью, отличными характеристиками спекания и интересными электрическими и магнитными свойствами [7, 8, 27, 43]. Легкость, с которой могут быть синтезированы наноструктурные материалы, является одной из причин, по которой МА широко используется для производства нанокристаллических и нанокомпозитных материалов.
Наблюдения с помощью просвечивающей электронной микроскопии (ПЭМ) высокого разрешения показали, что на ранних стадиях измельчения из-за высоких скоростей деформации порошка деформация была локализована в пределах полос сдвига [44]. Эти полосы сдвига, которые содержат высокую плотность дислокаций, имеют типичную ширину примерно от 0,5 до 1,0 мкм мкм. Небольшие зерна диаметром 8–12 нм были видны внутри полос сдвига, а картины дифракции электронов свидетельствовали о значительной преимущественной ориентации. При продолжении измельчения средняя деформация на атомарном уровне увеличивалась из-за увеличения плотности дислокаций, и при определенной плотности дислокаций в этих сильно напряженных областях кристалл распадался на субзерна, разделенные малоугловыми границами зерен. Это привело к уменьшению деформации решетки. Образовавшиеся таким образом субзерна имели нанометровые размеры и часто составляли от 20 до 30 нм.
При дальнейшей обработке деформация возникла в полосах сдвига, расположенных в ранее недеформированных частях материала. Размер зерна неуклонно уменьшался, и полосы сдвига сливались. Малоугловые границы заменяются границами зерен с большим углом, подразумевая вращение зерен, о чем свидетельствует отсутствие текстуры на электронограммах и случайная ориентация зерен, наблюдаемая по краям решетки на микрофотографиях ПЭМ высокого разрешения. В результате образуются бездислокационные нанокристаллические зерна. Это принятый в настоящее время механизм образования нанокристаллов в порошках, обработанных МА.
Размер зерна измельченных материалов уменьшается со временем измельчения и достигает уровня насыщения, когда устанавливается баланс между процессами разрушения и холодной сварки. Этот минимальный размер зерна зависит от материала и условий измельчения. Значение достижимого измельчением определяется конкуренцией между пластической деформацией посредством движения дислокаций, которая имеет тенденцию к уменьшению размера зерна, и поведением восстановления и рекристаллизации материала, которое имеет тенденцию к увеличению размера зерна. Этот баланс дает нижнюю границу размера зерна чистых металлов и сплавов.
Полученное значение различно для разных металлов, а также обнаружено, что оно зависит от кристаллической структуры (рис. 4). В большинстве металлов минимальный достигаемый размер зерна находится в нанометровых размерах. Но металлы с объемно-центрированной кубической (ОЦК) кристаллической структурой достигают гораздо меньших значений по сравнению с металлами с другими кристаллическими структурами, что связано с трудностью обширной пластической деформации и, как следствие, повышенной тенденцией к разрушению во время фрезерования. Керамика и интерметаллические соединения намного тверже и обычно более хрупкие, чем металлы, на основе которых они сделаны. Поэтому интуитивно можно ожидать, что этих соединений меньше, чем у чистых металлов, но это не всегда так.
Сообщалось также, что уменьшается с повышением температуры плавления металла [45]. Как показано на рис. 4, эта тенденция достаточно ясна в случае металлов с плотноупакованными структурами (гранецентрированной кубической (ГЦК) и гексагональной плотноупакованной (ГПУ)), но не столь явной в металлах с ОЦК структурой. Еще один интересный момент заключается в том, что разница в размерах зерен гораздо меньше среди металлов с высокой температурой плавления; минимальный размер зерна практически постоянен. Так, для ГПУ-металлов Co, Ti, Zr, Hf и Ru минимальный размер зерен практически одинаков, хотя температуры плавления варьируются от 1495°С для Co и 2310°С для Ru.
Анализ имеющихся данных по механически размолотым чистым металлам показывает, что нормированный минимальный размер зерна, / b , где b — вектор Бюргерса дислокаций, уменьшается с увеличением температуры плавления, энергии активации для самодиффузии, твердости, энергии дефекта упаковки, объемного модуля и равновесного расстояния между двумя краевыми дислокациями. На значение также влияет энергия помола (чем выше энергия помола, тем меньше размер зерна), температура помола (чем ниже температура помола, тем меньше размер зерна) и легирующие добавки (минимальный размер зерна меньше для твердого тела). растворов, чем для чистых металлов, так как твердые растворы тверже и прочнее чистых металлов, на которых они основаны).
Было высказано предположение, что это определяется минимальным размером зерна, способным поддерживать скопление дислокаций внутри зерна, и скоростью восстановления. На основе модели скопления дислокаций было рассчитано критическое равновесное расстояние между двумя краевыми дислокациями в скоплении L c (которое можно было бы принять за размер кристаллитов или зерен в размолотых порошках) [46]. ] с помощью уравнения, где G — модуль сдвига, — вектор Бюргерса, — коэффициент Пуассона, а H — твердость материала. Согласно приведенному выше уравнению, повышенная твердость приводит к меньшим значениям (размера зерна), и наблюдалась приблизительная линейная зависимость между и минимальным размером зерна, полученным при измельчении ряда металлов. Предпринимались и другие попытки теоретического предсказания на основе термодинамических свойств материалов [47].
6. Нанокомпозиты
Достижение равномерного распределения армирования в матрице необходимо для достижения хороших и однородных механических свойств в композитах. Кроме того, механические свойства композита улучшаются с увеличением объемной доли и/или уменьшением размера частиц армирующего материала [48]. Традиционно может быть добавлена достаточно большая объемная доля армирования, если размер армирования велик (в микрометровом масштабе или больше). Но если размер арматуры очень мелкий (нанометровых размеров), то добавленная объемная доля обычно ограничивается от 2 до 4 %. Однако, если можно ввести большую объемную долю нанометрового армирования, механические свойства композита, вероятно, будут значительно улучшены. Поэтому было предпринято несколько исследований для получения улучшенных нанокомпозитов с помощью МА [20].
Композиты традиционно производятся методами обработки затвердеванием, поскольку обработка недорога, а также может быть произведено большое количество тонн. Но диспергировать мелкие частицы арматуры в жидком металле непросто, так как происходит агломерация мелких частиц и образуются кластеры. Кроме того, смачивание частиц плохое, и, следовательно, даже самое интенсивное перемешивание не способно разрушить агломераты. Кроме того, мелкие порошки имеют тенденцию всплывать на поверхность расплава во время обработки композитов в процессе затвердевания. Таким образом, твердотельные методы обработки, такие как МА, эффективны для диспергирования мелких частиц (включая наночастицы). Дополнительным преимуществом является то, что, поскольку плавление не происходит, можно вводить даже большую объемную долю армирующего материала.
Некоторые из конкретных целей, преследуемых при обработке нанокомпозитных материалов с помощью МА, включают введение большого объемного процента ультратонких армирующих материалов и достижение высокой пластичности и даже сверхпластичности в некоторых композитах. Также возможно, что из-за повышенной пластичности вязкость разрушения этих композитов может быть выше, чем у их крупнозернистых аналогов. В соответствии с этими целями мы в последнее время добились (а) достижения очень равномерного распределения армирующих фаз в различных типах матриц, включая диспергирование высокой объемной доли Al 2 O 3 в Al [49] и Ti 5 Si 3 в γ –TiAl [50, 51] и (б) синтез MoSi 2 +Si
3 N 4 композиты для высокотемпературных применений [52], среди прочего. Однако мы опишем здесь только разработку композитов Ti 5 Si 3 + γ –TiAl в качестве типичного примера.
Легкие интерметаллические сплавы на основе γ -TiAl являются перспективными материалами для высокотемпературных конструкционных применений, например, в авиационных двигателях или стационарных турбинах. Несмотря на то, что они обладают многими желательными свойствами, такими как высокая удельная прочность и модуль упругости как при комнатной, так и при повышенных температурах, а также хорошая стойкость к коррозии и окислению, они обладают недостаточной пластичностью при комнатной температуре и недостаточным сопротивлением ползучести при повышенных температурах, особенно между 800 и 850°С. C, что является важным требованием для применения этих материалов при повышенных температурах. Таким образом, текущие исследовательские программы были направлены на разработку высокотемпературных материалов с адекватной пластичностью при комнатной температуре для легкой формуемости и способности повышать жаропрочность за счет подходящей термообработки или легирующих добавок для получения достаточного сопротивления ползучести при повышенных температурах.
Композиты γ -Tial и ξ -TI 5 SI 3 , с объемными фракциями ξ -TI 5 SI 3 Фаза. %, были получены методом МА комбинации смесевых элементарных и предварительно легированных порошков интерметаллидов. Полностью плотные и беспористые прессовки были получены методом горячего изостатического прессования, при этом размер зерен каждой из фаз составил около 300-400 нм. На рис. 5(а) показаны сканирующие электронные микрофотографии γ -TiAl+60 об.% ξ -Ti 5 Si 3 композит показывает, что две фазы очень равномерно распределены по всей микроструктуре. Ожидается, что материалы с такой микроструктурой (примерно равные количества двух фаз, малые размеры зерен и равномерное распределение двух фаз) будут деформироваться сверхпластически. Для проверки этой гипотезы были проведены испытания этих композитных образцов на сжатие и растяжение при различных температурах и скоростях деформации. Из графиков растяжения-деформации γ -TiAl+60 об.% ξ -Ti 5 Si 3 композитные образцы показаны на рис. 10 -5 с -1 и при 1000°С со скоростью деформации 4×10 -4 с -1 проявляли большую пластичность около 150 и 100% соответственно. Учитывая, что этот композит основан на керамическом материале (Ti 5 Si 3 ), это очень высокая величина деформации, наводящая на мысль о сверхпластической деформации. Окончательное доказательство предоставлено исследованиями ПЭМ, которые подтверждают постоянную стабильность равноосной микроструктуры после деформации.
7. Области применения
Как неоднократно отмечалось в литературе, метод МА был разработан в 1965 г. в связи с промышленной необходимостью для производства жаропрочных сплавов на основе никеля с ODS. С тех пор был изучен ряд новых приложений механически легированных материалов (рис. 6). Помимо сплавов ODS, которые продолжают использоваться в области высокотемпературных приложений, порошки MA также использовались для других приложений, и также изучаются новые приложения. Эти новые области применения включают прямой синтез чистых металлов и сплавов из руд и металлолома, сверхкоррозионные сплавы для выброса на дно океана, разработку мишеней PVD (физическое осаждение из паровой фазы), припои, краски и т. д., материалы для хранения водорода, фотогальванические материалы. , катализаторы и датчики.
Новое и простое применение порошков МА заключается в разработке блюд, готовых к употреблению (MRE). В этом приложении используются очень тонко измельченные порошки сплава на основе Mg. Когда вода добавляется к этим мелким порошкам Mg-Fe, выделяется тепло в соответствии со следующей реакцией. Это тепло используется для подогрева пищи в отдаленных районах, где могут отсутствовать возможности для приготовления пищи или обогрева, например, в охваченных войной районах. . Эти «пищевые обогреватели» широко применялись во время операции «Буря в пустыне» в 19 веке.90-е. Давайте теперь посмотрим на некоторые другие приложения.
7.1. Чистые металлы и сплавы
Техника МА использовалась для производства чистых металлов и сплавов из руды и другого сырья, такого как металлолом. Процесс основан на химических реакциях, вызванных механической активацией. Большинство изученных реакций представляли собой реакции замещения типа, когда оксид металла ( MO ) восстанавливается более реакционноспособным металлом (восстановителем, R ) до чистого металла 9.0067 М . Таким образом, помимо оксидов, хлориды и сульфиды металлов также восстанавливались до чистых металлов. Подобные реакции также использовались для получения сплавов и нанокомпозитов [21, 53].
Все реакции в твердом состоянии включают образование фазы продукта на границе раздела фаз компонентов. Так, в вышеприведенном примере металл M образуется на границе между оксидом MO и восстановителем R и физически разделяет реагенты. Дальнейший рост фазы продукта включает диффузию атомов фаз реагентов через фазу продукта, которая образует барьерный слой, предотвращающий дальнейшее протекание реакции. Другими словами, поверхность раздела, определяемая как номинальная граничная поверхность между реагентами, непрерывно уменьшается в ходе реакции. Следовательно, кинетика реакции медленная, и для достижения приемлемой скорости реакции требуются повышенные температуры.
MA может предоставить средства для существенного увеличения кинетики химических реакций в целом и реакций восстановления в частности. Это связано с тем, что повторная холодная сварка и дробление частиц порошка увеличивают площадь контакта между реагентными частицами порошка за счет неоднократного контакта свежих поверхностей из-за уменьшения размера частиц во время измельчения. Это позволяет протекать реакции без необходимости диффузии через слой продукта. Как следствие, реакции, которые обычно требуют высоких температур, будут протекать при более низких температурах или даже без какого-либо подвода тепла извне. Кроме того, высокая плотность дефектов, вызванная МА, ускоряет диффузионные процессы.
В зависимости от условий измельчения возможны две совершенно разные кинетики реакции [21, 54]: (а) реакция может распространяться на очень небольшой объем во время каждого столкновения, что приводит к постепенному превращению , или (б) если энтальпия реакции достаточно высока (и если адиабатическая температура выше 1800 К), может быть инициирована реакция самораспространяющегося высокотемпературного синтеза (СВС) (также известная как синтез горения); контролируя условия измельчения (например, добавляя разбавители) во избежание возгорания, реакции могут протекать стационарно.
Последний тип реакций требует критического времени измельчения для начала реакции горения. Если температура флакона регистрируется во время процесса измельчения, то сначала температура медленно увеличивается со временем. Через некоторое время температура резко возрастает, свидетельствуя о возгорании, после чего следует относительно медленное снижение.
В указанных выше типах реакций измельченный порошок состоит из чистого металла M , диспергированного в 9Фаза 0067 RO , обе обычно нанометрового размера. Было показано, что при разумном выборе восстановителя фаза RO может быть легко выщелачена. Таким образом, путем селективного удаления матричной фазы промывкой соответствующими растворителями можно получить хорошо диспергированные металлические наночастицы размером до 5 нм. Если кристалличность этих частиц невысока, ее можно улучшить последующим отжигом, не опасаясь агломерации за счет включения наночастиц в твердую матрицу. Такие наночастицы структурно и морфологически однородны, имеют узкое распределение по размерам. Этот метод использовался для производства порошков многих различных металлов — Ag, Cd, Co, Cr, Cu, Fe, Gd, Nb, Ni, Ti, V, W, Zn и Zr. Также были синтезированы несколько сплавов, интерметаллидов и нанокомпозитов. На рис. 7 представлены две микрофотографии нанокристаллических частиц оксида церия, полученных традиционными методами парового синтеза и МА. Несмотря на то, что размер зерна примерно одинаков в обоих случаях, наночастицы, полученные с помощью МА, очень дискретны и имеют очень узкое распределение частиц по размерам, в то время как наночастицы, полученные осаждением из паровой фазы, агломерированы и имеют широкое распределение частиц по размерам.
Новые материалы также были синтезированы методом МА смешанных элементарных порошков. Одним из интересных примеров в этой категории является синтез простых углеродистых и нержавеющих сталей [55, 56]. Два основных преимущества этого пути синтеза заключаются в том, что стали можно производить при комнатной температуре и что стали будут иметь наноструктуру, что придает им улучшенные свойства. Но эти порошки должны быть уплотнены до полной плотности для применения, и возможно, что во время этого процесса происходит рост зерен. Однако кинетикой роста зерен можно управлять, регулируя комбинации времени и температуры.
7.2. Материалы для хранения водорода
Другим важным применением порошков MA является хранение водорода. Mg — легкий металл (самый легкий конструкционный материал) с плотностью 1,74 г/см 3 . Mg и сплавы на его основе могут хранить значительное количество водорода. Однако, будучи химически активным металлом, Mg всегда содержит тонкий слой оксида на поверхности. Этот поверхностный оксидный слой, препятствующий абсорбции водорода, необходимо разрушить посредством активации. Для этого обычно проводят высокотемпературный отжиг. Но МА может преодолеть эти трудности из-за сильной пластической деформации, испытываемой частицами порошка во время МА. Катализатор также часто требуется для ускорения кинетики водорода и дегидрирования сплавов.
Mg может адсорбировать около 7,6 мас.% водорода, а сплавы Mg-Ni намного меньше. Однако Mg трудно активировать, его рабочая температура высока, а кинетика сорбции и десорбции медленная. Поэтому исследуются Mg-Ni и другие сплавы. Но из-за высокого давления паров Mg и значительной разницы в температурах плавления составляющих элементов (Mg = 650°С и Ni = 1452°С) приготовление этих сплавов традиционными процессами плавления и затвердевания затруднено. Поэтому МА удобно использовать для синтеза этих сплавов, так как это полностью твердотельный метод обработки. Дополнительным преимуществом МА является то, что продукт будет иметь нанокристаллическую зернистую структуру, позволяющую улучшить описанные ниже [57, 58].
На рис. 8 показаны графики гидрирования и дегидрирования для обычных и нанокристаллических сплавов. Также показан дополнительный график для ситуации, когда к нанокристаллическому материалу добавляется катализатор. Из этих двух графиков становятся понятными следующие факты. Во-первых, нанокристаллические сплавы поглощают водород значительно быстрее, чем обычные (крупнозернистые) сплавы, хотя количество адсорбированного водорода одинаково. В то время как обычные сплавы не адсорбируют значительного количества водорода примерно за 10 минут, допустимое полное количество водорода адсорбируется в нанокристаллическом сплаве. Подобные наблюдения сделаны многими другими авторами для многих различных сплавов. Кроме того, кинетика немного быстрее (не сильно отличается), когда к нанокристаллическому сплаву добавляется катализатор. С другой стороны, кинетика, по-видимому, сильно зависит от процесса десорбции. Например, нанокристаллические сплавы десорбируют водород намного быстрее, чем обычные сплавы. Опять же, в то время как обычные сплавы не десорбируют значительного количества водорода, нанокристаллический сплав десорбирует более 20% водорода, накопленного примерно за 10 минут. Но наиболее значительный эффект наблюдался при добавлении катализатора в нанокристаллический сплав. Весь адсорбированный водород десорбировался примерно за 2 мин при добавлении катализатора в нанокристаллический сплав. Таким образом, обработка наноструктур с помощью МА представляется плодотворным способом разработки новых материалов для хранения водорода [59].].
Многие новые сложные гидриды на основе легких металлов (Mg, Li и Na) изучаются, и важные категории исследуемых материалов включают аланаты (также известные как алюмогидриды, семейство соединений, состоящих из водорода и алюминия), боргидриды , амидоборгидриды, амидо-имидные системы (обладающие высокой емкостью хранения водорода и низкими рабочими температурами), аминоборан (соединения борановых групп с добавлением аммиака) и алан.
7.3. Энергетические материалы
Метод МА также использовался для синтеза материалов для энергетических применений. К ним относятся синтез фотогальванических (PV) материалов и ультрадисперсных частиц для более быстрого воспламенения и сгорания.
Одним из наиболее распространенных фотоэлектрических материалов является CIGS, соединение Cu, In, Ga и Se с составом Cu(In,Ga)Se 2 . Поскольку фотоэлементы имеют наибольшую эффективность, когда ширина запрещенной зоны для этого полупроводника составляет 1,25 эВ, необходимо разработать состав для соотношения Ga и In. Это связано с тем, что ширина запрещенной зоны для CuInSe 2 и CuGaSe 2 составляют 1,02 и 1,70 эВ соответственно. Соответственно, соотношение Ga/(Ga+In) около 0,3 считается наиболее подходящим, и окончательный идеальный состав материала PV будет Cu 0,97 In 0,7 Ga 0,3 Se 2 .
Традиционный метод синтеза этого материала заключается в приготовлении сплава меди, галлия и индия методом осаждения из паровой фазы и включении в него селена путем воздействия на него атмосферой селена. Следовательно, это сложный процесс. Однако МА может быть простым, прямым и эффективным методом производства. Смешанные элементарные порошки Cu, In, Ga и Se измельчали в медном контейнере в течение различных периодов времени, а фазовый состав контролировали с помощью рентгеноструктурных исследований. Было отмечено, что тетрагональный Cu(In,Ga)Se 9Фаза 0083 2 образовалась даже после измельчения порошковой смеси в течение 20 мин. Переменные процесса, такие как скорость вращения мельницы, весовое отношение шариков к порошку (BPR) и время измельчения, варьировались, и было отмечено, что идеальный состав был достигнут при низких скоростях измельчения, коротком времени измельчения и низком BPR (таблица). 2) [60]. Путем точной настройки этих параметров можно будет получить точную композицию.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Наноструктурированные металлические частицы обладают высокой реакционной способностью и, следовательно, могут накапливать энергию. Эта область получила большой импульс в последние годы, так как скорость горения наноструктурных металлических частиц намного выше, чем у крупных металлических частиц. Размер частиц не может быть слишком мал, так как поверхность может быть покрыта тонким слоем оксида и сделать частицы пассивными [61–63]. МА очень хорошо подходит для приготовления таких материалов, потому что реакции легко инициируются ударом или трением, и в то же время измельчение — это простая, масштабируемая и контролируемая технология, позволяющая смешивать реактивные компоненты на наноуровне. Эти реактивные материалы могут быть использованы в качестве добавок к топливам, взрывчатым веществам и пиротехнике, а также для изготовления реактивных конструкционных элементов [63].
По сравнению с используемыми в настоящее время жидкими авиационными топливами эффективны металлические частицы на основе B, Al и Mg. Однако B и Al имеют очень высокие температуры кипения и высокую энтальпию. С другой стороны, Mg имеет низкую температуру кипения, но также низкую энтальпию тепла. Следовательно, если бы Al и Mg можно было тщательно смешать в нанометровом масштабе, можно было бы надеяться получить высокую энтальпию при пониженных температурах кипения. То есть частицы сплава Mg-Al могут оказаться полезными для достижения высокой плотности энергии и практических температур воспламенения/кипения. МА — очень эффективный метод для достижения этой цели.
Порошки алюминия и магния смешивали вместе в различных пропорциях и измельчали. Поскольку измельченные порошки имеют диапазон размеров частиц, их просеивали для получения порошков четко определенных размеров. Затем их псевдоожижали, а затем сжигали в пламени смеси CH 4 с воздухом. И время воспламенения, и время горения этих металлических частиц уменьшались с уменьшением размера частиц, а также были короче при более высоком содержании Mg (рис. 9) [64]. Аналогичные результаты были получены и другими исследователями.
8. Консолидация порошка
Продукт MA представляет собой порошок. За исключением случаев химического применения, такого как катализ, когда продукт не требует консолидации, широкое применение порошков МА требует эффективных методов их консолидации в объемные формы. Успешная консолидация порошков МА представляет собой нетривиальную задачу, поскольку необходимо получать полностью плотные материалы с одновременным сохранением нанометровых зерен без укрупнения или аморфных фаз без кристаллизации. Традиционное уплотнение порошков до полной плотности с помощью таких процессов, как горячая экструзия [65] и горячее изостатическое прессование (ГИП) [66], требует использования высокого давления и воздействия повышенных температур в течение продолжительных периодов времени [67]. Однако, к сожалению, это приводит к значительному укрупнению зерен нанометрового размера или кристаллизации аморфных фаз, и, следовательно, теряются преимущества обработки наноструктуры или аморфизации [68]. С другой стороны, сохранение тонкой микроструктуры требует использования низких температур консолидации, и тогда трудно достичь полного связывания между частицами при этих низких температурах. Поэтому требуются новые и инновационные методы консолидации порошков МА. Целями консолидации этих порошков являются (а) достижение полного уплотнения (без какой-либо пористости), (б) минимизация укрупнения микроструктуры (т. е. сохранение мелкого размера зерна) и/или (в) предотвращение нежелательных фазовых превращений. Фактически, первые результаты превосходных механических свойств и особенно сверхпластичности при комнатной температуре [69], приписываемые нанокристаллической керамике, воспроизвести не удалось из-за неполной консолидации нанопорошков в тестируемом материале. Таким образом, консолидация до полной плотности приобретает еще большее значение.
Из-за небольшого размера частиц порошка (обычно несколько микрометров, хотя размер зерна составляет всего несколько нанометров) порошки MA создают особые проблемы. Например, такие нанопорошки очень твердые и прочные. Они также имеют высокий уровень трения между частицами. Кроме того, поскольку эти порошки имеют большую площадь поверхности, они также проявляют высокую химическую активность. Следовательно, необходимо принимать особые меры предосторожности для консолидации металлических порошков в объемные формы.
Успешная консолидация порошков МА достигается электроразрядным прессованием, плазменно-активируемым спеканием, ударным (взрывным) уплотнением [70], ГИП, гидроэкструзией, деформационной порошковой прокаткой и агломерацией [71]. Используя комбинацию высокой температуры и давления, HIP может достигать определенной плотности при более низком давлении по сравнению с холодным изостатическим прессованием или при более низкой температуре по сравнению со спеканием. Из-за повышенной диффузионной способности нанокристаллических материалов спекание (и, следовательно, уплотнение) происходит при температурах, намного более низких, чем в крупнозернистых материалах. Это, вероятно, замедлит рост зерна. Электроискровое плазменное спекание (ИПС) стало наиболее популярным методом консолидации металлических порошков, особенно с ультрамелкими размерами зерен, благодаря тому факту, что полная плотность может быть достигнута при низких температурах и более коротком времени по сравнению с некоторыми другими методами [72, 73]. ]. Подробную информацию о методах консолидации и описании результатов можно найти в превосходном обзоре Грозы [71].
9. Загрязнение порошка
Основной проблемой металлических порошков, обрабатываемых методами МА, является природа и количество примесей, которые включаются в порошок и загрязняют его. Малый размер частиц порошка и, как следствие, наличие большой площади поверхности, образование свежих поверхностей во время измельчения, а также износ измельчающих инструментов и атмосферы, в которой измельчается порошок, способствуют загрязнению порошка. В дополнение к этим факторам необходимо учитывать чистоту исходного сырья и используемые условия измельчения (особенно атмосферу измельчения). Таким образом, представляется, что загрязнение порошка является неотъемлемым недостатком метода и что измельченный порошок всегда будет загрязнен примесями, если не будут приняты специальные меры предосторожности, чтобы избежать/свести к минимуму их появление. Величина загрязнения порошка, по-видимому, зависит от времени измельчения, интенсивности измельчения, атмосферы, в которой происходит измельчение порошка, природы и размера мелющей среды, а также различий в прочности/твердости порошка и мелющей среды и степени измельчения. контейнер.
В последние годы было предпринято несколько попыток свести к минимуму загрязнение порошка во время измельчения. Важно помнить, что если исходные порошки очень чистые, то конечный продукт будет чистым и чистым, с минимальным загрязнением из других источников, при условии, что во время помола будут приняты надлежащие меры предосторожности. Также важно иметь в виду, что не для всех областей применения требуются сверхчистые порошки и что желаемая чистота будет зависеть от конкретного применения (рис. 10). Однако хорошей практикой является минимизация загрязнения порошка на каждом этапе и обеспечение того, чтобы дополнительные примеси не попадали впоследствии во время обработки и/или консолидации.
Один из способов сведения к минимуму загрязнения измельчающей средой и контейнером для измельчения заключается в использовании того же материала для контейнера и измельчающей среды, что и измельчаемый порошок. Таким образом, для измельчения порошков меди и медных сплавов можно использовать медные шары и медную емкость [60]. Если контейнер из того же измельчаемого материала недоступен, то тонкое адгезионное покрытие на внутренней поверхности контейнера (а также на поверхности мелющей среды) измельчаемым материалом сведет к минимуму загрязнение. Идея здесь состоит в том, чтобы размолоть порошок один раз, позволяя порошку покрыть мелющую среду и внутренние стенки контейнера. Затем размолотый сыпучий порошок выбрасывают и перемалывают новую партию порошка, но со старыми мелющими телами и контейнером. В общем, простое правило, которое следует соблюдать, чтобы свести к минимуму загрязнение из контейнера для измельчения и измельчающей среды, заключается в том, что контейнер и измельчающая среда должны быть тверже/прочнее, чем измельчаемый порошок.
Атмосфера измельчения, пожалуй, самая важная переменная, которую необходимо контролировать. Несмотря на то, что номинально чистые газы используются для продувки перчаточного ящика перед загрузкой и выгрузкой порошков, даже небольшие количества примесей в газах, по-видимому, загрязняют порошки, особенно когда они реакционноспособны. Лучшим решением, которое можно было бы придумать, будет размещение мельницы в вакуумированной камере, заполненной газообразным аргоном высокой чистоты. Поскольку вся камера находится в атмосфере аргона (постоянно очищается, чтобы поддерживать концентрацию кислорода и водяного пара ниже 1 ppm каждого), а контейнер находится внутри мельницы, которая находится внутри камеры, загрязнение из атмосферы минимально.
Загрязнение ПХА, пожалуй, наиболее распространено. Поскольку большинство используемых ПКА представляют собой органические соединения с низкими температурами плавления и кипения, они разлагаются во время измельчения за счет выделяющегося тепла. Продукты разложения, состоящие из углерода, кислорода, азота и водорода, реагируют с атомами металла и образуют нежелательные карбиды, оксиды, нитриды и т. д.
проблемы, такие как загрязнение порошка и проблемы уплотнения. Историческое развитие МА в течение последних 50 лет или около того можно разделить на три основных периода (рис. 11). Первый период, охватывающий первые двадцать лет (с 1966 примерно до 1985 г.) в основном занимался разработкой и производством жаропрочных сплавов, упрочненных оксидной дисперсией (ODS), для применения в аэрокосмической промышленности. Несколько сплавов с улучшенными свойствами на основе Ni и Fe были разработаны и нашли полезное применение. К ним относятся MA754, MA760, MA956, MA957 и MA6000 [74]. Также доступен более свежий обзор применения МА к стали [75]. Второй период продолжительностью около пятнадцати лет, охватывающий примерно с 1986 по 2000 год, стал свидетелем прогресса в фундаментальном понимании процессов, происходящих во время МА. Наряду с этим проводилось большое количество профильных конференций, бурно развивалась публикационная активность. Также часто проводились сравнения между MA и другими методами неравновесной обработки, в частности RSP. Было показано, что метастабильные эффекты, достигаемые этими двумя методами неравновесной обработки, аналогичны. Произошло возрождение механохимической обработки (МХП), был синтезирован ряд новых веществ. Было также проведено несколько исследований с моделированием, чтобы можно было прогнозировать образующиеся фазы или полученные микроструктуры, хотя и с ограниченным успехом. Третий период, начавшийся примерно с 2001 г., ознаменовался возрождением поиска новых применений материалов МА не только в качестве конструкционных материалов, но и для химических применений, таких как катализ и хранение водорода, с осознанием того, что загрязнение измельченных порошков является ограничивающим фактором в широком применении материалов MA. Также были разработаны инновационные методики консолидации порошков МА до полной плотности с сохранением в них метастабильных фаз (включая стеклообразные фазы и/или наноструктуры). Все это продолжается в рамках текущих исследований, направленных на углубление научного понимания процесса МА.
В настоящее время деятельность, связанная как с наукой, так и с технологией МА, ведется одновременно. В то время как некоторые группы были сосредоточены на лучшем понимании процесса и оптимизации переменных процесса для достижения определенной фазы или комбинации фаз в системе сплава, другие сосредоточились на использовании этого метода для различных приложений. Также стало понятно, что процесс МА можно использовать для переработки использованных и выброшенных материалов для производства материалов с добавленной стоимостью для последующего потребления. Их можно измельчать, отделять и использовать для смешивания с другими порошками для получения композитов. Суть в том, что новые и улучшенные материалы постоянно разрабатываются для новых применений.
Конфликт интересов
Автор заявляет, что у него нет конфликта интересов.
Copyright
Copyright © 2019 Challapalli Suryanarayana. Эксклюзивный лицензиат Издательство «Обзор науки и техники». Распространяется по лицензии Creative Commons Attribution License (CC BY 4.0).
Преимущества сплавов по сравнению с чистым металлом
Сплавы решают многие проблемы, связанные с использованием чистых металлов для различных проектов. Чистые металлы мягче, подвержены коррозии и дороже, чем сплавы. Таким образом, свойства сплавов допускают больше вариантов и применений, чем чистые металлы. Чтобы оценить эти преимущества, узнайте, чем эти материалы отличаются по своим свойствам и применению. Выбирая сплавы, вы получаете лучшие возможности для литья и других металлических проектов, чем при использовании чистых металлов.
Что такое сплав?
Сплавы объединяют два или более веществ для создания продукта с лучшими свойствами, чем любая из его частей. Как правило, сплавы представляют собой продукт смешивания металлов, хотя существуют и другие сплавы, в которых используются металлы и неметаллы. Например, углерод является неметаллическим компонентом стали.
Большинство сплавов начинаются с плавления и объединения двух или более металлов. Во время этого процесса смешивания металлы также могут подвергаться очистке для удаления загрязняющих примесей, которые могут негативно повлиять на продукт. Различные методы производства сплавов направлены на защиту расплавленной смеси от окисления. При плавлении на воздухе шлак, образующийся сверху, не позволяет кислороду загрязнять сплав под ним. Плавление сплавов в вакууме также предотвращает окисление. Дуговая плавка и индукционная плавка — это два варианта создания сплавов, использующих электричество для облегчения процессов плавления и смешивания.
Для чего мы используем сплавы?
Сплавы настолько важны для производства и промышленности, что названия эпох человеческой истории связаны с конкретными материалами. Например, бронзовый век ознаменовал эпоху, когда люди открыли, как сделать этот сплав, соединив медь и олово. Латунь смешивает цинк и медь. Хотя эти сплавы были жизненно важны для древнего мира и до сих пор находят множество применений, стальные сплавы являются наиболее часто используемыми типами в промышленности. Алюминиевые сплавы также ценны в производстве, особенно для автомобильных компонентов. Латунь и бронза — другие сплавы, часто используемые для фитингов, компонентов сантехники и подшипников.
Свойства сплавов
Особые свойства сплавов зависят от металлов, из которых они изготовлены. Например, когда золото плавится с цинком, полученный сплав имеет блеск золота, но с дополнительной прочностью, обеспечиваемой добавлением цинка. Металлурги выбирают типы металлов для объединения в сплавы на основе желаемых характеристик конечного продукта.
По сравнению с чистыми металлами сплавы имеют лучшую коррозионную стойкость, меньшую стоимость, более высокую прочность и лучшую обрабатываемость. Производство и состав сплавов определяют такие особенности, как обрабатываемость, пластичность и хрупкость.
Преимущества сплавов
Сплавы предлагают множество преимуществ, которых нет у чистых металлов. Используя сплавы, вы получаете преимущество индивидуальной смеси металлов, которая сочетает в себе положительные свойства материалов. В зависимости от компонентов сплава изделия, в которых они используются, могут иметь следующие преимущества по сравнению с изделиями из чистых металлов:
- Коррозионная стойкость
- Лучшая способность к пайке
- Прочные детали
- Легкий вес для прочности
- Теплопроводность
- Электропроводность
Специалисты по выбору сплавов и комбинированию металлов для получения идеальных пропорций могут оптимизировать их свойства для используемого продукта.
Примеры сплавов
Сплавы включают несколько типов комбинаций металлов. Вот несколько примеров сплавов и их применения.
- Состав латуни: Этот универсальный сплав, когда-то называемый красной латунью, лучше всего подходит для отливок, требующих умеренной обрабатываемости и прочности, таких как сантехника или трубная арматура.
- Композитная латунь для клапана: Имеет аналогичный состав и используется как композиционная латунь.
- Марганцевая бронза: Высокопрочный сплав для тяжелых условий эксплуатации, за исключением сред, требующих коррозионной стойкости.
- Оловянная бронза: Используется в различных втулках, деталях клапанов, шестернях, насосах, поршневых кольцах и подшипниках.
- Алюминиевая бронза: По прочности равна марганцевой бронзе. Кроме того, он обладает отличной коррозионной стойкостью.
- 713.0 алюминиевый сплав: Не требует термической обработки для придания прочности и может работать в приложениях, предъявляющих высокие требования к сплаву.

- Алюминиевый сплав A356.0: Стойкий к горячему растрескиванию, легко поддающийся сварке и средней механической обработке, этот алюминиевый сплав подходит для автомобильных компонентов, таких как картеры трансмиссии, картеры заднего моста и масляные поддоны.
- Титановые сплавы: Устойчивость титана к коррозии делает эти сплавы особенно подходящими для использования на море, например, для компонентов подводных лодок.
- Прочие сплавы цветных металлов
- Другие сплавы латуни и бронзы
- Другие алюминиевые сплавы
Что такое чистый металл?
Чистые металлы не содержат других примесей. Эти металлы проявляют только свои природные свойства. Однако многие металлы обладают нежелательными свойствами, которые делают их использование в чистом виде неприемлемым для промышленного применения. Например, многие чистые металлы, такие как золото, по своей природе мягкие из-за их однородной атомной структуры. Однако, смешивая их с разными металлами, в сплавы вводятся новые атомы, укрепляющие материал.
Свойства чистых металлов
Чистые металлы обладают различными свойствами. Однако многие из них подвержены коррозии или ржавчине, например, железо. Смешивание железа с другими металлами позволяет получить устойчивую к ржавчине нержавеющую сталь.
Вес – еще одно свойство чистых металлов, скорректированное легированием. Некоторые металлы, такие как золото или железо, обладают естественной плотностью. Однако их сочетание с алюминием или титаном повышает прочность при одновременном снижении веса. Многие аэрокосмические проекты используют титановые сплавы для дополнительной прочности и легкого веса, что было бы невозможно с чистыми металлами.
Примеры чистых металлов
Чистые металлы встречаются в природе. Рассмотрим эти примеры чистых металлов и то, как они улучшают сплавы.
- Золото: Может служить основным металлом в сплаве для придания красоты ювелирным изделиям или проводимости в электронике.
- Титан: Увеличивает прочность без увеличения веса сплавов.
- Медь: Этот металл обладает коррозионной стойкостью, тепло- и электропроводностью и пластичностью по сравнению с легированными металлами.
- Алюминий: Как и титан, алюминий является основным металлом, добавляемым в сплавы для улучшения обрабатываемости, коррозионной стойкости и снижения веса.
- Цинк: Цинк чаще всего используется при цинковании стали для защиты ее от коррозии.
- Олово: Олово хорошо подходит для многих операций холодной обработки, включая прядение, прокатку и экструзию. Кроме того, он обеспечивает защиту от коррозии других металлов при их легировании.
Вышеупомянутые чистые металлы также можно комбинировать друг с другом или с другими металлами для получения сплавов.
Чем сплав отличается от чистого металла?
Комбинация металлов дает сплавы с более желательными свойствами, чем у чистых металлов. Физические и химические свойства делают сплавы предпочтительными для многих промышленных применений в различных секторах. Отличия сплавов и чистых металлов заключаются в следующем.
Сплавы и чистые металлы: физические свойства
Физические свойства сплавов отличаются от свойств чистых металлов. Эти изменения включают изменения массы, проводимости, удобоукладываемости и термостойкости.
По массе легированные металлы могут быть менее плотными, чем чистые металлы, при сохранении такой же прочности. В автомобильной и аэрокосмической промышленности алюминиевые и титановые сплавы ценятся за их легкость и прочность.
Проводимость определяет, насколько хорошо металлы или сплавы могут передавать электроны для передачи тепла или электричества. Интеграция различных металлов может увеличить или уменьшить передачу тепла или электричества в зависимости от конечного использования продукта. Например, медные сплавы обладают высокой проводимостью благодаря врожденной способности меди хорошо переносить электроны.
Удобообрабатываемость показывает, насколько хорошо материалы могут выдерживать изменение своей формы холодным или горячим способом. Некоторые чистые металлы настолько мягки, что обладают хорошей обрабатываемостью, но низкой прочностью. Их легирование обеспечивает прочность и обрабатываемость, поэтому часто сплавы тверже других металлов. Например, холодная обработка и включение в сплавы быстро придают чистому олову дополнительную прочность.
Наконец, термическая устойчивость или температура плавления чистых металлов изменяются при их сплавлении с другими материалами. Чистые металлы имеют одну температуру плавления, температуру, при которой их твердая форма превращается в жидкость. Однако сплавы имеют диапазон температур, который может вызвать изменения в структуре материала. Часто этот диапазон выше, чем для отдельных металлов. Таким образом, сплавы в большинстве случаев обладают превосходной стойкостью к термическому напряжению по сравнению с чистыми металлами.
Легирование чистого металла изменяет физические свойства с целью их улучшения для увеличения числа возможных применений сплавов.
Сплавы и чистые металлы: химические свойства
Наиболее существенное различие между сплавами и чистыми металлами происходит на молекулярном уровне. У них нет одинаковой химии. Чистые металлы содержат атомы только этого элемента — например, все железо или золото. Эти чистые металлы обычно подвергаются обработке для удаления примесей других материалов. Сплавы имеют атомарные компоненты нескольких элементов. Поэтому они имеют химическую структуру, отличную от чистых металлов.
Физические свойства изменяются из-за изменений на атомарном уровне. Эти изменения происходят потому, что химический состав металлов становится другим при сплавлении. Например, чистые металлы часто легко реагируют с другими химическими веществами в окружающей среде, что приводит к ржавчине. Смешивание этих металлов с другими для предотвращения коррозии увеличивает их долговечность.
Другим типом химических изменений, происходящих при смешивании металлов, является повышение молекулярной стабильности материала. Движение атомов внутри структуры металла может повлиять на прочность материала. Атомы легко проходят через чистые металлы, потому что все они одинаковы. Однако смешивание одного металла с другим приводит к появлению атомов разного размера, которые препятствуют движению, делая сплавы прочнее.
Преимущества сплавов в отливках — почему сплавы более полезны, чем чистые металлы?
Различия между чистыми металлами и сплавами делают сплавы гораздо более полезными для нескольких применений. Выбирая смесь металлов в сплаве, можно подобрать материал, отвечающий требованиям его конечного использования. Например, выбирая нержавеющую сталь вместо железа, вы получаете более долговечный, устойчивый к коррозии металл, который лучше противостоит погодным условиям.
Сплавы обладают коррозионной стойкостью, в отличие от чистых металлов. Поэтому они полезны в ситуациях, когда они могут подвергаться воздействию химикатов, воды, морской соли или пара. Эти условия быстро изнашивают многие чистые металлы, такие как железо.
Еще одним преимуществом сплавов перед чистыми металлами является их повышенная прочность. Комбинирование металлов повышает структурную целостность готового изделия. Это качество делает сплавы пригодными для применения в тяжелых условиях или при высоких нагрузках, например, внутри двигателей.
Наконец, выбор сплавов вместо чистых металлов дает вам больший контроль над весом готовой детали. Сплавы могут обеспечить прочность, не утяжеляя автомобили, самолеты или другие транспортные средства, для конструкции которых требуются легкие и прочные металлы.
Почему мы должны использовать сплавы вместо чистых металлов для отливок?
Хотя преимущества сплавов по сравнению с чистыми металлами очевидны, многие люди до сих пор задаются вопросом: «Почему в отливках сплавы предпочтительнее чистых металлов?» Этот распространенный вопрос требует решения, чтобы клиенты могли выбрать правильный металл для своего продукта.
Из-за структуры чистых металлов в готовой продукции могут возникать некоторые проблемы. Металлы могут легко подвергаться коррозии или не соответствовать требованиям прочности. Кроме того, использование чистых металлов может сделать детали слишком дорогими или слишком тяжелыми для массового производства. Сплавы преодолевают эти проблемы из чистых металлов, создавая прочные компоненты, детали с большей коррозионной стойкостью, меньшим весом, большей термостойкостью или меньшими затратами. Поэтому при выборе отливок лучшим вариантом являются сплавы.
Сплавы превосходят чистые металлы для отливок по многим параметрам. Следующим выбором является определение типа используемых сплавов. Комбинация металлов, их пропорции и процесс литья будут влиять на свойства создаваемых компонентов. Поэтому тщательно выбирайте сплавы, исходя из того, что вам от них нужно. Например, для некоторых деталей может потребоваться дополнительная прочность, меньший вес, большая термостойкость, лучшая защита от коррозии или улучшенное функционирование в условиях нагрузки.
Как контроль качества в процессе литья имеет значение
Конкретный процесс литья также влияет на качество почти так же, как выбор между использованием сплава и чистого металла. Чистые металлы имеют присущие им проблемы, которые решает объединение их в сплавы. Однако при литье из сплавов необходимо соблюдать тщательные методы, чтобы обеспечить качество готовой детали.
Во-первых, размер и форма зерен в материале определяют качество отливки. В процессе должны использоваться более низкие температуры сплава, заливаемого в отливку, и более высокие скорости охлаждения для оптимизации конечного продукта. При литье под давлением охлаждение формы ускоряет охлаждение металла по сравнению с литьем в песчаные формы, что приводит к образованию более мелких зерен. В некоторых случаях добавление измельчителей зерна также может помочь уменьшить размер частиц в сплавах.
Во-вторых, изменение состояния сплавов также влияет на конечное качество. Фазовые изменения, такие как замерзание, заставляют включения проникать в промежутки между ветвями дендритов. Большее расстояние между этими плечами отрицательно влияет на качество заброса.
В-третьих, сведение к минимуму проникновения воздуха в отливку снижает пористость. Быстрое охлаждение отливки может уменьшить проникновение воздуха в металл. Однако при литье под давлением воздух все равно попадет в деталь. Однако есть способы свести к минимуму загрязнение воздуха. Варианты сделать это включают использование методов, отличных от литья под давлением. Гравитационное литье или литье под низким давлением может решить проблему пористости и связанной с этим хрупкости.
Отливки из сплавов Warner Brothers Foundry
Получите возможность быстро доставлять высококачественные отливки из сплавов. Узнайте больше о наших предложениях по цветному литью и их преимуществах. Мы используем уникальный процесс, известный только нашей компании по литью металлов. Поэтому никто другой не может обеспечить такое качество, как мы. Интегрируя первоклассные материалы в наш запатентованный процесс, мы можем добиться непревзойденных результатов в литье из сплавов и многом другом. После того, как вы определились с параметрами своего проекта, свяжитесь с нами в Warner Brothers Foundry, чтобы получить предложение.
- 29955 Groesbeck Hwy Roseville, Мичиган 48066
- Позвоните нам сегодня: 586-773-0858
- [email protected]
- Коды государственной сертификации:
- Код клетки: 9E499
- JCP: 0084451
- ДУНС: 005371604
Наверх
Warner Brothers Foundry гарантирует, что ваша алюминиевая деталь на 100 % произведена в Соединенных Штатах, как и все наши инструменты. Это алюминиевые отливки американского производства, лучшие в мире.
Вернуться к началу
Определение сплава в The Free Dictionary
Также найдено в: Thesaurus, Medical, Legal, Idioms, Encyclopedia, Wikipedia.
Связанные с легированием: легирующие элементы
сплав · сплав
(ăl′oi′, ə-loi′)
n.
1. Металлическое твердое вещество или жидкость, состоящая из однородной смеси двух или более металлов или металлов и неметаллических или металлоидных элементов, обычно с целью придания или улучшения определенных характеристик или свойств: Латунь представляет собой сплав из цинка и меди.
2. Смесь; смесь: «Телевизионные новости … всегда были сплавом журналистики и шоу-бизнеса» (Билл Мойерс).
3. Относительная степень смешения с основным металлом; тонкость.
4. Добавление чего-то, что снижает ценность или чистоту.
тр.в. (ə-loi′, ăl′oi′) легированный , легирующий , сплавленный
1. Соединение (металлов) в сплав.
2. Комбинировать; смесь: идеализм, смешанный с политическим мастерством.
3. Унижать добавлением низшего элемента.
[Изменение (под влиянием французского aloi) устаревшего слова allay, от среднеанглийского alay, от древнесеверофранцузского allai, от allayer, до сплава , от латинского alligāre, , чтобы связать : ad-, ad- + ligāre, , чтобы связать ; см. leig- в индоевропейских корнях.]
Словарь английского языка American Heritage®, пятое издание. Авторские права © 2016, издательство Houghton Mifflin Harcourt Publishing Company. Опубликовано издательством Houghton Mifflin Harcourt Publishing Company. Все права защищены.
Сплановые
(əˈlɔɪɪŋ)
Adj ( Prenominal )
(металлургия), связанная с или используемым в, легировании
Collins English Dictionary — Complete и Unbridged, 12th Edition 2014 © Harperins 1991 г. Grapercollins 19911, Grapercollins 19911. 1991, 1994, 1994, 1994, 1994 г., 1994, 1994 г., 1994 г. , 1991 г., 1994, 1994 г., 1994 г., 1994 г., 1994 г., 1994 г., 1994 г., 1994 г., 1994 г., 1994 г., «Готовые и не вписывались», 12th Edition 2014. , 2000, 2003, 2006, 2007, 2009, 2011, 2014
Упоминается в
?
- 18-каратное золото
- 22-каратное золото
- сплав
- сплав чугуна
- alloy iron
- alloy steel
- Alloyage
- alloyed
- alloyed junction
- alnico
- alpha brass
- alpha bronze
- aluminium bronze
- aluminum bronze
- amalgam
- atomic number 22
- atomic number 23
- атомный номер 29
- атомный номер 41
Ссылки в архиве периодических изданий
?
В сплавы A356.2 и 357.2 были внесены специальные легирующие добавки для предотвращения образования фаз [бета] и [пи] и, как следствие, улучшения соотношения прочности и пластичности.
Новый сплав для снижения веса автомобильных колес: В одном исследовании было показано, что новый сплав на 10–15 % прочнее, чем 357, в зависимости от выбора обработки старением с аналогичным удлинением. в процессе подбора легирующих элементов с целью получения литейных дисперсионно-упрочненных алюминиевых сплавов с высокой стабильностью и прочностью при повышенных температурах.
Механические характеристики Zr-содержащего литейного сплава Al-Si-Cu-Mg типа 354: роль добавок и термическая обработка
Однако добавление легирующих элементов мало влияет на электропроводность, хотя некоторые из них могут улучшить механическую прочность, температуру рекристаллизации и износостойкость.
Физические свойства и микроструктура осадков сплавов Cu-Hf на различных стадиях обработки
Легирование ПЭТ и ПЭ не имеет экономического смысла, если вы начинаете с первичного ПЭТ, но оно окупается за счет использования недорогих потоков отходов, таких как цветной ПЭТ и отходы барьерной ПЭТ-пленки, которые обычно находят малоценное применение или выбрасываются.
Переработанные сплавы ПЭТ/ПЭ перспективны в производстве моноволокна, поддонов, труб
Материал из суперсплава представляет собой сплав на основе никеля с составом, включающим номинальные массовые доли 60 % Ni, 5 % Cr, 10 % Go и ряд дополнительных легирующие элементы.
Измерение теплопроводности электронно-лучевого физического осаждения из паровой фазы покрытия
«Вот в чем их сила — в материалах с более высокой концентрацией легирующих элементов. анализа, технология обещает повышение скорости и точности (анализаторы металлов)
К несчастью для этих материаловедов, взаимодействие тепла и гравитации в образце расплавленного металла создает потоки восходящего и падающего материала, препятствуя сплавлению некоторых металлов и подавляя тонкое взаимодействие между молекулами чистых металлов и металлов, которые хорошо смешиваются.
Металлы космической эры: освобожденные от гравитации материалы раскрывают свои тайны
Влияние легирующих элементов Al и Ti, добавляемых в сплав AlCoCrFeNi, широко изучалось благодаря их превосходным механическим свойствам при комнатной температуре, которые даже превосходит большинство высокопрочных объемных аморфных сплавов [11,18].
Влияние содержания Cr на микроструктуру и механические свойства высокоэнтропийного сплава AlCo[Cr.sub.x]FeNi
Для повышения коррозионной стойкости биосовместимого магниевого сплава мелкозернистый [15-17], высокоэнтропийный -очистка [18], легирование [19] и обработка поверхности [20, 21].
Исследование состава, механических свойств и коррозионной стойкости биологического сплава Mg-0,5Ca-X(Sr, Zr, Sn)
Традиционно сплавы на основе меди, используемые в отливках водопроводных сооружений, включали свинец в качестве легирующего элемента.
Несколько вариантов медных сплавов, не содержащих свинца, для компонентов воды: литейщики могут выбирать из множества медных сплавов, не содержащих свинца, для изготовления литых компонентов для систем питьевой воды, и каждый сплав требует особых методов преобразования из сплавов, содержащих свинец
Это легирование технология основана на предварительном диспергировании одного из компонентов реактивного эластомера Lotader.
Новые полимерные смеси обеспечивают прочность и эластичность
Джаваид и др., Alloying and Process Design of Mg Sheet.0003
Влияние добавки алюминия на микроструктуру, свойства при растяжении и фрактографию литых сплавов на основе Mg
Браузер словарей
?
- ▲
- allowability
- allowable
- allowable cabin load
- allowable load
- allowable stacking weight
- allowableness
- allowably
- allowance
- allowance account
- Alloway
- allowed
- allowedly
- Allower
- alloxan
- Alloxanate
- Alloxanic
- Alloxantin
- alloy
- alloy cast iron
- alloy iron
- alloy steel
- alloy wheels
- Alloyage
- alloyed
- alloyed junction
- легирующий
- аллозимный
- всепартийный
- всепроникающий
- всеточечный бюллетень
- всеохватывающий
- all-powerful
- all-purpose
- all-right
- all-risks
- all-round
- all-rounder
- all-seater
- allseed
- all-singing all-dancing
- all-sorts
- all-source intelligence
- allspice
- allspice tree
- all-star
- Allston
- Allston Washington
- all-terrain
- all-terrain bike
- all-terrain vehicle
- all-the-year- раунд
- ▼
Полный браузер
?
Что такое металлические сплавы? | MATSE 81: Материалы в современном мире
Версия для печати
Сплав представляет собой смесь металла с другим элементом, металлом или неметаллом. Если мы начнем с основного металла и добавим примесные атомы, возможны два результата, если они смешаются. Два разных случая выделены на рисунке ниже. В случае твердого тела замещения примесные атомы замещают атомы-хозяева в решетке. В междоузельной ситуации атомы примеси сжимаются между атомами-хозяевами.
Твердый раствор оранжевых атомов в серых атомах
Авторы и права: Каллистер
Помимо смешивания возможно образование областей новой фазы. Иллюстрация образования второй фазы в твердом растворе показана ниже. Вторая фаза может иметь другой состав и часто другую структуру.
Твердый раствор оранжевых атомов в серых атомах с частицей второй фазы.0003
Нажмите здесь, чтобы просмотреть стенограмму видеоролика «Свойства материи: сплавы и их свойства».
В этом видео мы видим, как различные металлы соединяются вместе, образуя сплавы, которые сохраняют металлические свойства исходных металлов, но обычно более прочные. Атомы металлов характеризуются наличием всего нескольких электронов на своих внешних оболочках. Это означает, что даже когда они соединяются, в этой валентной оболочке всегда есть место для большего количества электронов. Каждый атом металла может связываться с 12 другими атомами в плотноупакованной решетке. Посмотрите на красный атом. Он окружен шестью в своей плоскости, тремя сверху и тремя снизу.
Возможны и менее компактные кристаллические структуры. Например, это устройство, в котором каждый атом связан с восемью другими. Поскольку электронов все еще недостаточно, чтобы заполнить внешнюю оболочку любого из атомов, электроны могут легко перемещаться от одного атома к другому, что делает металлы хорошими проводниками как электричества, так и тепла. А поскольку электроны не локализованы в фиксированных связях, атомы могут скользить друг относительно друга, что делает их пластичными, что позволяет металлу менять форму. Это также означает, что когда вы пытаетесь взаимодействовать с металлами, атомы обычно просто смешиваются в решетке, образуя металлические связи друг с другом, без фиксированных пропорций и случайным образом распределяясь. Эти структуры называются сплавами. Сравните это с соединениями между металлами и неметаллами или между неметаллическими элементами, где пропорции каждого элемента фиксированы.
Возможно, самым древним примером сплава является то, как бронза заменила медь в первых человеческих сообществах Европы около 6000 лет назад. В позднем каменном веке топоры стали делать из чистой меди, но они были достаточно мягкими. Когда для получения бронзы добавляли небольшое количество олова, вы получали топор, который был в два раза прочнее и работал хорошо. Наступил бронзовый век. Атомы в металлической решетке удерживаются ненаправленными связями, своего рода морем свободных электронов, как мы сказали, позволяя атомам скользить друг мимо друга, все еще соприкасаясь, что делает металлы относительно легко плавящимися и гнущимися, но трудно испаряющимися. Когда металлы меняют форму, атомы фактически скользят друг по другу вот так. Однако этот процесс происходит не сразу, а постепенно, подобно попытке сдвинуть ковер, положив на него камень.
Вот как это происходит в металле. Вы видите, как скольжение легко перемещается по одному атому за раз там, где в решетке есть дислокация. Именно это легкое движение атомов в кристаллической решетке делает большинство чистых металлов мягкими. Теперь поместите в решетку меньший или больший атом, и это легкое движение дислокации будет заблокировано. Посмотрите, как более крупный атом стабилизирует дислокацию, которая не продвинется дальше, если вы не приложите большую силу, что означает, что сплав труднее согнуть.
В завершение рассмотрим некоторые известные сплавы. Бронза, три четверти меди, четверть олова, для скульптур, лодочной фурнитуры, винтов и решеток. Латунь 70 процентов меди, 30 процентов цинка. Музыкальные инструменты, монеты, дверные молотки. Углеродистая сталь 99 процентов железа и до одного процента углерода. Строительные конструкции, инструменты, кузова автомобилей, рельсы для машин и т. Д. Утюг из нержавеющей стали с содержанием хрома около 18 процентов и никеля на восемь процентов. Используется для посуды, посуды, хирургических инструментов и так далее. Алюминиевые сплавы для самолетов содержат несколько процентов меди или других металлов. Амальгама – это ртуть с серебром и другими металлами. Когда-то использовали для пломбирования зубов. Припой свинец и олово для соединения электрических проводов и компонентов. Очень легко плавится. Золото обычно представляет собой сплав, содержащий другой металл, например серебро, для повышения твердости. Количество каратов, k, определяет, сколько массовых частей чистого золота содержится в 24 частях сплава.
Предоставлено: FuseSchool
После просмотра видео перейдите к следующему разделу, посвященному развитию выплавки чугуна.
‹ Типы металлических сплавов
вверх
Почему это заняло так много времени? ›
Механическое легирование нанокристаллических материалов и нанокомпозитов
Реферат
Механическое легирование является эффективным методом синтеза нанокристаллических металлических порошков в монолитном и композиционном состояниях. Процесс включает повторную холодную сварку, дробление и повторную сварку частиц порошка в шаровой мельнице с высокой энергией. Хотя первоначально этот метод был разработан для производства суперсплавов, упрочненных оксидной дисперсией, позже было показано, что этот метод позволяет производить различные метастабильные фазы, включая нанокристаллические материалы. В настоящей статье описывается синтез нанокристаллических материалов и нанокомпозитов методом механического сплавления. Описаны основные принципы процесса, технологические параметры, влияющие на состав и микроструктуру обрабатываемых порошков, механизмы легирования и измельчения зерен, включая их уплотнение до полной плотности с сохранением наноструктур. Затем выделяются методы достижения наименьшего возможного размера зерна. Затем обсуждаются типичные примеры синтеза нанокомпозитов, содержащих большую объемную долю наноразмерных армирующих элементов из алюминия, и оптимизации процесса для достижения сверхпластического поведения нанокомпозитов на основе титана. Также упоминается повсеместная проблема загрязнения порошка во время помола и решения по ее устранению или минимизации.
Ключевые слова: механическое легирование; нанокристаллические материалы; нанокомпозиты; Минимальный размер зерна; Уплотнение порошка; Al-Al 2 O 3 ; TiAl-Ti 5 Si 3 ; Загрязнение порошка и его минимизация.
Введение
Материаловеды и инженеры разрабатывают новые материалы для улучшения свойств и характеристик существующих материалов, чтобы удовлетворить потребности высокотехнологичных отраслей. Вторая половина прошлого века была отмечена развитием новых материалов, таких как нанокристаллические материалы и нанокомпозиты, металлические стекла и объемные металлические стекла, высокотемпературные сверхпроводники, сплавы для хранения водорода, сверхтвердые карбонитриды, синтез тонкопленочных алмазов, квазикристаллические сплавы, и сплавы с высокой энтропией, и это лишь некоторые из них. Также было разработано и усовершенствовано несколько новых методов синтеза этих новых материалов, которые включают обработку быстрым отверждением, механическое сплавление, ионную имплантацию, плазменную обработку, методы физического и химического осаждения из паровой фазы и другие. С помощью этих методов стало возможным производить множество монолитных и композиционных материалов со значительно улучшенными свойствами. Общим, лежащим в основе всех этих процессов, было приведение материала в высокоэнергетическое (неравновесное) состояние за счет повышения либо температуры, либо давления, либо облучения, либо накопления механической энергии. Затем материал «закаливают» либо для сохранения фазы высокой температуры/высокого давления при более низких температурах и атмосферном давлении, либо для того, чтобы позволить ей медленно трансформироваться в более стабильные фазы. Используя этот подход, стало возможным модифицировать как состав, так и микроструктуру материалов. Появление новых методов характеризации в тот же период времени значительно помогло понять взаимосвязь между структурой и свойствами этих новых материалов. Преимущества и недостатки этих различных методов разработки передовых материалов обсуждались в литературе [1].
Нанокристаллические материалы представляют собой одно- или многофазные поликристаллические твердые вещества с размером зерен порядка нескольких нанометров (1 нм = 10 -9 м = 10 Å), обычно от 1 до 100 нм по крайней мере в одном измерении. Поскольку размеры зерен очень малы, значительный объем микроструктуры в нанокристаллических материалах составляют границы раздела, в основном границы зерен и тройные стыки. То есть большая объемная доля атомов находится в этих интерфейсах. Следовательно, нанокристаллические материалы обладают свойствами, которые значительно отличаются от их обычных крупнозернистых поликристаллических аналогов и часто превосходят их. По сравнению с материалом с более традиционным размером зерна, т. е. больше нескольких микрометров, нанокристаллические материалы демонстрируют повышенную прочность, высокую твердость, чрезвычайно высокие скорости диффузии и, следовательно, меньшее время спекания для уплотнения порошка и улучшенные характеристики деформации. Доступно несколько отличных обзоров и книг, в которых подробно описаны различные аспекты обработки, свойств и применения этих материалов [2-6].
Механическое легирование
Механическое легирование (МА) — это общий термин, используемый для обозначения обработки металлических порошков в высокоэнергетических шаровых мельницах. Но, более конкретно, МА описывает процесс, когда смеси порошков (разных металлов или сплавов/соединений) измельчаются вместе для получения однородного сплава. Таким образом, если порошки чистых металлов А и В измельчаются вместе для синтеза однородной фазы сплава, этот процесс называется МА. В этом процессе участвует перенос материала для получения однородного сплава. Когда порошки однородного (часто стехиометрического) состава, такие как чистые металлы, интерметаллиды или предварительно легированные порошки, измельчаются в высокоэнергетической шаровой мельнице, и для гомогенизации не требуется перенос материала, этот процесс получил название механического измельчения. В этом процессе участвует только уменьшение размера частиц (или зерен) и увеличение площади поверхности, а переноса материала не происходит.
Процесс МА был разработан Джоном Бенджамином из INCO International в конце 1960-х годов для производства жаропрочных сплавов на основе никеля, упрочненных оксидной дисперсией (ODS) [7]. МА включает загрузку смешанных элементарных порошков вместе с измельчающей средой во флакон и подвергание порошка сильной деформации путем сильного перемешивания. Во время этого процесса частицы порошка неоднократно подвергаются холодной сварке, дроблению и повторной сварке. Иногда добавляют около 1-2 мас. % агента контроля процесса (АПП), который адсорбируется на поверхности частиц порошка и сводит к минимуму их избыточную холодную сварку. PCA, органическое соединение, обычно добавляют при измельчении пластичных материалов.
Измельчение можно проводить в высокоэнергетических вибрационных мельницах (⁓20 г), планетарных шаровых мельницах с относительно низким энергопотреблением (⁓250 г) или аттриторах (⁓1 кг). Промышленные мельницы могут перерабатывать несколько килограммов порошка за раз. В то время как большое количество порошка можно перерабатывать только на низких скоростях, небольшое количество можно перерабатывать на более высоких скоростях. В последние годы криогенное измельчение стало популярным методом. Установки для охлаждения порошков до низких температур или нагревания их до высоких температур и контроля давления и температуры во время измельчения являются одними из доступных в настоящее время приспособлений [8,9].].
К середине 1980-х годов стало понятно, что МА также может быть использован для получения метастабильных фаз, включая пересыщенные твердые растворы [10-12], интерметаллические и квазикристаллические фазы [13,14] и аморфные сплавы [8,9,15-18] . Но наиболее примечательными наблюдаемыми особенностями были то, что МА может уменьшить размер зерна измельченных материалов до нанометровых размеров [19] и что можно производить нанокомпозиты, содержащие большую объемную долю ультратонких (нанометровых) армирующих материалов [20]. Этот простой, но эффективный метод обработки теперь применяется к металлам, керамике, полимерам и композитным материалам. Общие признаки МА были рассмотрены ранее [8,9,21]
Механизм легирования
Во время помола порошки сильно деформируются, что приводит к образованию различных кристаллических дефектов, таких как дислокации, вакансии, дефекты упаковки и увеличение количества границ зерен. Также отмечено, что деформация решетки в порошке увеличивается со временем измельчения. Наличие дефектной структуры увеличивает диффузионную способность растворенных элементов в матрице. Кроме того, улучшенные микроструктурные особенности уменьшают диффузионные расстояния. Кроме того, небольшое повышение температуры во время измельчения дополнительно способствует диффузионному поведению, и, следовательно, между составляющими элементами происходит истинное сплавление. Хотя это сплавление обычно происходит номинально при комнатной температуре, иногда может потребоваться отжиг механически легированного порошка при слегка повышенной температуре для достижения сплавления. Это особенно верно, когда желательно образование интерметаллидов.
После измельчения в течение определенного периода времени стационарное равновесие достигается, когда достигается баланс между скоростью сварки, которая имеет тенденцию к увеличению среднего размера частиц, и скоростью разрушения, которая имеет тенденцию к уменьшению среднего размера композита. размер частицы. Частицы меньшего размера способны выдерживать деформацию без разрушения и, как правило, слипаются в более крупные куски с общей тенденцией приводить как очень мелкие, так и очень крупные частицы к промежуточному размеру. Распределение частиц по размерам на этой стадии узкое, потому что частицы крупнее среднего уменьшаются в размере с той же скоростью, с которой фрагменты меньше среднего растут за счет агломерации более мелких частиц, что называется стационарным состоянием.
Конкретное время, необходимое для создания данной структуры в любой системе, будет зависеть от исходного размера частиц порошка и механических характеристик ингредиентов, а также от конкретного оборудования, используемого для измельчения, и рабочих параметров оборудования. Но в большинстве случаев скорость измельчения внутренней структуры (размер частиц, размер кристаллитов, расстояние между пластинками и т. д.) примерно логарифмична времени обработки, и поэтому размер исходных частиц относительно неважен. В течение от нескольких минут до часа расстояние между пластинами обычно становится небольшим, а размер кристаллитов (или зерен) уменьшается до нанометровых размеров (рис. 1). Таким образом, измельченные порошки будут демонстрировать повышенную деформацию решетки и уменьшенный размер зерна. В результате измельченный порошок находится в высокоэнергетическом состоянии. Были случаи, когда эти ультрадисперсные порошки загорались при контакте с атмосферой.
Консолидация порошка
Продукт MA представляет собой порошок. За исключением случаев химического применения, например катализа, когда продукт не требует консолидации, широкое применение таких порошков требует эффективных методов их консолидации в объемные формы. Успешная консолидация нанокристаллических порошков является нетривиальной задачей, поскольку необходимо получать полностью плотные материалы с одновременным сохранением нанометровых зерен без укрупнения. Обычное уплотнение порошков до полной плотности с помощью таких процессов, как горячая экструзия и горячее изостатическое прессование, требует использования высоких давлений и повышенных температур в течение продолжительных периодов времени для достижения полного уплотнения. Однако, к сожалению, это приводит к значительному укрупнению зерен нанометрового размера и, следовательно, к потере преимуществ обработки наноструктур. С другой стороны, сохранение наноструктур требует использования низких температур консолидации, и тогда трудно добиться полного связывания между частицами при этих низких температурах. Поэтому требуются новые и инновационные методы консолидации нанокристаллических порошков. Целями консолидации нанокристаллических порошков являются (i) достижение полного уплотнения (без какой-либо пористости), (ii) минимизация укрупнения микроструктуры (т.е. сохранение нанокристаллического состояния) и/или (iii) предотвращение нежелательных фазовых превращений. Фактически, ранние результаты превосходных механических свойств и особенно сверхпластичности при комнатной температуре [22], приписываемые нанокристаллической керамике, не были успешно воспроизведены из-за неполной консолидации нанопорошков в тестируемом материале. Таким образом, консолидация до полной плотности приобретает еще большее значение.
Из-за небольшого размера частиц порошка (обычно несколько микрометров, хотя размер зерна составляет всего несколько нанометров) нанокристаллические порошки создают особые проблемы, и необходимо принять некоторые особые меры предосторожности, чтобы объединить их в объемные формы. Например, они обладают очень высокой прочностью и твердостью. Они также имеют высокий уровень трения между частицами. Кроме того, поскольку нанокристаллические порошки имеют большую площадь поверхности, они также проявляют высокую химическую активность.
Успешное уплотнение нанокристаллических порошков достигнуто методами электроразрядного уплотнения, плазменно-активируемого спекания, ударного (взрывного) уплотнения, горячего изостатического прессования (ГИП), гидростатической экструзии, порошковой прокатки и аглопрессовки. Используя сочетание высокой температуры и давления, HIP может достигать определенной плотности при более низком давлении по сравнению с холодным изостатическим прессованием или при более низкой температуре по сравнению со спеканием. Следует отметить, что из-за повышенной диффузионной способности в нанокристаллических материалах спекание (уплотнение) происходит при температурах значительно более низких, чем в крупнозернистых материалах. Это, вероятно, замедлит рост зерна. В двух превосходных обзорах Грозы [23,1] можно ознакомиться с подробной информацией о методах консолидации и описании результатов.
В соответствии с тематикой журнала давайте теперь обсудим синтез и применение нанокристаллических материалов и нанокомпозитов с помощью механического сплавления – передовой технологии обработки порошков.
Нанокристаллические материалы
Для производства нанокристаллических материалов использовался ряд различных технологий, включая конденсацию инертного газа, механическое сплавление, плазменную обработку и другие [2,3,6]. Однако механическое легирование (несмотря на некоторые ограничения) остается одним из самых популярных методов [24]. Нанометровые размеры зерен наблюдаются почти во всех механически обработанных чистых металлах, интерметаллидах и сплавах (если они продолжают оставаться кристаллическими) (рис. 2). Сообщается, что минимальный достигаемый размер зерна составляет несколько нанометров, обычно в диапазоне от примерно 5 до 50 нм, но в зависимости от материала и условий обработки. Таким образом, оказывается, что синтез наноструктур с помощью МА является повсеместным явлением и что наноструктуры могут быть получены в любом материале. Фактически, легкость, с которой могут быть синтезированы наноструктурные материалы, является одной из причин, по которой механическое сплавление широко используется для производства нанокристаллических материалов. Несмотря на это, было проведено не так много подробных исследований, объясняющих, почему и как в этих материалах получаются зерна нанометрового размера.
Хеллстерн и др. [25] изучали эволюцию формирования наноструктуры в механически размолотом соединении AlRu с помощью подробных методов просвечивающей электронной микроскопии (ПЭМ). Наблюдения с помощью ПЭМ с высоким разрешением показали, что деформация была локализована в полосах сдвига на ранних стадиях измельчения из-за высоких скоростей деформации, испытываемых частицами порошка. Эти полосы сдвига, которые содержат высокую плотность дислокаций, имеют типичную ширину примерно от 0,5 до 1,0 мкм. Небольшие зерна диаметром 8–12 нм были видны в полосах сдвига, а картины дифракции электронов свидетельствовали о значительной преимущественной ориентации. При продолжении измельчения средняя деформация на атомарном уровне увеличивалась из-за увеличения плотности дислокаций, и при определенной плотности дислокаций в этих сильно напряженных областях кристалл распадался на субзерна, разделенные малоугловыми границами зерен. Это привело к уменьшению деформации решетки. Образовавшиеся таким образом субзерна имели нанометровые размеры и часто составляли от 20 до 30 нм.
При дальнейшей обработке деформация возникла в полосах сдвига, расположенных в ранее недеформированных частях материала. Размер зерна неуклонно уменьшался, и полосы сдвига сливались. Малоугловые границы были заменены более угловыми границами зерен, что свидетельствует о вращении зерен, о чем свидетельствует отсутствие текстуры на электронограммах и случайная ориентация зерен, наблюдаемая по краям решетки на электронных микрофотографиях высокого разрешения. В результате образуются бездислокационные нанокристаллические зерна. Это принятый в настоящее время механизм образования нанокристаллов в порошках, обработанных МА.
Минимальный размер зерна
Как отмечалось ранее, размер зерна измельченных материалов уменьшается со временем измельчения и достигает уровня насыщения, когда устанавливается баланс между процессами разрушения и холодной сварки. Этот минимальный размер зерна, d min , различается в зависимости от материала и условий измельчения. В последние годы были предприняты некоторые попытки рационализировать получаемые значения d и для различных материалов с точки зрения их свойств. Значение d мин , достижимое при фрезеровании, определяется конкуренцией между пластической деформацией за счет движения дислокаций, которая имеет тенденцию к уменьшению размера зерна, и восстановительным и рекристаллизационным поведением материала, которая имеет тенденцию к увеличению размера зерна. Этот баланс дает нижнюю границу размера зерна чистых металлов и сплавов.
Полученное значение d min различно для разных металлов, а также обнаружено, что оно зависит от их кристаллической структуры (рис. 3). В большинстве металлов минимальный достигаемый размер зерна находится в нанометровых размерах. Но металлы с кристаллической структурой ОЦК достигают гораздо меньших значений по сравнению с металлами с другими кристаллическими структурами. Вероятно, это связано с трудностью экстенсивной пластической деформации и, как следствие, повышенной тенденцией к растрескиванию во время фрезерования. Керамика и соединения намного тверже и обычно более хрупкие, чем металлы, на которых они основаны. Поэтому интуитивно ожидается, что d мин этих соединений меньше, чем у чистых металлов; но, похоже, это не всегда так.
Пытаясь соотнести d с , полученным при фрезеровании, было отмечено, что размер зерна уменьшается с повышением температуры плавления металла [26]. Эта тенденция хорошо видна в случае металлов с плотноупакованными структурами (рис. 3). Еще один интересный момент заключается в том, что разница в размерах зерен намного меньше среди металлов с высокой температурой плавления; минимальный размер зерна практически постоянен. Так, для ГПУ-металлов Co, Ti, Zr, Hf и Ru минимальный размер зерен практически одинаков, хотя температуры плавления варьируются от 1495°С для Co и 2310°С для Ru. Обратная зависимость, как указано выше, менее очевидна в случае ОЦК-металлов.
Имеющиеся данные о d мин механически обработанных чистых металлов были проанализированы и сопоставлены с различными свойствами металлов [27,28]. Показано, что нормированный минимальный размер зерна, d min /b, где b — вектор Бюргерса дислокаций в данной кристаллической структуре, уменьшается с увеличением температуры плавления, энергии активации самодиффузии, твердости, энергии дефекта упаковки, объема. модуль и равновесное расстояние между двумя краевыми дислокациями.
Было высказано предположение, что d min определяется минимальным размером зерна, способным поддерживать скопление дислокаций внутри зерна, и скоростью восстановления. На основе модели скопления дислокаций критическое равновесное расстояние между двумя краевыми дислокациями в скоплении L c (которое можно было бы принять за размер кристаллитов или зерен в размолотых порошках) рассчитывали [29] по формуле уравнение:
, где G = модуль сдвига, b = вектор Бюргерса, ν = коэффициент Пуассона и H = твердость материала. В соответствии с вышеприведенным уравнением повышенная твердость приводит к меньшим значениям L c (размер зерна), и наблюдается приблизительная линейная зависимость между L c и минимальным размером зерна, полученным при измельчении ряда металлов. Предпринимались и другие попытки теоретически предсказать d min на основе термодинамических свойств материалов [30].
Интересное наблюдение состоит в том, что размер зерна в этих механически обработанных материалах достаточно стабилен и что размеры нанозерен сохраняются вплоть до довольно высоких температур. Например, размеры нанозерен стабильны примерно до 900°C в материалах на основе титана [31].
Влияние переменных процесса
МА представляет собой сложный процесс и включает в себя ряд переменных процесса, включая тип мельницы, контейнер для измельчения, энергию/скорость измельчения, время измельчения, тип, размер и распределение по размерам мелющей среды, массовое соотношение шариков и порошка, степень заполнения флакона, атмосфера измельчения, природа и количество агента, регулирующего процесс, и температура измельчения. В литературе имеется некоторая информация о минимальном размере зерна, достигаемом при различных условиях обработки. Среди них сообщалось о влиянии энергии измельчения, температуры измельчения и эффектов сплавления. Полученный размер зерна тем меньше, чем выше энергия измельчения, ниже температура измельчения и выше содержание легирующих элементов.
Нанокомпозиты
Композиты с металлической матрицей (MMC) сочетают в себе хорошую пластичность и ударную вязкость металлической матрицы с высокой прочностью и жесткостью керамического армирования. ММС находят нишевое применение в автомобильной и аэрокосмической промышленности [32]. По сравнению с MMC, армированными непрерывным волокном, MMC, армированные частицами, более привлекательны, поскольку они проще в производстве, обладают изотропными свойствами и часто дешевле. Поскольку обычное армирование имеет большие размеры (размером от десятков до сотен микрометров), ММС обладают низкой пластичностью и ударной вязкостью, в основном из-за легкого возникновения и распространения трещин в керамических частицах на границах раздела.
Достижение равномерного распределения армирования в матрице необходимо для достижения хороших механических свойств композитов. Кроме того, механические свойства композита улучшаются с увеличением объемной доли и уменьшением размера частиц арматуры [33]. Традиционно может быть добавлена достаточно большая объемная доля армирования, если размер армирования велик (в микрометровом масштабе). Но если размер арматуры очень мелкий (субмикронного или нанометрового размера), то добавленная объемная доля ограничивается примерно 2–4%. Это связано с тем, что мелкие порошки имеют тенденцию всплывать на поверхность расплава во время обработки композитов в процессе затвердевания.
Армирование металлов мелкими частицами (в субмикронном диапазоне) приводит к повышению прочности и улучшению характеристик. Однако неоднородная дисперсия, оседание арматуры и плохая смачиваемость являются серьезными проблемами. Даже последующая термомеханическая обработка может оказаться неэффективной для устранения этих недостатков. Пластичность и ударная вязкость ММС, наряду с прочностью, могут быть значительно улучшены за счет уменьшения размера арматуры до нанометрового уровня в так называемых нанокомпозитах [18,34,35]. Таким образом, если мы сможем ввести большую объемную долю нанометрового армирования, механические свойства и характеристики композита, вероятно, будут значительно улучшены. Такая ситуация возможна только при использовании твердотельных методов обработки, таких как MA.
В наших исследованиях, проведенных в течение последних нескольких лет, мы успешно достигли очень равномерного распределения армирующих фаз в различных типах матриц с помощью метода твердофазной порошковой обработки МА [36-44]. К ним относятся однородное диспергирование свинца в сплавах Al и Al-Cu [36], графита в матрице сплава Al-6061 [37], влияние кластеризации арматуры на механические свойства композитов [38], диспергирование высоко объемная доля Al 2 O 3 в Al [20] и Mg [39], SiC в Al [40], AlN в Mg [41], Ti 5 Si 3 в γ-TiAl [42,43], синтез композитов MoSi 2+ Si 3 N 4 для высокотемпературных применений [44]. Однако в этой статье мы опишем наши новые результаты, полученные в двух системах.
Некоторые из конкретных целей, преследуемых при обработке нанокомпозитных материалов с помощью МА, включают (i) включение большого объемного процента ультратонких армирующих материалов и (ii) достижение высокой пластичности и даже сверхпластичности в некоторых композитах. Также возможно, что из-за повышенной пластичности вязкость разрушения этих композитов может быть выше, чем у их крупнозернистых аналогов.
Al-Al 2 O 3 Нанокомпозиты
Композиты с металлической матрицей на основе алюминия обладают малым весом и высокой удельной прочностью и поэтому являются идеальными материалами для конструкционных применений в авиационной и автомобильной промышленности. Армирование пластичной алюминиевой матрицы более прочными и жесткими наполнителями второй фазы, такими как оксиды, карбиды, бориды и нитриды, обеспечивает сочетание свойств как металлической матрицы, так и керамического армирования. Равномерное распределение мелкой арматуры, особенно при больших объемных долях, и мелкозернистость матрицы способствуют улучшению механических свойств композита.
Наши исследования были направлены на армирование металлической алюминиевой матрицы с различной объемной долей (20, 30 и 50%) мелких (50 нм, 150 нм) и крупных (5 мкм) частиц Al 2 O 3 через MA и определить, существует ли максимальная объемная доля, выше которой будет трудно добиться равномерного диспергирования и консолидации до полной плотности, и посмотреть, существует ли минимальный размер частиц, ниже которого снова трудно получить однородное диспергирование.
Смеси порошков вышеуказанных комбинаций были механически измельчены в вибрационной мельнице SPEX, и было отмечено, что было получено довольно равномерное распределение Al 2 O 3 во всех комбинациях сплавов при измельчении порошковой смеси в течение 20 часов. Исследования с помощью сканирующей электронной микроскопии (СЭМ) показали однородную дисперсию Al 2 O 3 в Al, даже когда объемная доля составляла 0,5, а размер армирования составлял 50 нм (рис. 4). Эти композиты были очень твердыми и прочными, особенно при небольшом размере арматуры и большой ее объемной доле. Соответственно, эти порошки можно было уплотнить почти до полной плотности только с помощью комбинации горячего прессования в вакууме и горячего изостатического прессования. Измеренные механические свойства этих композитов были очень похожи на свойства, полученные по правилу смесей. Прочность и модуль увеличились с увеличением объемной доли и уменьшением размера арматуры (рис. 5).
TiAl-Ti 5 Si 3 Нанокомпозиты
Легкие интерметаллические сплавы на основе γ-TiAl являются перспективными материалами для высокотемпературных конструкционных применений, например, в авиационных двигателях или стационарных турбинах. Несмотря на то, что они обладают многими желательными свойствами, такими как высокая удельная прочность и модуль как при комнатной, так и при повышенных температурах, а также хорошая стойкость к коррозии и окислению, они имеют недостаточную пластичность при комнатной температуре и недостаточное сопротивление ползучести при повышенных температурах, особенно между 800 и 850°C. , важное требование для применения этих материалов при повышенных температурах. Таким образом, текущие исследовательские программы направлены на разработку высокотемпературных материалов с адекватной пластичностью при комнатной температуре для легкой формуемости и способности повышать жаропрочность за счет подходящей термообработки или легирующих добавок для получения достаточного сопротивления ползучести.
Различные количества (от 0 до 60 об.%) интерметаллида Ti 5 Si 3 вводили в матрицу γ-TiAl методами МА, и полученные порошки уплотняли до полной плотности методами горячего изостатического прессования. Исследованы микроструктура и механические свойства полностью плотных композитов Ti 5 Si 3 – γ-TiAl. Композиты, содержащие низкую объемную долю Ti 5 Si 3 , показали, что Ti 5 9Фаза 0084 Si 3 распределялась по границам зерен матрицы γ-TiAl. С другой стороны, когда объемная доля была больше, обе фазы Ti 5 Si 3 и γ-TiAl имели размер зерен субмикрометрового размера и равномерно распределялись в виде чередующихся зерен (рис. 6). Ожидается, что материалы с такой микроструктурой (примерно равные количества двух фаз, малые размеры зерен двух фаз и равномерное распределение двух фаз) будут деформироваться сверхпластически.
Твердость и прочность этих композитов были очень высокими. Для определения возможности достижения сверхпластической деформации в этих композитах были проведены испытания как на сжатие, так и на растяжение при различных температурах и скоростях деформации. Отмечено, что их прочность снижается с повышением температуры и уменьшением скорости деформации. Композит γ-TiAl+60 об.% Ti 5 Si 3 продемонстрировал большую пластичность 150% при испытании при 950°C и скорости деформации 4 x 10 -5 с -1 и около 100% при испытании при 1000°C и скорости деформации 4 x 10 -4 с -1 (рис. 7). Просвечивающие электронные микрофотографии показали, что во время испытаний имело место только вращение зерен и отсутствие удлинения зерен, подтверждая, что наблюдалась сверхпластическая деформация. Учитывая, что этот композит основан на керамике и что монолит Ti 5 Si 3 не проявляет сверхпластическую деформацию, а фаза γ-TiAl проявляет сверхпластичность только около 1300°C, данный результат является очень важным.
Загрязнение порошка
Основной проблемой металлических порошков, обработанных МА, является природа и количество примесей, которые включаются в порошок и загрязняют его. Небольшой размер частиц порошка и, как следствие, наличие большой площади поверхности, образование свежих поверхностей во время измельчения и износ измельчающих инструментов — все это способствует загрязнению порошка. Таким образом, представляется, что загрязнение порошком является неотъемлемым недостатком метода, если только не будут приняты специальные меры предосторожности, чтобы избежать/свести к минимуму его. Но важно иметь в виду, что не для всех областей применения требуются сверхчистые порошки и что желаемая чистота будет зависеть от конкретного применения. Величина загрязнения порошка, по-видимому, зависит от времени измельчения, интенсивности измельчения, атмосферы, в которой происходит измельчение порошка, природы и размера мелющей среды, а также различий в прочности/твердости порошка и мелющей среды и степени измельчения. контейнер [8,9].
Загрязнение измельченных металлических порошков может быть связано с (i) химической чистотой исходных порошков, (ii) атмосферой измельчения, (iii) оборудованием для измельчения (контейнер для измельчения и среда для измельчения) и (iv) агентами контроля процесса (PCA) добавляют в порошки при помоле. Количество примесей увеличивается со временем измельчения и с увеличением отношения массы шара к порошку и достигает значения насыщения.
Одним из способов сведения к минимуму загрязнения от мелющей среды и емкости для измельчения является использование того же материала для емкости и мелющей среды, что и для измельчаемого порошка [45]. Если контейнер из того же измельчаемого материала недоступен, то тонкое адгезионное покрытие на внутренней поверхности контейнера (а также на поверхности мелющей среды) измельчаемым материалом сведет к минимуму загрязнение. В общем, простое правило, которое следует соблюдать, чтобы свести к минимуму загрязнение из контейнера для измельчения и измельчающей среды, заключается в том, что контейнер и измельчающая среда должны быть тверже/прочнее, чем измельчаемый порошок.
Атмосфера измельчения — еще один важный параметр, который необходимо контролировать. Несмотря на то, что номинально чистые газы используются для продувки перчаточного ящика перед загрузкой и выгрузкой порошков, даже небольшие количества примесей загрязняют порошки, особенно если они реакционноспособны. На самом деле, лучшим решением, которое можно было бы придумать, будет размещение мельницы в вакуумированной камере, заполненной газообразным аргоном высокой чистоты. Поскольку вся камера находится в атмосфере аргона (постоянно очищается, чтобы поддерживать концентрацию кислорода и водяного пара ниже 1 ppm каждого), а контейнер находится внутри мельницы, которая находится внутри камеры, загрязнение из атмосферы минимально [46,47]. .
Загрязнение ПКА, пожалуй, наиболее распространено. Поскольку большинство используемых ПСА представляют собой органические соединения с низкими температурами плавления и кипения, они разлагаются во время измельчения из-за выделяемого тепла. Продукты разложения, состоящие из углерода, кислорода, азота и водорода, реагируют с атомами металла и образуют нежелательные карбиды, оксиды, нитриды и т. д.
Заключение
В последние годы нанокристаллические материалы были синтезированы рядом различных методов. Но МА представляется универсальным методом производства нанокристаллических порошков из различных металлов и сплавов. Этот процесс относительно прост, его легко модернизировать до пилотного/коммерческого масштаба, а также можно синтезировать множество метастабильных фаз. Три основные проблемы, с которыми сталкиваются порошки, обработанные таким образом, — это стоимость, консолидация и загрязнение. Обработка порошка по своей природе является дорогостоящей, и поэтому мало что можно сделать, чтобы облегчить эту трудность. Но возможность производства продуктов почти чистой формы с заданными свойствами, безусловно, компенсирует эту проблему. Второй – консолидация. Как указано в тексте, крайне важно, чтобы консолидированный продукт был полностью плотным и не содержал пористости. Это сложная проблема, и, если она не будет решена, целостность продукта, вероятно, будет нарушена. Но в настоящее время для достижения этой цели используются новые и инновационные методы, и вполне вероятно, что в ближайшем будущем будут достигнуты большие успехи. Но если измельченный порошок можно использовать без уплотнения, например, в каталитических целях, то МА будет идеальным процессом для получения таких порошков. Последняя проблема связана с загрязнением. Это повсеместная проблема. Даже несмотря на то, что были предложены средства для предотвращения или сведения к минимуму загрязнения измельченных порошков, они кажутся дорогими и, возможно, их нелегко реализовать в коммерческом масштабе без чрезмерных затрат. Если измельченные порошки можно будет использовать в некритических приложениях, где можно допустить некоторое количество загрязнений, вполне вероятно, что этот процесс окажется очень полезным и привлекательным.
Ссылки
Сурьянараяна C. Неравновесная обработка материалов. 1 -й выпуск . Пергамон: Эльзевир; 1999.
Гляйтер Х. Нанокристаллические материалы. Прог. Матер. Наука . 1989 год; 33(4): 223-315. doi: 10.1016/0079-6425(89)
-7
Suryanarayan C. Нанокристаллические материалы. Междунар. Матер. Версия . 1995 год; 40(2): 41-64. doi: 10.1179/imr.1995.40.2.41
Gleiter H.
Наноструктурные материалы: Основные понятия и микроструктура. Acta Mater . 2000 г.; 48(1): 1-29. doi: 10.1016/S1359-6454(99)00285-2 Suryanarayan C. Последние разработки в области наноструктурированных материалов. Доп. англ. Мать . 2005 г.; 7(11): 983-992. doi: 10.1002/адем.200500135
Кох CC. Наноструктурированные материалы. Обработка, свойства и приложения. 2 -й выпуск . Норидж, Нью-Йорк: Издательство Уильяма Эндрю; 2007.
Бенджамин Дж.С. Механическое легирование – история и потенциал будущего. В: Capus JM и German RM, изд. Достижения в порошковой металлургии и дисперсных материалах (новая обработка порошков). Принстон, Нью-Джерси: Федерация металлургической промышленности; 1992: 155-168.
Сурьянараяна С. Механическое легирование и измельчение. Прог. Матер. Наука . 2001 г.
; 46(1-2): 1-184. doi: 10.1016/S0079-6425(99)00010-9 Сурьянараяна C. Механическое легирование и фрезерование. Нью-Йорк, штат Нью-Йорк: Марсель Деккер; 2004.
Мукхопадхьяй Д.К., Сурьянараяна С. и Фроуз Ф.Х. Протяженные твердые растворы в сплавах Cd-Zn механическим легированием. Скрипта Металл. Матер .1994; 30(1): 133-137. doi: 10.1016/0956-716X(94)-7
Сурьянараяна С, Иванов Э, Болдырев ВВ. Наука и техника механического легирования. Матер. науч. & англ. А . 2001 г.; А304-306: 151-158. doi: 10.1016/S0921-5093(00)01465-9
Аль-Джубори А., Сурьянараяна С. Синтез стабильных и метастабильных фаз в системе Ni-Si методом механического сплавления. Порошковая технология . 2016; 302: 8-14. doi: 10.1016/j.powtec.2016.08.033
Сурьянараяна С.
, Джонс Х. Формирование и характеристики квазикристаллических фаз: обзор. Междунар. J. Быстрое затвердевание . 1988 год; 3(4): 253-293. Аль-Джубори А., Сурьянараяна С. Синтез метастабильного NiGe 2 механическим легированием. Матер. и дизайн . 2015 г.; 87: 520-526. doi: 10.1016/j.matdes.2015.08.051
Сурьянараяна С., Иноуэ А. Металлические стекла оптом. 2 -й выпуск . Бока-Ратон, Флорида: CRC Press &Taylor & Francis, 2018.
Шарма С., Вайдьянатан Р., Сурьянараяна С. Критерий прогнозирования стеклообразующей способности сплавов. Заяв. физ. Письмо . 2007 г.; 90: 111915. doi: 10.1063/1.2713867
Патил У., Хонг С.Дж., Сурьянараяна С. Необычное фазовое превращение во время механического сплавления объемной композиции металлического стекла на основе железа. J. Сплавы и соединения .
2005 г.; 389(1-2): 121-126. doi: 10.1016/j.jallcom.2004.08.020 Сурьянараяна С., Классен Т., Иванов Е. Синтез нанокомпозитов и аморфных сплавов методом механического сплавления. Дж. Матер. Наука . 2011 г.; 46(19): 6301-6315. doi: 10.1007/s10853-011-5287-0
Куяма Дж., Инуи Х., Имаока С., Насу С., Исихара К.Н., Шингу П.Х. Кристаллы нанометрового размера, образованные механическим сплавлением в системе Ag-Fe. яп. Дж. Заявл. Физ . 1991 год; 30, часть 2 (5А): L854-L856. doi: 10.1143/JJAP.30.L854
Прабху Б., Сурьянараяна С., Ан Л., Вайдьянатан Р. Синтез и характеристика высокообъемных фракций Al-Al 2 O 3 нанокомпозитных порошков путем высокоэнергетического измельчения. Матер. науч. & англ. А . 2006 г.; 425(1-2): 192-200. doi: 10.1016/j.msea.2006.03.066
Сурьянараяна С.
Последние достижения в области синтеза фаз сплава путем механического сплавления/измельчения. Металлы и материалы . 1996 год; 2(4): 195-209. doi: 10.1007/BF03026094 Карч Дж., Биррингер Р., Гляйтер Х. Керамика пластична при низких температурах. Природа . 1987 год; 330: 556-558.
Гроза младший. Наноструктурные материалы: обработка, свойства и применение. Норидж, Нью-Йорк: Издательство Уильяма Эндрю; 2007: 173-233.
Сурьянараяна С., Иванов Е. Механохимический синтез нанокристаллических металлических порошков. В кн.: Успехи порошковой металлургии. 2013; 42-68. doi: 10.1533/9780857098900.1.42
Хеллстерн Э., Фехт Х.Дж., Гарланд С., Джонсон В.Л. Механизм получения нанокристаллического AlRu методом шаровой мельницы. Матер. Рез. Соц . 1989 год; 132: 137-142. doi: 10.1557/PROC-132-137
Эккерт Дж.
, Хольцер Дж. К., Крилл III, К. Э., Джонсон В. Л. Структурные и термодинамические свойства нанокристаллических ГЦК металлов, полученных механическим истиранием. Дж. Матер. Рез . 1992 год; 7(7): 1751-1761. doi: 10.1557/JMR.1992.1751 Мохамед Ф.А. Модель дислокации для минимального размера зерна, получаемого при фрезеровании. Acta Mater . 2003 г.; 51(14): 4107-4119.doi: 10.1016/S1359-6454(03)00230-1
Мохамед Ф.А., Сюнь Ю. О минимальном размере зерна, полученном при измельчении Zn22% Al. Матер. науч.-техн. . 2003 г.; 358(1): 178-185. doi: 10.1016/S0921-5093(03)00294-6
Nieh TG, Wadsworth J. Соотношение Холла-Петча в нанокристаллических твердых телах. Scripta Metall Mater . 1991 год; 25(4): 955-958. doi: 10.1016/0956-716X(91)-Z
Sun NX, Lu K. Предел размера зерна поликристаллических материалов.
Физ. Версия . 1999 г.; 59: 5987-5989. doi: 10.1103/PhysRevB.59.5987 Froes FH, Suryanarayan C. Порошковая обработка титановых сплавов. Rev. Particle Mater . 1993 год; 1: 223-276.
Чудо БД. Композиты с металлической матрицей – от науки к технологическому значению. Композ. науч. Технол . 2005 г.; 65(15-16): 2526-2540. doi: 10.1016/j.compscitech.2005.05.027
Клайн Т.В., Уизерс П.Дж. Введение в композиты с металлической матрицей. 1 -й выпуск . Кембридж, Великобритания: Издательство Кембриджского университета; 1995.
Сурьянараяна С., Аль-Акили Н. Механически легированные нанокомпозиты. Прогр. Матер. Наука . 2013; 58(4): 383-502. doi: 10.1016/j.pmatsci.2012.10.001
Сурьянараяна С. Синтез нанокомпозитов методом механического сплавления.
J. Сплавы и соединения . 2011 г.; 509: С229-С234. doi: 10.1016/j.jallcom.2010.09.063 Ким Х.М., Ким Т.С., Сурьянараяна С., Чун Б.С. Микроструктура и характеристики износа быстрозатвердевших сплавов Al-Pb-Cu. Матер. науч. и инж А . 2000 г.; 287(1): 59-65. doi: 10.1016/S0921-5093(00)00813-3
Сон Х.Т., Ким Т.С., Сурьянараяна С., Чун Б.С. Гомогенное диспергирование графита в алюминиевом сплаве 6061 методом шаровой мельницы. Матер. науч. & англ. А . 2003 г.; 348(1-2): 163-169. doi: 10.1016/S0921-5093(02)00749-9
Хонг С.Дж., Ким Х.М., Ху Д., Сурьянараяна С., Чун Б.С. Влияние кластеризации на механические свойства композитов с металлической матрицей из алюминиевого сплава 2024, армированного частицами SiC. Матер. науч. & англ. А . 2003 г.; 347(1-2): 198-204. doi: 10.1016/S0921-5093(02)00593-2
Liu JL, Suryanarayana C, Ghosh D, Subhash G, An L.
Синтез Mg-Al 2 O 3 нанокомпозитов путем механического сплавления. J. Сплавы и соединения . 2013; 563: 165-170. doi: 10.1016/j.jallcom.2013.01.113 Аль-Акили Н., Абдуллахи К., Хаким А.С., Сурьянараяна С., Лауи Т., Нуари С. Синтез, характеристика и механические свойства нанокомпозитов на основе алюминия, армированных карбидом кремния, обработанных методами MA и SPS. Порошковый металл . 2013; 56(2): 149-157. doi: 10.1179/17432Y.0000000029
Chen J, Bao CG, Wang Y, Liu JL, Suryanarayana C. Микроструктура и параметры решетки композитов с магниевой матрицей, армированной частицами AlN, изготовленных методом порошковой металлургии. Акта Металл. Синика . 2015 г.; 28(11): 1354-1363. doi: 10.1007/s40195-015-0333-6
Классен Т., Сурьянараяна С., Борман Р. Низкотемпературная сверхпластичность в ультрамелкозернистом Ti 5 Si 3 -Композиты TiAl.
Scripta Mater . 2008 г.; 59(4): 455-458. doi: 10.1016/j.scriptamat.2008.04.029 Suryanarayana C, Behn R, Klassen T, Bormann R. Механическая характеристика механически легированных ультрамелкозернистых композитов Ti 5 Si 3 + 40 об.% γ-TiAl. Матер. науч. & англ. А . 2013; 579: 18-25. doi: 10.1016/j.msea.2013.04.092
Suryanarayan C. Структура и свойства ультрамелкозернистого MoSi 2 +Si 3 N 4 композиты, синтезированные механическим сплавлением. Матер. науч. & англ. А . 2008 г.; 479(1-2): 23-30. doi: 10.1016/j.msea.2007.07.021
Сурьянараяна С., Иванов Э., Нуфи Р., Контрерас М.А., Мур Дж.Дж. Синтез и обработка мишени для распыления Cu-In-Ga-Se. Дж. Матер. Рез . 1999 г.; 14(2): 377-383. doi: 10.1557/JMR.1999.0055
Классен Т.
