Как своими руками сделать сварочный аппарат своими руками: Страница не найдена —
Содержание
Как сделать сварочный аппарат своими руками — инструкция
- Статья
- Видео
В наше время трудно представить любые работы с металлом без использования сварочного аппарата. При помощи данного устройства Вы с легкостью можете соединять или резать железо различной толщины и габаритов. Естественно для выполнения качественных работ Вам потребуются определенные навыки в этом вопросе, но в первую очередь Вам необходим сам сварочник. В наше время его естественно можно купить, как в принципе и нанять сварщика, но в данной статье речь пойдет о том, как сделать сварочный аппарат своими руками. Тем более, что при всем богатстве различных моделей, надежные стоят достаточно дорого, а дешевые не блещут качеством и долговечностью. Но даже если Вы решили купить сварочник в магазине – знакомство с данной статьей поможет выбрать необходимый аппарат, так как Вы будете знать основы их схемотехники. Сварочники бывают нескольких типов: постоянного тока, переменного, трехфазные и инверторные. Для того чтобы определится какой вариант Вам необходим, рассмотрим конструкцию и устройство первых двух типов, которые можно без специфических навыков собрать своими руками в домашних условиях.
Для того чтобы определится какой вариант Вам необходим, рассмотрим конструкцию и устройство первых двух типов, которые можно без специфических навыков собрать своими руками в домашних условиях.
- На переменном токе
- На постоянном токе
- Наглядные мастер-классы
На переменном токе
Данный вид сварочных аппаратов, является одним из наиболее распространенных вариантов, как в промышленности, так и в частных хозяйствах. Он прост в эксплуатации, по сравнению с остальными его довольно легко можно сделать в домашних условиях, что подтверждает фото ниже. Для этого вам необходимо иметь провод для первичной и вторичной обмоток, а также сердечник из трансформаторной стали для намотки сварочника. Простыми словами сварочный аппарат переменного тока – это понижающий трансформатор большой мощности.
Оптимальное напряжение при работе сварочного аппарата, собранного в домашних условиях — 60В. Оптимальный ток 120-160А. Теперь несложно посчитать, какое сечение должно быть у провода для того, чтобы сделать первичную обмотку трансформатора (ту, которая будет подключаться к сети 220 В). Минимальная площадь сечения медного провода должна быть 3-4 кв. мм, оптимальная же — 7 кв. мм, ведь необходимо учитывать перепады напряжения и возможную дополнительную нагрузку, а также необходимый запас прочности. Получаем, что оптимальный диаметр медной жилы для первичной обмотки понижающего трансформатора должен быть 3 мм. Если Вы решите взять алюминиевый провод для того, чтобы сделать сварочный аппарат своими руками, то сечение для медного провода нужно умножить на коэффициент 1,6.
Минимальная площадь сечения медного провода должна быть 3-4 кв. мм, оптимальная же — 7 кв. мм, ведь необходимо учитывать перепады напряжения и возможную дополнительную нагрузку, а также необходимый запас прочности. Получаем, что оптимальный диаметр медной жилы для первичной обмотки понижающего трансформатора должен быть 3 мм. Если Вы решите взять алюминиевый провод для того, чтобы сделать сварочный аппарат своими руками, то сечение для медного провода нужно умножить на коэффициент 1,6.
Важно, чтобы провода были в тряпичной оплетке, нельзя использовать проводники в ПВХ изоляции – она при нагреве проводов расплавится и произойдет короткое замыкание. Если у вас нет провода необходимого диаметра, то можно использовать более тонкие жилы, наматывая их параллельно. Но тогда следует учитывать, что толщина обмотки увеличится, а соответственно и габариты самого аппарата. Нужно иметь ввиду, что ограничивающим фактором может являться свободное окно в сердечнике и провод может попросту не поместиться там. Для вторичной обмотки можно использовать толстый многожильный медный провод – такой же, как и жила на держателе. Его сечение следует выбирать исходя из тока во вторичной обмотке (напомним, что мы ориентируемся на 120 – 160А) и длинны проводов.
Для вторичной обмотки можно использовать толстый многожильный медный провод – такой же, как и жила на держателе. Его сечение следует выбирать исходя из тока во вторичной обмотке (напомним, что мы ориентируемся на 120 – 160А) и длинны проводов.
Первым делом необходимо изготовить сердечник трансформатора самодельного сварочного аппарата. Оптимальным вариантом будет сердечник стержневого типа как показано на рисунке 1:
Этот сердечник нужно сделать из пластин трансформаторной стали. Толщина пластин должна быть от 0,35 мм до 0,55 мм. Это необходимо для уменьшения токов Фуко. Прежде чем собирать сердечник нужно просчитать его размеры, делается это следующим образом:
- Во-первых, рассчитывается величина окна. Т.е. размеры с и d на рисунке 1 необходимо выбирать такими, чтобы поместить все обмотки трансформатора.
- Во-вторых, площадь крена, которая вычисляется по формуле: Sкрена=a*b, должна быть не меньше 35 кв. см. Если Sкрена будет больше – тогда трансформатор будет меньше нагреваться и соответственно дольше работать, и Вам не надо будет часто прерываться для того, чтобы он остыл.
 Лучше, чтобы Sкрена была равна 50 кв. см.
Лучше, чтобы Sкрена была равна 50 кв. см.
Далее приступаем к сборке пластин самодельного сварочного аппарата. Необходимо взять Г-образные пластины и складывать их, как показано на рисунке 2, пока не получится сделать сердечник необходимой толщины. После чего скрепляем его болтами по углам. В завершении необходимо надфилем обработать поверхность пластин и заизолировать их, обмотав тряпичной изоляцией, чтобы дополнительно защитить трансформатор от пробоя на корпус.
Далее приступаем к намотке сварочного аппарата из понижающего трансформатора. В начале, наматываем первичную обмотку, которая будет состоять из 215 витков, как это показано на рисунке 3.
Целесообразно сделать ответвление от 165 и 190 витка. Сверху трансформатора прикрепляем толстую текстолитовую пластину. Концы обмоток закрепляем на ней при помощи болтового соединения пометив что первый болт – это общий провод, второй – ответвление от 165 витка, 3-й – ответвление от 190 витка и 4-й – от 215-го. Это даст возможность впоследствии регулировать силу тока при сварке, путем переключения между разными выводами Вашего сварочного устройства. Это очень важная функция, и чем больше ответвлений вы сделаете, тем более точной у вас получится регулировка.
Это очень важная функция, и чем больше ответвлений вы сделаете, тем более точной у вас получится регулировка.
После приступаем к намотке 70-и витков вторичной обмотки, как показано на рисунке 4.
Меньшее количество витков наматывают на ту сторону сердечника – куда намотана первичная обмотка. Соотношение витков нужно сделать примерно 60% к 40%. Это способствует тому, что после того, как Вы поймаете дугу и начнете сварку, вихревые токи частично отключат работу обмотки с большим количеством витков, что приведет к уменьшению тока сварки, а соответственно улучшит качество шва. Таким образом дуга будет легко ловиться, но слишком большой ток не будет мешать качественно варить. Концы намотки также закрепим при помощи болтов на текстолитовой пластине. Можно не прикреплять их, а провести провода напрямую к держателю электродов и крокодилу на массу, это уберет соединения, где потенциально может быть просадка по напряжению и нагрев. Для лучшего охлаждения крайне желательно установить вентилятор для обдува, например от холодильника или микроволновки.
Теперь Ваш самодельный сварочный аппарат готов. Подключив держатель и массу к вторичной обмотке, необходимо подключить сеть к общему проводу и проводу, отходящему от 215-го витка первичной обмотки. Если вам необходимо увеличить силу тока, то можно сделать меньшее количество витков первичной намотки, переключив второй провод на контакт с меньшим количеством витков. Уменьшить ток можно при помощи сопротивления выполненного из изогнутой в виде пружины куска трансформаторной стали, подключенной к держателю. Всегда необходимо следить, чтобы сварочный аппарат не перегревался, для этого регулярно проверяйте температуру сердечника и обмоток. Для этих целей можно даже установить электронный термометр.
Вот таким образом можно сделать сварочный аппарат из понижающего трансформатора своими руками. Как Вы видите, инструкция не слишком уж сложная и даже неопытный электрик сможет самостоятельно собрать прибор.
На постоянном токе
Для некоторых видов сварки необходим сварочник на постоянном токе. Таким инструментом можно варить чугун и нержавеющую сталь. Сделать сварочный аппарат постоянного тока своими руками можно не больше, чем за 15 минут, переделав самоделку на переменном токе. Для этого к вторичной обмотке необходимо подключить выпрямитель, собранный на диодах. Что касается диодов, они должны выдерживать ток в 200 А и иметь хорошее охлаждение. Для этого подойдут диоды Д161.
Таким инструментом можно варить чугун и нержавеющую сталь. Сделать сварочный аппарат постоянного тока своими руками можно не больше, чем за 15 минут, переделав самоделку на переменном токе. Для этого к вторичной обмотке необходимо подключить выпрямитель, собранный на диодах. Что касается диодов, они должны выдерживать ток в 200 А и иметь хорошее охлаждение. Для этого подойдут диоды Д161.
Выравнивать ток нам помогут конденсаторы С1 и С2 со следующими характеристиками: емкость 15000 мкФ и напряжение 50В. Далее собираем схему, которая указанна на чертеже ниже. Дроссель L1 необходим для регулировки тока. Контакты х4 — плюс для подключения держателя, а х5 — минус для подачи тока на свариваемый участок детали.
Трехфазные сварочные аппараты используются для сварки в производственных условиях, на них установлены двухэлектродные держатели, поэтому в данной статье мы рассматривать их не будем, а инверторы изготавливаются на основе печатных плат и сложных схем с большим количеством дорогостоящих радиодеталей и сложным процессом настройки с использованием специального оборудования. Однако мы все же рекомендуем Вам ознакомиться с инверторной конструкцией на видео ниже.
Однако мы все же рекомендуем Вам ознакомиться с инверторной конструкцией на видео ниже.
Наглядные мастер-классы
Итак, если Вы решили сделать сварочный аппарат в домашних условиях, рекомендуем просмотреть видео уроки, предоставленные ниже, которые наглядно покажут, как самому собрать простой сварочник из подручных материалов, а также объяснят Вам некоторое детали и нюансы работы:
Теперь Вы знаете основные принципы конструкции сварочников и можете сделать сварочный аппарат своими руками, как на постоянном, так и на переменном токе, используя инструкции из нашей статьи.
Также читают:
- Как стать электриком с нуля
- Как сделать мини дрель своими руками
- Как бороться с низким напряжением в сети
Сварочный аппарат своими руками: простая инструкция по сборке
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.

Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата.
 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода. - Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp. ru/transformator-svoimi-rukami.html.
ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,
Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.

Рис. 3: удалите токовые шунты - Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.
Рис. 4: намотайте вторичную обмотку на каркас - Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.
Рис. 5: сделайте диэлектрическую прокладку - Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
Рис. 6: поместите катушку в магнитопровод - Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.
Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения.
Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.
Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста.
Рис. 13: подключите силовые конденсаторы - Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.

При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.

Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
Сварочный аппарат своими руками — 110 фото создания всех необходимых блоков
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.
Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.
При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.
Краткое содержимое статьи:
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.
В комплектацию представленного аппарата включены следующие компоненты:
Блок питания
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.
Дополнительная обмотка подвергается удалению и переделке. Расчёт числа витков и объема проводов из меди рассчитывается с учётом заранее подобранной мощности изготавливаемого аппарата.
Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.
При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.
Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:
Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления.
С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.
Применяя многожильный кабель силового типа с тремя фазами на две, расположенные по краям катушки до полноценного их наполнения требуется намотать дополнительную обмотку.
Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.
С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.
Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.
Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.
С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.
Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.
Фото сварочного аппарата своими руками
youtube.com/embed/Z-bc7nQ8hIA?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный стол
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Как паять
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочный трансформатор
- Сварочная горелка
- Сварка полипропиленовых труб
- Газовая сварка
- Сварочный аппарат
- Плазменный сварочный аппарат
- Сварочные работы
- Точечная сварка
- Дуговая сварка
- Как варить алюминий
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Сварочный инвертор
- Как сварить металл
- Сварочное оборудование
Сварочный аппарат для сварки мелких деталей своими руками
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор – использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами
В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Ремонт термопары своими руками
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
Нагревание высокоуглеродистой стали
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Как получить Вольтовую дугу?
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.
В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
В целях предотвращения расплавления одноразового шприца (поз. 3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
мой опыт. Делаем сварочные аппараты своими руками
Содержание
- Что нужно знать для сборки самодельного сварочника?
- Как сделать своими руками сварочный агрегат?
- Изготовление сварочного аппарата
- Самая элементарная схема агрегата
- Комплектация агрегата для сварки
- Последовательная сборка всех деталей
- Особенности намотки обмоток.
- Настройка сварочного аппарата.
- Технологические рекомендации и меры безопасности.
- Сварочный выпрямитель — особенности работы и сборки
- Конструкция трансформатора и дросселей
- Тороидальный аппарат
- Диагностика самодельного инвертора и его подготовка к работе
- Обслуживание самодельного сварочного инвертора
- Вес и габариты сварочника
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Трансформатор удастся изготовить самостоятельно. Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.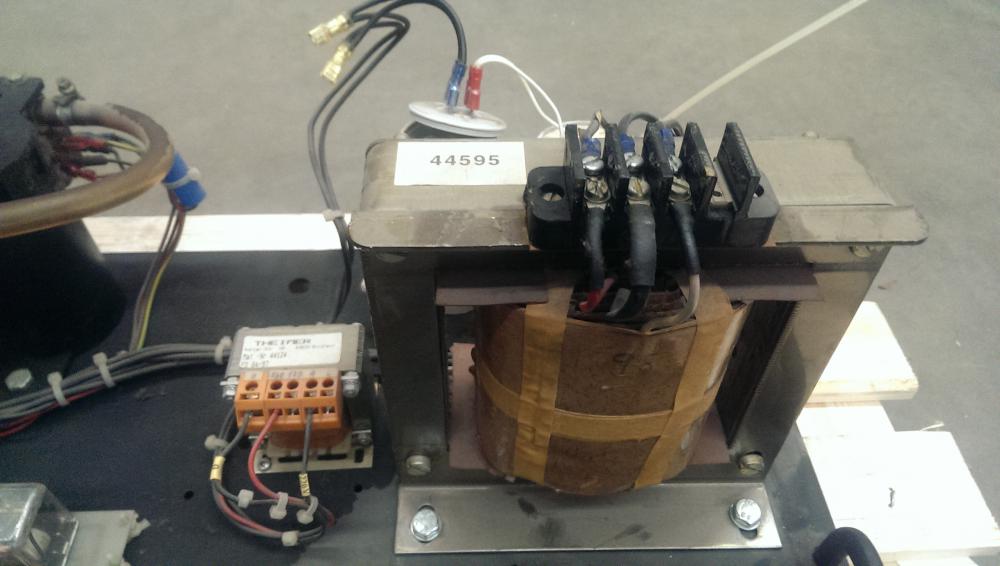
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях разрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2.
Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2.
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Для дома можно использовать сварочный аппарат «мини» маленького размера.
Изготовление сварочного аппарата
На сегодняшний день практически невозможно и довольно-таки трудно сварить металл или обработать его надлежащим способом, не применяя сварочное оборудование. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.
Чтобы изготовить качественный агрегат необходимо обладать знаниями и навыками, которые помогут понять схему сварочного аппарата постоянного тока или переменного, что является двумя вариантами сборки оборудования.
Удобнее вызвать мастера или приобрести уже готовый агрегат, однако иногда это бывает слишком затратно, поскольку на выбор модели по различным параметрам, таким как масса для сварочного аппарата, количество вольтов на сварочный аппарат определить достаточно трудно.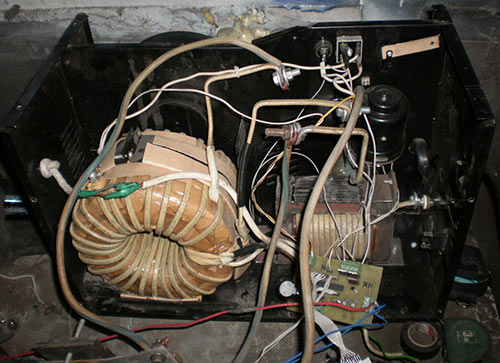
Существует несколько типов сварочных аппаратов: работающих на переменном токе, постоянном, имеющие три фазы либо инверторные. Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов. Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения.
Самая элементарная схема агрегата
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
Особенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.

- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется — это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а — сетевая обмотка; | б — силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Настройка сварочного аппарата.
Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А.
При сварке различными электродами снимают значения тока сварки — Iсв и напряжения сварки Uсв, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.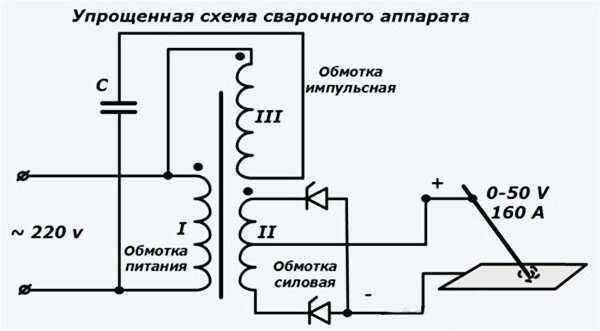
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%.
Технологические рекомендации и меры безопасности.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В — толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.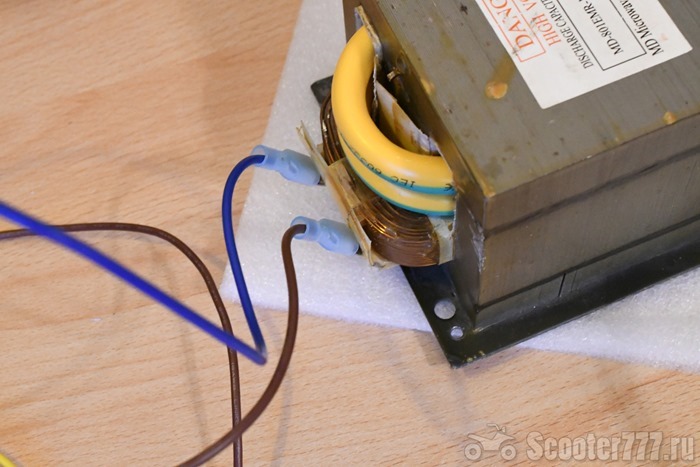
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм2.
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности — во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
Простейшая схема электронной части сварочного выпрямителя выглядит так:
Принципиальная схема сварочного выпрямителя
При сборке таких устройств следует учитывать такие особенности конструкции:
- Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
- Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке. Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.

- При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
- При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Обращаем внимание на соединение отдельных элементов схемы. Учитывая то, что они будут испытывать воздействие большой силы тока, необходимо обеспечить надёжность контакта. Если этого не сделать, то на этих участках будут греться и отгорать провода. Предпочтителен вариант с креплением при помощи площадок с болтом и гайкой.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
Конструкция трансформатора и дросселей
Схема намотки провода.
Т1 собран из 3-х «строчников» от старых телевизоров, сложенных вместе. Сердечник ПК30х16 из феррита марки 3000НМС-1. Обмотки «I» и «II» имеют по 2 секции с проводом ПСД 1,68 в изоляции из стеклоткани. Они соединены согласно последовательно и имеют витки:
- обмотка «I» — 2×4;
- обмотка «II» — 2×2.
Обмотка «I» работает в худшем тепловом режиме, поэтому при сборке необходимо мотать ее с шагом (зазором) 1 мм. Во второй обмотке не забудьте сделать отвод от середины.
Во второй обмотке не забудьте сделать отвод от середины.
Обе обмотки надо поставить таким образом, чтобы не нарушилась работа диодов VD11-VD34. Направление намотки обмотки «I», начиная от вывода подсоединенного к L2 — против стрелки часов. А направление намотки обмотки «II» — по часовой, от вывода, подключенного к VD21-VD34.
Обмотка «III» — виток провода 0,4-0,5 мм в изоляции на напряжение 500 В и более.
Важно распределить обмотки, правильно выдержав зазоры. Это необходимо для охлаждения магнитопровода и по соображениям безопасности. Для этого устанавливают 4 стеклотекстолитовые (1,5 мм) пластины, которые после подгонки приклеивают.
Дроссель L1, индуктивностью 40±10 мкГн, намотан на сердечнике ПЛ 12,5×25-50 с зазором (немагнитным) 0,3-0,5 мм и имеет 175 витков, намотанных проводом типа ПЭВ-2, калибром 1,32.
Дроссель L2 — спираль без каркаса, намотанная 4 мм2 проводом в термоизоляции. Количество витков -11, диаметр намотки -14 мм. Через дроссель идет большой ток и его необходимо обдувать.
Через дроссель идет большой ток и его необходимо обдувать.
Тороидальный аппарат
Он гораздо легче обычного. Это удобно для переноски. Такие аппараты используются там, где важна способность к быстрой транспортировке.
Какой бы аппарат вы не выбрали, в любом случае, сделать его своими руками:
- Интересно;
- Практично;
- Экономично.
И, конечно, сделанный своими руками сварочный аппарат всегда приятно показать друзьям. Он станет предметом гордости и незаменимым помощником в домашнем хозяйстве.
Ремонт сварочного аппарата своими руками также достаточно увлекателен.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.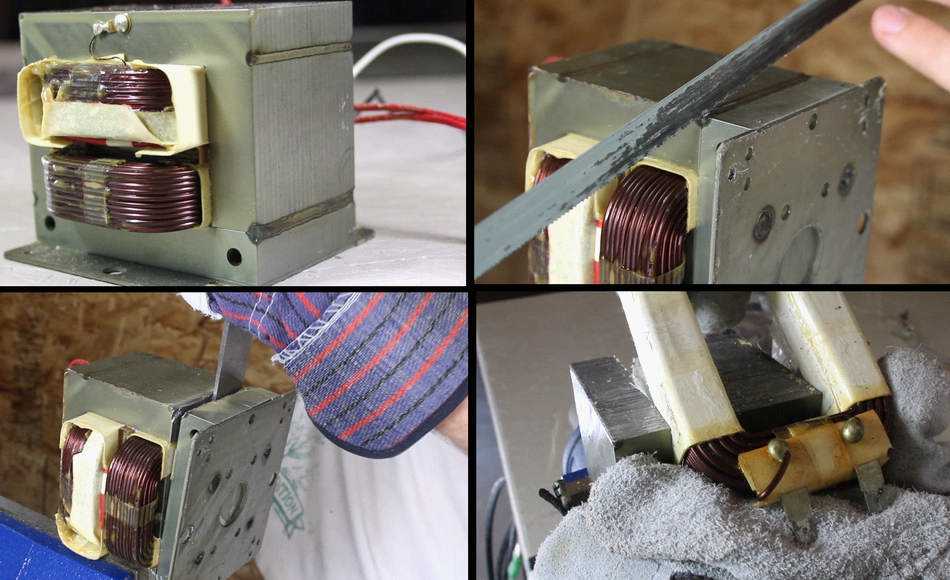
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
Часто выходящий из строя термодатчик, находящийся обычно на диодном блоке или дросселе
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
Вес и габариты сварочника
Мы выбрали тороидальную конструкцию, как наименее габаритную. Здесь простое стечение обстоятельств: в наличии уже был ленточный трансформатор тока от высоковольтного оборудования с дефектом изоляции. Он был забракован и списан.
Оттуда взяли ленту магнитопровода. Свернули ее плотнее, изолировали, намотали провода обмоток. Все это сделали на основе упрощенного расчета старым дедовским методом. Хотя сейчас есть много онлайн калькуляторов.
Для работы трансформатора важно сечение его сердечника. Мы его обеспечили, создав одновременно компактную конструкцию. Аппарат получился чуть выше табуретки, но вес под сорок килограмм (железо да медь тяжелые). Однако, сварщики люди не хилые…
Приварили снизу к корпусу две оси им же, поставили колесики. Получился мобильный вариант. Перемещается в одиночку без больших усилий.
Кстати, от регулирования тока индуктивным сопротивлением отказались. Она значительно утяжеляет конструкцию, да и хлопот много.
Источники
- https://tutsvarka.ru/oborudovanie/svarochnyj-apparat-svoimi-rukami
- https://rezhemmetall.ru/sborka-svarochnogo-apparata-postoyannogo-toka-svoimi-rukami.html
- https://www.elremont.ru/electrik/svarka.php
- https://OFaze.
 ru/svoimi-rukami/svarochnyj-apparat
ru/svoimi-rukami/svarochnyj-apparat - https://moyakovka.ru/instrumenty/samodelnye-svarochnye-apparaty-postoyannogo-toka.html
- https://svoimirykamiinfo.ru/svarochnyj-apparat-svoimi-rukami/
- http://met-all.org/oborudovanie/svarochnye/svarochnyj-invertor-svoimi-rukami-shema.html
- https://zen.yandex.ru/media/housediz/samodelnyi-svarochnyi-apparat-postoiannogo-toka-moi-opyt-5da1cd9a95aa9f00b1b0e574
[свернуть]
Инверторный сварочный аппарат из старого телевизора
Главная
>
Сварочные аппараты
>
Самодельный инверторный сварочный аппарат из деталей старых телевизоров
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
| Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное.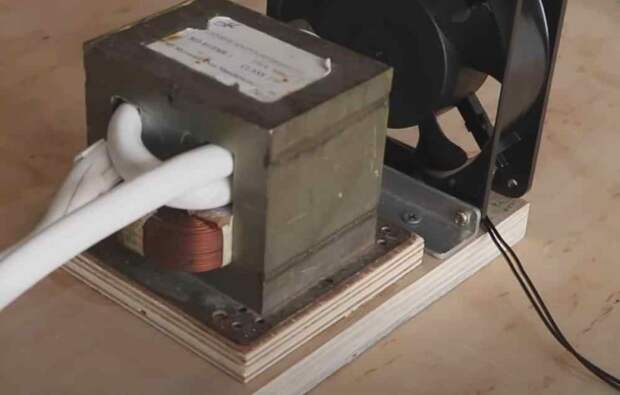 На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8. ..1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
..1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.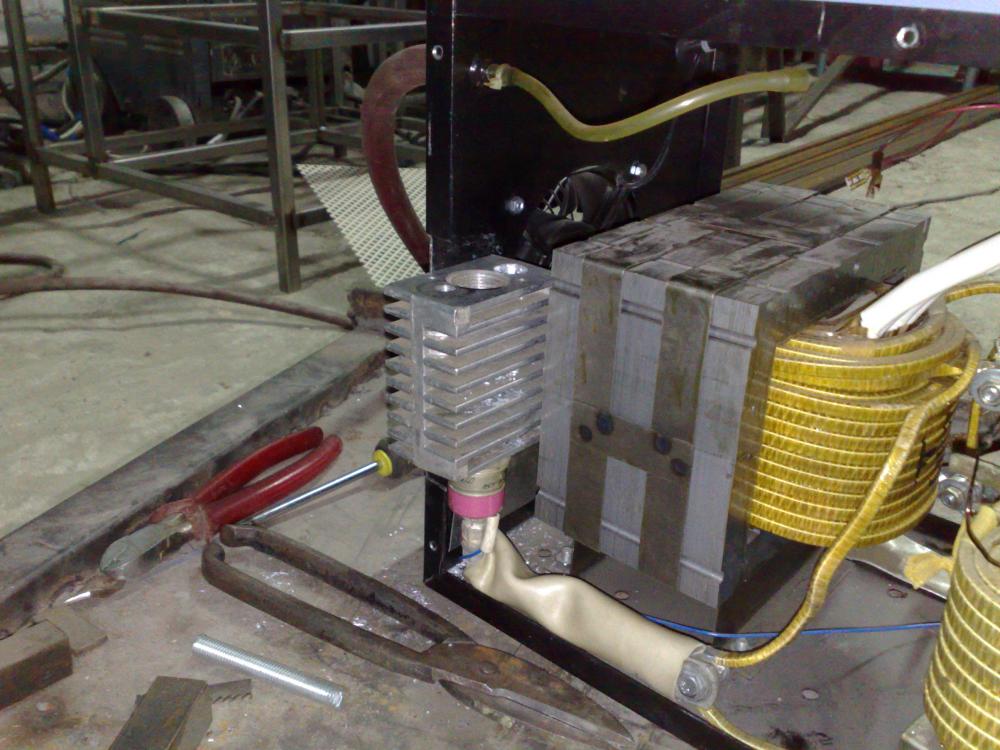
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1. 5 мм:Рис. 5. Чертеж платы
5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.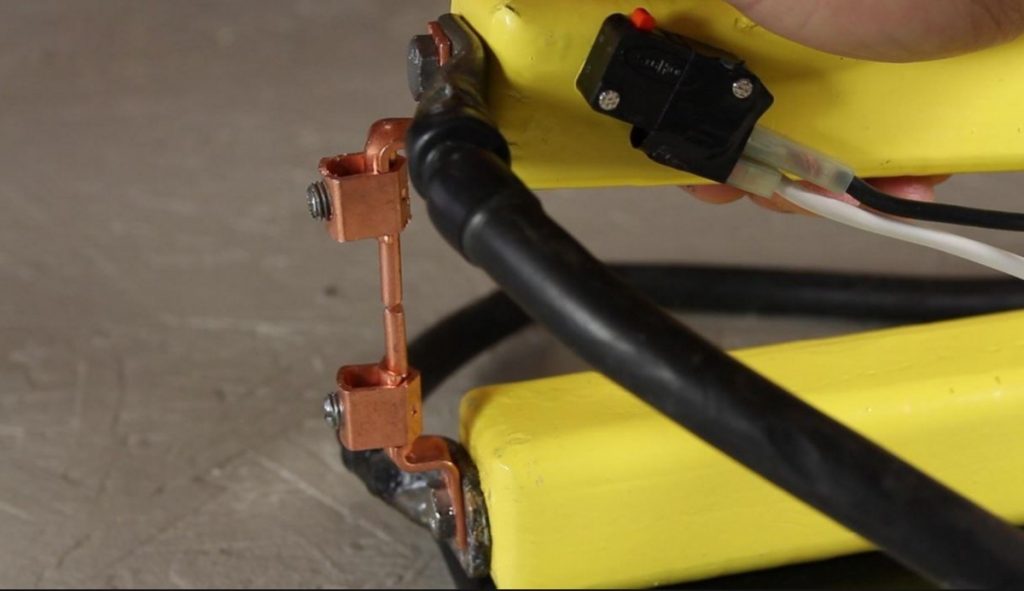
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Как сделать сварочный аппарат своими руками
В настоящее время трудно представить любую работу с металлом без использования сварочного аппарата. С помощью этого устройства вы сможете легко соединять или резать железо различной толщины и размеров. Естественно, для качественного выполнения работ потребуются определенные навыки в этом деле, но в первую очередь нужен сам сварщик. В наше время его естественно можно купить, как в принципе можно и нанять сварщика, но в этой статье мы поговорим о том, как сделать сварочный аппарат своими руками. Причем, при всем богатстве различных моделей, надежные стоят достаточно дорого, а дешевые не блещут качеством и долговечностью. Но даже если вы решили купить сварочный аппарат в магазине, знакомство с этой статьей поможет вам правильно выбрать аппарат, так как вы будете знать основы их схемотехники. Сварочные аппараты бывают нескольких типов: постоянного, переменного тока, трехфазные и инверторные. Для того, чтобы определиться, какой вариант вам нужен, рассмотрим конструкцию и устройство первых двух типов, которые можно собрать без особых навыков своими руками в домашних условиях.
Сварочные аппараты бывают нескольких типов: постоянного, переменного тока, трехфазные и инверторные. Для того, чтобы определиться, какой вариант вам нужен, рассмотрим конструкцию и устройство первых двух типов, которые можно собрать без особых навыков своими руками в домашних условиях.
- На переменном токе
- Постоянный ток
- Визуальные мастерские
На переменном токе
Данный тип сварочного аппарата является одним из наиболее распространенных вариантов, как в промышленности, так и в частном домашнем хозяйстве. Он прост в эксплуатации, по сравнению с остальными его довольно легко можно сделать в домашних условиях, что подтверждает фото ниже. Для этого нужно иметь провод для первичной и вторичной обмоток, а также сердечник из трансформаторной стали для намотки сварочного аппарата. Простыми словами, сварочный аппарат переменного тока представляет собой понижающий трансформатор большой мощности.
Оптимальное напряжение при работе собранного в домашних условиях сварочного аппарата 60В.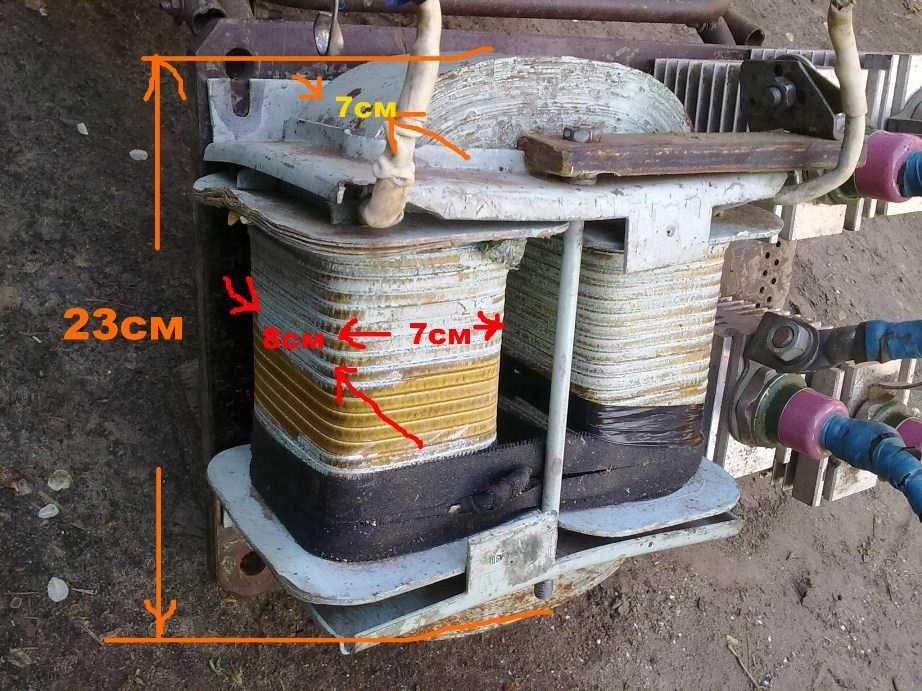 Оптимальный ток 120-160А. Теперь несложно рассчитать, какое сечение должен иметь провод, чтобы сделать первичную обмотку трансформатора (тот, который будет подключаться к сети 220 В). Минимальная площадь сечения медного провода должна быть 3-4 кв. мм, оптимальный – 7 кв. мм, необходимо учитывать перепады напряжения и возможную дополнительную нагрузку, а также необходимый запас прочности. Получаем, что оптимальный диаметр медного сердечника для первичной обмотки понижающего трансформатора должен быть 3 мм. Если вы решили взять алюминиевый провод, чтобы сделать сварочный аппарат своими руками, то сечение для медного провода необходимо умножить на коэффициент 1,6.
Оптимальный ток 120-160А. Теперь несложно рассчитать, какое сечение должен иметь провод, чтобы сделать первичную обмотку трансформатора (тот, который будет подключаться к сети 220 В). Минимальная площадь сечения медного провода должна быть 3-4 кв. мм, оптимальный – 7 кв. мм, необходимо учитывать перепады напряжения и возможную дополнительную нагрузку, а также необходимый запас прочности. Получаем, что оптимальный диаметр медного сердечника для первичной обмотки понижающего трансформатора должен быть 3 мм. Если вы решили взять алюминиевый провод, чтобы сделать сварочный аппарат своими руками, то сечение для медного провода необходимо умножить на коэффициент 1,6.
Важно, чтобы провода были в тряпке, нельзя использовать жилы в ПВХ изоляции — при нагреве провода она расплавится и произойдет короткое замыкание. Если у вас нет провода нужного диаметра, то можно использовать более тонкие проводники, наматывая их параллельно. Но тогда следует учитывать, что увеличится толщина обмотки, а соответственно и габариты самого аппарата. Необходимо учитывать, что ограничивающим фактором может быть свободное окно в сердечнике и провод может просто не подходит туда. Для вторичной обмотки можно использовать толстый многожильный медный провод — такой же, как сердечник на держателе. Его сечение следует выбирать исходя из силы тока во вторичной обмотке (напомним, что мы ориентируемся на 120 — 160А) и длины проводов.
Необходимо учитывать, что ограничивающим фактором может быть свободное окно в сердечнике и провод может просто не подходит туда. Для вторичной обмотки можно использовать толстый многожильный медный провод — такой же, как сердечник на держателе. Его сечение следует выбирать исходя из силы тока во вторичной обмотке (напомним, что мы ориентируемся на 120 — 160А) и длины проводов.
Первым делом необходимо изготовить сердечник трансформатора самодельного сварочного аппарата. Оптимальным вариантом будет сердечник стержневого типа, как показано на рисунке 1:
Этот сердечник должен быть изготовлен из пластин трансформаторной стали. Толщина пластин должна быть от 0,35 мм до 0,55 мм. Необходимо уменьшить токи Фуко. Перед тем, как собрать ядро, нужно рассчитать его размеры, это делается следующим образом:
- Во-первых, рассчитывается размер окна. Те. Размеры c и d на рисунке 1 должны быть выбраны так, чтобы они соответствовали всем обмоткам трансформатора.
- Во-вторых, площадь рулона, которая рассчитывается по формуле: S рулона = a * b, должна быть не менее 35 квадратных метров.
 видеть. Если Свиток больше, то трансформатор будет меньше греться и, соответственно, работать дольше, и вам не нужно будет часто прерываться, чтобы он остыл. Лучше, чтобы S-рулон был 50 кв.см.
видеть. Если Свиток больше, то трансформатор будет меньше греться и, соответственно, работать дольше, и вам не нужно будет часто прерываться, чтобы он остыл. Лучше, чтобы S-рулон был 50 кв.см.
Далее приступаем к сборке пластин самодельного сварочного аппарата. Необходимо взять Г-образные пластины и сложить их, как показано на рисунке 2, до тех пор, пока не получится сделать сердцевину необходимой толщины. Затем крепим его болтами по углам. В конце необходимо подпилить поверхность пластин напильником и изолировать их, обмотав тряпичной изоляцией, чтобы дополнительно защитить трансформатор от пробоя на корпус.
Далее приступаем к намотке сварочного аппарата из понижающего трансформатора. Вначале наматываем первичную обмотку, которая будет состоять из 215 витков, как показано на рисунке 3.
Ветку желательно сделать из 165 и 190 витков. Сверху на трансформатор крепим толстую текстолитовую пластину. Закрепляем на нем концы обмоток болтовым соединением, отметив, что первый болт — это общий провод, второй — ответвление от 165 витков, третий — ответвление от 190 витков и 4-й — от 215-го. Это позволит впоследствии регулировать силу тока во время сварки, переключаясь между различными выводами вашего сварочного аппарата. Это очень важная функция, и чем больше ответвлений вы сделаете, тем точнее будет ваша настройка.
Это позволит впоследствии регулировать силу тока во время сварки, переключаясь между различными выводами вашего сварочного аппарата. Это очень важная функция, и чем больше ответвлений вы сделаете, тем точнее будет ваша настройка.
После приступают к намотке 70 витков вторичной обмотки, как показано на рисунке 4.
Меньшее количество витков наматывают с другой стороны сердечника — там, где намотана первичная обмотка. Соотношение оборотов нужно делать примерно 60% на 40%. Это способствует тому, что после того, как вы поймаете дугу и начнете сварку, вихревые токи частично выведут из строя работу обмотки с большим числом витков, что приведет к снижению сварочного тока, и, соответственно, улучшит качество сварного шва. Таким образом, дуга будет легко поймана, но слишком большая сила тока не помешает качественному приготовлению пищи. Концы обмотки также закрепляются болтами на текстолитовой пластине. Можно их не прикреплять, а вести провода напрямую к электрододержателю и крокодилу к массе, это уберет соединения где потенциально может быть просадка напряжения и нагрев. Для лучшего охлаждения крайне желательно установить вентилятор на обдув, например от холодильника или микроволновки.
Для лучшего охлаждения крайне желательно установить вентилятор на обдув, например от холодильника или микроволновки.
Теперь ваш самодельный сварочный аппарат готов. Подсоединив держатель и массу к вторичной обмотке, необходимо подключить сеть к общему проводу и проводу, отходящему от 215-го витка первичной обмотки. При необходимости увеличить силу тока можно сделать меньше витков первичной обмотки, переключив второй провод на контакт с меньшим количеством витков. Уменьшить ток можно с помощью сопротивления, изготовленного из куска трансформаторной стали, согнутого в в виде пружины, соединенной с держателем. Всегда необходимо следить за тем, чтобы сварочный аппарат не перегревался; для этого регулярно проверяйте температуру сердечника и обмоток. Для этих целей можно даже установить электронный термометр.
Вот так можно сделать сварочный аппарат из понижающего трансформатора своими руками. Как видите, инструкция не слишком сложная и самостоятельно собрать устройство сможет даже неопытный электрик.
Постоянный ток
Для некоторых видов сварки требуется сварочный аппарат постоянного тока. С помощью этого инструмента можно варить чугун и нержавеющую сталь. Сварочный аппарат постоянного тока своими руками можно сделать не более чем за 15 минут, переделав самоделку на переменный ток. Для этого к вторичной обмотке необходимо подключить выпрямитель, собранный на диодах. Что касается диодов, то они должны выдерживать ток 200 А и иметь хорошее охлаждение. Для этого подходят диоды Д161.
Выровнять ток нам помогут конденсаторы С1 и С2 со следующими характеристиками: емкостью 15000 мкФ и напряжением 50В. Далее собираем схему, которая указана на рисунке ниже. Дроссель L1 необходим для регулировки тока. Контакты х4 — плюс для подключения держателя, а х5 — минус для подачи тока на свариваемую деталь.
Трехфазные сварочные аппараты используются для сварки в производственных условиях, на них устанавливаются двухэлектродные держатели, поэтому в данной статье мы их рассматривать не будем, а инверторы изготавливаются на основе печатных плат и сложных схемы с большим количеством дорогостоящих радиодеталей и сложным процессом настройки с использованием специального оборудования. Однако мы все же рекомендуем вам ознакомиться с конструкцией инвертора на видео ниже.
Однако мы все же рекомендуем вам ознакомиться с конструкцией инвертора на видео ниже.
Наглядные мастер-классы
Итак, если вы решили сделать сварочный аппарат в домашних условиях, рекомендуем вам посмотреть представленные ниже видео уроки, в которых наглядно будет показано, как собрать простой сварочный аппарат из подручных материалов самостоятельно, как а так же объясним некоторые детали и нюансы работы:
Теперь вы знаете основные принципы устройства сварочных аппаратов и сможете сделать сварочный аппарат своими руками, как на постоянном, так и на переменном токе, используя инструкции из нашей статьи.
Читайте также:
- Как стать электриком с нуля
- Как сделать мини дрель своими руками
- Как бороться с низким напряжением
Опубликовано:
Обновлено: 02.09.2019
Пока без коментариев
инверторный, точечный, от микроволновки и другие
Сварочный аппарат является достаточно популярным устройством как среди профессионалов, так и среди домашних мастеров. А вот для бытового использования порой нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому разумнее будет сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основной частью любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно снять со старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатор нуждается в небольшой доработке. Существует несколько способов изготовления сварочного аппарата, который может быть как самым простым, так и более сложным, требующим знаний в области электроники.
Эту деталь можно снять со старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатор нуждается в небольшой доработке. Существует несколько способов изготовления сварочного аппарата, который может быть как самым простым, так и более сложным, требующим знаний в области электроники.
Содержание
- 1 Сварочный аппарат СВЧ
- 2 Сварочный аппарат переменного тока
- 3 Блок постоянного тока
- 4 Инвертор от блока питания компьютера
- 5 Электродвигатель сварочного аппарата
- 5.1 Подготовка к работе
- 5.2 Изготовление трансформатора
- 6 Самодельный аппарат точечной сварки
Аппарат СВЧ-сварки
Для изготовления мини-сварочного аппарата потребуется пара трансформаторов, снятых с микроволновки. Микроволновку легко найти у друзей, знакомых, соседей и т.д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был исправен трансформатор. Если у плиты более мощный трансформатор, то и устройство получится с более высокими показателями тока.
Если у плиты более мощный трансформатор, то и устройство получится с более высокими показателями тока.
Итак, трансформатор, взятый из микроволновки, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Вторичная имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, его необходимо снять и заменить проводником с большей площадью сечения. Чтобы извлечь эту обмотку из трансформатора, ее необходимо разрезать с обеих сторон детали ножовкой.
Делать это нужно очень осторожно, чтобы случайно не задеть первичную обмотку пилой.
Когда катушка будет вырублена, ее остатки нужно будет удалить из магнитопровода. Эта задача значительно упрощается, если вы просверлите обмотки, чтобы снять напряжение металла.
Далее при помощи дрели или зубила выбить остатки обмотки.
Проделайте то же самое с другим трансформатором. В итоге у вас получится 2 детали, которые имеют первичную обмотку на 220 В.
Важно! Не забудьте снять токовые шунты (показаны стрелками на фото ниже). Этот процент увеличит мощность устройства на 30%.
Для изготовления вторички потребуется приобрести 11-12 метров проволоки. Она должна быть многопроволочной и иметь сечение не менее 6 квадратов .
Чтобы сделать сварочный аппарат, на каждый трансформатор потребуется намотать 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно намотать оба трансформатора одним проводом или по отдельности. Во втором случае катушки следует соединить последовательно.
Намотку нужно делать очень плотной, чтобы провода не болтались. Далее первичные обмотки нужно соединить параллельно.
Для соединения деталей между собой их можно прикрутить к небольшому бруску деревянной доски.
Если измерить напряжение на вторичной обмотке трансформатора, то в этом случае оно будет равно 31-32 В.
Этот самодельный сварочный аппарат легко сварит металл толщиной 2 мм электродами диаметром 2,5 мм.
Следует помнить, что приготовление пищи таким самодельным устройством должно быть с перерывами на отдых, так как его обмотки сильно нагреваются. В среднем после каждого использованного электрода прибор должен охлаждаться в течение 20-30 минут.
Тонкий металл с агрегатом из микроволновки не подойдет, так как порежет. Для регулировки тока к сварочному аппарату можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стального провода определенной длины (подбирается экспериментально), который подключается к низковольтной обмотке.
Сварочный аппарат переменного тока
Это наиболее распространенный тип аппарата для сварки металлов. Его легко сделать в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток устройства большая масса понижающего трансформатора , который является основой блока.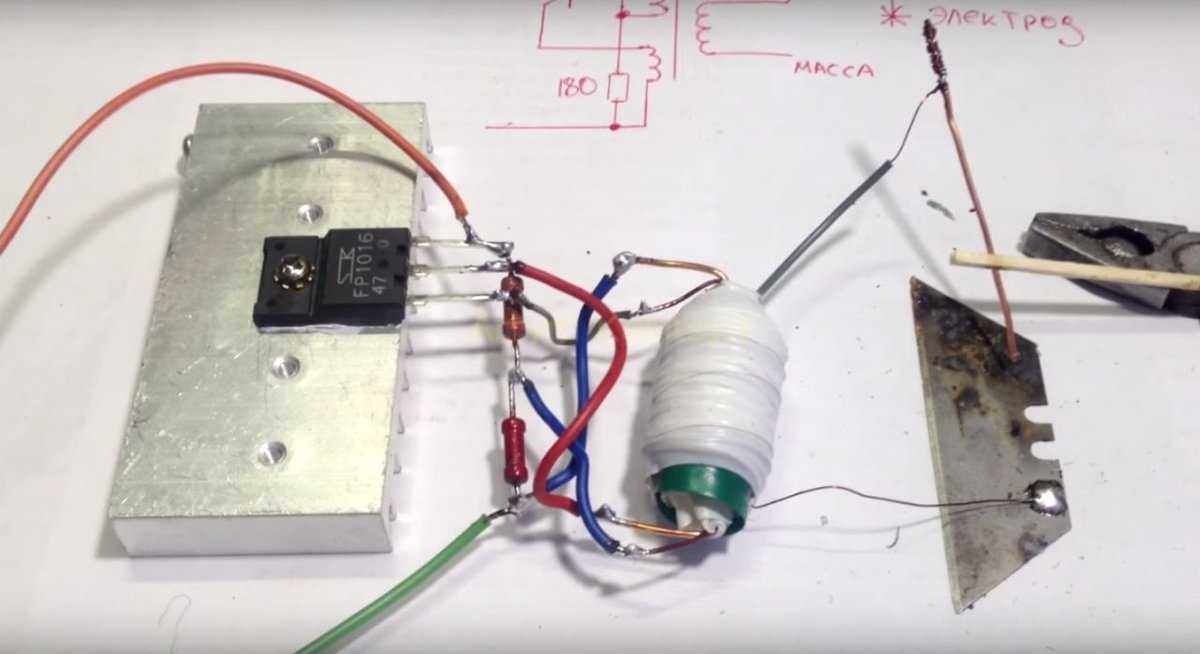
Для домашнего использования достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечить силу тока 120-160 А. Поэтому для первичной , которая подключается к бытовой сети 220 В, понадобится провод сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант – проводник сечением 7 мм. 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки на устройство будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий диаметр 3 мм. Если взять алюминиевую жилу, расчетное сечение меди умножается на коэффициент 1,6. Для вторички потребуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы жила обмотки была покрыта тряпичной изоляцией, так как традиционная ПВХ-оболочка при нагревании плавится, что может вызвать межвитковое короткое замыкание.
Если вы не нашли провод нужного сечения, то его можно сделать самостоятельно из нескольких более тонких проводников. Но это значительно увеличит толщину провода и, соответственно, габариты агрегата.
Но это значительно увеличит толщину провода и, соответственно, габариты агрегата.
Первым делом изготовлена основа трансформатора — сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти плиты должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, должны быть хорошо изолированы от них. Перед сборкой сердечника рассчитывают его размеры, то есть размеры «окна» и площадь поперечного сечения сердечника, так называемого «сердечника ». Для расчета площади используйте формулу: S см 2 = a x b (см. рисунок ниже).
Но из практики известно, что если сделать сердечник площадью менее 30 см 2 , то таким приспособлением будет сложно получить качественный шов из-за отсутствия запаса мощности. Да и нагревается он очень быстро. Поэтому сечение жилы должно быть не менее 50 см 2 . Несмотря на то, что вес агрегата увеличится, он станет надежнее.
Для сборки сердечника лучше использовать Г-образные пластины и располагайте их, как показано на следующем рисунке, пока толщина детали не достигнет желаемого значения.
Плиты в конце сборки необходимо скрепить (по углам) болтами, затем зачистить напильником и утеплить тканевым утеплителем.
Теперь можно запускать обмотку трансформатора .
- В первую очередь необходимо намотать первичку. Для его изготовления потребуется сделать 215 витков.
- Рекомендуется сделать ветку на 165 и 190-е катушки. Для этого необходимо вверху трансформатора прикрепить пластину из текстолита. Все ответвления фиксируются на ней болтами. Но возле них должны быть отмечены . Например, возле первого провода следует написать «Общий», возле 2-го ответвления — «165 витков», возле 3-го — «190 витков» и возле 4-го — «215 витков». В дальнейшем это позволит регулировать силу тока. Если вы хотите увеличить силу тока, то выбирайте обмотку с меньшим числом витков, и наоборот.
- Далее делается вторичная обмотка, состоящая из 70 витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что со стороны, где находится первичка, должно быть меньшее количество витков вторички. Благодаря этому в начале сварки обмотка, имеющая большее количество витков, частично отключается из-за возникновения вихревых токов. Это увеличит силу тока, что положительно скажется на качестве шва.
Это значит, что со стороны, где находится первичка, должно быть меньшее количество витков вторички. Благодаря этому в начале сварки обмотка, имеющая большее количество витков, частично отключается из-за возникновения вихревых токов. Это увеличит силу тока, что положительно скажется на качестве шва.
Когда обмотка трансформатора завершена, силовой кабель подключается к общему проводу и к ответвлению 215 шлейфа. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Блок постоянного тока
Для варки чугуна или нержавеющей стали необходим аппарат постоянного тока. Его можно сделать из обычного блока трансформатора, если к его вторичной обмотке подключить выпрямитель . Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161 способных выдерживать 200А. Их необходимо устанавливать на радиаторы. Также для выравнивания пульсаций тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. В этой схеме также имеется регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам Х5 и Х4 в зависимости от толщины соединяемого металла.
Также для выравнивания пульсаций тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. В этой схеме также имеется регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам Х5 и Х4 в зависимости от толщины соединяемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера сделать нельзя. А вот использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если делать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо установить на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор типа Thermaltake A2016. Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор скорости. Последние регулируются термопарой, которую необходимо закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже представлена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно изготовить устройство для размещения в корпусе БП.
Ниже приведены схемы изготовления печатных плат, которые нужны для изготовления инвертора.
На следующих фото показано из каких узлов состоит самодельный инверторный сварочный аппарат и как он выглядит после сборки.
Электродвигатель сварочный
Для изготовления простого сварочного аппарата из статора электродвигателя необходимо подобрать сам двигатель, отвечающий определенным требованиям, а именно, что его мощность должна быть от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, так как он будет иметь большое магнитное окно.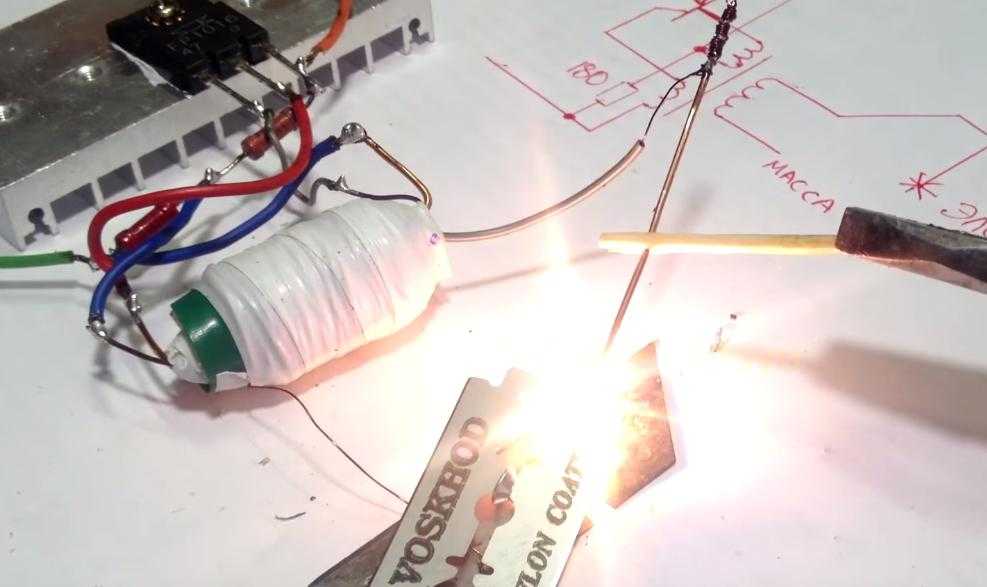
Достать нужный статор можно в местах, где берут лом. Как правило, он очищается от проводов и после пары ударов кувалдой ломается. Но если корпус выполнен из алюминия, то для извлечения из него магнитопровода потребуется прошить статор .
Подготовка к работе
Установите статор отверстием вверх и подложите под деталь кирпичи. Далее складываем внутрь дрова и поджигаем. Через пару часов обжига магнитопровод легко отделяется от корпуса. Если в корпусе есть провода, их также можно удалить из пазов после термической обработки. В итоге вы получаете очищенный от лишних элементов магнитопровод.
Этот диск надо хорошо пропитать масляным лаком и дать высохнуть. Для ускорения процесса можно использовать тепловую пушку. Лаковая пропитка делается для того, чтобы после снятия стяжки не было рассыпания пакета.
Когда скребок полностью высохнет с помощью измельчителя, снимите установленные на нем стяжки . Если стяжки не снимать, они будут служить короткозамкнутыми витками и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных деталей необходимо изготовить две торцевые пластины (см. рисунок ниже).
Материалом для их изготовления может быть как картон, так и прессованная плита. Из этих материалов также нужно сделать два вкладыша. Один будет внутренним, а второй — внешним. Далее необходимо:
- установить обе торцевые пластины на заготовку;
- затем вставьте (наденьте) баллоны;
- обмотать всю эту конструкцию кипером или стеклолентой;
- пропитать полученную деталь лаком и просушить.
Изготовление трансформатора
После выполнения описанных выше операций можно изготовить сварочный трансформатор из магнитопровода. Для этих целей вам понадобится провод, покрытый тканевой или стеклоэмалевой изоляцией. Для намотки первичной обмотки понадобится провод диаметром 2-2,5 мм. Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.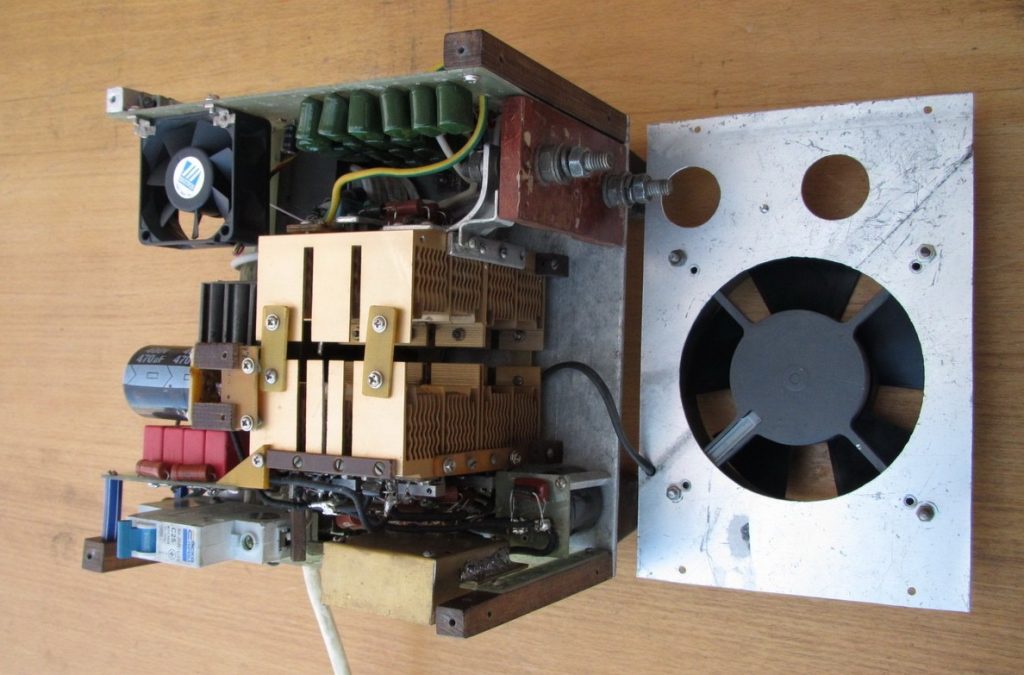
Итак, вычисления производятся следующим образом.
- На сердечник следует намотать 20 витков провода диаметром не ниже 1,5 мм, после чего нужно подать напряжение 12 В.
- Измерьте ток, протекающий в этой обмотке. Значение должно быть около 2 А. Если значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте полученное количество витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько витков вам нужно на 1 В напряжения.
Для первичной обмотки подходит проводник диаметром 2,36 мм, который требуется сложить пополам. В принципе можно взять любую проволоку диаметром 1,5-2,5 мм. Но сначала нужно рассчитать сечение проводников в катушке. Сначала нужно намотать первичную обмотку (220 В), а затем вторичную. Его провод должен быть изолирован по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести машину. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если ставить обе обмотки, и в такой конструкции есть свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В этом случае вы получаете обмотку точечной сварки, позволяющую соединять листовой металл толщиной до 1,5 мм.
Для корпуса изготовление корпуса из металла не рекомендуется. Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу следует проложить резиновые прокладки для снижения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат для точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутреннюю «начинку». Устроен он очень просто, и сделать его самостоятельно не составит труда.
Для самостоятельного изготовления аппарата точечной сварки вам понадобится один трансформатор от микроволновки на 700-800 ватт. С него нужно снять вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
С него нужно снять вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Устройство для точечной сварки устроено следующим образом.
- Сделать 2-3 витка внутри манипулятора кабелем с диаметром жилы не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы расплавить обычный гвоздь за несколько секунд.
- Затем сделайте корпус для устройства . Для основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Для придания корпусу более эстетичного вида острые углы можно убрать с помощью ручного фрезера с установленной на нем кромочной фрезой.

- На одной детали сварочными клещами нужно вырезать небольшой клин . Благодаря ему клещи смогут подняться выше.
- Вырежьте отверстие для выключателя и шнура питания на задней стенке корпуса.
- Когда все детали готовы и отполированы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки нужно будет отсоединить кабель питания и концевой выключатель. Также понадобится металлическая дверная ручка.
- Если в вашем доме не осталось выключателя и медной планки, а также медных зажимов, то эти детали необходимо приобрести.
- Отрежьте от медной проволоки 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите переключатель к задней части устройства.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующем фото.
- Закрепите трансформатор на основании.

- Далее один сетевой провод подключается к первичной обмотке трансформатора. Второй сетевой провод подключается к первому выводу выключателя. Затем нужно присоединить провод ко второй клемме выключателя и подключить его к другому выводу первички. А вот на этом проводе следует сделать разрыв и установить на него прерыватель СВЧ . Он будет играть роль сварочного выключателя. Эти провода должны иметь достаточную длину, чтобы можно было установить выключатель на конце зажима.
- Закрепите крышку аппарата с помощью ручки, установленной на стойках и задней стенке.
- Закрепите боковые стенки корпуса.
- Теперь можно установить сварочные клещи. Сначала просверлите на их концах отверстия, в которые будут вкручиваться шурупы.
- Затем закрепите переключатель до конца.
- Вставьте клещи в корпус, предварительно поместив между ними квадратную планку. Просверлите отверстия в щипцах через боковые стенки и вставьте в них длинные гвозди, которые будут служить осями.

- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были напротив друг друга.
- Для автоматического подъема верхнего электрода вкрутите 2 винта и закрепите на них резинки, как показано на следующих фото.
- Включите установку, подключите электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы узла можно взять металлические шайбы и приварить их.
В данном случае результат положительный. Поэтому создание аппарата точечной сварки можно считать завершенным.
Самодельная электросварка. Сварочный аппарат своими руками
Если у вас возникла необходимость выполнения каких-либо несложных сварочных работ Для бытовых нужд совсем необязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, то можно легко собрать сварочный аппарат своими руками, о чем пойдет речь ниже.
Ведь если знать некоторые тонкости, то можно легко собрать сварочный аппарат своими руками, о чем пойдет речь ниже.
Сварочные аппараты: классификация
Любые сварочные аппараты бывают электрические или газовые. Стоит сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя баллоны со взрывчатым газом, не стоит сохранять эту установку.
Поэтому в контексте самостоятельной сборки конструкции будут обсуждаться исключительно электрические версии . Такие агрегаты также делятся на разновидности:
- Установки-генераторы оснащены собственным генератором тока. Отличительной чертой является большой вес и габариты. Для домашних нужд этот вариант не подходит, да и собрать его будет сложно.
- Трансформаторы – такие установки, особенно полуавтоматического типа, очень распространены среди тех, кто изготавливает сварочное оборудование самостоятельно. Питание от сети 220 или 380 В.
- Инверторы — такие установки просты в эксплуатации и идеально подходят для дома, конструкция компактна и мало весит, но электронная схема довольно сложная.

- Выпрямители — эти устройства просто собирают и применяют по назначению. С их помощью даже новичок сможет выполнить качественные сварные швы.
Для того, чтобы собрать инвертор в домашних условиях, потребуется схема, соответствующая заданным параметрам. Детали рекомендуется брать от старых советских аппаратов:
Параметры для аппарата можно выбрать:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока 250 А.
- Источник напряжения — бытовая сеть на 220 В.
- Регулировка сварочного тока в диапазоне от 30 до 220 А.
В состав инструмента входят следующие компоненты:
- Блок питания;
- ;
- .
выпрямитель
Инвертор
Начните с обмотки трансформатора и действуйте в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполнить первую обмотку (100 витков проводом ПЭВ 0,3 мм).

- Вторая обмотка 15 витков, провод сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертый и пятый — соответственно по 20 витков проводами сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Для того, чтобы транзисторные ключи работали непрерывно, напряжение на них следует подавать после выпрямителя и конденсаторов. Блок выпрямителя Соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоприбора , а можно сделать самому.
С лицевой стороны корпуса установлен светодиодный индикатор который сигнализирует о включении устройства в сеть. Сюда же можно поставить дополнительный выключатель, а также защитный предохранитель. Его также можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. На передней части корпуса установлено переменное сопротивление, с его помощью можно регулировать рабочий ток . Когда вы собрали все электрические схемы, проверьте машину специальным прибором или тестером и можете протестировать ее.
Когда вы собрали все электрические схемы, проверьте машину специальным прибором или тестером и можете протестировать ее.
Сборка версии-трансформера будет отличаться от предыдущей. Этот агрегат работает на переменном токе, но для сварки на постоянном токе к нему нужно собрать простенький пульт.
Для работы вам понадобится трансформаторное железо Для сердечника, а также несколько десятков метров толстой проволоки или толстая медная шина. Все это можно найти в приеме металлов. Сердечник лучше всего делать П-образным, тороидальным или круглым. Многие также берут статор от старого электродвигателя.
Инструкция по сборке П-образного сердечника выглядит так:
- Железо трансформаторное берите сечением от 30 до 55 см 2 . Если показатель больше, то устройство будет слишком тяжелым. А если сечение будет меньше 30, устройство не сможет корректно работать.
- Берут медный обмоточный провод сечением около 5 мм 2 , снабженный термостойкой изоляцией из стекловолокна или ваты.
 Изоляция важна, так как при работе обмотка может нагреваться до 100 градусов и выше. В обмоточном проводе сечение бывает квадратным или прямоугольным сечением. Однако этот вариант трудно найти. Подойдет и обычная с таким же сечением, но только с нее нужно будет снять изоляцию, намотать стеклоткань и хорошенько пропитать электролаком, затем просушить. В первичной обмотке 200 витков.
Изоляция важна, так как при работе обмотка может нагреваться до 100 градусов и выше. В обмоточном проводе сечение бывает квадратным или прямоугольным сечением. Однако этот вариант трудно найти. Подойдет и обычная с таким же сечением, но только с нее нужно будет снять изоляцию, намотать стеклоткань и хорошенько пропитать электролаком, затем просушить. В первичной обмотке 200 витков. - Вторичная обмотка потребует около 50 витков. Провод не нужно резать. Включите первичную обмотку в сеть, а на проводах вторичной найдите место, где напряжение около 60 В. Для поиска такой точки намотайте или намотайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Установите готовый трансформатор в корпус.
- Для снятия вторичной обмотки потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Разрежьте его конец и просверлите отверстие диаметром 10 мм, и вставьте предварительно очищенный от изоляции конец провода.
 Далее съешьте его легкими ударами молотка. Для усиления контакта провода с трубкой-клеммой нанесите на жилу на ней насечки. Самодельные клеммы прикручиваются к корпусу гайками и болтами. Детали лучше всего использовать медные. Имея намотку вторичной обмотки. Отводы желательно делать через каждые 5-10 витков, они позволят ступенчато изменять напряжение на электроде;
Далее съешьте его легкими ударами молотка. Для усиления контакта провода с трубкой-клеммой нанесите на жилу на ней насечки. Самодельные клеммы прикручиваются к корпусу гайками и болтами. Детали лучше всего использовать медные. Имея намотку вторичной обмотки. Отводы желательно делать через каждые 5-10 витков, они позволят ступенчато изменять напряжение на электроде; - Для изготовления электродержателя возьмите трубу диаметром около 20 мм и длиной около 20 см. На концах примерно в 4 см от торцевой части подрежьте выемку на половину диаметра. Вставьте электрод в выемку и прижмите пружину, опираясь на приваренную втулку из стали диаметром 5 мм. Ко второму конусу прикрепите тот же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
Готовый аппарат к сети лучше всего подключать с помощью проводов сечением от 1,5 см 2 и более, а также чуб. Ток в первичной обмотке обычно не превышает показатель 25 А, а во вторичной колеблется в пределах 6-120 А. При работе с электродами диаметром 3 мм через каждые 10-15 делают остановы, чтобы трансформатор охлаждаемый . Если электроды тоньше, в этом нет необходимости. Более частые перерывы необходимы, если вы работаете в режиме резки.
При работе с электродами диаметром 3 мм через каждые 10-15 делают остановы, чтобы трансформатор охлаждаемый . Если электроды тоньше, в этом нет необходимости. Более частые перерывы необходимы, если вы работаете в режиме резки.
Мини сварка своими руками
Чтобы самостоятельно собрать миниатюрный сварочный аппарат, вам понадобится всего несколько часов и такие материалы:
Сначала аккуратно разобрать старый аккумулятор И вынуть из него графитовый стержень. В конце наточит кожу и вытрет насухо тряпкой. Кусок толстого провода в 4-5 см от конца очистить от изоляции и с помощью проходных или боковых петель завести петлю. Вставьте в него угольный электрод.
Снять вторичную обмотку с трансформатора и на ее место подмешать толстый провод 12-16 витков. Теперь все это вставляется в соответствующий чехол — и устройство готово.
Его провода соединяются с выводами вторичной обмотки, уголь стержень вставляется в петлю И хорошо обжимается.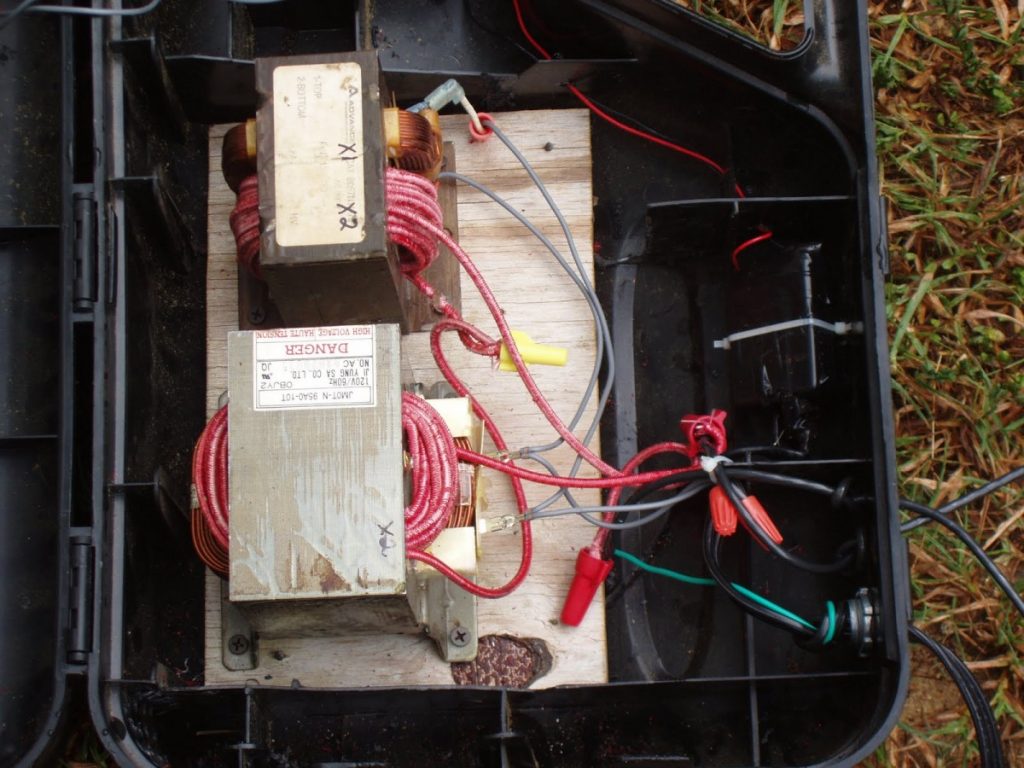 Плюсовой вывод соединяется с электрододержателем, а минусовой — со сдвоенными рабочими частями. Ручка держателя может быть адаптирована для электрода.
Плюсовой вывод соединяется с электрододержателем, а минусовой — со сдвоенными рабочими частями. Ручка держателя может быть адаптирована для электрода.
Можно применить ручку паяльника или что-то подобное. Включите устройство в бытовую сеть и выполните соединение деталей с помощью графита . Должно быть пламя, а на торце деталей образуется сферический сварной шов.
Для домашней мастерской очень важно наличие сварочного аппарата. Эти устройства имеют различных конструкций и модификаций. И новички, и опытные мастера часто отдают предпочтение не заводским, а самодельным устройствам, которые можно модифицировать на свой лад.
В Арсенале Мастеров Самоделки есть много инструментов на все случаи жизни.
Сварочный аппарат — незаменимый прибор для настоящих мастеров своего дела. Его можно купить в магазинах. Однако интереснее и дешевле собрать своими руками.
У некоторых есть сварочный аппарат, о котором мечтает каждый мастер.

Сегодня его можно приобрести в специализированных магазинах. Моделей много. Продаются различные аксессуары к устройству и расходные материалы. Можно ли сделать сварочный аппарат своими руками? Ответ прост: можно даже нужно!
Виды сварочных аппаратов
Все аппараты для сварочных работ делятся на газовые и электрические. Газовые установки не совсем подходят для использования в быту. Они требуют особого отношения, так как оснащены взрывоопасными баллонами с газом. Поэтому мы должны вести только об электрических устройствах. Они тоже разные:
Сварочный инвентарь экономичен и идеально подходит для домашнего использования.
- Генераторы. Эти настройки имеют свой текущий текущий генератор. Они отличаются очень большим весом и громоздкими размерами. Для домашней сборки и применения не подходят.
- Трансформеры. Такие устройства могут питаться от сети 220 или 380 вольт. Особо популярны, особенно полуавтоматы.
- Инверторы.
 Очень экономичные устройства, идеально подходящие для дома. Отличается малым весом, но достаточно сложной электронной схемой.
Очень экономичные устройства, идеально подходящие для дома. Отличается малым весом, но достаточно сложной электронной схемой. - Выпрямители. Прост в изготовлении и использовании. Даже начинающие сварщики могут сделать качественные швы. Идеально подходит для сборки своими руками.
Назад в категорию
С чего начать сборку инвертора?
Для сборки инвертора необходимо выбрать схему, которая обеспечит необходимые параметры устройства. Рекомендуется использовать детали советского производства. Особенно это касается диодов, конденсаторов, транзисторов, резисторов, дросселей, тиристоров и готовых трансформаторов. Собранное на этих деталях оборудование не требует сложной настройки. Все элементы очень компактно расположены на доске. Для изготовления устройства можно выбрать следующие параметры:
- Сварочный аппарат должен работать с электродами диаметром до 4-5 мм.
- Величина рабочего тока не более 250 А.
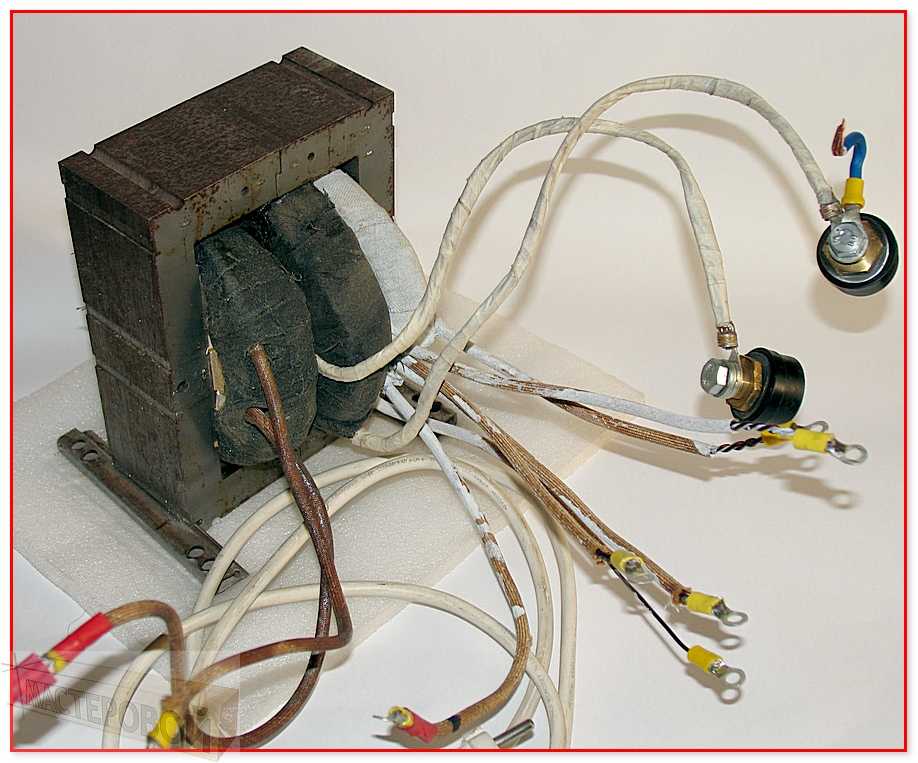
- Блок питания – бытовая сеть напряжением 220 В.
- Регулировка сварочного тока в диапазоне 30-220 А.
Сварочный аппарат состоит из нескольких блоков: блока питания, выпрямителя и инвертора.
Начать делать своими руками сварочный аппарат инверторного типа можно с намотки трансформатора в таком порядке:
Для сборки инвентаря потребуется ферритовый сердечник.
- Нужно взять ферритовый сердечник ш8х8. Вы можете использовать sh7x7.
- Первичная обмотка №1 состоит из 100 витков, намотанных проводом ПЭВ 0,3.
- Вторичная обмотка №2 просматривается сечением 1 мм. Количество витков — 15.
- Обмотка №3 — 15 витков провода ПЭВ 0,2 мм.
- Обмотки №4 и №5 состоят из 20 витков провода сечением 0,35 мм.
- Для охлаждения трансформатора можно использовать вентилятор на 220 В, 0,13 А. Эти параметры соответствуют вентилятору от компьютера Pentium 4.
Чтобы транзисторные ключи работали бесперебойно, их нужно подавать после выпрямителя и сглаживающих конденсаторов. Блок выпрямителя собран по простой схеме на плате. Все узлы сварочного аппарата закреплены в корпусе. Ну а если в хозяйстве у мастера будет соответствующий чехол от радиопреба, то и от подружки делать не обязательно.
Блок выпрямителя собран по простой схеме на плате. Все узлы сварочного аппарата закреплены в корпусе. Ну а если в хозяйстве у мастера будет соответствующий чехол от радиопреба, то и от подружки делать не обязательно.
На лицевой стороне корпуса расположен светодиодный индикатор, который замечается по его свечению при включении устройства в сеть. Тут же можно установить дополнительный выключатель любого типа и защитный предохранитель. Взрыватель может быть установлен на задней стенке, а также в самом корпусе. Это зависит от его конструкции и размеров. Переменное сопротивление, с помощью которого будет регулироваться рабочий ток, также размещено на лицевой стороне корпуса.
Если электрические цепи собраны правильно, все проверено с помощью тестера или другого прибора, можно протестировать устройство.
Вернуться к категории
Как собрать трансформаторную аппаратуру?
Процесс сборки трансформаторного аппарата для сварки немного отличается от предыдущего варианта. Работает на переменном токе. Для приварки к нему постоянного тока собирается простейшая консоль. Для сборки устройства необходимо достать трансформаторное железо для сердечника и несколько десятков толстых медных шин или просто толстую проволоку. Искать эти вещи можно в пунктах приема цветного и черного металла, у друзей и знакомых. Сердечник рекомендуется делать П-образным, но можно круглым, тороидальным. Некоторые умельцы успешно используют в качестве сердечника статор сгоревшего электродвигателя. Для П-образного сердечника порядок сборки может быть:
Работает на переменном токе. Для приварки к нему постоянного тока собирается простейшая консоль. Для сборки устройства необходимо достать трансформаторное железо для сердечника и несколько десятков толстых медных шин или просто толстую проволоку. Искать эти вещи можно в пунктах приема цветного и черного металла, у друзей и знакомых. Сердечник рекомендуется делать П-образным, но можно круглым, тороидальным. Некоторые умельцы успешно используют в качестве сердечника статор сгоревшего электродвигателя. Для П-образного сердечника порядок сборки может быть:
Для выполнения первичной обмотки потребуется обмоточный провод.
- Набрать сердечник из трансформаторного железа оптимального сечения около 55 квадратных сантиметров. Можно и больше, но устройство будет сложное. При сечении менее 30 см² устройство может потерять часть своих качеств.
- Для выполнения первичной обмотки отлично подойдет специальный обмоточный провод сечением 5-7 мм². Изготовлен из меди, имеет термостойкую стеклопластиковую или хлопковую изоляцию.
 Это очень важно, так как при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное. Такой провод не всегда удается найти. Можно заменить обычным проводом того же сечения и доработать: снять изоляцию, обмотать провода полосками стеклоткани, тщательно пропитать специальным электротехническим лаком и высушить. Первичная обмотка состоит из 200-230 витков.
Это очень важно, так как при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное. Такой провод не всегда удается найти. Можно заменить обычным проводом того же сечения и доработать: снять изоляцию, обмотать провода полосками стеклоткани, тщательно пропитать специальным электротехническим лаком и высушить. Первичная обмотка состоит из 200-230 витков. - Для вторичной обмотки сначала можно получить 50-60 витков. Не режьте провод. Нужно включить первичную обмотку в сеть. Найдите на проводах вторичной обмотки место, где напряжение равно 60-65 В. Для того, чтобы найти эту точку, придется намотать или подать дополнительные витки. Можно намотать алюминиевый провод, увеличив сечение в 1,7 раза.
- Простейший трансформатор собран. Осталось поместить его в подходящий чехол.
- Для выводов вторичной обмотки выполнены медные клеммы. Берется трубка диаметром около 10 мм длиной 3-4 см. Его конец расщепляется, и в нем просверливается отверстие, диаметр которого составляет 10 мм.
 К другому концу трубки нужно вставить очищенный от изоляции конец провода и усилить его легкими ударами того же молотка. Для усиления контакта провода с трубкой-терминалом можно нанести на него сердечник. Самодельные клеммы прикручены к корпусу и гайкам М10. Детали желательно подобрать медные. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода. Эти отводы позволят ступенчато изменять напряжение на электроде.
К другому концу трубки нужно вставить очищенный от изоляции конец провода и усилить его легкими ударами того же молотка. Для усиления контакта провода с трубкой-терминалом можно нанести на него сердечник. Самодельные клеммы прикручены к корпусу и гайкам М10. Детали желательно подобрать медные. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода. Эти отводы позволят ступенчато изменять напряжение на электроде. - Осталось изготовить электрододержатель. Его можно сделать из трубы диаметром около 18-20 мм. Общая длина около 25 см. На концах в 3-4 см от конца вырезают выемки примерно до половины диаметра. Электрод вставляется в углубление и поджимает пружину из приваренного отрезка стальной проволоки диаметром 6 мм. К другому концу крепится винт и гайка М8 того же провода, из которого сделана вторичная обмотка. На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать устройство к домашней сети рекомендуется с помощью отбойника и проводов сечением от 1,5 мм².
 Ток в первичной обмотке обычно не выше 25 А. Во вторичной обмотке он может быть от 60 до 120 А. При работе рекомендуется делать перерыв после 10-15 электродов диаметром 3 мм для изготовления перерыв, чтобы трансформатор остыл. С более тонкими электродами этого сделать нельзя. В режиме резки перерывы следует делать чаще.
Ток в первичной обмотке обычно не выше 25 А. Во вторичной обмотке он может быть от 60 до 120 А. При работе рекомендуется делать перерыв после 10-15 электродов диаметром 3 мм для изготовления перерыв, чтобы трансформатор остыл. С более тонкими электродами этого сделать нельзя. В режиме резки перерывы следует делать чаще.
Не секрет, что сварочный аппарат своими руками для человека знакомого с электротехникой сделать не так уж и сложно. Имеет смысл, если он предназначен для использования в личном хозяйстве, куда лишь время от времени применяется. В этом случае его вполне способен заменить самодельный сварочный аппарат, стоимость которого значительно ниже заводского. Детали для его конструкции свободно можно снять с различных электрических бытовых приборов, вышедших из строя или при необходимости изготовить и собрать. Схемы таких устройств могут быть разными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные.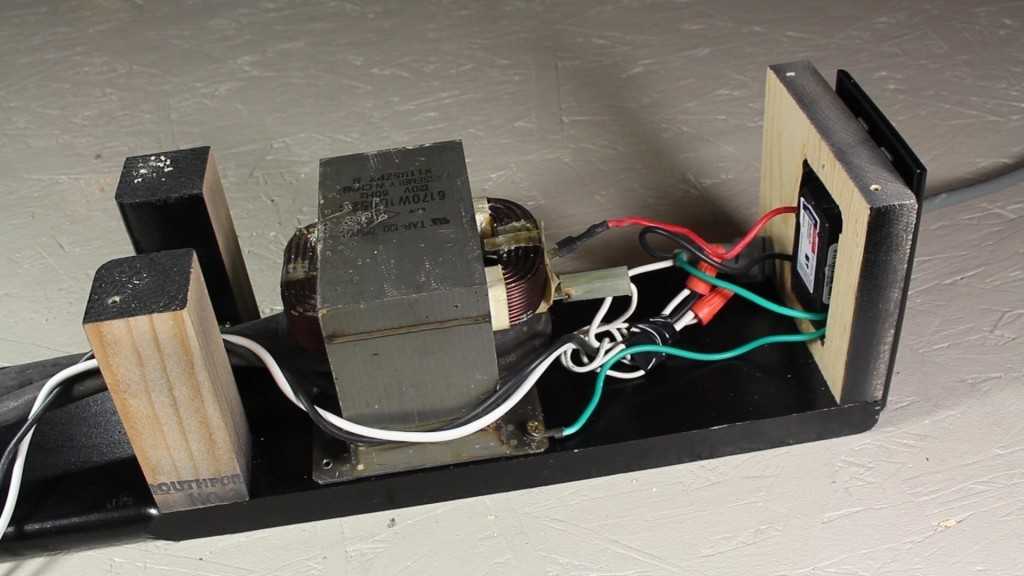 Сразу следует отметить, что вопрос, как сделать сварочный аппарат самостоятельно, зависит от возможности получения деталей от определенной бытовой техники. Если все запчасти приобретать по рыночным ценам, то в результате стоимость приблизится к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные познания в области электротехники и знать, где какой предмет ставится и откуда его можно снять бесплатно или за небольшую плату.
Сразу следует отметить, что вопрос, как сделать сварочный аппарат самостоятельно, зависит от возможности получения деталей от определенной бытовой техники. Если все запчасти приобретать по рыночным ценам, то в результате стоимость приблизится к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные познания в области электротехники и знать, где какой предмет ставится и откуда его можно снять бесплатно или за небольшую плату.
Количество витков на первичной обмотке должно быть около 240. При этом для обеспечения возможности регулировки сварочного тока в сторону увеличения от 20 до 25 витков делают несколько отводов. Вторичная обмотка клинится медью сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на нем тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особо надежной и термостойкой, поэтому ей следует уделить особое внимание. Каждый из слоев должен быть проложен дополнительным утеплителем из хлопчатобумажной ткани.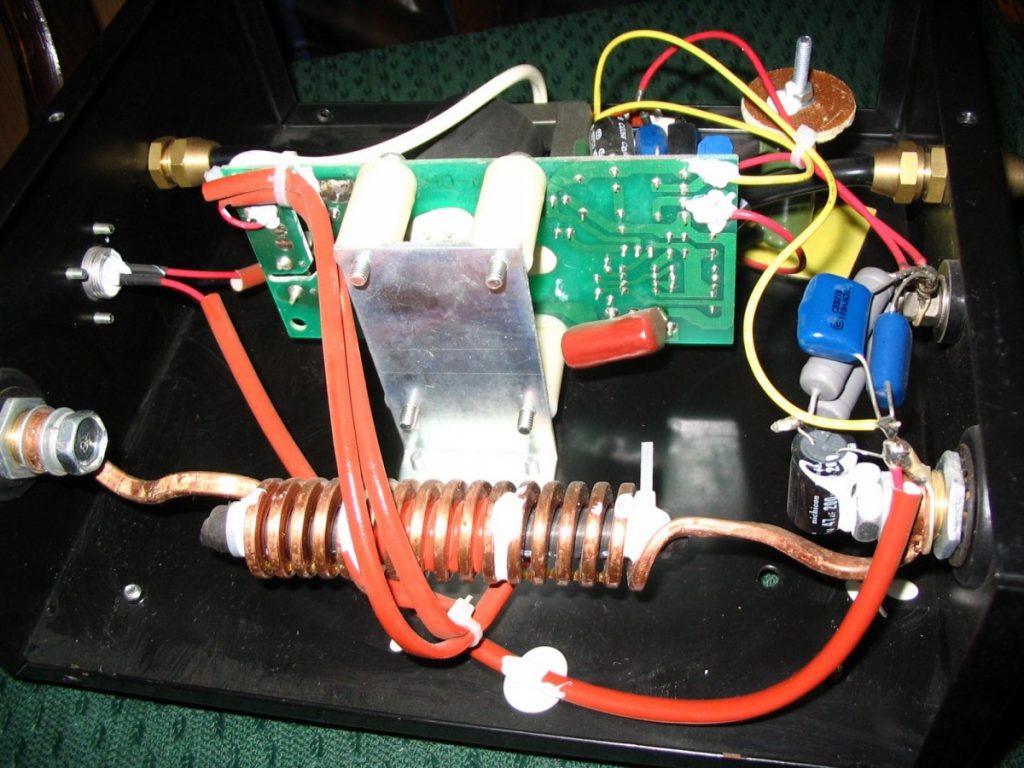
Трансформаторный сварочный аппарат может использовать для работы переменный или постоянный ток. Первый самый простой на устройстве, но более сложный в использовании. На постоянный ток его легко доработать, установив диодный мост. Такое устройство надежно, долговечно и неприхотливо в использовании, но имеет значительный вес и чувствительно к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень трудно зажечь и удержать электрическую дугу.
В отличие от трансформаторного инверторного сварочного аппарата, за счет использования современных электронных частей, имеет сравнительно небольшой вес. Его вполне может носить один человек на плече. Такой аппарат имеет устройство стабилизации тока, облегчающее работу при сварке. Снижение напряжения для него практически не создает помех, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе легко выходит из строя.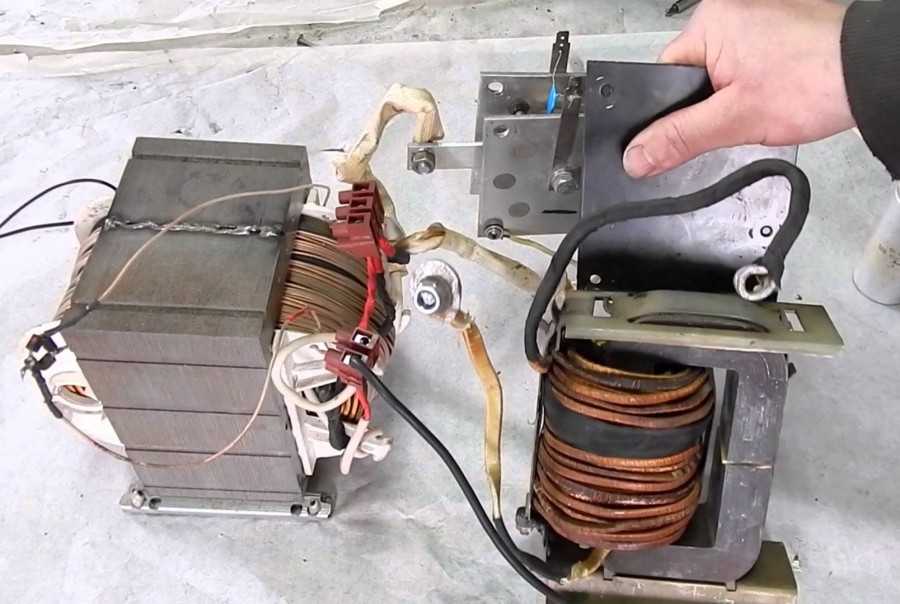
Сборка трансформаторного сварочного аппарата
Основной частью такого аппарата является трансформатор. Главной его характеристикой должна быть возможность стабильно держать рабочий ток, а это зависит от такого показателя, как внешняя вольтамперная характеристика блока питания. Другими словами, ток сварки не должен существенно отличаться от тока короткого замыкания.
Для этого ток должен быть ограничен одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно вынуть из сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, можно сделать сварочный трансформатор своими руками.
Для изготовления сердечника необходимо приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составлять от 40 до 55 см², при таких показателях обмотка не будет перегреваться. Первичные обмотки самодельных сварочных трансформаторов должны состоять из толстого жаропрочного медного провода сечением не менее 5 мм, а лучше больше, заключенного в стекловолоконную или ватную изоляцию.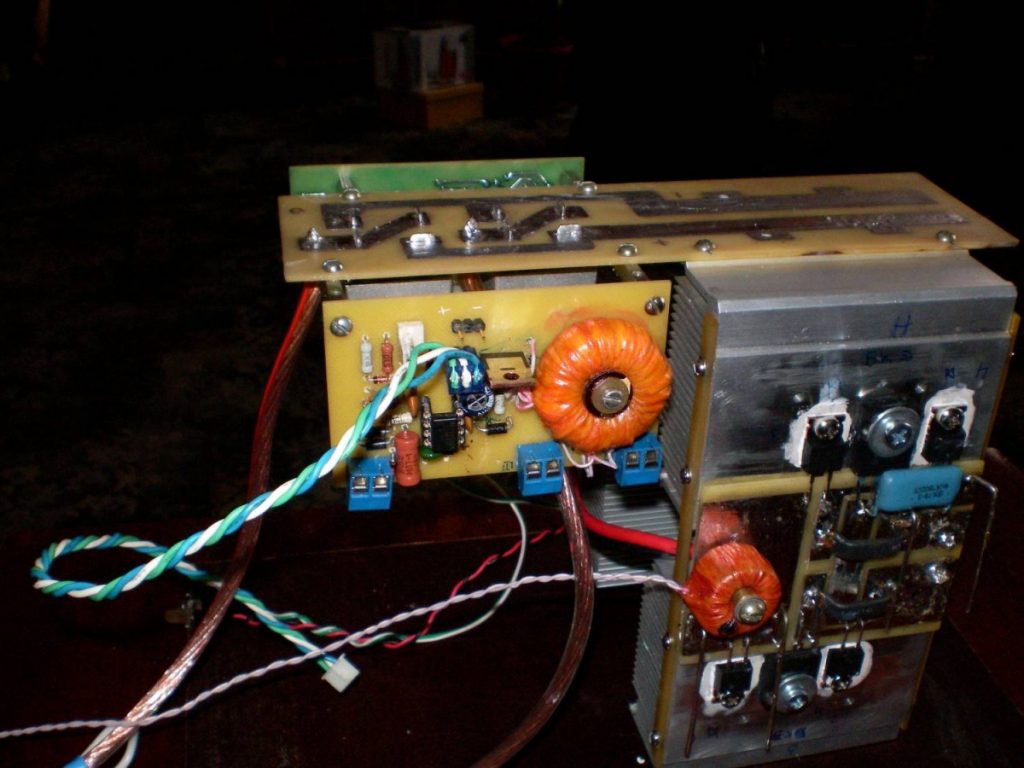 Пластиковая или резиновая изоляция для таких целей не рекомендуется, так как она меньше выдерживает перегрев и делает себя легче, что вызывает короткое замыкание на первичной обмотке.
Пластиковая или резиновая изоляция для таких целей не рекомендуется, так как она меньше выдерживает перегрев и делает себя легче, что вызывает короткое замыкание на первичной обмотке.
Следует помнить, что вторичная обмотка сварочного трансформатора должна быть намотана с обеих сторон сердечника. Он может быть подключен как последовательно, так и встречно-параллельно. Следует помнить, что намотка должна производиться с двух сторон в одном направлении. После этого трансформатор помещают в металлический корпус. С его торца вырезаются отверстия для охлаждения машины, и изготавливается вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. На противоположной стороне корпуса просверлено несколько десятков отверстий для циркуляции воздуха. После этого можно подключать кабели и держатель для электродов.
Как собрать самодельный сварочный инвертор?
Инверторный сварочный аппарат можно полностью собрать из деталей от старых телевизоров. Для этого необходимы не только общие электрические знания, но и определенные познания в электронике. Его схема достаточно сложна. Инвертор является импульсным источником постоянного тока, и для его изготовления подходят несколько ферритовых сердечников, которые есть на строчных трансформаторах в старых телевизорах. Их в сумме три, и уже намотана обмотка из медного или алюминиевого провода.
Его схема достаточно сложна. Инвертор является импульсным источником постоянного тока, и для его изготовления подходят несколько ферритовых сердечников, которые есть на строчных трансформаторах в старых телевизорах. Их в сумме три, и уже намотана обмотка из медного или алюминиевого провода.
Так как первичная обмотка наиболее подвержена перегреву, между витками должны быть небольшие промежутки для облегчения процесса охлаждения. Стоит помнить, что алюминиевый провод нужно брать большего сечения, чем медный, так как его теплопроводность ниже. Для крепления обмоток инвертора используется проволочный бандаж из миллиметрового медного провода шириной 10 мм, наложенный на стеклопластиковую изоляцию.
Конденсаторы также можно снять с телевизора, но только стоит помнить, что не рекомендуется брать бумажные конденсаторы из низкочастотных цепей, т. к. они долго не проработают при таких нагрузках. Тринисторы лучше взять достаточно маломощные и соединить их параллельно, чем брать один мощный, т. к. на них большая тепловая нагрузка и их легче охлаждать. Тринистраторы монтируются на металлическую пластину толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже можно легко набрать из нескольких старых телевизоров. Сам мост также крепится на пластине радиатора.
к. на них большая тепловая нагрузка и их легче охлаждать. Тринистраторы монтируются на металлическую пластину толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже можно легко набрать из нескольких старых телевизоров. Сам мост также крепится на пластине радиатора.
В телевизорах отсутствуют некоторые детали инверторного аппарата, и их приходится изготавливать самостоятельно. Прежде всего, это дроссель. Его несложно сделать без каркаса из медной проволоки сечением не менее 4 мм, свинченной 11 витками с зазорами не менее 1 мм. Так как основная нагрузка будет ложиться на дроссельную заслонку, нужно ставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, вмонтированный в корпус сварочного аппарата так, чтобы струя воздуха попадала прямо на дроссель.
Все элементы электронной схемы собраны на печатной плате из стеклотекстолита, толщиной не менее 1,5 мм. К радиатору присоединяется плата, что облегчает охлаждение всей системы. В центре платы прорезано круглое отверстие для установки вентилятора, так как без принудительного воздушного охлаждения устройство долго работать не будет. Сварочный инвертор главным своим преимуществом имеет возможность производить мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит аккуратнее, чем у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
В центре платы прорезано круглое отверстие для установки вентилятора, так как без принудительного воздушного охлаждения устройство долго работать не будет. Сварочный инвертор главным своим преимуществом имеет возможность производить мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит аккуратнее, чем у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный аппарат, изготовленный самостоятельно, включает детали, полученные бесплатно или по амбарной цене, но со своими задачами справляется полностью.
Сварочный аппарат – довольно популярное устройство как среди профессионалов, так и среди домашних мастеров. А вот для бытового использования нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основной частью любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно снять со старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатор требует небольшой доработки. Существует несколько способов изготовления сварочного аппарата, которые могут быть как простыми, так и более сложными, требующими знаний в области электроники.
Чтобы сделать мини-сварочный аппарат, вам понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку легко найти друзьям, знакомым, соседям и т.д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был трансформатор. Если у плиты более мощный трансформатор, то и устройство получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Seconder Имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки; требуется снять и заменить проводником с большими квадратными сечениями. Чтобы снять эту обмотку с трансформатора, необходимо разрезать ее с обеих сторон детали ножовкой по металлу.
Поэтому, чтобы трансформатор стал пригодным для сварки; требуется снять и заменить проводником с большими квадратными сечениями. Чтобы снять эту обмотку с трансформатора, необходимо разрезать ее с обеих сторон детали ножовкой по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилу первичной обмотки.
Если катушка спинальная, ее остатки нужно будет удалить из магнитопровода. Эта задача значительно облегчится, если просверлить обмотку для снятия металлического напряжения.
Проделайте те же операции с другим трансформатором. В итоге у вас получится 2 детали, которые имеют первичную обмотку на 220 В.
Важно! Не забудьте убрать токовые шунты (показаны стрелками на фото ниже). Этот процент от 30 увеличит мощность устройства.
Для изготовления вторички необходимо будет приобрести 11-12 метров проволоки. Он должен быть многожильным и иметь сечение не менее 6 квадратов .
Для изготовления сварочного аппарата, на каждый трансформатор необходимо будет намотать 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно сплести оба трансформатора одним проводом или по отдельности. Во втором случае катушки должны подключаться последовательно.
Намотку делать очень плотной, чтобы провода не болтались. Далее первичные обмотки нужно соединить параллельно.
Для соединения деталей между собой их можно прикрутить к небольшому отрезку деревянной доски.
Если измерять напряжение на вторичке трансформатора, то в этом случае оно будет равно 31-32 В.
Этот самодельный сварочный аппарат легко варится металлом толщиной 2 мм электродами диаметром 2,5 мм.
Следует помнить, что приготовление пищи таким самодельным аппаратом следует с перерывами на отдых, так как его обмотки сильно греются.
В среднем после каждого использованного электрода машина должна остыть в течение 20-30 минут.
Тонкий металлический блок из микроволновки не подойдет, так как порежет. Для регулировки тока на сварку можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стального провода определенной длины (подбирается экспериментально), который подключается к низковольтной обмотке.
Переменный ток
Это наиболее распространенный тип сварочных аппаратов для металлов. Его легко сделать в домашних условиях, и он неприхотлив в эксплуатации. Но главный минус аппарата большой вес понижающего трансформатора , который является основой агрегата.
Для домашнего использования достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечить силу тока в 120-160 А. так для Разрешения К которому подключена бытовая сеть 220 В, провод с потребуется поперечное сечение от 3 мм 2 до 4 мм 2 . А вот идеальный вариант – это проводник сечением 7 мм 2 .![]() При таком сечении перепады напряжения и возможные дополнительные нагрузки устройству будут не страшны. Отсюда следует, что обновителю нужен провод диаметром 3 мм. Если взять алюминиевую жилу, расчетное сечение умножается на коэффициент 1,6. Для обновленного Потребуется медная шина сечением не менее 25 мм 2
При таком сечении перепады напряжения и возможные дополнительные нагрузки устройству будут не страшны. Отсюда следует, что обновителю нужен провод диаметром 3 мм. Если взять алюминиевую жилу, расчетное сечение умножается на коэффициент 1,6. Для обновленного Потребуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы проводник обмотки был покрыт тряпичной изоляцией, так как традиционная оболочка из ПВХ при нагревании плавится, что может вызвать закрытие между касаниями.
Если вы не нашли провод нужного сечения, то его можно сделать самому Из нескольких более тонких проводников. Но при этом значительно увеличится толщина проволоки и, соответственно, габариты агрегата.
Первым делом изготовлена основа трансформатора — сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти плиты должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, необходимо хорошо от них изолировать. Перед сборкой сердечника рассчитывают его размеры, то есть размер «окон» и площадь поперечного сечения сердечника, так называемого «сердечника». Для расчета площади используется формула: S см 2 = a x B (см. рис. ниже).
Перед сборкой сердечника рассчитывают его размеры, то есть размер «окон» и площадь поперечного сечения сердечника, так называемого «сердечника». Для расчета площади используется формула: S см 2 = a x B (см. рис. ниже).
Но из практики известно, что если сделать стержень площадью менее 30 см 2 , то таким устройством будет сложно получить качественный шов из-за отсутствия источника питания. Да и греться он будет очень быстро. Поэтому сечение сердечника должно быть не менее 50 см 2 . Несмотря на то, что масса заполнителя увеличится, он станет надежнее.
Для сборки сердечника лучше использовать М-образные пластины И размещать их, как показано на следующем рисунке, пока толщина детали не достигнет нужного значения.
Пластины в конце сборки нужно омеднить (по углам) с помощью болтов, затем зачистить напильником и утеплить тканевым утеплителем.
Теперь можно запускать обмотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это означает, что на той стороне, где размещается первичка, должно быть меньшее количество повторений. В связи с этим при сварочной сварке обмотка, имеющая большее количество витков, будет частично отключаться из-за возникновения вихревых токов. Это увеличит силу тока, что положительно скажется на качестве шва.
Это означает, что на той стороне, где размещается первичка, должно быть меньшее количество повторений. В связи с этим при сварочной сварке обмотка, имеющая большее количество витков, будет частично отключаться из-за возникновения вихревых токов. Это увеличит силу тока, что положительно скажется на качестве шва.
Когда обмотка трансформатора завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витков. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Константа
Для варки чугуна или нержавеющей стали требуется устройство постоянного тока. Его можно сделать из обычного трансформаторного блока, если к его вторичной обмотке подключить выпрямитель . Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161 способных выдерживать 200а. Их необходимо устанавливать на радиаторы.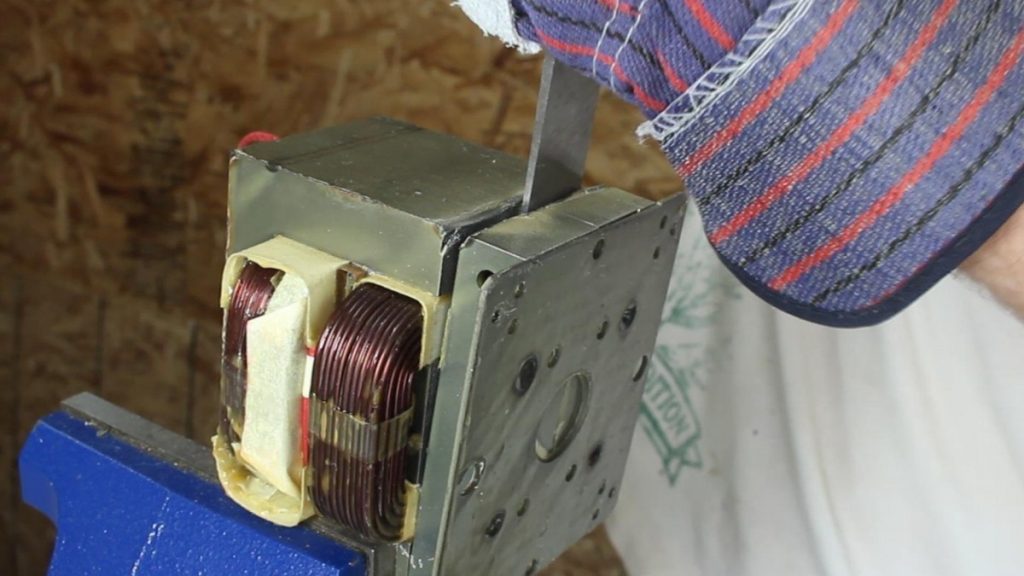 Также требуется 2 конденсатора (С1 и С2) для выравнивания пульсаций тока на 50 В и 1500 мкФ. Эта электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам х5 и х4 в зависимости от толщины соединяемого металла.
Также требуется 2 конденсатора (С1 и С2) для выравнивания пульсаций тока на 50 В и 1500 мкФ. Эта электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам х5 и х4 в зависимости от толщины соединяемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера невозможен. А вот использовать его корпус и некоторые детали, а также вентилятор вполне реально. Так вот, если делать инвертор своими руками, то его можно легко разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (CD2997A) необходимо установить на радиаторы без использования прокладок. Для охлаждения деталей предпочтительно использовать мощный вентилятор , например THERMALTAKE A2016. Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный револьверный регулятор. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при 70-72 градусах.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), которую можно изготовить при размещении устройства в корпусе БП.
На следующих фото показано из каких узлов состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварщик из электродвигателя
Для изготовления простого сварочного аппарата из статора электродвигателя необходимо выбрать сам двигатель, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2а, потому что он будет иметь большое окно магнитного трубопровода.
Достать нужный статор можно в местах приема металлолома. Как правило, он зачищается от проводов и после пары ударов кувалдой раскалывается. А вот если корпус из алюминия, то снять магнитопровод, необходимо будет присоединить статор .
Как правило, он зачищается от проводов и после пары ударов кувалдой раскалывается. А вот если корпус из алюминия, то снять магнитопровод, необходимо будет присоединить статор .
Подготовка к работе
Поставить статор отверстием вверх-вниз под деталь из кирпичей. Далее складываем внутрь дрова и сжигаем их. После пары часов магнитные трубки легко отделяются от корпуса. Если в корпусе есть провода, то их также можно удалить из паза после термической обработки. В результате вы получите очищенный от лишних элементов магнитопровод.
Эта заготовка должна быть тонкой маслянистой И дать ей высохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжки не произошло упаковки.
Когда диск полностью высохнет с помощью болгарки, снимите стяжку , наложенную на него. Если не снимать стяжки, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его с нагревом.
После очистки магнитопровода от ненужных частей необходимо будет произвести двухсторонняя облицовка (см. рисунок ниже).
Материалом для их изготовления может служить либо картон, либо прессованная плита. Из этих материалов также нужно сделать два рукава. Одна будет внутренней, а вторая наружной. Далее необходимо:
- установить обе торцевые накладки на заготовку;
- затем вставить (одеть) цилиндры;
- вся эта конструкция обтянута проходной или стеклянной скамьей;
- Полученную деталь обмазать лаком и просушить.
Изготовление трансформатора
После описанных выше действий из магнитопровода можно изготовить сварочный трансформатор. Для этих целей необходим провод, покрытый тканевой или стеклоэмальовой изоляцией. Для намотки первичной обмотки потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Итак расчеты производятся следующим образом.
- На сердечнике должны быть размещены 20 витков провода диаметром не менее 1,5 мм, после чего на него необходимо подать напряжение 12 В.
- Измерьте ток, протекающий в этой обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество витков витков и разделите его на 12. В результате вы получите значение, указывающее, сколько витков необходимо на 1 вольт.
Для первичной обмотки Подходит проводник диаметром 2,36 мм, который требуется загнуть. В принципе можно взять любую проволоку диаметром 1,5-2,5 мм. Но прежде нужно рассчитать сечение проводников в скрутке. Сначала нужно намотать первичную обмотку (220 В), а затем — вторичную. Его провод должен быть изолирован по всей длине.
Если во вторичной обмотке сделать отвод на месте получения 13 В, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести автомобиль.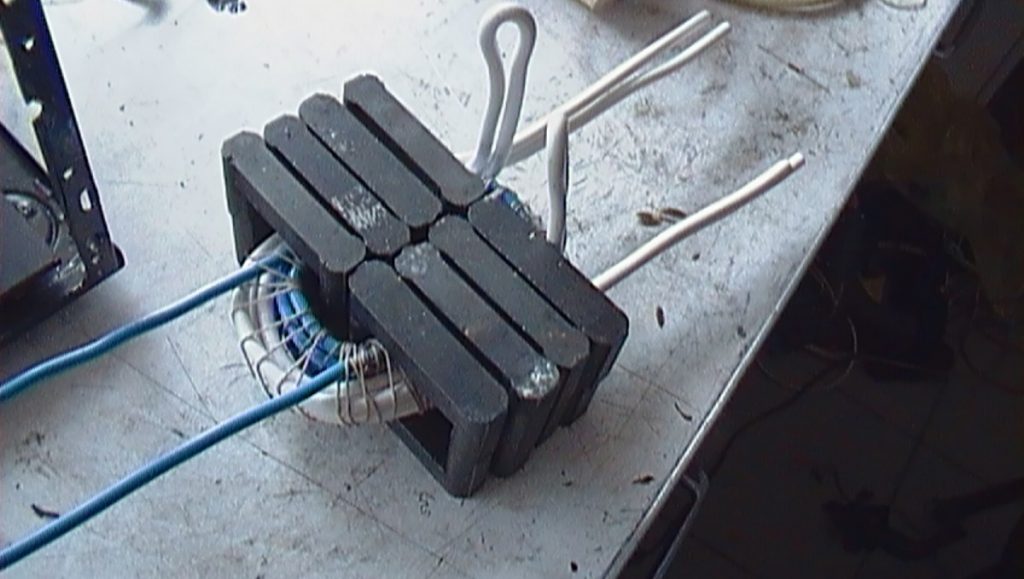 Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если уложили обе обмотки, и в такой конструкции есть свободное место, можно добавить 4 медные шины (40 х 5 мм). В этом случае вы получите обмотку для точечной сварки, которая позволит соединить листовой металл толщиной до 1,5 мм.
Для производственного корпуса Использование металла не рекомендуется. Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу должны быть проложены резиновые прокладки для снижения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельная точечная сварка
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутреннюю «начинку». Работает он очень просто, и сделать его своими руками не составит особого труда.
Для самостоятельного изготовления аппарата точечной сварки потребуется один трансформатор СВЧ мощностью 700-800 Вт.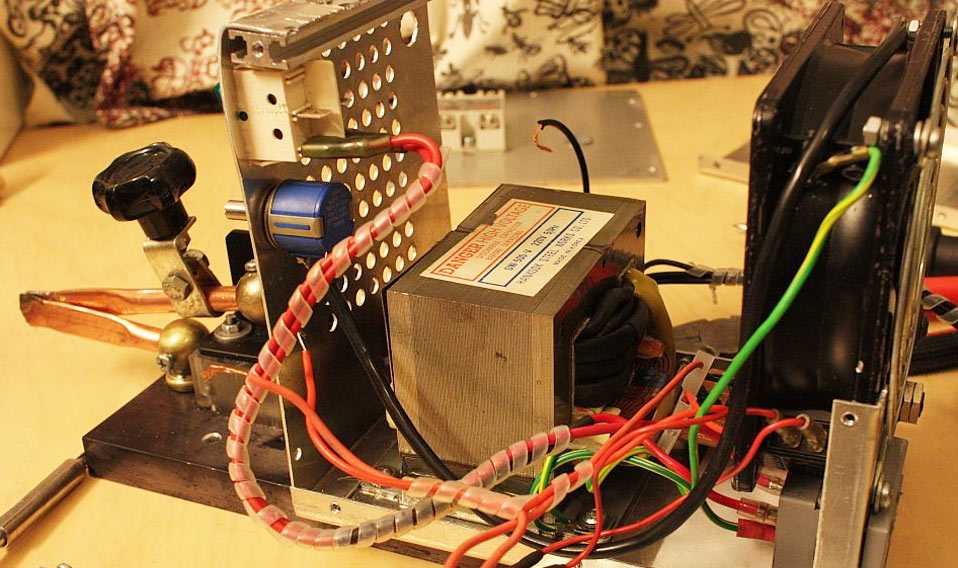 С него необходимо снять вторичную обмотку способом, описанным выше в разделе, где производится изготовление рассматривался сварочный аппарат от микроволновки.
С него необходимо снять вторичную обмотку способом, описанным выше в разделе, где производится изготовление рассматривался сварочный аппарат от микроволновки.
Аппарат для точечной сварки изготавливается следующим образом.
- Сделать 2-3 витка внутри манитопроводного кабеля с диаметром жилы не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с током около 800 А. этого будет достаточно, чтобы расплавить обычный гвоздь за несколько секунд.
- Далее по делаем корпус для аппарата . Для основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Для придания корпусу более эстетичного вида острые углы можно удалить с помощью ручной фрезеровки с установленной на ней кромкообрезной фрезой.

- На одной части клещей нужно вырезать небольшой клин . Благодаря ему клещи смогут подняться выше.
- Вырежьте на задней стенке корпуса отверстие для выключателя и сетевого провода.
- Когда все детали готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки нужно будет отключить сетевой кабель и концевой выключатель. Также понадобится металлическая дверная ручка.
- Если у вас нет лапки и медного стержня, а также медных хомутов, то детали надо покупать.
- Медной проволокой отрежьте 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите трансформатор на основании.
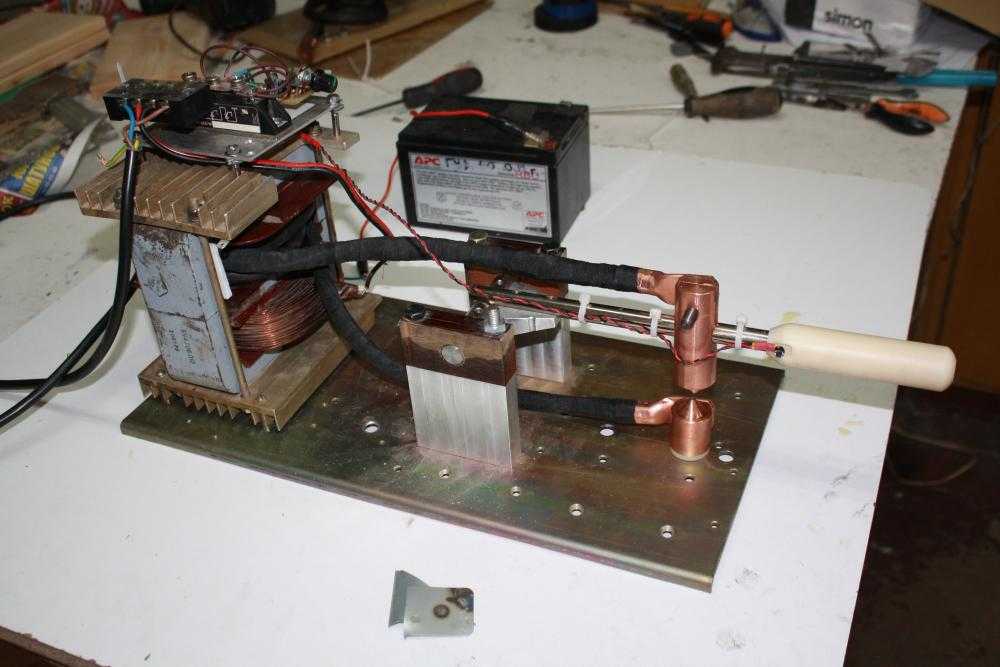
- Далее один сетевой провод подключается к первичной обмотке трансформатора. Второй сетевой провод подключается к первому выводу коммутатора. Затем нужно присоединить провод ко второй клемме выключателя и подключить его к другому выводу первички. А вот на этом проводе надо взять и установить в него микроволновая печь . Она будет выполнять роль кнопки сварки. Эти провода должны быть достаточной длины, чтобы хватило разместить прерыватель на конце клещей.
- Закрепите крышку устройства на стойках и задней стенке с помощью установленной ручки.
- Закрепите боковые стенки корпуса.
- Теперь можно установить сварочные клещи. Сначала просверлите на их концах по отверстию, в которое будут вкручиваться шурупы.
- Далее закрепите выключатель на конце.
- Вставьте пассатижи в корпус, предварительно положив между ними для совмещения квадратную планку. Просверлите клещи через боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить осями.

- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были напротив друг друга.
- Чтобы верхний электрод поднимался автоматически, вверните 2 винта и закрепите на них резинки, как показано на следующих фото.
- Включите установку, подключите электроды и нажмите кнопку «Старт». Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки узла можно взять металлические шайбы и приварить их.
В данном случае результат положительный. Поэтому создание аппарата для точечной сварки можно считать законченным.
Ввиду того, что в быту строителям часто приходится работать с металлом, многие используют сварочные агрегаты. Но не каждый может себе позволить приобретение дорогостоящего оборудования, именно поэтому возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного аппарата.
Виды сварочных аппаратов
Современный рынок наполнен довольно большим разнообразием сварочных аппаратов, но не все целесообразно собирать своими руками.
В зависимости от рабочих параметров аппаратов различают такие типы аппаратов:
- на переменном токе — выдающие переменное напряжение от силового трансформатора непосредственно к сварочным электродам;
- на постоянный ток — выдается постоянное напряжение на выходе сварочного трансформатора;
- трехфазный — подключен к трехфазной сети;
- инверторных устройств — выдача импульсного тока на рабочее место.
Первый вариант сварочного агрегата самый простой, для второго нужно доработать классический трансформаторный аппарат с выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому изготовление таких аппаратов для бытовых нужд мы рассматривать не будем. Инвертор или импульсный трансформатор — достаточно сложное устройство, поэтому для сборки самодельного инвертора необходимо уметь читать схемы и иметь базовые навыки сборки электронной платы. Поскольку основой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от самого простого к более сложному.
Поскольку основой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от самого простого к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В падает до 50 — 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед изготовлением подберите все необходимые позиции:
- Магнитопровод — Капульки с толщиной листа 0,35 — 0,5мм выгоднее, так как обеспечивают наименьшие потери в сальнике сварочного аппарата. Готовый сердечник лучше использовать из трансформаторной стали, так как плотность монтажных пластин играет принципиальную роль в работе магнитопровода.
- Катушки проволочной обмотки — Сечение проволоки выбирается в зависимости от протекающих в них величин.
- Материалы электроизоляционные — Основное требование, как к листовым диэлектрикам, так и к нативному покрытию проводов — устойчивость к высоким температурам.
 В противном случае оплавится изоляция сварочного полуавтомата или трансформатора и возникнет короткое замыкание, которое вызовет поломку аппарата.
В противном случае оплавится изоляция сварочного полуавтомата или трансформатора и возникнет короткое замыкание, которое вызовет поломку аппарата.
Наиболее выгодный вариант — сборка блока из заводского трансформатора, в котором подходит и магнитопровод, и первичная обмотка. Но, если под рукой нет подходящего приспособления, придется изготовить его самостоятельно. С принципом изготовления, определением сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: .
В данном примере рассмотрим вариант изготовления сварочного аппарата из блока питания СВЧ. Следует отметить, что трансформаторная сварка должна иметь достаточную мощность, для наших целей подойдет сварочный аппарат не менее 4 – 5 кВт. А так как один трансформатор СВЧ имеет всего 1 — 1,2 кВт, для создания устройства будем использовать два трансформатора.
Для этого потребуется выполнить такую последовательность действий:
Рис. 2: Снять обмотку ВН
2: Снять обмотку ВН
оставить только низковольтные, в этом случае намотку первичной катушки делать не нужно, так как вы используете заводскую.
- Снимите цепи катушек на токовых шунтах каждого трансформатора, это позволит увеличить мощность каждой обмотки.
Рис. 3: Удаление токовых шунтов - Для вторичной катушки возьмите медную шину сечением 10мм 2 и намотайте ее на заранее изготовленный каркас из любой подружки. Главное, чтобы форма каркаса повторяла размеры сердцевины.
Рис. 4: Промывка вторичной обмотки на каркасе - Сделать диэлектрическую прокладку для первичной обмотки, подойдет любой негорючий материал. По длине ее должно хватить на обе половины после подключения магнитопровода.
Рис. 5: Изготовление диэлектрической прокладки - Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок жилы можно использовать клей или стянуть их любым диэлектрическим материалом.
Рис. 6: Поместите катушку в магнитную цепь - Подключите штепсельный выход к шнуру питания, а секундомер к сварочным кабелям.

Рис. 7: Подключение шнура питания и кабелей
Установите держатель и электрод диаметром 4 — 5 мм на кабель. Диаметр электродов выбирают в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере это 140 — 200А. При других параметрах работы характеристики электродов соответственно изменяются.
Во вторичной обмотке получилось 54 витка, для возможности регулировки значения напряжения на выходе прибора сделать два отвода от 40 и 47 витка. Это позволит регулировать ток во вторичной обмотке, уменьшая или увеличивая количество витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такое устройство отличается от предыдущего более стабильными характеристиками. электрический дуги. Так как он идет не напрямую от вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: Схема выпрямления сварочного трансформатора
8: Схема выпрямления сварочного трансформатора
Как видите, для этого не нужно делать намотку трансформатора, достаточно доработать схему имеющегося устройства. Благодаря чему он может производить более ровный шов, варя нержавейку и чугун. Для изготовления вам потребуются четыре мощных диода или тиристора, примерно по 200 и каждый, два конденсатора емкостью 15000 мкФ и дроссель. Схема подключения сглаживающего устройства представлена на рисунке ниже:
Рис. 9: Схема подключения сглаживающего устройства
Процесс усовершенствования электрической схемы состоит из таких этапов:
В связи с перегревом трансформатора при работе диоды могут быстро выйти из строя, поэтому они необходимы принудительный отвод тепла.
Для соединения лучше использовать луженые хомуты, так как от больших токов и постоянной вибрации они не потеряют исходную проводимость.
Рис. 12: Используйте луженые хомуты
12: Используйте луженые хомуты
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
При сварке металлов такой аппарат всегда должен контролироваться нагревом не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для охлаждения элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет из строя.
Инвертор
Достаточно сложное устройство для начинающих радиолюбителей. Не менее сложный процесс – подбор необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, по сравнению с классическими аппаратами, возможность реализации и др.
Рис. 14: Принципиальная схема импульсного блока
В процессе работы такая схема преобразует переменное напряжение из сети в постоянное, затем с помощью импульсного блока подает в зону сварки ток большой амплитуды . Этим достигается относительная экономия мощности аппарата по отношению к его производительности.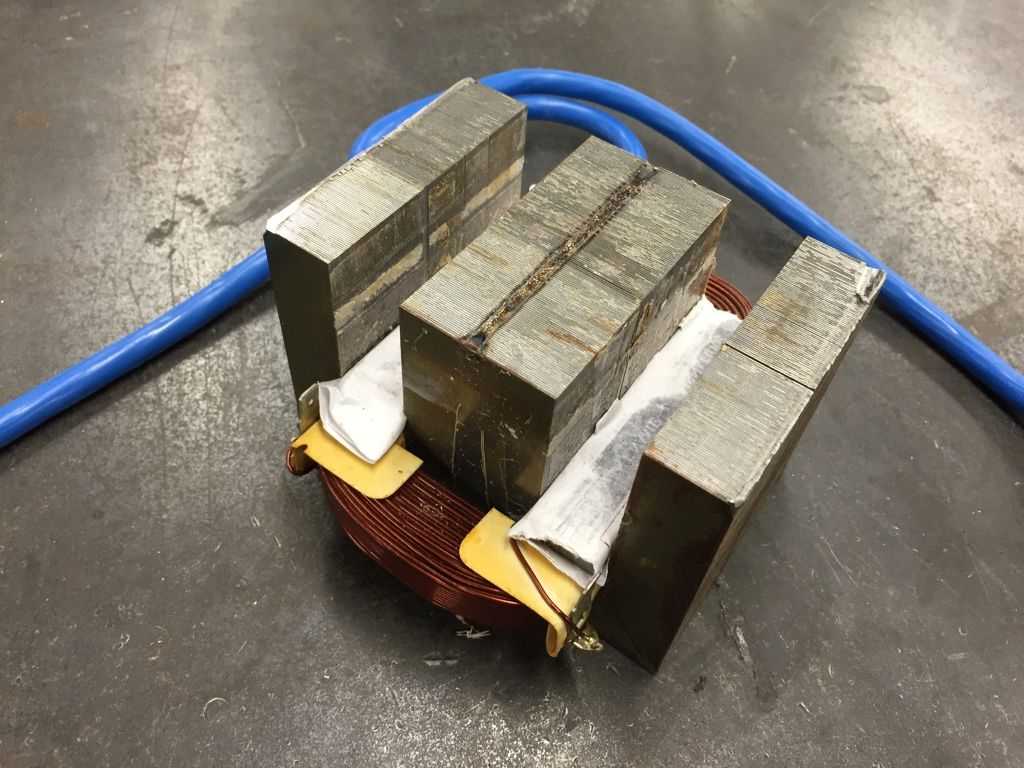
Конструктивно инверторная схема сварочного аппарата включает такие элементы:
- Диодный выпрямитель с накопительным баком, балластным резистором и системой плавного пуска;
- и двух транзисторов;
- силовая часть от управляющего транзистора и выходного трансформатора;
- вывод диодов и дросселей;
- кулер системы охлаждения;
- система обратной связи По току для контроля параметра на выходе сварочного аппарата.
система управления на основе драйвера
Вам потребуется самостоятельно намотать силовой трансформатор, трансформатор тока на основе ферритового кольца. Для моста лучше использовать готовую сборку Из быстродействующих полупроводниковых элементов.
К сожалению, большинство остальных элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока обойдется ему не дешевле заводского варианта, а с учетом затраченного времени и дороже.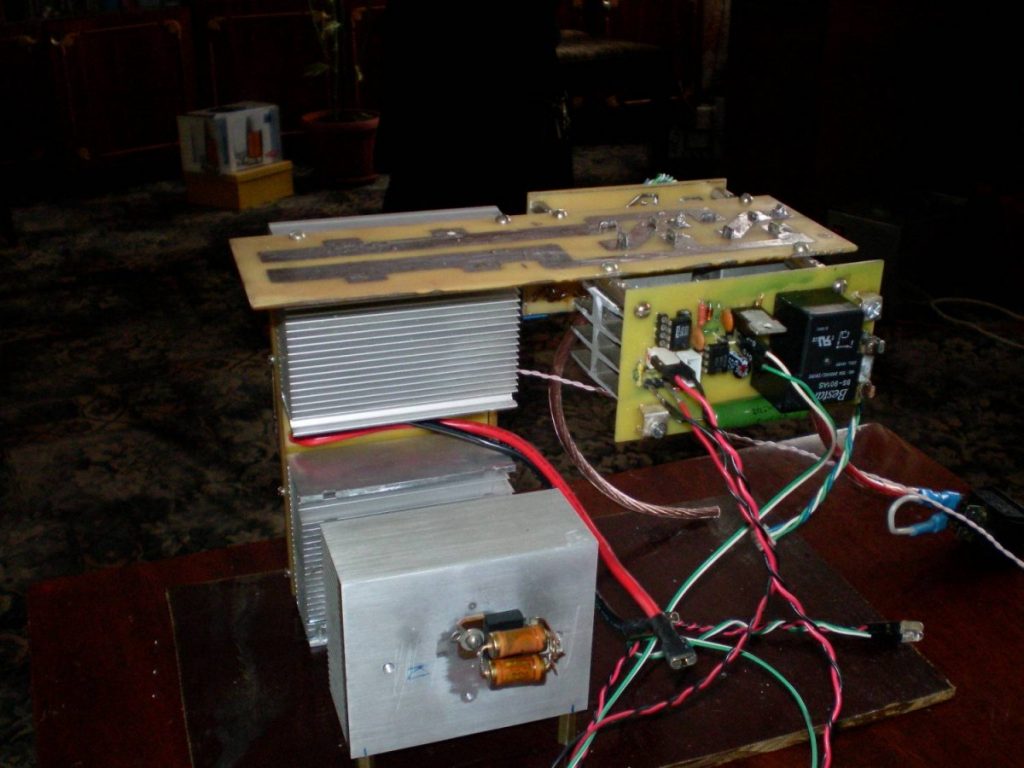 Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видеоинструкция
Можно ли сделать сварочный аппарат своими руками, что нужно для того чтобы правильно собрать сварочный аппарат
Самый простой способ соединения металлических деталей – сварка. Технология сварки металлов была разработана около ста лет назад. С тех пор сварные конструкции вошли в повседневную жизнь и зачастую мы их даже не замечаем.
Содержание
- Технические характеристики сварочного аппарата видео
- Трансформаторный сварочный аппарат своими руками
- Самодельный инверторный сварочный аппарат видео
Технические характеристики сварочного аппарата
Существует несколько видов сварки: дуговая, электрошлаковая, плазменная, электронно-лучевая, лазерная, газовая, контактная, ультразвуковая и другие.
Для подсобного хозяйства достаточно простейшей электродуговой сварки.
Сварочные аппараты для электродуговой сварки выпускаются двух типов: трансформаторные и инверторные.
Трансформаторные сварочные аппараты применяют переменного и постоянного тока. Они неприхотливы в использовании, надежны, долговечны и тяжелы, чувствительны к перепадам напряжения в сети. Если напряжение падает ниже 200 вольт, управлять таким устройством очень сложно, трудно зажечь и удержать дугу.
Аппарат переменного тока доукомплектован, и получаем аппарат на постоянный ток.
Аппараты инверторные сварочные – это современные устройства, способные облегчить работу сварщика. Использование электронных компонентов значительно уменьшило их вес до 3-5 кг. Они имеют стабилизацию тока и могут работать при низком напряжении, очень чувствительны к перегреву. Работать с такими устройствами нужно с осторожностью, иначе это приведет к его выходу из строя.
Трансформаторный сварочный аппарат своими руками
Трансформаторный сварочный аппарат прост и надежен.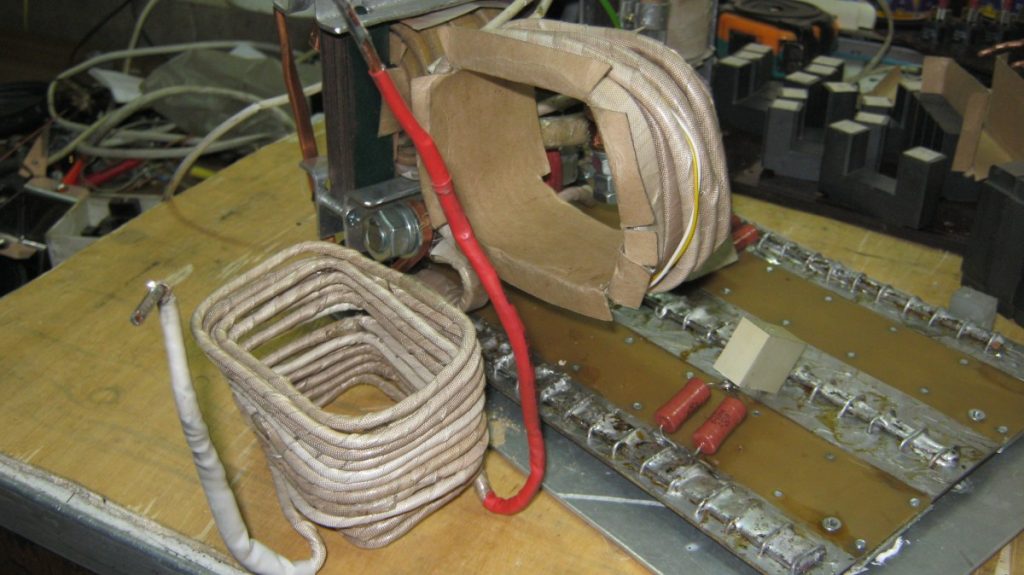 Сделать его самостоятельно под силу каждому. Для изготовления сварочного аппарата нам понадобится старый трансформатор.
Сделать его самостоятельно под силу каждому. Для изготовления сварочного аппарата нам понадобится старый трансформатор.
Если старого трансформатора нет, то можно купить трансформаторное железо для сердечника трансформатора. Из практического опыта известно, что оптимальная площадь сердцевины составляет 40-55см2.
В этом случае обмотки устройства не будут греться, и оно будет работать надежно.
Первичная обмотка трансформатора намотана специальным термостойким медным проводом. Изоляция провода должна быть из стекловолокна или хлопка. Не рекомендуется использовать провода с резиновой или поливинилхлоридной изоляцией.
Мощность на вторичной обмотке в зависимости от диаметра электрода 3,5-4кВт, с учетом потерь мощность на первичной обмотке составит 5-5,5кВт. При этом ток на первичной обмотке может достигать 25А. Поэтому первичная обмотка трансформатора должна быть намотана проводом сечением 5-6 мм2 и больше, что повысит надежность трансформатора.
Число витков первичной обмотки равно: W1 = (k2*S)/U1 где S — площадь поперечного сечения жилы в см2; k2 — постоянный коэффициент.
Для первичной обмотки количество витков будет примерно 240. Для возможности регулировки сварочного тока делают несколько отводов с шагом 20-25 витков.
Вторичная обмотка намотана медным проводом сечением 30-35 мм2. Количество витков 65-70. На вторичной обмотке также сделаны отводы для регулировки тока. Выбору изоляции вторичного провода следует уделить особое внимание. Он должен быть термостойким и надежным. Следует отметить, что вторичная обмотка наматывается с обеих сторон сердечника двумя разными способами.
Следует помнить, что намотка должна производиться в одном направлении. Каждый слой обмотки необходимо изолировать слоем дополнительной ватной изоляции.
Самодельный инверторный сварочный аппарат
Самодельный инвертор можно собрать из старых радиодеталей от телевизора. Но для этого нужна некоторая сноровка и хорошее знание электроники. Схема самодельного инвертора реализована на дешевых и доступных компонентах.
Но для этого нужна некоторая сноровка и хорошее знание электроники. Схема самодельного инвертора реализована на дешевых и доступных компонентах.
Инвертор работает на постоянном токе с плавным регулированием от 40 до 130 ампер. Максимальный ток первичной обмотки трансформатора 20А. для надежной работы рекомендуется использовать электрод не более 3 мм. Сварочное напряжение активируется кнопкой на электрододержателе. Возможна варка на обратной полярности, что позволяет соединять тонколистовые детали.
Диодный мост VD1-VD4 выпрямляет сетевое напряжение, загорается контрольная лампа HL1 и заряжается конденсатор С5. Сварку можно начинать, когда индикатор погаснет.
Магнитопровод используемого в схеме трансформатора Т1 составлен из трех магнитопроводов ПК30х16 из феррита 3000МНС-1. Первичная и вторичная обмотки намотаны медным проводом ПСД1,68х10,4. Для фиксации обмоток к ним на изоляцию из стекловолокна накладывается бандаж из медного провода диаметром 1 мм. Ширина бинта 1см.
Ширина бинта 1см.
Все элементы схемы размещены на печатной плате. Для лучшего отвода тепла от тринисторов и диодов они установлены на радиатор, прикрученный к плате болтами. Плата изготовлена из стеклотекстолита толщиной 1,5 мм.
Для улучшения охлаждения контура необходимо использовать дополнительный вентилятор, который устанавливается непосредственно на корпус, в котором находится инвертор.
Со сварочным инвертором работать намного проще, чем с трансформаторным аппаратом. Шов получается лучше. Использование сварочного инвертора позволяет варить черные и цветные металлы, листовые заготовки. Думаю, опытному сварщику не потребуются уроки сварки, чтобы освоить этот агрегат.
Самые интересные варианты на тему можно ли сделать сварочный аппарат своими руками, что необходимо для того, чтобы правильно собрать сварочный аппарат.
100 основных правил сварки, которые можно и нельзя делать
Возможность работать с металлом — это захватывающий и вдохновляющий опыт. Как сварщик, вы сможете превращать одни из самых прочных материалов в продукт, полезный для других. Этот навык используется в автомобилестроении, строительстве дорог, строительстве зданий и производстве оружейных систем и транспортных средств. Вот список из 100 правил, которые можно и нельзя делать при работе с любым сварочным аппаратом MIG, сварочным аппаратом TIG и плазменным резаком.
Что нужно делать при работе со сварочными аппаратами
- Проверьте и еще раз проверьте рабочее место на наличие легковоспламеняющихся материалов. Убедитесь, что в полу нет отверстий или окон с трещинами, через которые могут пройти искры.
- Удалите легковоспламеняющиеся жидкости и газы из зоны. Все, что нужно, это маленькая искра, чтобы вызвать огромный взрыв.
- Уберите все горючие материалы на безопасное расстояние.
 Все горючие материалы должны быть не ближе 20 футов к вашему проекту.
Все горючие материалы должны быть не ближе 20 футов к вашему проекту. - Вымойте пол перед началом. Пыль и мусор на полу могут служить источником топлива для любых искр, которые случайно попадут туда.
- Накройте все горючие материалы, которые нельзя перемещать. Если вы не можете убрать их все с рабочего места, накройте их негорючими материалами, такими как металлическая пленка или асбестовая завеса.
- Накройте и смочите горючий пол. Если само напольное покрытие является горючим, накройте его металлической пленкой или асбестовыми материалами.
- соблюдайте все надлежащие процедуры при работе с материалами, содержащими или содержащими легковоспламеняющиеся жидкости. Это включает изоляцию, гашение, продувку и инвертирование. Непосредственно перед сваркой MIG проверьте материалы, чтобы убедиться в отсутствии воспламеняющихся паров. Подумайте о том, чтобы наполнить привариваемый контейнер/бак водой на несколько дюймов от рабочей зоны в качестве дополнительной меры предосторожности.

- Защита шлангов. Держите шланги на безопасном расстоянии от любого оборудования.
- Закрепите все цилиндры. Перевозите их только с установленными крышками.
- Убедитесь, что все электрооборудование правильно установлено. Соблюдайте все рекомендуемые пределы нагрузки цепи с рекомендуемой защитой цепи.
- Перед использованием размотайте все шланги. Шланги вашего оборудования должны быть размотаны и находиться на безопасном расстоянии от процесса.
- Защита сварочных проводов. Накройте или подвесьте провода, чтобы предотвратить их повреждение.
- Храните кислород и ацетилен в разных местах. Разделяйте газы на расстоянии не менее 20 футов или пятифутовым брандмауэром с получасовым номиналом.
- При необходимости установите пожарную вахту. Если вы сомневаетесь, всегда ошибайтесь в сторону осторожности.
- Убедитесь, что огнетушитель легко доступен. Последнее, что вы хотите делать в случае пожара, — это карабкаться в поисках чего-нибудь, чтобы потушить его.

- Убедитесь, что между вами и другими сварщиками достаточно места. Вы не хотите быть на пути искр от другого оператора.
- Дважды проверьте все соединения на вашей установке. Перед началом работы все соединения и фитинги должны быть плотно затянуты.
- Проверяйте все свое снаряжение перед каждым использованием. Этот шаг имеет решающее значение, чтобы гарантировать, что вы не начнете использовать буровую установку, которая неправильно настроена.
- Храните все газовые баллоны в вертикальном положении. Конец клапана должен быть обращен вверх, а не вбок или к полу.
- Носите защитные очки. Травмы глаз составляют примерно 25 процентов всех травм, связанных со сваркой и плазменной резкой, и, по сути, являются наиболее распространенными среди сварщиков. Особому риску подвергаются те, кто производит промышленное/коммерческое оборудование, компьютерные материалы и готовые металлические изделия. Всегда носите защитные очки или защитные очки с боковой защитой, соответствующие стандарту ANSI Z87.
 1, под шлемом.
1, под шлемом. - Найдите лучший зажим заземления, какой сможете найти. Хороший заземляющий зажим будет иметь медные контактные точки на губках, а также шунт.
- Используйте хороший спрей от брызг. Если вы работаете в месте, где соблюдаются нормы и правила, вам, вероятно, потребуется приобрести утвержденный спрей против брызг. Однако, если вы сварщик-любитель или являетесь независимым подрядчиком в своем собственном бизнесе, вы можете обойтись кулинарным спреем PAM, который менее опасен для здоровья и обходится дешевле.
- Держите запасной вкладыш под рукой. Замените направляющий канал до того, как он достигнет точки, в которой проволока не может пройти должным образом.
- Используйте правильные цепи тока и предохранители, когда вы подключаете свою буровую установку. Убедитесь, что проводка достаточна для безопасного прохождения тока.
- Используйте достаточный расход защитного газа. Средняя скорость потока составляет около 20 кубических футов в час.
 Однако, поскольку все расходомеры будут иметь разную калибровку, вам может понадобиться больше или меньше.
Однако, поскольку все расходомеры будут иметь разную калибровку, вам может понадобиться больше или меньше. - Убедитесь, что у вас правильная вентиляция. Невыполнение этого требования может убить вас.
- Носите одежду с длинными рукавами. Не рекомендуются короткие рукава.
- Наденьте респиратор. Его ношение не делает вас слабаком. Респираторы защитят вас от вредных газов, которые используются в процессе сварки TIG.
- Чаще практикуйтесь. Проведите тесты на металлоломе, чтобы убедиться, что ваши настройки и техника дадут вам желаемые результаты.
- Сварочный шов с обратным проходом для предотвращения деформации тонколистового металла. Сварите несколько дюймов в начале, середине и конце и повторяйте, пока весь шов не будет сварен. Этот метод может помочь предотвратить чрезмерное коробление при попытке сварки непрерывного длинного шва.
- Убедитесь, что ваш риг воспроизводит правильные звуки. При плазменной резке на коротком замыкании говорят «слышишь, как жарится сало».
 Стремитесь к более плавному звуку, если это возможно. При сварке алюминия методом MIG лучше слышать гудящий звук, а не треск и треск.
Стремитесь к более плавному звуку, если это возможно. При сварке алюминия методом MIG лучше слышать гудящий звук, а не треск и треск. - Убедитесь, что ваши свариваемые поверхности чистые. Грязь, ржавчина, масло и жир влияют на качество сварного шва.
- Следите за своими перчатками. Они могут быть дорогими, поэтому, когда они становятся жесткими и неподатливыми, относитесь к ним как к паре охотничьих ботинок со смазкой для обуви и феном.
- Наденьте тонкую перчатку на руку, подающую наполнительный стержень. Некоторые сварщики рекомендуют использовать перчатки механиков или перчатки TIG из козьей кожи.
- Используйте вольфрам самого маленького размера, чтобы выполнить задачу. Использование электрода слишком большого размера может привести к неравномерному горению дуги и загрязнению сварного шва. Наихудший сценарий приведет к дуговому разряду внутри чашки и сбоку от вольфрама, что приведет к разрушению тонких краев и возможной потере дорогостоящих деталей.

- При работе в качестве сварочного аппарата TIG с алюминием используйте умеренное количество газа в горелке. В отличие от стали, которая очень хорошо удерживает тепло, алюминий отводит тепло от сварочной ванны быстрее, чем вы можете его поддерживать.
- Рассмотрите возможность использования для защиты газов, отличных от аргона. Хотя аргон на сегодняшний день является наиболее распространенным и универсальным защитным газом, используемым при сварке TIG, в определенных обстоятельствах вы получите лучшие результаты при использовании смеси гелия и аргона.
- Использование Смесь гелия и аргона в пропорции 50/50 для толстых сплавов алюминия и магния.
- Используйте соотношение гелия и аргона 3:1 для толстых алюминиевых отливок. Соотношение гелия и аргона 3:1 быстро образует лужу и обеспечивает более чистый сварной шов, чем 100-процентный аргон.
- Убедитесь, что в любом проекте есть вентиляционное отверстие, которое в конце будет герметичным. Если вы этого не сделаете, воздух внутри нагреется и выдует ваш защитный газ.
 В некоторых случаях он может лопнуть в конце сварного шва и испортить вашу работу.
В некоторых случаях он может лопнуть в конце сварного шва и испортить вашу работу. - Перед началом убедитесь в надежном заземлении. Поражение электрическим током может привести к серьезной травме или смерти.
- Не держите двумя оголенными проводами обеими руками. По проводам и оператору может пройти электрический ток, что может привести к смертельному поражению электрическим током.
- Не забывайте держать руки подальше от электрода и металлических частей электрода кожей или одеждой.
- Изолируйте себя от рабочей зоны и земли.
- Всегда надевайте сухие перчатки в хорошем состоянии.
- Держите сухую изоляцию между телом, объектом и землей.
- Используйте промышленную систему вентиляции при использовании сварочного аппарата в помещении для коммерческих целей. Для любителей убедитесь, что у вас есть достаточная вентиляция с открытыми окнами и вентиляторами.
- По возможности используйте вытяжной колпак. Вытяжные колпаки удаляют газы, если они образуются в рабочей зоне, чтобы ограничить их воздействие.

- Носите надлежащие СИЗ (средства индивидуальной защиты). Это защитит от ожогов и воздействия дуговых лучей.
- Избегайте закатанных рукавов или манжет брюк при работе сварщиком TIG. Искры или горячий металл могут попасть в складки и прожечь материал на кожу.
- Носите хорошие наушники. Это может сохранить ваш слух при работе в шумной среде и предотвратит попадание мусора в слуховой проход.
Запрещено использовать сварочный аппарат
- Не перегружайте электрическую цепь при использовании сварочного аппарата MIG. Это может создать опасность возгорания.
- Не работайте в закрытых помещениях. Вы можете убить себя от вдыхания опасных газов.
- Не работайте со сварочным аппаратом без достаточной защиты глаз. Хотя большинство травм глаз носят временный характер, вы можете навсегда ослепнуть.
- Не используйте дешевые зажимы заземления, если этого можно избежать. Использование дешевых зажимов увеличит время запуска и не обеспечит хорошего заземления.
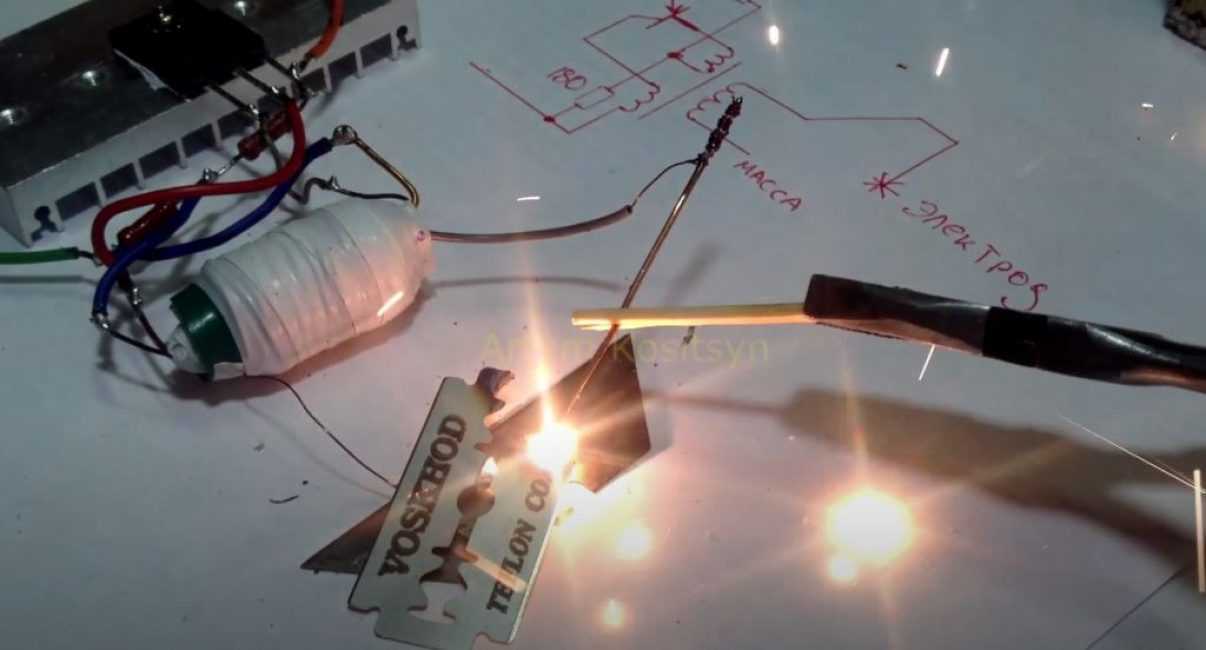
- В коммерческих целях не используйте ничего, кроме одобренного спрея для защиты от брызг.
- Не эксплуатируйте буровую установку с забитым хвостовиком. Работа с засоренной направляющей может привести к плохой подаче проволоки, застреванию птиц и ожогу спины.
- Не носите одежду с короткими рукавами или манжетами во время сварки. Вы можете получить ожоги от искр или горячего металла.
- Не допускайте контакта рук с острыми краями при открывании банок с электродами.
- Не работайте в зоне с горючими материалами.
- Не работайте в местах, где искры могут вылетать из трещин в стенах или окнах и контактировать с горючими материалами снаружи.
- Не работайте с легковоспламеняющимися жидкостями или газами в зоне. Одна искра может вызвать огромный взрыв.
- Не начинайте проект, если пол грязный. Пыль и мусор являются отличной средой для разжигания огня.
- Не сваривайте контейнер, который содержал или в настоящее время содержит легковоспламеняющиеся материалы, без соблюдения надлежащих процедур очистки.

- Не обращайте внимания на расположение шлангов. Держите их на безопасном расстоянии от любого оборудования и всех источников тепла.
- Не используйте спиральные шланги. Блокировка может привести к разрыву шлангов и травмам.
- Не перевозите баллоны без крышек.
- Не храните баллоны боком или вверх дном. Клапаны с крышками всегда должны быть обращены вертикально.
- Не превышайте пределы нагрузки для электрических цепей. Все электрооборудование должно быть установлено в соответствии со спецификациями производителя.
- Не допускайте контакта проводов со сварочной поверхностью. Держите их закрытыми или подвешенными, чтобы предотвратить повреждение.
- Не храните баллоны с кислородом и ацетиленом в одном месте. Разделяйте их на расстоянии не менее 20 футов.
- Не начинайте работу без огнетушителя. Ваш успех в предотвращении распространения огня зависит от того, как быстро вы сможете его потушить.
- Не сокращайте путь.
 Ярлыки вызывают длительные (и, возможно, опасные) задержки.
Ярлыки вызывают длительные (и, возможно, опасные) задержки. - Не работайте в непосредственной близости от других сварщиков. Между вами и другими людьми должно быть достаточно места, чтобы предотвратить травмы.
- Не приступайте к работе, пока не перепроверите все соединения и муфты. О любых ослабленных соединениях следует позаботиться перед началом работы.
- Не используйте сварочный аппарат TIG, не убедившись сначала, что все настроено правильно.
- Не используйте установку, рассчитанную на силу тока выше той, на которую рассчитана ваша схема и предохранитель.
- Не экономьте на деталях для вашего сварочного аппарата. Покупайте качественные запчасти и аксессуары у надежных продавцов.
- Не используйте сварочный аппарат без респиратора. Вдыхание газов, образующихся в процессе сварки, может нанести вред вашему здоровью.
- Не пытайтесь использовать сварочный аппарат без надлежащего обучения. Если вы не знаете, что делаете, вы можете навредить себе и другим.

- Не продолжайте эксплуатировать установку, если она звучит неправильно. Оба метода сварки MIG и TIG издают характерные звуки при работе с разными металлами.
- Не надевайте порванные или жесткие сварочные перчатки. Держите их эластичными с помощью смазки для ботинок.
- Не надевайте перчатки механика на руки, подающие наполнительный стержень. Их может быть трудно снять, если они станут слишком горячими для ношения.
- Не используйте вольфрам большего размера, чем необходимо для выполнения работы. Использование слишком больших электродов приведет к загрязнению сварного шва и может привести к неравномерному возникновению дуги.
- Не используйте чрезмерное количество защитного газа. Каждый тип металла имеет свою норму расхода факельного газа.
- Не используйте нерекомендуемую газовую смесь. Это может вызвать серьезные проблемы.
- Не сваривайте объект, который будет герметичным в конце, не оставляя небольшого вентиляционного отверстия.
 В противном случае вы можете столкнуться с потерей защитного газа или сгоревшим сварным швом.
В противном случае вы можете столкнуться с потерей защитного газа или сгоревшим сварным швом. - Не работайте на буровой установке без безопасного заземления. Поражение электрическим током может привести к травме или смерти.
- Не держите двумя оголенными проводами в каждой руке при использовании сварочного аппарата TIG. Это может привести к тому, что ваше тело станет проводником тока между проводами.
- Во избежание ожогов не допускайте контакта электрода с кожей или одеждой.
- Не надевайте мокрые перчатки или перчатки, которые изнашиваются или рвутся.
- Не используйте сварочный аппарат на мокрой изоляции.
- Не выполняйте сварку без достаточной защиты органов слуха. Это поможет предотвратить повреждение от шумной окружающей среды, а также предотвратит попадание мусора в ушной канал.
- Не выполняйте сварку без использования утвержденных СИЗ. Это подвергает вас повышенному риску ожогов и травм.
- Не используйте 100-процентный аргон для сварки толстых алюминиевых отливок.
 Если вы это сделаете, ваш сварной шов может быть поврежден.
Если вы это сделаете, ваш сварной шов может быть поврежден. - Не используйте сварочный аппарат без рекомендованных защитных газов. Всегда следуйте рекомендациям производителя.
- Не сваривайте, если вы в чем-то не уверены. Вы не хотите укоренять плохие привычки в своем уме.
- Не сваривайте весь длинный шов на тонком металлическом листе. Это может привести к деформации изделия.
- Не используйте расход защитного газа выше или ниже требуемого для вашего проекта.
- Не сваривайте контейнер, в котором ранее находились легковоспламеняющиеся жидкости, не наполнив его водой на пару дюймов ниже проектного места.
Сварка 101: Как научиться сварке
перейти к содержанию
WeldingMetal
Кристин Арцт
Что такое сварка?
Сварка – это производственный процесс соединения металлов с использованием тепла.
Существует множество различных видов сварки: кислородно-ацетиленовая газовая сварка, дуговая или электродуговая сварка, сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG). Каждый из этих видов сварки использует газ, электричество или и то, и другое для сплавления металлов. Тип сварки, который вы выберете, зависит от типа металлов, которые вы хотите сварить, и доступных ресурсов.
- Сварка MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
- Сварка ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Сварка стержнем – Дуговая сварка в защитном металле (SMAW)
- Сварка под флюсом – Дуговая сварка порошковой проволокой (FCAW)
- Сварка энергетическим лучом (EBW)
- Сварка атомным водородом (AHW)
- Кислородно-ацетиленовая сварка
- Плазменно-дуговая сварка
Чем занимается сварщик?
По сути, основная задача сварщика — соединение металлических деталей. Проект может быть любым: от сварки художественной скульптуры до устранения структурных повреждений здания. Сварщик может выполнять производственные и ремонтные работы, такие как сварка трубопроводов, ворот, кораблей, подводных лодок, мостов, зданий, нефтеперерабатывающих заводов, автомобилей и т. д.
Первым шагом в сварке, как правило, является составление плана путем изучения чертежей и инженерных чертежей, которые необходимо подготовить и безопасно приступить к работе. После того, как сварщик ознакомится с выполняемой работой, он выберет лучшее оборудование и материалы для проекта.
Как научиться сварке
Вы можете научиться сварке у друга, в художественной школе, с помощью онлайн-видеоурока или в профессионально-технической школе. Сварка – чрезвычайно техническая и трудоемкая область, требующая практики и точности. Сварщики управляют большим оборудованием и работают с хрупкими материалами, используя высокую температуру. Убедитесь, что вы готовы, прежде чем начать учиться сварке.
Проведите исследование
Прежде чем начать, изучите различные типы сварки и решите, какой из них подходит именно вам. Четко определите, что именно вы хотите получить от своего нового навыка: вас интересует сварка как хобби, вид искусства или новая карьера?
Знайте свои цели
Есть много возможностей, когда вы только начинаете заниматься сваркой. Это отличный способ делать дома забавные проекты — дворовые и садовые рисунки или скульптуры. При достаточной практике и технических навыках сварка также может стать путем к прибыльной карьере.
Найдите курсы рядом с вами
В зависимости от того, какие цели вы ставите перед собой, когда начнете изучать сварку, вы обнаружите, что есть несколько способов начать работу. Для сварщиков доступно множество сертификатов, в зависимости от набора навыков, которые вы получаете, и профессии сварщика, в которой вы планируете работать. Некоторые средние школы и общественные колледжи предлагают профессиональные программы. Основная сертификация, которую потребуют работодатели, — это сдача базового теста сертифицированного сварщика Американского общества сварщиков, который вы можете пройти в любом аккредитованном испытательном центре.
Если вы заинтересованы в сварке для личных проектов или просто хотите узнать, какой тип сварки подходит именно вам, The Crucible предлагает широкий выбор классов по сварке, которые открыты для публики.
Сварка в The Crucible
В Crucible начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой сварке, дуговой сварке или сварке электродом, сварке MIG и сварке TIG. Начните с начального класса по одному типу сварки или попробуйте все четыре типа на нашем курсе «Изучение сварки».
Сварка МИГ
Сварка МИГ (металл в инертном газе) часто считается лучшей сваркой для новичков, надеющихся быстро научиться. Сварочный аппарат MIG, который часто сравнивают с клеевым пистолетом, скоро будет сваривать сложные конструкции и большие конструкции. Сварочный аппарат MIG фокусирует электричество вдоль движущейся металлической проволоки, подаваемой по шлангу к ручной горелке. На уроке в The Crucible ученики учатся управлять этой горелкой, пока электричество плавит проволоку и создает сварной шов.
Дуговая сварка
Дуговая сварка — более старый вид сварки и единственная сварка, которую можно безопасно проводить под водой. Овладение искусством создания дуги с помощью аппарата для дуговой сварки сравнительно сложнее, чем сварка MIG. Научитесь соединять куски металла с помощью дуговой сварки, также известной как сварка стержнем. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки, а также использовать электрические и ручные инструменты для завершения работы. Вы также можете изучить сложные соединения, положения сварки и методы дуговой сварки и резки кислородно-ацетиленовой горелкой.
Сварка ВИГ
Если вы собираетесь сваривать не сталь, а другие металлы, сварка ВИГ (вольфрам в инертном газе) будет вашим выбором. Сварку TIG часто описывают как использование швейной машины для сварки, в которой задействованы обе руки и часто педаль. TIG или GTAW (газовая вольфрамовая дуговая сварка) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока, нерасходуемый вольфрамовый электрод и инертный газ для формирования дуги и создания сварного шва. Класс сварки TIG с использованием холоднокатаной стали начинается с серии небольших упражнений и переходит в сложный технический проект, который дает вам основы в области металлургии, подготовки, соединений, техники и безопасности. Вы также научитесь сваривать другие виды металлов, уделяя особое внимание алюминию и нержавеющей стали.
Кислородно-ацетиленовая сварка
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, восходящим к Древней Греции. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Кузнечная сварка
Кузнечная сварка — это процесс, используемый для соединения двух кусков металла путем нагревания их до высокой температуры и последующего сбивания их вместе. Несмотря на то, что на практике и технических навыках она отличается от электрической и газовой сварки, кузнечная сварка является одним из старейших методов соединения металлов. Ознакомьтесь с нашим руководством по кузнечной сварке, чтобы узнать больше.
3-часовые дегустаторы
The Crucible предлагает короткие 3-часовые занятия по сварке, которые знакомят вас со сваркой и дают вам возможность сделать небольшой сварной проект. Изучите основы сварки электродом или сварки MIG и плазменной резки всего за три часа.
Часто задаваемые вопросы по сварке
Трудно ли научиться сварке?
Поначалу это может пугать, но после нескольких искр научиться сварке несложно. Однако потребуются годы практики, чтобы стать по-настоящему мастером в этом деле. Масштабы сложности зависят от типа сварки, которую вы практикуете, и от того, делаете ли вы несущие, функциональные объекты или визуально интересные скульптурные объекты.
В общем, сварка МИГ является самой простой и распространенной сваркой для изучения, но можно освоить все виды сварки. Крусибл начинает обучать сварке молодежь в возрасте 12 лет. Когда вы впервые учитесь сварке, вы, вероятно, обнаружите, что это довольно сложно. Как только вы поймете технические основы сварки, потребуются годы практической практики, чтобы овладеть ею.
Можно ли научиться сварке дома?
Полезно учиться лично у инструктора, чтобы обеспечить обратную связь, и при этом вы можете учиться быстрее, чем учить самостоятельно дома. Тем не менее, можно научиться сварке дома с помощью видео и онлайн-уроков, при этом нужно много практиковаться. Если у вас есть безопасное место, например гараж, для установки сварочного цеха, вы можете научиться сваривать с помощью сварочного аппарата с подачей проволоки, который использует обычный бытовой электрический ток для получения очень горячей электрической дуги.
Нужен ли сертификат сварщика из программы или школы?
Для сварки не требуется свидетельство или лицензия сварщика. Вы можете научиться сварке публично на занятиях, подобных тем, которые предлагаются в The Crucible. Многие студенты, которые заинтересованы в том, чтобы заниматься сваркой как карьерой, начинают с занятий в The Crucible, чтобы определить, хотят ли они посвятить время полной программе. Crucible не является аккредитованной программой сварки и не предоставляет лицензий или степеней по окончании курсов сварки в The Crucible.
Если вы заинтересованы в профессии сварщика, существует ряд сертификатов и лицензий, которые могут потребоваться работодателям. Американское общество сварщиков — отличный источник информации о том, как пройти сертификацию. Вы также можете записаться и пройти программу обучения сварщика в профессиональной школе или местном колледже. Если вы проживаете в районе залива Сан-Франциско, Laney College предлагает отличную программу сертификации.
Какой вид сварки самый прочный?
Сварка TIG, как правило, является самым прочным и точным типом сварки. Он обеспечивает более чистые и качественные сварные швы, чем сварка MIG или другие методы сварки.
Сколько зарабатывают сварщики?
Средняя ставка сварщика в США составляет 17,60 долларов в час, что в сумме составляет около 45 000 долларов в год. Опытные сварщики могут зарабатывать до 35 долларов в час. Сварщики-специалисты могут зарабатывать от 50 000 до 200 000 долларов в год. Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов.
Продолжить изучение руководств по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота….
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте о разнице между черными и цветными металлами и о том, как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металла до стекла, и о том, как начать работу, в этом руководстве для начинающих по литью по выплавляемым моделям. …
Подробнее →
Узнайте, как построить Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Читать далее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно проводятся новые занятия по сварке.
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, на этом занятии по развитию творческих навыков и разработке проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
Сварка TIG I
TIG (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом) это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка МИГ
МИГ (металл в среде инертного газа) — самый распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается по шлангу…
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия являются большим преимуществом, исключительно для участников Крусибл! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкция не предоставляется…
Узнать больше и зарегистрироваться →
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG), плазменной…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокой приверженности полному курсу. После базового ознакомления со сваркой электродом попробуйте свои силы в создании. ..
Узнать больше и зарегистрироваться →
Дуговая сварка I
Научитесь соединять куски металла с помощью дуговой сварки, также известной как сварка стержнем. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки и использовать…
Узнать больше и зарегистрироваться →
Изучение сварки
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся сварят металлический прямоугольный короб для колокольчиков, вырежут плазмой уникальный дизайн по бокам и повесят стальную цепь, крюки и нарежут металл… сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, который обеспечивает чистые и целенаправленные сварные швы на любых материалах, от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Молодежная сварка MIG
MIG (металл в среде инертного газа) — самый распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество вдоль движущейся металлической проволоки, которая подается через шланг…
Узнать больше и зарегистрироваться →
Сварка TIG II
Этот курс расширяет базовые навыки, которым обучают в TIG. Сварка I. Учащимся будет предложен ряд технических упражнений, предназначенных для улучшения их концентрации и контроля, повторения…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся сварят прямоугольную металлическую коробку для колокольчиков, вырежут плазмой уникальный дизайн по бокам и повесят стальную цепь, крючки и нарежут металл…
Узнать больше и зарегистрироваться →
Изготовление металлической мебели
Оригинальная металлическая мебель для вашего дома! Помимо базовой сварки MIG, этот курс фокусируется на проектировании и изготовлении функциональных и эстетически привлекательных.
