Что такое фрезерный станок: Для чего нужен фрезерный станок. Cutmaster
Содержание
Назначение и классификация фрезерных станков
Назначение фрезерных станков и основные типы фрез
Фрезерный станок — это станок для обработки металлических и других деталей вращающейся фрезой при поступательном перемещении заготовки.
На фрезерных станках можно обрабатывать плоские и фасонные поверхности с прямыми и винтовыми образующими. Резание осуществляется фрезой — многолезвийным инструментом, у которого зубья расположены на поверхности тела вращения или на торце.
Ввиду многообразия работ, выполняемых фрезерованием, весьма разнообразные и типы фрез (рис. 1). Наиболее распространенными являются цилиндрические фрезы (рис. 1, a), применяемые для обработки поверхностей; дисковые (рис. 1, б) для изготовления пазов, уступов; концевые фрезы (рис. 1, в), используемые для обработки пазов, уступов, фасонных поверхностей; торцовые фрезы (рис. 1, г) для обработки поверхностей, уступов, пазов; фасонные фрезы (рис. 1, д) для изготовления фасонных поверхностей. Стрелками на рисунках показаны направления движения, сообщаемые фрезе и заготовке в процессе резания.
1, д) для изготовления фасонных поверхностей. Стрелками на рисунках показаны направления движения, сообщаемые фрезе и заготовке в процессе резания.
Рис. 1. Основные типы фрез и обрабатываемых ими поверхностей
Для того чтобы получить фрезерованием на детали требуемую поверхность, необходимо сообщить инструменту и заготовке вполне определенные движения, согласованные друг с другом. Эти движения в станках разделяют на основные и вспомогательные.
К основным движениям относят главное движение, называемое еще движением резания, и движение подачи.
Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять либо заготовка, либо фреза.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д..
д..
Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Классификация и расшифровка фрезерных станков
Каждая модель станка имеет цифровое или буквенно-цифровое обозначение — шифр (например, 6P12, 6Р82, 6Р82Ш, 6610 и т. д), по которому можно составить подробную характеристику станка. Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая— к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (или поколение). Буква в конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели.
По принятой в СССР классификации все металлорежущие станки делят на девять групп. Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы.
Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы.
(Прим. СМ) Типы станков фрезерной группы:
- 1 – вертикально-фрезерные консольные;
- 2 – фрезерные станки непрерывного действия;
- 3 – свободная группа;
- 4 – копировально и гравировально-фрезерные;
- 5 – вертикальные бесконсольные;
- 6 – продольно-фрезерные,
- 7 – широкоуниверсальные консольные,
- 8 – горизонтальные консольные,
- 9 – разные.
Расшифровка фрезерного станка 6Р12
Рассмотрим, например, обозначение станка 6Р12. Это фрезерный станок (цифра 6) , модернизированный (буква Р), вертикально-фрезерный (цифра 1), типоразмер станка № 2 (цифра 2).
(Прим. СМ) В СССР производство консольно-фрезерных станков осуществлялось согласно пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем для каждого типоразмера выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, совпадающее с номером типоразмера и оснащался фрезерным столом с одинаковыми размерами рабочей поверхности.
Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, совпадающее с номером типоразмера и оснащался фрезерным столом с одинаковыми размерами рабочей поверхности.
В табл. 1 представлены значения размеров рабочей поверхности стола консольно-фрезерных станков взависимости от типоразмера, а также список оборудования относящегося к определенному типоразмеру.
| Размер | Модели станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш, 6Т10, 6Т80, 6Т80Г, 6Т80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6М82Ш, 6Р12, 6Р82Г, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6М83Ш, 6Р83Г, 6Р13, 6Р83; 6Р83Ш, 6Т13, 6Т83, 6Т83Г, 6Т83Ш | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
Табл. 1.
1.
Как видно из таблицы размеры рабочего стола (длина и ширина) фрезерных станков, относящихся к следующему типоразмеру, увеличиваются на одно и тоже значение — коэффициент равный 1,25.
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном направлении, салазок в поперечном и консоли в вертикальном направлениях.
Модели станков, относящихся к одному поколению и типоразмеру
|
Поколение
(буквенное обозначение) | Типоразмер | Год | Модель |
|---|---|---|---|
| — | 2 | 1932 | 682 |
| Б | 0 | ||
| 1 | |||
| 2 | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | |||
| К | 0 | ||
| 1 | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| Н | 0 | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| М | 0 | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| Р | 0 | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | 1973 | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | |
| 2 | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| Т | 0 | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | 1973 | 6Т11, 6Т11П | |
| 2 | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| Д | 0 | 1987 | 6Д10, 6ДМ80Ш |
| 1 | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | 1987 | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | |
| 3 | 6ДМ83Ш |
Табл. 2.
2.
Металлорежущие станки подразделяют по степени универсальности.
Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными. Универсальные станки используют в единичном и мелкосерийном производстве.
Специализированные станки служат для обработки деталей в серийном производстве, сходных по конфигурации, но различных по размеру. Специальные станки предназначены для обработки деталей одного типоразмера и их используют главным образом в массовом производстве. Модели специальных и специализированных станков обозначают одной — двумя буквами, к которым добавляют порядковый номер модели станка.
В металлорежущих станках различают пять классов точности: Н, П, В, А и С.
К классу Н принадлежат станки нормальной точности (например, 6P12).
Класс П— это станки повышенной точности, которую обеспечивают повышением качества изготовления и сборки станков нормальной точности (например, 676П).
Класс В — станки высокой точности, которую достигают при специальной конструкции отдельных узлов и высоких требованиях к изготовлснию, сборке и регулировке станка (например, 6А75В).
Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В.
Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А и В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала.
Станки классов В, А, С эксплуатируют в помещениях с постоянной температурой и влажностью.
По габаритным размерам и массе, которые в значительной степени определяются параметрами тех деталей, для обработки которых предназначен станок, станки делят на легкие (до 1 т) , средние (до 10 т) и тяжелые (свыше 10 т) . Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)
Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)
Фрезерные станки: общие сведения, классификация, обозначение
- Фрезерные станки: общие сведения, классификация, обозначение
- Станки консольно-фрезерные
- Консольно-фрезерные станки, выпускаемые в СССР и СНГ
- Условные обозначения серийно выпускаемых металлорежущих станков
Содержание
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.
 )
)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе.
Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. На консоли расположены салазки 6 и поворотный стол 7.
Горизонтальный консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный, не меняющий своего места шпиндель 2. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от Универсального консольного фрезерного станка рабочий стол не поворачивается вокруг вертикальной оси.
ШирокоУниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Станки консольно-фрезерные
Консольно-фрезерные станки — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.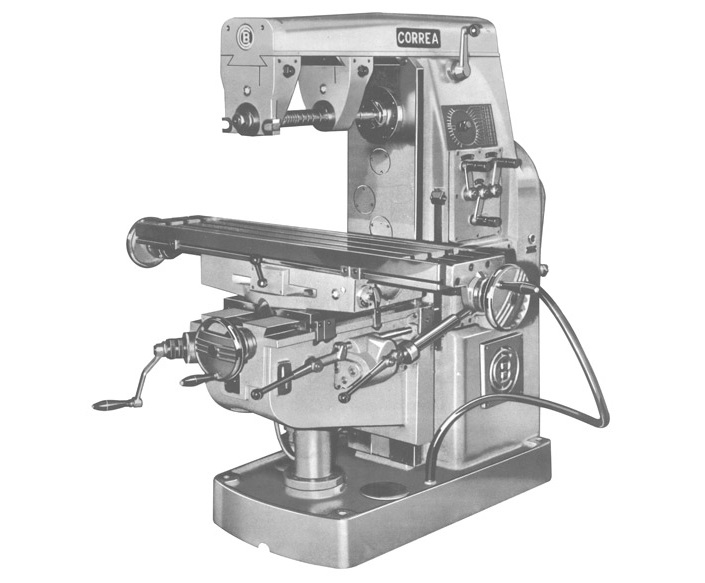
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях.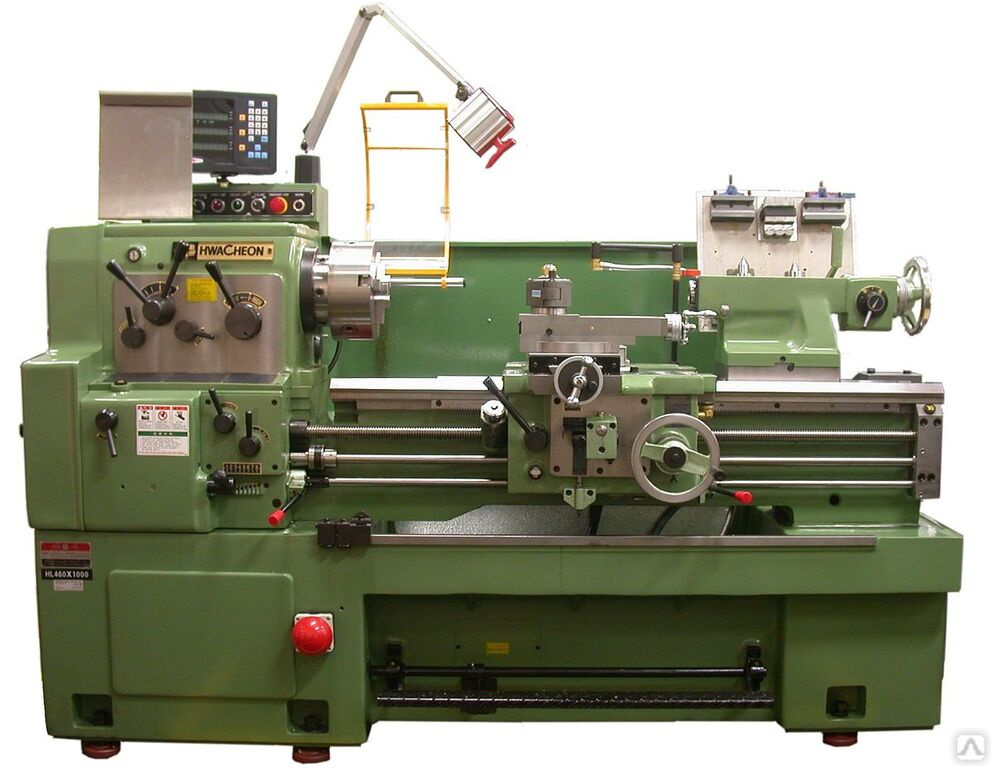 При этом возможна одновременная работа горизонтального и вертикального шпинделей
При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| Серия | Размер | Изготовитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
ВМЗ — Воткинский машиностроительный завод. В настоящее время — Воткинский Завод, ОАО
В настоящее время — Воткинский Завод, ОАО
ГЗФС — Горьковский завод фрезерных станков. В настоящее время — Завод Фрезерных Станков ЗФС, ООО
ДЗФС — Дмитровский завод фрезерных станков. В настоящее время — Дмитровский завод фрезерных станков ДЗФС, ООО
УЗТС — Ульяновский завод тяжелых и уникальных станков УЗТС. В настоящее время — Ульяновский завод тяжелых и уникальных станков УЗТС, ООО
ВСЗ — Воронежский станкостроительный завод.
Жальгирис — Вильнюсский станкостроительный завод «Жальгирис»
Условные обозначения серийно выпускаемых металлорежущих станков
Более подробно — Условные обозначения серийно выпускаемых фрезерных станков.
6 — фрезерный станок (номер группы по классификации ЭНИМС)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 — горизонтально-фрезерный)
1 – исполнение станка — типоразмер (0, 1, 2, 3, 4) (1 — размер рабочего стола — 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, повышенная мощность двигателя главного движения).
П – повышенная точность станка — (н, п, в, а, с) по ГОСТ 8-82
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Рубикон, ООО
Читайте также: Заводы производители фрезерных станков в России
Связанные ссылки
Паспорта и схемы к вертикальным фрезерным станкам и оборудованию
Каталог справочник вертикальных фрезерных станков и их аналогов
Фрезерные станки | Узнайте об их возможностях в Wisconsin Metal Tech
На протяжении многих лет фрезерование считалось наиболее распространенным и универсальным из многочисленных доступных процессов обработки. Он охватывает множество операций, начиная от отдельных деталей и заканчивая фрезерованием крупногабаритных тяжелых групп.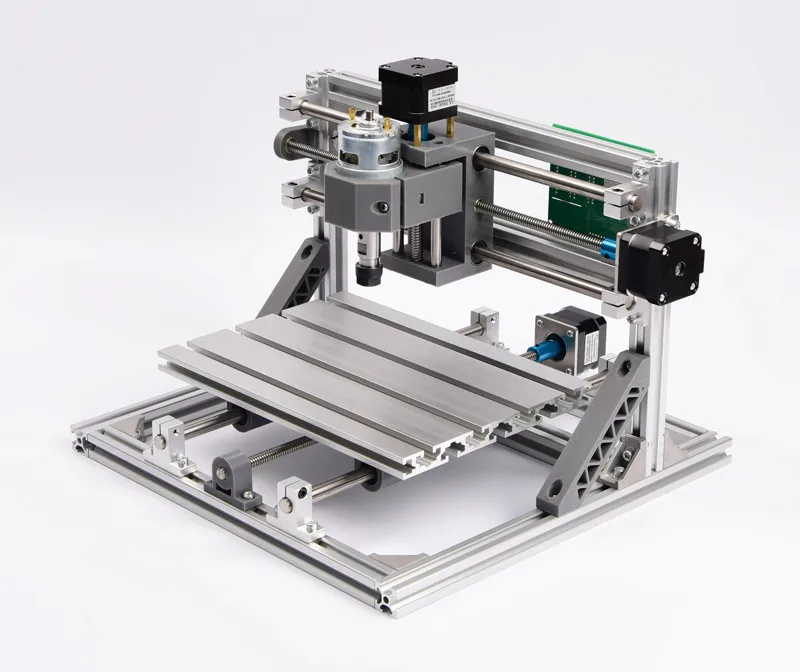 Фрезерные станки с ЧПУ обрабатывают дерево, металл и другие твердые материалы. Процесс фрезерования завершается динамическими движениями вращающейся многолезвийной фрезы и многоосевым движением заготовки. Эти машины часто автоматизированы, чтобы обеспечить бесперебойное производство. Они могут располагаться как в вертикальном, так и в горизонтальном положении.
Фрезерные станки с ЧПУ обрабатывают дерево, металл и другие твердые материалы. Процесс фрезерования завершается динамическими движениями вращающейся многолезвийной фрезы и многоосевым движением заготовки. Эти машины часто автоматизированы, чтобы обеспечить бесперебойное производство. Они могут располагаться как в вертикальном, так и в горизонтальном положении.
Фрезерные станки часто оснащены многочисленными инструментальными головками. Которые удаляют материал путем шлифования или выполнения крошечных надрезов. Чтобы назвать несколько, некоторые из наиболее распространенных головок инструментов включают фрезы, округляющие фрезы, рифленые фрезы и шаровые концевые фрезы. С помощью компьютерного программирования эти головки инструментов могут меняться в процессе работы в зависимости от необходимой задачи и обрабатываемой детали.
Фрезы
Самая основная инструментальная головка, используемая на фрезерном станке, — это фреза. В зависимости от заготовки удаление материала осуществляется с помощью фрезы с многочисленными наборами зубьев.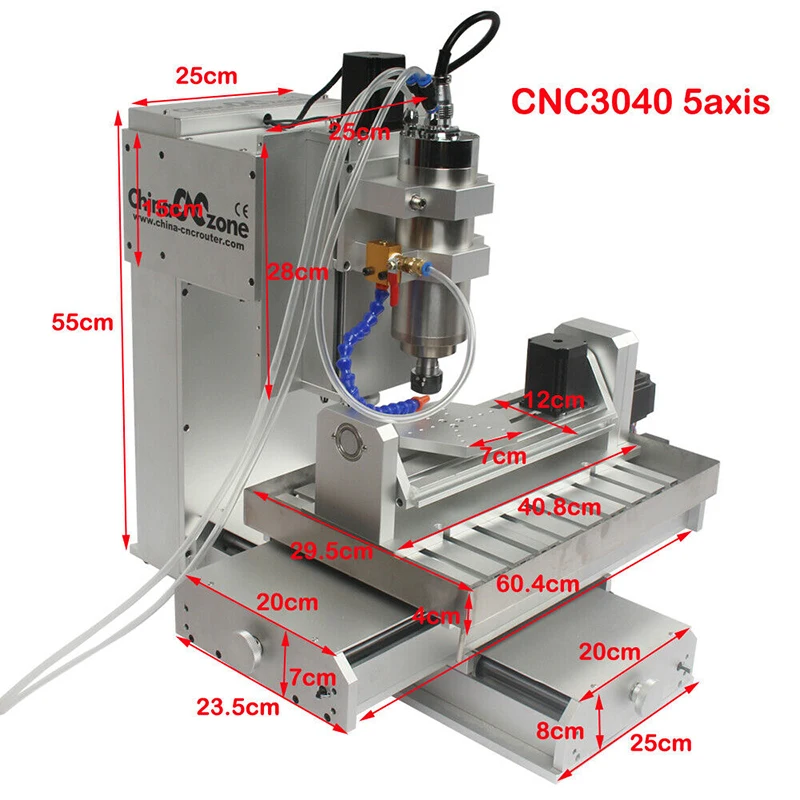 Это позволяет фрезе быстро вращаться или продвигать материал через фрезу очень медленно. Часто фрезерные станки используют комбинацию этих подходов. Скорость подачи или скорость, с которой заготовка продвигается через фрезу, может значительно различаться из-за этих комбинаций.
Это позволяет фрезе быстро вращаться или продвигать материал через фрезу очень медленно. Часто фрезерные станки используют комбинацию этих подходов. Скорость подачи или скорость, с которой заготовка продвигается через фрезу, может значительно различаться из-за этих комбинаций.
Типы фрезерных станков и их функции
Существует несколько типов фрезерных станков, каждый из которых служит уникальной цели и обладает своими отличительными функциями. Ниже перечислены некоторые из наиболее распространенных фрезерных станков и краткое описание того, чем каждый из них отличается от предыдущего.
Обычная вертикальная и горизонтальная
- Стандартные машины могут располагаться вертикально или горизонтально. Оснастка этих машин обычно крепится к револьверной головке и вертлюгу, которые располагаются параллельно рабочей поверхности. Это дает инструменту возможность свободно перемещаться по рабочему пространству и обеспечивать жесткие допуски.
Универсальные горизонтальные станки
- По сравнению с простым горизонтальным фрезерным станком, универсальные горизонтальные станки имеют корпус поворотного стола, который позволяет рабочему столу поворачиваться на угол до 45 градусов в любом направлении от его стандартного положения.
 Этот поворотный корпус упрощает операции углового и спирального фрезерования. На универсальный станок также можно установить различные приспособления, такие как делительное приспособление, поворотные столы и другие специальные приспособления.
Этот поворотный корпус упрощает операции углового и спирального фрезерования. На универсальный станок также можно установить различные приспособления, такие как делительное приспособление, поворотные столы и другие специальные приспособления.
Фрезерные станки плунжерного типа
- Станки плунжерного типа выгодны тем, что они позволяют размещать инструмент на большем расстоянии от заготовки. Для этого типа станков характерен шпиндель, закрепленный на подвижном корпусе, который может перемещаться в заданной горизонтальной плоскости.
Поворотная режущая головка Фрезерные станки плунжерного типа
- Преимущество использования поворотной фрезы заключается в том, что этот станок может вращаться из полностью вертикального положения шпинделя в полностью горизонтальное положение шпинделя. Их также можно зафиксировать под любым желаемым углом между вертикальной и горизонтальной ориентацией. Эти типы фрезерных станков имеют подвижный рабочий стол, предоставляющий пользователю широкие возможности для движения и ориентации.
 Существует множество поворотных резаков, которые также включают автоматическую или ручную настройку для расширения возможностей работы.
Существует множество поворотных резаков, которые также включают автоматическую или ручную настройку для расширения возможностей работы.
Свяжитесь с нами сегодня, чтобы узнать, как мы можем помочь.
Что такое фрезерование с ЧПУ? Все, что вам нужно знать о фрезерных станках с ЧПУ
Бесчисленное множество продуктов, от смартфонов до сверхзвуковых самолетов, стало возможным благодаря надежности и универсальности фрезерных станков с ЧПУ. Это идеальный метод для быстрого прототипирования, а также для массового производства изделий из пластика и металла. Давайте подробнее рассмотрим некоторые замечательные преимущества и области применения фрезерной обработки с ЧПУ.
Что такое фрезерование с ЧПУ?
Фрезерование с ЧПУ — это производственный процесс, в котором используется режущий инструмент, установленный на вращающемся шпинделе, для выборочного удаления материала с блока необработанного субстрата. Заготовка жестко закреплена на столе, и этот стол перемещается или вращается в разных плоскостях, поэтому инструмент может работать под разными углами. Сложные фрезерные станки с ЧПУ могут иметь 5 или более осей независимого движения, чтобы создавать более сложные формы или избегать перемещения заготовки на отдельный станок.
Сложные фрезерные станки с ЧПУ могут иметь 5 или более осей независимого движения, чтобы создавать более сложные формы или избегать перемещения заготовки на отдельный станок.
Какие оси движения на типичном фрезерном станке с ЧПУ?
Ось движения фрезерного станка с ЧПУ основана на системе измерения координат X-Y-Z. Все машинисты ссылаются на это при описании основных движений мельницы относительно оператора, стоящего лицом к машине. Например, стандартный фрезерный станок с ЧПУ имеет три оси. Фрезерный шпиндель представляет собой ось Z, перемещающуюся вверх и вниз. Ось X — слева направо, ось Y — спереди назад.
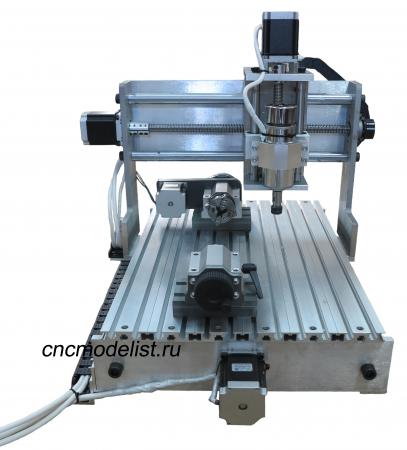
Поворотные столы могут быть добавлены к фрезерным станкам с ЧПУ для обеспечения дополнительных движений, в то время как 5-осевые станки уже имеют встроенные вращающиеся рабочие столы.
Каковы преимущества компьютерного числового управления для фрезерования с ЧПУ?
Все эти движения станков с ЧПУ основаны на компьютерном числовом управлении, которое представляет собой компьютерную программу, полученную из цифрового 3D-файла желаемой готовой детали.
Ранние автоматизированные станки полагались на перфокарты для систематического управления их основными движениями. Эта технология работала, но это была медленная и громоздкая система, и перфокарты нельзя было модифицировать после изготовления. Позже они были заменены магнитными лентами, дисководами и теперь полностью цифровыми инструкциями в G-коде.
Изображение предоставлено Solidworks
Эта система управления не только быстра и точна, но, в отличие от более ранних систем, ее можно легко модифицировать по мере необходимости, построчно и в режиме реального времени, для точной настройки программы обработки. для наилучших результатов фрезерования с ЧПУ.
Каковы преимущества автоматических устройств смены инструмента для фрезерных станков с ЧПУ?
Для изготовления готовой детали из блока материала требуется множество различных инструментов, каждый из которых выполняет очень специфическую функцию обработки с ЧПУ. Изменение этих инструментов по одному вручную было бы непомерно трудоемким и неэффективным.
Изменение этих инструментов по одному вручную было бы непомерно трудоемким и неэффективным.
Чтобы противостоять этому, фрезерные станки с ЧПУ имеют вращающиеся карусели, где все необходимые инструменты предварительно загружены на отдельные держатели. При необходимости эти фрезерные и обрабатывающие инструменты с ЧПУ можно автоматически заменить на шпинделе в течение нескольких секунд.
Карусель для инструментов Haas VF-2SS
Карусель на этом фрезерном станке Haas VF-2SS может вмещать до 30 инструментов, плюс один на шпинделе. Это гарантирует, что все обычные фрезерные операции с ЧПУ могут быть выполнены за один установ. Мы еще больше повышаем эту эффективность, используя автоматизированную систему подачи инструмента от Gühring. Имея на складе более десяти тысяч фрез, мы всегда уверены, что у нас есть подходящий инструмент для обработки с ЧПУ для каждой фрезерной и токарной работы с ЧПУ.
Различные предварительно установленные режущие инструменты
Важность удержания заготовки для обрабатывающих центров с ЧПУ
На обрабатывающем центре с ЧПУ заготовка устанавливается в фиксированном положении на рабочем столе, в то время как инструмент перемещается вокруг нее. . В этом принципиальное отличие от токарной обработки с ЧПУ на токарном станке, где заготовка вращается, а инструмент остается неподвижным.
. В этом принципиальное отличие от токарной обработки с ЧПУ на токарном станке, где заготовка вращается, а инструмент остается неподвижным.
Из-за этой принципиальной разницы в движении детали удерживаются на месте совершенно по-разному на этих двух машинах. Например, при токарной обработке с ЧПУ все детали устанавливаются на шпиндель. Они концентричны и поэтому надежно удерживаются трехкулачковым патроном точно по центральной линии детали, каждый раз одинаково. Этого нельзя сказать о фрезеровании с ЧПУ, где требуются разные стратегии удержания.
5-осевая система крепления инструмента
Простые прямоугольные формы легко удерживать на месте, либо закрепляя их в тисках, либо прижимая непосредственно к поверхности стола.
Однако для других необычных форм или деталей могут потребоваться специальные удерживающие приспособления, которые могут сделать проект обработки с ЧПУ более сложным и трудоемким. Мы разработали несколько собственных, которые позже были запатентованы.
