Что такое зенкер: Зенкер – что это такое?
Содержание
Что такое ЗЕНКЕР, определение термина в Словарь иностранных слов
Все словариБольшой юридический словарьОднотомный большой юридический словарьСправочник лекарственных средствЭнциклопедия БиологияФинансовый словарьЭкономический словарьБольшой бухгалтерский словарьМедицинский словарьМорской словарьСоциологический словарьСексологический словарьАстрономический словарьБизнес словарьПолитический словарьСловарь литературных терминовМедицинский большой словарьЭнциклопедический словарьСловарь ЕфремовойЭнциклопедия КольераЭнциклопедия Брокгауза и ЕфронаТолковый словарь УшаковаСловарь ОжеговаСловарь ДаляСловарь наркотического сленгаСловарь воровского жаргонаСловарь молодёжного слэнгаСловарь компьютерного жаргонаМеталлы и сплавы. СправочникТолковый строительно-архитектурный словарьАрхитектурный словарьДжинсовый словарьСловарь по ландшафтному дизайнуАвтомобильный словарьКулинарный словарьСтроительный словарьПолиграфический словарьСловарь модыYoga Vedanta DictionaryСловарь йогиСловарь терминов Йоги и ведантыСозвездия, латинские названияСловарь музыкальных терминовБиографический словарьСловарь эпитетовСловарь курортовСловарь русских технических сокращенийЭтимологический словарь ФасмераСловарь иностранных словСловарь фразеологизмовСловарь географических названийСловарь символовСловарь синонимовСловарь нумизматаСловарь имёнСловарь мерСловарь русских фамилийЭтнографический словарьСловарь лекарственных растенийСловарь народовИсторический словарьРелигиозный словарьСловарь по мифологииБиблейская энциклопедияСловарь по искусствуФилософский словарьСловарь логикиПсихологический словарьВсё о вине, энциклопедический словарьКнига о вкусной и здоровой пищеКулинарный словарьПищевые добавкиСловарь алкогольных напитковЭнциклопедия трезвого образа жизни
-
ЗЕНКЕР — а, м. , тех. Многолезвийный режущий инструмент для чистовой обработки отверстий. Зенковать — обрабатывать отверстия зенкером.
, тех. Многолезвийный режущий инструмент для чистовой обработки отверстий. Зенковать — обрабатывать отверстия зенкером. -
Ivanov Alex
Выберите букву
А
Б
В
Г
Д
Е
Ж
З
И
Й
К
Л
М
Н
О
П
Р
С
Т
У
Ф
Х
Ц
Ч
Ш
Э
Ю
Я
Популярные слова
РУТИНА
КЛИФ
ФИСКАЛ
ЕПАНЧА
ТОМПАК
БАЛЕТМЕЙСТЕР
ОКСИГЕН
БАЛЕТ
ТОН
ВАТИКАН
ГЕРОЙ
МОЛ
РУЛЬ
АМПУЛА
ДАМА
ФРАНШИЗА
ТЕФТЕЛИ
ТУФ
МИНУТА
СЕРВИЛИЗМ
|
Зенкерование Категория: Зенкерование и развертывание Зенкерование Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьем, ковкой или штамповкой, или предварительно просверленных с целью увеличения диаметра. Рис. 1. Особые случаи сверления: Рис. 2. Сверло-лопатка В. И. Красавцева Зенкерование обеспечивает точность обработки отверстий в пределах 8 —13-го квалите-тов, шероховатость обработанной поверхности в пределах .4 —6-го классов. Зенкерование — операция более производительная, чем сверление, так как при равных (примерно) скоростях резания подача при зенкеровании допускается в 2,5 — 3 раза больше, чем при сверлении. Инструментом, которым выполняют зенкерование, является зенкер, который, как и сверло, закрепляют в коническом отверстии шпинделя станка. Работает зенкер так же, как и сверло, совершая вращательное движение вокруг оси, а поступательное — вдоль оси отверстия. По внешнему виду цельный зенкер напоминает сверло и состоит из тех же основных элементов, но имеет больше режущих кромок (3 — 4) и спиральных канавок. Три-четыре режущие кромки лучше центрируют инструмент в отверстии, придают ему большую жесткость, чем обеспечивается получение высокой точности. Зенкер состоит из рабочей части, шейки, хвостовика и лапки. Рабочая часть состоит из режущей (заборной) и калибрующей частей. Рис. 3. Зенкер Рис. 4. Геометрия зуба зенкера: Рис. 5. Зенкеры: Зенкерование является либо окончательной обработкой отверстия, либо промежуточной операцией перед развертыванием отверстия, поэтому при зенкеровании оставляют еще небольшие припуски для окончательной отделки отверстия разверткой (так же, как и после талла, а направляющая часть служит для направления зенкера в отверстии, для зачистки поверхности, для придания отверстию правильной цилиндрической формы и получения правильного размера отверстия. Ленточки (фаски) на направляющей части зенкера уменьшают трение и облегчают резание. Зенкеры имеют переднюю поверхность, режущие кромки, сердцевину, заднюю поверхность, ленточки, а также углы: а — задний, у — передний, р — в плане, ш — наклона винтовой канавки, величины которых определяют в зависимости от твердости металлов. Зенкеры изготовляют из быстрорежущей стали двух типов: с коническим хвостовиком (зенкер № 1), насадные (зенкер № 2). Цельные зенкеры с коническим хвостовиком и насадные зенкеры предназначаются для предварительной (зенкер № 1) и окончательной (зенкер № 2) обработки отверстий. Цельные зенкеры с коническим хвостовиком (рис. 239, а) изготовляют диаметром от 10 до 40 мм и длиной рабочей части от 80 до 200 мм с числом зубьев 3. Насадные зенкеры изготовляют диаметром от 32 до 80 мм и длиной от 10 до 18 мм с числом зубьев. Для предварительной (зенкер № 1) и окончательной (зенкер № 2) обработки отверстий в деталях из чугуна и стали изготовляют цельные зенкеры с коническим хвостовиком и насадные, оснащенные пластинками из твердого сплава. Кроме того, изготовляют зенкеры насадные со вставными ножами (рис. 239, в), из быстрорежущей стали для предварительной (зенкер № 1) и окончательной (зенкер № 2) обработки отверстий в деталях из чугуна и стали, а также зенкеры со вставными ножами, оснащенными пластинками из твердого сплава (ВК6, ВК8, ВК6М, ВК8В, Т5К10, Т14К8, Т15К6), имеющие три-четыре ножа (клина) — цельные с коническим хвостовиком и четыре-шесть зубьев — насадные. Зенкерование выполняется на сверлильных станках с подачей в зависимости от диаметра зенкера по чугуну от 0,20 до 0,35 мм на один зуб, а по стали 0,15 — 0,30 мм на один зуб и скоростью резания зенкерами с пластинками из ВК — 55 м/с, а с пластинками из ТК — 80 м/с. В качестве охлаждающей жидкости применяют эмульсию. Для зенкеров со вставными ножами из быстрорежущей стали подачу выбирабт от 0,20 до 0,26 мм на один зуб, скорость резания от 11,6 до 22,5 м/мин в зависимости от диаметра зенкера. В качестве охлаждающей жидкости применяют 5% -ный (по массе) раствор эмульсии в воде. Насадные зенкеры с напаянными пластинками из твердого сплава применяют для развертывания отверстий диаметром от 34 до 80 мм. Они’изготовляются длиной от 40 до 65 мм с числом зубьев не менее 4. Насадные зенкеры соединяют с оправкой с помощью выступа на оправке и выреза на торце зенкера. При зенкеровании отверстий широко применяют комбинированные инструменты, позволяющие совмещать зенкерование со сверлением. Зенкеры изготовляют двух номеров: № 1 для обработки отверстий под развертывание и № 2 для окончательной обработки отверстий. При зенкеровании стружку удаляют сильной струей сжатого воздуха или . воды или перевертывая деталь, если она не тяжелая. При зенкеровании деталей из стали, меди, латуни, дюралюминия применяют охлаждение мыльной эмульсией. Для получения правильного и чистого отверстия припуски на диаметр под зенкерование должны составлять 0,05 (до 0,1 мм) от диаметра. Реклама:Читать далее:Зенкование
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|




инженер поможет — Зенкер по металлу
Операция зенкерования может быть как завершающей в процессе изготовления детали, так и одним из этапов обработки перед нарезкой резьбы. Зенкером обычно дорабатывают отверстие в штамповках, отливках, поковках и заготовках после долбления, расширяя диаметр, после операций растачивания резцами или сверления перед последующим развёртыванием деталей. Этим инструментом можно получить нужный профиль отверстия под крепёж (винты, болты, саморезы) или обработать торцевые плоскости деталей. При отсутствии повышенных требований к качеству деталей и необходимости в нарезке резьбы внутри отверстия, зенкерование будет заключительной операцией технологического процесса. Зенкер помогает убрать дефекты в отливках и т.д. Повышаются показатели шероховатости, исчезают геометрические неточности, такие отклонения от соосности, конусности и овальности и т.п.
Зенкером обычно дорабатывают отверстие в штамповках, отливках, поковках и заготовках после долбления, расширяя диаметр, после операций растачивания резцами или сверления перед последующим развёртыванием деталей. Этим инструментом можно получить нужный профиль отверстия под крепёж (винты, болты, саморезы) или обработать торцевые плоскости деталей. При отсутствии повышенных требований к качеству деталей и необходимости в нарезке резьбы внутри отверстия, зенкерование будет заключительной операцией технологического процесса. Зенкер помогает убрать дефекты в отливках и т.д. Повышаются показатели шероховатости, исчезают геометрические неточности, такие отклонения от соосности, конусности и овальности и т.п.
Зенкеры для металла различаются по строению. Они изготавливаются цельными, насадными, сборными, оснащенными зубьями из твёрдых сплавов, с коническим хвостовиком и без него. Закрепление зенкера осуществляется двумя способами: с помощью конусного хвостовика (трёхзубые для небольших диаметров) и оправки (четырёхзубые для диаметров до 100 миллиметров). На изготовление зенкеров идёт быстрорежущая сталь, на зубья — в зависимости от назначения. Для зенкерования заготовок из стали применяют зубцы из сплава Т15К6, для чугунных –зубья из материала ВК4, ВК6 или ВК8. Режущие пластины напаивают на инструмент. Если зубья съемные, их можно демонтировать для заточки.
На изготовление зенкеров идёт быстрорежущая сталь, на зубья — в зависимости от назначения. Для зенкерования заготовок из стали применяют зубцы из сплава Т15К6, для чугунных –зубья из материала ВК4, ВК6 или ВК8. Режущие пластины напаивают на инструмент. Если зубья съемные, их можно демонтировать для заточки.
Небольшие зенкеры диаметром меньше 32 миллиметров, имеющие три режущие спирали, напоминают с первого взгляда сверло спиральное. В отличие от сверла с двумя канавками, число режущих спиралей зенкера бывает от трёх до шести, а перемычка отсутствует. Несколько направляющих ленточек, по числу зубьев, способствуют точному центрированию прочного режущего инструмента. Лезвия, снимают металл равномерно и производительно слой за слоем, способствуют повышению класса точности расточенного диаметра. Для инструмента, материал которого быстрорежущая сталь, величина угла наклона режущей части 45-60 градусов, у зенкера из твёрдого сплава – 60-75, передний угол 8-15 градусов для стальных деталей, 6-8 для чугунных и 25-30 градусов для цветных сплавов. У твёрдосплавного зенкера стали этот угол равен 0-5 градусов при резании стального изделия, для чугунного он составит 5 градусов. Наклон режущей кромки принимает значения от 10 до 25 градусов. На зубцах заточена фаска размером 1,2-2,8 миллиметра, обеспечивающая верную направленность инструмента.
У твёрдосплавного зенкера стали этот угол равен 0-5 градусов при резании стального изделия, для чугунного он составит 5 градусов. Наклон режущей кромки принимает значения от 10 до 25 градусов. На зубцах заточена фаска размером 1,2-2,8 миллиметра, обеспечивающая верную направленность инструмента.
Существуют следующие виды: зенкер для цилиндрических отверстий (его ещё называют цековкой), зенкер для зачистки торцов, цилиндрическая зенковка и коническая зенковка. При зенковании получаем небольшие углубления в форме конуса или цилиндра, в которые впоследствии вкручиваются болты или винты с соответствующей головкой. Зенкерование применяется как для глухих цилиндрических отверстий, так и для сквозных.
Более точной операцией обработки, которая идёт следом за расточкой зенкером, является развёртывание. Отверстие в заготовке в процессе развёртывания доводится до нужного качества перед нарезанием резьбы. Развёртка представляет собой улучшенную модель зенкера за счёт увеличения количества резцов (от шести до двенадцати) и уменьшения высоты слоя срезаемого металла. Основные части инструмента — хвостовик, закрепляемый в станке, и рабочая часть, которая делится еще на два отрезка — режущий и калибрующий. Калибрующий участок тоже состоит из двух зон – конической, имеющей вид обратного конуса, и цилиндрической. Такая конструкция способствует получению отверстия и снижает трение развёртки о металл во время работы. Резание происходит режущей кромкой, наклонённой под углом к оси инструмента. Развёртки могут быть цельные и насадные, машинные (как видно из названия — для станков) и ручные. По форме обрабатываемых отверстий они бывают конические и цилиндрические.
Основные части инструмента — хвостовик, закрепляемый в станке, и рабочая часть, которая делится еще на два отрезка — режущий и калибрующий. Калибрующий участок тоже состоит из двух зон – конической, имеющей вид обратного конуса, и цилиндрической. Такая конструкция способствует получению отверстия и снижает трение развёртки о металл во время работы. Резание происходит режущей кромкой, наклонённой под углом к оси инструмента. Развёртки могут быть цельные и насадные, машинные (как видно из названия — для станков) и ручные. По форме обрабатываемых отверстий они бывают конические и цилиндрические.
Отверстия с размерами, не превышающими 50 миллиметров, можно обработать вручную инструментом с цилиндрическим хвостовиком. Развёртки закрепляются на токарных агрегатах и прочих станках с помощью хвостовика конусообразного или цилиндрического. Диаметры развёрнутых отверстий от 3 мм до 10 см. Для больших диаметров вплоть до 300 мм или обработки прочных металлов выбирают насадные развёртки с креплением на оправку. Материал для их изготовления – быстрорежущая сталь, зубьями получают из твёрдых сплавов, так же, как и аналогичные сборные зенкеры. Материал цельных развёрток — углеродистая сталь.
Материал для их изготовления – быстрорежущая сталь, зубьями получают из твёрдых сплавов, так же, как и аналогичные сборные зенкеры. Материал цельных развёрток — углеродистая сталь.
На заводах металлообрабатывающей отрасли зенкерование проводится на разных типах станков – сверлильных и фрезерных, расточных и прочих. Во-первых, намечаем начальную позицию для зенкерования. Для этого растачиваем в поковке или отливке резцом канавку длиной только на 5-10 миллиметров. Зенкер впоследствии обработает это отверстие гораздо быстрее резца. Для завершающего зенкерования инструмент используем с диаметром таким же, как диаметр отверстия, которое требуется получить. Кроме размера, при выборе зенкера обращаем внимание ещё на тип материала, из которого получена обрабатываемая заготовка. Важны и другие параметры: назначение изделия, объем производства, где будет располагаться отверстие, насколько режем в глубину, какая скорость резания нам необходима и какой квалитет поверхности мы хотим получить. Определяемся, из какого материала должен быть изготовлен наш инструмент, и с помощью чего мы будет осуществляться его крепление на станке. Для отверстий малых размеров в заготовках из обычного металла, не повышенной прочности, возможно крепление зенкера хвостовиком, в иных случаях надёжно закрепляем его на оправке.
Определяемся, из какого материала должен быть изготовлен наш инструмент, и с помощью чего мы будет осуществляться его крепление на станке. Для отверстий малых размеров в заготовках из обычного металла, не повышенной прочности, возможно крепление зенкера хвостовиком, в иных случаях надёжно закрепляем его на оправке.
Для зенкерования, если оно будет являться завершающей операцией обработки детали, подготавливаем отверстие, растачивая резцом или рассверливая сверлом с учётом припуска 0,8-2 миллиметра. Диаметр зенкера возьмём меньше размера отверстия, предоставив развертке, например, срезать недостающие 0,02-0,04 миллиметра.
При обработке заготовок из стали во избежание сильного нагрева в зоне резания будем использовать охлаждение СОЖ. Для зенкерования диаметра в чугуне или при работе с изделиями из цветных металлов охлаждать рабочую зону не будем.
По ГОСТам и справочникам по металлорезанию выбираем соответствующий зенкер, подходящий для обработки по всем требуемым параметрам:
— изготовленный из быстрорежущей стали, имеющий диаметр 10-40 мм, три, иногда четыре зуба — для получения отверстий в заготовках из стали с диаметром до 40 мм;
— для растачивания отверстий вплоть до 80 миллиметров в стальных изделиях – инструмент с диаметром от 32 до 80 мм, оснащенный съемными зубьями;
— зенкер с тремя, четырьмя зубьями диаметром от 14 до 50 мм – для обработки закаленных металлов, сталей, с которыми могут возникать трудности при резании;
— для зенкерования деталей из чугунов и цветных сплавов предпочтём зенкер перовой;
— специальный зенкер с подачей СОЖ из канавки в корпусе – он нужен для получения глухих отверстий с величиной диаметра 15-25 миллиметров.
Хорошо подобранный инструмент для зенкерования позволить нам сделать отверстие, не затратив много времени, по сравнению с рассверливанием спиральным сверлом или расточкой резцами. Так как скорость резания зенкером — почти как при работе сверлом, а подачи в несколько раз превосходит скорость подачи при сверлении.
Какими бывают эти инструменты в наше время
Зенкеры всех видов изготовлены из высоколегированных стальных материалов, а также сплавов с разным режущим углом. Делятся зенкеры на разные виды. От этого зависит, какой конкретно вид применять?
Эти инструменты различаются, прежде всего, по своей конструкции. Их отличия зависят от условий использования на оборудовании с ЧПУ и на станках, а также от ГОСТа. По конструкции зенкеры делятся на следующие виды.
— Насадной зенкер. Он относится к быстрорежущему типу деталей. Изготавливают его высоколегированных сплавов. Обозначается маркировкой P6M5. Может быть различных диаметров. От 25 до 75 мм.
От 25 до 75 мм.
— Твердосплавный. Это тоже насадной зенкер различных диаметров. В его конструкции присутствуют пластины из твердого сплава. Имеет маркировку ВК8,. Тут есть одна частность — например, маркировка ВК8 25 обозначает, что у зенкера есть пластины из твердого сплава диаметром 25 миллиметров. А если маркировка стоит ВК28 75, то это значит, что диаметр пластины равен 75 миллиметрам. Обычно такой сплав используют при работе с формами из стали или чугуна с высоким содержанием легирующих элементов.
— Еще такой же маркировкой, БК8, отмечаются хвостовые насадные зенкеры. Это деталь, которая оснащена специальным хвостовиком конической формы.
— Цельный. Самый доступный по цене, но в то же время тип зенкеров с наименьшей производительностью. Обычно если вам нужна более точная обработка и большая скорость работы, используются другие, сборные варианты с маркировкой БК8.
Так же зенкер выбирается в зависимости от задач по обработке детали
— Конические. Детали для обработки конических поверхностей на стальных заготовках (под различные датчики, клапаны, и т.д.) и для работы с прочими типами стальных материалов.
Детали для обработки конических поверхностей на стальных заготовках (под различные датчики, клапаны, и т.д.) и для работы с прочими типами стальных материалов.
— Торцевые. Применяются для того, чтобы торцевые плоскости детали были защищены.
— Цилиндрические. Детали изготавливаются по специальным нормам ГОСТ. Зенкеры этого вида предназначаются для обработки поверхностей разного рода цилиндрического вида и формы. Они различны между собой по углу наклона, диаметру, и покрытию, которое моет быть выполнено из разных поверхностей, но общее в них одно — они выполнены из износостойкого материала.
Как зенкеры делятся по этому параметру?
— При обработке чугунных отверстий и высоколегированных сталей используется угол 0-5 градусов.
— При обработке материалов со средней степенью твердости используется угол 8-10 градусов.
— Для обработки легких видов стали используется угол 15-20 градусов.
Другими словами, если использовать зенкер, можно добиться многого. Например, существенно расширить диаметр изделия. К примеру, уровень вхождения становится более точным, поверхность отверстий, есть возможность создавать дополнительные отверстия под разного рода крепежные элементы. К ним относятся, к примеру, болты и др.
Некоторые требования, которым должен соответствовать этот инструмент
Выбранный зенкер (согласно ГОСТ или по справочникам, или и тому, и другому) должен соответствовать следующим техническим условиям применения:
— В изделиях, выполненных из конструкционной стали, расточку отверстий, диаметр которых до 8 сантиметров, проводят оснасткой из быстрорежущей стали. Ее диаметр должен достигать 32-80 мм. На оснастке должны быть надсадные головки.
— Если изделие изготовлено из цветных металлов или чугуна, для расточки глухих отверстий используется перовой инструмент.
— Если изделие было изготовлено из закаленной стали, которую было трудно обрабатывать, нужно использовать для растяжки отверстий в этой детали инструмент с твердосплавными пластинами, их диаметр около 14 мм-5 см. И у инструмента должны быть 3-4 зуба.
И у инструмента должны быть 3-4 зуба.
Чем отличается использование зенкера от смежных операций?
Если использовать зенкер, точно так же, как и рассверливать, то эта процедура выполняется на уже готовых отверстиях. Но результат получается более точным. Почему? В процессе обработки исправляются такие погрешности, как те, которые возникают после штамповки, литья, сверления. Улучшается точность и чистота поверхности отверстия.
Обычное сверло может отклониться от центра из-за того, что у него низкая жесткость. Особенно это актуально при прохождении отверстий большой глубины. Чем же отличается зенкер? У инструмента для зенкерования более высокая жесткость за сет большого количества зубьев. Это обеспечивает большую точность и направление. А меньшая глубина резки обеспечивает большую чистоту.
Если вы хотите зенкеровать в домашних условиях углубления под головки болтов или увеличить диаметр отверстия, то вполне сгодится для этого и обычное сверло. Разумеется, не каждое, а предназначенное специально для этого. Как дополнительный инструмент следует использовать простую дрель, или электрическую. Но если речь идет о производстве, то эта точная операция требует значительной мощности. По этой причине эта обработка выполняется на различных станках:
Разумеется, не каждое, а предназначенное специально для этого. Как дополнительный инструмент следует использовать простую дрель, или электрическую. Но если речь идет о производстве, то эта точная операция требует значительной мощности. По этой причине эта обработка выполняется на различных станках:
— Фрезерных (как вертикальных, так и горизонтальных) — очень редко. Обычно на оборудовании с ЧПУ как часть программы.
— Сверлильных- Очень часто.
— Токарных — тоже очень часто.
— Агрегатных — часто.
— Расточных — достаточно часто, в качестве вторичной операции.
По совету народных умельцев можно изготовить зенкер в домашних условиях. В качестве заготовки берется обломок сверла или любой другой цилиндр. На шлифовальном круге его конец затачивается под гладкий конус. Потом продольно режется канавка с помощью пилы-«болгарки», и еще раз зашлифовываются неровности. В результате получится инструмент, которым можно зенкеровать предварительно рассверленные диаметры и в деревянных, и в металлических деталях.
В результате получится инструмент, которым можно зенкеровать предварительно рассверленные диаметры и в деревянных, и в металлических деталях.
Зенкер. Финишная доработка отверстий | ПроИнструмент
Поменял и забыл |
27.02.2017
Во многих случаях предварительно просверленное отверстие (особенно с использованием ручной дрели) не отличается высоким качеством: кроме торцовых заусенцев, может присутствовать ещё неперпендикулярность оси. Поэтому после сверления часто используют следующий переход – зенкерование, для этой операции нам и потребуется зенкер.
Устройство зенкера и целесообразность применения инструмента
В качестве первичного инструмента для получения отверстий, зенкер использовать невозможно. Его форма не позволит качественно врезаться в древесину, и, тем более, в металл. Иное дело – работать по уже готовой полости, для того, чтобы её улучшить или расширить по диаметру. С этой целью зенкер включает в себя:
- Рабочую часть, в виде многозубого усечённого конуса;
- Направляющую цилиндрическую часть;
- Опорную часть (хвостовик) с посадочным местом под патрон станка или дрели.

Область использования зенкеров ранее была более разнообразной – их использовали не только для рассверливания отверстий, но также и для финишной обработки соответствующих сквозных или глухих полостей в штампованных или литых заготовках. В современных технологиях деформирования внутренние образующие отверстий после точной пробивки/вырубки металлических полуфабрикатов полностью соответствуют зенкерованным. Естественно, что и по производительности зенкерование уступает штамповке. Но, во-первых, иметь штамповочное оборудование может себе позволить далеко не каждый. А, во-вторых, зенкеры по дереву ещё никто не отменил.
Классификацию цельных зенкеров по металлу, согласно ГОСТ 12489-71, можно выполнить для двух групп. К группе №1 относят инструмент, который предназначается для последующего получения особо точных отверстий методом их развёртывания (в качестве примера можно привести расточку гнёзд для сёдел клапанов). №2 применяется, если для использования отверстия для которых достаточным является квалитет Н11 (это соответствует примерно 4-5 классам точности). Стоит напомнить, что точность после сверления не превышает 12 квалитета, при этом биение сверла составляет не менее 0,15…0,20 мм (даже для отлаженных станков и новых свёрл). Зенкерование же даёт 11-й квалитет, при качестве внутренней поверхности отверстия до Rz 15…20.
Стоит напомнить, что точность после сверления не превышает 12 квалитета, при этом биение сверла составляет не менее 0,15…0,20 мм (даже для отлаженных станков и новых свёрл). Зенкерование же даёт 11-й квалитет, при качестве внутренней поверхности отверстия до Rz 15…20.
Соответствие квалитетов ГОСТ и погрешностей размеров в зависимости от их диаметра можно определить при помощи таблицы, которая приведена ниже. При этом следует помнить, что отверстия под последующее их зенкерование должны быть меньше требуемого значения на 0,6…0,8 мм. Тоесть, зенкером снимается весьма небольшое количество материала.
Характерными особенностями зенкера считаются:
- Наличие укороченной режущей части, которая, в отличие от свёрл, имеет форму усечённого конуса.
- Три и более винтовых канавок, которые предназначены для отвода стружки.
- Различная форма посадочной части – от конической, с обычным конусом Морзе, до традиционной цилиндрической по ГОСТ 12489-71, с осевым выступом на торце (зенковки).

Такие конструктивные изменения предусматривают некоторые отличия в технологии зенкерования от сверления. Например, использование смазочно-охлаждающих сред (СОЖ) здесь обязательно, а число оборотов зенкера всегда должно быть меньше, чем сверла по тому же материалу.
Общие правила для подбора зенкера и оборудования
Перед выбором необходимо определиться, что необходимо получить после такой обработки – улучшить качество отверстия, либо повысить его размерную точность. Первый вариант необходим, если в отверстии требуется нарезать резьбу (особенно – с мелким шагом), а второй – если в отверстие будет заводиться калиброванный крепёж в виде винтов, штифтов и т. д.
Учитывая описанный выше профиль рабочего торца зенкера, обрабатывать им можно и поверхности, непосредственно примыкающие к отверстию, например, с целью получения отверстия под потай.
В зависимости от условий отработки различают также цельные стальные зенкеры и инструмент с насадками из твёрдого сплава. В первом случае для изготовления используются быстрорежущие стали типа Р6М5 или Р6М5К5 (работа со стальными заготовками), во втором — для работ по дереву – можно применять и зенкеры из обычной углеродистой стали типа У7 или У8.
Твердосплавные насадные зенкера изготавливают из металлокерамики марок ВК4, ВК3М, минералокерамики ЦМ-332, а также из безвольфрамовых твёрдых сплавов ТМ-1 или ТМ-20. К стальному корпусу такие насадки, имеющие форму пластин, припаивают медью. Преимущества твёрдосплавных насадок к зенкерам – возможность в процессе обработки применять высокооборотистые режимы резания.
Долговечность зенкера определяется режимом его термической обработки, и, соответственно – твёрдостью. Рабочая часть инструмента, изготовленного из быстрорежущей стали, должна быть не менее HRC 62…64, а хвостовика — в пределах HRC 35…45. Зенкеры из углеродистых инструментальных сталей обладают твёрдостью рабочей части в HRC 56…60. Зенкеры по металлу с малыми диаметрами (до 6 мм) при покупке целесообразно проверять на твёрдость, используя тарированный напильник.
Зенкеры по металлу с малыми диаметрами (до 6 мм) при покупке целесообразно проверять на твёрдость, используя тарированный напильник.
Для зенкеров по дереву используются также сборные и цельные конструкции. Эта технология для производства менее трудоёмкая, однако сборно-сварные исполнения инструмента весьма чувствительны к радиальному, и, особенно – торцевому – биению, поэтому техническое состояние патрона станка или дрели должно проверяться более тщательно.
При подборе типоразмера зенкера требуется учитывать не только размерный диапазон обрабатываемых отверстий, в частности, их глубины, но и реальную мощность используемого оборудования. Дело в том, что зенкерование – более энергозатратная операция, в сравнении со сверлением. Она требует повышенной мощности привода, поскольку всегда производится со значительными силовыми нагрузками на инструмент. Поэтому выбор, в частности, дрели обуславливается не только возможностью её функционирования на пониженных оборотах, но и достаточной мощностью двигателя (не менее 1,6 кВт).
Следует, однако, помнить, что наиболее качественным считается зенкерование, которое выполняется на станке. Тут с успехом используются и сверлильные, и токарные, и расточные станки. Для обработки можно приспособить также и фрезерный станок, однако лишь при наличии на нём устройства ЧПУ.
Домашние мастера обычно приобретают зенкеры в наборе. Это удобно и выгодно, но при этом следует проверить возможность установки хвостовика в патрон основного оборудования.
Зенкерование по металлу и дереву. Особенности
Вначале выбирают конструктивное исполнение зенкера. Например, обработку заготовок из цветных металлов и сплавов можно вести обычным перовым зенкером, а для зенкерования высокоуглеродистых сталей подойдёт инструмент по металлу с 3…4 зубьями, при этом угол усечённого конуса может варьироваться в диапазоне 60…90º.
Технология производства данных операций включает в себя:
- Проверку прямолинейности оси предварительно выполненного отверстия. Для этого используют нутромер, а деталь укладывают на ровную жёсткую плоскость.
- Для заготовок из литых сплавов – пробную расточку до глубины в 5…10 мм. Это позволяет исключить влияние возможной несплошности литой структуры заготовки на биение зенкера.
- Смачивание СОЖ передней кромки отверстия (для чугунных заготовок, а также изделий из цветных металлов это необязательно). В дальнейшем подачу СОЖ выполняют по имеющимся винтовым канавкам.
- Силовую подачу зенкера по мере его внедрения в металл (усилие возрастёт в 2,5…3 раза, но это не является причиной неисправности).
- Постепенное снижение подачи по мере приближения к противоположному торцу отверстия.
После обработки заготовки зенкером с развитой направляющей частью, последующий проход инструмента по отверстию не нужен.
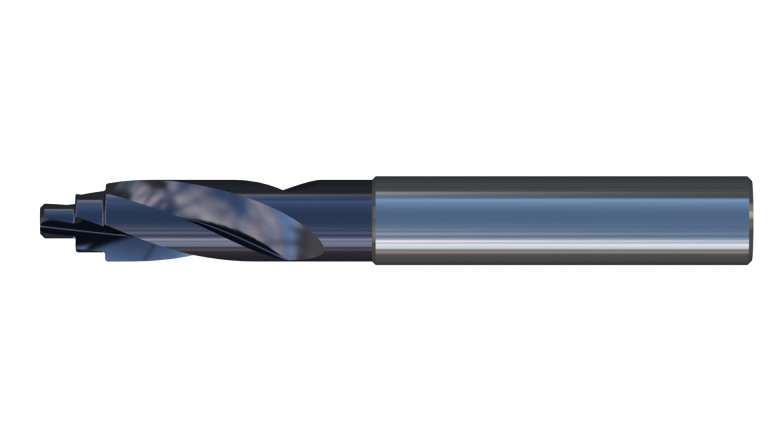
Особый интерес у домашних мастеров вызывает комбинированный инструмент сверло-зенкер. Он представляет собой ступенчатое сверло, на торце которого оформлена зенкерующая часть. Для снижения износа и усилия продольной подачи эта часть снабжается полусферическими канавками, куда периодически поступает СОЖ, и выводится образующаяся стружка.
Он представляет собой ступенчатое сверло, на торце которого оформлена зенкерующая часть. Для снижения износа и усилия продольной подачи эта часть снабжается полусферическими канавками, куда периодически поступает СОЖ, и выводится образующаяся стружка.
Поскольку сверло-зенкер по мере своего углубления в металл работает в различных условиях, то к его исполнению предъявляется ряд дополнительных требований:
- Наибольшую долговечность будет иметь рабочий инструмент с поверхностным высокостойким покрытием из нитрида титана или вольфрама. Воронёный инструмент (чёрного цвета) будет обладать несколько меньшей стойкостью;
- Наборы из нескольких типоразмеров свёрл-зенкеров помогают при окончательной обработке отверстия формировать в его торце коническую переходную часть под крепёж нужных размеров;
- Рабочая часть сверла должна быть минимально допустимой, при которой обеспечивается устойчивая обработка: длинные инструменты резко теряют в своей устойчивости от продольного изгиба, что, учитывая повышенную твёрдость, мгновенно приведёт к поломке.

Зенкеры по дереву отличаются не только материалом, но и формой торца рабочей части. Удобно пользоваться также специальной зенкерующей насадкой, которая надевается сверху на обычное сверло, и прикрепляется к нему при помощи винта. При этом качество сверления обеспечивается правильной заточкой сверла и оптимальным выбором его материала. Для глубоких заготовок (размерами выше 40…50 мм) рациональнее использовать свёрла из воронёной инструментальной стали, в то время как для менее толстых изделий лучшую долговечность показывают твёрдосплавные зенкеры.
Зенкерующая насадка под основной инструмент имеет ещё одно эксплуатационное преимущество: она – двухсторонняя, поэтому, будучи насаженной на сверло своей противоположной частью, может эффективно применяться как ограничитель глубины обработки полости.
Основные особенности зенкеров по дереву:
- Изготовленная под углом 90° рабочая форма торца.
- Увеличенное до 5 количество зубьев.
- Возможность применения также и для зенковки отверстия, без изменения его диаметра.

- Зависимость количества режущих кромок от обрабатываемого материала: для мягких пород древесины – сосны или липы – обычно достаточно одной режущей кромки. В то же время, при необходимости обработки дерева вдоль волокон, из-за опасности скола количество режущих кромок — две и более.
Конструкции такого инструмента различаются также в зависимости от материала изделия. Например, для фанеры или ДСП выбирается свой зенкер.
Хороший набор свёрл по дереву обязательно включает в себя и зенкер (как самостоятельно, так и в качестве насадки на основной инструмент).
Ручной гайковёрт. «Мясорубка» дальнобойщика
Как намагнитить отвёртку?
что это? Отвечаем на вопрос.

Технологический процесс изменения размеров и форм деталей, как правило, не обходится без такого вида механической обработки, как зенкерование. В переводе с немецкого, слово означает «проходить», «углублять». Если говорить точнее, то это процесс, во время которого увеличивают диаметр отверстий. Его можно сравнить с рассверливанием. Зенкерование – это механическая операция, во время которой производится растачивание отверстий, с целью повышения качества их поверхности и точности.
Получение отверстий
Для того чтобы досконально разобраться в том, что такое зенкерование, необходимо иметь представление, как делают отверстия в деталях. Допустим, в заготовке необходимо просверлить отверстие пятого класса точности диаметром 12 мм.
Для этого понадобится сверлильный станок и 3 рабочих инструмента: сверло, зенкер и развертка. Каждый из них предназначен для обработки проходов, ведь сверление зенкерование, развертывание – это операции очень похожие между собой. В первую очередь в заготовке проделывают отверстие при помощи сверла, однако диаметр его будет значительно меньше необходимого, допустим в половину – 6 мм.
Это будет черновая обработка. Далее его рассверливают зенкером до необходимого диаметра 12 мм (получистовая операция). Кроме того, зенкерование обеспечит 7 класс точности.
Для того чтобы отверстие было 5 класса, необходимо использовать развертку. Она обеспечит необходимые предельные размеры и припуск – чистовая и завершительная обработка отверстия. Зенкерование и развертывание, как правило, выполняют на один и тот же диаметр, различаются лишь предельные размеры, и, поскольку развертка обеспечивает более низкий класс точности, припуск на развертывание выбирают с высокой точностью.
Зенкерование и зенкование
Очень часто данные понятия путают между собой из-за того, что они очень похожи в названиях. Однако, если зенкерование – это процесс, во время которого зенкер растачивает отверстие на всю глубину, то зенкованием называют обработку верхней его части.
Это необходимо для образования углублений под потайные головки элементов крепления (болты, заклепки, винты).%20%D1%81%20%D0%BA%D0%BE%D0%BD%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%BC%20%D1%85%D0%B2%D0%BE%D1%81%D1%82%D0%BE%D0%B2%D0%B8%D0%BA%D0%BE%D0%BC.jpg) Зенковка – инструмент для зенкования, отличается от зенкера формой рабочей части.
Зенковка – инструмент для зенкования, отличается от зенкера формой рабочей части.
Материал и виды зенкеров
Как и любой другой режущий инструмент, зенкер классифицируется по типу конструкции, по форме и виду обработки, а также по материалу, из которого его изготавливают.
Поскольку данный инструмент обладает высокой жесткостью, как правило, его делают из быстрорежущей стали, однако нередко можно встретить зенкера из конструкционного легированного (40Х) и углеродистого (Ст45) сплава.
Зенкерование — это сглаживание и очищение поверхности, поэтому сам инструмент имеет большое количество режущих кромок. Зенкеры могут быть хвостовыми сборными с вставными ножами, хвостовыми цельными, насадными сборными и насадными цельными.
Если рассматривать с точки зрения экономичности, то, конечно же, сборные инструменты имеют более высокую стоимость, но и срок их эксплуатации гораздо больше, поскольку вышедшие из строя кромки можно заменить.
Длина и диаметр
Поскольку сверление, зенкерование — процессы довольно похожие, то сверло (в особенности это касается спиральных сверл) и зенкер имеют практически одинаковое строение. Каждый из инструментов имеет режущую часть, которая непосредственно делает отверстие в детали.
Каждый из инструментов имеет режущую часть, которая непосредственно делает отверстие в детали.
Различие состоит в том, что у зенкера нет поперечной режущей кромки, но имеется от трех до шести зубьев. Его рабочая часть состоит из калибрующей и режущей составляющих. Длина второй зависит от глубины зенкерования. Калибрующая часть – это продольные ленточки вдоль режущей кромки. Их ширина зависит от диаметра зенкера (0,8-2,5 мм), а высота – 0,2-0,9 мм.
Зенкерование – это механическая операция, похожая на рассверливание. Если же её целью является растачивание отверстия для последующего развертывания, то диаметр зенкера выбирают меньше, с учетом припуска на последнюю чистовую операцию. К тому же, поскольку требуемая точность этого инструмента ниже, чем для развертки, абсолютные значения отклонений могут быть гораздо больше.
В другом случае зенкерование отверстий – это и есть последняя чистовая обработка, требуемая для детали с допуском по 11, 12 квалитету. Тогда инструмент выбирают с учетом разбивки и запаса на изнашивание, а его диаметр должен соответствовать диаметру отверстия.
Проектирование и расчет
Для того чтобы диаметр необходимого отверстия был максимально точным, выполняют проектирование зенкера. Таким образом можно найти максимальный и минимальный диаметр необходимого инструмента, определить материал его режущей части и выполнить расчет режимов резания.
Важный показатель, который влияет на максимальные и минимальные значения – это требуемый квалитет. Например, необходимо выполнить чистовое зенкерование отверстия на диаметр 85 мм с квалитетом Н11. Исходя из таблиц полей допусков отверстий при номинальных размерах от 1 до 500 мм, для 11 квалитета (для диаметров от 80 мм до 120 мм) поле допуска составляет: верхнее значение – «+220», а нижнее –«0», то есть 85 +220мм. Максимальный диаметр рассверливаемого отверстия не может превышать 85,22 мм, а минимальный – 85 мм.
При этом допуск на размер — это разница между DmaxиDmin, то есть он будет составлять 0,22 мм. Если же говорить о браке, то для отверстия неисправимым будет считаться диаметр выше значения 85,22 мм, а исправимым – меньше 85 мм.
Заточка развертки или зенкера под заказ в Москве и МО
Главная / Заточка развертки в Москве
Рассчитать стоимость
Увеличение и заключительная обработка предварительно сделанных в металле отверстий происходит специальным инструментом – зенкером. По внешнему виду он напоминает обычное сверло, но отличается наличием большим количеством рабочих кромок, зубьев, канавок.
Процесс обработки металла с его помощью называется зенкерования. Но со временем может потребоваться заточка зенкера, и выполнить правильно ее может не каждый человек.
Чтобы сохранить зенкер и не испортить его следует обратиться в нашу компанию. Специалисты быстро и качественно произведут заточку зенкера и вернут ему былую остроту.
Что такое зенкер
Он необходим в металлообработке и применяют его для осуществления следующих технологических процессов:
- увеличения предварительно сделанного отверстия;
- рассверливания отверстия до нужного размера;
- финишной обработки;
- создания пазов, канавок, необходимых для фиксации.
Различаться инструмент может по назначению. Он предназначается:
- для этапа промежуточной обработки;
- для финишной обработки.
Отличаются зенкеры и методом изготовления. Различают их сварные, сборные, цельные варианты, с вставками из пластин высокой твердости.
Инженер-технолог «Арсенкский Виктор Михайлович»
Хотите получить быстрый расчет стоимости вашего заказа?
- Пришлите файл в формате AutoCad, КОМПАС и других;
- Пришлите файл в JPEG, PNG, PDF в виде чертежа или наброска;
Приложите файлы и мы бесплатно просчитаем стоимость выполнения работы.
Рассчитать стоимость
Особенности услуги по заточке зенкера в Москве
Сверление осуществляется по-разному, и на технологию влияет форма и назначение зенкера:
- элементы цилиндрической формы применяют при сверлении отверстий диаметром от 8 до 10 мм;
- оборудованный цапфой зенкер применяется для создания выемок;
- конический вариант создает в металле выемки требуемой формы;
- торцевой зенкер необходим для чистовой обработки торцовых поверхностей деталей.
Заключительной процедурой зенкерования или сверления является развертывание, которое представляет собой чистовую обработку отверстий. Развертка представляет собой инструмент с некоторым количеством регулируемых или фиксированных режущих поверхностей, оборудованных коническим хвостовиком.
Несмотря на то, что данная операция производится на малых скоростях и стружки образуется мало, острые поверхности быстро тупятся. Чтобы внутренняя поверхность получилась именно того размера, как и предполагалось, необходима заточка развертки. Этим инструментом осуществляется калибровка отверстия на малых скоростях, поэтому во время работы не происходит фиксируемого усилия резки. У развертки отсутствует стружкоотвод, что объясняется малым количеством образующейся при сверлении стружки.
Инженер-технолог «Арсенкский Виктор Михайлович»
Данный инструмент также бывает цельнометаллическим или сборным. Применяют их в зависимости от производимой операции. Цельнометаллические развертки показывают высокую геометрическую точность благодаря правильной заточке, а сборные – путем правильно выставления сменных режущих элементов.
Процедура развертывания происходит с применением токарных или сверлильно-фрезерных станков, и от их параметров также зависит точность обработки. Перед использованием необходимо правильно выставить соосность оборудования и обрабатываемой детали. Это позволит уменьшить скорость потери режущих качеств зенкера или развертки.
Стоимость заточки разверток
| Диаметр | Черная сталь | Нержавеющая сталь | Алюминий |
|---|---|---|---|
| 100 мм | 1200 руб | 1800 руб | 950 руб |
| 300 мм | 2300 руб | 2950 руб | 1300 руб |
| 500 мм | 3600 руб | 4560 руб | 2800 руб |
| 1000 мм | 5500 руб | 6820 руб | 4630 руб |
Заказать услуги заточки в Москве
Самостоятельная заточка сверл, зенкеров или разверток может привести к потере режущих качеств инструмента. Избежать этого можно, если обратиться к специалистам нашей компании. Вся процедура заточки происходит на профессиональном оборудовании квалифицированными специалистами за короткий срок. Узнать стоимость работ можно на нашем сайте, где представлен прайс-лист.
Здесь же клиент имеет возможность заказать и дополнительные работы, включающие сверление отверстий и дополнительную обработку деталей. Все возникшие вопросы можно быстро решить посредством обратной связи еще на этапе заказа воспользовавшись кнопкой обратной связи или позвонив по номеру телефона.
Это интерестно:
Дивертикул Ценкера: симптомы и лечение
Автор: WebMD Editorial Contributors
В этой статье
- Что такое дивертикул Ценкера?
- Симптомы
- Диагностика и анализы
- Лечение и ведение
Дивертикул Ценкера представляет собой мешочек, который может образовываться в задней части горла. Если его не лечить, со временем в нем могут застрять пища и слюна. Узнайте больше о симптомах дивертикула Ценкера и способах его лечения.
Что такое дивертикул Ценкера?
Дивертикул Ценкера представляет собой мешочек или карман, который может образоваться в начале пищеварительного тракта. Он формируется над перстнеглоточной (CP) мышцей, где соединяются пищевод и глотка. Это может произойти, если мышца не работает должным образом, например, не раскрывается и не расслабляется. Затем стенка глотки над пищеводом может образовать небольшой карман или мешочек.
Точная причина неизвестна, так как дивертикул Ценкера встречается довольно редко. Эта сумка развивается менее чем у 0,01% населения. Врачи считают, что слишком сильное давление в пищеводе может привести к нарушению работы ДК-мышцы. Давление также может вызвать разрыв ткани пищевода, что может привести к дивертикулу Ценкера.
Дивертикул глотки давит на область выше пищеварительного тракта при глотании. Из-за этого пища и жидкости с трудом проходят вниз и попадают в пищевод. Затем материалы могут застрять в сумке или горле. Это может привести к тому, что вы срыгиваете пищу или напитки.
Симптомы
Наиболее частым симптомом дивертикула Ценкера является затруднение глотания или дисфагия. Девяносто процентов людей с дивертикулом Ценкера испытывают трудности с глотанием как твердой, так и жидкой пищи.
Некоторые другие общие симптомы включают:
- Потеря веса
- Галитоз (неприятный запах изо рта) из-за застревания пищи в мешке
- Постоянный кашель, особенно в ночное время
- Срыгивание непереваренной пищей
- Охрипший голос или изменение голосом
- Аспирация, которая может привести к пневмонии
- Бульканье
- Ощущение, будто что-то застряло в горле
У большинства людей с дивертикулом глотки симптомы проявляются в возрасте от 50 до 70 лет.
Поскольку пища застревает в мешочке, многие люди могут изменить свой рацион, включив в него более мягкую пищу или продукты, которые легче глотать. Вы также можете обнаружить, что едите меньше из-за затрудненного глотания.
Вы также можете обнаружить, что едите меньше из-за затрудненного глотания.
Divererticulum Zenker может быть связан со следующими состояниями:
- Hernias
- Рак пищевода (редкий)
- Spasm
- . У вас может быть доктора
. Дивертикул Ценкера, они, скорее всего, назначат тест, называемый эзофаграммой, или глотание бария. Контраст, барий, используется для заполнения мешка, чтобы ваш врач мог видеть его на снимках. Этот тест помогает вашему врачу лучше понять, что вызывает у вас трудности с глотанием.
Другим тестом для диагностики дивертикула Ценкера является эндоскопия верхних отделов. Этот тест проводится экспертом, чтобы не было перфорации или разрыва пищевода. Эндоскопия позволяет вашему врачу взглянуть на мешок и его размер.
Последним методом диагностики ценкеровского дивертикула является пищеводная манометрия. Это тест, который изучает давление внутри вашего пищевода.
Лечение и ведение
Лечение болезни Ценкера зависит от размера и степени тяжести мешка. Если размер вашего дивертикула меньше четверти дюйма или у вас нет неприятных симптомов, вам, скорее всего, не понадобится операция.
Если размер вашего дивертикула меньше четверти дюйма или у вас нет неприятных симптомов, вам, скорее всего, не понадобится операция.
Легкие случаи. С легкими случаями дивертикула Ценкера можно справиться, изменив то, как и что вы едите. Если ваш дивертикул недостаточно велик, чтобы потребовать хирургического вмешательства, вы можете убедиться, что вы полностью пережевываете пищу, чтобы ее было легче глотать. После еды обязательно пейте воду, чтобы смыть остатки пищи, которые могут застрять в горле. Отказ от острой и кислой пищи также может помочь уменьшить ваши симптомы.
Вам следует избегать продуктов с орехами, кожурой или семенами, так как они могут легко застрять в горле. Придерживайтесь мягкой пищи, которую не нужно много глотать.
Случаи от умеренных до тяжелых. Более серьезные случаи дивертикула Ценкера требуют хирургического вмешательства. Хирургия может помочь при затрудненном глотании, кашле и аспирации. При больших дивертикулах или дивертикулах в сложном положении операция на открытой шее может быть единственным способом удаления мешка.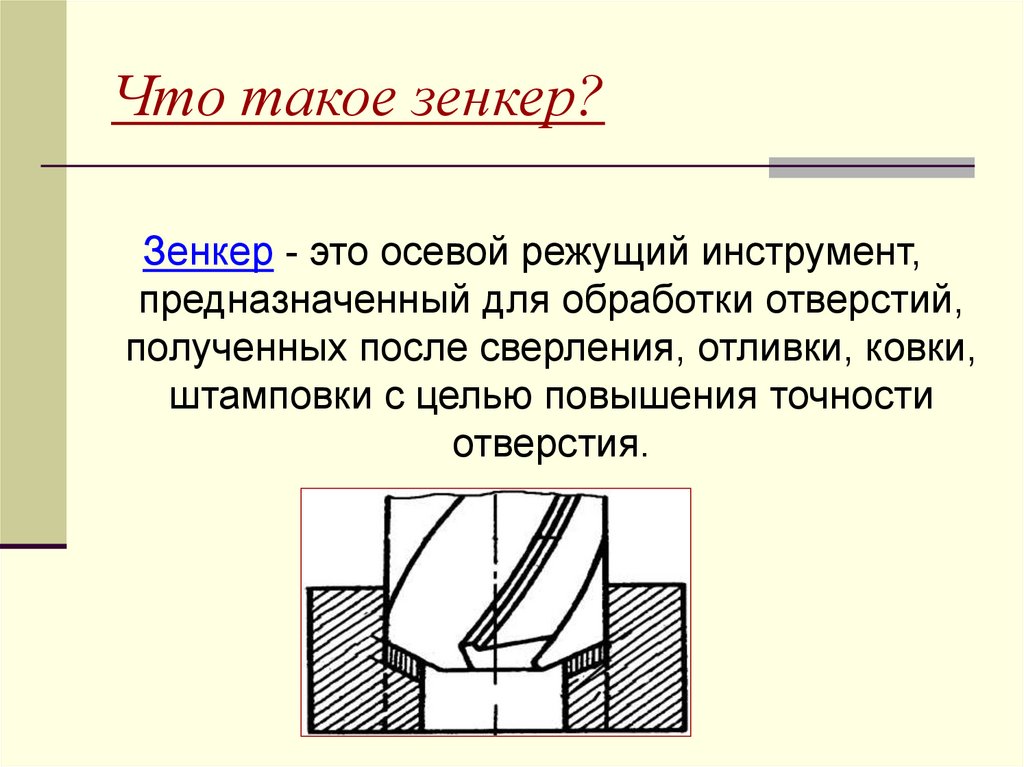
Существуют менее инвазивные методы. Одной из процедур является перстнеглоточная миотомия, которая лучше всего подходит для небольших дивертикулов Ценкера. В ходе этой процедуры врач перережет одну из мышц пищевода, чтобы облегчить глотание.
Другим подходом для больших резервуаров является дивертикулопексия с перстнеглоточной миотомией. В ходе этой процедуры врач прикрепит дивертикул к стенке пищевода. Если ваш врач считает, что лучше полностью удалить мешок, он проведет процедуру, называемую дивертикулэктомией и перстнеглоточной миотомией.
Хотя хирургическое вмешательство обычно является наилучшим способом лечения ценкеровского дивертикула, важно знать, что существует вероятность того, что резервуар может вернуться. Около 4% людей, перенесших операцию, сообщили, что их мешок со временем вернулся.
Лечение дивертикула Ценкера – клиника Майо
28 марта 2017 г.
Дивертикул Ценкера (ZD) возникает в результате задней грыжи слизистой оболочки пищевода в треугольник Киллиана, область наименьшего сопротивления, расположенную над перстнеглоточной (CP) мышцей и ниже нижней мышца-констриктор глотки. ZD на самом деле является псевдодивертикулом, поскольку карман Ценкера содержит только слизистую оболочку пищевода и подслизистую оболочку. ZD может вызвать дисфагию и скопление пищи в дивертикуле, что может вызвать частую регургитацию и привести к аспирационной пневмонии.
ZD на самом деле является псевдодивертикулом, поскольку карман Ценкера содержит только слизистую оболочку пищевода и подслизистую оболочку. ZD может вызвать дисфагию и скопление пищи в дивертикуле, что может вызвать частую регургитацию и привести к аспирационной пневмонии.
Zenker’s diverticular pouch, post-cricopharyngeal myotomy
Zenker’s diverticular pouch, post-cricopharyngeal myotomy
Zenker’s diverticular pouch, post-cricopharyngeal myotomy with severing of the septum
Zenker’s diverticular pouch
Zenker’s diverticular pouch
Zenker’s diverticular pouch (слева) и перегородки (в центре) относительно просвета пищевода (справа)
Лечение симптоматической ЗД может быть хирургическим или эндоскопическим. Хирургический подход включает наружный разрез шеи с миотомией CP (дивертикулотомия) с вмешательством или без вмешательства в резервуар (инверсия, дивертикулопексия или дивертикулэктомия). Эндоскопический подход с использованием ригидных или гибких эндоскопов включает только дивертикулотомию, при которой перегородка между просветом пищевода и дивертикулом и фаланговой мышцей рассекается для создания единого канала.
Эндоскопический подход с использованием ригидных или гибких эндоскопов включает только дивертикулотомию, при которой перегородка между просветом пищевода и дивертикулом и фаланговой мышцей рассекается для создания единого канала.
Каждый из этих подходов к лечению имеет различные методы и связанные с ними преимущества и недостатки. В статье, опубликованной в журнале «Клиническая гастроэнтерология и гепатология» в 2014 году, авторы отметили, что, хотя открытый хирургический подход обеспечивает эффективное устранение симптомов у 90–95 процентов пациентов, частота его осложнений составляет около 10 процентов. Потенциальные нежелательные явления включают образование свища, абсцесс, гематому, рецидивирующий паралич гортанного нерва, трудности с фонацией и синдром Горнера.
Эндоскопический подход с использованием жестких эндоскопов также обеспечивает облегчение симптомов по крайней мере у 90 процентов пациентов с 7-8-процентным риском побочных эффектов, включая повреждение зубов и перфорацию. Однако жесткий эндоскопический доступ не может быть выполнен у всех пациентов, например, у пациентов с протрузией верхних зубов, неадекватным открытием челюсти или ограниченной подвижностью шеи, что исключает адекватное жесткое эндоскопическое обнажение ZD. Использование жесткого дивертикулоскопа также увеличивает риск перфорации при недостаточной защите небольшого дивертикулярного кармана дорсальной стенкой пищевода.
Однако жесткий эндоскопический доступ не может быть выполнен у всех пациентов, например, у пациентов с протрузией верхних зубов, неадекватным открытием челюсти или ограниченной подвижностью шеи, что исключает адекватное жесткое эндоскопическое обнажение ZD. Использование жесткого дивертикулоскопа также увеличивает риск перфорации при недостаточной защите небольшого дивертикулярного кармана дорсальной стенкой пищевода.
Преимущества гибкого эндоскопического подхода
Введенная почти 20 лет назад, гибкая эндоскопическая терапия ЗД получает все более широкое признание, поскольку новые данные показывают устойчивую эффективность, сравнимую с открытой хирургической и жесткой эндоскопической терапией. В систематическом обзоре и метаанализе, опубликованном в Gastrointestinal Endoscopy в 2016 году, авторы сообщили, что совокупная частота успеха, нежелательных явлений и рецидивов составила 91%, 11,3% и 11% соответственно. Побочные эффекты включают постпроцедурную боль в горле, кровотечение и перфорацию.
В другой статье с аналогичным дизайном исследования, опубликованной в Endoscopy International Open в 2016 г., эндоскопический подход привел к сокращению продолжительности процедуры и пребывания в больнице, более раннему возобновлению диеты и снижению частоты нежелательных явлений, но к более высокой частоте рецидивов симптомов. относительно хирургического доступа.
Гибкая эндоскопия преодолевает некоторые ограничения, связанные с использованием жестких инструментов. Гибкость и меньший диаметр эндоскопа делают этот подход особенно полезным у пациентов с плохим разгибанием шейки и/или ограниченным раскрытием челюсти. В некоторых случаях процедура может быть выполнена без применения общей анестезии, и этот подход может быть предпочтительнее у пациентов с сопутствующими заболеваниями, препятствующими хирургическому вмешательству.
Техника гибкого эндоскопического доступа
Во время гибкой эндоскопической миотомии перегородку (большую мышцу) можно разделить с помощью стандартного игольчатого ножа для эндоскопической ретроградной холангиопанкреатографии (ЭРХПГ), а также ножа HookKnife или HybridKnife, которые являются широко используемыми электрохирургическими ножами. во время эндоскопической подслизистой диссекции. Сообщалось о дополнительных устройствах для разрезания перегородки, включая монополярные и биполярные щипцы, аргоноплазменную коагуляцию и эндоскопические ножницы. Также были описаны технические варианты, в том числе объемная резекция и подслизистое туннелирование для миотомии ХП.
во время эндоскопической подслизистой диссекции. Сообщалось о дополнительных устройствах для разрезания перегородки, включая монополярные и биполярные щипцы, аргоноплазменную коагуляцию и эндоскопические ножницы. Также были описаны технические варианты, в том числе объемная резекция и подслизистое туннелирование для миотомии ХП.
Для выполнения этой процедуры требуется высокий уровень технических знаний. Основной задачей является определение глубины миотомии СР, необходимой для адекватного лечения этого состояния. Недостаточная миотомия приведет к постоянным симптомам, тогда как слишком глубокая резекция приведет к перфорации. Поскольку методы разрезания продолжают развиваться, потребуются сравнительные испытания, чтобы установить, какие методы оптимизируют результаты с точки зрения эффективности и безопасности.
Гастроэнтерологи клиники Майо накопили значительный опыт проведения этой процедуры с использованием гибкого эндоскопа. На сегодняшний день опыт клиники Майо и недавно опубликованные данные свидетельствуют о том, что один или два курса лечения с использованием гибкого эндоскопического подхода могут обеспечить высокий уровень облегчения симптомов с хорошим профилем безопасности, а также низкий уровень рецидивов или стойкости дивертикулов.
«Гибкий эндоскопический подход имеет очевидное преимущество перед жесткой эндоскопией с точки зрения контроля, простоты и терапевтических возможностей», — говорит Тимоти А. Вудворд, доктор медицинских наук, гастроэнтеролог, специализирующийся на эндоскопических процедурах в кампусе клиники Майо во Флориде. «Мейо стал одним из справочных центров на юго-востоке США в этом отношении», — добавляет д-р Вудворд.
Луи М. Вонг Ки Сонг, доктор медицинских наук, терапевт-эндоскопист, который проводит эту процедуру в кампусе клиники Майо в Миннесоте, отмечает, что он и его коллеги обычно проводят от 10 до 12 таких процедур в год. «Гибкое эндоскопическое лечение дивертикула Ценкера является нишевой практикой, учитывая особые навыки, необходимые для его выполнения, и редкое возникновение состояния».
Норио Фуками, доктор медицинских наук, директор отделения терапевтической эндоскопии в кампусе клиники Майо в Аризоне, согласен с тем, что использование гибкого эндоскопического подхода развивается как новый вариант лечения симптоматического дивертикула Ценкера. «Мы предлагаем гибкую эндоскопическую миотомию ZD с модифицированной техникой, стремясь к более высокой эффективности и меньшему количеству побочных эффектов. Персонал трех центров Mayo будет продолжать сотрудничать, чтобы внедрять инновации в наш подход к миотомии ZD минимально инвазивным способом с более высокими показателями успеха».
«Мы предлагаем гибкую эндоскопическую миотомию ZD с модифицированной техникой, стремясь к более высокой эффективности и меньшему количеству побочных эффектов. Персонал трех центров Mayo будет продолжать сотрудничать, чтобы внедрять инновации в наш подход к миотомии ZD минимально инвазивным способом с более высокими показателями успеха».
Для получения дополнительной информации
Law R, et al. Дивертикул Ценкера. Клиническая гастроэнтерология и гепатология. 2014;12:1773.
Исхак С. и др. Гибкое эндоскопическое лечение дивертикула Ценкера: систематический обзор и метаанализ. Гастроинтестинальная эндоскопия. 2016;83:1076.
Альберс Д.В. и др. Эндоскопический и хирургический подходы в лечении дивертикула Ценкера: систематический обзор и метаанализ. Международный открытый чемпионат по эндоскопии. 2016;4:E678.
Дивертикул Ценкера: изучение вариантов лечения
Acta Otorhinolaryngol Ital. 2013 авг.; 33(4): 219–229.
Язык: английский | Итальянский
, 1 , 2 , 1 и 1
Авторская информация Примечания Copyright и лицензионная информация о отказе
Zenker в глоточно-пищеводном соединении через Киллианово расхождение. Это наиболее распространенный тип дивертикулов пищевода с зарегистрированной распространенностью от 0,01 до 0,11% и обычно встречается у пациентов среднего и пожилого возраста. Преобладающими симптомами являются дисфагия и регургитация. Лечение рекомендуется симптомным больным и, учитывая этиопатогенез заболевания, требует миотомии перстнеглоточной мышцы. Миотомия может быть выполнена либо открытым хирургическим путем, либо эндоскопическим методом. Лечение дивертикула Ценкера значительно продвинулось за последние десятилетия. Открытая операция с перстнеглоточной миотомией долгое время была традиционным методом лечения с удовлетворительными результатами, но связана с высокой частотой осложнений. Поскольку дивертикул Ценкера в основном поражает ослабленных пожилых пациентов, показаны менее инвазивные методы лечения. В последние годы эндоскопическая коррекция дивертикула Ценкера оказалась жизнеспособной, безопасной и эффективной альтернативой хирургическому вмешательству и получила широкое распространение.
Это наиболее распространенный тип дивертикулов пищевода с зарегистрированной распространенностью от 0,01 до 0,11% и обычно встречается у пациентов среднего и пожилого возраста. Преобладающими симптомами являются дисфагия и регургитация. Лечение рекомендуется симптомным больным и, учитывая этиопатогенез заболевания, требует миотомии перстнеглоточной мышцы. Миотомия может быть выполнена либо открытым хирургическим путем, либо эндоскопическим методом. Лечение дивертикула Ценкера значительно продвинулось за последние десятилетия. Открытая операция с перстнеглоточной миотомией долгое время была традиционным методом лечения с удовлетворительными результатами, но связана с высокой частотой осложнений. Поскольку дивертикул Ценкера в основном поражает ослабленных пожилых пациентов, показаны менее инвазивные методы лечения. В последние годы эндоскопическая коррекция дивертикула Ценкера оказалась жизнеспособной, безопасной и эффективной альтернативой хирургическому вмешательству и получила широкое распространение. Эндоскопическая дивертикулотомия со скобами обычно является предпочтительным подходом, но гибкая эндоскопия является ценным вариантом, особенно для пациентов с высоким риском. Литература в основном основана на ретроспективных сериях случаев или сравнительных сериях случаев, и оптимальный метод лечения еще не установлен. Выбор между различными подходами зависит от местных знаний и предпочтений. Однако, основываясь на ретроспективных литературных данных, желателен выбор соответствующей техники, продиктованной размером дивертикула и состоянием пациента.
Эндоскопическая дивертикулотомия со скобами обычно является предпочтительным подходом, но гибкая эндоскопия является ценным вариантом, особенно для пациентов с высоким риском. Литература в основном основана на ретроспективных сериях случаев или сравнительных сериях случаев, и оптимальный метод лечения еще не установлен. Выбор между различными подходами зависит от местных знаний и предпочтений. Однако, основываясь на ретроспективных литературных данных, желателен выбор соответствующей техники, продиктованной размером дивертикула и состоянием пациента.
KEY WORDS: Zenker’s diverticulum, Cricopharyngeal muscle, Myotomy, Diverticulectomy, Endoscopic stapling diverticulotomy, Flexible endoscopy
Il diverticolo di Zenker è una estroflessione sacciforme della mucosa e sottomucosa che si sviluppa a livello della parete posteriore della giunzione faringoesofagea attraverso il Трианголо ди Киллиан. Отхаркивающий дивертикул Ценкера и самый частый дивертикул желудочно-кишечного тракта, превосходящий по распространенности 0,1 и 0,11%. Colpisce prevalentemente pazienti di età medio-avanzata. Sintomi преобладают ди Presentazione sono la disfagia ed il rigurgito. Il trattamento è indicato per i pazienti sintomatici e, рассматривает недавние приобретения сулла eziopatogenesi, sottende la miotomia chirurgica o endoscopica del muscolo cricofaringeo. Nel corso delle ultime decadi la gestione del diverticolo di Zenker ha subito una notevole evoluzione. Accanto alla tradizionale exeresi chirurgica, efficace ma gravata da alto tasso di complicanze, si sono affermate altre forme di trattamento meno инвазивные e maggiormente указывают на pazienti compromessi per età o comorbidità. La sezione del setto sotto guida endoscopica (diverticolotomia) si è dimostrata una sicura ed efficace opzione terapeutica. La diverticolotomia endoscopica con suturatrice meccanica (endostapler) è attualmente la tecnica che prevale, ma una valida alternativa è rappresentata dalla endoscopia flessibile in particolare nei pazienti ad alto rischio. Resta ancora да definire tuttavia quales sia il trattamento ottimale per il diverticolo di Zenker ed attualmente la scelta tra l’una o l’altra tecnica dipende di fatto dalle Prerenze e abilità locali.
Colpisce prevalentemente pazienti di età medio-avanzata. Sintomi преобладают ди Presentazione sono la disfagia ed il rigurgito. Il trattamento è indicato per i pazienti sintomatici e, рассматривает недавние приобретения сулла eziopatogenesi, sottende la miotomia chirurgica o endoscopica del muscolo cricofaringeo. Nel corso delle ultime decadi la gestione del diverticolo di Zenker ha subito una notevole evoluzione. Accanto alla tradizionale exeresi chirurgica, efficace ma gravata da alto tasso di complicanze, si sono affermate altre forme di trattamento meno инвазивные e maggiormente указывают на pazienti compromessi per età o comorbidità. La sezione del setto sotto guida endoscopica (diverticolotomia) si è dimostrata una sicura ed efficace opzione terapeutica. La diverticolotomia endoscopica con suturatrice meccanica (endostapler) è attualmente la tecnica che prevale, ma una valida alternativa è rappresentata dalla endoscopia flessibile in particolare nei pazienti ad alto rischio. Resta ancora да definire tuttavia quales sia il trattamento ottimale per il diverticolo di Zenker ed attualmente la scelta tra l’una o l’altra tecnica dipende di fatto dalle Prerenze e abilità locali. Alla luce dei dati Presenti in letteratura, basati esclusivamente su studi retrospettivi, la sizee del diverticolo e le condizioni Cliniche del paziente dovrebbero guidare nella scelta della procedura terapeutica più appropriata.
Alla luce dei dati Presenti in letteratura, basati esclusivamente su studi retrospettivi, la sizee del diverticolo e le condizioni Cliniche del paziente dovrebbero guidare nella scelta della procedura terapeutica più appropriata.
Дивертикул Ценкера (ZD), также известный как дивертикул гортаноглотки, представляет собой приобретенное мешковидное выпячивание слоев слизистой и подслизистой оболочек, происходящее из глоточно-пищеводного перехода. Он состоит из типичного пульсионного дивертикула (ложного дивертикула), расположенного дорсально на стенке глотки через малое резистентное место (расхождение Киллиана), ограниченное
пропульсивная косая нижняя мышца-констриктор глотки и поперечные волокна перстнеглоточной мышцы (входящие в состав верхнего пищеводного сфинктера) 1 . Первое описание дивертикула Ценкера датируется 1769 годом Ludlow 2 . Спустя столетие после этого доклада немецкий патологоанатом Фридрих Альберт фон Ценкер признал и дополнительно охарактеризовал физиопатологию этого своеобразного образования, с тех пор заслужившего эпонима 3 .
Хотя полное понимание патогенеза ЗД еще не достигнуто, общепризнано, что ЗД является местом приземления нарушения открытия верхнего пищеводного сфинктера. ЗД возникает из-за повышения внутрипросветного давления в ротоглотке при глотании, на фоне неадекватного расслабления перстнеглоточной мышцы и последующего неполного раскрытия УПС, вызывающего выпячивание слизистой через область относительной слабости на дорсальной глоточно-пищеводной стенке 4 .
Варианты лечения включают открытую хирургию или трансоральную ригидную или гибкую эндоскопию и направлены на устранение функциональной обструкции оттока и восстановление непрерывности глоточно-пищеводного перехода посредством миотомии с резекцией или без резекции дивертикула (дивертикулэктомия) или дивертикулопексии 5 . Изменения в методах лечения за последние десятилетия отражают лучшее понимание лежащего в основе патофизиологического механизма за годы 6 . В настоящей статье представлен обзор управления ZD. Текущая литература, в основном основанная на ретроспективных сериях, показывает разнородные результаты. В клинической практике ведение и терапевтический подход к ZD далеки от стандартизации, и оптимальный вариант лечения остается нерешенным. Ни одно из доступных исследований не демонстрирует существенного превосходства одного метода над другим, и выбор между различными подходами делается в соответствии с местным опытом 7 . Хотя менее инвазивные процедуры иногда могут быть единственным вариантом, например, у пожилых пациентов с множественными заболеваниями, не пригодных для хирургического вмешательства, наилучшая процедура должна определяться в соответствии с точными факторами 7 , отличными от местной практики, и индивидуальный подход, основанный на размере хирургического вмешательства. дивертикула, желательно состояние пациента и способность противостоять хирургическим осложнениям 7 — 9 .
Текущая литература, в основном основанная на ретроспективных сериях, показывает разнородные результаты. В клинической практике ведение и терапевтический подход к ZD далеки от стандартизации, и оптимальный вариант лечения остается нерешенным. Ни одно из доступных исследований не демонстрирует существенного превосходства одного метода над другим, и выбор между различными подходами делается в соответствии с местным опытом 7 . Хотя менее инвазивные процедуры иногда могут быть единственным вариантом, например, у пожилых пациентов с множественными заболеваниями, не пригодных для хирургического вмешательства, наилучшая процедура должна определяться в соответствии с точными факторами 7 , отличными от местной практики, и индивидуальный подход, основанный на размере хирургического вмешательства. дивертикула, желательно состояние пациента и способность противостоять хирургическим осложнениям 7 — 9 .
Дивертикулы Ценкера обычно возникают у взрослых среднего и пожилого возраста, особенно на седьмом и восьмом десятилетиях жизни, с преобладанием в 1,5 раза у мужчин. Существуют географические различия в его распространенности, и ZD чаще встречается в северной Европе 10 . Расчетная годовая заболеваемость составляет 2 на 100 000 с распространенностью от 0,01 до 0,11% 1 11 . Однако, хотя дивертикулы Ценкера являются наиболее распространенным типом, вызывающим симптомы 4 , его частота и распространенность могут быть недооценены, поскольку многие дивертикулы могут оставаться клинически бессимптомными, а многие пожилые пациенты с небольшими мешочками и минимальными симптомами могут не обращаться за медицинской помощью 1 . Поскольку ZD напрямую связана со старением, ожидается, что распространенность ZD будет увеличиваться из-за увеличения старения населения.
Существуют географические различия в его распространенности, и ZD чаще встречается в северной Европе 10 . Расчетная годовая заболеваемость составляет 2 на 100 000 с распространенностью от 0,01 до 0,11% 1 11 . Однако, хотя дивертикулы Ценкера являются наиболее распространенным типом, вызывающим симптомы 4 , его частота и распространенность могут быть недооценены, поскольку многие дивертикулы могут оставаться клинически бессимптомными, а многие пожилые пациенты с небольшими мешочками и минимальными симптомами могут не обращаться за медицинской помощью 1 . Поскольку ZD напрямую связана со старением, ожидается, что распространенность ZD будет увеличиваться из-за увеличения старения населения.
Классическими симптомами дивертикула Ценкера являются прогрессирующая орофарингеальная дисфагия (обычно на твердую и жидкую пищу), регургитация (часто через несколько часов после приема пищи) непереваренными пищевыми остатками из-за попадания пищи в дивертикул, застой глоточной секреции, хронический кашель, хроническая аспирация, неприятный запах изо рта , ощущение комка в горле, охриплость, свист и шейные урчания 1 . При пробуждении утром больной может заметить пищу на подушке. Хотя небольшие дивертикулы могут не вызывать симптомов, более крупные дивертикулы обычно симптоматичны. Как неспособность сфинктера полностью раскрыться, так и внешнее сжатие самого кармана, вероятно, объясняют дисфагию, испытываемую пациентами 4 . При очень больших дивертикулах иногда при пальпации можно обнаружить булькающую припухлость на шее. Вторичные последствия и потенциальные осложнения ZD включают ab ingestis пневмонию, вторичную по отношению к аспирации, неэффективность лекарств, недоедание и непреднамеренную потерю веса. Другими зарегистрированными осложнениями нелеченой ЗД являются дивертикулит, пептические язвы, кровотечения, ятрогенные перфорации при прохождении эндоскопов или назогастральных зондов, свищи и паралич голосовых связок 1 11 .
При пробуждении утром больной может заметить пищу на подушке. Хотя небольшие дивертикулы могут не вызывать симптомов, более крупные дивертикулы обычно симптоматичны. Как неспособность сфинктера полностью раскрыться, так и внешнее сжатие самого кармана, вероятно, объясняют дисфагию, испытываемую пациентами 4 . При очень больших дивертикулах иногда при пальпации можно обнаружить булькающую припухлость на шее. Вторичные последствия и потенциальные осложнения ZD включают ab ingestis пневмонию, вторичную по отношению к аспирации, неэффективность лекарств, недоедание и непреднамеренную потерю веса. Другими зарегистрированными осложнениями нелеченой ЗД являются дивертикулит, пептические язвы, кровотечения, ятрогенные перфорации при прохождении эндоскопов или назогастральных зондов, свищи и паралич голосовых связок 1 11 .
Рак, вероятно, в результате хронического раздражения и воспаления из-за застоя пищи и жидкости, редко сообщалось в связи с дивертикулами Ценкера, с частотой 0,5% 12 . Злокачественное новообразование следует заподозрить в случае внезапного изменения тяжести симптомов, таких как резкое усиление дисфагии или афагии или развитие тревожных симптомов (кровохарканье, кровавая рвота или местная боль) 1 13 .
Злокачественное новообразование следует заподозрить в случае внезапного изменения тяжести симптомов, таких как резкое усиление дисфагии или афагии или развитие тревожных симптомов (кровохарканье, кровавая рвота или местная боль) 1 13 .
Исследование с глотанием бария является основой в диагностике дивертикула Ценкера, что позволяет определить его размер и расположение, но обязательна тщательная эндоскопическая оценка для исключения малигнизации 6 12 .
Хотя широко признано, что основной причиной дивертикула Ценкера является нарушение расслабления верхнего пищеводного сфинктера, вызывающее аномально повышенное внутриглоточное внутриболюсное давление, что подтверждается манометрическими исследованиями 14 , ZD, вероятно, является многофакторным заболеванием. Неподатливая перстнеглоточная мышца демонстрирует структурные изменения с точки зрения гистологического уменьшения мышечного компонента в сочетании с качественными изменениями волокон, увеличением фиброзной ткани и значительным увеличением отношения коллагена к эластину 14 15 . Процесс старения может играть определенную роль из-за потери эластичности тканей и снижения мышечного тонуса. Некоторые авторы постулируют анатомическую предрасположенность 12 . Это убеждение подкрепляется свидетельствами редких семейных случаев в дополнение к географическим и расовым различиям 11 12 и дополнительно подтверждается результатами морфометрических и антропометрических исследований треугольника Киллиана, показывающих, что размер треугольника коррелирует с антропометрическими характеристики 16 . Это может объяснить географические различия в заболеваемости ZD и ее преобладание у мужчин. Поскольку гастроэзофагеальный рефлюкс способствует дисфункции перстнеглотки, в конечном итоге предполагается связь между гастроэзофагеальной рефлюксной болезнью и ZD 11 , но никогда не подвергался последовательному расследованию.
Процесс старения может играть определенную роль из-за потери эластичности тканей и снижения мышечного тонуса. Некоторые авторы постулируют анатомическую предрасположенность 12 . Это убеждение подкрепляется свидетельствами редких семейных случаев в дополнение к географическим и расовым различиям 11 12 и дополнительно подтверждается результатами морфометрических и антропометрических исследований треугольника Киллиана, показывающих, что размер треугольника коррелирует с антропометрическими характеристики 16 . Это может объяснить географические различия в заболеваемости ZD и ее преобладание у мужчин. Поскольку гастроэзофагеальный рефлюкс способствует дисфункции перстнеглотки, в конечном итоге предполагается связь между гастроэзофагеальной рефлюксной болезнью и ZD 11 , но никогда не подвергался последовательному расследованию.
Какова цель лечения?
Основной терапевтической целью является создание прохода между дивертикулом и просветом пищевода путем рассечения перегородки для устранения резервуара дивертикула, восстановления непрерывности оттока в фарингоэзофагеальном сегменте, что позволяет вывести проглоченный болюс и впоследствии облегчить симптомы и предотвратить рецидив 5 . Лечение должно быть зарезервировано для симптоматических пациентов с сопутствующими осложнениями или без них 11 17 , в то время как небольшие бессимптомные дивертикулы не нуждаются в лечении, так как риск тяжелых неблагоприятных осложнений, рака и аспирации низок 6 .
Лечение должно быть зарезервировано для симптоматических пациентов с сопутствующими осложнениями или без них 11 17 , в то время как небольшие бессимптомные дивертикулы не нуждаются в лечении, так как риск тяжелых неблагоприятных осложнений, рака и аспирации низок 6 .
В связи с текущим вниманием к роли перстнеглоточной мышцы в генезе ЗД, лечение включает миотомию перстнеглоточной мышцы независимо от дополнительной процедуры (создание простой эзофагодивертикулостомии, дивертикулэктомии или подвесной дивертикулопексии) 6 . Рассечение перстнеглоточных мышечных волокон (даже без дивертикулэктомии) снижает давление покоя ВПС и нормализует как открытие (расслабление), так и внутриболусное давление, что подтверждается фарингоэзофагеальной манометрией 4 8 9 15 .
Поскольку и перстнеглоточная мышца, и верхняя мышечная манжета пищевода, по-видимому, участвуют в патогенезе ЗД, некоторые авторы выступают за расширение миотомии на 2–3 см в собственную мышечную оболочку пищевода ниже перстнеглоточной мышцы 15 . По их мнению, расширенная миотомия до мышцы пищевода потенциально снижает риск рецидива. Однако это вызывает сомнения относительно того, связано ли это с повышенным риском обнажения средостения и перфорации или повреждения сосудов, особенно в случае огромных плавающих или впадающих дивертикулов.
По их мнению, расширенная миотомия до мышцы пищевода потенциально снижает риск рецидива. Однако это вызывает сомнения относительно того, связано ли это с повышенным риском обнажения средостения и перфорации или повреждения сосудов, особенно в случае огромных плавающих или впадающих дивертикулов.
В соответствии с общей тенденцией по сравнению с менее инвазивными подходами были внедрены новые методы и новые устройства, а трансоральное эндоскопическое лечение 18 и гибкая эндоскопия 19 20 приобрели популярность по сравнению с открытой хирургией с одновременным снижением смертности и заболеваемость. Процедуры лечения ZD включают открытую перстнеглоточную миотомию с дивертикулэктомией, или дивертикулопексию, или инверсию дивертикула, только миотомию 21 , эндоскопическую эзофагодивертикулостомию со скобками 18 22 , эндоскопическая CO2-лазерная миотомия 23 , эндоскопическая дивертикулотомия гармоническим скальпелем 24 и гибкая эндоскопическая дивертикулотомия 25 . Как уже упоминалось, эволюция хирургического и эндоскопического лечения отражает лучшее понимание основных механизмов, и широко распространено мнение, что миотомия всегда должна быть частью лечения 6 . Дивертикулэктомия, дивертикулопексия или инверсия отдельно без миотомии больше не приемлемы, учитывая высокую частоту долгосрочных рецидивов при отсутствии перстневидно-глоточной миотомии 26 .
Как уже упоминалось, эволюция хирургического и эндоскопического лечения отражает лучшее понимание основных механизмов, и широко распространено мнение, что миотомия всегда должна быть частью лечения 6 . Дивертикулэктомия, дивертикулопексия или инверсия отдельно без миотомии больше не приемлемы, учитывая высокую частоту долгосрочных рецидивов при отсутствии перстневидно-глоточной миотомии 26 .
Лечение пациентов с глоточным мешком может быть либо консервативным (для менее 1 см, бессимптомных дивертикулов), либо хирургическим путем через разрез на шее (открытый) или во рту (эндоскопический). Хирургия – открытая или малоинвазивная – является основным терапевтическим подходом. А) Открытая хирургия: Хирургическая коррекция ЗД, основанная на трансцервикальном доступе, заключается в сшитой скобками или сшитой вручную дивертикулэктомии или дивертикулопексии или инверсии с одновременной крикофарингеальной миотомией или даже только миотомией при небольших дивертикулах. Операция обычно проводится под общей анестезией, но также может выполняться под местной анестезией или суперселективной спинальной анестезией С5-С6 27 . Больной находится в положении лежа на спине с небольшой подушкой под плечами, голова гиперэкстензия и слегка повернута в правую сторону. Левый поздний разрез шеи делают вентрально до грудино-ключично-сосцевидной мышцы. После разделения подкожной клетчатки и платизмы обнажают глотку и шейный отдел пищевода, оттягивая грудино-ключично-сосцевидную и каротидную оболочки латерально, а гортань и щитовидную железу медиально. После того, как мешок идентифицирован и полностью отделен от окружающей рыхлой соединительной ткани, а шейка резервуара показана, выполняется рассечение (миотомия) перстнеглоточной мышцы и проксимальных волокон пищеводной мышцы на протяжении около 5 см в шейном отделе пищевода. 27 28 . После миотомии ЗД: 1) хирургически иссекают (дивертикулэктомия) или 2) приподнимают и отводят как можно дальше к предпозвоночной фасции и подвешивают как можно выше с помощью швов к предпозвоночной фасции или задней стенке глотки (дивертикулопексия) с воротником из мешок в самостоятельном положении или, наконец, 3) вывернут в просвет пищевода и зашит (дивертикулезная инверсия или инвагинация) 27 — 29 .
Операция обычно проводится под общей анестезией, но также может выполняться под местной анестезией или суперселективной спинальной анестезией С5-С6 27 . Больной находится в положении лежа на спине с небольшой подушкой под плечами, голова гиперэкстензия и слегка повернута в правую сторону. Левый поздний разрез шеи делают вентрально до грудино-ключично-сосцевидной мышцы. После разделения подкожной клетчатки и платизмы обнажают глотку и шейный отдел пищевода, оттягивая грудино-ключично-сосцевидную и каротидную оболочки латерально, а гортань и щитовидную железу медиально. После того, как мешок идентифицирован и полностью отделен от окружающей рыхлой соединительной ткани, а шейка резервуара показана, выполняется рассечение (миотомия) перстнеглоточной мышцы и проксимальных волокон пищеводной мышцы на протяжении около 5 см в шейном отделе пищевода. 27 28 . После миотомии ЗД: 1) хирургически иссекают (дивертикулэктомия) или 2) приподнимают и отводят как можно дальше к предпозвоночной фасции и подвешивают как можно выше с помощью швов к предпозвоночной фасции или задней стенке глотки (дивертикулопексия) с воротником из мешок в самостоятельном положении или, наконец, 3) вывернут в просвет пищевода и зашит (дивертикулезная инверсия или инвагинация) 27 — 29 . В случае небольших дивертикулов после миотомии сумчатый дивертикул исчезает, становясь частью освобожденной слизистой оболочки 28 . Во время хирургического вмешательства необходимо соблюдать осторожность, чтобы не повредить следующие анатомические структуры: возвратный гортанный нерв, проходящий в трахеопищеводной борозде, наружный гортанный нерв, проходящий глубоко к верхней щитовидной артерии, нисходящий подъязычный нерв и шейный кожный нерв 28 . Устанавливают дренаж, ушивают подкожное пространство и края платизмы, разрез кожи ушивают. Дренаж удаляют через 24–48 часов 28 . Внутривенные антибиотики широкого спектра действия обычно вводят периоперационно и продолжают в течение 1 недели после операции 29 .
В случае небольших дивертикулов после миотомии сумчатый дивертикул исчезает, становясь частью освобожденной слизистой оболочки 28 . Во время хирургического вмешательства необходимо соблюдать осторожность, чтобы не повредить следующие анатомические структуры: возвратный гортанный нерв, проходящий в трахеопищеводной борозде, наружный гортанный нерв, проходящий глубоко к верхней щитовидной артерии, нисходящий подъязычный нерв и шейный кожный нерв 28 . Устанавливают дренаж, ушивают подкожное пространство и края платизмы, разрез кожи ушивают. Дренаж удаляют через 24–48 часов 28 . Внутривенные антибиотики широкого спектра действия обычно вводят периоперационно и продолжают в течение 1 недели после операции 29 .
Все исследования различных открытых хирургических подходов являются ретроспективными, и лишь немногие из них являются сравнительными, где критерии выбора лечения либо не установлены, либо неясны. Тем не менее, из доступной литературы можно вывести следующий хирургический алгоритм: небольшие (1 см) симптоматические карманы, скорее всего, хорошо подходят для одной миотомии, дивертикулы среднего размера (1–4 см) лучше всего лечить путем миотомии с подвешиванием или инверсией и большие карманы, вероятно, требуют дивертикулэктомии с миотомией 28 30 .
B) Жесткая эндоскопия: Хотя ZD может поражать и молодых людей, это в первую очередь заболевание пожилых людей, часто страдающее серьезными сопутствующими заболеваниями и минимально инвазивным эндоскопическим подходом, позволяющим избежать необходимости разреза шеи, что предлагает потенциал преимущества. Обоснование состоит в том, что перегородка, содержащая перстнеглоточную мышцу, отделяет мешок дивертикула от пищевода. При эндоскопическом разделении этой стороны стенки перстнеглоточная мышца разделяется, а дивертикул марсупиализируется и становится единой полостью с пищеводом, устраняя застревание пищи и устраняя обструкцию оттока. Доступен ряд эндоскопических вариантов рассечения перегородки с использованием операционных ларингоскопов и лапароскопических инструментов, которые характеризуются более коротким временем операции, меньшим пребыванием в больнице, более быстрым возобновлением перорального приема пищи и более низким уровнем осложнений; более того, они столь же эффективны, как и открытые операции.
B1) Эндоскопическая сшивающая дивертикулотомия: В 1993 г. Collard 18 в Бельгии и одновременно Martin Hirsch 31 в Англии предложили трансоральный одноэтапный метод разреза и наложения швов с использованием лапароскопического степлера, введенного через жесткий эндоскоп, а именно двустворчатый дивертикулоскоп Karl Storz Weerda. Больной располагается на спине с полностью вытянутой шеей. Процедура требует общей анестезии с оротрахеальной интубацией. Двустворчатый ларингоскоп в закрытом положении осторожно вводят в пищевод под визуальным контролем или лучше под видеоэндоскопическим контролем. Затем дивертикулоскоп медленно извлекают и с открытыми саморастягивающимися клапанами обнажают боковую стенку между дивертикулом и просветом пищевода, так что переднее лезвие дивертикулоскопа помещается внутрь пищевода, а заднее лезвие интубирует дивертикул. Дивертикулоскоп продвигают до тех пор, пока не обнажится дно дивертикула. Общая стенка и перстнеглоточный канал располагаются между двумя губками дивертикулоскопа. Эндоскопический линейный степлер вводят через дивертикулоскоп вниз к перегородке так, чтобы лезвие картриджа находилось в пищеводе, а лезвие наковальни в дивертикуле. Формируют дивертикулостомию путем одновременного рассечения и сшивания передней стенки ЗД и задней стенки пищевода двойным (или тройным) рядом скоб по режущим краям при незначительном подтекании, перфорации, медиастините или кровотечении 32 33 . Необходимо соблюдать осторожность, чтобы избежать перфорации дивертикула при установке степлера. Следует обратить внимание на правильный отбор пациентов, чтобы избежать значительной остаточной перегородки в дивертикулах меньшего размера (что может привести к стойким симптомам), учитывая нефункциональный выступающий конец степлера 32 . Тот факт, что наковальня степлера выходит за пределы концов скоб, а скобы выходят за пределы разреза бритвы, означает, что степлер оставляет некоторый остаточный мешочек, обычно около 1,5 см 33 . Следовательно, этот метод не показан для дивертикулов размером менее 3 см.
Эндоскопический линейный степлер вводят через дивертикулоскоп вниз к перегородке так, чтобы лезвие картриджа находилось в пищеводе, а лезвие наковальни в дивертикуле. Формируют дивертикулостомию путем одновременного рассечения и сшивания передней стенки ЗД и задней стенки пищевода двойным (или тройным) рядом скоб по режущим краям при незначительном подтекании, перфорации, медиастините или кровотечении 32 33 . Необходимо соблюдать осторожность, чтобы избежать перфорации дивертикула при установке степлера. Следует обратить внимание на правильный отбор пациентов, чтобы избежать значительной остаточной перегородки в дивертикулах меньшего размера (что может привести к стойким симптомам), учитывая нефункциональный выступающий конец степлера 32 . Тот факт, что наковальня степлера выходит за пределы концов скоб, а скобы выходят за пределы разреза бритвы, означает, что степлер оставляет некоторый остаточный мешочек, обычно около 1,5 см 33 . Следовательно, этот метод не показан для дивертикулов размером менее 3 см. Тем не менее, конец сшивающего устройства можно обрезать, чтобы уменьшить длину его нефункционального дистального конца и впоследствии обеспечить продвижение лезвия к дну дивертикула 34 . Было успешно описано использование ретракционных швов (с сшивающим устройством Endostitch) через латеральные края общей стенки для обеспечения проксимального натяжения перстнеглоточного стержня и более легкой доставки перегородки полностью в бранши эндоскопического сшивающего устройства [9].0163 35 — 37 . Эндоскопическая эзофагодивертикулостомия со скобками получила широкое признание и часто рассматривается как выбор первой линии для лечения ЗД. Методика стала наиболее частым оперативным вмешательством по поводу глоточного мешка, выполняемым в ЛОР-практике Великобритании 38 .
Тем не менее, конец сшивающего устройства можно обрезать, чтобы уменьшить длину его нефункционального дистального конца и впоследствии обеспечить продвижение лезвия к дну дивертикула 34 . Было успешно описано использование ретракционных швов (с сшивающим устройством Endostitch) через латеральные края общей стенки для обеспечения проксимального натяжения перстнеглоточного стержня и более легкой доставки перегородки полностью в бранши эндоскопического сшивающего устройства [9].0163 35 — 37 . Эндоскопическая эзофагодивертикулостомия со скобками получила широкое признание и часто рассматривается как выбор первой линии для лечения ЗД. Методика стала наиболее частым оперативным вмешательством по поводу глоточного мешка, выполняемым в ЛОР-практике Великобритании 38 .
B2) Эндоскопическая дивертикулостомия с лазером на углекислом газе: Эндоскопическая дивертикулостомия с помощью лазера на углекислом газе, впервые предложенная в 1981 году van Overbeek 12 — это бесшовная методика, при которой перегородка разделяется с помощью CO2-лазера. Принцип лазерной эндоскопической техники заключается в выполнении разреза слизистой оболочки на всю длину и полной миотомии общей стенки, отделяющей дивертикул от пищевода. Процедура проводится под общей анестезией с эндотрахеальной интубацией. После размещения дивертикулоскопа и правильного обнажения тканевого моста операционный микроскоп с объективом 400 мм и прикрепленным микроманипулятором CO2-лазера фокусируется на общей стенке, визуализируемой через дивертикулоскоп. Используя лазер мощностью от 5 до 10 Вт в непрерывном режиме, шпору пересекают по средней линии до дна дивертикула, следя за тем, чтобы не оставить остаточной общей стенки. Перстнеглоточные мышечные волокна появляются, когда они отводятся латерально во время 9-го деления.0163 39 40 . Визуализация целевой ткани через микроскоп и точное управление лазерным лучом, обеспечиваемое микроманипулятором, обеспечивают превосходную экспозицию и точность, необходимые для рассечения общей стенки до дна мешочка дивертикула без ухудшения обзора инструментами 39 41 .
Принцип лазерной эндоскопической техники заключается в выполнении разреза слизистой оболочки на всю длину и полной миотомии общей стенки, отделяющей дивертикул от пищевода. Процедура проводится под общей анестезией с эндотрахеальной интубацией. После размещения дивертикулоскопа и правильного обнажения тканевого моста операционный микроскоп с объективом 400 мм и прикрепленным микроманипулятором CO2-лазера фокусируется на общей стенке, визуализируемой через дивертикулоскоп. Используя лазер мощностью от 5 до 10 Вт в непрерывном режиме, шпору пересекают по средней линии до дна дивертикула, следя за тем, чтобы не оставить остаточной общей стенки. Перстнеглоточные мышечные волокна появляются, когда они отводятся латерально во время 9-го деления.0163 39 40 . Визуализация целевой ткани через микроскоп и точное управление лазерным лучом, обеспечиваемое микроманипулятором, обеспечивают превосходную экспозицию и точность, необходимые для рассечения общей стенки до дна мешочка дивертикула без ухудшения обзора инструментами 39 41 . Эндоскопическая дивертикулотомия с помощью углекислотного лазера также может быть достигнута с использованием более тонких дивертикулоскопов, чем те, которые требуются для техники со степлером, сохраняя при этом хороший обзор дивертикулярного порога 40 . Микроэндоскопические лазерные методы кажутся подходящими для лечения дивертикулов небольшого или среднего размера или в качестве дополнительной техники в дополнение к эндоскопическому сшиванию, когда считается, что карман слишком мал для (дальнейшего) рассечения степлером. Что касается опасений по поводу менее надежного закрытия слизистой оболочки, достигаемого с помощью этой бесшовной техники, CO2-лазер имеет высокоэнергетический высокофокусный луч, обеспечивающий высокую режущую способность при минимальном боковом термическом повреждении тканей, что, возможно, обеспечивает быстрое заживление и покрытие слизистой поверхности разреза 39 41 42 . Перетти и др. 43 интересно сообщили об эндоскопической крикофарингеальной миэктомии с использованием CO2-лазера при ZD среднего размера.
Эндоскопическая дивертикулотомия с помощью углекислотного лазера также может быть достигнута с использованием более тонких дивертикулоскопов, чем те, которые требуются для техники со степлером, сохраняя при этом хороший обзор дивертикулярного порога 40 . Микроэндоскопические лазерные методы кажутся подходящими для лечения дивертикулов небольшого или среднего размера или в качестве дополнительной техники в дополнение к эндоскопическому сшиванию, когда считается, что карман слишком мал для (дальнейшего) рассечения степлером. Что касается опасений по поводу менее надежного закрытия слизистой оболочки, достигаемого с помощью этой бесшовной техники, CO2-лазер имеет высокоэнергетический высокофокусный луч, обеспечивающий высокую режущую способность при минимальном боковом термическом повреждении тканей, что, возможно, обеспечивает быстрое заживление и покрытие слизистой поверхности разреза 39 41 42 . Перетти и др. 43 интересно сообщили об эндоскопической крикофарингеальной миэктомии с использованием CO2-лазера при ZD среднего размера. Частичная миэктомия задней части перстнеглоточной мышцы достигается путем полного рассечения задней части самой мышцы по двум вертикальным парамедианным линиям с последующим удалением промежуточной части мышечных волокон до наружного фасциального слоя.
Частичная миэктомия задней части перстнеглоточной мышцы достигается путем полного рассечения задней части самой мышцы по двум вертикальным парамедианным линиям с последующим удалением промежуточной части мышечных волокон до наружного фасциального слоя.
B3) Гармонический скальпель: Совсем недавно, используя дивертикулоскоп Weerda у пациента под общей эндотрахеальной анестезией, разрез стенки между дивертикулом и пищеводом был достигнут с помощью гармонического скальпеля (Harmonic Ace). Гармонический скальпель, или Ultracision (Ethicon Endo-Surgery, Цинциннати, Огайо), используется в лапароскопической хирургии для одновременного разрезания и коагуляции тканей с минимальным распространением тепла на соседние ткани. Лезвие гармонического скальпеля действует ультразвуком, вызывая денатурацию белка, в результате чего сосуды закрываются и тампонируются, обеспечивая при этом адекватный и эффективный своевременный гемостаз. Эта бесшовная техника была перенесена на восстановление ZD в качестве дополнительного инструмента для выполнения крикофарингеальной миотомии с успехом и минимальными осложнениями. В частности, дивертикулостомия ультразвуковым скальпелем оказалась эффективной при малых ЗД (≤ 2 см). Меньший диаметр гармонического скальпеля позволяет маневрировать и располагать его внутри небольших дивертикулов. Кроме того, режущая поверхность гармонического скальпеля доходит до его дистального кончика, что позволяет выполнять эндоскопическую эзофагодивертикулостомию у пациентов с неглубокими резервуарами, которые не могут быть адекватно пролечены сшивающим устройством 24 44 — 46 . Недавно было описано использование техники гармонического скальпеля с мягким дивертикулоскопом 46 .
В частности, дивертикулостомия ультразвуковым скальпелем оказалась эффективной при малых ЗД (≤ 2 см). Меньший диаметр гармонического скальпеля позволяет маневрировать и располагать его внутри небольших дивертикулов. Кроме того, режущая поверхность гармонического скальпеля доходит до его дистального кончика, что позволяет выполнять эндоскопическую эзофагодивертикулостомию у пациентов с неглубокими резервуарами, которые не могут быть адекватно пролечены сшивающим устройством 24 44 — 46 . Недавно было описано использование техники гармонического скальпеля с мягким дивертикулоскопом 46 .
В дополнение к хирургическим методам, эволюция гибкой эндоскопии проложила путь для ее использования в лечении ZD. В 1995 г. в двух важных статьях 19 20 указывалось, что гибкая эндоскопия является возможным вариантом лечения ZD. Гибкая эндоскопия использует те же принципы, что и жесткая эндоскопия: перегородка между дивертикулом и пищеводом содержит перстнеглоточную мышцу, а при разделении перегородки и создании общей полости автоматически добавляется миотомия 6 . Ожидается, что пожилые пациенты из группы высокого риска получат наибольшую пользу от гибкой эндоскопической дивертикулотомии 11 . Процедура может быть безопасно выполнена в кабинете эндоскопии, в стационаре или амбулаторно, не требует общей анестезии, является быстрой и эффективной 25 47 . Некоторые центры предлагают этот вариант для всех пациентов с ZD 47 , хотя большинство авторов рекомендуют зарезервировать его для подгруппы избранных пациентов, особенно пациентов с тяжелыми заболеваниями и пожилых людей, которые не подходят для хирургического вмешательства с анатомией головы и шеи, что затрудняет жесткий эндоскопический доступ 11 17 . Техника может выполняться «от руки» или в сочетании с различными аксессуарами (капюшон, колпачок, наружная трубка) для лучшего обнажения перегородки, стабилизации положения и защиты стенки пищевода и дивертикулярной стенки от термического повреждения 48 — 57 .
Ожидается, что пожилые пациенты из группы высокого риска получат наибольшую пользу от гибкой эндоскопической дивертикулотомии 11 . Процедура может быть безопасно выполнена в кабинете эндоскопии, в стационаре или амбулаторно, не требует общей анестезии, является быстрой и эффективной 25 47 . Некоторые центры предлагают этот вариант для всех пациентов с ZD 47 , хотя большинство авторов рекомендуют зарезервировать его для подгруппы избранных пациентов, особенно пациентов с тяжелыми заболеваниями и пожилых людей, которые не подходят для хирургического вмешательства с анатомией головы и шеи, что затрудняет жесткий эндоскопический доступ 11 17 . Техника может выполняться «от руки» или в сочетании с различными аксессуарами (капюшон, колпачок, наружная трубка) для лучшего обнажения перегородки, стабилизации положения и защиты стенки пищевода и дивертикулярной стенки от термического повреждения 48 — 57 . Пациентов укладывают в положение лежа на левом боку либо в состоянии сознательной седации, либо под общей анестезией пропофолом или эндотрахеальной интубацией в соответствии с местной практикой 47 53 . Антибиотикопрофилактика обычно не проводится. Процедура обычно выполняется с помощью стандартного гибкого эндоскопа и начинается с первоначального эндоскопического исследования с отсасыванием возможного оставшегося материала из дивертикула. Стандартный назогастральный зонд большого диаметра (16-18 Fr) обычно вводится (по проводнику) в пищевод для вышеупомянутой цели. Прозрачные колпачки или колпачки со скошенными концами, прикрепленные к кончику гибкого эндоскопа, могут дополнительно стабилизировать положение 54 — 56 . Новым устройством для обнажения, растяжения и фиксации перегородки, а также оптимизации операционного поля является мягкий дивертикулоскоп (ZD overtube; Cook Endoscopy, Winston-Salem, North Carolina, USA) 52 .
Пациентов укладывают в положение лежа на левом боку либо в состоянии сознательной седации, либо под общей анестезией пропофолом или эндотрахеальной интубацией в соответствии с местной практикой 47 53 . Антибиотикопрофилактика обычно не проводится. Процедура обычно выполняется с помощью стандартного гибкого эндоскопа и начинается с первоначального эндоскопического исследования с отсасыванием возможного оставшегося материала из дивертикула. Стандартный назогастральный зонд большого диаметра (16-18 Fr) обычно вводится (по проводнику) в пищевод для вышеупомянутой цели. Прозрачные колпачки или колпачки со скошенными концами, прикрепленные к кончику гибкого эндоскопа, могут дополнительно стабилизировать положение 54 — 56 . Новым устройством для обнажения, растяжения и фиксации перегородки, а также оптимизации операционного поля является мягкий дивертикулоскоп (ZD overtube; Cook Endoscopy, Winston-Salem, North Carolina, USA) 52 . Эта прозрачная наружная трубка из мягкой резины с двойным утконосым клювом имеет два дистальных лоскута 40 мм и 30 мм, которые соответственно защищают переднюю стенку пищевода и заднюю стенку дивертикула. Наружная трубка продвигается по эндоскопу до черной метки, указывающей среднее расстояние (16 см) между перегородкой и линией зубов. При эндоскопическом контроле видна перегородка, и положение наружной трубки можно дополнительно отрегулировать 53 . После того, как перегородка будет правильно обнажена, можно применять различные методы разрезания. Разрез можно выполнять с помощью игольчатых ножей, монополярных щипцов, аргоноплазменной коагуляции или крючкового ножа 55 — 58 . С помощью игольчатого ножа, преобладающей техники разрезания, перегородка разделяется смешанным током или током чистой коагуляции. Разрез проводят каудально, перемещая кончик эндоскопа, т. е. кончик иглы, от середины вверху перегородки к основанию кармана ZD, индифферентно от внутренней части дивертикула к задней стенке пищевода или в обратном направлении 50 — 54 56 .
Эта прозрачная наружная трубка из мягкой резины с двойным утконосым клювом имеет два дистальных лоскута 40 мм и 30 мм, которые соответственно защищают переднюю стенку пищевода и заднюю стенку дивертикула. Наружная трубка продвигается по эндоскопу до черной метки, указывающей среднее расстояние (16 см) между перегородкой и линией зубов. При эндоскопическом контроле видна перегородка, и положение наружной трубки можно дополнительно отрегулировать 53 . После того, как перегородка будет правильно обнажена, можно применять различные методы разрезания. Разрез можно выполнять с помощью игольчатых ножей, монополярных щипцов, аргоноплазменной коагуляции или крючкового ножа 55 — 58 . С помощью игольчатого ножа, преобладающей техники разрезания, перегородка разделяется смешанным током или током чистой коагуляции. Разрез проводят каудально, перемещая кончик эндоскопа, т. е. кончик иглы, от середины вверху перегородки к основанию кармана ZD, индифферентно от внутренней части дивертикула к задней стенке пищевода или в обратном направлении 50 — 54 56 . Края раны шпоры ZD расходятся сразу после разреза. Разрез должен быть тщательно сбалансирован, чтобы предотвратить перфорацию средостения из-за чрезмерного разреза (за нижнюю границу дивертикула), и должен быть полным (не слишком коротким) 11 . Неполная крикофарингеальная миотомия может быть причиной более высокой частоты рецидивов, связанных с гибкой эндоскопией. В идеале ZD должен быть уменьшен до < 1 см слева 48 . Кровотечение в месте разреза можно остановить локально. Некоторые эндоскописты обычно помещают один или несколько металлических эндоклипов в основание разреза, чтобы зафиксировать края пищевода и дивертикулов, тем самым предотвращая микроперфорации 25 53 . Обеспокоенность по поводу риска перфорации, связанного с бесшовным разрезом, побудила некоторых авторов принять метод с клипсой (зажим и разрез), при котором перед диссекцией игольчатым ножом посередине два эндоклипса помещаются по обе стороны моста ZD. 59 .
Края раны шпоры ZD расходятся сразу после разреза. Разрез должен быть тщательно сбалансирован, чтобы предотвратить перфорацию средостения из-за чрезмерного разреза (за нижнюю границу дивертикула), и должен быть полным (не слишком коротким) 11 . Неполная крикофарингеальная миотомия может быть причиной более высокой частоты рецидивов, связанных с гибкой эндоскопией. В идеале ZD должен быть уменьшен до < 1 см слева 48 . Кровотечение в месте разреза можно остановить локально. Некоторые эндоскописты обычно помещают один или несколько металлических эндоклипов в основание разреза, чтобы зафиксировать края пищевода и дивертикулов, тем самым предотвращая микроперфорации 25 53 . Обеспокоенность по поводу риска перфорации, связанного с бесшовным разрезом, побудила некоторых авторов принять метод с клипсой (зажим и разрез), при котором перед диссекцией игольчатым ножом посередине два эндоклипса помещаются по обе стороны моста ZD. 59 . Некоторые авторы описывают ограниченные разрезы за один сеанс при краткосрочных повторных процедурах и резервируют дивертикулотомию за один сеанс для небольших дивертикулов 11 .
Некоторые авторы описывают ограниченные разрезы за один сеанс при краткосрочных повторных процедурах и резервируют дивертикулотомию за один сеанс для небольших дивертикулов 11 .
За последние годы лечение ZD значительно изменилось. Наружный хирургический доступ долгое время был традиционным методом лечения с удовлетворительными показателями клинического успеха в диапазоне 80-100% 17 . Клиника Майо сообщила об отличных или хороших результатах у 93% из 888 пациентов, перенесших открытую операцию 9.0163 21 , но уровень осложнений и смертности не является незначительным и, как сообщается, достигает 30% и 3% соответственно 60 61 . Основные осложнения (требующие интенсивной терапии, переливания крови, хирургического вмешательства или госпитализации в реанимационное отделение) включают кожно-глоточные свищи, парафарингеальный абсцесс, медиастинит, перфорацию, пневмомедиастинум, стриктуру пищевода, раневую инфекцию, значительное кровотечение, требующее оперативного вмешательства, паралич голосовых связок, аспирационную пневмонию, и смерть. Незначительные осложнения включают преходящий паралич возвратного гортанного нерва, послеоперационную лихорадку и временную подкожную эмфизему, напоминающую микроперфорацию. В обзоре литературы Zbaren et al. 62 , медиастинит и стеноз были зарегистрированы в 9,5% и 7,1%, соответственно, случаев наружного доступа. Кожные свищи и рецидивирующий паралич возвратного гортанного нерва были описаны в 19% и 12,9% случаев соответственно. Среди доступных трансцервикальных методов только дивертикулэктомия удаляет резервуар, что позволяет провести гистопатологическое исследование мешка дивертикула 1 . Однако этот метод связан с более высоким риском развития кожно-глоточных свищей (до 30%), транзиторного или постоянного паралича возвратного нерва и стриктур пищевода. Поэтому некоторые авторы предлагают инверсию дивертикула как эффективный, менее травматичный и менее сложный метод хирургического лечения 29 . Однако после заворота или подвешивания мешка дальнейший осмотр слизистой оболочки дивертикула невозможен для раннего выявления злокачественного новообразования, и это следует иметь в виду в случае более крупных застарелых дивертикулов, при которых риск злокачественного перерождения высок.
Незначительные осложнения включают преходящий паралич возвратного гортанного нерва, послеоперационную лихорадку и временную подкожную эмфизему, напоминающую микроперфорацию. В обзоре литературы Zbaren et al. 62 , медиастинит и стеноз были зарегистрированы в 9,5% и 7,1%, соответственно, случаев наружного доступа. Кожные свищи и рецидивирующий паралич возвратного гортанного нерва были описаны в 19% и 12,9% случаев соответственно. Среди доступных трансцервикальных методов только дивертикулэктомия удаляет резервуар, что позволяет провести гистопатологическое исследование мешка дивертикула 1 . Однако этот метод связан с более высоким риском развития кожно-глоточных свищей (до 30%), транзиторного или постоянного паралича возвратного нерва и стриктур пищевода. Поэтому некоторые авторы предлагают инверсию дивертикула как эффективный, менее травматичный и менее сложный метод хирургического лечения 29 . Однако после заворота или подвешивания мешка дальнейший осмотр слизистой оболочки дивертикула невозможен для раннего выявления злокачественного новообразования, и это следует иметь в виду в случае более крупных застарелых дивертикулов, при которых риск злокачественного перерождения высок. сообщается выше 62 63 . Как уже упоминалось об этиологии заболевания, миотомия является важной частью лечения ZD независимо от отношения к резервуару. Хотя резекция ZD без миотомии очень эффективна в среднесрочной перспективе, она предрасполагает к развитию послеоперационного слюнного свища и рецидиву резервуара в долгосрочной перспективе, вероятно, из-за сохранения высокого внутриглоточного давления на заднюю стенку глотки 26 . Данные, представленные в соответствующей литературе, указывают на рецидив в 3-19% случаев резекции дивертикула, в 6-15% случаев с инверсией дивертикула и до 7% при подвешивании дивертикула 29 . Согласно доступной литературе, в которой отсутствуют высококачественные сравнительные исследования, выбор между трансцервикальными хирургическими вариантами может быть лучше всего продиктован размером ЗД в контексте состояния пациента. Дивертикулэктомия целесообразна при ЗД размером более 5-6 см и у более молодых пациентов с учетом риска злокачественного перерождения, хотя и низкого, в то время как инверсия или подвешивание дивертикулов подходят при небольших дивертикулах умеренных размеров (до 4 см) и у пациентов с небольшими, но симптоматические, резервуары можно адекватно лечить только с помощью миотомии 17 28 — 30 65 .
сообщается выше 62 63 . Как уже упоминалось об этиологии заболевания, миотомия является важной частью лечения ZD независимо от отношения к резервуару. Хотя резекция ZD без миотомии очень эффективна в среднесрочной перспективе, она предрасполагает к развитию послеоперационного слюнного свища и рецидиву резервуара в долгосрочной перспективе, вероятно, из-за сохранения высокого внутриглоточного давления на заднюю стенку глотки 26 . Данные, представленные в соответствующей литературе, указывают на рецидив в 3-19% случаев резекции дивертикула, в 6-15% случаев с инверсией дивертикула и до 7% при подвешивании дивертикула 29 . Согласно доступной литературе, в которой отсутствуют высококачественные сравнительные исследования, выбор между трансцервикальными хирургическими вариантами может быть лучше всего продиктован размером ЗД в контексте состояния пациента. Дивертикулэктомия целесообразна при ЗД размером более 5-6 см и у более молодых пациентов с учетом риска злокачественного перерождения, хотя и низкого, в то время как инверсия или подвешивание дивертикулов подходят при небольших дивертикулах умеренных размеров (до 4 см) и у пациентов с небольшими, но симптоматические, резервуары можно адекватно лечить только с помощью миотомии 17 28 — 30 65 .
Как уже указывалось, поскольку ZD поражает ослабленных пожилых пациентов, которые чаще всего являются плохими кандидатами на хирургическое вмешательство, желательны менее инвазивные методы лечения. Первая попытка в 1917 г. внедрить эндоскопический доступ была быстро прекращена из-за высоких осложнений и летальности. В 1960 году снова была предпринята попытка эндоскопического подхода для лечения ЗД с удовлетворительными результатами, но из-за опасений по поводу возможной утечки при медиастините хирурги сопротивлялись, и эндоскопическая техника не получила признания 66 . Только в 1993 году был окончательно введен жесткий эндоскопический доступ с эндостеплером, который стал все более популярным 34 35 . Эндоскопическое сшивание глоточного мешка менее инвазивно, очень безопасно и эффективно и стало, как подтверждается многочисленными литературными данными, хирургическим лечением первой линии с показателями клинического успеха, которые выгодно отличаются от открытой хирургии 17 . Крупные исследования продемонстрировали эффективность эндостеплирования в 9 случаях.0-100% случаев 5 , с приемлемым стойким облегчением симптомов при длительном наблюдении 27 . Миотомия, решающий аспект лечения ZD, неизбежно является частью процедуры. Эндоскопическая дивертикулоэзофагостомия со степлером имеет меньшую частоту серьезных осложнений (свищи, ятрогенные перфорации и медиастиниты, стойкое рецидивирующее повреждение возвратного гортанного нерва) в среднем до 4 %, с летальностью < 1 %. Незначительные нежелательные явления включают боль в горле, разрыв десны или слизистой оболочки, повреждение зубов, преходящий паралич голосовых связок, подкожную эмфизему и ощущение инородного тела или стеноз из-за скобок 67 . Антибиотики обычно не назначаются, и назогастральный зонд обычно не вводится. Явные преимущества эндостеплирования по сравнению со стандартной техникой открытой шеи включают, как сообщалось в нескольких сериях исследований 27 60 68 69 и в недавнем метаанализе с участием 585 пациентов 70 , отсутствие разреза кожи, более короткое время операции, минимальная или отсутствующая послеоперационная боль, более быстрое возобновление перорального приема пищи (в течение 24 часов), сокращение времени пребывания в стационаре, рассчитанное со дня операции до выписки (24-48 часов), что также приводит к снижению общих больничных расходов, а также как более низкий уровень общих осложнений.
Крупные исследования продемонстрировали эффективность эндостеплирования в 9 случаях.0-100% случаев 5 , с приемлемым стойким облегчением симптомов при длительном наблюдении 27 . Миотомия, решающий аспект лечения ZD, неизбежно является частью процедуры. Эндоскопическая дивертикулоэзофагостомия со степлером имеет меньшую частоту серьезных осложнений (свищи, ятрогенные перфорации и медиастиниты, стойкое рецидивирующее повреждение возвратного гортанного нерва) в среднем до 4 %, с летальностью < 1 %. Незначительные нежелательные явления включают боль в горле, разрыв десны или слизистой оболочки, повреждение зубов, преходящий паралич голосовых связок, подкожную эмфизему и ощущение инородного тела или стеноз из-за скобок 67 . Антибиотики обычно не назначаются, и назогастральный зонд обычно не вводится. Явные преимущества эндостеплирования по сравнению со стандартной техникой открытой шеи включают, как сообщалось в нескольких сериях исследований 27 60 68 69 и в недавнем метаанализе с участием 585 пациентов 70 , отсутствие разреза кожи, более короткое время операции, минимальная или отсутствующая послеоперационная боль, более быстрое возобновление перорального приема пищи (в течение 24 часов), сокращение времени пребывания в стационаре, рассчитанное со дня операции до выписки (24-48 часов), что также приводит к снижению общих больничных расходов, а также как более низкий уровень общих осложнений. Дополнительное преимущество заключается в повторных процедурах при стойких или рецидивирующих симптомах, которые могут быть успешно выполнены через трансоральный доступ (жесткий или гибкий), в то время как открытый доступ может представлять серьезную техническую проблему 27 . Обзор литературы показывает, что средняя частота рецидивов составляет около 6% (диапазон 0-22%), что соответствует средней частоте рецидивов 5%, о которой сообщается для внешних подходов 68 . Вышеупомянутый метаанализ 70 сообщает о клиническом успехе с точки зрения разрешения или значительного улучшения симптомов в 91% с частотой рецидивов до 12,8% и техническим успехом в 92% случаев. Этот относительно высокий уровень рецидивов может отражать неполное рассечение волокон перегородки сшивающим аппаратом. Определение точки, в которой должен заканчиваться степлерный разрез перегородки, является критической проблемой, так как слишком неглубокий разрез приведет к персистирующим симптомам, а слишком глубокий разрез увеличивает риск перфорации с медиастинитом.
Дополнительное преимущество заключается в повторных процедурах при стойких или рецидивирующих симптомах, которые могут быть успешно выполнены через трансоральный доступ (жесткий или гибкий), в то время как открытый доступ может представлять серьезную техническую проблему 27 . Обзор литературы показывает, что средняя частота рецидивов составляет около 6% (диапазон 0-22%), что соответствует средней частоте рецидивов 5%, о которой сообщается для внешних подходов 68 . Вышеупомянутый метаанализ 70 сообщает о клиническом успехе с точки зрения разрешения или значительного улучшения симптомов в 91% с частотой рецидивов до 12,8% и техническим успехом в 92% случаев. Этот относительно высокий уровень рецидивов может отражать неполное рассечение волокон перегородки сшивающим аппаратом. Определение точки, в которой должен заканчиваться степлерный разрез перегородки, является критической проблемой, так как слишком неглубокий разрез приведет к персистирующим симптомам, а слишком глубокий разрез увеличивает риск перфорации с медиастинитом. Этим же обстоятельством объясняется высокая частота отдаленных рецидивов, отмеченная Bonavina et al. 27 в подгруппе пациентов, получавших лечение по поводу небольших (< 3 см) дивертикулов, когда частота рецидивов была стратифицирована в соответствии с размером ЗД. В небольших дивертикулах часть перегородки может оставаться неразделенной. Дивертикулы размером менее 3 см представляют собой формальные противопоказания к эндохирургическому доступу, поскольку они слишком мелкие, чтобы правильно разместить наковальню степлера и сделать возможным полное рассечение перегородки; рецидив может возникнуть у > 35% пациентов. Эндоскопическая сшивающая дивертикулотомия лучше подходит для дивертикулов среднего размера (3-5 см) 9 в соответствии с существующей литературой. С другой стороны, дивертикулы длиннее 6 см представляют собой относительное противопоказание к эндоскопическому лечению, поскольку остаточный мешочек может быть слишком большим, чтобы его можно было легко удалить из общей полости при глотании 71 .
Этим же обстоятельством объясняется высокая частота отдаленных рецидивов, отмеченная Bonavina et al. 27 в подгруппе пациентов, получавших лечение по поводу небольших (< 3 см) дивертикулов, когда частота рецидивов была стратифицирована в соответствии с размером ЗД. В небольших дивертикулах часть перегородки может оставаться неразделенной. Дивертикулы размером менее 3 см представляют собой формальные противопоказания к эндохирургическому доступу, поскольку они слишком мелкие, чтобы правильно разместить наковальню степлера и сделать возможным полное рассечение перегородки; рецидив может возникнуть у > 35% пациентов. Эндоскопическая сшивающая дивертикулотомия лучше подходит для дивертикулов среднего размера (3-5 см) 9 в соответствии с существующей литературой. С другой стороны, дивертикулы длиннее 6 см представляют собой относительное противопоказание к эндоскопическому лечению, поскольку остаточный мешочек может быть слишком большим, чтобы его можно было легко удалить из общей полости при глотании 71 . Более того, открытая хирургическая дивертикулэктомия с миотомией обеспечивает радикальность, устраняя любой теоретический риск карциномы, и это необходимо иметь в виду при рассмотрении возможности злокачественной эволюции в остаточных мешочках после эндоскопического лечения 72 . Несмотря на ранние сообщения о более высокой частоте осложнений при применении эндоскопического CO2-лазера 73 и ультразвукового разреза 74 при лечении ZD, некоторые авторы предполагают возможную дополнительную роль этих методов для разделения остаточной перегородки, когда эндостегирование не может быть завершено или когда введение степлера приводит к плохому доступу или плохому хирургическому обзору 44 70 75 . После жесткого эндоскопического или хирургического лечения персистирующая перегородка или остаточный мешок все еще могут быть очевидны при исследовании с глотанием бария. Стойкие симптомы могут быть связаны с другими лежащими в основе нарушениями глотания и/или неадекватной миотомией без какой-либо корреляции между размером остаточного резервуара и симптоматическим рецидивом.
Более того, открытая хирургическая дивертикулэктомия с миотомией обеспечивает радикальность, устраняя любой теоретический риск карциномы, и это необходимо иметь в виду при рассмотрении возможности злокачественной эволюции в остаточных мешочках после эндоскопического лечения 72 . Несмотря на ранние сообщения о более высокой частоте осложнений при применении эндоскопического CO2-лазера 73 и ультразвукового разреза 74 при лечении ZD, некоторые авторы предполагают возможную дополнительную роль этих методов для разделения остаточной перегородки, когда эндостегирование не может быть завершено или когда введение степлера приводит к плохому доступу или плохому хирургическому обзору 44 70 75 . После жесткого эндоскопического или хирургического лечения персистирующая перегородка или остаточный мешок все еще могут быть очевидны при исследовании с глотанием бария. Стойкие симптомы могут быть связаны с другими лежащими в основе нарушениями глотания и/или неадекватной миотомией без какой-либо корреляции между размером остаточного резервуара и симптоматическим рецидивом. В литературе существует общее мнение о том, что оценка результатов лечения и необходимость дальнейшего лечения должны быть клинически обусловлены симптомами пациента 1 17 . Жесткая эндоскопия не всегда технически осуществима и может потребовать перехода на открытую операцию примерно в 5% случаев. Недавний обзор литературы сообщает о технических успехах в диапазоне от 70% до 100% 17 . Основными причинами технической неудачи являются невозможность или неадекватное обнажение дивертикула из-за анатомических особенностей пациента, таких как ретрогнатия, протрузия зубов, ригидный шейный кифоз, недостаточная подвижность шеи, неспособность переразгибать шею или широко открывать рот. Кроме того, жесткая эндоскопия требует общей анестезии с эндотрахеальной интубацией, и не все пациенты подходят для операции или могут выдержать общую анестезию. Наконец, что не менее важно, в дополнение к анатомическим или клиническим соображениям, небольшие или очень глубокие дивертикулы не поддаются жесткой эндоскопии, поскольку эти условия ухудшают размещение жесткого дивертикулоскопа и степлера в кармане.
В литературе существует общее мнение о том, что оценка результатов лечения и необходимость дальнейшего лечения должны быть клинически обусловлены симптомами пациента 1 17 . Жесткая эндоскопия не всегда технически осуществима и может потребовать перехода на открытую операцию примерно в 5% случаев. Недавний обзор литературы сообщает о технических успехах в диапазоне от 70% до 100% 17 . Основными причинами технической неудачи являются невозможность или неадекватное обнажение дивертикула из-за анатомических особенностей пациента, таких как ретрогнатия, протрузия зубов, ригидный шейный кифоз, недостаточная подвижность шеи, неспособность переразгибать шею или широко открывать рот. Кроме того, жесткая эндоскопия требует общей анестезии с эндотрахеальной интубацией, и не все пациенты подходят для операции или могут выдержать общую анестезию. Наконец, что не менее важно, в дополнение к анатомическим или клиническим соображениям, небольшие или очень глубокие дивертикулы не поддаются жесткой эндоскопии, поскольку эти условия ухудшают размещение жесткого дивертикулоскопа и степлера в кармане. В случае небольших дивертикулов наковальня степлера не может быть правильно установлена, и перстнеглоточная мышца не может быть адекватно резецирована. Другими факторами, предсказывающими успех или неудачу, являются короткая шея, уменьшение подбородочно-подбородочного расстояния, большие остеофиты, ожирение, избыточная слизистая оболочка 9.0163 6 11 17 76 77 и рентгенологические характеристики дивертикула 78 .
В случае небольших дивертикулов наковальня степлера не может быть правильно установлена, и перстнеглоточная мышца не может быть адекватно резецирована. Другими факторами, предсказывающими успех или неудачу, являются короткая шея, уменьшение подбородочно-подбородочного расстояния, большие остеофиты, ожирение, избыточная слизистая оболочка 9.0163 6 11 17 76 77 и рентгенологические характеристики дивертикула 78 .
При общей тенденции к минималистскому подходу гибкая эндоскопия является привлекательной альтернативой и может преодолеть некоторые технические ограничения открытой хирургии и жесткой эндоскопии, а также некоторые ограничения, связанные с размером ZD и состоянием пациента. Гибкая эндоскопия обычно выполняется в эндоскопическом отделении под седацией мидазоламом и/или опиатами в сознании и оптимальна для ослабленных пожилых пациентов, не пригодных для хирургического вмешательства, которым, скорее всего, будет полезна короткая процедура без необходимости общей анестезии и для гиперэкстензия шеи 47 . Как и при жесткой эндоскопии, гибкое эндоскопическое лечение направлено на снятие перстнеглоточного спазма путем выполнения перстнеглоточной миотомии и восстановления непрерывности оттока. При отсутствии осложнений это позволяет быстро (обычно через 24 часа) возобновить пероральную диету и быстро выписать из стационара (обычно 12-48 часов в стационаре и 6 часов в амбулаторных условиях) с частотой успеха и осложнений, аналогичной эндостеплированию. В случае сохранения или рецидива симптомов процедуру можно безопасно и легко повторить. В недавней ретроспективной статье 79 , оценивая гибкую эндоскопию по сравнению с эндостеплером, авторы сообщили об аналогичных результатах с точки зрения пребывания в стационаре, улучшения оценки симптомов дисфагии и частоты осложнений, но значительно более длительного времени процедуры для эндоскопии по сравнению с гибкой эндоскопией. Несколько серий клинических случаев, опубликованных с 1995 г., демонстрируют эффективность и безопасность гибкой эндоскопии с показателями клинического успеха от 56% до 100% 19 47 — 59 .
Как и при жесткой эндоскопии, гибкое эндоскопическое лечение направлено на снятие перстнеглоточного спазма путем выполнения перстнеглоточной миотомии и восстановления непрерывности оттока. При отсутствии осложнений это позволяет быстро (обычно через 24 часа) возобновить пероральную диету и быстро выписать из стационара (обычно 12-48 часов в стационаре и 6 часов в амбулаторных условиях) с частотой успеха и осложнений, аналогичной эндостеплированию. В случае сохранения или рецидива симптомов процедуру можно безопасно и легко повторить. В недавней ретроспективной статье 79 , оценивая гибкую эндоскопию по сравнению с эндостеплером, авторы сообщили об аналогичных результатах с точки зрения пребывания в стационаре, улучшения оценки симптомов дисфагии и частоты осложнений, но значительно более длительного времени процедуры для эндоскопии по сравнению с гибкой эндоскопией. Несколько серий клинических случаев, опубликованных с 1995 г., демонстрируют эффективность и безопасность гибкой эндоскопии с показателями клинического успеха от 56% до 100% 19 47 — 59 .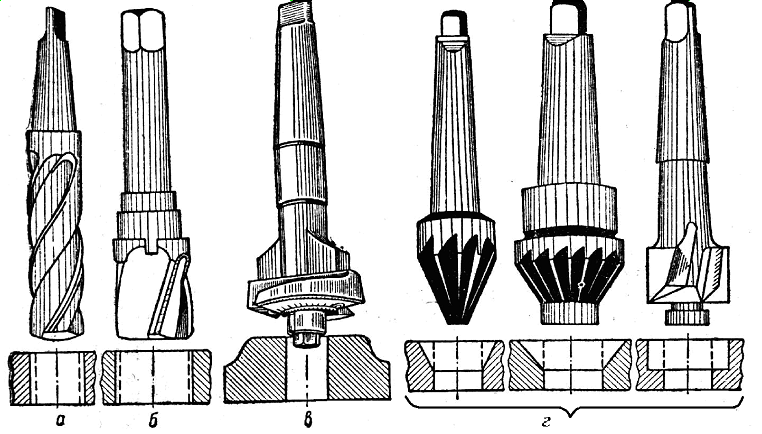 Более низкий показатель клинического успеха 56%, зарегистрированный в одной серии 53 , весьма вероятно, из-за того, что клиническая ремиссия оценивалась по наличию или отсутствию совокупности симптомов, а не только дисфагии. When considering the sole series in which success is defined according to dysphagia, clinical success rises to 84-100% 19 48 49 51 52 54 — 57 . Более того, в некоторых случаях результат оценивался после одного сеанса лечения 52 53 57 , тогда как в других сериях он определялся после многократных сеансов лечения 19 48 — 50 55 6 6 61 546 9. В отличие от жесткой эндоскопии и, в частности, эндостеплирования, техника гибкой ZD-септотомии не является ни однозначной, ни стандартизированной. Как уже упоминалось, существуют разные техники стрижки, которые можно вариативно комбинировать с разными аксессуарами.
Более низкий показатель клинического успеха 56%, зарегистрированный в одной серии 53 , весьма вероятно, из-за того, что клиническая ремиссия оценивалась по наличию или отсутствию совокупности симптомов, а не только дисфагии. When considering the sole series in which success is defined according to dysphagia, clinical success rises to 84-100% 19 48 49 51 52 54 — 57 . Более того, в некоторых случаях результат оценивался после одного сеанса лечения 52 53 57 , тогда как в других сериях он определялся после многократных сеансов лечения 19 48 — 50 55 6 6 61 546 9. В отличие от жесткой эндоскопии и, в частности, эндостеплирования, техника гибкой ZD-септотомии не является ни однозначной, ни стандартизированной. Как уже упоминалось, существуют разные техники стрижки, которые можно вариативно комбинировать с разными аксессуарами. Оптимальная техника резания неизвестна, так как проспективные рандомизированные исследования отсутствуют, а выбор в основном основывается на личном опыте и предпочтениях эндоскописта. Игольчатый нож хоть и сложнее освоить без дополнительных приспособлений 47 , наиболее часто используемое режущее устройство, часто в сочетании с колпачком 53 56 , капюшоном 54 55 или мягким дивертикулоскопом 52
Оптимальная техника резания неизвестна, так как проспективные рандомизированные исследования отсутствуют, а выбор в основном основывается на личном опыте и предпочтениях эндоскописта. Игольчатый нож хоть и сложнее освоить без дополнительных приспособлений 47 , наиболее часто используемое режущее устройство, часто в сочетании с колпачком 53 56 , капюшоном 54 55 или мягким дивертикулоскопом 52
43 операционное поле. Достоверных различий в клинических исходах при использовании того или иного аксессуара нет. В доступной литературе гибкая эндоскопия ассоциируется с клинической частотой рецидивов 20% 11 . Разрез не должен выходить за нижний край дивертикула, так как это может привести к перфорации средостения, но слишком короткий разрез может привести к неполной перстнеглоточной миотомии и впоследствии объяснить более высокую частоту клинических рецидивов при гибкой эндоскопии. Глубина септотомии является серьезной технической проблемой. К сожалению, когда разрез делается сверху вниз, эндоскопически трудно определить нижнюю границу, и нет никаких объективных параметров или надежных анатомических ориентиров (за исключением мышечных волокон), которыми мог бы руководствоваться эндоскопист. Это побудило Repici et al. 57 , чтобы расширить использование крючкового ножа, от эндоскопической диссекции слизистой оболочки до рассечения перегородки ZD, и оценить его безопасность и эффективность. Направление разреза обратное, снизу вверх. Разрез кажется более контролируемым и точным, что снижает риск непреднамеренного притупления диссекции и перфорации. Авторы сообщили об 1 перфорации из 35 процедур (2,8%) и об очень хорошей клинической ремиссии (до 93%). В то время как техническое преимущество должно было соответствовать уменьшенному риску перфорации, небольшой размер выборки и короткое время наблюдения не позволили сделать окончательные выводы. Что касается частоты осложнений, перфорации в диапазоне от медиастинита или абсцессов шейки матки до микроперфораций (проявляющихся в виде самокупирующейся подкожной эмфиземы шейки матки) и кровотечений были зарегистрированы в 0-27% (в среднем 4%) и 0-10% случаев соответственно.
К сожалению, когда разрез делается сверху вниз, эндоскопически трудно определить нижнюю границу, и нет никаких объективных параметров или надежных анатомических ориентиров (за исключением мышечных волокон), которыми мог бы руководствоваться эндоскопист. Это побудило Repici et al. 57 , чтобы расширить использование крючкового ножа, от эндоскопической диссекции слизистой оболочки до рассечения перегородки ZD, и оценить его безопасность и эффективность. Направление разреза обратное, снизу вверх. Разрез кажется более контролируемым и точным, что снижает риск непреднамеренного притупления диссекции и перфорации. Авторы сообщили об 1 перфорации из 35 процедур (2,8%) и об очень хорошей клинической ремиссии (до 93%). В то время как техническое преимущество должно было соответствовать уменьшенному риску перфорации, небольшой размер выборки и короткое время наблюдения не позволили сделать окончательные выводы. Что касается частоты осложнений, перфорации в диапазоне от медиастинита или абсцессов шейки матки до микроперфораций (проявляющихся в виде самокупирующейся подкожной эмфиземы шейки матки) и кровотечений были зарегистрированы в 0-27% (в среднем 4%) и 0-10% случаев соответственно. 0163 17 . Другими возможными осложнениями гибкого эндоскопического лечения ZD являются транзиторная лихорадка с лейкоцитозом, боль в горле и побочные эффекты, связанные с седацией. Хотя некоторые авторы проводят рутинно, исследования с водорастворимым контрастом после процедуры имеют ограниченную чувствительность для обнаружения небольших перфораций и не коррелируют с симптоматическим ответом на эндоскопическую терапию или с рецидивами 11 . Гибкая эндоскопия является привлекательным безопасным и эффективным минимально инвазивным методом лечения ЗД с хорошим клиническим результатом, приемлемым уровнем рецидивов и частотой осложнений. Наиболее подходящими кандидатами являются пожилые пациенты и пациенты с высоким риском, которые не подходят для хирургического вмешательства, хотя некоторые авторы распространяют показания на всех пациентов с симптомами, направленных на лечение.
0163 17 . Другими возможными осложнениями гибкого эндоскопического лечения ZD являются транзиторная лихорадка с лейкоцитозом, боль в горле и побочные эффекты, связанные с седацией. Хотя некоторые авторы проводят рутинно, исследования с водорастворимым контрастом после процедуры имеют ограниченную чувствительность для обнаружения небольших перфораций и не коррелируют с симптоматическим ответом на эндоскопическую терапию или с рецидивами 11 . Гибкая эндоскопия является привлекательным безопасным и эффективным минимально инвазивным методом лечения ЗД с хорошим клиническим результатом, приемлемым уровнем рецидивов и частотой осложнений. Наиболее подходящими кандидатами являются пожилые пациенты и пациенты с высоким риском, которые не подходят для хирургического вмешательства, хотя некоторые авторы распространяют показания на всех пациентов с симптомами, направленных на лечение.
При сравнении технических и клинических результатов из доступной литературы по лечению ZD следует критически отметить, что прямое сравнение между исследованиями и результатами может быть неуместным, поскольку данные не являются ни однородными, ни стандартизированными в отношении множества переменных. В этом отношении следует отметить: сбор симптомов (дисфагия, дисфагия плюс регургитация, пул симптомов), оценка симптомов (объективные баллы дисфагии, субъективная оценка облегчения и удовлетворения симптомов), выбор того или иного метода (последовательный, размер дивертикула, клиническая картина). условия, местная политика), определение клинического успеха (полное исчезновение симптомов, исчезновение плюс улучшение), показатели успеха и рецидива (после одного сеанса или нескольких сеансов), а также переменная продолжительность последующего наблюдения (самые короткие графики последующего наблюдения сообщалось о лечении с помощью гибкой эндоскопии, в отличие от более поздних серий пациентов, получавших трансоральное лечение, и исторической когорты пациентов, получавших хирургическое лечение).
В этом отношении следует отметить: сбор симптомов (дисфагия, дисфагия плюс регургитация, пул симптомов), оценка симптомов (объективные баллы дисфагии, субъективная оценка облегчения и удовлетворения симптомов), выбор того или иного метода (последовательный, размер дивертикула, клиническая картина). условия, местная политика), определение клинического успеха (полное исчезновение симптомов, исчезновение плюс улучшение), показатели успеха и рецидива (после одного сеанса или нескольких сеансов), а также переменная продолжительность последующего наблюдения (самые короткие графики последующего наблюдения сообщалось о лечении с помощью гибкой эндоскопии, в отличие от более поздних серий пациентов, получавших трансоральное лечение, и исторической когорты пациентов, получавших хирургическое лечение).
Ни одно из доступных исследований, основанных на ретроспективных сериях случаев, недвусмысленно демонстрирует существенное превосходство одного метода лечения над другим, и хотя жесткая эндоскопия является предпочтительным и наиболее частым подходом, выбор между различными вариантами зависит от местного опыта и предпочтений.
В настоящей статье представлен обзор литературы по основным хирургическим и эндоскопическим методам лечения ЗД. Существует множество альтернатив лечения, отражающих тот факт, что ни одна из них не имеет доказанного превосходства. Было показано, что все подходы работают в руках опытных хирургов, отоларингологов и эндоскопистов желудочно-кишечного тракта, а оптимальная тактика лечения остается предметом дискуссий.
Нет рандомизированных исследований, сравнивающих различные хирургические и эндоскопические подходы, сравнительных исследований мало, а критерии выбора лечения либо не установлены, либо неясны. Большое количество ретроспективных серий случаев не позволяет сделать однозначные выводы, хотя появились некоторые общие признаки. В частности, дивертикулы малого и среднего размера (до 5 см) лучше всего лечить эндоскопически, при ZD размером до 3 см лучше всего лечить с помощью гибкой эндоскопии, в то время как для очень больших дивертикулов может быть полезно открытое хирургическое иссечение, особенно у молодых, хороших кандидатов на хирургическое вмешательство. . Повторные процедуры в случае неэффективности лечения или рецидива симптомов могут быть легко и успешно проведены с помощью гибкой или жесткой эндоскопии.
. Повторные процедуры в случае неэффективности лечения или рецидива симптомов могут быть легко и успешно проведены с помощью гибкой или жесткой эндоскопии.
Рандомизированные сравнительные испытания общих подходов к лечению давно назрели, но вряд ли осуществимы. Низкая распространенность заболевания, минимальное количество пациентов, нуждающихся в лечении, и высокая концентрация местного опыта затрудняют регистрацию и рандомизацию кандидатов между различными вариантами лечения.
1. Siddiq MA, Sood S, Strachan D. Фарингеальный мешок (Zenker’s
diverticulum) Postgrad Med J. 2001;77:506–511. [Бесплатная статья PMC] [PubMed] [Google Scholar]
2. Ладлоу А. Случай затрудненного глотания сверхъестественным
расширение и образование мешка в глотке. Мед
Соблюдайте Enq. 1769; 3: 85–101. [Google Scholar]
3. Zenker FA, Ziemssen H. Krankheiten des Oesophagus. В: Ziemssen H, редактор. Справочник по специальной патологии
и терапии. Лейпциг, Германия: ФК Фогель; 1877. С. 1–87. [Google Scholar]
1–87. [Google Scholar]
4. Cook IJ, Gabb M, Panagopoulos V, et al. Дивертикул глотки (Ценкера) – нарушение открытия верхнего пищеводного сфинктера. Гастроэнтерология. 1992;103:1229–1235. [PubMed] [Google Scholar]
5. Costantini M, Zaninotto G, Rizzetto C, et al. пищевод
дивертикулы. Best Pract Res Clin Gastroenterol. 2004; 18:3–17. [PubMed] [Google Scholar]
6. Herbella FA, Patti MG. Современная патофизиология и лечение
дивертикулов пищевода. Langenbecks Arch Surg. 2012; 397: 29–35. [PubMed] [Google Scholar]
7. Sen P, Lowe DA, Farnan T. Хирургические вмешательства на глотке
мешочек. Cochrane Database Syst Rev. 2005;(3):CD004459–CD004459. [PubMed] [Google Scholar]
8. Zaninotto G, Narne S, Costantini M, et al. Индивидуальный доступ к дивертикулам Ценкера. Surg Endosc. 2003; 17: 129–133. [PubMed] [Google Scholar]
9. Rizzetto C, Zaninotto G, Costantini M, et al. Дивертикулы Ценкера: возможность индивидуального подхода в зависимости от размера дивертикула. J Gastrointest Surg. 2008;12:2057–2065. [PubMed] [Google Scholar]
J Gastrointest Surg. 2008;12:2057–2065. [PubMed] [Google Scholar]
10. Klockars T, Sihvo E, Mäkitie A. Семейный дивертикул Ценкера. Акта Отоларингол. 2008; 128:1034–1036. [PubMed] [Академия Google]
11. Феррейра Л.Е., Симмонс Д.Т., Барон Т.Х. Дивертикулы Ценкера: патофизиология, клиническая картина и гибкое эндоскопическое лечение. Дис пищевода. 2008; 21:1–8. [PubMed] [Google Scholar]
12. Overbeek JJ. Патогенез и методы лечения ценкеровского дивертикула. Энн Отол Ринол Ларингол. 2003; 112: 583–593. [PubMed] [Google Scholar]
13. Брэдли П.Дж., Кочаар А., Курайши М.С. Карцинома глоточного мешка:
реальные или мнимые риски? Энн Отол Ринол Ларингол. 1999;108:1027–1032. [PubMed] [Google Scholar]
14. Zaninotto G, Costantini M, Boccù C, et al. Функционально-морфологическое исследование перстнеглоточной мышцы у больных ценкеровским дивертикулом. Бр Дж Сур. 1996; 83: 1263–1267. [PubMed] [Google Scholar]
15. Venturi M, Bonavina L, Colombo L, et al. Биохимические маркеры податливости верхнего пищеводного сфинктера у больных ценкеровским дивертикулом. J Surg Res. 1997; 70:46–48. [PubMed] [Google Scholar]
Биохимические маркеры податливости верхнего пищеводного сфинктера у больных ценкеровским дивертикулом. J Surg Res. 1997; 70:46–48. [PubMed] [Google Scholar]
16. Anagiotos A, Preuss SF, Koebke J. Морфометрический и антропометрический анализ треугольника Киллиана. Ларингоскоп. 2010; 120:1082–1088. [PubMed] [Академия Google]
17. Джелетович И., Экбом Д.С., барон Т.Х. Гибкое эндоскопическое и хирургическое лечение дивертикула Ценкера. Эксперт
Преподобный Гастроэнтерол Гепатол. 2012; 6: 449–465. викторина 466. [PubMed] [Google Scholar]
18. Коллард Дж. М., Отте Дж. Б., Кестенс П. Дж. Эндоскопическая сшивающая техника эзофагодивертикулостомии при дивертикуле Ценкера. Энн Торак Серг. 1993; 56: 573–576. [PubMed] [Google Scholar]
19. Ishioka S, Sakai P, Maluf Filho F, et al. Эндоскопическое рассечение дивертикула Ценкера. Эндоскопия. 1995;27:433–437. [PubMed] [Google Scholar]
20. Mulder CJ, Hartog G, Robijn RJ, et al. Гибкое эндоскопическое лечение дивертикула Ценкера: новый подход. Эндоскопия. 1995; 27: 438–442. [PubMed] [Google Scholar]
Эндоскопия. 1995; 27: 438–442. [PubMed] [Google Scholar]
21. Payne WS. Лечение дивертикулов глотки:
простое и сложное. Гепатогастроэнтерология. 1992; 39: 109–114. [PubMed] [Google Scholar]
22. Peracchia A, Bonavina L, Narne S, et al. Минимально инвазивный
операция по поводу дивертикула Ценкера: анализ результатов 95
последовательных пациентов. Арка Сур. 1998; 133: 695–700. [PubMed] [Google Scholar]
23. Krespi Y, Kacker A, Remacle M. Эндоскопическое лечение дивертикула Ценкера с использованием CO2-лазера. Отоларингол Голова
Шея Surg. 2002; 127:309–314. [PubMed] [Google Scholar]
24. Фама А.Ф., Мур Э.Дж., Каспербауэр Дж.Л. Гармонический скальпель в лечении дивертикула Ценкера. Ларингоскоп. 2009; 119:1265–1269. [PubMed] [Google Scholar]
25. Case DJ, Baron TH. Гибкое эндоскопическое управление Zenker
дивертикулы: опыт клиники Майо. Мэйо Клин
проц. 2010;85:719–722. [Бесплатная статья PMC] [PubMed] [Google Scholar]
26. Gutschow CA, Hamoir M, Rombaux P, et al..jpg) Лечение глоточно-пищеводного (ценкеровского) дивертикула: какой метод? Энн Торак Серг. 2002; 74: 1677–1683. [PubMed] [Google Scholar]
Лечение глоточно-пищеводного (ценкеровского) дивертикула: какой метод? Энн Торак Серг. 2002; 74: 1677–1683. [PubMed] [Google Scholar]
27. Bonavina L, Bona D, Abraham M, et al. Долгосрочные результаты
эндохирургический и открытый хирургический доступ при дивертикуле Ценкера. Мир J Гастроэнтерол. 2007; 13: 2586–2589. [Бесплатная статья PMC] [PubMed] [Google Scholar]
28. Simic A, Radovanović N, Stojakov D, et al. Хирургический опыт отечественного учреждения в лечении ценкеровских дивертикулов. Акта Чир Югосл. 2009 г.;56:25–33. [PubMed] [Google Scholar]
29. Mantsopoulos K, Psychogios G, Künzel J, et al. Оценка
различных трансцервикальных доступов для
Дивертикул Ценкера. Отоларингол Head Neck Surg. 2012; 146:725–729. [PubMed] [Google Scholar]
30. Али А., Девитт П.Г., Джеймисон Г.Г. и соавт. Эволюция хирургического лечения
для глоточного мешка. Бр Дж Сур. 2004; 91: 657–664. [PubMed] [Google Scholar]
31. Martin-Hirsch DP, Newbegin CJ. Пистолет Autosuture GIA: новинка
Применение при лечении дивертикулов гортаноглотки. Дж
Дж
Ларингол Отол. 1993;107:723–725. [PubMed] [Google Scholar]
32. Луна Р.А., Коллард Дж.М. Трансоральная сшитая дивертикулотомия. Преподобный полковник Брас Cir. 2009; 36: 268–270. [PubMed] [Google Scholar]
33. Richtsmeier WJ. Эндоскопическое лечение дивертикула Ценкера:
подход со скобами. Am J Med. 2003; 115 (Приложение 3A): 175S–178S. [PubMed] [Google Scholar]
34. Philippsen LP, Weisberger EC, Whiteman TS, et al. Эндоскопическая сшивающая дивертикулотомия: лечение дивертикула Ценкера. Ларингоскоп. 2000;110:1283–1286. [PubMed] [Академия Google]
35. Cook RD, Huang PC, Richstmeier WJ, et al. Эндоскопический
эзофагодивертикулостомия со скобками: отличный
Лечение дивертикула Ценкера. Ларингоскоп. 2000;110:2020–2025. [PubMed] [Google Scholar]
36. Bonavina L, Rottoli M, Bona D, et al. Трансоральное сшивание
при дивертикуле Ценкера: эффект наложения швов с тракцией
техника на отдаленные результаты. Surg Endosc. 2012;26:2856–2861. [PubMed] [Google Scholar]
37. Николас Б.Д., Девитт С., Розен Д. и соавт. Эндоскопическая дивертикулостомия Ценкера с эндостежком: проверенный подход в сложных случаях. Дис пищевода. 2010;23:296–299. [PubMed] [Google Scholar]
Николас Б.Д., Девитт С., Розен Д. и соавт. Эндоскопическая дивертикулостомия Ценкера с эндостежком: проверенный подход в сложных случаях. Дис пищевода. 2010;23:296–299. [PubMed] [Google Scholar]
38. Сиддик М.А., Суд С. Текущее лечение глотки
хирургия кармана британскими оториноларингологами. Энн Р Колл
Surg англ. 2004; 86: 247–252. [Бесплатная статья PMC] [PubMed] [Google Scholar]
39. Chang CW, Burkey BB, Netterville JL, et al. Эндоскопическая дивертикулотомия с лазером на углекислом газе по сравнению с открытой дивертикулэктомией при дивертикуле Ценкера. Ларингоскоп. 2004; 114: 519–527. [PubMed] [Google Scholar]
40. Helmstaedter V, Engel A, Huttenbrink KB, et al. Лазерная эндоскопическая дивертикулотомия диоксида углерода при дивертикуле Ценкера: результаты и осложнения в последовательной серии из 40 пациентов. ORL J Оториноларингол Relat Spec. 2009 г.;71:40–44. [PubMed] [Google Scholar]
41. Kos MP, David EF, Mahieu HF. Эндоскопическая дивертикулотомия Ценкера лазером на углекислом газе. Энн Отол Ринол
Энн Отол Ринол
Ларингол. 2009; 118: 512–518. [PubMed] [Google Scholar]
42. Verhaegen VJ, Feuth T, Hoogen FJ, et al. Эндоскопическая дивертикулостомия с лазером на углекислом газе по сравнению с эндоскопической дивертикулостомией со скобками для лечения дивертикула Ценкера. Шея головы. 2011;33:154–159. [PubMed] [Google Scholar]
43. Peretti G, Piazza C, Del Bon F, et al. Эндоскопическое лечение дивертикула Ценкера углекислотным лазером. Акта Оториноларингол
итал. 2010;30:1–4. [Бесплатная статья PMC] [PubMed] [Google Scholar]
44. May JT, IV, Padhya TA, McCaffrey TV, et al. Эндоскопическая коррекция дивертикула Ценкера гармоническим скальпелем. Am J Отоларингол. 2011; 32: 553–556. [PubMed] [Google Scholar]
45. Sharp DB, Newman JR, Magnuson JS. Эндоскопическое лечение дивертикула Ценкера: сшивание с помощью степлера по сравнению с Harmonic Ace. Ларингоскоп. 2009; 119:1906–1912. [PubMed] [Google Scholar]
46. Hondo FY, Maluf-Filho F, Giordano-Nappi JH, et al. Эндоскопическое лечение дивертикула Ценкера гармоническим скальпелем. Гастроинтест Эндоск. 2011; 74: 666–671. [PubMed] [Академия Google]
Эндоскопическое лечение дивертикула Ценкера гармоническим скальпелем. Гастроинтест Эндоск. 2011; 74: 666–671. [PubMed] [Академия Google]
47. Mulder CJ, Costamagna G, Sakai P. Дивертикул Ценкера: лечение с помощью гибкого эндоскопа. Эндоскопия. 2001; 33: 991–997. [PubMed] [Google Scholar]
48. Малдер CJ. Рассечение дивертикула Ценкера: гастроскопическое лечение. Можно J Гастроэнтерол. 1999; 13: 405–407. [PubMed] [Google Scholar]
49. Малдер CJ. Дивертикул Ценкера: лечение гибким эндоскопом. Гастроинтест Эндоск. 1999; 50: 596–597. [PubMed] [Google Scholar]
50. Hashiba K, Paula AL, Silva JG, et al. Эндоскопическое лечение дивертикула Ценкера. Гастроинтест Эндоск. 1999;49:93–97. [PubMed] [Google Scholar]
51. Аль-Кади А.С., Маграби А.А., Томсон Д. и соавт. Эндоскопический
Лечение дивертикула Ценкера: результаты 7-летнего опыта. J Am Coll Surg. 2010; 211: 239–243. [PubMed] [Google Scholar]
52. Evrard S, Le Moine O, Hassid S, et al. Дивертикул Ценкера: новое эндоскопическое лечение с помощью мягкого дивертикулоскопа. Гастроинтест Эндоск. 2003; 58: 116–120. [PubMed] [Google Scholar]
Гастроинтест Эндоск. 2003; 58: 116–120. [PubMed] [Google Scholar]
53. Costamagna G, Iacopini F, Tringali A, et al. Гибкая эндоскопическая дивертикулотомия Ценкера: техника с помощью колпачка и техника с помощью дивертикулоскопа. Эндоскопия. 2007;39: 146–152. [PubMed] [Google Scholar]
54. Sakai P, Ishioka S, Maluf-Filho F, et al. Эндоскопическое лечение дивертикула Ценкера с помощью насадки со скошенным концом, прикрепленной к эндоскопу. Гастроинтест Эндоск. 2001; 54: 760–763. [PubMed] [Google Scholar]
55. Christiaens P, Roock W, Olmen A, et al. Лечение ценкеровского дивертикула с помощью гибкого эндоскопа с прозрачным колпачком со скошенным концом, прикрепленным к наконечнику, и монополярным пинцетом. Эндоскопия. 2007; 39: 137–140. [PubMed] [Академия Google]
56. Vogelsang A, Preiss C, Neuhaus H, et al. Эндотерапия дивертикула Ценкера методом «игла-нож»: отдаленные результаты. Эндоскопия. 2007; 39: 131–136. [PubMed] [Google Scholar]
57. Repici A, Pagano N, Romeo F, et al. Эндоскопическое гибкое лечение дивертикула Ценкера: модификация техники «игла-нож». Эндоскопия. 2010; 42: 532–535. [PubMed] [Google Scholar]
Эндоскопическое гибкое лечение дивертикула Ценкера: модификация техники «игла-нож». Эндоскопия. 2010; 42: 532–535. [PubMed] [Google Scholar]
58. Rabenstein T, May A, Michel J, et al. Аргоноплазменная коагуляция при гибкой эндоскопической дивертикулотомии Ценкера. Эндоскопия. 2007;39: 141–145. [PubMed] [Google Scholar]
59. Tang SJ, Jazrawi SF, Chen E, et al. Гибкая эндоскопическая клипассистированная дивертикулотомия Ценкера: первая серия случаев (с видео) Ларингоскоп. 2008; 118:1199–1205. [PubMed] [Google Scholar]
60. Chang CY, Payyapilli RJ, Scher RL, et al. Эндоскопическая дивертикулостомия при дивертикуле Ценкера: обзор литературы и опыт 159 последовательных случаев. Ларингоскоп. 2003; 113:957–965. [PubMed] [Google Scholar]
61. Bonafede JP, Lavertu P, Wood BG, et al. Исход операции у 87 пациентов с ценкеровским дивертикулом. Ларингоскоп. 1997;107:720–725. [PubMed] [Google Scholar]
62. Zbären P, Schär P, Tschopp L, et al. Хирургическое лечение дивертикула Ценкера: чрескожная дивертикулэктомия в сравнении с микроэндоскопической миотомией перстнеглоточной мышцы с помощью СО2-лазера. Отоларингол Head Neck Surg. 1999; 121:482–487. [PubMed] [Google Scholar]
Отоларингол Head Neck Surg. 1999; 121:482–487. [PubMed] [Google Scholar]
63. Bowdler DA, Stell PM. Карцинома, возникающая в заднем дивертикуле глотки (дивертикул Ценкера) Br J
Surg. 1987; 74: 561–563. [PubMed] [Академия Google]
64. Yekebas E, Eisenberger CF, Jaekel KT, et al. [[Плоскоклеточный
эпителиальная карцинома в дивертикуле Ценкера]. Хирург. 2000;71:1513–1516. Немецкий. [PubMed] [Google Scholar]
65. Leporrier J, Salamé E, Gignoux M, et al. [[Дивертикул Ценкера: дивертикулопексия в сравнении с дивертикулэктомией]]. Энн Чир. 2001; 126:42–45. Французский. [PubMed] [Google Scholar]
66. Hillel AT, Flint PW. Эволюция эндоскопической хирургической терапии ценкеровского дивертикула. Ларингоскоп. Ларингоскоп;119: 39–44. [PubMed] [Google Scholar]
67. Сен П., Бхаттачарья А.К. Эндоскопическое сшивание глотки
мешочек. Ж Ларынгол Отол. 2004; 118: 601–606. [PubMed] [Google Scholar]
68. Wasserzug O, Zikk D, Raziel A, et al. Эндоскопически сшитая дивертикулостомия при дивертикуле Ценкера: результаты мультидисциплинарного командного подхода. Surg Endosc. 2010; 24:637–641. [PubMed] [Google Scholar]
Surg Endosc. 2010; 24:637–641. [PubMed] [Google Scholar]
69. Smith SR, Genden EM, Urken ML. Эндоскопическое сшивание
методика лечения ценкеровского дивертикула
по сравнению со стандартной техникой открытой шеи: прямое сравнение
и анализ заряда. Arch Otolaryngol Head Neck Surg. 2002; 128:141–144. [PubMed] [Академия Google]
70. Leong SC, Wilkie MD, Webb CJ, et al. Эндоскопическое сшивание дивертикула Ценкера: установление национальных базовых показателей для аудита клинических результатов в Соединенном Королевстве. Европейская арка
Оториноларингол. 2012; 269:1877–1884. [PubMed] [Google Scholar]
71. Narne S, Cutrone C, Bonavina L, et al. Эндоскопическая дивертикулотомия для лечения дивертикула Ценкера: результаты 102 пациентов с эндоскопией со скобами. Энн Отол Ринол
Ларингол. 1999; 108:810–815. [PubMed] [Академия Google]
72. Ачарья А., Дженнингс С., Дуглас С. и др. Возникновение карциномы
в глоточном мешочке, предварительно обработанном эндоскопическим сшиванием. Ларингоскоп. 2006; 116:1043–1045. [PubMed] [Google Scholar]
Ларингоскоп. 2006; 116:1043–1045. [PubMed] [Google Scholar]
73. Миллер Ф.Р., Бартли Дж., Отто Р.А. Эндоскопическое лечение
дивертикула Ценкера: CO2-лазер в сравнении с эндоскопическим сшиванием. Ларингоскоп. 2006; 116:1608–1611. [PubMed] [Google Scholar]
74. Whited C, Lee WT, Scher R. Оценка эндоскопической гармоники
дивертикулостомия. Ларингоскоп. 2012;122:1297–13:00. [PubMed] [Google Scholar]
75. Stoeckli SJ, Schmid S. Эндоскопическая дивертикулоэзофагостомия с помощью степлера при дивертикуле Ценкера: удовлетворенность пациентов и субъективное облегчение симптомов. Операция. 2002; 131: 158–162. [PubMed] [Google Scholar]
76. Bloom JD, Bleier BS, Mirza N, et al. Факторы, предсказывающие эндоскопическое обнажение дивертикула Ценкера. Энн Отол Ринол
Ларингол. 2010; 119: 736–741. [PubMed] [Google Scholar]
77. Висоски А.М., Парке Р.Б., Донован Д.Т. Эндоскопическое лечение дивертикула Ценкера: факторы, предсказывающие успех или неудачу. Энн Отол Ринол Ларингол. 2008; 117: 531–537. [PubMed] [Академия Google]
2008; 117: 531–537. [PubMed] [Академия Google]
78. Цикудас А., Исон Д., Кара Н. и соавт. Корреляция радиологических
находки и клинические результаты при сшивании глоточного мешка. Энн Отол Ринол Ларингол. 2006; 115: 721–726. [PubMed] [Google Scholar]
79. Repici A, Pagano N, Fumagalli U, et al. Трансоральное лечение
дивертикула Ценкера: гибкая эндоскопия в сравнении с эндоскопической
сшивание. Ретроспективное сравнение результатов. Дис пищевода. 2011; 24: 235–239. [PubMed] [Google Scholar]
Дивертикул Ценкера — StatPearls — NCBI Bookshelf
Непрерывное обучение
Дивертикул Ценкера развивается в гортаноглотке, обычно между перстнеглоточной мышцей и нижним констриктором глотки на уровне 5 и 6 шейных позвонков. Он часто проявляется дисфагией. В этом упражнении рассматривается оценка и лечение дивертикула Ценкера.
и подчеркивает роль межпрофессиональной команды в распознавании и лечении этого состояния.
Цели:
Обзор патофизиологии дивертикула Ценкера.

Объясните, в каких случаях следует рассматривать рентгеноскопию с барием у пациентов с дисфагией.
Объясните рекомендуемое лечение дивертикула Ценкера.
Используйте совместные межпрофессиональные командные стратегии для улучшения выявления дивертикула Ценкера и улучшения ухода за больными.
Доступ к бесплатным вопросам с несколькими вариантами ответов по этой теме.
Введение
Дивертикул Ценкера — это тип дивертикула, который развивается в гортаноглотке, обычно между перстнеглоточной мышцей (CP) и нижним констриктором глотки. Он затрагивает только слизистую оболочку и подслизистый слой и не затрагивает мышечный слой, что делает его ложным дивертикулом. Это также может происходить в других частях пищевода, например, между косыми и поперечными волокнами коралловой мышцы, известными как зона Киллиана-Джеймисона, и между паренхиматозными мышцами и мышцами пищевода, известными как треугольник Лаймера. 2][3]
2][3]
Этиология
Этиология дивертикула Ценкера до конца не изучена, но большинство гипотез вращается вокруг аномальной структуры и физиологии перстнеглоточной мышцы. Специалисты считают, что аномальное давление во время глотания вызывает расхождение этой мышцы, что приводит к образованию дивертикула Ценкера. Следовательно, этот дивертикул представляет собой приобретенную грыжу слизистой оболочки между горизонтальными и косыми волокнами перстнеглоточной мышцы.[4]
Дивертикул развивается между поперечными волокнами параболической мышцы и косыми волокнами нижнего констриктора; эту область часто называют треугольником Киллиана.
Эпидемиология
Это редкое заболевание пищевода, в основном наблюдаемое у пожилых людей, с пиком между седьмым и девятым десятилетием жизни. Встречается в диапазоне от 0,01% до 0,11% населения. Это чаще встречается у мужчин, чем у женщин. Частота дивертикулов Ценкера варьирует в разных частях мира, чаще встречается в Северной Европе, Соединенных Штатах Америки и Канаде и редко встречается в Японии и Индонезии. Однако истинную заболеваемость установить трудно из-за значительного числа пациентов, которые не обращаются за лечением. Дивертикул Ценкера редко встречается в возрасте до 40 лет.
Однако истинную заболеваемость установить трудно из-за значительного числа пациентов, которые не обращаются за лечением. Дивертикул Ценкера редко встречается в возрасте до 40 лет.
Патофизиология
Хотя существует множество теорий относительно патофизиологии и развития ценкеровского дивертикула, единого мнения нет. Понятно, что дивертикул Ценкера включает нарушение податливости перстнеглотки, обычно из-за фиброзных изменений, что вызывает повышение внутриболусного давления при глотании. В результате этого повышается гипофарингеальное давление, что приводит к грыже в слабом месте чуть выше перстнеглотки. Образовавшийся ложный дивертикул задерживает частицы пищи и слюнные выделения, что приводит к регургитации, неприятному запаху изо рта, дисфагии и аспирации.
В большинстве случаев дивертикул Ценкера распространяется на левую шею, что, как полагают, связано с небольшой выпуклостью шейного отдела пищевода.
Как правило, манометрия не используется для оценки состояния пациентов с дивертикулом Ценкера, поскольку полученные измерения давления часто путают с давлением, возникающим при глотании и сокращениях верхнего пищеводного сфинктера.
Гистопатология
Гистологическое исследование ценкеровского дивертикула проводится редко. Микроскопическая оценка кармана обычно показывает мешок, содержащий многослойный плоский эпителий, а в подслизистой оболочке часто обнаруживается фиброзная ткань. В редких случаях могут присутствовать изъязвления или признаки рака, плоскоклеточного рака или карциномы in situ.
Анамнез и физикальное исследование
Развитие этого дивертикула приводит к задержке частиц пищи, что приводит к жалобам на регургитацию, неприятный запах изо рта, аспирацию и затрудненное глотание. Пациенты с дивертикулом Ценкера обычно имеют длительную историю дисфагии с последующим ощущением застрявшей пищи в горле. До 98% больных имеют первичные жалобы на дисфагию. Другие распространенные симптомы включают рецидивирующий кашель, неприятный запах изо рта (неприятный запах изо рта) и необъяснимую потерю веса. В редких случаях на шее можно увидеть видимую шишку.
Симптомы могут присутствовать в течение месяцев или лет.
Оценка
Проглатывание бария с помощью видеофлюороскопии позволяет получить информацию о его размере, расположении и характере слизистой оболочки, а также диагностировать состояние. Верхняя эндоскопия, которая включает как гибкую, так и жесткую оценку, также используется и обычно необходима при хирургической оценке. Стадирование дивертикула Ценкера необходимо для общей оценки. Существует 3 системы стадирования: системы Lahey, Morton и Van Overbeek. Можно использовать только один из 3-х. Постановка обычно зависит от размера мешка, в котором чем больше размер, тем выше постановка.
Эндоскопия может выявить фиброз вокруг дивертикула, что ограничивает риск образования местного абсцесса. Эндоскопия может выявить скопление пищи в дивертикуле.
Лечение/управление
В лечении нуждаются только симптоматические поражения; поражения менее 2 сантиметров редко требуют какого-либо лечения. В некоторых случаях дивертикула Ценкера, связанного с ахалазией, ботулинический токсин может помочь облегчить симптомы дисфагии. При всех других крупных дивертикулах Ценкера показано хирургическое вмешательство. Однако, поскольку дивертикулы Ценкера встречаются у пожилых людей, требуется большая осторожность при отборе пациентов для операции. Дивертикул Ценкера можно лечить открытым способом или эндоскопически. Во время операции жизненно важно рассечь перстнеглоточную мышцу, чтобы разгрузить зону повышенного давления и ликвидировать резервуар дивертикула. В большинстве случаев достаточно 1-сантиметровой миотомии.
При всех других крупных дивертикулах Ценкера показано хирургическое вмешательство. Однако, поскольку дивертикулы Ценкера встречаются у пожилых людей, требуется большая осторожность при отборе пациентов для операции. Дивертикул Ценкера можно лечить открытым способом или эндоскопически. Во время операции жизненно важно рассечь перстнеглоточную мышцу, чтобы разгрузить зону повышенного давления и ликвидировать резервуар дивертикула. В большинстве случаев достаточно 1-сантиметровой миотомии.
Однако сама по себе миотомия связана с высокой частотой рецидивов симптомов. Следовательно, миотомию следует сочетать с более радикальной процедурой.
В последнее время для резекции дивертикула вместо скобок во время верхней эндоскопии стали использовать лазеры. В целом было показано, что лазеры имеют меньше рецидивов и более быстрое улучшение симптомов по сравнению с использованием степлеров. Открытая хирургия обычно более инвазивна и требует более длительной госпитализации, но обеспечивает быстрое облегчение симптомов и низкую частоту рецидивов. Осложнения операции включают повреждение гортанного нерва, кровотечение, перфорацию пищевода и травму ротовой полости.[3][4][7]
Осложнения операции включают повреждение гортанного нерва, кровотечение, перфорацию пищевода и травму ротовой полости.[3][4][7]
Плюсы и минусы
Дивертикулэктомия с миотомией
является определенной процедурой и удаляет дивертикулум
Ткань доступна для гистопатологического анализа
Симптом. нужно допустить. Начало пероральной диеты откладывается до заживления линии шва.
Существует риск повреждения ВГН, стеноза пищевода, образования свищей, перфорации пищевода и медиастинита.
Эндоскопическая дивертикулэктомия с Stapler
Короткая хирургия и может быть повторен
Hosptiat хирургическое вмешательство возможно не у всех пациентов и не приводит к удалению дивертикула. Ткани для анализа нет, но с рецидивами можно справиться повторной процедурой. Существует риск повреждения ВГН, стеноза пищевода, образования свищей, перфорации пищевода и медиастинита.

Дифференциальный диагноз
Несмотря на редкость, рак, такой как плоскоклеточный рак, может присутствовать в сочетании с дивертикулом Ценкера. Это необходимо исключить во время оценки. Необходимо спросить о курении в анамнезе и употреблении очень горячих или очень холодных жидкостей (чай, кофе). Другими дифференциальными диагнозами, о которых следует подумать, являются ахалазия, ГЭРБ или пищевод Барретта, эзофагит (лучевой, с иммунодефицитом, ИППП), инсульт в остром периоде и изъязвления из-за задержки пищи. Важно быть тщательным в оценке этих пациентов.
Стадирование
Системы стадирования Lahey, Mortons и Van Overbeek используются для оценки дивертикула Ценкера. Эти системы стадирования используются для описания степени дивертикула Ценкера, обычно в смысле размера кармана. Проглатывание бария с видеофлюороскопией — это рентгенографические методы, используемые для постановки.
Классификация Lahey часто используется для определения стадии дивертикула Ценкера и включает следующее:
Стадия 1: Видно небольшое выпячивание слизистой оболочки
Стадия ll: Виден определенный мешок, но пищевод и гортаноглотка находятся на одной линии
Стадия lll: Гортаноглотка видна на одной линии с дивертикулом, пищевод сдвинут вперед и выглядит вдавленным.

Прогноз
Прогноз для этих пациентов зависит от того, какое хирургическое вмешательство было выполнено. У пациентов, перенесших дивертикулэктомию с перстневидно-глоточной миотомией, немедленное облегчение симптомов наступало в 9 случаях.от 0% до 100% пациентов. Частота рецидивов долгосрочных симптомов составляет от 2% до 33%. Смертность возникает у 0–9,5% этих пациентов, в то время как заболеваемость, которая включает медиастинит, стеноз пищевода, рецидивирующее повреждение гортанного нерва, кожно-глоточный свищ, гематому и перфорацию пищевода, возникает у 4–47% пациентов, перенесших эту процедуру. У пациентов, получивших лечение с помощью эндоскопической дивертикулэктомии со сшивающим аппаратом, немедленное облегчение симптомов произошло у 94–100 % пациентов. Частота рецидивов долгосрочных симптомов колеблется от нуля до 47%. Смертность составляет от 0 до 1%, а заболеваемость, которая включает рецидивирующее повреждение гортанного нерва, кровотечение, медиастинит, травму зубов, перфорацию пищевода, перфорацию дивертикула и эмфизему шейки матки, встречается в 10–31%. Прогноз разнообразен и зависит от множества факторов, включая возраст пациентов и сопутствующие заболевания.
Прогноз разнообразен и зависит от множества факторов, включая возраст пациентов и сопутствующие заболевания.
Осложнения
Осложнения этого заболевания разнообразны и зависят от принятого хирургического подхода, возраста пациента и сопутствующих заболеваний. Поскольку это заболевание в основном поражает пожилых людей, прогноз, как правило, неблагоприятный, а частота рецидивов высока.
Серьезным осложнением дивертикула Ценкера является аспирация. Другие осложнения включают кровотечение, образование свища с трахеей и непроходимость пищевода.
Пациенты и врачи должны быть осведомлены о возможных осложнениях, среди которых рецидивирующий паралич гортанного нерва, медиастинит, перфорация/стеноз пищевода, эмфизема шейки матки и другие.
Послеоперационный и реабилитационный уход
Надлежащее последующее наблюдение необходимо для сведения к минимуму послеоперационных осложнений и инфекций.
Сдерживание и просвещение пациентов
Пациенты должны быть осведомлены о преимуществах и рисках дивертикула Ценкера, а также о потенциальной пользе хирургического вмешательства.
Улучшение результатов работы бригады здравоохранения
необходим межпрофессиональный подход к дивертикулу Ценкера, поскольку диагностика может быть отложена из-за неясных симптомов. Дивертикул Ценкера обычно проявляется у людей среднего и пожилого возраста с симптомами дисфагии и регургитации. Состояние прогрессирует и может привести к аспирации, неприятному запаху изо рта, хроническому кашлю и осиплости голоса. Пациенты, госпитализированные с диагнозом «дивертикул Ценкера», должны находиться под наблюдением межпрофессиональной команды медицинских работников, поскольку существует множество вариантов лечения. Нет данных, свидетельствующих о том, что одно лечение лучше другого. Наилучшее лечение зависит от возраста пациента, наличия сопутствующей патологии, размера дивертикула, опыта хирурга и предпочтений пациента.
Таким образом, медсестра должна информировать пациента и членов его семьи о болезни, ее перспективах и способах лечения. В то же время медсестра должна принять меры предосторожности при аспирации, избегая лежачего положения. Следует получить речевую консультацию, чтобы определить риск аспирации, и диетическую консультацию, чтобы определить, какие продукты безопасны. Поскольку многие из этих пациентов слабы и слабы, консультация физиотерапевта может помочь повысить толерантность к физической нагрузке и способность передвигаться. После операции пациент должен находиться под пристальным наблюдением медсестры на предмет дисфагии и аспирации. Только коллективный подход может снизить заболеваемость, связанную с дивертикулом Ценкера. [8] [9]](Уровень V).
Следует получить речевую консультацию, чтобы определить риск аспирации, и диетическую консультацию, чтобы определить, какие продукты безопасны. Поскольку многие из этих пациентов слабы и слабы, консультация физиотерапевта может помочь повысить толерантность к физической нагрузке и способность передвигаться. После операции пациент должен находиться под пристальным наблюдением медсестры на предмет дисфагии и аспирации. Только коллективный подход может снизить заболеваемость, связанную с дивертикулом Ценкера. [8] [9]](Уровень V).
Исходы
Несмотря на то, что существует несколько методов лечения дивертикула Ценкера, результаты всех этих методов лечения безопасны и эффективны. Почти все пациенты сообщают об улучшении непосредственных симптомов. К сожалению, нет рандомизированных испытаний или долгосрочных исследований, чтобы определить, какая процедура является наиболее эффективной и долговечной. Ключ должен иметь опытного хирурга или эндоскописта. Низкая распространенность этого расстройства может затруднить проведение крупных рандомизированных исследований; следовательно, выбор лечения остается личным выбором. [10][11][12](Уровень V)
[10][11][12](Уровень V)
Контрольные вопросы
Доступ к бесплатным вопросам с несколькими вариантами ответов по этой теме.
Комментарий к этой статье.
Рисунок
Дивертикул Ценкера. Предоставлено Scott Dulebohn, MD
Рисунок
Дивертикул Ценкера. Изображение предоставлено S Bhimji MD
Рисунок
Дивертикул Ценкера Барий. Изображение предоставлено S Bhimji MD
Ссылки
- 1.
Achille G, Castellana M, Russo S, Montepara M, Giagulli VA, Triggiani V. Zenker Дивертикул: потенциальная ловушка в ультразвуковой оценке щитовидной железы: история болезни и систематическая оценка Обзор литературы. Endocr Metab Цели для лечения иммунных расстройств. 2019;19(1):95-99. [PubMed: 30198446]
- 2.
Tabola R, Lewandowski A, Cirocchi R, Augoff K, Kozminska U, Strzelec B, Grabowski K. Zenker diverticul: Опыт хирургического лечения больших дивертикулов.
 Медицина (Балтимор). 2018 май;97(19):e0557. [Бесплатная статья PMC: PMC5959430] [PubMed: 29742690]
Медицина (Балтимор). 2018 май;97(19):e0557. [Бесплатная статья PMC: PMC5959430] [PubMed: 29742690]- 3.
Чук Д., Бирлэ Р., Панайтеску Э., Танцэу М., Константиною С. Ценкер Лечение дивертикула: эндоскопическое или хирургическое? Хирургия (Букур). 2018 март-апрель;113(2):234-243. [В паблике: 29733017]
- 4.
Исхак С., Султан Х., Сиау К., Кувай Т., Малдер С.Дж., Нойманн Х. Новые и новые методы эндоскопического лечения дивертикула Ценкера: обзор современного состояния. Копать эндоск. 2018 июль; 30 (4): 449-460. [PubMed: 29423955]
- 5.
Хоффманн М., Фазель А., Мьюс К.Г., Амброш П. 32-летний опыт лечения дивертикула Ценкера с помощью лазера. Киль. Клин Отоларингол. 2017 Июн;42(3):592-596. [PubMed: 27762065]
- 6.
Henry MA, Lerco MM, Tagliarini JV, Castilho EC, Novaes FT, Lamonica VC. Глоточно-пищеводный дивертикул: оценка результатов лечения. Преподобный полковник Брас Cir. 2013 март-апрель;40(2):104-9.
 [PubMed: 23752635]
[PubMed: 23752635]- 7.
Tenorio L, Palacios F. [Эффективность и безопасность эндоскопического лечения дивертикула Ценкера с помощью устройства IT-Knife 2]. Преподобный Гастроэнтерол Перу. 2017 июль-сен;37(3):203-208. [В паблике: 2
82]
- 8.
Шапиро Дж. Орофарингеальная дисфагия: патофизиология, клиническая оценка и лечение. Преподобный Гастроэнтерол Мекс. 1994 г., апрель-июнь; 59(2):91-5. [PubMed: 7991973]
- 9.
Wasserzug O, Zikk D, Raziel A, Cavel O, Fleece D, Szold A. Эндоскопически сшитая дивертикулостомия при дивертикуле Ценкера: результаты междисциплинарного командного подхода. Surg Endosc. 2010 март; 24(3):637-41. [PubMed: 19688391]
- 10.
Мацца М., Бергамини А.Н., Париз П., Коссу А., Адаменко О., Элмор У., Розати Р. Лечение дивертикула Ценкера с помощью эндоскопической эзофагодивертискулостомии со скрепками (ESD): анализ долгосрочных результатов. Surg Laparosc Endosc Percutan Tech.
 2017 дек; 27 (6): 445-448. [PubMed: 28915203]
2017 дек; 27 (6): 445-448. [PubMed: 28915203]- 11.
Desbeaux A, Gronnier C, Piessen G, Vanderbeken M, Ruolt N, Triboulet JP, Mariette C. Выделение в тот же день при доброкачественной хирургии пищевода: проспективное когортное исследование. Дис пищевода. 2017 01 апреля; 30(4):1-7. [В паблике: 28375480]
- 12.
Джонс Д., Алораини А., Гоуинг С., Кулс-Лартиг Дж., Лейманис М., Табах Р., Ферри Л. Развитие лечения дивертикула Ценкера в эпоху эндоскопии: опыт Северной Америки. Мир J Surg. 2016 июнь;40(6):1390-6. [PubMed: 26956900]
Что такое дивертикул Ценкера? (Причины, признаки и лечение)
Глотание — это сложный процесс, в котором участвует ряд нервов и мышц. Каждый день средний человек глотает около 600 раз. Вы, вероятно, даже не думаете о процессе глотания, пока это не становится трудным (дисфагия) или болезненным (одинофагия).
При нарушении глотания могут возникнуть такие симптомы, как:
Рвота
Удушье
Кашель
Слюни
Существует несколько причин нарушения функции глотания. Причины могут варьироваться от застрявшей в горле кости или кусочка пищи до ослабления или сужения пищевода. Могут быть вовлечены неврологические расстройства. Распространенной причиной дисфагии, особенно у пожилых людей, является дивертикул Ценкера (глоточные мешочки).
Причины могут варьироваться от застрявшей в горле кости или кусочка пищи до ослабления или сужения пищевода. Могут быть вовлечены неврологические расстройства. Распространенной причиной дисфагии, особенно у пожилых людей, является дивертикул Ценкера (глоточные мешочки).
Что такое дивертикул Ценкера?
Дивертикул Ценкера — это доброкачественное, редкое заболевание, которое может существенно повлиять на качество вашей жизни, так как снижает способность проглатывать пищу и жидкости. При этом заболевании вы приобретаете большой мешок ниже перстнеглотки в верхней части пищевода из-за спазмов перстнеглоточных мышц (сокращения, вызывающие ощущение кома в горле или стеснения).
Дивертикул Ценкера является наиболее распространенной формой дивертикула пищевода, по данным Национального института здравоохранения, с зарегистрированным уровнем распространенности от 0,01 до 0,11 процента, ориентированным в основном на пациентов пожилого или среднего возраста.
Фазы глотания
Чтобы понять, как возникает дивертикул Ценкера, важно понимать процесс глотания. Различают три фазы глотания: произвольное и непроизвольное. Эти фазы включают:
1. Оральная фаза: Это произвольная стадия, когда вы глотаете и проталкиваете пищу в заднюю часть рта.
2. Фарингеальная фаза: Это непроизвольная стадия, когда пища проталкивается в горло из задней части рта.
3. Пищеводная фаза: Это непроизвольная стадия, когда пища проталкивается в желудок.
Как только вы начинаете произвольное глотание и перемещаете пищу в горло из задней части рта, оставшаяся часть процесса происходит автоматически, и остановить остальную часть процесса невозможно.
Чтобы пища попала в пищевод из горла, необходимо расслабить верхний пищеводный сфинктер (ВПС). Ваш сфинктер состоит из нескольких окружающих мышц, включая главную перстнеглоточную мышцу (структура верхнего пищеводного сфинктера). Когда эта мышца не может расслабиться или в ней есть расстройство, возникает дивертикул Ценкера. Давление оказывается на пищевод и не позволяет пище в горле (глотке) правильно попасть в пищевод.
Когда эта мышца не может расслабиться или в ней есть расстройство, возникает дивертикул Ценкера. Давление оказывается на пищевод и не позволяет пище в горле (глотке) правильно попасть в пищевод.
После глотания давление в горле повышается, пища проталкивается. Но это давление в горле повышается до более высокого уровня, когда вы глотаете, из-за неупорядоченной активности перстнеглоточной мышцы. Со временем это вызывает вздутие верхней стенки пищевода.
Поскольку ваша задняя стенка (задняя стенка) является самой слабой частью, выпячивание мешка развивается здесь и происходит, в частности, в области вашего треугольника Киллиана (треугольная область в стенке вашего горла), которая не поддерживается какими-либо окружающими мышцами вашего пищевод.
Причины образования глоточного мешка/дивертикула Ценкера
Считается, что основной причиной дивертикула Ценкера является напряженность или нарушение работы перстнеглоточной мышцы с возрастом. Эта мышца расположена прямо под уровнем вашего голосового аппарата и, как уже упоминалось, должна расслабляться, когда вы глотаете, чтобы пища могла попасть в пищевод. Когда он не может расслабиться, это вызывает легкое выпячивание задней стенки глотки.
Когда он не может расслабиться, это вызывает легкое выпячивание задней стенки глотки.
Ваша перстнеглоточная мышца может также выйти из строя из-за неврологических заболеваний, таких как, например, инсульт. Повышенное давление в нижней части горла вызывает раздувание самой слабой части стенки глотки, что приводит к образованию дивертикула, который может достигать нескольких сантиметров в диаметре.
Сочетание давления, непроходимости и выпячивания, повторяющееся с повторяющимся глотанием, может в конечном итоге привести к дивертикулу Ценкера, который продолжает увеличиваться по мере того, как в него вдавливается все больше пищи.
У кого возникает дивертикул Ценкера?
Это состояние чаще встречается у мужчин и жителей Северной Европы в возрасте от 60 до 70 лет, сообщает Cleveland Clinic Journal of Medicine. Это почти никогда не происходит до 40 лет, и риск его развития увеличивается с возрастом. Вы также особенно уязвимы для этого состояния, если у вас есть история неврологических заболеваний.
Рентгенологическое исследование, известное как глотание бария, часто используется для диагностики дивертикула Ценкера. При этом исследовании выявляют контур пищевода и глотки путем проглатывания рентгеноконтрастного жидкого бария. После проглатывания этой жидкости дивертикул Ценкера становится заметным при глотании бария в боковой проекции.
Признаки дивертикула Ценкера
Это состояние со временем прогрессирует; поэтому симптомы могут развиваться постепенно и ухудшаться. Возможно, вы вообще не сможете глотать, если глоточный мешок станет слишком большим и в редких случаях может разорвать пищевод. По словам Майкла С. Смита, медицинского директора программы Temple Esophageal Program при Университетской больнице Филадельфии Темпл, если это произойдет, вам потребуется немедленное медицинское вмешательство, и вы можете умереть от тяжелой инфекции.
Симптомы дивертикула Ценкера могут включать:
Затрудненное глотание (дисфагия), часто с ощущением кома в горле.
 Около 90 процентов людей страдают дисфагией.
Около 90 процентов людей страдают дисфагией.Повторное появление проглоченной пищи (срыгивание) во рту, когда пища попадает в выпячивание.
Неприятный запах изо рта (неприятный запах изо рта) из-за микроорганизмов, переваривающих застоявшуюся пищу.
Кашель из-за срыгивания пищи в дыхательных путях.
Ощущение комка в шее.
Боль .
Инфекция.
Непроизвольные булькающие звуки при глотании.
Шейные отделы пищевода.
Пневмония, вызванная вдыханием пищи в трахею.
Изменения голоса (охриплость).
Срыгивание часто происходит в ночное время, когда вы лежите, и может вызвать аспирационную пневмонию или удушье. Это может также вызвать абсцессы легких.
Несмотря на редкость, у 0,5% пациентов с дивертикулами может развиться плоскоклеточная карцинома. Это рак, вызванный неконтролируемым аномальным ростом плоскоклеточных клеток. Поскольку это редкость, боязнь рака не является веской причиной для хирургического лечения дивертикулов.
Поскольку это редкость, боязнь рака не является веской причиной для хирургического лечения дивертикулов.
Другие редкие осложнения могут включать:
Если у вас легкие симптомы и незначительные функциональные ограничения, вам может быть рекомендовано в первую очередь придерживаться выжидательной тактики. Вам могут посоветовать, как придерживаться легкой диеты и меньшего количества пищи. Другие способы справиться с симптомами — тщательно жевать, пить воду во время еды, сидеть во время глотания и держать голову приподнятой. Ваш врач может рассмотреть хирургические варианты в зависимости от местоположения и более тяжелого случая.
Лечение дивертикула Ценкера
Единственным методом лечения дивертикула Ценкера является хирургическое вмешательство, которое облегчает симптомы и улучшает качество жизни. В настоящее время еще нет лекарств, которые лечат это состояние, и если вы оставите это состояние без лечения, у вас по-прежнему будут проблемы с глотанием, которые могут вызвать недоедание, потерю веса или пневмонию, поскольку пища попадает в ваши легкие из мешка. Это состояние может быть даже опасным для жизни, хотя это редкость.
Это состояние может быть даже опасным для жизни, хотя это редкость.
Если у вас проявляются какие-либо из вышеперечисленных симптомов или вы подозреваете, что у вас есть заболевание, как можно скорее запишитесь на прием в Houston ENT & Allergy в одном из наших 12 отделений, чтобы сесть на консультацию, пройти обследование и обсудить курс лечения. .
Автор: Stanford Shoss, MD
Дивертикул Ценкера: симптомы, хирургия, причины Дивертикулы могут образовываться практически во всех отделах пищеварительного тракта.
Когда на границе глотки и пищевода образуется карман, его называют дивертикулом Ценкера. Глотка расположена в задней части горла, за носовой полостью и ртом.
Дивертикул Ценкера обычно появляется в гортаноглотке. Это самая нижняя часть глотки, где она соединяется с трубкой (пищеводом), ведущей в желудок. Дивертикул Ценкера обычно появляется в области, известной как треугольник Киллиана.
Дивертикул Ценкера встречается редко, поражая от 0,01 до 0,11 процента населения. Это, как правило, встречается у людей среднего и пожилого возраста, особенно у людей в возрасте 70-80 лет. Дивертикул Ценкера редко встречается у людей моложе 40 лет. Он поражает мужчин чаще, чем женщин.
Это, как правило, встречается у людей среднего и пожилого возраста, особенно у людей в возрасте 70-80 лет. Дивертикул Ценкера редко встречается у людей моложе 40 лет. Он поражает мужчин чаще, чем женщин.
Его также называют глоточно-пищеводным дивертикулом, гипофарингеальным дивертикулом или глоточным мешочком.
Stages
There are several different systems for classifying Zenker’s diverticulum:
| Lahey system | Brombart and Monges system | Morton and Bartley system | van Overbeek and Groote system | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Stage 1 | маленький округлый выпяч | шиповидный дивертикул 2–3 millimeter (mm) longitudinal axis | 1 vertebral body | ||||||
| Stage 2 | pear-shaped | club-like diverticulum 7–8 mm longitudinal axis | 2-4 cm | 1 –3 тела позвонков | |||||
| 3 стадия | в форме пальца в перчатке | мешковидный дивертикул направлен вниз >1 см в длину | >4 см | >3 тел позвонков1306 | Стадия 4 | NO Стадия 4 | Сжатие пищевода | Стадия 4 | СТАДА 4 |
 дивертикул. По оценкам, он появляется у 80–90 процентов людей с дивертикулом Ценкера.
дивертикул. По оценкам, он появляется у 80–90 процентов людей с дивертикулом Ценкера. Это избыточное давление постепенно выталкивает ткань наружу, вызывая образование дивертикула.
Это избыточное давление постепенно выталкивает ткань наружу, вызывая образование дивертикула.
 Жесткие эндоскопии требуют значительного расширения шеи.
Жесткие эндоскопии требуют значительного расширения шеи. В других случаях хирург выполняет дивертикулопексию или дивертикулярную инверсию. Эти процедуры включают изменение положения дивертикула и его зашивание.
В других случаях хирург выполняет дивертикулопексию или дивертикулярную инверсию. Эти процедуры включают изменение положения дивертикула и его зашивание.


