Машина сварочная контактная: MTV-5001A dc spot welding machine
Содержание
стыковой, шовной, многоточечной, подвесные, цена
Автор admin На чтение 5 мин. Просмотров 874 Опубликовано
Машина контактной сварки – это аппарат, использующий для соединения металлических деталей путем бездиффузионного объединения их кристаллических решеток. Проще говоря, «контактная» машина построена на принципах обычной сварки давлением.
И в данной статье мы предложим нашим читателем обзор таких механизмов, в котором принципы функционирования подобных аппаратов дополнены экскурсом в конструкцию агрегатов для контактной сварки. Но вначале мы дадим немного теории, объясняющей суть процесса контактной сварки.
Содержание
- Сварка давлением: способы реализации процесса
- Контактная сварка: разновидности технологических приемов
- Машина контактной точечной сварки
- Машина контактной стыковой сварки
- Машина шовной контактной сварки
Сварка давлением: способы реализации процесса
Суть процесса сварки давлением заключается в провоцировании образования «мостов» между кристаллическими решетками двух стыкуемых деталей.
И процесс формирования таких «мостов» можно активировать с помощью следующих технологических приемов:
- Ультразвукового воздействия на детали, трансформируемого в механические колебания, завершающиеся сдавливающим усилием.
- Трения деталей друг о друга и сдавливания заготовок после разогрева зоны контакта заготовок.
- Сдавливания деталей, провоцирующего пластическую деформацию, перетекающую в объединение кристаллических решеток.
- Сдавливания деталей, разогретых газовой горелкой пластического состояния.
- Сплавление кромок путем введения в зону стыка особого порошка, в состав которого входит оксид железа, заполняющий (в восстановленном виде) промежуток между деталями.
- Разогрева электрическим током места контакта двух деталей, с последующим сдавливанием заготовок.
Причем рассчитанные на контактную технологию сварки машины работают именно по последнему принципу – разогреву деталей током и последующей опрессовке заготовок. И далее мы будем рассматривать только этот способ сварки давлением.
И далее мы будем рассматривать только этот способ сварки давлением.
Контактная сварка: разновидности технологических приемов
Суть процесса контактной сварки заключается в разогревании электрическим током места соприкосновения стыкуемых деталей. Из-за высокого сопротивления металл раскаляется до достаточной температуры, а после сдавливания между кристаллическими решетками заготовок возникает достаточное количество «мостиков», способных удержать стыкуемые изделия.
Разновидности технологических приемов, используемых в контактной сварке, зависят от площади и формы разогреваемого стыка.
И согласно этому критерию контактная сварка может быть:
- Точечного типа, когда изделия соединяются «в точке» — круглом, одинарном «пятне» небольших габаритов, формируемом на месте контакта электрода и детали. Иногда таких «точек» может быть несколько. И прочность стыковочного шва от этого только выигрывает. Однако, чем больше число точек, формируемых за один проход, тем выше цена машины контактной сварки.
 Поэтому большинство «многоточечных» швов формируют с помощью машины, проплавляющей одну «точку» за один раз.
Поэтому большинство «многоточечных» швов формируют с помощью машины, проплавляющей одну «точку» за один раз. - Рельефного типа, когда детали соединяются только в специальных точках-выступах, возвышающихся над поверхностью. Форма и габариты сварочного шва определяются аналогичными характеристиками рельефного выступа. Ну а сами выступы формируются на стадии производства заготовки, с помощью штамповки.
- Шовного типа, когда на месте стыковки формируется литой шов, состоящий из множества разъединенных или наплывающих друг на друга «точек». В принципе, такая технология практически не отличается от точечной сварки. Вот только электроды для машин контактной сварки шовного типа принимают форму доскообразных вальцов, между которыми прокатывают стыкуемые заготовки.
- Стыкового типа, когда все сопрягаемые плоскости деталей образуют одну большую «точку». То есть заготовки стыкуются по всей площади соприкосновения. Однако подобный процесс допустим только в том случае, если стыкуемые площади не будут больше 200 мм2.
 То есть, стыковочная сварка практикуется при соединении проволочных или трубных конструкций.
То есть, стыковочная сварка практикуется при соединении проволочных или трубных конструкций.
Машины для контактной сварки давлением строят на основе одной из вышеперечисленных технологий. И далее по тексту мы разберем типичные конструкции таких агрегатов, функционирующих по «точечному», «стыковому» или «шовному» принципу.
Машина контактной точечной сварки
Машина для точечной сварки может быть ручной или стационарной, подвесной или специализированной, рассчитанной на однократный контакт или «многоточие». Сам аппарат состоит из генератора тока (сварочного трансформатора), стержневых электродов и пневматического или гидравлического привода, генерирующего прижимное усилие.
Ключевая характеристика сварочного трансформатора в случае точечной сварки – это сила тока. От нее зависит главный рабочий параметр процесса плотность тока (соотношение силы с площадью стыкуемых поверхностей), которая может изменяться в пределах от 100 А/мм2 (мягкий режим) до 300 А/мм2 (жесткий режим).

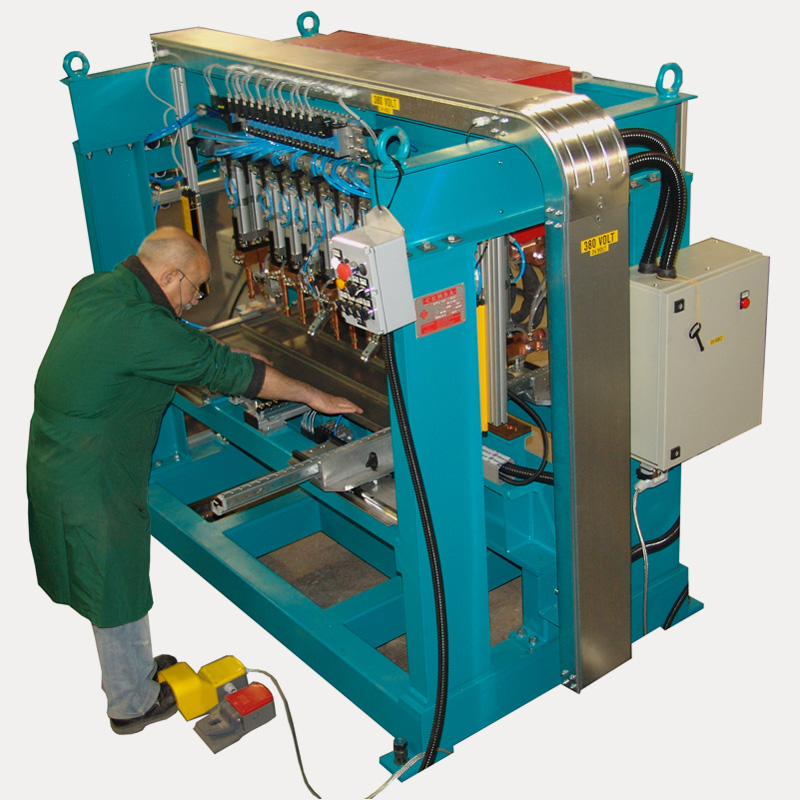
Контактные машины формируют не только одну стыковочную точку. Однако многоточечная машина контактной сварки должна генерировать достаточно ощутимую плотность тока. Поэтому такое оборудование может быть только стационарным.
Продолжительность процесса стыковки колеблется в пределах от 0,5 до 3 секунд. Прижимное усилие, генерируемое машиной, не превышает 8-10 килограмм на квадратный миллиметр. Поэтому большинство «одноточечных» машин выполнено в формате ручных «клещей».
Машина контактной стыковой сварки
Стыковая сварка возможна только в случае стыковки деталей с общей площадью контактного шва не более 200 мм2. Такая машина всегда стационарна. И ее конструкция состоит из следующих узлов: фиксаторов стыкуемых поверхностей, снабженных блоком центрирования по осям деталей, генератора сварочного тока, винтового или гидравлического пресса, формирующего прижимное усилие.
Плотность тока, достаточного для стыковки изделий, в данном случае аналогична точечной сварки. Но поскольку площадь контакта изделий в случае стыковой сварки достаточно велика, то сварочный трансформатор должен выдавать просто гигантскую силу тока в тысячи Ампер.
Но поскольку площадь контакта изделий в случае стыковой сварки достаточно велика, то сварочный трансформатор должен выдавать просто гигантскую силу тока в тысячи Ампер.
Собственно поэтому подвесные машины для контактной сварки попросту отсутствуют в природе. Не смотря на то, что прижимное усилие в этом случае аналогично точечной технологии и равно 5-10 кг/мм2. Ведь такой трансформатор имеет очень значительный вес.
Машина шовной контактной сварки
В случае контактной сварки шов это просто совокупность точек. Причем такую совокупность генерируют дисковыми электродами, соприкасающимися с заготовкой только в одной точке.
Стыкуемые детали просто протягивают сквозь такие «вальцы», получая непрерывную полосу стыковочного шва. Комплектация такой машины и ее рабочие параметры аналогичны точечному аппарату. Только вместо стержневых электродов в конструкции шовного устройства присутствуют охлаждаемые диски, прогревающие и сжимающие заготовку.
И, разумеется, шовные аппараты могут быть только стационарными.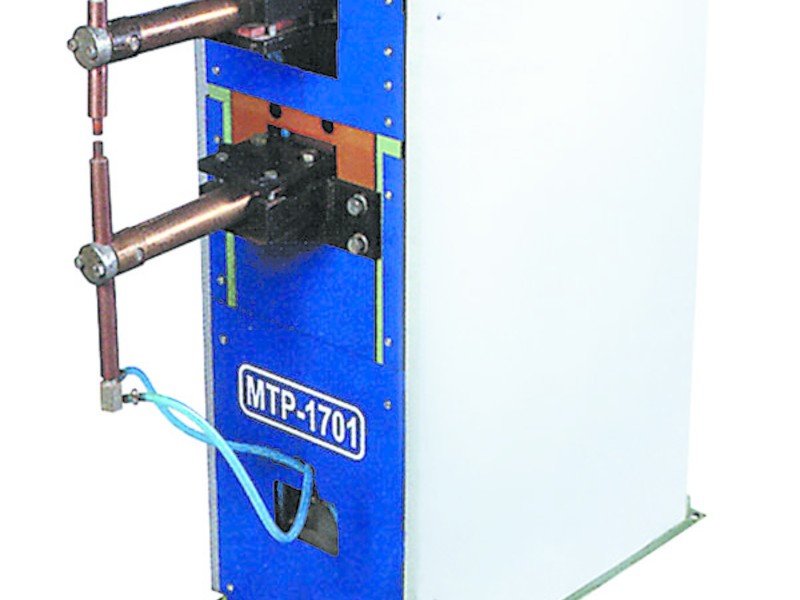 Поэтому непрерывный шов контактного типа генерируется только в крупносерийном производстве.
Поэтому непрерывный шов контактного типа генерируется только в крупносерийном производстве.
|
Машины для точечной контактной сварки Категория: Сварка металлов Машины для точечной контактной сварки Точечная сварка наиболее распространенный вид контактной сварки. Точечные машины обладают наибольшей универсальностью и находят широкое применение для сварки листов, преимущественно небольших толщин, полос, проволок и пр. Количество изготовляемых и действующих точечных машин в несколько раз превышает число контактных машин всех остальных типов вместе взятых. Точечные машины сваривают листовые металлы толщиной от 0,1 мм и более, имеют электрическую мощность 0,5—1000 ква и более и усилие осадки от нескольких килограммов до нескольких тонн. Рассмотрим для примера небольшую стандартную точечную машину типа АТ-10 мощностью 10 ква с педальным приводом (рис. 1). Внутри корпуса машины помещен сварочный трансформатор со вторичным напряжением 1,6—2,75 в, дающий сварочный ток до 6000 а. Вторичная обмотка состоит из одного гибкого витка, концы которого присоединены к верхнему и нижнему плечам, негущим электроды. Нижнее плечо неподвижно, верхнее закреплено шарнирно и может поворачиваться около оси шарнира; при этом конец верхнего электрода движется по дуге окружности соответствующего радиуса. Лучшим является прямолинейное вертикальное движение верхнего электрода, применяемое в более совершенных машинах. Поворот верхнего плеча и сжатие электродов осуществляется от педали, на которую рабочий при сварке надавливает с усилием 10—20 кГ. Рис. 1. Контактная точечная машина Нормальные педальные машины создают усилие на электродах 100—150 кГ, коленчатый рычаг повышает его до 200—400 кГ при том же усилии, прилагаемом к педали. Затяжку регулировочной пружины можно плавно менять, благодаря чему достаточно точно устанавливают определенную силу давления электродов при дожатии педали до упора. При повторении нажатий педали до упора электроды каждый раз производят одно и то же давление на свариваемый металл благодаря наличию регулировочной пружины в кинематической цепи передачи давления от педали к электроду. Рис. 2. Диаграммы давление — ток в зависимости от времени: Для машины описанной конструкции диаграмма давление — ток показывает изменение давления электродов и сварочного тока во времени и является важной характеристикой точечных машин. Изменение давления и тока в сварочных машинах за время сварки одной точки может происходить различным образом. Наиболее распространенный несколько улучшенный цикл точечной сварки показан на рис. 3, а. Давление и ток остаются приблизительно постоянными весь цикл сварки. Ток включается вскоре по достижении нормальной величины давления, которое снимается несколько позже выключения тока. При слишком быстром снятии давления возможно ослабление горячей точки действием внутренних усилий, возникающих в процессе сварки, стремящихся разъединить листы и разорвать сваренную точку. В этом отношении предпочтителен цикл сварки (рис. 2, в), в котором после выключения тока давление не снимается, а наоборот, значительно возрастает, и точка выдерживается некоторое время под увеличенным давлением без тока. Рис. 3. Контактная точечная машина Рис. 4. Держатель электродов и электрод точечной машины Еще более сложный цикл, применяемый иногда для сварки металла значительной толщины, показан на рис. 185, г. Кривая давления имеет седлообразную форму, с двумя максимумами и уменьшенным значением в средней части. Сначала создается повышенное давление без тока для обеспечения плотного прилегания листов в зоне сварки. Затем давление снижается для увеличения омического сопротивления сварочного контакта и усиления теплового действия сварочного тока. После выключения тока давление снова повышается и точка выдерживается под увеличенным давлением (проковочным) без тока. Педальные машины требуют довольно значительных физических усилий от сварщика и утомляют его, особенно при массовом производстве. Поэтому в настоящее время применяются преимущественно автоматизированные машины, например современная точечная сварочная машина типа МТ-1608 (рис. 186). Машина может сваривать низкоуглеродистую сталь с максимальной толщиной 4 + 4 мм, легированные стали и алюминиевые сплавы. Номинальный сварочный ток 16 000 а; максимальная производительность 600 сварок в минуту; максимальное усилие на электродах 630 кГ; продолжительность сварки 0,02—4 сек. Привод машины пневматический, быстродействующий; ход электрода прямолинейный вертикальный; включение и регулирование сварочного тока осуществляется при помощи тирристоров; машина управляется электронным регулятором времени. В то время как в машинах с педальным приводом перемещение электрода обычно радиальное, в автоматических машинах с механизированным приводом движение электрода прямолинейное вертикальное. На рис. 4 показано устройство держателя электрода с водяным охлаждением и типовых электродов для точечных машин. Электроды охлаждаются проточной водой. По мере износа рабочие поверхности электродов зачищают и обрабатывают специальной оправкой, восстанавливающей нормальную форму конца электрода. Реклама:Читать далее:Процесс точечной сварки
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 Машины отличаются высокой производительностью, до 600 сварных точек в минуту. Г1о конструкции привода различают машины педальные, приводимые в действие усилием рабочего, и механизированные — с электрическим, пневматическим или гидравлическим приводом. Машины бывают и специализированные для определенного вида работ.
Машины отличаются высокой производительностью, до 600 сварных точек в минуту. Г1о конструкции привода различают машины педальные, приводимые в действие усилием рабочего, и механизированные — с электрическим, пневматическим или гидравлическим приводом. Машины бывают и специализированные для определенного вида работ. При нажатии педали поворачивается до упора педальный рычаг; при увеличении нажатия на педаль давление электродов не увеличивается. Через соединительную штангу, коленчатый рычаг, штангу и регулировочную пружину давление передается на рычаг верхнего плеча машины. Коленчатый рычаг встроен для повышения давления электродов. По мере перемещения штанги вверх Уменьшается угол между осями коленчатого рычага и штанги и быстро возрастает давление на электроды.
При нажатии педали поворачивается до упора педальный рычаг; при увеличении нажатия на педаль давление электродов не увеличивается. Через соединительную штангу, коленчатый рычаг, штангу и регулировочную пружину давление передается на рычаг верхнего плеча машины. Коленчатый рычаг встроен для повышения давления электродов. По мере перемещения штанги вверх Уменьшается угол между осями коленчатого рычага и штанги и быстро возрастает давление на электроды. При нажатии педали начинает перемещаться кверху соединительная штанга, которая сначала создает небольшое давление электродов на изделие и попутно включает сварочный ток, воздействуя на прерыватель. Благодаря сжатию пружины давление электродов постепенно возрастает вплоть до остановки перемещения штанги вследствие остановки дальнейшего перемещения детали упором. При освобождении педали процесс идет в обратном порядке: снижается давление на электроды, прерывателем выключается ток и электроды расходятся, освобождая изделие. Сварочный ток регулируют переключателем ступеней или регулятором.
При нажатии педали начинает перемещаться кверху соединительная штанга, которая сначала создает небольшое давление электродов на изделие и попутно включает сварочный ток, воздействуя на прерыватель. Благодаря сжатию пружины давление электродов постепенно возрастает вплоть до остановки перемещения штанги вследствие остановки дальнейшего перемещения детали упором. При освобождении педали процесс идет в обратном порядке: снижается давление на электроды, прерывателем выключается ток и электроды расходятся, освобождая изделие. Сварочный ток регулируют переключателем ступеней или регулятором. В этом случае ток выключается при уменьшенном давлении, что может привести к перегреву точки в последней стадии сварки, ухудшить формирование точки и уменьшить ее прочность вследствие воздействия на горячую точку усилий, стремящихся разъединить сваренные детали после снятия давления электродов.
В этом случае ток выключается при уменьшенном давлении, что может привести к перегреву точки в последней стадии сварки, ухудшить формирование точки и уменьшить ее прочность вследствие воздействия на горячую точку усилий, стремящихся разъединить сваренные детали после снятия давления электродов. Это позволяет точке охладиться и затвердеть под увеличенным давлением. В результате после снятия давления точке уже не опасны напряжения, возникающие в зоне сварки и стремящиеся разъединить сваренные листы. Подобный цикл, иногда называемый точечной сваркой с проковкой, заметно повышает прочность точки и улучшает структуру литого ядра.
Это позволяет точке охладиться и затвердеть под увеличенным давлением. В результате после снятия давления точке уже не опасны напряжения, возникающие в зоне сварки и стремящиеся разъединить сваренные листы. Подобный цикл, иногда называемый точечной сваркой с проковкой, заметно повышает прочность точки и улучшает структуру литого ядра.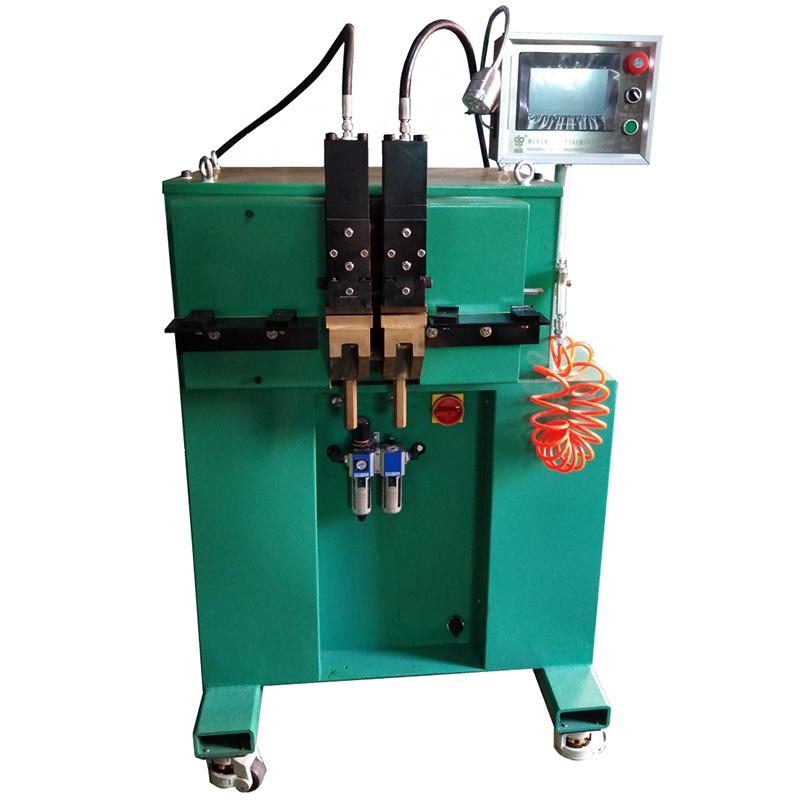
 Прямолинейное движение обеспечивает более равномерное распределение давления по рабочей поверхности электрода и не вызывает перекоса электродов.
Прямолинейное движение обеспечивает более равномерное распределение давления по рабочей поверхности электрода и не вызывает перекоса электродов.что это такое, как она работает, где применяется, популярные модели
Эта статья посвящена теме контактной сварки – в чем её особенности и преимущества, какие бывают сварочные машины и как их применяют в производстве.
Такие тонкости работы со сварочными машинами, как правила настройки, методы их использования и обслуживания, техника безопасности, невозможно охватить в одной краткой статье.
Но начинающему сварщику или мастеру эта обзорная статья будет однозначно полезна для повышения квалификации.
Содержание статьиПоказать
- Общие сведения
- Применение
- Правила качественного процесса
- Заключение
Общие сведения
Контактная сварка — это способ соединения металлов путем формирования сварной точки за счет одновременного нагрева и деформации металлических заготовок. Заготовки помещаются между двумя металлическими электродами.
При этом заготовки сдавливают и локально нагревают в местах соприкосновения, за счет подогрева и плавления материала заготовок создается сварная точка.
Качество такого сварного соединения зависит от количества точек, их диаметра и плотности расположения. Чем больше точек и чем больше их диаметр, тем надежнее сварной шов.
В производстве применяют различные сварочные технологии, в числе которых ручная дуговая и полуавтоматическая. Они имеют свои преимущества, но полезны, скорее, в условиях ручного труда.
В условиях крупного производства с конвейерными линиями эффективность таких способов будет невысокой.
Для серийного и массового производства рациональнее применять машины контактной сварки – аппараты для бесперебойного сварочного процесса на крупных предприятиях с конвейерным типом производства.
Обычно на предприятиях используют стационарные модели, хотя для гибких производств использование передвижных или подвесных моделей может оказаться более рациональным.
Применение
Контактные сварочные аппараты можно использовать для всех типов контактной сварки. В зависимости от конструктивных и технологических особенностей изделия, можно применять как точечную, так и шовную сварку.
В зависимости от конструктивных и технологических особенностей изделия, можно применять как точечную, так и шовную сварку.
Промышленные аппараты контактного сваривания с высокой точностью формируют непрерывные или прерывистые соединения из множества сварных точек.
При этом не имеет значения тип металла – контактная сварочная машина обеспечит скорость и качество сварных работ для всех типов. Наиболее часто контактную сварку применяют при обработке листового металла, но совершенно не обязательно ограничиваться им.
Быстродействие машины контактной сварки до нескольких сотен сварных точек в минуту. Такая производительность позволяет применять их на больших предприятиях с конвейерным типом производства для массового и серийного производства.
Ручным или частично автоматизированным трудом невозможно достичь такого быстродействия.
Наиболее известные производители сварочных машин в странах СНГ – «Оливер», «КЗЭСО» и «Искра». Машины контактной сварки это высококачественное и безотказное сварочное оборудование.
У таких машин простая конструкция, при их производстве использованы устойчивые к износу материалы. За счет этого возрастает надежность этого оборудования и возможность его работы длительное время без поломок и неисправностей.
Сварочные аппараты практически полностью автоматизированы, их применение сокращает использование ручного труда, а значит, и риск отклонений от заданных параметров качества при массовом или серийном производстве.
Сварщику достаточно правильно настроить аппарат и контролировать направление деталей при обработке.
Однако, высокое качество сварных швов зависит не только от машины. Исправный механизм выполнит работу на «отлично», но для этого потребуются предварительные работы – подготовка металла и настройка сварочной машины.
То есть, качество сварки зависит и от работающего с ней оператора.
Правила качественного процесса
В основе качественного соединения заготовок при контактной сварке лежит подготовка металла.
Подготовка заключается в тщательной очистке свариваемых поверхностей от коррозии, следов краски и масла, пыли и других загрязнений. Также потребуется тщательная зачистка металла.
Следующим шагом будет настройка сварочной машины. Параметры настройки – это достаточно широкая тема для рассмотрения в отдельной статье. Основные параметры при настройке аппарата – диаметр сварной точки и глубина плавления металла заготовки.
Требования к настройке машин контактной сварки приведены в ГОСТ 15878-79. В этом документе приведены все формулы и схемы, которые могут понадобиться при расчетах.
Также в ГОСТ 15878-79 содержатся рекомендации по выбору типов сварки, применяемых для разных типов металлов. Расчетные таблицы помогут установить оптимальные параметры настройки для сварочных работ при производстве различных видов продукции.
Непосредственно формирование сварочных швов осуществляется практически без участия человека – аппарат контактной сварки быстро и точно сформирует сварные швы любой сложности с заданными параметрами.
Завершающий этап сварочных работ – контроль качества соединений. Наиболее распространенный дефект контактной сварки это непровар, то есть, непрочное соединение заготовок в месте сваривания.
Для оценки качества в производстве широко используется метод ультразвукового исследования. Но, такие неразрушающие методы исследования, как визуальная проверка и ультразвуковое исследование, не всегда эффективны для обнаружения непроваров.
В таких случаях для выборочного контроля продукции применяют другие методы исследования. Выбранные для контроля детали подвергаются механическому воздействию, по степени их разрушения и деформирования оценивается прочность сварного соединения.
Заключение
Применение машин контактной сварки позволяет обойтись небольшим количеством работников и сохранить качество сварных швов с соблюдением всех требований стандартизации.
Такой сварочный аппарат – удачное вложение, позволяющее быстро окупить вложенные в его покупку и обслуживание средства.
Использование этого высокотехнологичного оборудования позволяет гарантировать непрерывность производства с сохранением заданных параметров качества – это даёт производителю существенные преимущества в условиях рыночной конкуренции.
В начале 2019 года появилась информация о том, что немецкими инженерами разработана новая, ранее недоступная технология, позволяющая сваривать металл с пластиком.
Особенность предложенного метода в том, что обе заготовки подвергаются механическому сдавливанию, но нагреву поддаются только металлические детали.
Разогретая металлическая заготовка плавит пластмассовую деталь, обеспечивая образование точечного сварного шва в месте соединения. Применение такой технологии значительно расширит возможности промышленных производств.
В общем, тем, кто связал свою деятельность с производственными работами, стоит обратить внимание на машины контактной сварки.
Широкое применение такого вида сваривания на производстве позволит хорошему специалисту всегда быть востребованным и получать достойную оплату труда. Желаем удачи в работе!
Справочный центр — Spot Weld, Inc.
Аппараты для точечной сварки с прессованием
Аппараты для сварки с прессованием станут самым универсальным типом контактной сварки. Это рабочая лошадка отрасли. Главное, что нужно понять о сварочных аппаратах прессового типа (и чем они отличаются от сварочных аппаратов типа коромысла), заключается в том, что верхний поршень опускается линейно. Это не похоже на сварочный аппарат типа Rocker Arm, чьи сварочные электроды эффективно вращаются на месте.
Некоторые случаи, когда сварщик типа Press действительно вступает в игру, когда:
- Приварные шпильки или приварные гайки
- Применения с высоким усилием электрода
- Выступающая сварка
- Использование специального инструмента для закрепления детали
- Необходима частая смена инструмента
Сварочные аппараты для точечной сварки в проекционном стиле
Основное отличие аппаратов для сварки в прессе от сварочных аппаратов в проекционном стиле заключается в нижнем колене. Сварочный аппарат для точечной сварки традиционно имеет круглое нижнее плечо, в то время как аппарат для проекционной сварки имеет нижнее колено коробчатой конструкции для установки инструментов и приспособлений. Обычно плиты с Т-образными пазами устанавливаются на аппарат для рельефной сварки, чтобы обеспечить быструю смену инструментов. Вы когда-нибудь видели плиты с Т-образными пазами на вертикально-фрезерном станке или сверлильном станке? Это подходит для той же цели.
Сварочный аппарат для точечной сварки традиционно имеет круглое нижнее плечо, в то время как аппарат для проекционной сварки имеет нижнее колено коробчатой конструкции для установки инструментов и приспособлений. Обычно плиты с Т-образными пазами устанавливаются на аппарат для рельефной сварки, чтобы обеспечить быструю смену инструментов. Вы когда-нибудь видели плиты с Т-образными пазами на вертикально-фрезерном станке или сверлильном станке? Это подходит для той же цели.
Если сварочные кронштейны используются на плитах, они должны быть квадратными, чтобы их можно было установить на плоскую поверхность. Аппараты для проекционной сварки без плит обычно также имеют квадратные рычаги.
«Выступающий сварочный аппарат» назван так потому, что во многих металлических штамповках используются «выступы» сварного шва на детали для одновременного выполнения нескольких сварных швов или для обеспечения качественного сварного шва. Для одновременной сварки нескольких швов обычно требуется большее усилие сварки, чем для традиционной точечной сварки, поэтому требуется более прочная рама, чтобы предотвратить изгиб при более высоких усилиях.
Комбинированные аппараты для точечной сварки с прессованием и проецированием
Комбинированные устройства с прессованием и проецированием обычно имеют нижнее колено коробчатой конструкции, которое удерживает круглую предплечье. Некоторые сварочные аппараты для комбинированной прессовой/проекционной сварки имеют как плиты, так и круглые сварочные рычаги, что обеспечивает наибольшую адаптивность.
Аппараты для точечной сварки с коромыслом
Аппараты для точечной сварки с коромыслом, благодаря своей конструкции, как правило, являются наиболее экономичным типом аппарата для точечной сварки. По этой причине они также чрезвычайно распространены. Удачно названный, верхний рычаг сварочного аппарата с коромыслом поворачивается на место, а электрод следует за дугой, по существу «раскачивая» плечо до тех пор, пока электроды не соприкоснутся.
Одним из преимуществ станка с коромыслом является возможность быстрого изменения глубины горловины станка простым изменением длины рычага. Это может быть полезно для цеха, которому в один прекрасный день может понадобиться сварить трубу тонкого сечения диаметром 36 дюймов, а на следующий день потребуется сварить материал большого сечения, и он может использовать меньшую глубину шва.
Это может быть полезно для цеха, которому в один прекрасный день может понадобиться сварить трубу тонкого сечения диаметром 36 дюймов, а на следующий день потребуется сварить материал большого сечения, и он может использовать меньшую глубину шва.
Еще одна вещь, которую следует отметить в отношении аппаратов для точечной сварки с коромыслами, заключается в том, что при изменении глубины горловины вы также изменяете силу электрода, которую способна создать машина.
Конечно, как и в случае с любым аппаратом для точечной сварки, увеличивая горловину аппарата или сварочный зазор, вы уменьшаете максимально допустимый ток аппарата.
Машины для сварки швов
Вообще говоря, машины для сварки швов будут использовать два медных колеса с приводом от двигателя. Медные колеса катятся друг о друга. Когда сталь (или другой листовой металл) помещается между двумя вращающимися колесами, а на медные колеса подается ток (с заданной силой), возникает «непрерывный» сварной шов. (Сварочный ток обычно импульсный, но конечным результатом является идеальное герметичное соединение).
(Сварочный ток обычно импульсный, но конечным результатом является идеальное герметичное соединение).
Накатные ролики часто используются для сварки материалов с покрытием, таких как оцинкованные, алюминизированные и оцинкованные. Колесо с накаткой будет перемещаться по внешнему краю колеса (колес) по касательной и эффективно «очищать» свариваемую поверхность во время вращения колес. Иногда колеса с накаткой фактически приводят в движение шовные колеса.
A Машина для сварки швов сопротивлением по окружности сваривает слева направо (или наоборот, в зависимости от направления вращения двигателя).
Сварщик продольных швов с сопротивлением сваривает «внутри и снаружи» машины, с точки зрения оператора, стоящего перед машиной. Опять же, в зависимости от конфигурации машины, вы можете выполнять сварку с материалом, выходящим из машины, или с входящим материалом.
Скоростная шовная сварка использует модифицированный аппарат для точечной сварки, чтобы выполнить несколько точечных сварок подряд, слегка перекрывая друг друга, чтобы получился шов. Это можно сделать быстро, но это не так быстро и просто в использовании, как традиционный сварочный аппарат.
Это можно сделать быстро, но это не так быстро и просто в использовании, как традиционный сварочный аппарат.
Аппараты для стыковой сварки
Аппараты для стыковой сварки используются для соединения двух концов профиля. Сплошная проволока, стержень квадратной/круглой/прямоугольной/шестигранной/другой формы, секции труб и многое другое можно сваривать встык. Удлинители буровой штанги, пильные полотна и формовочные машины с подачей проволоки используют в своем процессе сварку встык.
Другие типы сварочных аппаратов
- Настольный сварочный аппарат
- Сварочный аппарат «Точка»
- Аппарат для стыковой сварки оплавлением
- Сварочный аппарат для тяжелых условий эксплуатации
- Сварочный аппарат с двумя головками
- Ручной сварочный пистолет
- Сварочный пистолет с сервоприводом
- Микросварочный аппарат
- Эконом сварщик
- Сварочный аппарат с емкостным разрядом
- Сварочный аппарат с несколькими пистолетами для сквозной сварки
- Среднечастотный сварочный инвертор постоянного тока (MFDC)
- Преобразователь частоты (Sciaky)
Машины для точечной сварки
– КварцКомпоненты
Сварочный аппарат для точечной сварки своими руками для литиевых аккумуляторов | Аккумуляторная батарея 12 В для точечной сварки печатной платы
рупий 1 679,00
рупий 1 364,00 (без налога на товары и услуги)
QC1049
Все продукты
Батареи
Рекомендуемые продукты
Последние продукты
Машины для точечной сварки
Инструменты
Это машина для точечной сварки в версии DIY, которую можно использовать для сварки 18650/26650/32650 и других литиевых аккумуляторов. Вам нужна собственная батарея 12 В для…
Вам нужна собственная батарея 12 В для…
Машина для точечной сварки литиевых элементов мощностью 4 кВА для аккумуляторной батареи с гарантией — включает двойную ручку и педаль
рупий 25 000,00
рупий 18 104,00 (без НДС)
QC1008
Все продукты
Батареи
Аккумуляторные аксессуары
Рекомендуемые продукты
Последние продукты
Машины для точечной сварки
Инструменты
Описание продукта: Ручной точечный сварочный аппарат с контролем температуры по времени Панель с тиристорным управлением SCR Спецификация: Тип Литиевая батарея Точечная сварка Номинальная потребляемая мощность. ..
..
2KVA портативный литиевый сварочный аппарат для точечной сварки аккумуляторной батареи — включает двойную ручку и педаль
рупий 12 799,00 (без НДС)
QC1185
18650/26700 Ячейки NMC
Все продукты
Батареи
Аккумуляторные аксессуары
Рекомендуемые продукты
Последние продукты
Машины для точечной сварки
Инструменты
Технические характеристики аппарата для точечной сварки LSP-A100: Торговая марка Lithium Spot Тип Lithium Spot Pro Модель LSP-A100 Номинальная входная мощность 220 В перем.
Интегрированная ручная ручка для точечной сварки Автоматический триггер Встроенный переключатель Сварка
рупий 1 575,00 (без НДС)
КК1316
Батареи
Машины для точечной сварки
Инструменты
Это своего рода ручка для точечной сварки высокого качества, использующая толстый медный стержень, помогающая повысить эффективность работы и подходящая для длительного срока службы…
сравнивать
{{/если}}
{{if compare_at_price_min > price_min}}
Продажа
{{/если}}
{{если доступно}}
Распродано
{{/если}}
{{if tagLabelCustom}}
Пользовательская этикетка
{{/если}}
${название}
{{if compare_at_price_min > price_min}}
{{html Shopify. formatMoney(compare_at_price_min, window.money_format)}}
formatMoney(compare_at_price_min, window.money_format)}}
{{html Shopify.formatMoney(price_min, window.money_format)}}
{{еще}}
{{html Shopify.formatMoney(price_min, window.money_format)}}
{{/если}}
{{если доступно}}
{{другие варианты.длина > 1 }}
Выберите параметры
{{еще}}
{{/если}}
Купить Машина для ручной точечной сварки, Поставщики машины для ручной точечной сварки
加载中.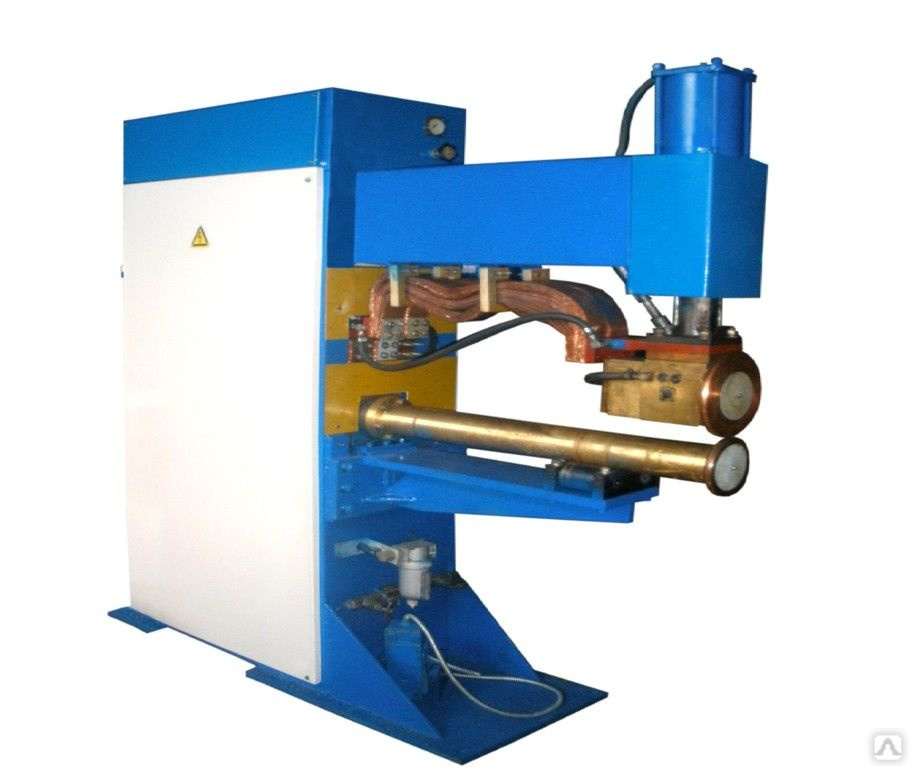 ..
..
Выход постоянного тока. Концентрация тепла, повышена тепловая эффективность, процесс сварки стабилен, качество сварки улучшено, а срок службы электрода увеличен.
Высокоскоростное и высокоточное микропроцессорное управление (MCU) для обеспечения стабильной повторяющейся сварки с функцией контроля тока.
Артикул:
TOB-HDP-3000S
заказ (минимальный заказ):
1
Оплата:
аккредитив, Т/Т
происхождение продукта:
Китай
порт доставки:
СЯМЫНЬ
запросить сейчас
Описание продукта
Маленький аккумуляторный блок для ручной точечной сварки
ХАРАКТЕРИСТИКИ
Основные технические характеристики :
1. Выход постоянного тока. Концентрация тепла, повышена тепловая эффективность, процесс сварки стабилен, качество сварки улучшено, а срок службы электрода увеличен.
2. Высокоскоростное и высокоточное микропроцессорное управление (MCU) для обеспечения стабильной повторяющейся сварки с функцией контроля тока.
3. ЖК-дисплей.
4. Высокоскоростная сварка: быстрый старт и переключение с высокой полярностью уменьшают влияние температуры, что делает поверхность сварки чистой и красивой.
5. Переключение полярности: подавление асимметричного результата обеспечивает равномерную прочность сварки в двух точках и продлевает срок службы электрода.
6. Импортный модуль IBGT полностью контролирует разряд, качество сварки и скорость сварки, необычная сварочная машина может сравниться с ним.
Импортный модуль IBGT полностью контролирует разряд, качество сварки и скорость сварки, необычная сварочная машина может сравниться с ним.
7. Двойной импульс может уменьшить разбрызгивание при сварке, эффективно улучшить качество сварки.
8. Хранение данных с использованием EEPROM, отсутствие проблем с временем автономной работы, всегда возвращается к предыдущему использованию процедур сварки при запуске.
9. Технология блокировки сварочного напряжения для предотвращения колебаний сетевого напряжения, влияющих на сварочный ток.
Модель | ТОБ-HDP-3000S |
Максимальная выходная мощность трансформатора | 25кВА |
Две стороны максимального сварочного тока | 6000А |
Емкость хранения энергии постоянного тока | 6600 мкФ |
Метод контроля сварки | Импортный модуль управления IGBT, двойная импульсная сварка |
Сварочное напряжение | 5В-330В регулируемый, точность 0,5В |
время сварки | 0,1–5,0 мс, регулируемая, точность 0,1 мс |
Режим сварки | Нормальный / непрерывный |
входная частота | 220 В переменного тока ± 10% 50 Гц ± 2 Гц |
Максимальное рабочее давление | 6 кг |
Масса | 65 кг |
Толщина шва | Максимальная толщина параллельной сварки: 0,03 мм ~ 0,5 мм, несколько листов сварки |
ДИСПЛЕЙ ПРОДУКЦИИ
ПАКЕТ
Электронная почта: [электронная почта защищена]
Skype: amywangbest86
WhatsApp/номер телефона: +86 181 2071 5609
Похожие теги :
Машина для точечной сварки
Ручная машина для точечной сварки
Ручная точечная сварка
Аппарат точечной сварки для батареи
Предыдущая статья:
Аппарат точечной сварки с емкостным разрядом для платы батареи 0,3 мм
Следующая:
Машина для точечной сварки цилиндрических батарей
Отправить сообщение
Если вы заинтересованы в наших продуктах и хотите узнать больше деталей, пожалуйста, оставьте сообщение здесь, мы ответим вам, как только сможем.