Что такое зенкерование: Зенкерование – что это такое, описание процесса, правила операции
Содержание
Сверление, зенкование, зенкерование и развертывание доклад, проект
- Главная
- Разное
- Образование
- Спорт
- Естествознание
- Природоведение
- Религиоведение
- Французский язык
- Черчение
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Геометрия
- Детские презентации
- Информатика
- История
- Литература
- Математика
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, фоны, картинки для презентаций
- Экология
- Экономика
Презентация на тему Сверление, зенкование, зенкерование и развертывание, предмет презентации: Разное. Этот материал в формате pptx (PowerPoint) содержит 52 слайдов, для просмотра воспользуйтесь проигрывателем. Презентацию на заданную тему можно скачать внизу страницы, поделившись ссылкой в социальных сетях! Презентации взяты из открытого доступа или загружены их авторами, администрация сайта не отвечает за достоверность информации в них, все права принадлежат авторам презентаций и могут быть удалены по их требованию.
Этот материал в формате pptx (PowerPoint) содержит 52 слайдов, для просмотра воспользуйтесь проигрывателем. Презентацию на заданную тему можно скачать внизу страницы, поделившись ссылкой в социальных сетях! Презентации взяты из открытого доступа или загружены их авторами, администрация сайта не отвечает за достоверность информации в них, все права принадлежат авторам презентаций и могут быть удалены по их требованию.
СВЕРЛЕНИЕ,ЗЕНКОВАНИЕ, ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ
Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью сверла, совершающего вращательное и поступательное движение
Рассверливанием называется увеличение размера отверстия в сплошном материале .
Классификация сверл
Спиральные
Перовые
Центровочные
Устройство спирального сверла
На направляющей части расположены две винтовые канавки ,по которым сходит стружка.
Ленточки вдоль канавок служат для уменьшения трения сверла о стенки отверстия.
Угол заточки сверла зависит от обрабатываемого материал
-для стали это 116 -118o
-для латуни ,бронзы 130-140o
-для алюминия -130o
-для пластмассы -50-60 o
Качество заточки проверяют шаблонами с вырезами.
Сверла бывают с винтовыми канавками, которые обеспечивают лучший сход стружки и прямыми канавками , которые применяют для сверления отверстий в хрупких материалах.
Сверла с отверстиями для подвода охлаждающей жидкости предназначены для сверления глубоких отверстий . СОЖ обеспечивает охлаждение режущих кромок и облегчает удаление стружки.
Изготовляются сверла из быстрорежущей стали Р9, Р18, Р6М5 и с твердосплавными пластинами из сплавов ВК6, ВК, Т15К6
Центровочные сверла служат для получения центровых отверстий.
Перовые сверла применяются для сверления неответственных отверстий ручными дрелями и трещотками
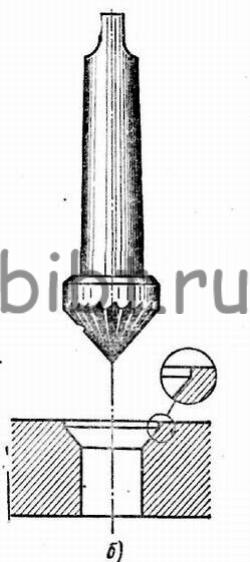
ЗЕНКОВАНИЕМ называется обработка верхней части отверстия в целях получения фасок или цилиндрических углублений ( под потайную головку винта или заклепки)
Выполняется зенкование с помощью инструментов — зенковок
Конические зенковки
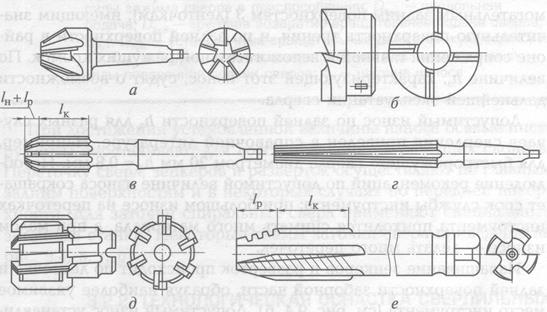
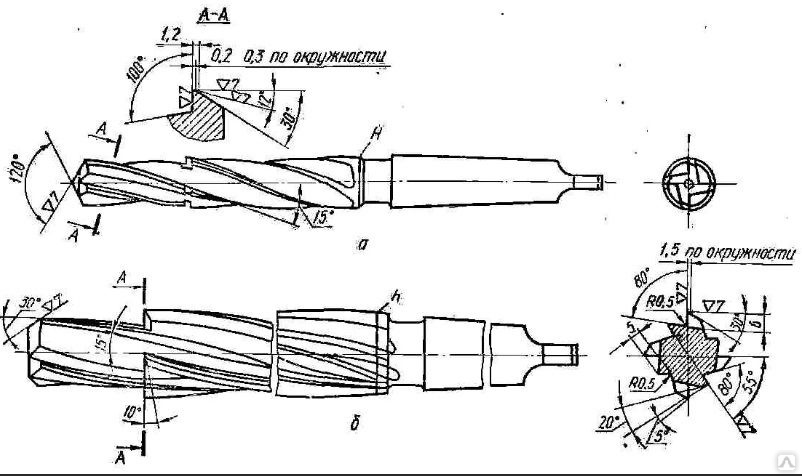
ЗЕНКЕРОВАНИЕ – это обработка отверстий, полученных литьем, штамповкой или сверлением — для придания им строгой цилиндрической формы, повышения точности и качества поверхности.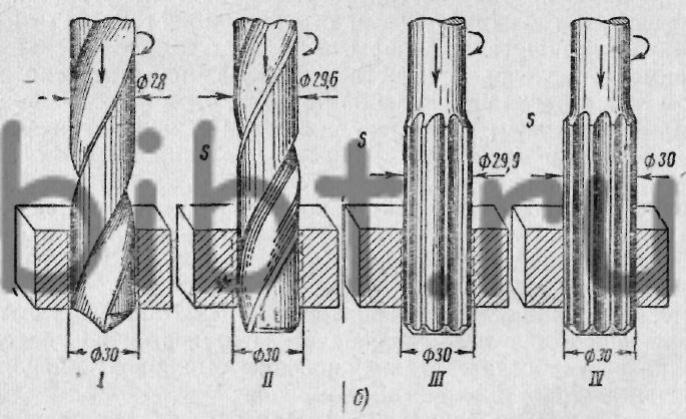
Выполняется специальными инструментами – зенкерами.
Зенкерование может быть процессом окончательной обработки или подготовительным к развертыванию
Цилиндрический зенкер
РАЗВЕРТЫВАНИЕ – это чистовая обработка отверстий. Обеспечивает более высокую точность и малую шероховатость. Развертка представляет собой многолезвийный инструмент.
Рассмотренные операции обработки отверстий выполняются в основном на сверлильных или токарных станках или вручную, с помощью воротков или ручных или механизированных дрелей, сверлильных машинок.
При работе на сверлильных станках для закрепления заготовок применяют машинные тиски, призмы.
В патроне станка закрепляют режущие инструменты с цилиндрическими хвостовиками ( с квадратными для ручных воротков и дрелей)
Режимы резания
1.Скорость резания выбирают в зависимости от свойств обрабатываемого материала ,диаметра и др.факторов.
формула стр 37 Муравьев.
2.Подача – это величина перемещения режущего инструмента относительно заготовки вдоль его оси за один оборот
3. Глубина резания –это расстояние между обработанной и обрабатываемой поверхностью ,измеренное перпендикулярно оси заготовки.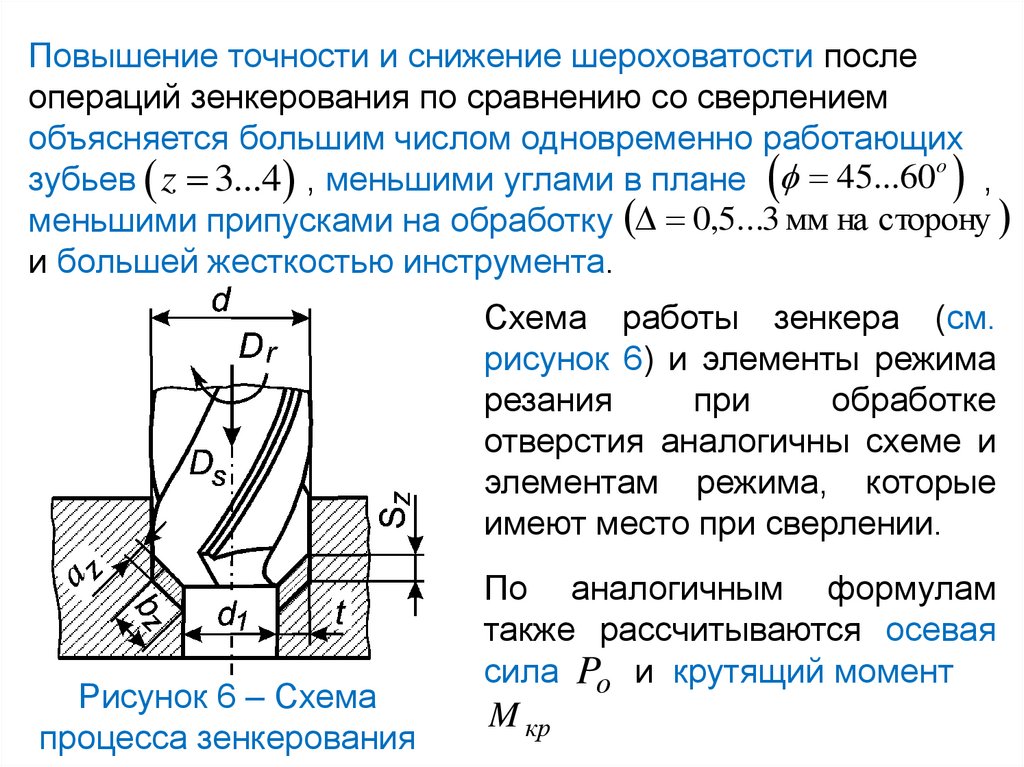
С увеличением скорости резания процесс обработки ускоряется ,но при работе со слишком большими скоростями сверло быстро затупляется .
Увеличение подачи сверх допустимого ведет к поломке сверла .
Задача состоит в том , чтобы выбрать оптимальные режимы.
ПРИЕМЫ СВЕРЛЕНИЯ
Сверление по разметке (одиночные отверстия).
Сначала на деталь наносят осевые риски, круговую риску контура отверстия, кернят отверстие в центре, чтобы дать направление сверлу.
Сверлят в два приема: пробное и окончательное сверление
Сверление глухих отверстий осуществляют по упору или измерительной линейке, закрепленной на станке .При сверлении глухих отверстий необходимо периодически вынимать сверло из отверстия ,чтобы очистить от стружки и измерить глубину глубиномером штангенциркуля.
Сверление неполных отверстий (у края детали). Для этого к обрабатываемой детали приставляют пластину из того же материала и сверлят полное отверстие, затем пластину убирают
Сверление полых деталей .
Для этого полость забивают деревянной пробкой.
Сверление в листовом металле Их получают перовыми сверлами ( другие будут рвать материал)
Сверление глубоких отверстий ( более 5 диаметров детали).
Здесь сначала надсверливают отверстие коротким сверлом, затем нормальным на полную глубину, периодически выводя сверло и выводя стружку. Длина сверла должна соответствовать глубине сверления.
ПРАВИЛА БЕЗОПАСНОСТИ ПРИ СВЕРЛЕНИИ
Рабочий халат должен быть застегнут, на голове — берет
Необходимо правильно устанавливать и надежно закреплять заготовки, не удерживать их руками.
Перед включением станка убедиться в его исправности
Не браться за вращающийся инструмент и шпиндель
Не нажимать сильно на рычаг подачи, особенно сверлами малого диаметра
Подкладывать деревянную подкладку на стол станка под шпиндель при смене патрона или сверла
Пользоваться для смены сверла специальным ключом
Не работать затупившимся инструментом
Не передавать и не принимать каких либо предметов через работающий стол
Не работать в рукавицах
Не опираться на станок
Работать в защитных очках
Не удалять стружку руками
Не наклоняться близко к сверлу ,чтобы посмотреть результаты работы
КОНТРОЛЬНЫЕ ВОПРОСЫ
1.Что называется сверлением?
2.Какова конструкция спиральных сверл?
3.Перечислите виды сверл
4.Что такое зенкование и каким инструментом
выполняется?
5.Что такое зенкерование ?
6. Когда применяется развертывание отверстий?
Когда применяется развертывание отверстий?
7.Какие режимы резания нужно учитывать при сверлении?
8.Для чего выполнены винтовые канавки на сверлах?
9.Какова безопасность работ при сверлении?
10.Приемы сверления
Скачать презентацию
Что такое shareslide.ru?
Это сайт презентаций, где можно хранить и обмениваться своими презентациями, докладами, проектами, шаблонами в формате PowerPoint с другими пользователями. Мы помогаем школьникам, студентам, учителям, преподавателям хранить и обмениваться учебными материалами.
Для правообладателей
Обратная связь
Email: Нажмите что бы посмотреть
что это такое, особенности процесса, инструменты
При сборке конструкций и металлических узлов используют резьбовые соединения, заклепки. Иногда требуется спрятать головку болта, винта или соединения другого типа. В этих случаях используют так называемый потай. То есть в начале соединительного отверстия в металле делают небольшое углубление, куда и прячется головка.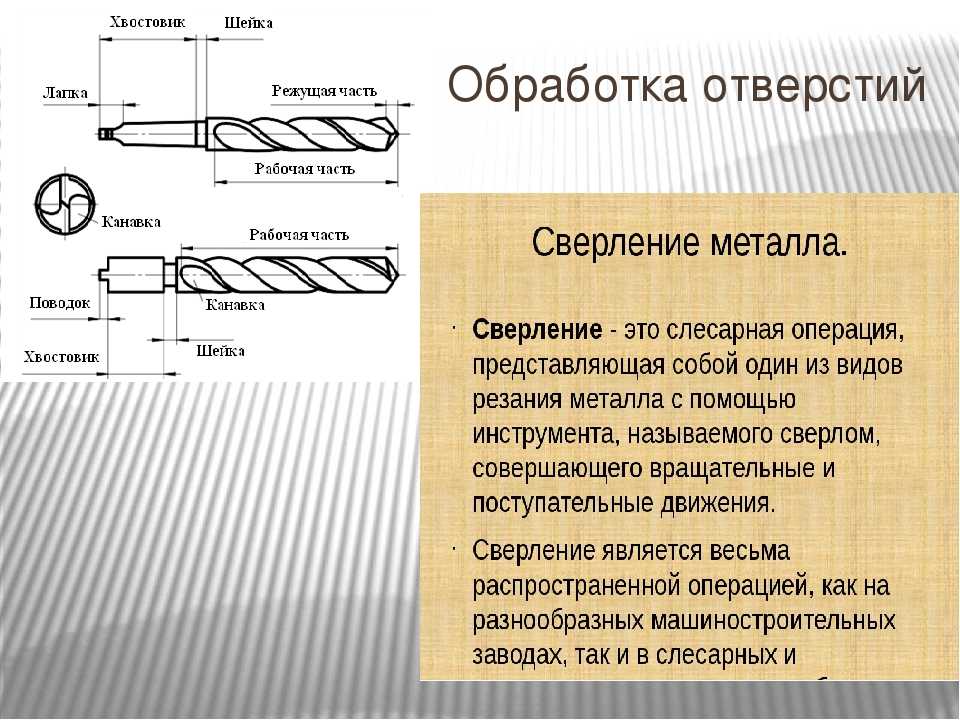 Выполнить такой потай можно, применив зенкование, – это определенный вид обработки начала отверстия, когда его расширяют в диаметре и углубляют на определенную высоту. Форма углубления может быть разной.
Выполнить такой потай можно, применив зенкование, – это определенный вид обработки начала отверстия, когда его расширяют в диаметре и углубляют на определенную высоту. Форма углубления может быть разной.
Зенкование не стоит путать с зенкерованием – это различные операции, которые выполняются разными инструментами. Но оборудование, которое приводит в движение такие резцы, может быть одинаковым.
Зенкование можно провести при помощи ручной электрической дрели. Отличием от заводского варианта здесь будет невысокий класс точности обработки, но получить потай в домашних условиях вполне реально.
Сущность процесса зенкования
Зенкование и сверление тесно связаны между собой. Обычно зенкование проводят по готовому отверстию, но бывают случаи, когда необходимо сделать углубление без предварительного сверления. И в том, и в другом вариантах используют инструмент зенковку разных конструкций.
Сам процесс зенкования очень прост: специальным резцом снимают фаску на отверстии. Чем больше металла снято, тем больше получается углубление. Форма зенковки обычно коническая. Здесь главное – соблюсти строгую центровку режущего элемента и отверстия: должна быть идеальная соосность. В противном случае будет наблюдаться смещение углубления относительно отверстия, и шляпка винта не сможет в него войти.
Чем больше металла снято, тем больше получается углубление. Форма зенковки обычно коническая. Здесь главное – соблюсти строгую центровку режущего элемента и отверстия: должна быть идеальная соосность. В противном случае будет наблюдаться смещение углубления относительно отверстия, и шляпка винта не сможет в него войти.
Чтобы выполнить операцию зенкования для получения фасок и для углублений, необходимо пройти следующие этапы технологического процесса:
- Измерить шляпку резьбового метиза, под который будет производиться углубление (имеются в виду как диаметр, высота, так и угол скоса, если шляпка имеет конструкцию под потай).
- Подобрать соответствующую зенковку и закрепить ее в сверлильном или токарном оборудовании.
- Строго соблюдая соотношение осей, закрепить напротив резца заготовку с отверстием.
- Включить сверлильное оборудование и выставить необходимое количество оборотов (если это позволяет схемотехника станка) или заведомо подобрать необходимый инструмент под параметры оборудования.

- Провести зенкование отверстия.
Зенковка
Чем отличается зенкование от зенкерования? Несмотря на похожее звучание, это разные операции. Каждая имеет свое назначение и специфический инструмент для выполнения.
Что такое зенкование? Оно связано со срезанием более значительного слоя материала с целью создания в верхней части отверстия конического или цилиндрического углубления, предназначенного для скрытой установки крепежа. Используется зенкование и для выбора фасок. Специальное приспособление для выполнения этой операции называют зенковка. Различают следующие ее виды:
- цилиндрические, используются для выборки цилиндрических выемок в верхней части отверстия для сокрытия головок винтов или гаек;
- конические, с их помощью вырезают конусовидное углубление в нижней части отверстия, снимают фаски и формируют выемки под крепеж.
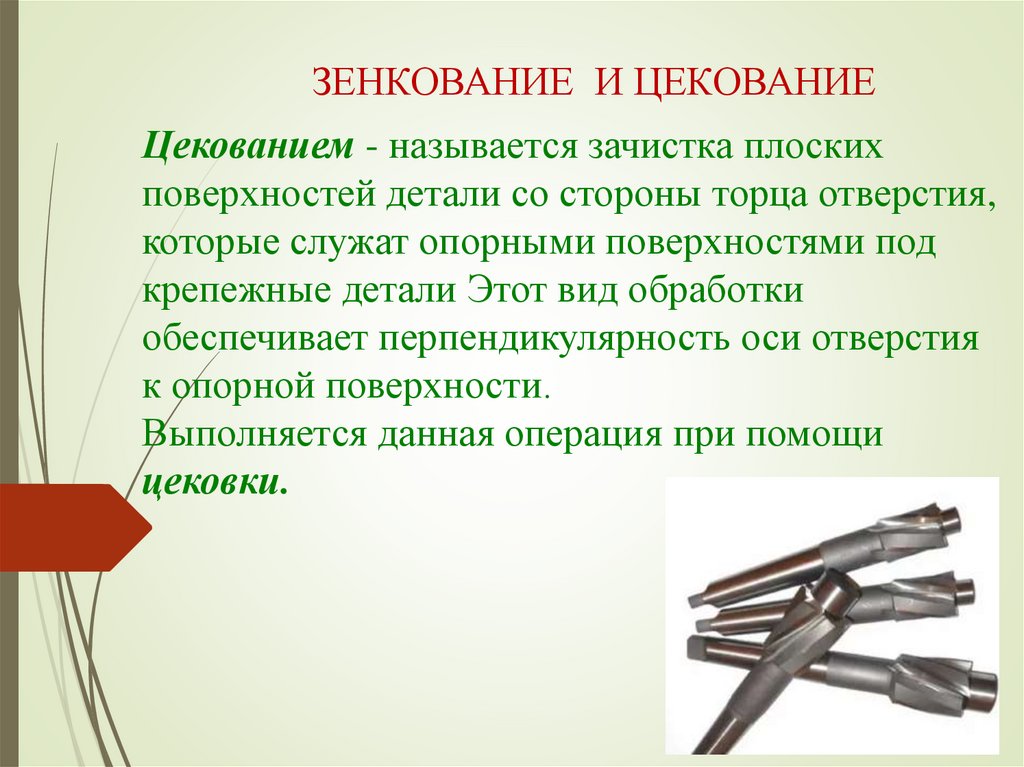
- торцевые, называемые также цековками, такой инструмент нужен для зачистки выемок перед установкой крепежа.

Конструктивно зенковка состоит из двух частей: рабочая головка и хвостовик. На хвостовик предусмотрена направляющая цапфа, обеспечивающая соосность пи выборке выемок.
В качестве оборудования вместе с зенковками обычно используют сверлильный станок. Реже они зажимаются в патрон многокоординатного обрабатывающего центра или простого токарного станка. Дрели и другой ручной сверлильный инструмент не рекомендованы к применению, поскольку не могут обеспечить должной соосности и точности.
Зенкерование –это обработка внутренней поверхности отверстия для улучшения ее качества
- точности;
- шероховатости;
- формы.
Зенкерование используется для обработки отверстий, полученных сверлением, штамповкой либо литьем. Для выполнения операции используется зенкер. Он напоминает сверло, но отличается от него следующим:
- большое число режущих кромок;
- утолщенная перемычка между кромками;
- скошенный угол.
Эти конструктивные особенности обуславливают стабильность положения зенкера относительно отверстия и их соосность. Зенкер не углубляет отверстие, а лишь совершенствует гладкость и форму поверхности, снимая очень тонкий слой материала.
Зенкер не углубляет отверстие, а лишь совершенствует гладкость и форму поверхности, снимая очень тонкий слой материала.
Зенкеры имеют от шести до восьми режущих кромок, инструменты малого диаметра (до 20 мм) выполняются цельными, а большего размера- с вставными лезвиями.
Назначение и особенности зенкования
Основная сфера применения зенкования – в технологических процессах при изготовлении станков, механизмов и сборке металлоконструкций. С помощью этой операции добиваются решения следующих задач:
- В предварительно изготовленных отверстиях получают углубления в форме цилиндра или конуса.
- Формируют плоскости опорного значения в районе отверстий.
- Зенкование отверстий позволяет получить каналы со снятой в них фаской.
- Формирование углублений для сокрытия элементов резьбового крепежа.
Зенкование отверстий имеет свои особенности; они обусловлены типом металла, который подвергается обработке, конструкцией резца и конечной задачей операции:
- Если проводится обработка чугунных деталей или металлов на основе твердых сплавов, то в рабочую область следует подавать специальную эмульсию для охлаждения.

- Рабочие обороты вала двигателя должны соответствовать рабочим оборотам зенковки. Для инструмента из быстрорежущей стали обороты всегда меньше, чем для инструмента с напайками из твердого сплава.
- Для выборки под потайную шляпку винта используют конический резец с углом торцевых ножей, равным углу конуса шляпки.
Зенковку делают на самом последнем этапе после зенкерования и развертки.
Зенкерование: инструмент и особенности
Зенкерование – это промежуточный процесс обработки отверстий располагаемый, как правило, между сверлением и разверткой. Это получистовая обработка отверстия с целью:
- повышения точности отверстия до 4-го и даже 5-го класса;
- улучшения шероховатости;
- придания строгой геометрической формы.
Также зенкерование применяется при обработке отверстий полученных литьём или обработкой давлением.
Обработка производится с помощью зенкера, инструмента внешне похожего на сверло, но имеющего ряд конструктивных отличий. Основные отличия – это увеличенная перемычка между режущими кромками, увеличенное количество рабочих кромок и срезанный угол. Всё это обеспечивает высокую устойчивость зенкера и его соосность с обрабатываемым отверстием. Так, наличие 3-4 режущих кромок обеспечивает плавное распределение сил в зоне контакта зенкера с обрабатываемой деталью. Геометрия режущей части обеспечивает обработку отверстия без съема металла в продольном направлении.
Основные отличия – это увеличенная перемычка между режущими кромками, увеличенное количество рабочих кромок и срезанный угол. Всё это обеспечивает высокую устойчивость зенкера и его соосность с обрабатываемым отверстием. Так, наличие 3-4 режущих кромок обеспечивает плавное распределение сил в зоне контакта зенкера с обрабатываемой деталью. Геометрия режущей части обеспечивает обработку отверстия без съема металла в продольном направлении.
Зенкеры различаются по количеству зубьев (3 или 4) и конструкции – насадные, цельные и вставные. Выбор инструмента зависит от диаметра отверстия. Так, применение вставных зенкеров (с вставными ножами) рекомендуется для отверстий диаметром от 20 мм., цельные применяются для малых диаметров (от 12 мм.).
Для получения более точных и сложных поверхностей используются комбинированные типы инструмента с большим количеством режущих кромок (до 8). При этом сборные зенкеры применяются совместно с другим металлорежущим инструментом – сверлами, развертками и т. д.
д.
Отличия зенкерования от зенкования
Зенкование и зенкерование – совершенно разные операции по обработке отверстий. Процесс зенкерования связан с воздействием на весь просверленный канал. И цель зенкерования в том, чтобы выровнять это отверстие, сделать его более качественным с точки зрения всех геометрических показателей и чистоты поверхности канала. Для зенкерования разработан свой специализированный инструмент (зенкер), основные ножи которого расположены по спирали вдоль всего тела инструмента (длина тела, как правило, превышает длину канала отверстия).
Зенковка работает только с частью отверстия в его начале. Ее основная задача – сделать потай или снять фаску. Поэтому в инструменте предусмотрены в основном ножи на торце. Единственное, что общего между зенкером и зенковкой, – они приводятся в движение при помощи одинаковых станков.
Разновидности и применение инструмента
Зенкер — это многолезвенный инструмент, который используется для доработки отверстий округлой формы в заготовках, сделанных из различных материалов. Такая обработка предназначена для получения ровных отверстий и увеличения их диаметра.
Такая обработка предназначена для получения ровных отверстий и увеличения их диаметра.
Эта процедура называется зенкерованием. Она схожа со сверлением: оснастка вращается вокруг собственной оси, при этом вдоль нее происходит поступательное движение.
Зенкер разрабатывался специально для обработки продолбленных, отштампованных или просверленных отверстий. Характеристики этого инструмента определяются ГОСТ 12489 −71. Применяется зенковка по металлу для финальной или промежуточной обработки. Потому принято выделять две разновидности приспособлений:
- для создания отверстия высокой точности;
- для дальнейшего развертывания.
При использовании этой расточки повышается чистота, ровность и диаметр отверстия. Как правило, к зенкерованию обращаются в следующих случаях:
- получение более чистого и ровного отверстия перед нарезкой резьбы или развертыванием;
- калибровка отверстия для установки шпильки, болта или любого другого крепежного элемента.
Зенкеры используются и для корректировки профиля отверстия (к примеру, увеличения верхней части углубления для болтовых головок), и для обработки торцов.
Классифицируются зенкеры по варианту крепления в станке:
- хвостовой;
- насадной.
Конструкция инструмента бывает:
- сварной;
- цельной;
- сборной;
- с пластинками твердосплавного типа.
Цельная разновидность приспособления напоминает своим внешним видом обыкновенное сверло, потому ее часто называют зенкером-сверлом. Однако режущих кромок и спиральных канавок у него больше, чем у обыкновенного сверла. Инструмент с пластинками обладает высокой производительностью. Также существуют обратные и конические типы инструментов.
Оборудование и инструменты
Главный инструмент, которым выполняют зенкование, называется зенковкой. Это тип резца, состоящий из рабочей части и хвостовика. Рабочая часть имеет несколько режущих кромок, за хвостовик инструмент крепится в патроне оборудования. Бывают резцы конической и цилиндрической формы. Сырьем для изготовления зенковок служит сталь инструментальная углеродистая либо легированная.
Бывают резцы конической и цилиндрической формы. Сырьем для изготовления зенковок служит сталь инструментальная углеродистая либо легированная.
Зенковки конического типа характеризуются углом наклона ножа. Наиболее используемые элементы с углами конуса 120, 90, 60 и 30 градусов. Резцы цилиндрического типа на торце имеют зубья. Этих зубьев может быть от 8 до 4 штук. Кроме этого, у цилиндрического инструмента есть направляющий по отверстию элемент, который называется цапфой. Благодаря такому элементу цилиндрический резец всегда имеет соосность с отверстием, которое он обрабатывает.
Для зенкования отверстий разработаны также специальные державки, куда вставлены зенковки. У них могут быть ограничители вращающегося и невращающегося типа.
ПОСМОТРЕТЬ Резцы для зенкования на AliExpress →
Зенкерование
В режущей части зенкера расположены три-четыре режущие кромки (в отличие от сверла с двумя режущими кромками), которые, воздействуя на обрабатываемую поверхность, способны обеспечить заданные размеры, выравнивая форму и снимая другие погрешности после сверления.
Точность обработки зенкерованием (до 9-го и 10-го квалитетов точности при Rz 40-10 мкм) достигается за счет:
- жесткости инструмента, в рабочей части которого отсутствуют глубокие перемычки;
- малых припусков на обработку и, соответственно, сравнительно небольших усилий в процессе резания.
Обозначение зенковки на чертеже
На производстве зенкование отверстий выполняют по чертежу. Зенковка на чертеже отображается прописными и заглавными латинскими буквами и арабскими цифрами. Значение букв и цифр следующее:
- d1 – указывает на основной диаметр канала;
- d2 – на диаметр зенкования;
- L1 – отображает показатель длины цилиндрического канала;
- L3 – это глубина зенкования;
- L4 – указывает на глубину фаски;
- j – это размер угла зенкования центральный;
- α (альфа) – размер угла фаски.
Уважаемые посетители сайта: инженеры машиностроения, мастера и просто ориентирующиеся в теме, – поддержите обсуждение в комментариях! Нам очень важны ваши профессиональные замечания.
Назначение зенкерования и сферы применения
Зенкерование отверстий – необходимая операция в машиностроении и станкостроении. Здесь точность деталей должна соответствовать микронам, и это в первую очередь касается просверленных каналов. Отверстия в металле, которые не имеют четкой цилиндрической формы, строгого диаметра по длине, в ответственных конструкциях могут стать причиной дополнительного люфта и, как следствие, привести к быстрому износу подшипниковых узлов и разрушению конструкции в целом. Зенкерование значительно повышает их точность, доводя до четвертого и пятого класса.
Процесс зенкерования в металлических заготовках позволяет добиться следующих результатов:
- Предварительно просверленный канал после обработки приобретает строгую форму цилиндра по всей своей длине – этот момент способствует четкому прохождению резьбовых соединений, валов, шпинделей, тяг сквозь него без лишних напряжений и люфтов.
- Канал получает строгие геометрические параметры относительно диаметров в каждой конкретной точке канала.
 Как следствие – меньший люфт и износ самого отверстия, если оно является частью узла, где происходит механическая передача, а также меньший износ передаточного механизма.
Как следствие – меньший люфт и износ самого отверстия, если оно является частью узла, где происходит механическая передача, а также меньший износ передаточного механизма. - Значительно повышается чистота канала. Пониженная шероховатость способствует меньшему образованию стружки, которая может возникнуть от вибрации и трения, большей крепости, надежности, износостойкости канала и всей конструкции в целом.
Если предварительно полученное отверстие имеет класс точности не выше третьего, то нужно проводить зенкерование и развертывание.
Процесс зенкерования применим для отверстий в деталях из любого металла, полученных путем литья, штамповки, ковки либо предварительного сверления.
Зенкеры и церковки, зенкерование и церкование
Зенкеры и церковки, зенкерование и церкование
Для придания правильной геометрической формы просверленным, отлитым и отштампованным отверстиям, а также чтобы понизить шероховатость поверхности, их нужно обработать зенкерами. У них есть 3-4 режущие кромки, отсутствует перемычка и направление лучше, чем у сверла из-за большей жесткости. Зенкерование выполняется с большими подачами, чем сверление, поэтому по возможности рекомендуется не рассверливать отверстия а зенкеровать.
У них есть 3-4 режущие кромки, отсутствует перемычка и направление лучше, чем у сверла из-за большей жесткости. Зенкерование выполняется с большими подачами, чем сверление, поэтому по возможности рекомендуется не рассверливать отверстия а зенкеровать.
Цекование применяют при обработке торцовой поверхности отверстия зенкерами, имеющими зубья на торце и оправку для направления зенкера. Цековками можно обрабатывать и открытые, и закрытые торцы отверстий.
Зенкование помогает создавать в отверстиях углубления под головки винтов, заклепок или шурупов. Выполняется операция зенковками или специальными спиральными сверлами, которые имеют форму и размеры необходимых углублений. Различают 2 основных вида зенкования: под детали с конусной и с цилиндрической головкой.
Зенкерование может быть предварительным или окончательным.
Помните: Если отверстие после сверления нуждается в обработке зенкером, то должен быть оставлен припуск.
Если отверстие еще будет обрабатываться, то диаметр зенкера должен быть меньше диаметра отверстия на величину припуска для окончательной обработки. Если нет, то диаметр зенкера равен диаметру отверстия на чертеже.
Если нет, то диаметр зенкера равен диаметру отверстия на чертеже.
Если сразу после сверления производится зенкерование отверстия, просверленного в заготовке, помещенной в кондукторе, то кондукторные быстросменные втулки сразу после сверления надо удалить и зенкеровать без них.
При цековании открытой торцовой поверхности отверстия с ручной подачей для более надежного ограничения длины можно на хвостовике зенкера навернуть упорную гайку и контргайку.
При зенкеровании с использованием направляющих втулок кондуктора диаметр верхней направляющей зенкера должен быть больше диаметра рабочей части.
При цековании открытой торцовой поверхности отверстия с ручной подачей для более надежного ограничения длины нужно на хвостовике зенкера сделать резьбу и навернуть гайку и контргайку.
При цековании закрытых торцов работу выполнять в следующем порядке:
- конец направляющей оправки зенкера пустить через рассверленное отверстие в верхней стенке заготовки;
- затем через посадочное отверстие в зенкере и разместить в отверстие нижней стенки заготовки;
- закрепить зенкер на оправке зажимом и зенкеровать торец до нужной величины;
- цековать закрытую поверхность, обращенную вниз, строго по схеме.

При зенковании углублений для потайных головок винтов спиральным сверлом нужно его сначала переточить, сделав угол при вершине 2ф—90°. При существовании на поверхности прозенкованного углубления огранки сократить задний угол а сверла.
Зенкование углублений для цилиндрических головок спиральными сверлами проводить в 2 перехода: вначале отверстие сверлить сверлом с нормальной заточкой, затем обработать для нужной формы и размеров сверлом, заточенным более плоско.
При зенкеровании отверстий в легких сплавах, помните:
- Нужно применять зенкеры с углами: ф=45 — 60°, а=25°, а=10°;
- ширина ленточки калибрующей части 0,3-0,5 лш.
Нужно следить, чтобы направляющий участок зенкера соприкасался с втулкой не всей поверхностью, а только узкими винтовыми ленточками шириной до 3 мм. Иначе может наблюдаться заедание зенкера внутри втулки.
Цена и оплата
Цена определяется индивидуально, учитывая особенности поставки и номенклатуры товаров. Цена НИКОГДА не будет слишком высокой — мы годами нарабатываем свои каналы поставок и умеем работать на долгосрочную перспективу на рынке Украины.
Оплата производится удобным для вас способом:
- безналичный расчет;
- оплата пластиковой картой.
Оплата производится в украинских гривнах (UAH).
Заказ и доставка
Мы, как промышленный поставщик, готовы к плодотворной работе с самыми крупными и удалёнными заказчиками на территории Украины. Высокое качество наших услуг опирается на высокое качество предлагаемой нами продукции и профессионализм сотрудников. Заказы принимаются:
- при визите в офис;
- по телефону;
- по факсу;
- на e-mail;
- на Skype.
Принимаем заказы и доставляем свою продукцию по всем городам и населенным пунктам Украины:
| Киев | Херсон | Черкассы | Винница | Хмельницкий |
| Закарпатье | Чернигов | Луганск | Тернополь | Ивано-Франковск |
| Черновцы | Днепр | Львов | Одесса | Запорожье |
| Сумы | Кропивницкий | Полтава | Житомир | Харьков |
| Донецк | Николаев |
Возможности центра безусловно важны не только для Днепропетровска, но и для всей области. Поэтому мы приглашаем воспользоваться нашими услугами жителей всех региональных центров Днепропетровской области, а именно:
| Новомосковск | Каменское | Петриковка | Межевая | Покров | Петропавловка |
| Апостолово | Пятихатки | Царичанка | Желтые Воды | Синельниково | Марганец |
| Кривой Рог | Магдалиновка | Вольногорск | Васильковка | Никополь | Софиевка |
| Кринички | Верхнеднепровск | Павлоград | Соленое | Покровка | Томаковка |
Зенкер по металлу — виды и принцип работы
Содержание
Введение
Работа с металлом это сложный процесс, который требует повышенной точности, особенно это касается отверстий. Не каждое сверло может дать требуемый результат, поэтому используют зенкер по металлу. Это немецкое приспособление создано для повышения качества отверстий, проделанных в металлических конструкциях.
Есть ряд разновидностей, принципов использования, которые нужно уметь различать, чтобы получить обещанный результат. Обычно такой инструмент используется на производстве, в работе с серьезным оборудованием, но при должных знаниях такое приспособление можно использовать в быту.
Разновидности
Зенкер по металлу чаще всего представляет собой специальную насадку для профессионального оборудования, дрелей, шуропопвертов. На металлическом продолговатом предмете имеются несколько лезвий, закрученных по спирали, подобно буру. Такая конструкция обеспечивает качественную обработку металлических отверстий, сделанных заранее.
По принципу действия и внешнему виду похоже на обычное сверло, но путать не стоит, ведь выполняют эти насадки разные действия. Но схожесть заключается в разнообразии зенкеров, которые могут различаться по:
- конструкции;
- степени обработки;
- принцип работы;
- сплаву железа.

Конструкций очень много, каждая может быть наиболее эффективна в определенных условиях. На рынке очень часто продаются комплекты, внутри которых находятся все виды, но также продаются отдельно. Для тех, кто планирует пользоваться ими, лучше всего взять комплект, а для единичного пользования надо подобрать определенный:
- цельный конический;
- цельный насадной;
- цельный хвостовой;
- с твердосплавными пластинами;
- сборный хвостовой, с ножками;
- сборный насадной.
Пусть схожесть в названиях, внешнем виде не путает вас, потому что использование каждого из них даст различный результат. Какие-то взаимозаменяемы, но специально подбирать в соответствии с поставленными задачами. Обработка зенкером может быть промежуточным действием в работе с металлическими отверстиями, а может и конечным этапом.
Тут нужно классифицировать на насадки, которые подготавливают отверстие к развертываний те, что получают итоговую обработку. Зависит это от типа отверстия и того, зачем оно было сделано, как будет использоваться.
Зависит это от типа отверстия и того, зачем оно было сделано, как будет использоваться.
Принцип работы
Использования зенкера — это процесс обработки металлических отверстий, который иначе называют зенкерованием. Есть схожесть со сверлением, но в отличие от сверла, происходит не просверливание отверстия, а его корректировка. Можно использовать для создания отверстия, но это плохо влияет на насадки и приведет к несвоевременному износу.
Лучше всего зенкеровать уже по сделанному отверстию, изменяя размер или выравнивая неровности. Можно использовать для обработки всего отверстия или же изменить размер для шляпки крепления. Зенкер по металлу может быть насадкой для дрели, шуропопверта или другого профессионального станка, пригодного для таких действий.
Часто процесс зенкерования путают с зенкованием которое выполняется также схожим по названию приспособлением, зенковка. Это похожий процесс, но все же несет иной характер и используется для иных целей.
Видеоролик, в котором изображен принцип действия зенкера по металлу
Правила пользования в домашних условиях
Зенкер чаще всего используют на профессиональном оборудования для того, чтобы произвести обработку металлических конструкций в производственном масштабе. Но все большую тенденцию набирает использование приспособления в ломаных условиях, обычными людьми.
Для таких домашних операций часто используют специальное сверло со схожим принципом работы. Но независимо от того, какая насадка служит для обработки нужно соответствующим образом подготовится к работе:
- Подобрать соответствующий зенкер по размеру и количеству лезвий.
- У аппарата, в который буде вставляться насадка, должно быть достаточно мощности для такой работы.
- При обработки не цветных металлов требуется специальная жидкость, которая будет смазывать и охлаждать.
Все эти правила очень важны, потому что от подготовки будет завесить результат работы. В случаи неточностей и игнорирования пунктов можно нанести серьезный вред работе. Если обработка производится первый раз, то во время выбора насадки и перед работой проконсультируйтесь с профессионалом, это снизит количество проблем.
Как выбрать зенкер
От правильности выбора зависит очень многое, особенно, учитывая специфику работы. На производстве такие работы выполняют машины, которые специально программируются, но, а человеку уже придется как-то самому. Разновидностей зенкеров на рынке очень много, поэтому выбор будет зависть от характера результата работы, грубости материала и диаметра отверстия.
Перед покупкой сделаете необходимые замеры диаметра обрабатываемой зоны, и параметры крепления. Важным пунктом будет информация об мощности агрегате (дрель, шуропопверт и так далее) и месте расположения участка обработки. Эти сведения сильно сократят модельный ряд, но все же останется еще много вариантов, различных по материалу, фирме и мелким изменениям в форме.
Эти сведения сильно сократят модельный ряд, но все же останется еще много вариантов, различных по материалу, фирме и мелким изменениям в форме.
Цена соответственно также будет изменяться. В таком случае главным критерием будет частота использования. Но не стоит выбирать самые дешевые варианты потому что насадки из низкокачественных материалов могут не только сломаться во время работы, но и тем самым нанести серьезный вред целостности конструкции.
Заключение
Зенкер по металлу незаменимое приспособление для точных качественных обработок металлических изделий. Зенкерование не только улучшит внешний вид, но и повысит прочность и срок службы соединения и всей конструкции. Важно уметь разбираться в многообразии инструментов и правильно использовать этот инструмент по назначению.
— презентация на Slide-Share.ru 🎓
1
Первый слайд презентации: СВЕРЛЕНИЕ,ЗЕНКОВАНИЕ, ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ Подготовила : мастер п/о Шинкарецкая Е.
 С
С
irinka 53777@ gmail. com
Изображение слайда
2
Слайд 2
Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью сверла, совершающего вращательное и поступательное движение
Рассверливанием называется увеличение размера отверстия в сплошном материале.
Изображение слайда
3
Слайд 3
Изображение слайда
4
Слайд 4
Классификация сверл
Спиральные
Перовые
Центровочные
Изображение слайда
5
Слайд 5
Изображение слайда
6
Слайд 6
Изображение слайда
7
Слайд 7: Устройство спирального сверла
На направляющей части расположены две винтовые канавки,по которым сходит стружка.
Ленточки вдоль канавок служат для уменьшения трения сверла о стенки отверстия.
Изображение слайда
8
Слайд 8
Изображение слайда
9
Слайд 9
Угол заточки сверла зависит от обрабатываемого материал
-для стали это 116 -118 o
-для латуни,бронзы 130-140 o
-для алюминия -130 o
-для пластмассы -50-60 o
Изображение слайда
10
Слайд 10
Качество заточки проверяют шаблонами с вырезами.
Изображение слайда
11
Слайд 11
Сверла бывают с винтовыми канавками, которые обеспечивают лучший сход стружки и прямыми канавками, которые применяют для сверления отверстий в хрупких материалах.
Изображение слайда
12
Слайд 12
Сверла с отверстиями для подвода охлаждающей жидкости предназначены для сверления глубоких отверстий. СОЖ обеспечивает охлаждение режущих кромок и облегчает удаление стружки.
Изображение слайда
13
Слайд 13
Изготовляются сверла из быстрорежущей стали Р9, Р18, Р6М5 и с твердосплавными пластинами из сплавов ВК6, ВК, Т15К6
Изображение слайда
14
Слайд 14
Центровочные сверла служат для получения центровых отверстий.
Изображение слайда
15
Слайд 15
Перовые сверла применяются для сверления неответственных отверстий ручными дрелями и трещотками
Изображение слайда
16
Слайд 16
Изображение слайда
17
Слайд 17
Изображение слайда
18
Слайд 18
Изображение слайда
19
Слайд 19
ЗЕНКОВАНИЕМ называется обработка верхней части отверстия в целях получения фасок или цилиндрических углублений ( под потайную головку винта или заклепки)
Выполняется зенкование с помощью инструментов — зенковок
Изображение слайда
20
Слайд 20
Изображение слайда
21
Слайд 21: Конические зенковки
Изображение слайда
22
Слайд 22
ЗЕНКЕРОВАНИЕ – это обработка отверстий, полученных литьем, штамповкой или сверлением — для придания им строгой цилиндрической формы, повышения точности и качества поверхности.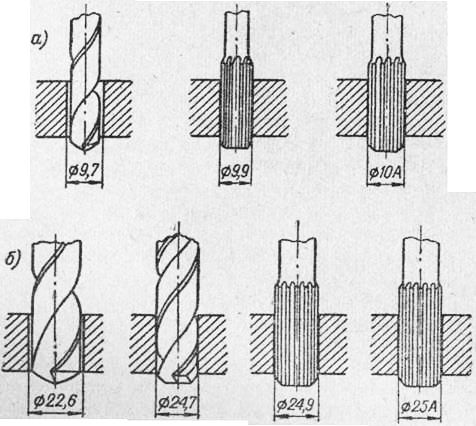
Выполняется специальными инструментами – зенкерами.
Зенкерование может быть процессом окончательной обработки или подготовительным к развертыванию
Изображение слайда
23
Слайд 23: Цилиндрический зенкер
Изображение слайда
24
Слайд 24
Изображение слайда
25
Слайд 25
РАЗВЕРТЫВАНИЕ – это чистовая обработка отверстий. Обеспечивает более высокую точность и малую шероховатость. Развертка представляет собой многолезвийный инструмент.
Изображение слайда
26
Слайд 26
Изображение слайда
27
Слайд 27
Изображение слайда
28
Слайд 28
Изображение слайда
29
Слайд 29
Изображение слайда
30
Слайд 30
Изображение слайда
31
Слайд 31
Рассмотренные операции обработки отверстий выполняются в основном на сверлильных или токарных станках или вручную, с помощью воротков или ручных или механизированных дрелей, сверлильных машинок.
Изображение слайда
32
Слайд 32
Изображение слайда
33
Слайд 33
Изображение слайда
34
Слайд 34
Изображение слайда
35
Слайд 35
При работе на сверлильных станках для закрепления заготовок применяют машинные тиски, призмы.
В патроне станка закрепляют режущие инструменты с цилиндрическими хвостовиками ( с квадратными для ручных воротков и дрелей)
Изображение слайда
36
Слайд 36
Изображение слайда
37
Слайд 37
Изображение слайда
38
Слайд 38: Режимы резания
1. Скорость резания выбирают в зависимости от свойств обрабатываемого материала,диаметра и др.факторов.
Скорость резания выбирают в зависимости от свойств обрабатываемого материала,диаметра и др.факторов.
формула стр 37 Муравьев.
2. Подача – это величина перемещения режущего инструмента относительно заготовки вдоль его оси за один оборот
3. Глубина резания –это расстояние между обработанной и обрабатываемой поверхностью,измеренное перпендикулярно оси заготовки.
Изображение слайда
39
Слайд 39
С увеличением скорости резания процесс обработки ускоряется,но при работе со слишком большими скоростями сверло быстро затупляется.
Увеличение подачи сверх допустимого ведет к поломке сверла.
Задача состоит в том, чтобы выбрать оптимальные режимы.
Изображение слайда
40
Слайд 40: ПРИЕМЫ СВЕРЛЕНИЯ
Изображение слайда
41
Слайд 41
Сверление по разметке ( одиночные отверстия).
Сначала на деталь наносят осевые риски, круговую риску контура отверстия, кернят отверстие в центре, чтобы дать направление сверлу.
Сверлят в два приема: пробное и окончательное сверление
Изображение слайда
42
Слайд 42
Сверление глухих отверстий осуществляют по упору или измерительной линейке, закрепленной на станке.При сверлении глухих отверстий необходимо периодически вынимать сверло из отверстия,чтобы очистить от стружки и измерить глубину глубиномером штангенциркуля.
Изображение слайда
43
Слайд 43
Сверление неполных отверстий (у края детали). Для этого к обрабатываемой детали приставляют пластину из того же материала и сверлят полное отверстие, затем пластину убирают
Изображение слайда
44
Слайд 44
Сверление полых деталей.
Для этого полость забивают деревянной пробкой.
Сверление в листовом металле Их получают перовыми сверлами ( другие будут рвать материал)
Изображение слайда
45
Слайд 45
Сверление глубоких отверстий ( более 5 диаметров детали).
Здесь сначала надсверливают отверстие коротким сверлом, затем нормальным на полную глубину, периодически выводя сверло и выводя стружку. Длина сверла должна соответствовать глубине сверления.
Изображение слайда
46
Слайд 46
Изображение слайда
47
Слайд 47
Изображение слайда
48
Слайд 48
Изображение слайда
49
Слайд 49: ПРАВИЛА БЕЗОПАСНОСТИ ПРИ СВЕРЛЕНИИ
Изображение слайда
50
Слайд 50
Рабочий халат должен быть застегнут, на голове — берет
Необходимо правильно устанавливать и надежно закреплять заготовки, не удерживать их руками.
Перед включением станка убедиться в его исправности
Не браться за вращающийся инструмент и шпиндель
Не нажимать сильно на рычаг подачи, особенно сверлами малого диаметра
Подкладывать деревянную подкладку на стол станка под шпиндель при смене патрона или сверла
Изображение слайда
51
Слайд 51
Пользоваться для смены сверла специальным ключом
Не работать затупившимся инструментом
Не передавать и не принимать каких либо предметов через работающий стол
Не работать в рукавицах
Не опираться на станок
Работать в защитных очках
Не удалять стружку руками
Не наклоняться близко к сверлу,чтобы посмотреть результаты работы
Изображение слайда
52
Последний слайд презентации: СВЕРЛЕНИЕ,ЗЕНКОВАНИЕ, ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ Подготовила :: КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что называется сверлением?
Что называется сверлением?
2.Какова конструкция спиральных сверл?
3.Перечислите виды сверл
4.Что такое зенкование и каким инструментом
выполняется?
5.Что такое зенкерование ?
6.Когда применяется развертывание отверстий?
7.Какие режимы резания нужно учитывать при сверлении?
8.Для чего выполнены винтовые канавки на сверлах?
9.Какова безопасность работ при сверлении?
10.Приемы сверления
Изображение слайда
Что такое развёртывание? | Цель | Приложения
Что такое рерайтинг? | Цель | Приложения | Преимущества
Что такое развертывание?
Развёртывание – это процесс чистовой обработки, выполняемый с помощью многолезвийных инструментов, обеспечивающих высокую точность отверстий, а также используемый для расширения или доводки ранее просверленного отверстия без изменения химических и физических свойств.
Процесс развертывания после процесса сверления удаляет относительно небольшое количество материала.
Не используется какой-либо конкретный станок. Развёртывание может выполняться на сверлильном станке, токарном станке, фрезерном станке и обрабатывающем центре или вручную.
Назначение развертывания:
Расширение применяется для точной обработки просверленных отверстий с хорошим качеством поверхности и размером. Преимущество заключается в том, что большее количество отверстий может быть выполнено с неизменно высоким качеством.
- Требуется развёртывание с точным требуемым диаметром.
- Требуется соответствующий профиль кромки.
- Требуется там, где нужна хорошо заточенная поверхность.
- Для развертывания требуется точно предварительно обработанное отверстие.
- Использование смазочных материалов продлевает срок службы инструмента, поэтому для установочных и конусных отверстий применяется развертывание.
Конструкция и типы разверток:
Существует два типа разверток: ручные развертки и машинные развертки. Оба в основном отличаются хвостовиком и режущей частью.
Оба в основном отличаются хвостовиком и режущей частью.
Ручные развертки используются в основном при сборочных работах для улучшения подгонки деталей. Длинный конусный наконечник является главной особенностью этих разверток. Это обеспечивает правильное направление отверстия и предотвращает перекос. Через фрезерованный угольник и вороток с вращением по часовой стрелке и небольшим нажимом развертки вставляются в отверстие.
Развертки машинные предназначены для развертывания на сверлильных и токарных станках. Рабочий шпиндель направляет их. Таким образом, свинец не должен быть таким же длинным, как ручные развертки. Резка осуществляется свинцом с развертыванием, а прямая часть используется для сглаживания отверстия.
Области применения процесса развертывания:
Любые компоненты, требующие точных, цилиндрических или конических отверстий с хорошей обработкой поверхности, глухих или сквозных, таких как сверление, после выполнения первичного отверстия.
Преимущества процесса развертывания:
- Диапазон производительности от 10-500/ч.
- Низкая стоимость оснастки и оборудования.
- Низкие затраты на чистовую обработку, а также необходимость очистки и удаления заусенцев.
- Уменьшение скорости подачи улучшает качество поверхности.
- Развёртывание осуществляется для оптимальных условий на одной трети скорости и двух третях скорости подачи сверления.
- Наиболее точные отверстия сверлятся по центру, сверлятся, растачиваются и развертываются до конечного размера.
- Возможно получение значений шероховатости поверхности 0,4–6,3 мкм Ra.
Развёртывание и растачивание — это процессы аналогичного типа, но между развёртыванием и растачиванием есть некоторая разница, но цель обоих этих процессов одинакова, похожий тип работы, поэтому оба они полезны в обрабатывающей промышленности.
Новое сообщение
Старый пост
Дом
Полый вал и сплошной вал
Полый вал содержит одинаковое количество материала на всех концах, если полый и сплошной вал имеют одинаковый вес, в то время как в так.
 ..
..Разница между ЧПУ и VMC
Полная форма ЧПУ
— это компьютерное числовое управление, а полная форма VMC — вертикальный обрабатывающий центр. ЧПУ — это машина, а VMC — всего лишь часть этой машины.
Преимущества и недостатки заклепочных соединений
Заклепка представляет собой цилиндрическое механическое соединение с головкой. Он используется в качестве члена совместной структуры. Это неразъемное соединение, которое…
Преимущества и недостатки жидкого топлива
Жидкое топливо — это горючие или генерирующие энергию молекулы, которые можно использовать для генерирования механической энергии, обычно генерируя кине…
Разница между ЧПУ и DNC
Основное различие между ЧПУ и DNC заключается в том, что ЧПУ передает машинные инструкции, а DNC управляет распределением информации…
Преимущества и недостатки твердого топлива
Твердое топливо — это различные формы твердого материала, которые можно сжигать для высвобождения энергии, обеспечивая тепло и свет в процессе.
 ..
..Преимущества и недостатки системы автоматической коробки передач
Автоматическая трансмиссия, также называемая полностью автоматической коробкой передач, представляет собой полностью автоматизированную коробку передач, которая автоматически изменяет передаточное отношение, как и трансмиссия…
Отличие цинкования от лужения
Цинкование — это процесс покрытия железных или стальных листов тонким слоем цинка, чтобы избежать ржавчины. Лужение — покрытие оловом деталей из железа …
Что такое развал и развал | Определение | Эффект
Определение: Схождение — это величина, на которую передние колеса установлены ближе друг к другу спереди, чем сзади, когда автомобиль…
определение расширения в The Free Dictionary
стопка
1
(рем)
н.
1. Количество бумаги, ранее 480 листов, теперь 500 листов или в стопке принтера 516 листов.
2. часто пачек Очень большое количество: куча работы.
[среднеанглийское rem, от старофранцузского rayme, reme, в конечном счете (возможно, через старокаталанский raima, от андалузского разговорного арабского *razma) от арабского rizma, bundle , от razama, в комплект ; см. rzm в семитских корнях.]
ream
2
(rēm)
tr.v. развёрнутый , развёрнутый , стопка
1. Для формирования, придания формы, конусности или увеличения (например, отверстия или отверстия) с помощью развёртки или аналогичного инструмента.
2. Удалить (материал) этим процессом.
3. Чтобы выжать сок из (фруктов) с помощью развертки.
4. Вульгарный сленг Сексуальное проникновение.
Фразовый глагол:
ream out
Критиковать или сурово выговорить: раскритиковать меня за опоздание.
[Возможно, от среднеанглийского remen, to make room , вариант rimen, от древнеанглийского rȳman; см. reuə- в индоевропейских корнях.]
Словарь английского языка American Heritage®, пятое издание. Авторские права © 2016, издательство Houghton Mifflin Harcourt Publishing Company. Опубликовано издательством Houghton Mifflin Harcourt Publishing Company. Все права защищены.
стопка
(riːm)
n
1. (печать, литография и переплетное дело) количество листов бумаги, ранее 480 листов ( короткая стопка ), 0 0 6 длинная стопка 500 листов () или 516 листов ( стопка принтера или идеальная стопка ). Одна пачка равна 20 рек
2. ( часто множественное число ) неофициальное большое количество, особенно письменных материалов: он написал пачки.
[C14: от старофранцузского Raime , от испанского REZMA , от арабского Rizmah BALE]
REAM
(RIːM)
VB ( TR ) VB ( TR ) VB ( TR ). развертка
развертка
2. US для извлечения (сока) из (цитрусовых) с помощью развертки
[C19: возможно из C14 remen открывать, от древнеанглийского rӯman расширять] Collins English Dictionary – Complete and Unabridged, 12-е издание, 2014 г. © HarperCollins Publishers 1991, 1994, 1998, 2000, 2003, 2006, 2007, 2009, 2011, 2014
стопка
1
(обод)
нет.
1. стандартное количество бумаги, состоящее из 20 листов или 500 листов (ранее 480 листов) или 516 листов.
2. Усу., пач. большое количество, на момент написания.
[1350–1400; Среднеанглийский rem(e) < Среднефранцузский reime, rame < Sp rezma < арабский ризмах кипа]
стопка
2
(обод)
в.т.
1. расширить до нужного размера (ранее просверленное отверстие) с помощью развертки.
2. снять или выпрессовать разверткой.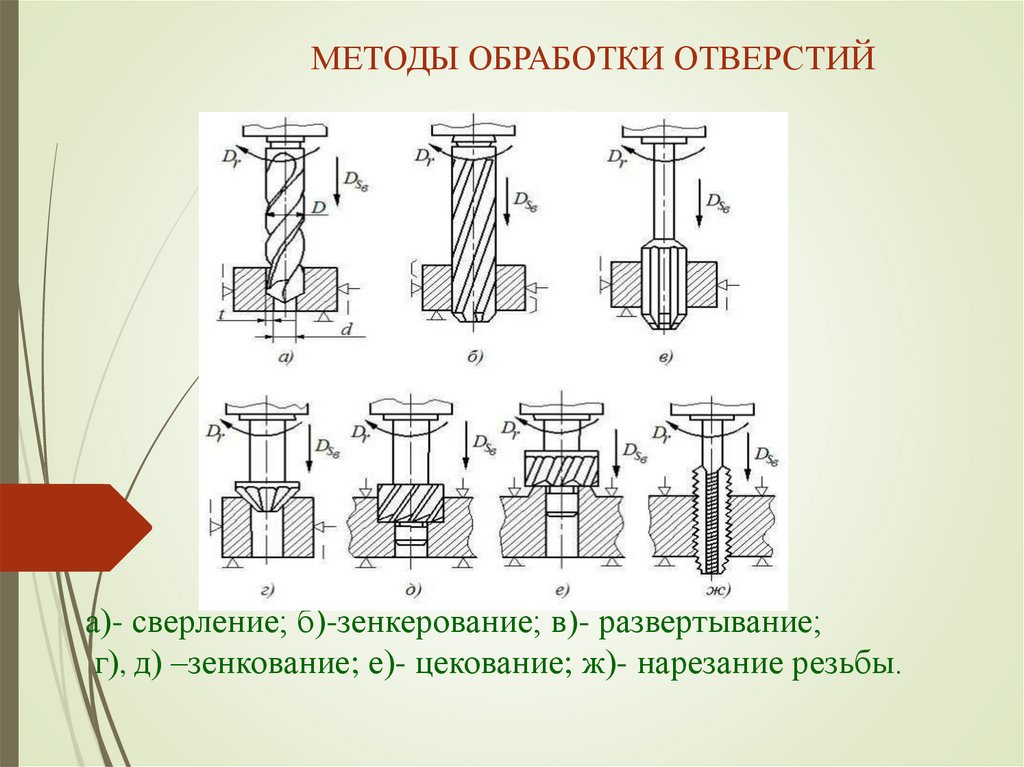
3. для извлечения сока: из апельсина.
4. Сленг. обмануть; обмануть.
[1805–15; ориг. неопределенный]
Random House Словарь Kernerman Webster’s College Dictionary, © 2010 K Dictionaries Ltd. Copyright 2005, 1997, 1991, Random House, Inc. Все права защищены.
стопка
— раньше было 480 листов бумаги, а теперь 500.
См. также соответствующие термины для обозначения листа.
Farlex Trivia Словарь. © 2012 Farlex, Inc. Все права защищены.
Пачка
тюк или пачка одежды или бумаги; конкретно сегодня 500 листов; большое количество бумаги, 1392.
Примеры : пачка баллад, 1630; цветения, 1699 г .; современных пьес, 1814 г .; из ерунды; рифмы, 1839 г .; писчей бумаги, 1689 г..
Словарь собирательных существительных и групповых терминов. Copyright 2008 The Gale Group, Inc. Все права защищены.
ream
Прошлое Причастие: Разрушение
Герунд: Разрушение
Императивно -продюсер -протептер. 0363
0363
| Present |
|---|
| I ream |
| you ream |
| he/she/it reams |
| we ream |
| you ream |
| they ream |
| Preterite |
|---|
| I reamed |
| you reamed |
| he/she/it reamed |
| we reamed |
| you reamed |
| they reamed |
| Present Continuous |
|---|
| I am reaming |
| you are reaming |
| he/she/it is reaming |
| мы расширяем |
| вы расширяете |
| они расширяют |
| you have reamed |
| he/she/it has reamed |
| we have reamed |
| you have reamed |
| they have reamed |
| Past Непрерывный |
|---|
| I был смягчил |
. Вы разрабатывали Вы разрабатывали |
| .0366 |
| they were reaming |
| Past Perfect |
|---|
| I had reamed |
| you had reamed |
| he/she/it had reamed |
| we had reamed |
| you had reamed |
| they had reamed |
| Future |
|---|
| I will ream |
| you will ream |
| he/she/it will ream |
| we will ream |
| you will ream |
| they will ream |
| Future Perfect |
|---|
| I will have reamed |
| you будет рассверливать |
| он/она/оно будет рассверливать |
| мы будем рассверливать |
| вы будете рассверливать |
| они будут рассверливать 30363 |
| Future Continuous |
|---|
| I will be reaming |
| you will be reaming |
| he/she/it will be reaming |
| we will be reaming |
| you will be |
| они будут расширять |
| Present Perfect Continuous |
|---|
| 0366 |
| he/she/it has been reaming |
| we have been reaming |
| you have been reaming |
| they have been reaming |
| Future Perfect Continuous |
|---|
| I будет расширять |
| вы будете расширять |
| он/она/оно будет расширять |
| мы будем расширять |
| you will have been reaming |
| they will have been reaming |
| Past Perfect Continuous |
|---|
| I had been reaming |
| you had been reaming |
| he/she/it |
| мы расширили |
| вы расширили |
| они расширили |
| 0 Состояние0362 |
|---|
| I would ream |
| you would ream |
| he/she/it would ream |
| we would ream |
| you would ream |
| they would ream |
| Прошлое Условное |
|---|
| Я бы рассверлил |
| ты бы рассверлил |
| он/она бы рассверлил |
| вы бы расширили |
| они бы расширили |
Collins English Verb Tables Одна пачка соответствует примерно 500 листам.
Словарь незнакомых слов, составленный Diagram Group Copyright © Diagram Visual Information Limited, 2008 г.
Что такое развертка и ее функции?
Развертки представляют собой вращающиеся инструменты с одним или несколькими зубьями, используемые для удаления тонкого слоя металла с поверхности обработанного отверстия. Эти вращающиеся чистовые инструменты используются для добавления желаемой отделки внутренней части предварительно просверленных отверстий.
Что такое развертка?
Развертка — это режущий инструмент, используемый для механической обработки, предназначенный для небольшого увеличения размера просверленного отверстия, но с высокой точностью, обеспечивающий гладкую поверхность внутренней поверхности отверстия. Развертки являются наиболее точными инструментами для сверления отверстий, доступными в настоящее время, и обычно используются для соблюдения высоких допусков H6/H7, требуемых стандартами ISO. Метрические стандарты ISO и ANSI относятся к стандартам, применимым к крепежным изделиям, которые можно свободно собирать и разбирать. При правильном использовании инструмент для развертывания может развернуть тысячи отверстий с высокой точностью без ущерба для производительности.
При правильном использовании инструмент для развертывания может развернуть тысячи отверстий с высокой точностью без ущерба для производительности.
Существует множество типов разверток, в том числе развертки с механическим инструментом и ручные развертки. Высокоточные механические развертки часто используются в токарных станках или обрабатывающих центрах. Развертка — это прецизионный инструмент, и его точность зависит от машины, способности оператора управлять машиной и функциональных характеристик самого инструмента. Развертки могут изготавливаться из твердого сплава, быстрорежущей стали или металлокерамических композитов.
Назначение развертки:
Развертка имеет один или несколько зубьев, которые снимают тонкий слой металла с обрабатываемой поверхности отверстия. Развертку применяют, в основном, для повышения точности обработки отверстия и уменьшения шероховатости его поверхности. Ручное развертывание часто используется для отделки отверстий под дюбеля или точечных отверстий, чтобы обеспечить посадку с натягом между отверстием и дюбелем. Развертки могут удалить только очень небольшое количество материала, обычно от 0,005 до 0,008 дюйма, поэтому они идеально подходят для получения высококачественной отделки поверхностей отверстий.
Развертки могут удалить только очень небольшое количество материала, обычно от 0,005 до 0,008 дюйма, поэтому они идеально подходят для получения высококачественной отделки поверхностей отверстий.
Хотя развертки чаще используются для обработки цилиндрических отверстий, конические развертки можно использовать для обработки конических отверстий; но это довольно редко. Ручные и машинные развертки широко распространены и могут использоваться как для прямого, так и для конического хвостовика.
Использование развертки:
Поскольку развертка удаляет только тонкий слой материала с поверхности обработанного отверстия, ее нельзя использовать для удаления большого количества материала. Количество удаляемого материала зависит от нескольких факторов, включая обрабатываемый материал, размер и качество предварительно просверленных отверстий. Для механики это процесс, требующий тщательной балансировки. Для эффективной работы развертки очень важно иметь правильный припуск в отверстии. Слишком большой припуск может привести к тому, что развертка будет плохо работать, а отверстие может быть деформировано. Если припуск слишком мал, развертка будет тереться и изнашиваться, что приведет к ухудшению качества отверстия. Режущая кромка развертки должна иметь определенную твердость, чтобы продлить срок службы; он также должен иметь хорошую прочность, чтобы инструмент не вышел из строя при нормальном использовании. Правильное использование требует тщательного выбора соответствующего инструмента для обрабатываемого материала и тщательного контроля припуска, чтобы обеспечить длительный срок службы развертки и высокое качество обработки отверстия.
Слишком большой припуск может привести к тому, что развертка будет плохо работать, а отверстие может быть деформировано. Если припуск слишком мал, развертка будет тереться и изнашиваться, что приведет к ухудшению качества отверстия. Режущая кромка развертки должна иметь определенную твердость, чтобы продлить срок службы; он также должен иметь хорошую прочность, чтобы инструмент не вышел из строя при нормальном использовании. Правильное использование требует тщательного выбора соответствующего инструмента для обрабатываемого материала и тщательного контроля припуска, чтобы обеспечить длительный срок службы развертки и высокое качество обработки отверстия.
Кроме того, если заготовка не удерживается надежно при развертывании, может возникнуть вибрация, качество обработки детали будет плохим, а режущая кромка затупится. Трение и сильный нагрев также могут вызвать проблемы во время развертывания, а это означает, что эффективная смазка необходима не только для охлаждения инструмента, но и для продления срока службы расширителя. Смазка также увеличивает скорость резания, сокращает время цикла и удаляет стружку, помогая улучшить качество обработки заготовки.
Смазка также увеличивает скорость резания, сокращает время цикла и удаляет стружку, помогая улучшить качество обработки заготовки.
Типы разверток:
- Развертки делятся на ручные и машинные в зависимости от способа их использования.
- Развертки могут быть цилиндрическими или коническими, в зависимости от формы расширяемого отверстия.
- В зависимости от направления стружечной канавки развертки могут быть как с прямой канавкой, так и со спиральной канавкой.
- Развертки могут иметь прямые или конические хвостовики.
- Развертки могут быть изготовлены из быстрорежущей стали или иметь вставки из цементированного карбида.
Развертки могут иметь различное количество зубьев и зубчатых пазов:
Количество зубьев развертки влияет на точность развертывания, шероховатость поверхности, расстояние между стружками и прочность зубьев. Его значение обычно определяется в зависимости от диаметра развертки и материала заготовки. Когда диаметр расширителя больше, можно выбрать большее количество зубьев. При обработке пластичных материалов количество зубьев должно быть меньше. При обработке хрупких материалов предпочтительнее большее количество зубьев. Для облегчения измерения диаметра развертки число зубцов должно быть четным. Для отверстий диаметром от 8 до 40 мм количество зубьев обычно составляет 4–8.
Когда диаметр расширителя больше, можно выбрать большее количество зубьев. При обработке пластичных материалов количество зубьев должно быть меньше. При обработке хрупких материалов предпочтительнее большее количество зубьев. Для облегчения измерения диаметра развертки число зубцов должно быть четным. Для отверстий диаметром от 8 до 40 мм количество зубьев обычно составляет 4–8.
Расчетные точки — диаметры и допуски развертки
Допуск диаметра развертки напрямую влияет на точность размеров обрабатываемого отверстия, стоимость изготовления и срок службы развертки. При развёртывании из-за радиального биения зубьев фрезы, величины развёртывания и смазочно-охлаждающей жидкости апертура будет больше диаметра развёртки. Это явление называется расширяющимся расширением. В то же время, поскольку тупой радиус лезвия сжимает стенку отверстия, отверстие восстанавливается и сжимается. Этот эффект называется усадкой при расширении. Расширение с помощью развертки из быстрорежущей стали обычно приводит к объяснению, в то время как развертывание с помощью развертки из карбида обычно приводит к усадке. Эта возникающая в результате усадка обычно больше при расширении тонкостенных отверстий. Номинальный диаметр развертки равен номинальному диаметру отверстия. Понимая эффекты расширения и сжатия и учитывая необходимый допуск на износ, можно определить верхнее и нижнее отклонение расширителя.
Эта возникающая в результате усадка обычно больше при расширении тонкостенных отверстий. Номинальный диаметр развертки равен номинальному диаметру отверстия. Понимая эффекты расширения и сжатия и учитывая необходимый допуск на износ, можно определить верхнее и нижнее отклонение расширителя.
определение слова reamed в The Free Dictionary
1. Количество бумаги, ранее 480 листов, теперь 500 листов или в стопке принтера 516 листов.
2. часто пачек Очень большое количество: куча работы.
[среднеанглийское rem, от старофранцузского rayme, reme, в конечном счете (возможно, через старокаталанский raima, от андалузского разговорного арабского *razma) от арабского rizma, пучок , от разама до пучок ; см. rzm в семитских корнях.]
ream
2
(rēm)
tr.v. развёрнутый , развёрнутый , стопка
1. Для формирования, придания формы, конусности или увеличения (например, отверстия или отверстия) с помощью развёртки или аналогичного инструмента.
Для формирования, придания формы, конусности или увеличения (например, отверстия или отверстия) с помощью развёртки или аналогичного инструмента.
2. Удалить (материал) этим процессом.
3. Чтобы выжать сок из (фруктов) с помощью развертки.
4. Вульгарный сленг Для сексуального проникновения.
Фразовый глагол:
ream out
Критиковать или сурово выговорить: раскритиковать меня за опоздание.
[Возможно, от среднеанглийского remen, to make room , вариант rimen, от древнеанглийского rȳman; см. reuə- в индоевропейских корнях.]
Словарь английского языка American Heritage®, пятое издание. Авторские права © 2016, издательство Houghton Mifflin Harcourt Publishing Company. Опубликовано издательством Houghton Mifflin Harcourt Publishing Company. Все права защищены.
стопка
(riːm)
n
1. (печать, литография и переплетное дело) количество листов бумаги, ранее 480 листов ( короткая стопка ), 0 0 6 длинная стопка 500 листов () или 516 листов ( стопка принтера или идеальная стопка ). Одна пачка равна 20 рек
(печать, литография и переплетное дело) количество листов бумаги, ранее 480 листов ( короткая стопка ), 0 0 6 длинная стопка 500 листов () или 516 листов ( стопка принтера или идеальная стопка ). Одна пачка равна 20 рек
2. ( часто множественное число ) неофициальное большое количество, особенно письменных материалов: он написал пачки.
[C14: от старофранцузского Raime , от испанского REZMA , от арабского Rizmah BALE]
REAM
(RIːM)
VB ( TR ) VB ( TR ) VB ( TR ). развертка
2. US для извлечения (сока) из (цитрусовых) с помощью развертки
[C19: возможно из C14 remen открывать, от древнеанглийского rӯman расширять] Collins English Dictionary – Complete and Unabridged, 12-е издание, 2014 г. © HarperCollins Publishers 1991, 1994, 1998, 2000, 2003, 2006, 2007, 2009, 2011, 2014
стопка
1
(обод)
нет.
1. стандартное количество бумаги, состоящее из 20 листов или 500 листов (ранее 480 листов) или 516 листов.
2. Усу., пач. большое количество, на момент написания.
[1350–1400; Среднеанглийский rem(e) < Среднефранцузский reime, rame < Sp rezma < арабский ризмах кипа]
стопка
2
(обод)
в.т.
1. расширить до нужного размера (ранее просверленное отверстие) с помощью развертки.
2. снять или выпрессовать разверткой.
3. для извлечения сока: из апельсина.
4. Сленг. обмануть; обмануть.
[1805–15; ориг. неопределенный]
Random House Словарь Kernerman Webster’s College Dictionary, © 2010 K Dictionaries Ltd. Copyright 2005, 1997, 1991, Random House, Inc. Все права защищены.
стопка
— раньше было 480 листов бумаги, а теперь 500.
См. также соответствующие термины для обозначения листа.
Farlex Trivia Словарь. © 2012 Farlex, Inc. Все права защищены.
Пачка
тюк или пачка одежды или бумаги; конкретно сегодня 500 листов; большое количество бумаги, 1392.
Примеры : пачка баллад, 1630; цветения, 1699 г .; современных пьес, 1814 г .; из ерунды; рифмы, 1839 г .; писчей бумаги, 1689 г..
Словарь собирательных существительных и групповых терминов. Copyright 2008 The Gale Group, Inc. Все права защищены.
ream
Прошлое Причастие: Разрушение
Герунд: Разрушение
Императивно -продюсер -протептер.0363
| Present |
|---|
| I ream |
| you ream |
| he/she/it reams |
| we ream |
| you ream |
| they ream |
| Preterite |
|---|
| I reamed |
| you reamed |
| he/she/it reamed |
| we reamed |
| you reamed |
| they reamed |
| Present Continuous |
|---|
| I am reaming |
| you are reaming |
| he/she/it is reaming |
| мы расширяем |
| вы расширяете |
| они расширяют |
| you have reamed |
| he/she/it has reamed |
| we have reamed |
| you have reamed |
| they have reamed |
| Past Непрерывный |
|---|
| I был смягчил |
. Вы разрабатывали Вы разрабатывали |
| .0366 |
| they were reaming |
| Past Perfect |
|---|
| I had reamed |
| you had reamed |
| he/she/it had reamed |
| we had reamed |
| you had reamed |
| they had reamed |
| Future |
|---|
| I will ream |
| you will ream |
| he/she/it will ream |
| we will ream |
| you will ream |
| they will ream |
| Future Perfect |
|---|
| I will have reamed |
| you будет рассверливать |
| он/она/оно будет рассверливать |
| мы будем рассверливать |
| вы будете рассверливать |
| они будут рассверливать 30363 |
| Future Continuous |
|---|
| I will be reaming |
| you will be reaming |
| he/she/it will be reaming |
| we will be reaming |
| you will be |
| они будут расширять |
| Present Perfect Continuous |
|---|
| 0366 |
| he/she/it has been reaming |
| we have been reaming |
| you have been reaming |
| they have been reaming |
| Future Perfect Continuous |
|---|
| I будет расширять |
| вы будете расширять |
| он/она/оно будет расширять |
| мы будем расширять |
| you will have been reaming |
| they will have been reaming |
| Past Perfect Continuous |
|---|
| I had been reaming |
| you had been reaming |
| he/she/it |
| мы расширили |
| вы расширили |
| они расширили |
| 0 Состояние0362 |
|---|
| I would ream |
| you would ream |
| he/she/it would ream |
| we would ream |
| you would ream |
| they would ream |
| Прошлое Условное |
|---|
| Я бы рассверлил |
| ты бы рассверлил |
| он/она бы рассверлил |
| вы бы расширили |
| они бы расширили |
Collins English Verb Tables Одна пачка соответствует примерно 500 листам.
Словарь незнакомых слов Diagram Group Copyright © 2008 Diagram Visual Information Limited
Операция развертывания, типы разверток, размер сверла развертки
Kamal Dwivedi
02 января 2022 г.
Привет друзья, Сегодняшняя тема связана с операцией развертывания.
В котором вы узнаете все аспекты, связанные с операцией развертывания, например, что такое операция развертывания, что такое развертки и их типы, а также как рассчитать размер сверла развертки?
В основном операцию развертывания выполняют на сверлильном станке, иногда на токарном станке.
Основной целью операции развертывания является создание точного размера и гладкой обработки существующего отверстия.
Итак, не теряя времени, приступим.
Что такое операция развертывания?
Развёртывание — это операция резания, позволяющая сделать существующие диаметры отверстий более точными и улучшить чистоту поверхности.
Режущий инструмент, используемый для развертывания, называется расширителем.
Что такое развертка?
Развертка — это многоточечный режущий инструмент, используемый для увеличения ранее открытого отверстия и доводки его до точного размера.
Скорость, подача и допуск на развертывание могут повлиять на точность отверстия с кромкой.
Скорость развертывания обычно составляет примерно половину скорости сверления.
Развёртывание может обрабатывать любое отверстие с точностью до -0,005 мм или до +0,005 мм.
Развертки изготавливаются из углеродистой инструментальной или быстрорежущей стали.
Также встречаются развертки с твердосплавными наконечниками, к которым твердосплавные наконечники присоединяются пайкой на режущих кромках.
На рисунке видно, что операция развертывания выполняется с помощью разверток.
| Операция развертывания |
Типы разверток
Используются следующие два типа разверток.
- Ручные развертки
- Машинные развертки
Ручные развертки
Ручные развертки имеют квадратный конец, который используется для удаления металла до 0,13 мм из отверстия.
Машинные развертки
Машинные развертки имеют прямой или конический конец, который используется под нагрузкой.
Развёртывание вручную
Следующие знаки следует учитывать при ручном развертывании
- Хорошо зажмите заготовку в тисках.
- Проверьте размер отверстия развертки, который должен быть примерно на 3% меньше размера развертки.
- Поместите развертку в отверстие и проверьте вертикальное положение.
- Слегка надавливая, перемещайте развертку по часовой стрелке.
- При развертывании используйте подходящую охлаждающую жидкость.
- После завершения развертывания очистите развертку и работу и держите развертку в надежном месте.
Развертывание на станке
Следующие указания следует учитывать при развертывании на станке
- Хорошо закрепите заготовку на столе станка.

- Удерживайте развертку на месте с помощью держателя или закрепительной втулки.
- Перед началом подведите развертку к краю отверстия и осторожно подайте ее.
- При развертывании используйте подходящую охлаждающую жидкость.
- Используйте правильную скорость. Часто это меньше скорости, необходимой для сверления, чтобы режущая кромка не перегревалась и не портилась.
- Не следует давать чрезмерное количество корма.
- Очистите станок, развертку и работу после завершения развёртывания.
Меры предосторожности при развертывании
- Развертку следует устанавливать в отверстии вертикально.
- Развертку нельзя поворачивать назад. Всегда используйте жирное масло или любой другой подходящий состав при развертывании стали или кованого железа.
- Не пытайтесь запускать развертку на неровной поверхности.
- Время от времени перемещайте развертку вверх для расширения глухого отверстия.
- Используйте подходящую развертку при развёртывании.

Формула для расчета размера сверла развертки
Следующая формула используется для расчета размера сверла развертки.
Р.Д.С. = Р.С. – (меньше размера + больше размера)
Где,
R.D.S. = Размер сверла развертки
R.S. = Размер развертки
Уменьшенный размер
Подходящий размер сверла выбирается для получения отверстия развертки определенного размера.
Называется низкорослым.
Это одобренное уменьшение размера, как показано в таблице ниже.
| Старший № | Диаметр отверстия для расширения | Недостаточный размер черновых отверстий |
|---|---|---|
| 1 | До 5 мм | от 0,1 мм до 0,2 мм |
| 2 | от 5 мм до 20 мм | от 0,2 мм до 0,3 мм |
| 3 | от 21 мм до 50 мм | от 0,3 мм до 0,5 мм |
| 4 | Более 50 мм | от 0,5 мм до 1,0 мм |
Крупногабаритный
Даже если сверло правильно заточено, оно все равно делает отверстие больше своего диаметра.
Величина припуска принимается равной 0,05 мм для сверл всех диаметров для расчета.
Расчет размера сверла для развертки
Вопрос
Отверстие для развертки диаметром 12 мм должно быть сделано на заготовке из мягкой стали.
Какой размер расширителя?
Решение
Насколько нам известно,
Р.Д.С. = Р.С. — (Недостаточный размер + Завышенный размер)
Для заниженного размера см. в данной таблице отверстие для развертки диаметром 12 мм.
= 12 мм — (0,2 мм + 0,05 мм)
= 12 мм — 0,25 мм
= 11,75 мм
Итак, друзья здесь я обсуждал, что такое операция, что такое усилители, типы разрабатывающих управлять операцией развертывания, а также как рассчитать размер сверла расширителя.
Надеюсь, вам понравится эта тема, и вы ясно поймете все аспекты, связанные с операцией развертывания.
Спасибо.
Что такое Ример? — Конструкция и типы
by Jignesh Sabhadiya
Что такое развертка?
Развертка — это тип вращающегося режущего инструмента цилиндрической или конической формы, используемый для увеличения и доведения до точных размеров отверстий, которые были просверлены, расточены или забиты керном. Развертку нельзя использовать для создания отверстия. Машинные развертки используются на станках, таких как сверлильные станки, токарные станки и винтовые станки.
Прецизионные развертки предназначены для увеличения размера предварительно сформированного отверстия на небольшую величину, но с высокой степенью точности, чтобы оставить гладкие края. Существуют также неточные развертки, которые используются для более простого расширения отверстий или удаления заусенцев.
Процесс расширения отверстия называется развертыванием. Существует множество различных типов разверток, и они могут быть предназначены для использования в качестве ручного инструмента или в составе станков, таких как фрезерный станок или сверлильный станок.
Конструкция
Типичная развертка состоит из набора параллельных прямых или винтовых режущих кромок по длине цилиндрического корпуса. Каждая режущая кромка заточена под небольшим углом и с небольшим подрезом ниже режущей кромки.
Развертки должны сочетать в себе как твердость режущих кромок для обеспечения длительного срока службы, так и прочность, чтобы инструмент не вышел из строя при нормальных силах использования. Их следует использовать только для удаления небольшого количества материала. Это обеспечивает длительный срок службы развертки и превосходное качество обработки отверстия.
Спираль может быть по часовой или против часовой стрелки в зависимости от использования. Например, коническая ручная развертка со спиралью, вращающейся по часовой стрелке, будет иметь тенденцию к самостоятельной подаче во время использования, что может привести к заклиниванию и последующей поломке. Поэтому спираль против часовой стрелки предпочтительнее, даже если расширитель все еще вращается по часовой стрелке.
Для производственных станков тип хвостовика обычно является одним из следующих: стандартный конус (например, Morse или Brown & Sharpe), прямой круглый хвостовик, удерживаемый цангой, или прямой круглый хвостовик с плоскостью для установочный винт, удерживаемый прочным держателем инструмента. Для ручных инструментов конец хвостовика обычно представляет собой квадратный хвостовик, предназначенный для использования с гаечным ключом того же типа, который используется для поворота метчика для нарезания резьбы.
Типы разверток
Ниже приведены основные типы разверток:
- Патронная развертка.
- Регулируемая ручная развертка.
- Прямая развертка.
- Розетка.
- Расширитель.
- Коническая развертка
- Комбинированная развертка.
- Коническая развертка (неточ- дыра. Они бывают с различными канавками и насечками (например, правосторонняя, левосторонняя спиральная, прямая канавка), а также с различными типами хвостовиков.
 Патронные развертки могут быть изготовлены с прямым хвостовиком или хвостовиком с конусом Морзе.
Патронные развертки могут быть изготовлены с прямым хвостовиком или хвостовиком с конусом Морзе.2. Регулируемая ручная развертка
Регулируемая ручная развертка подходит для небольшого диапазона размеров. Обычно они обозначаются буквой, которая соответствует диапазону размеров. Одноразовые лезвия скользят по конической канавке. Процесс затягивания и ослабления ограничительных гаек на каждом конце изменяет размер, который можно разрезать.
Отсутствие какой-либо спирали в канавках ограничивает их легкое использование (минимальный съем материала за настройку), так как они имеют тенденцию вибрировать.
Их также можно использовать только в сплошных отверстиях. Если отверстие имеет осевой разрез, например, разъемная втулка или зажимное отверстие, каждый прямой зуб, в свою очередь, упадет в зазор, в результате чего другие зубья отойдут от своего положения резания. Это также приводит к появлению следов вибрации и сводит на нет цель использования развертки для определения размера отверстия.

3. Прямая развертка
Прямая развертка используется только для небольшого расширения отверстия. Входной конец развертки будет иметь небольшой конус, длина которого будет зависеть от его типа. Это создает самоцентрирующееся действие при входе в необработанное отверстие. Большая часть длины будет иметь постоянный диаметр.
4. Ручная развертка
Ручная развертка имеет более длинный конус или вход спереди, чем машинная развертка. Это сделано для того, чтобы компенсировать сложность запуска лунки только вручную. Это также позволяет развертке начинать прямо и снижает риск поломки. Флейты могут быть прямыми или спиральными.
5. Машинная развертка
Машинная развертка имеет очень небольшой заход. Поскольку развертка и заготовка предварительно выровнены станком, нет риска, что она отклонится от курса. Кроме того, постоянная сила резания, которую может приложить станок, гарантирует, что он сразу же начнет резку.

Преимущество спиральных канавок в том, что они удаляют стружку автоматически, но они также доступны с прямыми канавками, так как количество стружки, образующейся во время операции развертывания, должно быть очень небольшим.
6. Развертка с розеткой
Развертка с розеткой не имеет рельефа по периферии и смещена передним конусом для предотвращения заедания. Они вторично используются в качестве смягчающих расширителей.
7. Развертка накладная
Развертки накладные предназначены для развертывания подшипников и других подобных изделий. Они рифленые почти на всю длину.
8. Коническая развертка
Прецизионная коническая развертка используется для изготовления конического отверстия для последующей установки конического штифта. Конический штифт является самозатягивающимся устройством из-за малого угла конусности. Их можно вбить в коническое отверстие таким образом, чтобы удалить их можно было только с помощью молотка и пробойника.
 Их размер определяется числовой последовательностью (например, развертка №4 будет использовать конические штифты №4).
Их размер определяется числовой последовательностью (например, развертка №4 будет использовать конические штифты №4).Такие прецизионные соединения используются при сборке самолетов и часто используются для соединения двух или более секций крыла планера. Их можно повторно развернуть один или несколько раз в течение срока службы самолета, при этом штифт соответствующего размера заменяет предыдущий штифт.
9. Развертка с конусом Морзе
Развертка с конусом Морзе используется вручную для чистовой обработки втулок с конусом Морзе. Эти втулки представляют собой инструмент, используемый для удержания режущих инструментов или держателей станков в шпинделях таких станков, как дрель или фрезерный станок. Показанная развертка является чистовой разверткой. Развертка для черновой обработки должна иметь зубцы вдоль канавок, чтобы разбивать более толстую стружку, образующуюся в результате более тяжелого режущего действия, используемого для нее.
10.
 Комбинированная развертка
Комбинированная развертка Комбинированная развертка имеет две или более режущие поверхности. Комбинированная развертка прецизионно отшлифована по шаблону, который напоминает несколько внутренних диаметров детали. Преимущество использования комбинированной развертки заключается в уменьшении количества револьверных операций при более точном соблюдении глубины, внутреннего диаметра и концентричности.
Комбинированные развертки в основном используются на винтовых станках или токарных станках второй операции, а не на станках с числовым программным управлением (ЧПУ), поскольку для профилирования внутренних диаметров можно легко сгенерировать G-код.
11. Коническая развертка (неточная)
Коническая развертка может использоваться для удаления заусенцев из просверленного отверстия или для увеличения отверстия. Тело инструмента сужается к кончику. Этот тип развертки состоит из корпуса, который обычно имеет диаметр до 1/2 дюйма, с крестовиной на большом конце, образующей ручку.

