Цековка это: В чем отличие зенковки от цековки
Содержание
зачем нужна, разновидности, требования ГОСТ
Если отверстия нуждаются в какой-либо обработке или их диаметр необходимо увеличить, то часто используют так называемые зенкеры — режущий инструмент с лезвиями. Особым подтипом зенкера является цековка.
По конструкции и техническим характеристиками цековка является упрощенной версией зенкера — с ее помощью можно лишь обрабатывать отверстия, но нельзя увеличивать их размеры и форму.
Неопытному человеку может показаться, что подобный инструмент является бесполезным, однако это абсолютно не так — в промышленности он используется очень часто для проведения финальной обработки деталей. Но что такое цековка с технической точки зрения? Какие нормы ГОСТ регулируют процедуру их изготовления? Какие разновидности этих деталей существуют? Ниже мы узнаем ответы на эти вопросы.
Содержание
- 1 Что такое цековка и зачем она нужна?
- 1.1 Применение
- 2 Разновидности
- 3 Требования ГОСТ
- 4 Заключение
Что такое цековка и зачем она нужна?
С технической точки зрения она представляет собой цилиндрический инструмент осевого типа, у которого режущие элементы расположены сзади на торцевой части инструмента. По бокам у цековки обычно располагаются глубокие канавки — с их помощью производится быстрое удаление стружки. Для надежности цековка фиксируется с помощью цапфы — она обеспечивает точное перпендикулярное направление рабочего инструмента, что благоприятно сказывается на точности обработки.
По бокам у цековки обычно располагаются глубокие канавки — с их помощью производится быстрое удаление стружки. Для надежности цековка фиксируется с помощью цапфы — она обеспечивает точное перпендикулярное направление рабочего инструмента, что благоприятно сказывается на точности обработки.
Цековка может устанавливаться на промышленные и ручные дрели, на токарные станки, на различное металлорежущее оборудование. Обратите внимание, что сзади расположен элемент в виде хвостика — он обеспечивает надежную фиксацию инструмента на металлорежущем инструменте, что благоприятно сказывается на точности резки.
У цековки все режущие элементы находятся позади осевой части — поэтому сверлить таким инструментом нельзя. В каких же сферах деятельности тогда можно использовать этот инструмент и какие технологические задачи он позволяет решить?
Применение
- Обработка различных отверстий стандартного типа, расположенных на опорных плоскостях. Эти отверстия для крепления элементов с помощью болтов, винтов, шайб, специальных фиксирующих колец.

- Финальная обработка торцов различных металлических элементов (цековка по металлу в данном случае нужна для зачистки поверхностей, устранения мелких неровностей и дефектов, связанных либо с неоднородной структурой самого металла, либо с некачественной стартовой обработкой).
Все манипуляции, которые можно выполнять с помощью цековки, называют обобщающим термином цекование. Оптимальный способ цекования — это выравнивание неровной металлической поверхности рядом с отверстием. Такая обработка благоприятно сказывается не только на внешнем виде, но и на физико-эксплуатационных свойствах детали.
В большинстве случаев цековка по металлу используется для обработки стали и сплавов. При необходимости, её можно адаптировать для обработки любых цветных и драгоценных металлов — медь, алюминий, свинец, серебро, золото + различные сплавы.
Разновидности
В России изготавливают следующие разновидности:
- С цилиндрическим литым или сварным хвостиком, который скрепляется вместе с цапфой-фиксатором.
 Подобная разновидность деталей является самой распространенной на производствах, где в течение длительного времени используются одни и те же инструменты, поэтому мастер не нуждается в точной настройке инструментов.
Подобная разновидность деталей является самой распространенной на производствах, где в течение длительного времени используются одни и те же инструменты, поэтому мастер не нуждается в точной настройке инструментов. - С коническим хвостиком, который имеет подвижное сочленение с цапфой-фиксатором. При необходимости цапфу можно снять и заменить на другую, что позволяет увеличить точность обработки. Подобные цековки обычно используются, если нужна очень высокая точность обработки. Например, при работе с цветными металлами и пластичными сплавами.
- Также существуют цековки насадного типа, со сменными хвостиками и/или цапфами. Они встречаются достаточно редко, поскольку первые две разновидности деталей почти полностью покрывают все основные случаи применения. Однако все-таки нестандартные цековки все еще можно встретить — при обработке дорогих металлов и сплавов, где требуется минимальный выход стружки, при работе со сверхпрочными металлами, при работе с нестандартными инструментами.

Также различают две разновидности цековок в зависимости от типа режущих поверхностей:
- Цековки, выполненные из стали целиком. Обладают хорошей прочностью и твердостью. Хорошо режут все основные металлические сплавы за исключением сверхпрочных разновидностей стали. Не требуют какого-либо специфического ухода или осмотра, долго сохраняют свою прочность.
- Цековки со сверхпрочными напайками. Обладают сверхвысокой прочностью, поэтому хорошо режут все металлы включая сплавы повышенной прочности. Имеют ограниченный срок действия, поскольку напайки со временем теряют свою прочность. Поэтому периодически нужно проводить осмотр, а в случае обнаружения дефектов необходимо заменить деталь на новую.
Требования ГОСТ
В России процедуру изготовления цековок регулирует государственный стандарт ГОСТ 26258-87, а также некоторые вспомогательные нормативные документы (ГОСТ 1050-74, ГОСТ 19265-73 и некоторые другие). В соответствии с этими документами нужно учитывать следующие требования:
- Цековки с малым диаметром (до 8 мм) обладают пониженной прочностью, поэтому они нуждаются в дополнительных правилах эксплуатации.
 У таких деталей хвостик и цапфа должны быть выполнены в качестве единого элемента (то есть не допускается наличие движущихся частей и уж тем более нельзя делать такие детали разборными). Обратите внимание, что в случае таких деталей также не допускается сварка, поскольку даже самое качественное и точное сварное соединение не позволяет получить деталь высокой прочности, поэтому небольшая сварная цековка быстро сломается, что может привести к снижению качества обработки. Это не пойдет на пользу отверстиям, что может создать аварийную ситуацию.
У таких деталей хвостик и цапфа должны быть выполнены в качестве единого элемента (то есть не допускается наличие движущихся частей и уж тем более нельзя делать такие детали разборными). Обратите внимание, что в случае таких деталей также не допускается сварка, поскольку даже самое качественное и точное сварное соединение не позволяет получить деталь высокой прочности, поэтому небольшая сварная цековка быстро сломается, что может привести к снижению качества обработки. Это не пойдет на пользу отверстиям, что может создать аварийную ситуацию. - Цековки с диаметром более 8 миллиметров обладают повышенной прочностью. Поэтому у них хвостик и цапфа должны быть соединены с помощью сварки. Для соединения отдельных элементов друг с другом используется специальная сверхточная сварка.
- Изготовление цековок с подвижными соединениями без применения сварки допускается, однако оно сопряжено с ограничениями. Поэтому на практике они встречаются достаточно редко.
Все детали согласно ГОСТ должны иметь однородную гладкую поверхность без трещин и неровностей. При обнаружении дефектов деталь признается бракованной и изымается из оборота.
При обнаружении дефектов деталь признается бракованной и изымается из оборота.
Заключение
Цековка — особая разновидность зенкера, у которой режущие элементы расположены позади торцевой части. Очень удобна для финальной обработки торцевых частей различных отверстий и углублений.
С помощью такой финальной обработки можно улучшить вид детали и создать небольшие углубления. Также с помощью цекования можно повысить технико-эксплуатационные характеристики отверстия.
Цековки, как и зенкеры, делают из металлических сплавов (чаще всего из высокопрочной стали). На режущие элементы могут наноситься специальные элементы. Они делают деталь более прочной и острой — это позволяет обрабатывать сверхпрочные металлические заготовки.
Поделиться в социальных сетях
Цековка металла — виды инструмента и особенности процесса
Производство современного оборудования предъявляет высокие требования к изготовлению деталей и качеству сопрягаемых поверхностей. Для реализации технологических задач при обработке на станке используется специализированный инструмент. Цековка является режущим инструментом для выполнения вторичной обработки отверстий в деталях разного назначения.
Цековка является режущим инструментом для выполнения вторичной обработки отверстий в деталях разного назначения.
Операция цекования позволяет сформировать опорную или контактную область с высоким качеством и точностью для последующей установки крепежных элементов типа болтов, гаек, шайб или опорных колец.
Содержание
- Область применения инструмента
- Описание конструкции и модификации инструмента
- Материал для изготовления инструмента
- Требования к производству
- Рекомендации по цекованию
Область применения инструмента
Цековки являются многолезвийным инструментом и относятся к разновидности зенкера. Используются при выполнении технологических операций по созданию цилиндрической, конической поверхности. Торцевым зенкерованием выравнивают опорные площадки возле готового отверстия. Полученные углубления позволяют разместить головки крепежных элементов, чтобы они не выступали над поверхностью.
С помощью процесса цековки осуществляются следующие виды механообработки:
Цекование
- Выравнивание торцов во внутренних элементах конструкции;
- Делаются опорные поверхности под крепеж;
- Удаляются заусенцы и наплывы;
- Происходит содание ступенчатых отверстий;
- Снятие фасок на кромках.

Режущий инструмент позволяет работать на станке со стальными, чугунными заготовками и деталями из цветного металла и различных сплавов.
Цекование отверстий направлено на решение важных технологических задач:
- Рост качества обработки внутренних элементов.
- Подготовка под выполнение последующих операций обработки и сборки.
- Реализация норм по геометрической точности и расположению, например, нормального расположения к оси обработанного отверстия.
По причине сходства конструкции и технологии использования цековку прозвали торцевым зенкером.
Инструмент используется на сверлильных, токарных, фрезерных, расточных и специализированных металлорежущих станках.
К разновидности цековок для обработки труднодоступных участков относятся инструменты обратного хода. Цековка устанавливается на оправку и выполняет подрезку торца ходом пиноли снизу вверх, а не наоборот, как при традиционной обработке на станке.
Работы выполняемые на сверлильном станке
Описание конструкции и модификации инструмента
Цековка считается осевым режущим инструментом. С одной стороны цилиндрического корпуса находится рабочая зона с несколькими лезвиями, а с противоположной – хвостовик для крепления в патроне станка. Особенностью инструмента является расположение рабочих обрабатывающих кромок в торцевой части. По боковой поверхности проходят винтовые канавки для отведения стружки из зоны обработки.
С одной стороны цилиндрического корпуса находится рабочая зона с несколькими лезвиями, а с противоположной – хвостовик для крепления в патроне станка. Особенностью инструмента является расположение рабочих обрабатывающих кромок в торцевой части. По боковой поверхности проходят винтовые канавки для отведения стружки из зоны обработки.
Цековка со сменной цапфой, диаметр 12 мм
Перпедикулярность и точность позиционирования в процессе обработки торцовых поверхностей обеспечивается специальной цапфой в зоне резания инструмента.
В процессе резания направляющая цапфа входит внутрь отверстия и плотно фиксируется в нем, обеспечивая правильное, соосное положение инструмента.
Установка и фиксация цековки на станке осуществляется как и у всех осевых инструментов посредством хвостовика.
Виды цековок
Зенковки для металлорежущего станка делятся на две большие группы: цилиндрические и конические.
Цековка по ГОСТу
У конических зенковок угол профиля рабочей головки составляет 60°, 75°, 90° и 120°. Количество режущих кромок зависит от диаметра. Цековки могут быть с цилиндрическим и коническим хвостовиком. Конический инструмент предназначен для отделки под крепеж и для оформления фасок. Изготовление конических зенковок регламентирует ГОСТ 14953-80.
Зенковки цилиндрические бывают с цилиндрическим и коническим хвостовиком. Предусмотрен вариант исполнения с износоустойчивым покрытием трущихся участков. Целевое назначение такого инструмента – обработка опорных площадок.
В соответствии с нормами ГОСТ 26258-87, регламентирующим технологию изготовления цековок, цилиндрический цековочный инструмент делится на такие категории:
- С цельной цапфой для направления и цилиндрической формой хвостовика.
- С заменяемой цапфой и конической формой хвостовика.
- Насадного исполнения, когда лезвийная головка крепится на оправке. Направляющая цапфа используется сменная и так же закрепляется на оправке.

- Со сменой хвостовика и цапфы. Монтаж на станке выполняется с применением штифтового фиксатора.
Типы цековок
Материалы и рабочие насадки
Рабочая зона всех насадных цековок может изготавливаться цельной из быстрорежущей стали или с напайными пластинами из твердого сплава. Режущие инструменты с цилиндрическим местом для закрепления производят только из быстрореза.
Цековки с вмонтированными пластинками из твердого сплава
Цековки, с вмонтированными пластинками из твердого сплава, позволяют вести обработку чугуна разных марок и конструкционных сталей. Инструмент из быстрореза работает лишь со сталями.
Число лезвий у цековок зависит от конструктивного исполнения. У цельного орудия с цилиндрическим концом возможны 2-4 режущие кромки. Инструмент других категорий имеет только 4 лезвия.
На метод закрепления инструмента в станке влияет конструкция хвостовика. Цековка с цилиндрическим краем устанавливается непосредственно в патрон станка. Инструмент с конусом крепится в посадочном отверстии со специальным конусом Морзе. Установка цековки с механизмом закрепления штифтового типа требует наличия на станке штифтового замка.
Инструмент с конусом крепится в посадочном отверстии со специальным конусом Морзе. Установка цековки с механизмом закрепления штифтового типа требует наличия на станке штифтового замка.
Материал для изготовления инструмента
Для базового стержня цековки используется конструкционная сталь марки 45, 40Х и 45Х. Изготовление режущей зоны возможно из следующих материалов:
Длина стержня
- монолитная режущая область изготавливается из быстрорежущего сплава, отвечающего рекомендациям ГОСТ 19265.
- Материал для твердосплавных режущих пластин подбирается из сплава ВК8, ВК6, ВК6М, Т15К6, Т5К10.
- Свойства материала и требования к нему изложены в ГОСТ 3882. Соблюдение геометрии и размерных параметров контролируется ГОСТ 25400.
Крепление к державке твердосплавных пластин производится припоем марки МНМц 68-4-2, латуни типа Л63 и Л68. Толщину припоя необходимо обеспечить не меньше, чем 0,2 мм.
Дерево, пластик и мягкие металлы обрабатывают зенковками из инструментальной стали. Твердосплавные зенковки имеют высокую стойкость и выдерживают значительные усилия резания, возникающие при обработке на станке прочных стальных деталей.
Твердосплавные зенковки имеют высокую стойкость и выдерживают значительные усилия резания, возникающие при обработке на станке прочных стальных деталей.
Твердость режущей поверхности зенковок из инструментальной стали не ниже 62..66 HRC, хвостовика – 36…45 HRC. Твердость на корпусе по всей длине зенковки с твердосплавными пластинами 35…46 HRC.
Схема режущей поверхности зенковок
Требования к производству
Технология для выпуска цековок приводится в соответствие с положениями ГОСТ 26258-87. Согласно требованиям, инструменты с диаметром рабочей зоны, не превышающей 8 мм, и цилиндрической формой хвостовой части, а также насадной конструкции, изготавливаются сплошными. Цековки с наружным размером от 8 мм, независимо от вида хвостовика, выполняются сварными. Рабочая головка и зажимная часть в этом случае делаются из разной марки стали.
Цековки цилиндрические для обработки опорных поверхностей под крепежные детали по ГОСТ 26258-87
К качеству наложения соединительного шва при сварке предъявляются повышенные требования. Наличие пустот, трещин, окислов, пористости и прожогов недопустимо.
Наличие пустот, трещин, окислов, пористости и прожогов недопустимо.
На гранях исключены дефекты в виде окислов, трещин и зазубрин. Отшлифованные участки не должны содержать повреждений и надрывов, сколов и прижогов.
Контроль геометрии включает проверку на наличие обратной конусности у инструмента, когда происходит уменьшение диаметра в сторону хвостовой части. У цековки должен быть равномерный диаметр по всей длине режущей части у быстрорежущего инструмента. Допускаемое отклонение – менее 0,08-0,16 мм на 100 мм длины. А также должен быть одинаковый размер по высоте пластин на цековках с напайными пластинками, допуск для которых — 0,05-0,1 мм на размер пластинки.
Рекомендации по цекованию
Повысить производительность при выполнении отверстий на станке поможет использование комбинированного инструмента. Такой вид инструмента позволяет с одного установа выполнить несколько операций, например, просверлить, рассверлить отверстие и снять фаску.
Способы восстановления деталей
Процесс цековки на станке производится с режимами резания как для зенкерования, и с небольшим рабочим ходом.
Обработку однотипных элементов на открытом участке удобно выполнять по упору. Направляющая часть может соприкасаться с поверхностью отверстия только винтовыми ленточками. В противном случае, инструмент в отверстии может заклинить в результате перегрева и температурного расширения.
Цекование отверстий часто используется при обработке на станке в условиях промышленного производства и ремонтной мастерской. В любом варианте применения цековка обеспечивает все требования к изготовлению детали и повышает эксплуатационные характеристики механизмов машин.
Видео по теме: Цековка
что это такое, ГОСТ 26258-87
Инструмент, известный как цековка, используется для дополнительной обработки отверстий в деталях, которые должны быть точно соединены друг с другом. Такая операция, как цекование, необходима для формирования с высоким уровнем качества и точности опорных поверхностей для различных крепежных изделий – болтов, шайб и др.
Такая операция, как цекование, необходима для формирования с высоким уровнем качества и точности опорных поверхностей для различных крепежных изделий – болтов, шайб и др.
Цековка посадочных гнезд клапанов
Сфера применения
Цековка относится к той же группе инструментов, что свело и зенкер. Она предназначается для создания углублений и повышения качества торцевых поверхностей отверстий в металлических изделиях. Устанавливают её главным образом на сверлильных станках, но может работать так же на токарных и фрезерных. Инструмент является разновидностью зенковки, тем самым уточняется определение цековки и понимание, что это такое и для чего используется.
Торцевая зенковка, как и остальные её разновидности, служит для обработки отверстий, но она не рассчитана на создание больших углублений в теле металла.
Режущие кромки инструмента находятся на торце рабочей зоны цековки, по периметру вращающегося вала. На самом конце располагается направляющая цапфа, которая вставляется в просверленное отверстие, совмещая таким способом его ось с осью инструмента.
Задачи у цековки следующие:
- получение строго перпендикулярной опорной плоскости вокруг отверстия для лучшего контакта между ней и крепежом;
- выравнивание внутренних торцевых элементов детали;
- удаление заусенцев и наплывов;
- снятие фасок.
Видно, что торцевые зенковки обеспечивают требуемую современными стандартами точность размеров металлических изделий и создают условия необходимые для качественной сборки. А также ими при надобности обрабатывает торцы закладных изделий.
Что такое зенкование?
Зенкование – расширение входной части круглого отверстия для винтов с цилиндрическими или коническими (потайными) головками. Этот технологический процесс выполняется зенковкой соответствующей формы. Конические создают опорную поверхность с углом скоса 60, 75, 90, 120 градусов. Как подобрать коническую зенковку по размеру крепежа, можно узнать из предыдущей статьи.
Этот технологический процесс выполняется зенковкой соответствующей формы. Конические создают опорную поверхность с углом скоса 60, 75, 90, 120 градусов. Как подобрать коническую зенковку по размеру крепежа, можно узнать из предыдущей статьи.
Цилиндрические зенковки формируют углубление в форме цилиндра под винты с внутренним шестигранником DIN 912 или под винты с полукруглыми и шестигранными головками, которые согласно проекту должны быть утоплены в теле детали. Инструмент имеет зубья на торце и направляющую цапфу для точного центрирования режущей части относительно оси отверстия.
Конструкция инструмента
Разбирая общую конструкцию цековки, её можно представить как стержень, состоящий из хвостовой, рабочей и соединительной частей. Посредством первой они зажимаются в металлообрабатывающем станке. На второй располагаются режущие кромки, цапфа, и именно она напрямую контактирует с заготовкой. Третья просто передаёт крутящий момент от производственной установки в рабочую зону цековки.
По ГОСТ 26258-87 изготавливаются следующие виды цековок:
- с цилиндрическим хвостиком и постоянной направляющей цапфой;
- с коническим хвостиком и сменной направляющей цапфой;
- с хвостиком под штифтовой замок и сменной направляющей цапфой;
- насадные цековки со сменной направляющей цапфой.
Форма хвостика инструмента определяет, каким образом он крепится в станке. Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Конфигурация рабочей части определяет обрабатываемый диаметр опорной плоскости, и с каким материалом такой инструмент может работать.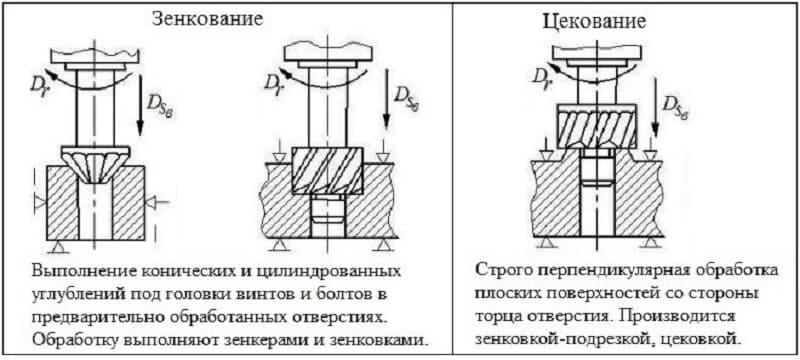 Цековки по металлу изготовляются из быстрорежущей стали и с твердосплавными вставками. Для изготовления целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В других случаях, например в насадных, могут добавляться пластины из твёрдых сплавов. Они расширяют возможности инструмента, позволяя обрабатывать заготовки не только из обычной конструкционной стали, но и из чугуна. Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.
Цековки по металлу изготовляются из быстрорежущей стали и с твердосплавными вставками. Для изготовления целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В других случаях, например в насадных, могут добавляться пластины из твёрдых сплавов. Они расширяют возможности инструмента, позволяя обрабатывать заготовки не только из обычной конструкционной стали, но и из чугуна. Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.
При осмотре инструмента выявление признаков коррозии, заусенцев и трещин в любом месте, а также сколов и прижогов в рабочей зоне считается причиной для отбраковки.
Требования ГОСТ
Цековка ГОСТ 26258-87 производится в соответствии с требованиями, регламентируемыми данным стандартом.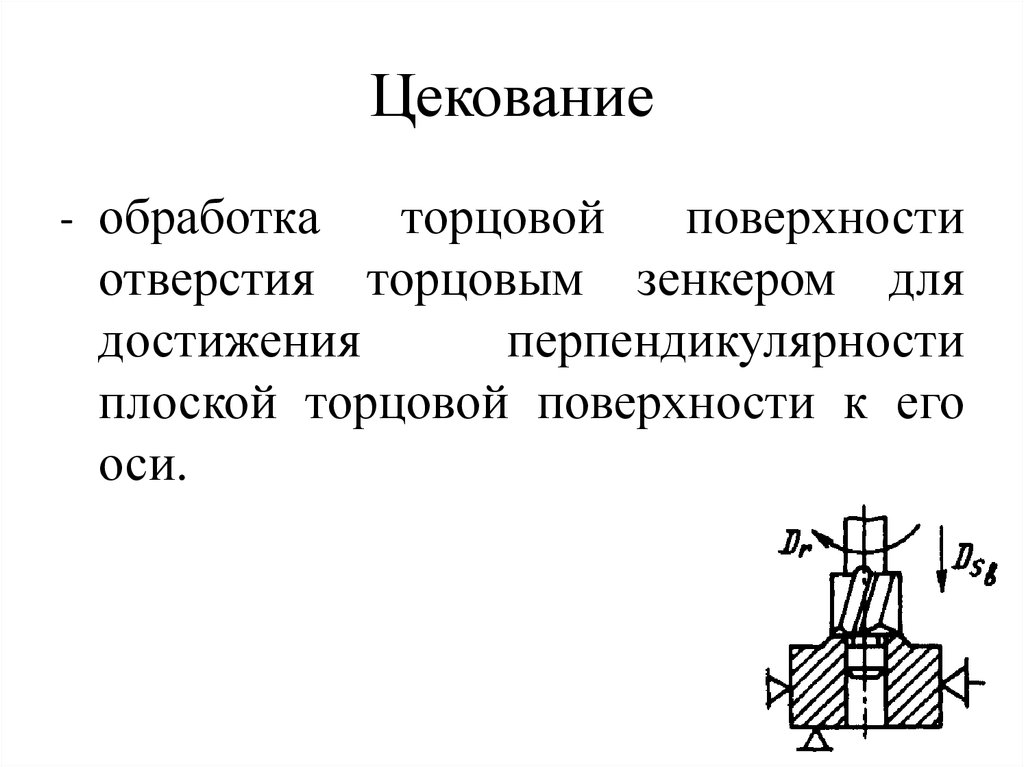 Согласно основным положениям, весь инструмент с сечением контактной плоскости, не превышающим 8 мм, должен иметь монолитную структуру. Это относится к приспособлениям с хвостовой частью цилиндрической формы.
Согласно основным положениям, весь инструмент с сечением контактной плоскости, не превышающим 8 мм, должен иметь монолитную структуру. Это относится к приспособлениям с хвостовой частью цилиндрической формы.
Цековки большего диаметра должны быть изготовлены с применением сварочных технологий соединения. При этом хвостовая область и рабочая поверхность должны быть изготовлены из разных марок стали.
На предприятиях, занимающихся изготовлением данного инструмента, должны функционировать отделы технического контроля продукции, проверяющие качество продукции, включая целостность сварного шва. Для контроля используют методы неразрушающего контроля соединения. Наличие пор, трещин или прочих дефектов недопустимо.
Важную роль играет контроль геометрии готового изделия. Допустимое отклонение диаметра цековки составляет 0,16 мм на 100 мм длины.
Цековка играет важную роль при изготовлении деталей для нужд точного машиностроения. Подавляющее большинство отверстий под крепежные элементы современных приборов подвергалось обработке данным инструментом. А вы сталкивались с этим прибором? Согласны ли вы с утверждением, что цекование и зенкование – это один и тот же процесс? Напишите ваше мнение в комментариях.
А вы сталкивались с этим прибором? Согласны ли вы с утверждением, что цекование и зенкование – это один и тот же процесс? Напишите ваше мнение в комментариях.
Отличие цекования от других металлообрабатывающих операций
Цекование – чистовая операция, которая следует после зенкерования и обычно перед развёрткой. В процессе устраняются незначительные дефекты предыдущей обработки. Мастер убирает шероховатости с поверхности отверстия и придаёт ему правильную геометрию. При цековании вырезаются конические и цилиндрические выемки под головки крепёжных элементов и получается гладкая поверхность для качественного контакта детали с ними.
Все операции из цикла создания отверстий в заготовке: сверление, зенкерование, расточка и цекование (зенкерование) выполняются на одинаковом оборудовании. Применяют для этого сверлильные, фрезерные, токарные и расточные станки.
Боковые поверхности цилиндрических углублений под болты должны соответствовать установленным чертежами размерам и требованиям по качеству. Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.
Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.
Параметры, задаваемые на станке при обработке являются расчётными и определяются по действующим в отрасли нормативам и чертежам изделия. Сюда входят: подача, глубина и скорость резания, эффективная и потребная мощность, а также коэффициент рациональности, рассчитываемый для выбранного режима работы.
Рекомендации по цекованию
Повысить производительность при выполнении отверстий на станке поможет использование комбинированного инструмента. Такой вид инструмента позволяет с одного установа выполнить несколько операций, например, просверлить, рассверлить отверстие и снять фаску.
Способы восстановления деталей
Процесс цековки на станке производится с режимами резания как для зенкерования, и с небольшим рабочим ходом.
Обработку однотипных элементов на открытом участке удобно выполнять по упору. Направляющая часть может соприкасаться с поверхностью отверстия только винтовыми ленточками. В противном случае, инструмент в отверстии может заклинить в результате перегрева и температурного расширения.
Направляющая часть может соприкасаться с поверхностью отверстия только винтовыми ленточками. В противном случае, инструмент в отверстии может заклинить в результате перегрева и температурного расширения.
Цекование отверстий часто используется при обработке на станке в условиях промышленного производства и ремонтной мастерской. В любом варианте применения цековка обеспечивает все требования к изготовлению детали и повышает эксплуатационные характеристики механизмов машин.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.

- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.
- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.
Эксплуатируют цековку и в домашних условиях, где действуют те же общие правила и принципы работы данным инструментом.
Цекование отверстия: основные правила
Цекование отверстия — это операция, которая проводится на станках с минимальным ходом. Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.
Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.
Изображение №8: Цековка посадочных гнезд клапанов
Несмотря на то что режущие инструменты в основном используют на промышленном оборудовании, покупают цековки и для домашних нужд. В работе с таким инструментом мастерам следует придерживаться нескольких правил.
- При обработке открытых плоскостей зафиксируйте на хвостовике упор, используя упорную гайку и контргайку.
- При цековании отверстия под шляпки винтов и болтов берите инструмент с углом при вершине в 90 градусов. Необходимость уменьшения угла оправдана для сохранения огранки на поверхности обрабатываемых отверстий.
- Делайте углубления в 2 этапа. Вначале рассверлите отверстие до нужного диаметра, затем придайте ему требуемые форму и размер.

- Следите, чтобы направляющая инструмента не соприкасалась с втулкой всей поверхностью. Если не следовать этому правилу, цековка по металлу застрянет во втулке из-за сильного нагревания материала, вызванного вращением шпинделя.
Типы цековок
Цековочный металлоинструмент выпускают в двух видах: цилиндрическом и коническом. Это две широкие группы, каждая из которых имеет своих подвиды. К примеру, конические оснастки делают с разными режущими головками – это зависит от диаметра проймы, которую нужно обработать. Также у режущего инструмента конической формы может быть или конический, или цилиндрический хвостовик. Конические цековки обрабатывают крепежи под дальнейшее оформление фасок. Цилиндрические цековочные инструменты выпускают с теми же типами хвостовиков. Кроме того, есть вариант инструмента со специальным износостойким покрытием для работы со сложными участками, такими оснастками обрабатывают опорные площади вокруг отверстий. Зенковка цилиндрической формы выпускается в разных вариациях: с цельной и заменяемой цапфой, с лезвийной головкой, закрепленой на оправке и со сменными хвостовиками.
Материал для производства цековок
Насадные цековки изготавливаются из цельного куска быстрорежущей стали. Для напайных пластин инструмента используют твёрдые сплавы металлов. Конструкционная сталь является материалом для базовых державок металлорежущей оснастки. Режущую монолитную часть цековочного инструмента можно делать из быстрорежущих металлических сплавов. Инструментальная сталь входит в состав цековок, которыми обрабатывают мягкометалльные изделия. А для цекования металлоизделий из твердых сплавов и прочной стали нужны инструменты, изготовленные из бестрореза.
Что такое цековка по металлу. Виды и назначение инструмента
Что такое цековка и зачем она нужна?
С технической точки зрения она представляет собой цилиндрический инструмент осевого типа, у которого режущие элементы расположены сзади на торцевой части инструмента. По бокам у цековки обычно располагаются глубокие канавки — с их помощью производится быстрое удаление стружки. Для надежности цековка фиксируется с помощью цапфы — она обеспечивает точное перпендикулярное направление рабочего инструмента, что благоприятно сказывается на точности обработки.
Цековка может устанавливаться на промышленные и ручные дрели, на токарные станки, на различное металлорежущее оборудование. Обратите внимание, что сзади расположен элемент в виде хвостика — он обеспечивает надежную фиксацию инструмента на металлорежущем инструменте, что благоприятно сказывается на точности резки.
У цековки все режущие элементы находятся позади осевой части — поэтому сверлить таким инструментом нельзя. В каких же сферах деятельности тогда можно использовать этот инструмент и какие технологические задачи он позволяет решить?
Сферы применения цековок
Цековки используют для работы по чугуну, стали, цветным металлам. Инструмент повышает качество обрабатываемой поверхности и гарантирует строгую перпендикулярность отверстия оси готового изделия.
Цековка используется для создания опорных плоскостей в отверстиях под винты, шайбы, болты, кольца. Также инструмент необходим для зачистки торцов закладных частей конструкций.
Для обратной цековки (развертывания) используют инструменты с большим количеством лезвий (до 14). Эта операция позволяет сделать выемку цилиндрической формы максимально точной.
Эта операция позволяет сделать выемку цилиндрической формы максимально точной.
Автомобилисты применяют цековки для проточки поршней. Самостоятельное проведение операции позволяет с использованием цековки проточить клапаны, не обращаясь к токарям. Желательно перед ремонтом изучить чертежи и потренироваться на старых поршнях.
Конструкция инструмента
Разбирая общую конструкцию цековки, её можно представить как стержень, состоящий из хвостовой, рабочей и соединительной частей. Посредством первой они зажимаются в металлообрабатывающем станке. На второй располагаются режущие кромки, цапфа, и именно она напрямую контактирует с заготовкой. Третья просто передаёт крутящий момент от производственной установки в рабочую зону цековки.
По ГОСТ 26258-87 изготавливаются следующие виды цековок:
- с цилиндрическим хвостиком и постоянной направляющей цапфой;
- с коническим хвостиком и сменной направляющей цапфой;
- с хвостиком под штифтовой замок и сменной направляющей цапфой;
- насадные цековки со сменной направляющей цапфой.

Форма хвостика инструмента определяет, каким образом он крепится в станке. Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Конфигурация рабочей части определяет обрабатываемый диаметр опорной плоскости, и с каким материалом такой инструмент может работать. Цековки по металлу изготовляются из быстрорежущей стали и с твердосплавными вставками. Для изготовления целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В других случаях, например в насадных, могут добавляться пластины из твёрдых сплавов. Они расширяют возможности инструмента, позволяя обрабатывать заготовки не только из обычной конструкционной стали, но и из чугуна. Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.
Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.
Разновидности
В России изготавливают следующие разновидности:
- С цилиндрическим литым или сварным хвостиком, который скрепляется вместе с цапфой-фиксатором. Подобная разновидность деталей является самой распространенной на производствах, где в течение длительного времени используются одни и те же инструменты, поэтому мастер не нуждается в точной настройке инструментов.
- С коническим хвостиком, который имеет подвижное сочленение с цапфой-фиксатором. При необходимости цапфу можно снять и заменить на другую, что позволяет увеличить точность обработки. Подобные цековки обычно используются, если нужна очень высокая точность обработки.
 Например, при работе с цветными металлами и пластичными сплавами.
Например, при работе с цветными металлами и пластичными сплавами. - Также существуют цековки насадного типа, со сменными хвостиками и/или цапфами. Они встречаются достаточно редко, поскольку первые две разновидности деталей почти полностью покрывают все основные случаи применения. Однако все-таки нестандартные цековки все еще можно встретить — при обработке дорогих металлов и сплавов, где требуется минимальный выход стружки, при работе со сверхпрочными металлами, при работе с нестандартными инструментами.
Также различают две разновидности цековок в зависимости от типа режущих поверхностей:
- Цековки, выполненные из стали целиком. Обладают хорошей прочностью и твердостью. Хорошо режут все основные металлические сплавы за исключением сверхпрочных разновидностей стали. Не требуют какого-либо специфического ухода или осмотра, долго сохраняют свою прочность.
- Цековки со сверхпрочными напайками. Обладают сверхвысокой прочностью, поэтому хорошо режут все металлы включая сплавы повышенной прочности. Имеют ограниченный срок действия, поскольку напайки со временем теряют свою прочность. Поэтому периодически нужно проводить осмотр, а в случае обнаружения дефектов необходимо заменить деталь на новую.
Конструктивные особенности
Цековка относится к металлообрабатывающим приспособлениям осевого типа. Она включает в себя три составляющие:
- Рабочая часть. На конце инструмента расположена контактная зона с режущими лезвиями для обработки металлической поверхности. К ней также относят направляющую цапфу.
- Хвостовая часть. Находится с противоположной стороны, фиксируется в патроне станка.
- Соединительная часть. Расположена между вышеуказанными элементами. Ее предназначение – передача крутящего момента от станка к режущим кромкам.
Цековка может представлять собой монолитное приспособление или сборную конструкцию в зависимости от типа исполнения.
Особенность инструмента – торцевое расположение лезвий.
В процессе выполнения работ очень важен механизм удаления снятой металлической стружки.
Направляющая цапфа отвечает за качество обработки и угол наклона цековки в процессе выполнения работ. Это достигается благодаря надежной фиксации цапфы после погружения инструмента в отверстие. Таким образом работы ведутся в заданной плоскости, без осевого смещения.
Процесс монтажа цековки не отличается от действия прочих приспособлений осевого типа: хвостовик зажимается патроном станка.
Основные технические требования к изготовлению цековок
Согласно ГОСТ 26258 насадной инструмент, а также инструмент с рабочей частью, диаметр которой до 8 мм, и цилиндрическим хвостовиком изготовляют цельным. Цековки с рабочей частью, диаметр которой свыше 8 мм, и цилиндрическим хвостовиком, а также с хвостовиком под замок и коническим делают сварными. В месте сварки не должны допускаться трещины и поджоги, а в сварочном шве – окисление, свищи и поры.
Корпус вдоль стружечной части винтовых канавок и хвостовик всех цековок выполняют из стали 45Х, 40Х (ГОСТ 4543) либо 45 (ГОСТ1050). В зависимости от исполнения инструмента материал его рабочей части будет следующим:
- У цековок 1-го исполнения режущая часть и гребни винтовых канавок из быстрорежущей стали, изготовленной по ГОСТ 19265.
- У 2-го исполнения – материал режущей части это одна из следующих марок твердого сплава по ГОСТ 3882: Т15К6, Т5К10, ВК6М, ВК6. Размеры и форма твердосплавных пластин согласно ГОСТ 25400.
Для крепления твердосплавных пластин на рабочей части в качестве припоя должны использоваться сплав МНМц 68-4-2 или латунь марок Л68 либо Л63 (ГОСТ 15527). При пайке следует формировать слоя припоя толщиной до 0,2 мм.
На всех поверхностях инструмента не должно быть следов коррозии, заусенцев, трещин и раковин, на шлифованных – черновин, а на режущей части – прижогов и сколов. После термообработки цековки ее центровые отверстия не должны иметь разработанных мест и забоин.
Обратная конусность кромок рабочей части инструмента должна быть равномерной: у цековок 2-го исполнения вдоль длины твердосплавных пластин, а 1-го исполнения – рабочей части. Величина обратной конусности инструмента с рабочей частью, выполненной из быстрорежущей стали, не должна выходить за пределы значений 0,08–0,16 мм из расчета на 100 мм длины, а оснащенного пластинами из твердого сплава – 0,05–0,10 мм на размер пластины.
Требования государственных стандартов к изготовлению цековок
Требования к производству цековок определяет ГОСТ 26258-87. Так, согласно этому документу, инструмент насадного типа, а также тот, диаметр рабочей части которого не больше 8 мм, а хвостовик имеет цилиндрическую форму, производится в цельном виде. Инструменты, диаметр режущей части которых составляет более 8 мм, со всеми типами хвостовиков, должны иметь сварную конструкцию. К качеству сварных швов, при помощи которых изготавливается такой инструмент, предъявляются высокие требования. В этих швах исключается наличие трещин и прожогов, они не должны содержать следов окисления, трубчатых полостей и пор.
Основной стержень цековок, включая хвостовик, делают из стали марок 45, 40 Х или 45Х. Для режущей части могут быть использованы следующие материалы.
- Инструменты, которые целиком изготовлены из быстрорежущей стали, выполняются из материала, требования к которому оговариваются положениями ГОСТа 19265.
- Материалами для режущей части цековок с твердосплавными пластинами могут быть ВК6, ВК6М, Т5К10, Т15К6. Требования к характеристикам материала таких пластин оговариваются в ГОСТе 3882, а к их геометрической форме и размерам – в ГОСТе 25400.
Твердосплавные пластины на рабочей части инструмента фиксируются при помощи припоя марок МНМц 68-4-2, латуни марок Л63 или Л68. Толщина припоя должна составлять не менее двух десятых миллиметра.
Материал цековок с твердосплавными пластинами
Как и поверхность сверл, резцов и других металлорежущих инструментов, поверхность цековок должна быть лишена дефектов – следов коррозии, трещин, пустот и заусенцев. На шлифованной части не допускается наличие трещин и надрывов, а на рабочей – сколов и прижогов. Центровые отверстия цековок после закалки и отпуска не должны иметь углублений и разработанных мест.
Такой геометрический параметр цековки, как обратная конусность (уменьшение диаметра по направлению к хвостовику), должен отличаться равномерностью по всей длине рабочей поверхности (для инструмента из быстрорежущей стали), по всей высоте режущих пластин (для инструмента с твердосплавными напайками). Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.
Отличие цекования от других металлообрабатывающих операций
Цекование – чистовая операция, которая следует после зенкерования и обычно перед развёрткой. В процессе устраняются незначительные дефекты предыдущей обработки. Мастер убирает шероховатости с поверхности отверстия и придаёт ему правильную геометрию. При цековании вырезаются конические и цилиндрические выемки под головки крепёжных элементов и получается гладкая поверхность для качественного контакта детали с ними.
Все операции из цикла создания отверстий в заготовке: сверление, зенкерование, расточка и цекование (зенкерование) выполняются на одинаковом оборудовании. Применяют для этого сверлильные, фрезерные, токарные и расточные станки.
Боковые поверхности цилиндрических углублений под болты должны соответствовать установленным чертежами размерам и требованиям по качеству. Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.
Параметры, задаваемые на станке при обработке являются расчётными и определяются по действующим в отрасли нормативам и чертежам изделия. Сюда входят: подача, глубина и скорость резания, эффективная и потребная мощность, а также коэффициент рациональности, рассчитываемый для выбранного режима работы.
Цековка и зенковка: отличия
Цековка от зенковки имеет меньше отличий, чем кажется непосвященному человеку. А именно: цековками называют торцевые зенковки. Так что, если вам необходимо выровнять торцевые части уже сформированного углубления, требуется цековка. Для снятия фасок, удаления заусенцев и изменения конфигурации отверстий купите зенковку по металлу.
Операция цекования
Процессом цекования называют специальную обработку сложных отверстий в металлоизделиях с помощью цековки. С помощью цековальных работ можно осуществить подготовку проймы перед другими операциями и процессами металлообработки и улучшить качество обрабатываемых внутренних элементов металлической детали. Цекование отверстий мастер делает на станке в режиме резания. Процесс выполняется, как правило, на небольшой скорости из-за сложности. В ходе процесса зенкования пройм осуществляется не только цековка внутреннего отверстия заготовки. Также цекованием можно выровнять торцевые элементы с внутренней стороны изделия, удалить наплывы и заусенцы с деталей, снять фаски с кромок, сформировать ступенчатые проймы и обработать углубления сложной конфигурации.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.
- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.
- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.
Цекование отверстия: основные правила
Цекование отверстия — это операция, которая проводится на станках с минимальным ходом. Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.
Несмотря на то что режущие инструменты в основном используют на промышленном оборудовании, покупают цековки и для домашних нужд. В работе с таким инструментом мастерам следует придерживаться нескольких правил.
При обработке открытых плоскостей зафиксируйте на хвостовике упор, используя упорную гайку и контргайку.
При цековании отверстия под шляпки винтов и болтов берите инструмент с углом при вершине в 90 градусов. Необходимость уменьшения угла оправдана для сохранения огранки на поверхности обрабатываемых отверстий.
Делайте углубления в 2 этапа. Вначале рассверлите отверстие до нужного диаметра, затем придайте ему требуемые форму и размер.
Следите, чтобы направляющая инструмента не соприкасалась с втулкой всей поверхностью. Если не следовать этому правилу, цековка по металлу застрянет во втулке из-за сильного нагревания материала, вызванного вращением шпинделя.
Вопрос-ответ
Как определить оптимальную скорость резания?
Скорость резания подбирают с учетом диаметра инструмента и частоты вращения. Обязательно введение поправочных коэффициентов. Полученные данные можно использовать для вычисления частоты вращения шпинделя.
Как определить глубину резания цековкой?
Этот показатель вычисляют как половину диаметра режущего инструмента за вычетом диаметра чернового отверстия.
Заключение
Цековка — особая разновидность зенкера, у которой режущие элементы расположены позади торцевой части. Очень удобна для финальной обработки торцевых частей различных отверстий и углублений.
С помощью такой финальной обработки можно улучшить вид детали и создать небольшие углубления. Также с помощью цекования можно повысить технико-эксплуатационные характеристики отверстия.
Цековки, как и зенкеры, делают из металлических сплавов (чаще всего из высокопрочной стали). На режущие элементы могут наноситься специальные элементы. Они делают деталь более прочной и острой — это позволяет обрабатывать сверхпрочные металлические заготовки.
Источники
- https://MetEkspert.ru/raboty/cekovka-eto.html
- https://www.rinscom.com/articles/tsekovka-opisanie-instrumenta/
- https://martensit.ru/prochie/cekovka/
- https://WikiMetall. ru/oborudovanie/tsekovka.html
- https://tutmet.ru/cekovka-gost-foto.html
- http://met-all.org/oborudovanie/prochee/tsekovka-tsekovanie-otverstij-gost.html
- https://stankiexpert.ru/tehnologicheskaya-osnastka/instrument/cekovka.html
[свернуть]
Зенкеры и зенковки, применение и отличия
Назад к списку
Для обработки отверстий применяется несколько видов инструментов, в том числе зенкеры, зенковки, цековки. Практика их применения часто сопровождается путаницей в названиях. Например, в тендерной документации встречаются заказы на «конические зенкеры», при этом указывается ГОСТ 14953-80, описывающий конические зенковки. Эти инструменты схожи по конструкции, в применении также есть много общего, поэтому неудивительно, что даже в технической литературе много примеров «вольного» обращения с терминологией.
Официальный источник по терминам ГОСТ 25751-83 «Инструменты режущие. Термины и определения», к сожалению, не дает ответа на вопросы: чем отличается зенкер от зенковки, зенкерование от зенкования и цекования. С этой целью рассмотрим конструкцию и применение каждого из указанных инструментов.
Зенкеры
Определение
В соответствии с ГОСТ 25751-83 «Инструменты режущие, термины и определения» зенкер определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Сразу отметим, что данный вид инструмента не предназначен непосредственно для сверления отверстий. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их два класса – зенкеры с хвостовиками и насадные зенкеры.
Зенкеры с цилиндрическими и коническими хвостовиками
Конструкция таких зенкеров во многом схожа с конструкцией спирального сверла (рис.1).
Рис.1 Зенкер цельный с коническим хвостовиком: а) для сквозных отверстий, в) для глухих отверстий, с) с твердосплавными пластинами
Инструмент так же состоит из рабочей части, соединительной части (шейки) и хвостовой части (хвостовика). Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали), или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=600, у всех типов зенкеров для глухих отверстий φ=900.
Насадные зенкеры
Зенкеры насадные не имеют хвостовой части. Вместо хвостовика для крепления на оборудовании в них предусмотрен внутренний конус для оправки (рис2). Также конструкция этого типа отличается большим количеством лезвий. В цельных насадных зенкерах по ГОСТ 12489-77 предусмотрено четыре зуба и соответственно четыре спиральных канавки. Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
Рис.2 Зенкер насадной: а) цельный, в) с твердосплавными пластинами
Применение зенкеров
Зенкер применяется в технологических операциях зенкерования, направленных на повышение качества отверстий – улучшение чистоты поверхности, получение более точной цилиндрической формы. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Подчеркнем, что во всех перечисленных ГОСТах описываются зенкеры с рабочей частью исключительно цилиндрической формы. В описаниях конструкций стандартных зенкеров нет формулировок «конический зенкер» и отсутствуют чертежи зенкеров с конической рабочей частью. Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Зенковки
В ГОСТ 25751-83 «Инструменты режущие. Термины и определения» зенковки определяются как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Как видим, определение ничем не отличается от определения зенкера, что указывает на его неполноту. Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием.
Технологическая операция зенкования
Зенкование наряду со сверлением, зенкерованием, разверткой входит в список технологических операций по обработке отверстий. Каждая из перечисленных операций имеет свой смысл и определенное назначение. Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка. Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Указанные операции и соответствующие инструменты применяются для обработки как сквозных, так и глухих отверстий. Причем, в случае глухих отверстий сверла и зенкеры не предназначены для обработки торца углубления. Кроме того, сверла и зенкеры не предназначены для изменения цилиндрической формы отверстия в коническую.
Вместе с тем в промышленности существует обширный класс задач, где необходимо качественно снять фаску с входного участка отверстия, получить точное цилиндрическое углубление под болты, шайбы, пружины, прокладки и пр. с одновременной подрезкой торца. Также требуется получение стандартных конических углублений для центровых отверстий, для формирования опорных поверхностей под детали крепежа, обработки конических поверхностей седел клапанов и т.д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
Конструкция зенковки
Зенковки относятся к осевым, многолезвийным режущим инструментам. В технической литературе описывается два зенковок: конические и цилиндрические (цековки). Стандарты четко разделены. Есть стандарт для конических зенковок – ГОСТ 14953-80, и есть стандарт для цилиндрических — ГОСТ 25751-73. Причем стандарте для обозначения цилиндрических зенковок используется только одно название – цековки.
Конические зенковки
Название инструмента обусловлено формой рабочей части. Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рис.3 показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Рис.3. Конические зенковки: а) центровочная 2-го типа, б) для конических опорных поверхностей.
Таблица 1. Типы зенковок
Центровочными зенковками обрабатываются предварительно засверленные1 отверстия диаметром до 8 мм включительно. Конические опорные поверхности создаются на базе отверстий диаметром 1,6 – 25,0 мм. Передний угол стандартных зенковок для обработки конических опорных поверхностей всегда равен нулю, т.е. зубья расположены радиально.
Цилиндрические зенковки
Более правильное название данного вида – цековка. Цилиндрическая зенковка – это «осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки» (по ГОСТ 25751-73). Инструмент применяется для обработки цилиндрических углублений под шестигранные головки болтов и винтов, шестигранные гайки с шайбами и без шайб, под цилиндрические и полукруглые головки винтов со шлицем и под цилиндрические головки винтов с углублением под ключ «шестигранник».
В конструкции цековок всех типов предусмотрена направляющая цапфа (рис. 4). Элемент необходим для устранения радиальных биений в момент зарезки, приводящих к искажению формы отверстия и выкрашиванию режущих кромок. Направляющая цапфа может быть постоянной и сменной. Более предпочтителен инструмент со сменной цапфой, позволяющий замену элемента по мере износа.
Рис.4. Цековки (цилиндрическая зенковка): а) со сменной цапфой, б) с постоянной цапфой
Особенностью конструкции является обратная конусность – диаметр D равномерно уменьшается по направлению к хвостовику. У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм.
Стандартные цековки по ГОСТ 26258-87 имеют четыре зуба на главной режущей поверхности (торце) и выпускаются четырех типов в зависимости от вида цапфы и способа установки в оборудование.
Таблица 2. Типы
Все типы цилиндрических зенковок, представленные в табл.2, выпускаются в двух исполнениях: исполнение 1 – цельные и исполнение 2 – с впаянными твердосплавными пластинами.
Заключение
Для исключения ошибок в терминологии следует использовать стандарты для конкретного вида инструментов. Их содержание позволяет сделать ряд выводов:
- Не существует конических зенкеров. Результат применения зенкера – цилиндрическое отверстие. Конические отверстия и углубления получаются зенковкой.
- Зенковки отличаются от зенкера конической рабочей частью, служат для получения центровочных отверстий, конических отверстий и углублений, опорных конических поверхностей под крепеж.
- Цилиндрические опорные поверхности под болты и винты выполняются цековкой. Цилиндрическая зенковка – название некорректное, хотя и верно передает смысл выполняемой операции.
- Наличие направляющей цапфы сразу точно указывает на вид инструмента – цековка.
Разумеется, все сказанное действительно по отношению к стандартным инструментам и технологическим операциям, применяемым в машиностроении. В широкой практике могут применяться нестандартные инструменты, так же, как и стандартные инструменту могут использоваться в разнообразных целях. Например, зенкование может выполняться с помощью обычного сверла.
Назад к списку
Набор цековок для винтов M3 M4 M5 M6 M8
Всем доброго времени суток. Сегодня у нас в обзоре будет набор цековок с алиэкспресс. Насколько мне удалось понять пробив в поиске «цековка» эта тема на муське ещё не обсуждалась в отличии от зенковок на которые обзоры уже были. На мой взгляд это несколько незаслуженно, поскольку этот режущий инструмент в домашнем хозяйстве просто необходим и поэтому я решил написать обзор на тему цековки с элементами небольшого DIY. Всем кому интересно что это такое, и для чего она нужна — добро пожаловать под кат.
Цековка — это режущий инструмент для обработки отверстий в деталях с целью получения цилиндрических углублений и опорных плоскостей вокруг отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок. По сути цековка по металлу выполняет ту же работу, что и зенкер, только зенкер обрабатывает стенки отверстия, а цековка – торцы отверстия.
Цекование позволяет получить абсолютно гладкие, ровные опорные плоскости под упорные кольца, плоские шайбы или головки крепежных деталей, а также позволяет добиться идеальной перпендикулярности между опорной плоскостью и осью отверстия.
Цековка имеет торцевые зубцы и направляющую (цапфу нем. Zapfen) что гарантирует соосность обрабатываемой выемки и центра отверстия. На боковой поверхности цековки имеются канавки для стружки. Цековки изготавливаются как с цилиндрическим хвостовиком, так и с коническим, а цапфа у них может быть сменной или постоянной. На рисунке ниже можно визуально посмотреть различия разных режущих инструментов этой группы:
Кроме вышеозвученных режущих инструментов к этой же категории относятся цапфенборы. Цапфенбор – это инструмент для вырезания отверстий большого диаметра в листом материале. Его название тоже произошло от немецкого слова «Zapfen» и именно поэтому я его упомянул во избежание различных кривотолков коих в сети интернет хватает. Типичный цапфенбор выглядит примерно так:
Что общего между Цековкой и Цапфенбором?
Во-первых, и то и другое это инструмент слесарей. Станочнику они (за редким исключением) не требуются. Токаря и фрезеровщики сделают тоже самое обычными резцами и фрезами.
Во-вторых, Цековка и Цапфенбор обязательно имеют направляющую (цапфу). Например те же балеринки очень похожие с виду на цапфенбор её не имеют.
В-третьих, Цековка и Цапфенбор не всегда используются слесарями по их прямому предназначению. Ими часто сверлят тонкий листовой металл когда в нем нужно сделать отверстия большого диаметра. С точки зрения ТБ это наиболее безопасный метод, а порой других вариантов и вовсе окромя вырубного штампа нет — попробуйте например вырезать ровное отверстие 20-50мм в нержавейке толщиной 0,1-0,5мм каким либо другим инструментом окромя цековки и цапфенбора и Вы это оцените.
С теорией классификации инструментов разобрались, теперь понемногу приблизимся к практике.
Данный набор мелких цековок я купил на алиэкспресс в 2016 году, причем разумеется чисто для домашних целей ибо на предприятии они мне не нужны (со слесаркой давно завязал, а станочникам они не требуются). Пруф покупки:
Как видно на скриншоте цены на них за 5 лет упали очень ощутимо и этому есть причина: на тот момент их в продаже практически не было, а сейчас их можно купить и у других продавцов. Причем есть более интересные предложения чем в шапке поста — например появился интересный лот из 7 штук (+2шт для М10 и М12) за ту же цену, а так же их теперь можно купить поштучно. Но это уже дело вкуса, а я буду описывать тот лот что купил я. Стимулом к покупке цековок послужили те самые знакомые всем винты с цилиндрической головкой и внутренним шестигранником которые уже давно прочно внедрились в нашу жизнь став фактически стандартом. Не знаю как у Вас, а у меня их дома килограммы и их количество продолжает расти:
А теперь посмотрим, те цековки которые прислал мне для винтов (M3 M4 M5 M6 M8) продавец:
Таблица с размерами со страницы продавца:
А вот фото этого же набора рядом с цековками со сменными вставками:
Как правило сменные вставки делают в более крупные цековки, хотя изредка мне они встречались и на мелочи. В данном лоте продавца они не сменные. Имхо: затачивать режущую кромку конечно удобней все же на разборных, но при небольшой сноровке и наличии треугольной абразивной чашки можно и у этих. Материал цековок обычный HSS, аналог нашей Р6М5, закалка обычная — HRC 64 как и у сверла по металлу.
В качестве «подопытного кролика» для испытаний цековок (зачем металл портить просто так) я взял дюралевые пластины Д16 следующих размеров:
155x65x16мм (1 шт), 155x200x10мм (1 шт) и 155x55x10мм (2 шт) и немного с ними «поигрался» на тему оси Z бюджетного ЧПУ станка приняв за аксиому, что 16мм кругляки наиболее эффективны на длине 200мм (если длинней то будут прогибаться под нагрузкой). Дюралевый лист толщиной 10мм по толщине не обрабатывался — для кругляков не имеет смысла, поэтому купить полосу 155мм и даже «нашинковать» её можно прямо на металлобазе (приличной разумеется) ибо пилят они довольно с хорошей точностью вполне приемлемой для этой цели. Обработать по габариту на фрезерном станке можно только верхнюю пластину (16мм) под двигатель.
Итак, размечаем пластины под винты М5 согласно чертежа на линейные подшипники SCS16UU (для валов SFC16) и линейные подшипники SBR16UU (для цилиндрических рельсов SBR16), а так же модуль крепления гайки ШВП DSG16H обыкновенным разметочным штангенциркулем, потом керним и сверлим.
Все изделие собрано на винтах М5 поэтому берём цековку под М5 и сравниваем её с таблицей от продавца. Все верно, цапфа у неё диаметром 5,2мм поэтому сверлить отверстия мы будем диаметром 5,3 мм (на 0,1мм больше чтоб направляющую цековки не затирало).
Разумеется нам необходимо выставить глубину цекования, я например её сделал на 1 мм глубже высоты шляпки винта выставив упор на сверлильном станке:
Теперь можно просто цековать до упора не глядя, ведь только под М5 нам предстоит просверлить 38 отверстий. У кого нет сверлильного станка — не беда. Достаточно взять любую доску, забить в нее гвоздь и откусить у него шляпку. Будете цековать отверстия упираясь направляющей в гвоздь т. е. получается нижний упор вместо верхнего. Но для большего удобства я бы рекомендовал лучше винтик М3 со стопорной контр-гайкой. Это довольно просто сделать и регулировка высоты будет.
Отверстия получаются ровные и чистые, претензий к инструменту у меня нет. При работе не стоит забывать смазывать кисточкой у цековки направляющую и каналы для выхода стружки (дюраль имеет свойство налипать). Не забываем и про то, что в отличии от сверла у нас теперь не 2 режущих кромки, а 4. Следовательно уменьшаем обороты в 2 раза, а вот давить на инструмент придется разумеется сильней.
Вот и детали готовы можно, движок примерить и собирать начинать:
Тут и хомячье ОТК пожаловало и обследовало все что только можно:
Вердикт хомяка: можно собирать. Разумеется для «спортивного интереса» примерил дальше:
Но дальше собирать это в изделие пока не планирую, «типа так» — ось для испытаний драйверов ШД и прочей комплектухи т. е. своего рода небольшой полигон. Хотя в принципе собрать из него дальше можно что угодно, было бы только желание. Можно сделать подъем для сверлильника или координатный столик по двум осям, а при желании даже собрать токарный по дереву. Все нынче унифицировано, подобные системы линейного перемещения как кубики у детей и все ограничено только Вашей фантазией.
Вот в принципе на сегодня у меня и всё. Всем бобра и удач в их творческих начинаниях.
Фантазии на тему тяп-ляп и в продакшен
Планирую купить
+46
Добавить в избранное
Обзор понравился
+184
+276
определение зенковки в The Free Dictionary
Counterboring — определение зенковки в The Free Dictionary
https://www. thefreedictionary.com/counterboring
, Энциклопедия.
Связанный с зенковкой: точечная облицовка
(ˈkaʊntəˌbɔː)
n
(Здание) другое название зенковки
Collins English Dictionary – Complete and Unabridged, 12th Edition 2014 © HarersperCollins91, 1994, 1998, 2000, 2003, 2006, 2007, 2009, 2011, 2014
ThesaurusAntonymsRelated WordsSynonyms Legend:
Switch to new thesaurus
| Noun | 1. | counterbore — долото для расширения верхней части отверстия долото зенкерное, зенкер долото — режущая часть сверла; обычно заостренный и с резьбой, и его можно заменить в скобе, долоте или сверлильном станке; «он огляделся в поисках биты нужного размера» |
На основе WordNet 3.0, коллекции клипартов Farlex. © 2003-2012 Принстонский университет, Farlex Inc.
Упоминается в
?
- Бит
- Зенковка
- Зенковка
- Штифтовое сверло
- Центровочное сверло
Ссылки в архиве периодических изданий
?
В больших пресс-формах наилучшими вариантами являются расточка уступа и увеличение зазора сквозного отверстия.
Почему болты с буртиком слишком важны, чтобы их игнорировать: Следуйте этим советам и рекомендациям, чтобы улучшить конструкцию
Компания Walter (walter-tools.com/us) теперь предлагает адаптеры Capto для линейки инструментов для прецизионного растачивания и зенковки.
Экономия времени при зенкеровке и прецизионном растачивании
Tri Tool Incorporated представила новую высокопроизводительную услугу зенковки для оффшорного рынка.
Tri Tool
«Среди инновационных решений, которые мы предлагаем, — новый сплав для токарной обработки стали GC4325, обеспечивающий повышенную скорость резания и более длительный и предсказуемый срок службы инструмента; передовые технологии зенкерования CoroDrill 818, обеспечивающие высокую безопасность процесса; сверло CoroDrill 801 для глубокого сверления. инструменты, обеспечивающие высокую степень использования станка и повышенную гибкость, а также семейство резцедержателей Silent Tools, сводящих к минимуму вибрацию во время обработки», — сказал Валерио Вертуа, менеджер по продажам Sandvik Coromant на Ближнем Востоке.
Sandvik демонстрирует ассортимент станков
«Среди инновационных решений, которые мы предлагаем, — новый сплав для токарной обработки стали GC4325, который обеспечивает повышенную скорость резания и более длительный и предсказуемый срок службы инструмента; передовые технологии зенкерования CoroDrill 818, обеспечивающие высокую надежность процесса; CoroDrill 801 для глубокой обработки. инструменты для сверления отверстий, обеспечивающие высокую загрузку станка и повышенную гибкость, а также семейство оправок Silent Tools, сводящих к минимуму вибрацию при обработке», — сказал Валерио Вертуа, менеджер по продажам Sandvik Coromant на Ближнем Востоке.
КОНТРАКТ NDC AWARDS ДЛЯ 9 НАБЕРЕЖНЫХ БУРОВЫХ УСТАНОВОК
мелкие металлические детали (http://mfgpartners. net/small-metal-parts), формы, отливки и сопутствующие услуги, такие как сверление, формование, шлифование, раззенковка, зенкерование, нарезание резьбы , профилирование, развертывание, нарезание резьбы, накатка, протяжка, штамповка и другие производственные решения.
Предприятия Джорджии выбирают производителей металлоконструкций на заказ на MFGpartners.net
Рассверливание труб может быть нецелесообразным методом контроля геометрии труб из-за соображений стоимости или ограничений по толщине стенки трубы.
Монтаж трубопровода повышает производительность сварки на шельфе
Эти услуги включают в себя управление выбором и использованием калибровочного блока AUT (автоматического ультразвукового контроля); анализ программного обеспечения, адаптированный специально для соответствия требованиям заказчика; и сквозное согласование (без зенковки) или согласование с предоставленными параметрами зенковки (удаление минимальной WT).
Инструменты OMS, представленные в Рио-де-Жанейро
Станки для снятия фаски M и зенкерования поверхностей D и C.
Обработка тормозных дисков
Насечка, сверление, развертывание, снятие фаски, раззенковка, растачивание, нарезание резьбы и т. д. являются типичными операциями.
Инструмент с правильным сверлом: обрабатывающие центры обладают необходимой мощностью, скоростью и жесткостью
Компания McAlindon предложила растачивать углубление за один проход, а не за четыре прохода с одной точкой.
Превращение маргинальных рабочих мест в производителей прибыли: одна из реалий бизнеса по трудоустройству заключается в том, что вы часто застреваете, выполняя некоторые едва безубыточные работы наряду с прибыльными. Один из секретов успеха в магазине по трудоустройству заключается в том, чтобы превратить маргинальную работу в прибыльную работу 9.0005
Браузер словарей
?
- ▲
- counteragent
- counterair
- counterargue
- counterargument
- counter-argument
- counterassault
- counterattack
- counter-attack
- counterattacker
- counterattraction
- counter-attraction
- counterbalance
- counterbalanced
- противовес
- counterbase
- counterbattery fire
- counterbid
- counterbidder
- counterblast
- counterblockade
- counterblow
- counterbluff
- counterbombardment
- counterbond
- counterbore
- counterboring
- counterbrace
- counterbuff
- countercampaign
- Countercast
- Countercaster
- ответный вызов
- ответный обмен
- counterchanged
- countercharge
- countercharm
- countercheck
- counterclaim
- counterclockwise
- counterclockwise rotation
- Counter-compony
- counterconditioning
- Counter-couchant
- countercoup
- Counter-courant
- countercry
- countercultural
- контркультура
- контркультура
- противоток
- контрциклический
- ▼
Полный браузер
?
Сайт:
Следовать:
Делиться:
Открыть / Закрыть
Зенковка против зенковки — Дочь мастера на все руки
В чем разница между зенковкой и зенковкой? Как вы делаете эти отверстия в дереве и почему? Найдите ответы здесь!
Требуются ли для вашего деревообрабатывающего проекта винты с потайной головкой? Или, может быть, инструкции рекомендуют вместо этого сверлить отверстия с цековкой. Что, черт возьми, это значит?
Зенковка представляет собой угловое или коническое отверстие, позволяющее опустить головку шурупа ниже поверхности дерева. Отверстие с цековкой представляет собой цилиндрическое отверстие с плоским дном, которое можно использовать для скрытия шурупов или болтов глубже в древесине.
Эти два метода очень похожи, но не обязательно взаимозаменяемы. Хотя изучение того, как зенковать и зенковать винты, может показаться мелочью, именно такие детали делают проект действительно профессиональным!
Этот пост содержит партнерские ссылки для вашего удобства. Покупки, сделанные по этим ссылкам, могут принести мне небольшую комиссию без каких-либо дополнительных затрат для вас. Пожалуйста, посетите мою страницу раскрытия информации для получения дополнительной информации.
В чем разница между зенковкой и зенковкой?
Прежде чем заходить слишком далеко, давайте разберемся в основных различиях и сходствах между зенковкой и цековкой.
- Мастера по дереву используют зенковку, чтобы скрыть винты с плоской головкой на поверхности дерева или чуть ниже нее.
- Зенковка используется для сокрытия головки болта или винта с головкой под торцевой ключ.
- Зенковка создает форму воронки, которая соответствует коническому дну головки винта.
- Зенковка создает плоскую поверхность, которая соответствует плоской нижней стороне болтов и некоторых типов шурупов.
- Вы можете использовать расточенное отверстие, чтобы соединить две толстые доски вместе без использования очень длинного винта.
- Для зенкерования и зенкерования требуются разные специальные биты. Тем не менее, есть способы импровизировать, если это необходимо.
- Как зенкерование, так и зенковка придают вашим проектам аккуратный вид.
- Снижая нагрузку на волокна древесины, оба этих метода могут увеличить удерживающую способность суставов.
Что такое зенкерование?
Зенковка — это метод, используемый для создания конического отверстия для головки винта, чтобы оно располагалось заподлицо или под поверхностью дерева. Затем вы можете легко скрыть винт с помощью деревянного наполнителя или дюбеля.
По сути, зенкерование — это шаг вперед в предварительном сверлении. Вместо того, чтобы просто предварительно просверлить резьбу винта, вы также предварительно просверлите головку винта.
Хотя зенкерование делает ваш проект более профессиональным, у него есть несколько других целей.
- Прочность . Когда вы закручиваете винт без зенковки, легко перетянуть винт. Чрезмерное затягивание создает напряжение в древесине, повреждая волокна.
- Предотвращение разделения . Это может быть так неприятно, что вы ввинчиваете винт ближе к концу доски, и древесина раскалывается! Предварительное сверление и зенкерование значительно снижают вероятность раскола доски.
- Уменьшить блуждающие винты. Зенкерование гарантирует, что винты будут идти туда, куда вы хотите, направляя головку в нужное место. Кроме того, зенкерование позволяет заранее визуализировать расположение шурупов.
Когда следует зенковать винты?
Каждый раз, когда вы закручиваете шурупы, вы должны сначала просверлить отверстия с зенковкой. Он придает более законченный вид, поэтому даже любительские работы по дереву выглядят более профессионально. Фактически, зенкерование ваших винтов должно быть стандартом.
По крайней мере, вы должны зенковать шурупы, если вы не хотите, чтобы их головка выступала над поверхностью дерева. Это может быть по эстетическим соображениям или потому, что головка будет мешать другому этапу процесса сборки.
Вот несколько случаев, когда вам не нужно зенковать:
- Грубая конструкция . Если вы просто строите временную скобу, вам не нужно тратить время на зенковку.
- Саморезы с потайной головкой . Некоторые винты будут зенковать сами себя. У них есть специальная коническая головка с зубцами внизу, поэтому отверстие, созданное головкой, подойдет идеально! Однако они намного дороже, чем обычные шурупы.
Как зенковать?
Если у вас есть зенкеры для дрели, то процесс несложный. Вот несколько вещей, о которых следует помнить.
- Безопасность. Надевайте эти защитные очки при использовании дрели. Маленькие сверла не застрахованы от того, что могут щелкнуть и полететь в глаз.
- Выбор бита. Используйте зенкер, который соответствует внутреннему (без резьбы) диаметру вашего винта. Затем с помощью шестигранного ключа отрегулируйте хомут в соответствии с длиной винта.
- Дрель. Осторожно просверлите отверстие в нужном месте. Как только верхняя часть сверла (конусообразная часть, выполняющая зенкование) достигнет дерева, отметьте, насколько глубоким должно быть отверстие. Периодически проверяйте посадку с помощью винтов.
- Закрути свой винт . Аккуратно заверните винт, чтобы он аккуратно вошел в потайную область.
- Заполнить . У вас есть несколько вариантов, чтобы закрыть отверстие, если это необходимо. Наполнитель для дерева или шпатлевка подойдут, но вы также можете использовать дюбель.
Если у вас нет набора зенкерных сверл, есть несколько способов выполнить эту задачу без них. Я подробно рассказываю обо всех этих методах в своем руководстве о том, как зенковать винт.
Часто задаваемые вопросы о зенковке
Нужно ли зенковать винты?
Зенковка — хорошая привычка, так как она уменьшает расщепление и улучшает внешний вид вашего проекта. Но в большинстве случаев это не является обязательной практикой, поэтому вы можете пропустить ее, если хотите.
Винты с потайной головкой прочнее?
Да, зенкерование делает соединение более прочным. Сами шурупы не прочнее, но они держат более крепкое соединение, потому что древесные волокна не испытывают напряжения.
Что такое зенкер?
Инструмент для зенковки – это еще один термин для зенковки. Обычно эти инструменты соединяются вместе с прямым сверлом для предварительного сверления отверстия для винта, но вы также можете приобрести зенковку, которая создает угловое отверстие отдельно. Их можно использовать в ручной дрели или сверлильном станке.
Что такое зенковка?
Зенковка аналогична зенковке. Некоторые люди могут использовать термины взаимозаменяемо. При этом между этими двумя методами есть технические различия.
Зенковка создает цилиндрическое отверстие с плоским дном. Головка шурупа или болта находится на дне отверстия, а верхняя часть крепежного элемента находится ниже поверхности дерева.
Там, где для винтов часто используется зенкерование, для крепления болтов часто используется метод зенкерования. Он также используется в сочетании с шайбой, чтобы предотвратить втягивание винта с плоской головкой в древесину.
Когда следует зенковать?
Подобно зенкерованию, зенкерование можно использовать во многих проектах. Вот несколько идей:
- Качели и игровое оборудование . Если у вас есть деревянные качели, раззенковка позволяет легко размещать большие болты и предотвращает торчащие головки и царапание кого-либо, когда они пробегают мимо.
- Винты с плоским дном . Если у вас есть винты с плоской нижней поверхностью, вы должны использовать метод раззенковки. Это будет соответствовать винту, что даст вам лучший вид и фиксацию.
- Винты с шайбами. Если вам нужно использовать шайбу, чтобы предотвратить втягивание головки винта в дерево, вы должны просверлить цековку, соответствующую диаметру шайбы.
- Если вы хотите разобрать . Зенковка — хороший вариант для мебели, которую вы, возможно, захотите разобрать в будущем, например, для большой кровати.
- Избегайте слишком длинных винтов. Если вы соединяете широкую доску с меньшей, вам понадобится винт, который полностью проходит через ширину первой и частично через вторую. Чтобы не использовать винты длиннее 3 дюймов, вы можете сначала просверлить цековку в более широкой доске.
Как зенковать?
Давайте рассмотрим некоторые рекомендации по растачиванию. Как и все в мастерской, есть несколько способов выполнить эту задачу. Используйте эти шаги, чтобы получить вас на правильном пути.
- Безопасность . Не забывайте — защитные очки очень важны при работе с любым электроинструментом.
- Выберите свой бит . Для рассверливания столяры часто используют сверло, называемое сверлом Форстнера. В отличие от зенкерных долот, долота Форстнера имеют плоское дно. Хотя вы можете использовать лопатку, вы не получите такой же чистой поверхности.
- Выберите свой размер. Вы хотите, чтобы размер вашего бита был больше, чем головка болта или винта. Кроме того, если вам нужно использовать торцевой ключ, чтобы закрепить его, убедитесь, что отверстие достаточно большое, чтобы вместить инструмент.
- Сначала цековка. В отличие от зенкерования, при котором вы часто сначала просверливаете направляющее отверстие, начиная с зенковки, вы часто получаете более точное направляющее отверстие.
- Просверлите пилотное отверстие. Большинство насадок Форстнера имеют маленькое центральное острие, оставляющее неглубокое отверстие. Вы можете использовать это, чтобы направить пилотное отверстие. Точно так же, как и при зенкеровании, пометьте сверло воротником или лентой. Вы же не хотите пересверлить и пройти сквозь дерево!
Вот короткое видео, в котором более подробно рассказывается о рассверливании и о том, как их использовать с болтами с квадратным подголовком.
https://youtu.be/RabXsMb5VuIВидео не может быть загружено, так как JavaScript отключен: Совет для новичков: Зенковки и болты с квадратным подголовком (https://youtu.be/RabXsMb5VuI)
Часто задаваемые вопросы о зенковке
Что разница между цековкой и цековкой?
Прицельная поверхность представляет собой неглубокую цековку. Этот метод более распространен в металлообработке, чем в деревообработке.
Что такое процесс снятия фаски?
Снятие фаски добавляет угол к верхней части отверстия, чтобы удалить острую кромку. Как и точечная облицовка, это чаще встречается в металлоконструкциях, но также может использоваться для дерева. Например, если у вас большая цековка, вы можете скосить край отверстия, чтобы уменьшить риск осколков.
Что лучше: зенкер или зенковка?
Одно не обязательно лучше другого. Оба служат разным целям. Однако для тех, кто в основном занимается деревообработкой, зенкерование, вероятно, будет более распространенным методом.
Посмотрите другие уроки по деревообработке!
Разница между зенковкой и зенковкой
20 мая 2021 г.
Для печатных плат требуется некоторое крепежное оборудование, и большинство печатных плат имеют монтажные отверстия без покрытия.
Двумя распространенными типами отверстий для печатных плат являются зенковка и зенковка.
Метод сверления, как правило, заключается в высверливании большего диаметра для самых высоких нескольких миллиметров отверстия. Зенковка и зенковка используются для сверления отверстий. Выбрать подходящий довольно сложно, но понять разницу между ними будет полезно.
Начнем с того, что такое процессы зенкерования и зенкерования?
Что такое зенкерование?
Зенковка — это процесс вырезания конического отверстия в ткани, позволяющего ввинтить крепежный винт в ткань на глубину, достаточную для того, чтобы его головка находилась на одном уровне с поверхностью материала (или ниже нее). Это также позволяет конической нижней части головки винта идеально прилегать к ткани.
Отверстие, созданное с помощью сверла-зенковки , называется зенковкой. Он определяется диапазоном измерений, включая диаметр основного отверстия, диаметр основного отверстия, глубину и угол. Все они будут различаться в зависимости от типа используемого винта.
Инструменты, используемые для создания таких отверстий, также часто упоминаются как «зенкеры». Помимо того, что они широко используются в деревообработке, они также широко используются в производстве. Получите лучший набор зенкерных сверл в нашем магазине.
Что такое расточка?
Зенковка — это процесс вырезания цилиндрического отверстия в ткани, позволяющего болту перед крепежной деталью располагаться заподлицо с поверхностью материала или ниже нее. Часто для достижения этого результата используются битов Форстнера .
Читать : Что такое сверло Форстнера и его применение
Отверстие, созданное с помощью сверла с цековкой , называется цековкой. Его диаметр и глубина определяют его. Диаметр зенковки обычно немного больше диаметра головки крепежа. На случай, если используется шайба, она несколько больше диаметра этой.
Как и в предыдущем случае, инструменты, используемые для создания зенковки, упоминаются как «зенковки». Купите набор зенкерных сверл из наших коллекций.
Зенковка против. Зенковка
Расточенное отверстие может быть круглым отверстием, обычно с секциями разного диаметра. Он просверлен таким образом, чтобы несъемная головка или другие крепления с квадратными выступами плавно погружались в просверленный материал.
Напротив, зенкерное отверстие может представлять собой выступ со значительным тупым углом или скос, просверленный на конце круглого отверстия и предназначенный для крепления с утопленными головками, такими как заклепки и винты. Отверстие позволяет самым высоким креплениям сидеть на одном уровне с тканью.
Форма и размер отверстия в зенковке и зенковке
Отверстия в зенковке более квадратные и широкие, что позволяет добавлять шайбы перед креплением креплений, а зенкерные отверстия конические, что соответствует угловой форме на нижняя сторона винтов с плоской головкой.
Типы застежек
Из-за разной формы эти два процесса используются с разными типами застежек. Зенковка используется с винтами и другими крепежными элементами, имеющими коническую головку на скальном дне.
Зенковка применяется для крепежных изделий, головки которых плоско прилегают к скальному основанию. Это болты и винты с шестигранными головками, заклепки с шайбами, концы болтов с гайками и колпачками и так далее.
В любом случае, выбор надлежащего процесса для соответствующего применения позволяет каменному дну головки застежки идеально прилегать к ткани.
Читать: Как правильно выбрать спиральное сверло
Применение зенковки и зенковки
В то время как всякий раз, когда шуруп с коническим основанием вкручивается в кусок дерева или другого материала, его следует максимально утопить прямо возможно качество готового продукта, это не всегда так.
Особенно, когда речь идет о любительской деревообработке.
Причина этого в том, что древесина достаточно мягкая для того, чтобы шуруп «принудительно» раззенковывался. Тем не менее, зенкерование имеет решающее значение при работе с печатными платами, металлом и другими материалами, которые не такие гибкие, как дерево.
Рассверливание, с другой стороны, может быть процессом, от которого труднее отказаться, не делая. Это связано с тем, что сверло с потайной головкой по дереву обычно имеет гораздо большую головку, чем стандартные шурупы. И, как таковые, они не могут быть «закручены силой», как шурупы.
Таким образом, зенкерование широко применяется как в любительской деревообработке, так и в дополнительных профессиональных условиях – будь то столярное дело или производство.
Также узнайте, в чем разница между Сверла по дереву и сверла по металлу
Оставить комментарий
27/64″ X 5/32″ Пилотное отверстие HSS с прямым хвостовиком | DEWCBR27/64
- Артикул:
- DEWCBR27/64
- Отправка сегодня! (Заказ до 15:00 по восточноевропейскому стандартному времени с понедельника по пятницу)
Список цен:
46,79 долларов США
В настоящее время:
Цена: 25,27 долларов США.
(Вы сэкономили
21,52 доллара США)
Список цен:
46,79 долларов США
В настоящее время:
Цена: 25,27 долларов США.
(Вы сэкономили
21,52 доллара США)
- Артикул:
- DEWCBR27/64
- Марка
- Квалтек
- СКП:
- 887861129046
- MPN:
- DEWCBR27/64
- Наличие:
- Отправка сегодня! (Заказ до 15:00 по восточноевропейскому стандартному времени с понедельника по пятницу)
БЕСПЛАТНАЯ двухдневная доставка при заказе на сумму более 100 долларов США
Часто покупают вместе:
- Описание
- Характеристики продукта
Описание
27/64″ X 5/32″ Пилотное отверстие HSS с прямым хвостовиком. Зенковка — это расширение части отверстия, которое было ранее сформировано. Если раззенкованная часть неглубокая (1/8 дюйма или менее), операции обычно называют точечной обточкой, например, плоское гнездо для головки болта или гайки. Если, с другой стороны, отверстие увеличено до на значительную глубину, она обозначается как зенкерная.Эти зенковки изготавливаются двухсекционной конструкции, имеющей цельный хвостовик и зенковку-резец, а также взаимозаменяемую направляющую, что обеспечивает гибкость в использовании инструмента.
Просмотреть всеЗакрыть
Характеристики продукта
Размер: | 27/64 |
Материал: | Быстрорежущая сталь |
Отделка: | Без покрытия (светлый) |
Общая длина: | 4-1/16 |
Размер хвостовика: | 3/8 |
Тип хвостовика: | Круглый |
Десятичный эквивалент: | 0,4219 |
Метрический эквивалент: | 10,71626 мм |
Просмотреть всеЗакрыть
Жители Калифорнии: см. Предложение 65, информация
.
Стоковые фотографии иногда используются для представления нескольких размеров в категории. Товар, который вы получите, будет соответствовать описанию.
- сопутствующие товары
Сопутствующие товары
Добавить в корзину
Быстрый просмотр
29/64″ X 5/32″ Пилотное отверстие HSS с прямым хвостовиком
Квалтек
Список цен:
$50,07
В настоящее время:
Цена: 27,04 долларов США.
29/64″ X 5/32″ Пилотное отверстие HSS с прямым хвостовиком. Зенковка — это расширение части отверстия, которое было ранее сформировано. Если расточенная часть неглубокая (1/8 дюйма или…
DEWCBR29/64
Добавить в корзину
Быстрый просмотр
27/32″ X 1/4″ Пилотное отверстие HSS с прямым хвостовиком
Квалтек
Список цен:
$71,56
В настоящее время:
Цена: 38,64 долларов США.
27/32″ X 1/4″ пилотное отверстие HSS с прямым хвостовиком. Зенковка — это расширение части отверстия, которое было ранее сформировано. Если расточенная часть неглубокая (1/8 дюйма или…
DEWCBR27/32
Добавить в корзину
Быстрый просмотр
25/64″ X 5/32″ Пилотное отверстие HSS с прямым хвостовиком
Квалтек
Список цен:
46,79 долларов США
В настоящее время:
Цена: 25,27 долларов США.
25/64″ X 5/32″ Пилотное отверстие HSS с прямым хвостовиком. Зенковка — это расширение части отверстия, которое было ранее сформировано. Если расточенная часть неглубокая (1/8 дюйма или…
DEWCBR25/64
Добавить в корзину
Быстрый просмотр
1″ X 5/16″ Пилотное отверстие HSS Цековка с прямым хвостовиком
Квалтек
Список цен:
$85,88
В настоящее время:
Цена: 46,38 долларов США.
Цековка прямого хвостовика из быстрорежущей стали 1 дюйм X 5/16 дюйма. Зенковка — это расширение части отверстия, которое было ранее сформировано. Если расточенная часть неглубокая (1/8 дюйма или меньше),…
DEWCBR1INCH
Добавить в корзину
Быстрый просмотр
Цековка прямого хвостовика из быстрорежущей стали с прямым хвостовиком 3″ X 1/2″
Квалтек
Список цен:
666,56 долларов США
В настоящее время:
Цена: $3590,94
Цековка прямого хвостовика из быстрорежущей стали 3″ X 1/2″ с направляющим отверстием. Зенковка — это расширение части отверстия, которое было ранее сформировано. Если расточенная часть неглубокая (1/8 дюйма или меньше),…
DEWCBR3INCH
2-7/8″ X 1/2″ Цековка с направляющим отверстием из быстрорежущей стали с прямым хвостовиком | DEWCBR2-7/8
- Артикул:
- DEWCBR2-7/8
- Сегодня может не отправить. Пожалуйста свяжитесь с нами.
Список цен:
$642,80
В настоящее время:
Цена: 347,11 долларов США.
(Вы сэкономили
29 долларов5.69)
Список цен:
$642,80
В настоящее время:
Цена: 347,11 долларов США.
(Вы сэкономили
29 долларов5.69)
- Артикул:
- DEWCBR2-7/8
- Марка
- СКП:
- 887861129626
- MPN:
- DEWCBR2-7/8
- Наличие:
- Доставка сегодня невозможна. Пожалуйста свяжитесь с нами.
БЕСПЛАТНАЯ двухдневная доставка при заказе на сумму более 100 долларов США
Часто покупают вместе:
- Описание
- Характеристики продукта
Описание
2-7/8″ X 1/2″ пилотное отверстие HSS с прямым хвостовиком. Зенковка — это расширение части отверстия, которое было ранее сформировано. Если раззенкованная часть неглубокая (1/8 дюйма или менее), операции обычно называют точечной обточкой, например, плоское гнездо для головки болта или гайки. Если, с другой стороны, отверстие увеличено до на значительную глубину, она обозначается как зенкерная.Эти зенковки изготавливаются двухсекционной конструкции, имеющей цельный хвостовик и зенковку-резец, а также взаимозаменяемую направляющую, что обеспечивает гибкость в использовании инструмента.
Просмотреть всеЗакрыть
Характеристики продукта
Размер: | 2-7/8 |
Материал: | Быстрорежущая сталь |
Отделка: | Без покрытия (светлый) |
Общая длина: | 9-7/8 |
Размер хвостовика: | 1-3/4 |
Тип хвостовика: | Круглый |
Десятичный эквивалент: | 2,875 |
Метрический эквивалент: | 73,025 мм |
Просмотреть всеЗакрыть
Жители Калифорнии: см. Предложение 65, информация
.
Стоковые фотографии иногда используются для представления нескольких размеров в категории. Товар, который вы получите, будет соответствовать описанию.
- сопутствующие товары
Сопутствующие товары
Добавить в корзину
Быстрый просмотр
Пилоты 7/8″ X 1/2″ для зенковки
Квалтек
Список цен:
$24,08
В настоящее время:
Цена: $13.00
Пилоты 7/8″ X 1/2″ для зенковки. Зенковка — это расширение части отверстия, которое было ранее сформировано. Если расточенная часть неглубокая (1/8 дюйма или меньше), операции…
DEWPIL7/8X1/2
Добавить в корзину
Быстрый просмотр
2-1/2″ X 1/2″ пилотное отверстие HSS с прямым хвостовиком
Квалтек
Список цен:
$472,99
В настоящее время:
Цена: 255,41 долларов США.
2-1/2″ X 1/2″ пилотное отверстие HSS с прямым хвостовиком. Зенковка — это расширение части отверстия, которое было ранее сформировано. Если расточенная часть неглубокая (1/8 дюйма или…
ДЭВКБР2-1/2
Добавить в корзину
Быстрый просмотр
2″ X 1/2″ Пилотное отверстие HSS Прямой хвостовик с расточенным отверстием
Квалтек
Список цен:
299,24 доллара США
В настоящее время:
Цена: $161,59.
Цековка прямого хвостовика из быстрорежущей стали 2″ X 1/2″ с направляющим отверстием. Зенковка — это расширение части отверстия, которое было ранее сформировано. Если расточенная часть неглубокая (1/8 дюйма или меньше),…
DEWCBR2INCH
Добавить в корзину
Быстрый просмотр
Цековка прямого хвостовика из быстрорежущей стали с прямым хвостовиком 3″ X 1/2″
Квалтек
Список цен:
666,56 долларов США
В настоящее время:
Цена: 359,94 долларов США.
Цековка прямого хвостовика из быстрорежущей стали 3″ X 1/2″ с направляющим отверстием. Зенковка — это расширение части отверстия, которое было ранее сформировано. Если расточенная часть неглубокая (1/8 дюйма или меньше),…
DEWCBR3INCH
Добавить в корзину
Быстрый просмотр
2″ X 1/2″ Пилотное отверстие с коническим хвостовиком из быстрорежущей стали с цековкой
Квалтек
Список цен:
293,43 доллара США
В настоящее время:
Цена: 158,45 долларов США.
Расточенное отверстие конического хвостовика из быстрорежущей стали 2 дюйма X 1/2 дюйма. Зенковка — это расширение части отверстия, которое было ранее сформировано. Если расточенная часть неглубокая (1/8 дюйма или меньше),…
DEWCBRTS2INCH
Зенковка
против зенковки: в чем разница?
Компания Handyman’s World является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок на amazon.com.
Часто такие термины, как зенковка, зенковка и даже точечная обработка, используются взаимозаменяемо. В конце концов, все они предназначены для того, чтобы винты и болты «идеально подходили друг другу».
Однако при ближайшем рассмотрении каждый из трех значительно отличается. Ниже я рассмотрю эти различия, а также ситуации, в которых используются три процесса.
Зенковка и зенкерование: основы
Прежде чем перейти к различиям, давайте посмотрим, что определяет каждый из трех процессов.
Зенковка
Зенковка — это процесс прорезания конического отверстия в материале , чтобы позволить крепежному элементу, подобному винту, ввинчиваться в материал достаточно глубоко, чтобы его головка находилась на одном уровне с поверхностью материала (или ниже нее). Это также позволяет конической нижней части головки винта идеально вписаться в материал.
Отверстие, созданное в результате этого процесса, называется зенковкой. Определяется множеством показателей, включая диаметр основного отверстия, диаметр основного отверстия, глубину и угол. Все они будут варьироваться в зависимости от типа используемого винта.
Инструменты, используемые для проделывания таких отверстий, также часто называют «зенковками». Помимо того, что они широко используются в деревообработке, они также широко используются в производстве.
Зенковка
Зенковка — это процесс вырезания цилиндрического отверстия в материале , чтобы головка крепежного элемента, например болта, находилась заподлицо с поверхностью материала или ниже нее.
Часто для достижения этого результата используются биты Форстнера.
Отверстие, созданное в результате этого процесса, называется цековкой. Определяется диаметром и глубиной. Диаметр зенковки обычно немного больше диаметра головки крепежа. Если используется шайба, то она немного больше ее диаметра.
Как и в предыдущем случае, инструменты, используемые для изготовления зенковки, называются «зенковками».
Зенковка и зенковка: в чем разница?
Как вы можете видеть выше, как зенковки, так и цековки — это отверстия, которые предназначены для того, чтобы крепеж подходил лучше, чем без них. Однако между ними есть некоторые важные различия.
Форма
Основное различие между зенковками и зенковками заключается в их форме.
Форма зенковки коническая. Другими словами, диаметр зенкерного отверстия больше на поверхности материала и уже на конце отверстия, где оно встречается с основным отверстием, через которое вбивается крепеж.
С другой стороны, расточенное отверстие имеет цилиндрическую форму. Другими словами, диаметр расточенного отверстия остается постоянным от его вершины до его низа.
Тип застежек
Из-за разной формы эти два процесса используются с разными типами застежек.
Зенковка используется с винтами и другими крепежными элементами, имеющими коническую головку в нижней части.
Зенковка используется с крепежными изделиями, у которых головки имеют плоскую нижнюю часть. Сюда входят болты и винты с шестигранными головками, крепежные детали с шайбами, концы болтов с гайками и колпачками и так далее.
В любом случае выбор правильного процесса для правильного применения позволяет нижней части головки крепежа идеально сидеть на одном уровне с материалом.
Заявка
Хотя каждый раз, когда шуруп с коническим основанием вкручивается в кусок дерева или другого материала, его необходимо зенковать для наилучшего качества конечного продукта, это не всегда так.
Особенно, когда речь идет о любительской деревообработке.
Причина этого в том, что древесина достаточно мягкая, чтобы шуруп «принудительно» зенковался.
