Цековка и зенковка отличие: В чем отличие зенковки от цековки
Содержание
Чем отличается зенкование и зенкерование? — РИНКОМ
Чем отличается зенкование и зенкерование? — РИНКОМ
Главная
Статьи
Чем отличается зенкование и зенкерование?
Чем отличается зенкование и зенкерование?
20 августа 2021
Гирин Кирилл
Зенкование и зенкерование – это технологии механической обработки отверстий и проемов. Посредством зенкования создаются посадочные места для метизов, повышается класс точности отверстий, снижается степень их шероховатости. При зенкеровании проему придается нужная геометрия, производится нарезка внутренних фасок.
В материале:
- Особенности зенкерования
- Особенности зенкования
- Применяемое оборудование
- Полезные советы
Особенности зенкерования
Зенкерование является промежуточной операцией между сверлением и разверткой. Данный метод обработки относится к получистовым, предназначен для решения следующих задач:
- достижение требуемых показателей шероховатости;
- придание проему правильной геометрической формы, устранение имеющихся недостатков;
- повышение точности отверстия до 4 либо 5 класса.

Процедура подходит для обработки проемов, полученных посредством сверления и выдавливания, оптимальна для деталей, изготовленных литьем.
Бестселлер
Бестселлер
Бестселлер
Используемый инструмент
При обработке отверстий задействуется зенкер – металлорежущий инструмент, внешне напоминающий сверло. Изделие имеет ряд уникальных отличий:
- большие перемычки между режущими кромками;
- рабочая поверхность в форме конуса с острым углом;
- увеличенное количество режущих элементов.
Подобная конфигурация упрощает позиционирование зенкера соосно обрабатываемого отверстия, повышает его устойчивость, продлевает срок службы. Инструмент плавно перемещается в рабочей зоне, равномерно воздействует на заготовку по всей площади контакта.
Рис. 1 Зенкер с 4 кромками
Выполнить типовые операции помогут зенкеры с 3 и 4 кромками. Изделия имеют цельное и вставное исполнение. Первые взаимодействуют с отверстиями с диаметром от 12 мм, вторые – с отверстиями диаметром от 20 мм. Для решения особо сложных задач предусмотрены сборные зенкеры, содержащие до 8 кромок. Они обеспечивают наиболее качественную обработку, подходят для совместного использования со сверлами и развертками.
Изделия имеют цельное и вставное исполнение. Первые взаимодействуют с отверстиями с диаметром от 12 мм, вторые – с отверстиями диаметром от 20 мм. Для решения особо сложных задач предусмотрены сборные зенкеры, содержащие до 8 кромок. Они обеспечивают наиболее качественную обработку, подходят для совместного использования со сверлами и развертками.
Бестселлер
Бестселлер
Бестселлер
Рис. 2 Зенкер с 8 кромками
Особенности зенкования
Посредством зенкования осуществляется механическое изменение геометрии углублений, а также нарезка внутренних фасок. Основной инструмент – зенковка, состоит из и хвостовика и рабочей части. Последняя представлена в трех исполнениях.
Цилиндрическое
Посредством цилиндрической зенковки формируются выемки соответствующей геометрии. Проемы востребованы при установке винтов, болтов и прочих резьбовых элементов.
Рис. 3 Цилиндрическая зенковка
3 Цилиндрическая зенковка
Коническое
Коническая зенковка осуществляет подготовку пирамидальных отверстий. Операция зенкования позволяет сформировать скос под углом 60 – 120 градусов. Инструмент эффективно зачищает острые кромки, снимает фаски, подготавливает посадочные проемы для крепежей с потаем.
Рис. 4 Коническая зенковка
Плоское
Изделия с плоским или торцевым профилем применяются для зачистки и обработки углублений, их также называют цековками. Подробное описание инструмента цековка представлено в соответствующем разделе нашего сайта.
Рис. 5 Плоская зенковка (цековка)
Применяемое оборудование
Для проведения работ по зенкованию и зенкерованию используются сверлильные станки различной конфигурации. Действия выполняются по стандартному алгоритму:
- зенкер (зенковка) устанавливается в патрон;
- обрабатываемая деталь фиксируется на рабочей площадке;
- металлорежущий инструмент перемещается в соответствии с заданной осью, срезая материал.

Продолжительность работ зависит от габаритов и сложности обрабатываемого проема, а также параметров материала, из которого выполнена заготовка.
Рис. 6 Процедура зенкования
Полезные советы
Упростить подбор и эксплуатацию металлорежущего инструмента помогут следующие рекомендации.
- Хвостовик зенкера и зенковки должен соответствовать патрону, в который он устанавливается.
- При определении скорости вращения инструмента необходимо учитывать рекомендации ГОСТов, использовать поправочные коэффициенты. Это предотвратит закусывание, способствует качественной обработке поверхности.
- Экспериментальные предприятия могут заказать изготовление зенкеров и зенковок по индивидуальному проекту. Срок подготовки инструмента – от 3 до 45 дней.
- Для комплексного проведения работ оптимальны наборы зенковок и зенкеров. Они обеспечат быстрое выполнение операций, предоставят в распоряжение инструмент требуемых типоразмеров.

При покупке продукции стоит отдавать предпочтение проверенным производителям, таким как SEKIRA, RUKO и другие. Такой подход облегчит подбор качественных изделий, обладающих длительным сроком службы и богатым функционалом.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
17 февраля 2021
Дюймовая резьба: основные отличия от метрической, параметры и маркировка
18 мая 2018
Как отличить спиральные сверла по дереву, металлу и бетону
9 сентября 2016
Зенкер по металлу: виды и конструкции
30 июня 2016
Фрезы по нержавеющей стали; в чем особенность и принцип работы?
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Отличие развертки от зенкера
Для обработки отверстий применяется несколько видов инструментов, в том числе зенкеры, зенковки, цековки. Практика их применения часто сопровождается путаницей в названиях. Например, в тендерной документации встречаются заказы на «конические зенкеры», при этом указывается ГОСТ 14953-80, описывающий конические зенковки. Эти инструменты схожи по конструкции, в применении также есть много общего, поэтому неудивительно, что даже в технической литературе много примеров «вольного» обращения с терминологией.
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком.
Официальный источник по терминам ГОСТ 25751-83 «Инструменты режущие. Термины и определения», к сожалению, не дает ответа на вопросы: чем отличается зенкер от зенковки, зенкерование от зенкования и цекования. С этой целью рассмотрим конструкцию и применение каждого из указанных инструментов.
Термины и определения», к сожалению, не дает ответа на вопросы: чем отличается зенкер от зенковки, зенкерование от зенкования и цекования. С этой целью рассмотрим конструкцию и применение каждого из указанных инструментов.
Зенкеры
Определение
В соответствии с ГОСТ 25751-83 «Инструменты режущие, термины и определения» зенкер определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Сразу отметим, что данный вид инструмента не предназначен непосредственно для сверления отверстий. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их два класса – зенкеры с хвостовиками и насадные зенкеры.
Зенкеры с цилиндрическими и коническими хвостовиками
Конструкция таких зенкеров во многом схожа с конструкцией спирального сверла
Зенкер цельный с коническим хвостовиком: а) для сквозных отверстий, в) для глухих отверстий, с) с твердосплавными пластинами
Инструмент так же состоит из рабочей части, соединительной части (шейки) и хвостовой части (хвостовика).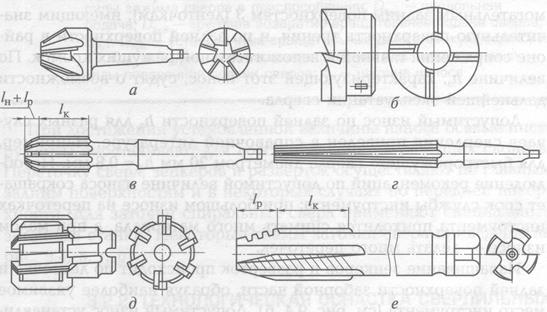 Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали), или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=60°, у всех типов зенкеров для глухих отверстий φ=90°.
Насадные зенкеры
Зенкеры насадные не имеют хвостовой части. Вместо хвостовика для крепления на оборудовании в них предусмотрен внутренний конус для оправки. Также конструкция этого типа отличается большим количеством лезвий. В цельных насадных зенкерах по ГОСТ 12489-77 предусмотрено четыре зуба и соответственно четыре спиральных канавки. Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
Зенкер насадной: а) цельный, в) с твердосплавными пластинами
Применение зенкеров
Зенкер применяется в технологических операциях зенкерования, направленных на повышение качества отверстий – улучшение чистоты поверхности, получение более точной цилиндрической формы. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Подчеркнем, что во всех перечисленных ГОСТах описываются зенкеры с рабочей частью исключительно цилиндрической формы. В описаниях конструкций стандартных зенкеров нет формулировок «конический зенкер» и отсутствуют чертежи зенкеров с конической рабочей частью. Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Торцовые зенкеры
Торцовые зенкеры, предназначенные для обработки бобышек, изготовляются из инструментальных сталей и с пластинками твердого сплава. На Рис.1. показан насадной торцовый зенкер из инструментальной стали, на Рис.2. — торцовый зенкер из инструментальной стали с хвостом под быстросменный патрон и на Рис.3. — торцовый зенкер с пластинками твердого сплава. Размеры торцового зенкера с пластинками твердого сплава приведены на Рис.4.
Рис.1. Зенкер торцовый насадной.
Рис.2. Зенкер торцовый с хвостом под быстросменный патрон.
Рис.3. Зенкер торцовый насадной, оснащенный пластинками твердого сплава.
Рис.4. Размеры насадных торцовых зенкеров с пластинками твердого сплава.
Похожие статьи:
Архив новостей:
- Конические зенкеры (зенковки) применяются для образования конической фаски в отверстии.
 Они изготовляются с углом конуса 2φ = 60,75,90 и 120°, диаметром 12-60мм и с числом зубьев 6-12. Для облегчения условий резания рекомендуется срезать часть зуба у вершины конуса через один зуб на длине l1 = 1,5/5…
Они изготовляются с углом конуса 2φ = 60,75,90 и 120°, диаметром 12-60мм и с числом зубьев 6-12. Для облегчения условий резания рекомендуется срезать часть зуба у вершины конуса через один зуб на длине l1 = 1,5/5…«>Конические зенкеры-зенковки.
- Зенкеры для цилиндрических углублений служат для образования углублений (выемок) под головки или шейки болтов и винтов. Для обеспечения соосности цилиндрического углубления с ранее обработанным отверстием зенкеры снабжают направляющей цапфой, которая может быть изготовлена за одно целое с зенкером (…
«>Зенкеры для цилиндрических углублений
- Зенкеры со вставными ножами с пластинками из твердого сплава изготовляются с коническим хвостовиком (Рис.1) и насадные (Рис.2). Первые обычно изготовляются диаметром от 40 до 10мм, а вторые — диаметром от 60 до 200мм и более. Размеры зенкеров со вставными ножами приведены на Рис. 3 и 4. Корпусы зенк…
«>Зенкеры со вставными ножами с пластинками из твердого сплава.
- Зенкеры насадные со вставными ножами Рис. 1. изготовляются с ножами из быстрорежущей стали по ГОСТу 2255-51. Технические условия — по ГОСТу 1677-53. Основные размеры этих зенкеров приведены на Рис.2. Рис.1. Закрепление ножей в корпусе. Рис.2. Размеры зенкеров насадных со вставными ножами. С…
«>Зенкеры насадные со вставными ножами
- Зенкеры насадные цельные и с напаянными пластинками твердого сплава предусмотрены ОСТом НКТП 3677 и ГОСТом 3231-55, а технические условия — ГОСТами 1677-53 и 5736-51. Они предназначаются для обработки отверстий значительных диаметров как сквозных, так и глубоких, в зависимости от чего режущая часть…
«>Зенкеры насадные цельные и с напаянными пластинками твердого сплава
Следующая страница >>
Daoist Yoga
Зенковки
В ГОСТ 25751-83 «Инструменты режущие. Термины и определения» зенковки определяются как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Как видим, определение ничем не отличается от определения зенкера, что указывает на его неполноту. Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием
Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием
Технологическая операция зенкования
Зенкование наряду со сверлением, зенкерованием, разверткой входит в список технологических операций по обработке отверстий. Каждая из перечисленных операций имеет свой смысл и определенное назначение. Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка. Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Указанные операции и соответствующие инструменты применяются для обработки как сквозных, так и глухих отверстий. Причем, в случае глухих отверстий сверла и зенкеры не предназначены для обработки торца углубления. Кроме того, сверла и зенкеры не предназначены для изменения цилиндрической формы отверстия в коническую.
Вместе с тем в промышленности существует обширный класс задач, где необходимо качественно снять фаску с входного участка отверстия, получить точное цилиндрическое углубление под болты, шайбы, пружины, прокладки и пр. с одновременной подрезкой торца. Также требуется получение стандартных конических углублений для центровых отверстий, для формирования опорных поверхностей под детали крепежа, обработки конических поверхностей седел клапанов и т.д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
Конструкция зенковки
Зенковки относятся к осевым, многолезвийным режущим инструментам. В технической литературе описывается два зенковок: конические и цилиндрические (цековки). Стандарты четко разделены. Есть стандарт для конических зенковок – ГОСТ 14953-80, и есть стандарт для цилиндрических — ГОСТ 25751-73. Причем стандарте для обозначения цилиндрических зенковок используется только одно название – цековки.
Конические зенковки (фаскосъемники)
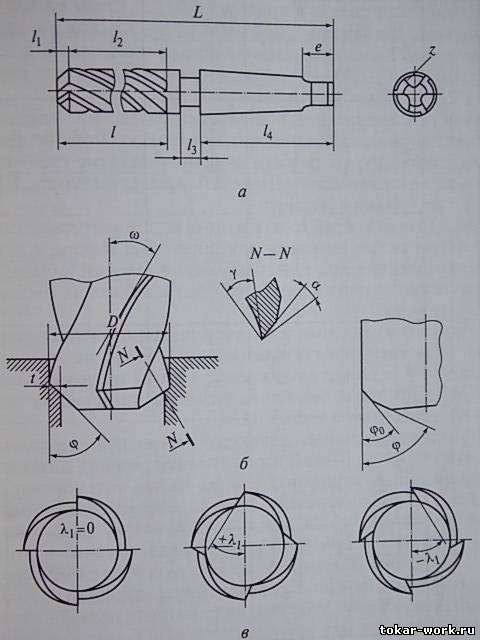
Название инструмента обусловлено формой рабочей части. Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рисунке показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рисунке показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Конические зенковки: а) центровочная 2-го типа, б) для конических опорных поверхностей.
Типы зенковок
Центровочными зенковками обрабатываются предварительно засверленные отверстия диаметром до 8 мм включительно. Конические опорные поверхности создаются на базе отверстий диаметром 1,6 – 25,0 мм. Передний угол стандартных зенковок для обработки конических опорных поверхностей всегда равен нулю, т.е. зубья расположены радиально.
Цилиндрические зенковки
Более правильное название данного вида – цековка. Цилиндрическая зенковка – это «осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки» (по ГОСТ 25751-73). Инструмент применяется для обработки цилиндрических углублений под шестигранные головки болтов и винтов, шестигранные гайки с шайбами и без шайб, под цилиндрические и полукруглые головки винтов со шлицем и под цилиндрические головки винтов с углублением под ключ «шестигранник».
Цилиндрическая зенковка – это «осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки» (по ГОСТ 25751-73). Инструмент применяется для обработки цилиндрических углублений под шестигранные головки болтов и винтов, шестигранные гайки с шайбами и без шайб, под цилиндрические и полукруглые головки винтов со шлицем и под цилиндрические головки винтов с углублением под ключ «шестигранник».
В конструкции цековок всех типов предусмотрена направляющая цапфа. Элемент необходим для устранения радиальных биений в момент зарезки, приводящих к искажению формы отверстия и выкрашиванию режущих кромок. Направляющая цапфа может быть постоянной и сменной. Более предпочтителен инструмент со сменной цапфой, позволяющий замену элемента по мере износа.
Цековки (цилиндрическая зенковка): а) со сменной цапфой, б) с постоянной цапфой
Особенностью конструкции является обратная конусность – диаметр D равномерно уменьшается по направлению к хвостовику. У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм.
У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм.
Стандартные цековки по ГОСТ 26258-87 имеют четыре зуба на главной режущей поверхности (торце) и выпускаются четырех типов в зависимости от вида цапфы и способа установки в оборудование.
Все типы цилиндрических зенковок, представленные в табл.2, выпускаются в двух исполнениях: исполнение 1 – цельные и исполнение 2 – с впаянными твердосплавными пластинами.
Виды зенкеров и зенковок
Изготовление металлорежущих инструментов регламентируется ГОСТ и ТУ. Зенкеры – многолезвийные устройства, используемые для обработки отверстия после сверления. На станках с ЧПУ применяются следующие их виды:
- Цилиндрические зенкеры ГОСТ 12489-71 диаметром 10–20 мм с покрытием из износоустойчивых материалов.
- Цельные конические ТУ 2-035-923-83 диаметром 10–40 мм.
 Изготавливаются из быстрорежущих легированных инструментальных сталей с износоустойчивым покрытием. Хорошо подходят для обработки стальных и чугунных заготовок.
Изготавливаются из быстрорежущих легированных инструментальных сталей с износоустойчивым покрытием. Хорошо подходят для обработки стальных и чугунных заготовок. - Цельные насадные зенкеры ГОСТ 12489-71 диаметром 32–80 мм.
- Зенкер конический ГОСТ 3231-71, тип 1 или насадной ГОСТ 3231-71, тип 2. Отличаются наличием пластин из твердосплавных сталей.
Зенковки также являются многолезвийным инструментом, но отличаются от зенкеров сферой своего применения. Их применяют для получения углублений, снятия фасок и т. п. Эти устройства также делятся на несколько видов:
- Зенковка коническая ГОСТ 14953-80Е. Имеет угол 60°, 90° и 120°. Применяется для обработки поверхностей под метизы, крепежные элементы, снятия фасок.
- Зенковка цилиндрическая ГОСТ 2И22-2-80. Может иметь цилиндрический или конический хвостовик, износоустойчивое покрытие поверхности. Основная область применения – обработка опорных поверхностей.
назначение и особенности.
 Зенковка отверстий. Отличие зенковки от зенкера.
Зенковка отверстий. Отличие зенковки от зенкера.
Сверло-зенкер(ступенчатое сверло) DIN8374 HSS 90°
Сверло-зенкер, Тип n HSS 900 с укороченной частью малого диаметра для сквозных отверстий Сверление и зенковка в одном процессе Указание: скорость сверления устанавливать по большому диаметру, а подачу по маленькому диаметру
| Сверло-зенкер по металлу DIN 8374 HSS 90° Ruko(Германия) | Артикул | Цена с НДС * |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M3 3,2/6х9мм S=6мм 102601 | 102601 | 3722 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M4 4,3/8х11мм S=8мм 102602 | 102602 | 4320 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M5 5,3/10х13мм S=10мм 102603 | 102603 | 5389 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M6 6,4/11,5х15мм S=11,5мм 102604 | 102604 | 6066 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M8 8,4/15х19мм S=15мм 102605 | 102605 | 10002 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M10 10,5/19х23мм S=19мм 102606 | 102606 | 12689 |
*Цены действительны на 12 Ноября 2021, оптовая стоимость, условия для торг. организаций по запросу
организаций по запросу
Основные определения
Зенковка-особый режущий инструмент, позволяющий изготавливать отверстия канонического или цилиндрического вида. С его помощью обрабатывают уже готовые отверстия с целью снятия фаски центрового отверстия.
Зенкер-инструмент состоящий из определенного количества лезвий, предназначенный для резки. Предназначена для улучшения качества отверстия и расширения уже готовых отверстий, создания отверстий цилиндрической или канонической формы. Обработка отверстий при помощи зенкера называется-зенкерование. Зенкерование относят к получистовой обработке металла.
Можно встретить неверное понятия, когда говорят что зенкер и зенковка одно и тоже. При помощи зенкера повышают технические качества отверстия. И он не предназначен для изготовления углублений.
Зенкование отверстий-снятие стружки или неровностей с просверленного отверстия. Зенкование отверстий называют процесс углубления отверстия канонической формы с целью спрятать шляпку болта или самореза. Встретить можно и определение-спрятать саморез в патай.
Зенкование отверстий называют процесс углубления отверстия канонической формы с целью спрятать шляпку болта или самореза. Встретить можно и определение-спрятать саморез в патай.
Зенкерование отверстия
Раззенковка отверстий-обработка просверленных отверстий под головки или шляпки болтов, саморезов, метизов.
Зенковки
В ГОСТ 25751-83 «Инструменты режущие. Термины и определения» зенковки определяются как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Как видим, определение ничем не отличается от определения зенкера, что указывает на его неполноту. Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием.
Технологическая операция зенкования
Зенкование наряду со сверлением, зенкерованием, разверткой входит в список технологических операций по обработке отверстий. Каждая из перечисленных операций имеет свой смысл и определенное назначение. Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка. Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Каждая из перечисленных операций имеет свой смысл и определенное назначение. Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка. Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Указанные операции и соответствующие инструменты применяются для обработки как сквозных, так и глухих отверстий. Причем, в случае глухих отверстий сверла и зенкеры не предназначены для обработки торца углубления. Кроме того, сверла и зенкеры не предназначены для изменения цилиндрической формы отверстия в коническую.
Вместе с тем в промышленности существует обширный класс задач, где необходимо качественно снять фаску с входного участка отверстия, получить точное цилиндрическое углубление под болты, шайбы, пружины, прокладки и пр. с одновременной подрезкой торца. Также требуется получение стандартных конических углублений для центровых отверстий, для формирования опорных поверхностей под детали крепежа, обработки конических поверхностей седел клапанов и т. д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
Конструкция зенковки
Зенковки относятся к осевым, многолезвийным режущим инструментам. В технической литературе описывается два зенковок: конические и цилиндрические (цековки). Стандарты четко разделены. Есть стандарт для конических зенковок – ГОСТ 14953-80, и есть стандарт для цилиндрических — ГОСТ 25751-73. Причем стандарте для обозначения цилиндрических зенковок используется только одно название – цековки.
Конические зенковки
Название инструмента обусловлено формой рабочей части. Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рис.3 показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Классификация в соответствии с назначением приведена в таблице 1, на рис.3 показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Рис.3. Конические зенковки: а) центровочная 2-го типа, б) для конических опорных поверхностей.
Таблица 1. Типы зенковок
Центровочными зенковками обрабатываются предварительно засверленные1 отверстия диаметром до 8 мм включительно. Конические опорные поверхности создаются на базе отверстий диаметром 1,6 – 25,0 мм. Передний угол стандартных зенковок для обработки конических опорных поверхностей всегда равен нулю, т.е. зубья расположены радиально.
Цилиндрические зенковки
Более правильное название данного вида – цековка. Цилиндрическая зенковка – это «осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки» (по ГОСТ 25751-73). Инструмент применяется для обработки цилиндрических углублений под шестигранные головки болтов и винтов, шестигранные гайки с шайбами и без шайб, под цилиндрические и полукруглые головки винтов со шлицем и под цилиндрические головки винтов с углублением под ключ «шестигранник».
В конструкции цековок всех типов предусмотрена направляющая цапфа (рис. 4). Элемент необходим для устранения радиальных биений в момент зарезки, приводящих к искажению формы отверстия и выкрашиванию режущих кромок. Направляющая цапфа может быть постоянной и сменной. Более предпочтителен инструмент со сменной цапфой, позволяющий замену элемента по мере износа.
Рис.4. Цековки (цилиндрическая зенковка): а) со сменной цапфой, б) с постоянной цапфой
Особенностью конструкции является обратная конусность – диаметр D равномерно уменьшается по направлению к хвостовику. У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм. Стандартные цековки по ГОСТ 26258-87 имеют четыре зуба на главной режущей поверхности (торце) и выпускаются четырех типов в зависимости от вида цапфы и способа установки в оборудование.
Таблица 2. Типы
Типы
Все типы цилиндрических зенковок, представленные в табл.2, выпускаются в двух исполнениях: исполнение 1 – цельные и исполнение 2 – с впаянными твердосплавными пластинами.
Разновидности зенковок
Для обработки отверстий или создания углублений канонической формы применяются зенкеры и зенковки. В разных условиях для обрабатываемых отверстий могут быть разные параметры. Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют:
- Конические. В данной зенковке ножи расположены под углом от 30 до 120 градусов и центра к краям.
- Цилиндрические. Имеют режущую кромку по окружности цилиндра, за счёт чего получаются ровные цилиндрические отверстия
- Торцевые зенковки.
При помощи зенковки возможно выполнять следующие действия над отверстием:
- Обработка отверстия с созданием конуса
- Получения конического углубления для саморезов или другого крепежного элемента.

- Удаление фаски и стружки из отверстий.
Зенковки изготавливаются из легированной или углеродистой стали інструментального назначения.
Устройство и характеристики
Рассматриваемый инструмент состоит из трех основных элементов:
- сверла;
- зенковки;
- хвостовой части.
Профессиональные модели оснащают регулируемым ограничителем глубины сверления.
Тип используемого материала зависит от предназначения приспособлений. Например, для изготовления сверла зенковки по металлу применяют специальную быстрорежущую сталь.
По конструкции зенковки делят на два типа:
- Цилиндрическая. Обычно имеет износоустойчивое покрытие. Количество режущих элементов – от 4 до 10, исходя из диаметра приспособления. Конструкция напоминает обычное сверло.
- Коническая. Угол наклона конуса зависит от назначения модели. Параметр варьируется в диапазоне от 60 до 120º. Количество режущих кромок – от 6 до 12.
 Показатель прямо связан с длиной инструмента.
Показатель прямо связан с длиной инструмента.
Независимо от типа обработки при изготовлении зенковок в качестве основного материала используют специальные сорта стали:
- инструментальные;
- быстрорежущие;
- твердосплавные;
- легированные;
- углеродистые.
Для рассверливания металлических изделий обычно используют твердосплавные сорта стали. Они отличаются высокой устойчивостью к продолжительным нагрузкам. Для обработки менее прочных поверхностей, таких как дерево или цветной металл, применяют быстрорежущие зенковки.
При работе со сложными материалами при высоких нагрузках необходимо позаботиться о дополнительном охлаждении инструмента с помощью специальных эмульсионных составов.
Конструктивне особенности
Если рассматривать зенковку, то можно выделить некоторые её части
- Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам.

- Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму.
- Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается.
Cтроение зенковки
Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла.
Правила работ с зенковкой
При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
- Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.

- При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло.
- При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева.
- Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям.
Зенкер
Зенкер
Обработка металла зенкерованием похожа сверление-это вращение зенкера во круг своей оси. При зенкеровании отверстие улучшается в точности до 9-11 квалитета точности. Так же при помощи зенкера улучшается и шероховатость отверстия до Rz 2,5 мкм.
Основные назначения зенкера:
- Калибровка уже готовых отверстий для крепежа(болты, шпильки)
- Улучшение качества отверстия перед нарезкой резьбы или использованием развертки.

Зенкерование не делают при помощи обычной дрели или любым другим ручным способом. Ведь цель этой операции направлена на улучшения качества отверстия, что сделать при помощи дрели почти не возможно. Поэтому зенкерование выполняется станочным способом при помощи сверлильного, токарного, фрезерного станков.
Если разделять зенкеры на группы, то в металлообработке выделяют две группы по точности:
- Зенкер с номером 1-В основном применяется для получистой обработки в качестве подготовительных работ перед развертыванием или нарезанием резьбы.
- Зенкер с номером 2-Применятся для конечных работа. Имеет относительно высокий класс точности h21
По конструкции используются два вида зенкеров-цельные и насадные(разбирающиеся). Если говорить о цельных, их применяют чаще, и они имеют концевик в виде конуса. Имеет канавку для отвода стружки и охлаждения и режущие зубья. Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.
Так же есть зенкеры, которые применяются намного реже, в особых случаях. А именно это зенкеры с наваренными пластинами из наиболее твердого металла, наваренные или сборные зенкеры.
Материал из которого изготовлен наконечник зенкера
В цельных зенкерах для изготовления режущих зубьев применяется сталь марки P18 или P19. Если зенкер изготовлен для обработки твердосплавных металлов, то его зубья изготовлены из сплавов металлокерамики ВК4, ВК6 или ВК8. Если предстоит обрабатываться стальные изделия- Т15К6
Зенковки – узнайте как с их помощью обработать отверстия в металле + видео.
Среди металлорежущих инструментов, используемых для выполнения отверстий, большое значение имеют зенкер и зенковка. Они позволяют привести в соответствие с требованиями такие характеристики выполненного отверстия, как шероховатость, соосность, конусность.
Виды зенкеров и зенковок
Изготовление металлорежущих инструментов регламентируется ГОСТ и ТУ. Зенкеры – многолезвийные устройства, используемые для обработки отверстия после сверления. На станках с ЧПУ применяются следующие их виды:
На станках с ЧПУ применяются следующие их виды:
- Цилиндрические зенкеры ГОСТ 12489-71 диаметром 10–20 мм с покрытием из износоустойчивых материалов.
- Цельные конические ТУ 2-035-923-83 диаметром 10–40 мм. Изготавливаются из быстрорежущих легированных инструментальных сталей с износоустойчивым покрытием. Хорошо подходят для обработки стальных и чугунных заготовок.
- Цельные насадные зенкеры ГОСТ 12489-71 диаметром 32–80 мм.
- Зенкер конический ГОСТ 3231-71, тип 1 или насадной ГОСТ 3231-71, тип 2. Отличаются наличием пластин из твердосплавных сталей.
Зенковки также являются многолезвийным инструментом, но отличаются от зенкеров сферой своего применения. Их применяют для получения углублений, снятия фасок и т. п. Эти устройства также делятся на несколько видов:
- Зенковка коническая ГОСТ 14953-80Е. Имеет угол 60°, 90° и 120°. Применяется для обработки поверхностей под метизы, крепежные элементы, снятия фасок.
- Зенковка цилиндрическая ГОСТ 2И22-2-80. Может иметь цилиндрический или конический хвостовик, износоустойчивое покрытие поверхности. Основная область применения – обработка опорных поверхностей.
Зенкер: описание и классификация
Как уже отмечалось выше, зенкеры являются разновидностью металлорежущего многолезвийного инструмента. Они позволяют добиться 4–5 класса точности при обработке отверстий. Также они широко применяются для получистовой обработки перед дальнейшей механической или ручной разверткой. По своей конструкции они делятся на несколько видов:
- хвостовые;
- насадные;
- цельные;
- сборные.
Внешне они напоминают обычное сверло, но имеют большее количество режущих кромок. Точность размера обрабатываемого отверстия достигается за счет калибрующей части. Закрепление инструмента в патроне станка осуществляется с помощью хвостовика. Изготавливаются, как правило, из быстрорежущих легированных инструментальных или высоколегированных твердосплавных сортов стали. Устройства из инструментальных сплавов имеют режущий угол 45°–60°, твердосплавные – 60°–75°.
Изготавливаются, как правило, из быстрорежущих легированных инструментальных или высоколегированных твердосплавных сортов стали. Устройства из инструментальных сплавов имеют режущий угол 45°–60°, твердосплавные – 60°–75°.
Для обработки отверстий диаметром до 100 мм применяются насадные инструменты с четырьмя режущими лезвиями. Их отличительной особенностью является крепление посредством оправки. Добиться облегчения правильного направления режущего устройства позволило наличие фаски на зубьях.
Зенкер конический: конструкция и обработка материалов
Зенкер конический предназначен для обработки конусообразных отверстий незначительной глубины. Основной конструктивной особенностью является наличие прямых зубьев и плоской передней поверхности. Число режущих элементов у инструментов разного диаметра может колебаться в диапазоне от 6 до 12.
Зенкерование является механической операцией, выполняемой посредством токарного станка, на котором закрепляется зенкер. Обрабатываемая заготовка крепится в патроне станка, выверяется правильность ее положения в отношении отверстия. Ось задней бабки и ось шпинделя станка должны полностью совпадать. Это позволяет минимизировать вылет пиноли. В обрабатываемое отверстие наконечник инструмента подается вручную.
Для получения после зенкерования отверстия необходимого диаметра при сверлении делается припуск 1–3 мм. Конкретные параметры припуска определяются в зависимости от диаметра отверстия в обрабатываемой детали. Сложнее всего выполнять зенкерование литых и кованых деталей. Для облегчения направления движения инструмента и его правильной калибровки необходимо предварительно расточить отверстие на 5–10 мм.
Зенкерование может осуществляться также в режиме резания. В этом случае подача инструмента должна быть примерно в 1,5–2 раза выше, чем при рассверливании, скорость движения сохраняется прежней. Глубина резания зенкером составляет около половины припуска на диаметр. Зенковка отверстий инструментом из быстрорежущих сталей проводится с использованием охлаждающих эмульсий. Твердосплавные устройства дополнительного охлаждения не требуют.
Глубина резания зенкером составляет около половины припуска на диаметр. Зенковка отверстий инструментом из быстрорежущих сталей проводится с использованием охлаждающих эмульсий. Твердосплавные устройства дополнительного охлаждения не требуют.
Несмотря на высокую точность, которую обеспечивает зенкер при обработке отверстий, полностью избежать брака не получается. Наиболее распространенными дефектами обработки можно считать следующие:
- Завышенный диаметр отверстия. Самой частой причиной появления этого дефекта является использование инструмента с неправильной заточкой.
- Заниженный диаметр отверстия. Может получиться, если инструмент был выбран неправильно или использовался сильно изношенный зенкер.
- Грубая чистота. Этот дефект может иметь в своей основе несколько причин. Чаще всего снижение чистоты вызвано плохой заточкой инструмента. Еще одной распространенной причиной можно считать высокую вязкость материала заготовки, в результате чего он налипает на ленточки инструмента.
 Дефект может быть вызван и ошибкой токаря, неправильно выбравшего подачу и скорость резания.
Дефект может быть вызван и ошибкой токаря, неправильно выбравшего подачу и скорость резания. - Не полностью обработанное отверстие. Чаще всего неполная обработка и видимая чернота в отверстии связаны с неправильной фиксацией заготовки или недостаточным припуском под зенкерование, оставленным после сверления.
Виды и назначение зенковок
Сверло-зенковка применяется для зенкования. Несмотря на то, что эта операция так же, как и зенкерование, имеет своей целью обработку отверстий в заготовках из различных материалов, конечная цель их будет различной. Эта операция требуется в тех случаях, когда есть необходимость в создании цилиндрических или конических углублений, позволяющих скрыть головки крепежных элементов.
Обработка заготовок зенковкой относится к получистовой, и выполняется перед развертыванием. Зенкерование проводится на токарных, фрезерных, расточных, сверлильных станках на малых оборотах.
По конструкции зенковки делятся на два вида:
- Конические.
- Цилиндрические.
Отдельную группу составляют твердосплавные зенковки (шарошки), основное предназначение которых – шлифовально-обдирочные работы. Для обработки отверстий и снятия фасок в труднодоступных местах применяется еще один вид инструментов – обратная зенковка. Для обеспечения реализации любых целей по обработке металлов и древесины целесообразнее приобретать набор зенковок, а не отдельные инструменты.
В конструкцию конических зенковок входят хвостовик и рабочая часть с углом конуса на вершине 60°, 75°, 90°, 120°. Количество режущих зубьев рабочей части отличается в зависимости от диаметра приспособления (12–60 мм), и может быть от 6 до 12. Для обеспечения соосности обрабатываемого отверстия применяется цапфа.
Зенковка цилиндрическая может иметь износоустойчивое покрытие. Применяется это устройство для подрезания фаски под метизы. По своей конструкции оно похоже на сверло, но имеет большее количество режущих элементов – от четырех до десяти, в зависимости от диаметра инструмента. На торце рабочей части есть направляющая цапфа, с помощью которой фиксируется положение инструмента во время работы. Цапфа может быть съемной или цельной. Чаще применяются устройства со съемными цапфами, так как они более практичны. На зенковку также может быть установлена режущая насадка.
На торце рабочей части есть направляющая цапфа, с помощью которой фиксируется положение инструмента во время работы. Цапфа может быть съемной или цельной. Чаще применяются устройства со съемными цапфами, так как они более практичны. На зенковку также может быть установлена режущая насадка.
Для обработки нескольких отверстий на одинаковую глубину зенковки используют с державками, имеющими вращающийся и неподвижный ограничители. При обработке заготовки режущий инструмент крепится в державке и выступает из ее упора на расстояние, равное глубине отверстий.
Зенковки изготавливаются из легированных инструментальных, быстрорежущих, углеродистых, твердосплавных сталей. Твердосплавные инструменты способны выдерживать большую нагрузку в течение продолжительного времени. Они, как правило, применяются для обработки заготовок из металла. Зенковка по дереву и цветным металлам изготавливается из быстрорежущих сталей, так как инструмент во время работы подвергается значительно меньшей нагрузке. При высоких нагрузках, например при обработке чугунных заготовок, требуется охлаждение инструмента с помощью специальных эмульсий.
При высоких нагрузках, например при обработке чугунных заготовок, требуется охлаждение инструмента с помощью специальных эмульсий.
- Автор: Михаил Малофеев
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Зенкер чем отличается от сверла
Главная » Шуруповерт » Зенкер чем отличается от сверла
Зенкеры, зенковки, цековки, развертки. Слесарное дело |
Зенкеры (рис. 3.34, а) предназначены для обработки отверстий в заготовках, полученных отливкой, штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости.
По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое). Зенкеры изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава марок ВК6, ВК8, BKbM, ВК8В, Т5К10, Т15К6. Пластины из твердого сплава закрепляются в зенкере при помощи пайки или клинового крепление, что позволяет многократно использовать корпус зенкера. Рабочая часть зенкеров, изготовленных из быстрорежущей стали, имеет обратную конусность (по направлению к хвостовику) порядка 0,05… 0,1 на 100 мм длины рабочей части и соединяется с хвостовиком так же, как и у сверл, шейкой. Цельные зенкеры закрепляются непосредственно в коническом отверстии шпинделя станка, а насадные устанавливаются на специальную оправку, также имеющую конический хвостовик для установки в шпинделе станка.
Зенкеры изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава марок ВК6, ВК8, BKbM, ВК8В, Т5К10, Т15К6. Пластины из твердого сплава закрепляются в зенкере при помощи пайки или клинового крепление, что позволяет многократно использовать корпус зенкера. Рабочая часть зенкеров, изготовленных из быстрорежущей стали, имеет обратную конусность (по направлению к хвостовику) порядка 0,05… 0,1 на 100 мм длины рабочей части и соединяется с хвостовиком так же, как и у сверл, шейкой. Цельные зенкеры закрепляются непосредственно в коническом отверстии шпинделя станка, а насадные устанавливаются на специальную оправку, также имеющую конический хвостовик для установки в шпинделе станка.
В качестве режущей части насадных зенкеров используются многогранные твердосплавные пластины. Крепление таких пластин в корпусе насадного зенкера осуществляют механическим путем (рис. 3.35). Режущие пластины 1 закрепляются в корпусе 2 при помощи тяги 3, что позволяет производить замену пластин непосредственно на станке. Для этого достаточно сместить тягу 3, повернуть пластину следующей гранью или заменить ее на новую, снова закрепить тягу и продолжать работу. Возможность оснащения таких зенкеров пластинами из различных инструментальных материалов позволяет существенно расширить технологические возможности и производительность при зенкеровании.
Для этого достаточно сместить тягу 3, повернуть пластину следующей гранью или заменить ее на новую, снова закрепить тягу и продолжать работу. Возможность оснащения таких зенкеров пластинами из различных инструментальных материалов позволяет существенно расширить технологические возможности и производительность при зенкеровании.
Геометрические параметры режущей части зенкеров (см. рис. 3.34, б) выбираются в зависимости от условий обработки: главный угол в плане ф = 30… 60 передний угол у = 3… 30 ° для зенкеров из быстрорежущей стали,для зенкеров, оснащенных пластинами твердого сплава, этот угол составляет от 5 до -5°; задний угол а на главных режущих кромках составляет 8… 15 Выбор конструкции зенкера и материала рабочей части в значительной степени зависит от обрабатываемого материала и параметров обрабатываемого отверстия:
• зенкеры из быстрорежущей стали, имеющие три-четыре зуба и диаметр от 10 до 40 мм, применяются для обработки отверстий в заготовках из конструкционной стали;
• зенкеры, оснащенные пластинами из твердого сплава, имеющие три-четыре зуба и номинальный диаметр от 14 до 50 мм, используются при обработке отверстий в заготовках из труднообрабатываемых и закаленных сталей;
• зенкеры с насадными головками из быстрорежущей стали номинальным диаметром от 32 до 80 мм предназначены для обработки отверстий в заготовках из конструкционной стали;
• перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных металлов;
• для обработки глухих отверстий диаметром от 15 до 25 мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания (рис. 3.36).
3.36).
Изнашивание зенкеров (рис. 3.37) происходит по задним поверхностям, где образуются площадки с задним углом, равным нулю, и шириной h5; по передним поверхностям с образованием лунки; по ленточке с образованием поперечных проточин на длине Лл; по уголкам с образованием конических или цилиндрических участков hy. В качестве критерия износа зенкеров при обработке заготовок из стали принят износ зенкера по уголкам, равный 1,2… 1,5 мм, а при обработке заготовок из чугуна — 0,8… 1,5 мм. Затачивание и перетачивание изношенных зенкеров осуществляется, как правило, на специальном оборудовании в заточных цехах.
Зенковки и цековки
Зенковки и цековки (рис. 3.38) для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки. Цапфа вводится в предварительно просверленное отверстие, при этом оси отверстия и образованного зенковкой углубления совпадают. Зенковки для обработки отверстий под цилиндрические головки винтов изготавливаются с цилиндрическим и коническим хвостовиком. Зенковки с ципиндрическим хвостовиком (рис. 3.38, и) выпускаются диаметром 15; 18; 20; 22 и 24 мм: а зенковки с коническим хвостовиком (рис. 3.38, б) — диаметром 15; 18; 20; 22; 24; 26; 30; 32; 33; 34; 36 и 40 мм.
Зенковки для обработки отверстий под цилиндрические головки винтов изготавливаются с цилиндрическим и коническим хвостовиком. Зенковки с ципиндрическим хвостовиком (рис. 3.38, и) выпускаются диаметром 15; 18; 20; 22 и 24 мм: а зенковки с коническим хвостовиком (рис. 3.38, б) — диаметром 15; 18; 20; 22; 24; 26; 30; 32; 33; 34; 36 и 40 мм.
Зенковки для обработки конических углублений с углами 60, 90 и 120° (рис. 3.38, в, г) такие», изготавливают и с цилиндрическим, и с коническим хвостовиком. Зенковки с цилиндрическим хвостовиком изготавливают диаметром 8; 10; 12; 16; 20; 25 мм, а с коническим хвостовиком — диаметром 16; 20; 25; 31,5; 40; 50; 63 и 80 мм.
Для подрезания торцев приливов и бобышек в литых корпусных деталях применяются одно- и двухсторонние пековки (рис. 3.38, д, е) из быстрорежущей стали или оснащенные пластинами твердого сплава. Они крепятся на специальных оправках с помощью байонетного замка. Выпускаются цековки диаметром 25; 32; 40; 50; ЬЗ; 80 и 10С мм.
Развертки
Развертки (рис. 3.39) изготовляются цельными и насадными с коническим и цилиндрическим хвостовиком, оснащаются вставными ножами, впаянными пластинами из твердого сплава либо изготовляются из быстрорежущей стали. Развертки в отличие от сверла и зенкера имеют большее количество режущих кромок, что позволяет при обработке снимать слой материала небольшой толщины, составляющий десятые и даже сотые доли миллиметра. Припуски на развертывание выбираются по таблицам в зависимости от диаметра обрабатываемого отверстия Различают развертки для ручного и машинного развертывания, цилиндрические и конические. Развертки для ручного развертывания на конце цилиндрического хвостовика имеют квадратную часть, на которую устанавливают вороток для вращения развертки в обрабатываемом отверстии.
3.39) изготовляются цельными и насадными с коническим и цилиндрическим хвостовиком, оснащаются вставными ножами, впаянными пластинами из твердого сплава либо изготовляются из быстрорежущей стали. Развертки в отличие от сверла и зенкера имеют большее количество режущих кромок, что позволяет при обработке снимать слой материала небольшой толщины, составляющий десятые и даже сотые доли миллиметра. Припуски на развертывание выбираются по таблицам в зависимости от диаметра обрабатываемого отверстия Различают развертки для ручного и машинного развертывания, цилиндрические и конические. Развертки для ручного развертывания на конце цилиндрического хвостовика имеют квадратную часть, на которую устанавливают вороток для вращения развертки в обрабатываемом отверстии.
Конструктивно развертка для ручного развертывания состоит из рабочей части, хвостовика и шейки. Рабочая часть конуса включает в себя режущую часть (заборный конус и направляющий конус, который обеспечивает центрирование развертки в отверстии) и калибрующую часть, обеспечивающую получение отверстия с заданной точностью и шероховатостью обработанной поверхности.
Режущая часть заборного конуса развертки имеет угол при вершине 2ф. Для обработки вязких металлов этот угол составляет 12… 15°, а для обработки хрупких и твердых материалов — от 3 до 5°.
Твердосплавные развертки имеют угол при вершине 30… 45 Направляющий конус рабочей части развертки расположен под углом 45 э к ее оси. Задний угол а на режущей части составляет от 6 до 15°, на калибрующей части этот угол обычно равен нулю, а передний угол у — 0… 15 . Для хрупких материалов передний угол равен нулю, а для твердосплавных разверток он составляет от 0 до -5°. Ручные развертки используют, как правило, при обработке отверстий диаметром от 3 до 50 мм в материала;, невысокой твердости (конструкционные стали, цветные металлы). Конические развертки (рис. 3.40) применяются для развертывания конических отверстий и, как правило, работают в комплекте из двух трех штук.
Машинные развертки бывают цилиндрическими и коническими, насадными и цельными. Цельные машинные развертки предназначены для обработки отверстий диаметром от 3 до 100 мм, а для развертывания отверстий диаметром от 25 до 300 мм используются насадные развертки. И цельные (рис. 3.41, а, б), и насадные (рис. 3.41, в, г) развертки изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава. Конструкция и материал машинной развертки выбирается в зависимости от характера выполняемых работ, материала обрабатываемой заготовки и требований, предъявляемых к качеству обработанной поверхности.
И цельные (рис. 3.41, а, б), и насадные (рис. 3.41, в, г) развертки изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава. Конструкция и материал машинной развертки выбирается в зависимости от характера выполняемых работ, материала обрабатываемой заготовки и требований, предъявляемых к качеству обработанной поверхности.
dlja-mashinostroitelja.info
Чем отличается зенкование от зенкерования – объясняем простым языком
После завершения сверления металлической детали возникает необходимость сделать сложные геометрические углубления внутри детали для последующей установки в них различных крепежных элементов – болтов, винтов, заклепок. Для этого, а также при необходимости качественно обработать поверхность и снять фаски внутри детали берем зенковку. Данный инструмент может быть различной формы. Ее можно подбирать, ориентируясь на конечный результат. На сегодняшний день различают конические, цилиндрические или торцевые (плоские) зенковки. Последние иногда носят названия цековки, а зенкование отверстий, как технологический процесс, может называться цекованием.
Работа зенковки
Зенковки цилиндрического типа необходимы для получения отверстий соответствующей формы в просверленных гнездах для последующей установки в них болтов и винтов различного типа. Зенковка имеет две части – рабочую поверхность и хвостовик, а также специальный направляющий пояс (цапфу), который необходим, чтобы обеспечивать контроль соосности инструмента в процессе работы над поверхностью металлической детали.
Конические зенковки имеют аналогичную составляющую, которая включает в себя хвостовик и рабочую часть с поясами, они обеспечивают соосность при работе.
Такие зенковки, как правило, используют при создании отверстий в виде конуса внутри детали, снятия фасок и для углублений под болты, различные плоские шайбы или упорные кольца. Наибольшее распространение получили зенковки с конусным углом в 90 или 120 градусов. Торцевые или плоские цековки применяются преимущественно для зачистки и обработки металлических углублений для установки крепежных элементов. Все зенковки различаются между собой диаметром, углом и режимами работы. Зенкование, как и зенкерование, осуществляется на сверлильных, агрегатных, фрезерных и токарно-фрезерных станках.
Все зенковки различаются между собой диаметром, углом и режимами работы. Зенкование, как и зенкерование, осуществляется на сверлильных, агрегатных, фрезерных и токарно-фрезерных станках.
Зенкерование – это процесс расширения и обработки просверленных металлических отверстий штампованного или литого типа, который позволяет придать им строгую геометрическую форму. Зенкерование отверстий является промежуточным процессом, который чаще всего нужен после сверления и до металлического развертывания. С помощью качественного оборудования и инструмента можно добиться получения геометрических отверстий четвертого, а иногда и пятого класса точности. Инструмент для зенкерования называется зенкером.
Зенкер по металлу
Зенкеры бывают нескольких типов и различаются по количеству зубьев (трех- или четырехперые), а по конструкции могут быть цельными, вставными или насадными. От обычного сверла зенкеры отличаются увеличенной перемычкой, которая соединяет режущие кромки, срезанным углом, а также наличием большего количества режущих зубьев-кромок. Они позволяют обеспечить устойчивость инструмента в процессе работы и максимально точную соосность зенкера и обрабатываемого отверстия.
Они позволяют обеспечить устойчивость инструмента в процессе работы и максимально точную соосность зенкера и обрабатываемого отверстия.
Зенкерование
Применение зенкеров определенного типа напрямую зависит от диаметра отверстия в обрабатываемой заготовке. Так, для отверстий, диаметр которых менее 12 мм, нужны цельные зенкеры, для отверстий свыше 20 мм – зенкеры вставного типа (со вставными ножами). При необходимости получить более точные и сложные поверхности используются комбинированные типы, в которых может быть до восьми режущих кромок, при этом зенкеры сборного типа могут дополнительно комбинироваться со сверлами, развертками и другими инструментами.
Развертывание отверстий – это сложный технологический процесс чистовой обработки металлических отверстий на фрезерном оборудовании, который выполняется после процессов сверления и зенкерования. С помощью развертывания удается добиться высокого класса точности. Оно производится на ручных и автоматизированных сверлильных или токарно-фрезерных станках с ЧПУ или с ручным управлением. Инструмент, который применяется при развертывании, называется развертка.
Инструмент, который применяется при развертывании, называется развертка.
По типу обработку развертки могут быть ручными или механическими (машинными), а по форме – конусообразными или цилиндрическими. Инструмент состоит из трех частей с калибрующей частью и режущими кромками, которые равномерно или неравномерно распределяются по окружности. Как правило, развертки используются комплектом по три штуки, это необходимо для выполнения поочередно черновой, получистовой и чистовой обработки. В таком случае удается добиться максимального эффекта при обработке поверхности.
При развертывании также широко применяется комбинированный тип инструмента, в который входит зенкер, зенковка, развертка, сверло и другие элементы. Комбинация инструментов позволяет существенно сократить время на получение отверстие нужной формы, класса точности и шероховатости. Сверление, как и зенкерование, и развертывание, можно называть схожими технологическими процессами в определенных режимах работы. Они выполняются на схожих видах ручного и механического оборудования.
Они выполняются на схожих видах ручного и механического оборудования.
tutmet.ru
Чем отличается зенкование от зенкерования
Зенкерование и зенкование представляют собой технологические операции, предназначенные для обработки отверстий. Несмотря на схожесть названий, данные операции отличаются по своему назначению и применяемому технологическому инструменту. Зенкерование и зенкование представляют собой различные операции по обработке отверстий. Зенкерование предназначено для улучшения качества поверхности отверстий, выполненных методами сверления, литья или обработки давлением. В отличие от зенкерования, зенкованием получают углубления в отверстиях под потайные крепежные элементы. Инструментом для операций зенкерования служат зенкеры, а для зенкования — конические и цилиндрические зенковки.
Назначение и особенности зенкерования
Назначением зенкерования является улучшение точности и шероховатости отверстий. Данная операция относится к этапу получистовой обработки и располагается в технологическом процессе между сверлением и развертыванием. Кроме улучшения качества поверхности, выполненной сверлением, зенкерование применяют также для обработки отверстий, полученных в результате литья и обработки давлением. Инструментом для операций зенкерования является зенкер, вид которого внешне напоминает сверло. Благодаря большему по сравнению со сверлом количеству режущих кромок, с помощью зенкера достигается повышенная чистота обрабатываемой поверхности. Наличие 3-4 режущих кромок обеспечивает плавное распределение усилий в зоне контакта инструмента и обрабатываемой детали. Также зенкер отличается от сверла оригинальной геометрией режущей части, что обусловлено необходимостью обработки уже существующих отверстий без съема материала в продольном направлении.
Кроме улучшения качества поверхности, выполненной сверлением, зенкерование применяют также для обработки отверстий, полученных в результате литья и обработки давлением. Инструментом для операций зенкерования является зенкер, вид которого внешне напоминает сверло. Благодаря большему по сравнению со сверлом количеству режущих кромок, с помощью зенкера достигается повышенная чистота обрабатываемой поверхности. Наличие 3-4 режущих кромок обеспечивает плавное распределение усилий в зоне контакта инструмента и обрабатываемой детали. Также зенкер отличается от сверла оригинальной геометрией режущей части, что обусловлено необходимостью обработки уже существующих отверстий без съема материала в продольном направлении.
Назначение и особенности зенкования
Зенкование предназначено для получения на торцах отверстий гнезд для потайного размещения головок крепежных элементов. Данные углубления, которые могут иметь цилиндрическую либо коническую форму, обрабатываются соответственно коническими или цилиндрическими зенковками.
Геометрия цилиндрической зенковки напоминает зенкер, а рабочая часть конической зенковки вместо спиральных режущих кромок имеет зубчатые. В конструкции цилиндрической зенковки должен быть предусмотрен направляющий поясок. Конические зенковки также применяются для зачистки острых кромок и снятия фасок.
Оборудование
Операции зенкерования и зенкования выполняются на том же технологическом оборудовании, что и сверление. Таким оборудованием может выступать сверлильный станок или универсальный обрабатывающий центр. Также существует возможность зенкования и зенкерования с использованием токарного станка. Выполнять данные операции с помощью ручного инструмента не рекомендуется в связи с невозможностью обеспечения необходимой точности его позиционирования.
Чем отличается зенкование от зенкерования
www.kakprosto.ru
Зенкерование и развертывание отверстий
Операции механической обработки заготовок на токарных станках редко становятся финальными в технологическом процессе. Создание отверстий – это основной этап в получении необходимой формы детали. Но за ним, как правило, следует этап доработки. Отчасти это мероприятия чистовой коррекции, но иногда применяются и методы базового изменения параметров выполненного реза. К таким операциям относят зенкование и развертывание отверстий, в результате чего оператор получает оптимальную по характеристикам заготовку. Во-первых, подготовленное углубление обретает необходимые размеры, а во-вторых, его кромки и поверхности очищаются от лишних заусенцев и стружки.
Создание отверстий – это основной этап в получении необходимой формы детали. Но за ним, как правило, следует этап доработки. Отчасти это мероприятия чистовой коррекции, но иногда применяются и методы базового изменения параметров выполненного реза. К таким операциям относят зенкование и развертывание отверстий, в результате чего оператор получает оптимальную по характеристикам заготовку. Во-первых, подготовленное углубление обретает необходимые размеры, а во-вторых, его кромки и поверхности очищаются от лишних заусенцев и стружки.
Какие задачи решает зенкерование?
К процедуре зенкерования допускаются отверстия разного происхождения. Это могут быть литые, штампованные или просверленные ниши, над которыми в дальнейшем будет работать мастер по зенкерованию. В чем же заключается суть данной операции? У нее могут быть две цели. Как минимум будет обеспечена зачистка поверхностей отверстия. Это особенно важно в тех случаях, если предварительно выполняется грубое сверление и развертывание отверстий, кромки которых нуждаются в доработке. В зависимости от качества формирования отверстия может применяться получистовое или чистовое зенкерование. В результате меняется и степень сглаживания рабочих поверхностей. Еще более ответственна задача калибровки. В этом случае мастер не ограничивается зачисткой и корректирует параметры отверстия, например глубину и толщину. Потребность в таких действиях возникает, если изначально полученное отверстие не подходит по размерам к целевой шпильке, винту или другой крепежной детали. После зенкерования как раз выполняется нарезка резьбы в соответствии с размерами метиза.
В зависимости от качества формирования отверстия может применяться получистовое или чистовое зенкерование. В результате меняется и степень сглаживания рабочих поверхностей. Еще более ответственна задача калибровки. В этом случае мастер не ограничивается зачисткой и корректирует параметры отверстия, например глубину и толщину. Потребность в таких действиях возникает, если изначально полученное отверстие не подходит по размерам к целевой шпильке, винту или другой крепежной детали. После зенкерования как раз выполняется нарезка резьбы в соответствии с размерами метиза.
Что представляет собой зенкер?
Это режущий инструмент, конструкция которого формируется функциональной обрабатывающей частью и хвостовиком-державкой. Внешне некоторые виды зенкера напоминают сверла, но они гораздо прочнее. И еще более важная разница заключается в наличии как минимум трех режущих кромок, обеспечивающих более эффективный съем лишней массы металла. Кстати, этим отличается и развертывание отверстий, для которого иногда требуется интенсивная ликвидация стружки с целью достижения более точной формы заготовки. Но у зенкера несколько режущих кромок также выступают в некотором роде стабилизатором инструмента. Этот аспект гарантирует обеспечение равномерности обработки кромок, что сказывается на точности выполнения операции. Впрочем, качество результата будет зависеть и от того, насколько правильно был выбран тип инструмента.
Но у зенкера несколько режущих кромок также выступают в некотором роде стабилизатором инструмента. Этот аспект гарантирует обеспечение равномерности обработки кромок, что сказывается на точности выполнения операции. Впрочем, качество результата будет зависеть и от того, насколько правильно был выбран тип инструмента.
Разновидности зенкеров
Простейшие конические модели зенковок состоят из резчика и хвостовика. Угол конуса в рабочей части может варьироваться от 30 до 120 °. Более сложной вариацией инструмента является резчик с торцевыми зубцами. Количество зубьев в среднем составляет от 4 до 8. Соответственно, чем точнее требуется зенкерование, тем меньше должна быть поверхность резчика. Также существуют цилиндрические устройства, в которых предусмотрена направляющая цапфа. Она входит в формируемые отверстия, обеспечивая, таким образом, совпадение образованного цилиндрического углубления и оси отверстия. Это универсальная техника, при которой сверление, зенкерование и развертывание отверстий производятся инструментом единой формации. В итоге упрощается цикл формирования отверстия и повышается качество очистки прилегающих поверхностей. Почти все модели зенкеров изготавливаются из инструментальных легированных и углеродистых сталей.
В итоге упрощается цикл формирования отверстия и повышается качество очистки прилегающих поверхностей. Почти все модели зенкеров изготавливаются из инструментальных легированных и углеродистых сталей.
Техника выполнения зенкерования
Обычно зенкерование выполняется на сверлильных станках. Так же как и сверла, зенкеры устанавливаются в соответствующих патронах или зажимных механизмах. Далее выходные части отверстий обрабатываются коническими зенковками. По этой технике формируются конусные углубления, подходящие для головок заклепок и потайных винтов. Углубления для болтов производятся таким же образом, но уже цилиндрическими зенковками. Данным инструментом также выполняют подрезку торцов, выборку углов и выступов. И зенкерование, и развертывание отверстий на станке контролируются оператором. В современных моделях пневматических и электрических станков допускается возможность обработки в полуавтоматическом и автоматическом режимах. Станки с программным управлением могут использовать аналогичные настройки обработки зенкерами для серийного обслуживания деталей.
Назначение операции развертывания
Операция развертывания во многом схожа с зенкерованием. Она также рассчитана на формирование оптимальных по размерам отверстий с возможностью коррекции формы. Но если зенкеры подготавливают отверстия для последующего использования заклепок и болтов, то развертывание позволяет получать точные калиброванные ниши для валов, плунжерных деталей и подшипников. Также развертывание отверстий позволяет минимизировать трение в обрабатываемой зоне и обеспечивать высокую плотность контакта между элементами. Эти задачи достигаются за счет сокращения шероховатости поверхностей отверстия.
Инструмент для развертывания
Развертки также представляют собой инструмент, напоминающий сверла. Рабочая часть в данном случае обеспечивается расположенными по окружности стержня зубьями. Помимо этого, существуют вспомогательные функциональные части резчика. Это заборная, калибрующая и цилиндрическая части. Непосредственную резку производит направляющий конус, края которого снимают припуск металла, но в то же время предохраняют вершину режущей кромки от забоин. И здесь можно выделить отдельные конструктивные части, различающие данную методику и зенкование. Зенкерование и развертывание отверстий сходятся в операциях резки, однако калибрующая часть развертки также выполняет функции направления и отвода стружки. Для этого предназначены специальные канавки, делающие инструмент более самостоятельным.
И здесь можно выделить отдельные конструктивные части, различающие данную методику и зенкование. Зенкерование и развертывание отверстий сходятся в операциях резки, однако калибрующая часть развертки также выполняет функции направления и отвода стружки. Для этого предназначены специальные канавки, делающие инструмент более самостоятельным.
Машинные и ручные развертки
Развертывание может выполняться ручным и машинным способом, то есть на тех же станках. Инструмент, применяемый для ручных операций, отличается удлиненной рабочей частью. Диаметр обратного конуса в данном случае варьируется от 0,06 до 0,1 мм в среднем. Для сравнения, станочные развертки имеют толщину конуса от 0,05 до 0,3 мм. С помощью ручного развертывания можно получать отверстия диаметром от 3 до 60 мм. При этом степень точности будет невелика. Машинный инструмент ориентируется под определенные типоразмеры, зачастую по спецзаказам. Например, развертывание отверстий в деталях для строительных конструкций может выполняться в соответствии с техническими данными по конкретному проекту.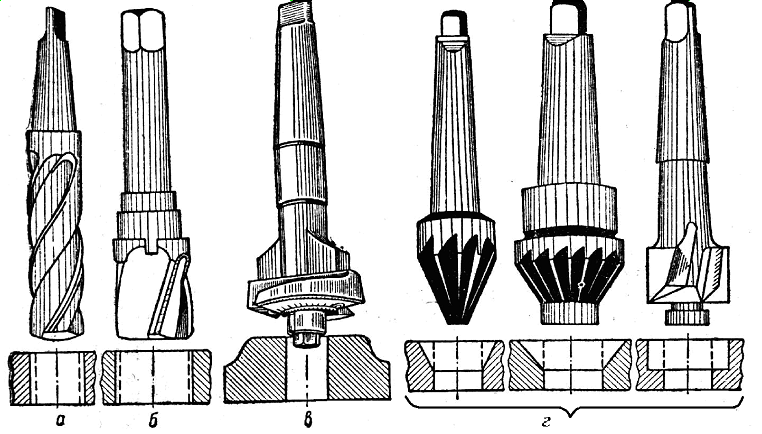 К преимуществам такого способа относят высокую точность резки, качественную зачистку и отсутствие деформационного эффекта.
К преимуществам такого способа относят высокую точность резки, качественную зачистку и отсутствие деформационного эффекта.
Выполнение развертывания
Машинное развертывание выполняется по тем же принципам, что и зенкование. Инструмент фиксируется в патроне, а затем направляется в обрабатываемую зону станком. Единственным отличием являются более высокие требования к охлаждению рабочей оснастки в процессе работы и смазке отверстий. В качестве смазывающего состава используют минеральное масло, скипидар и синтетические эмульсии. Иначе выполняется ручная обработка отверстий. Развертывание такого типа предполагает изначальную фиксацию заготовки в тисках. Далее в отверстие вставляется наконечник развертки и путем кручения воротка достигается результат. Причем вращать инструмент можно только в одном направлении – до формирования необходимых параметров изделия.
Заключение
Механическая обработка металлов постепенно уступает место технологичным лазерным и термическим методам. Также конкуренцию традиционным способам резки составляет гидроабразивная техника, отличающаяся высокой скоростью раскроя и точностью. Что на этом фоне могут предложить в качестве преимуществ зенковка, а также развертывание отверстий? В первую очередь это возможность ручной обработки без применения сложного оборудования в виде станков. Кроме того, в отличие от гидроабразивов и термических аппаратов, данные технологии не требуют подключения дополнительных расходных материалов. Поэтому можно говорить о преимуществах экономического, организационного и эргономического характера. Но качеством обработки и темпами производственного процесса, конечно, придется пожертвовать.
Также конкуренцию традиционным способам резки составляет гидроабразивная техника, отличающаяся высокой скоростью раскроя и точностью. Что на этом фоне могут предложить в качестве преимуществ зенковка, а также развертывание отверстий? В первую очередь это возможность ручной обработки без применения сложного оборудования в виде станков. Кроме того, в отличие от гидроабразивов и термических аппаратов, данные технологии не требуют подключения дополнительных расходных материалов. Поэтому можно говорить о преимуществах экономического, организационного и эргономического характера. Но качеством обработки и темпами производственного процесса, конечно, придется пожертвовать.
fb.ru
что это такое, особенности процесса, инструменты
При сборке конструкций и металлических узлов используют резьбовые соединения, заклепки. Иногда требуется спрятать головку болта, винта или соединения другого типа. В этих случаях используют так называемый потай. То есть в начале соединительного отверстия в металле делают небольшое углубление, куда и прячется головка. Выполнить такой потай можно, применив зенкование, – это определенный вид обработки начала отверстия, когда его расширяют в диаметре и углубляют на определенную высоту. Форма углубления может быть разной.
Иногда требуется спрятать головку болта, винта или соединения другого типа. В этих случаях используют так называемый потай. То есть в начале соединительного отверстия в металле делают небольшое углубление, куда и прячется головка. Выполнить такой потай можно, применив зенкование, – это определенный вид обработки начала отверстия, когда его расширяют в диаметре и углубляют на определенную высоту. Форма углубления может быть разной.
Зенкование не стоит путать с зенкерованием – это различные операции, которые выполняются разными инструментами. Но оборудование, которое приводит в движение такие резцы, может быть одинаковым.
Зенкование можно провести при помощи ручной электрической дрели. Отличием от заводского варианта здесь будет невысокий класс точности обработки, но получить потай в домашних условиях вполне реально.
Сущность процесса зенкования
Зенкование и сверление тесно связаны между собой. Обычно зенкование проводят по готовому отверстию, но бывают случаи, когда необходимо сделать углубление без предварительного сверления. И в том, и в другом вариантах используют инструмент зенковку разных конструкций.
И в том, и в другом вариантах используют инструмент зенковку разных конструкций.
Сам процесс зенкования очень прост: специальным резцом снимают фаску на отверстии. Чем больше металла снято, тем больше получается углубление. Форма зенковки обычно коническая. Здесь главное – соблюсти строгую центровку режущего элемента и отверстия: должна быть идеальная соосность. В противном случае будет наблюдаться смещение углубления относительно отверстия, и шляпка винта не сможет в него войти.
Чтобы выполнить операцию зенкования для получения фасок и для углублений, необходимо пройти следующие этапы технологического процесса:
- Измерить шляпку резьбового метиза, под который будет производиться углубление (имеются в виду как диаметр, высота, так и угол скоса, если шляпка имеет конструкцию под потай).
- Подобрать соответствующую зенковку и закрепить ее в сверлильном или токарном оборудовании.
- Строго соблюдая соотношение осей, закрепить напротив резца заготовку с отверстием.

- Включить сверлильное оборудование и выставить необходимое количество оборотов (если это позволяет схемотехника станка) или заведомо подобрать необходимый инструмент под параметры оборудования.
- Провести зенкование отверстия.
Общие правила для подбора зенкера и оборудования
Перед выбором необходимо определиться, что необходимо получить после такой обработки – улучшить качество отверстия, либо повысить его размерную точность. Первый вариант необходим, если в отверстии требуется нарезать резьбу (особенно – с мелким шагом), а второй – если в отверстие будет заводиться калиброванный крепёж в виде винтов, штифтов и т. д.
Учитывая описанный выше профиль рабочего торца зенкера, обрабатывать им можно и поверхности, непосредственно примыкающие к отверстию, например, с целью получения отверстия под потай.
В зависимости от условий отработки различают также цельные стальные зенкеры и инструмент с насадками из твёрдого сплава. В первом случае для изготовления используются быстрорежущие стали типа Р6М5 или Р6М5К5 (работа со стальными заготовками), во втором — для работ по дереву – можно применять и зенкеры из обычной углеродистой стали типа У7 или У8.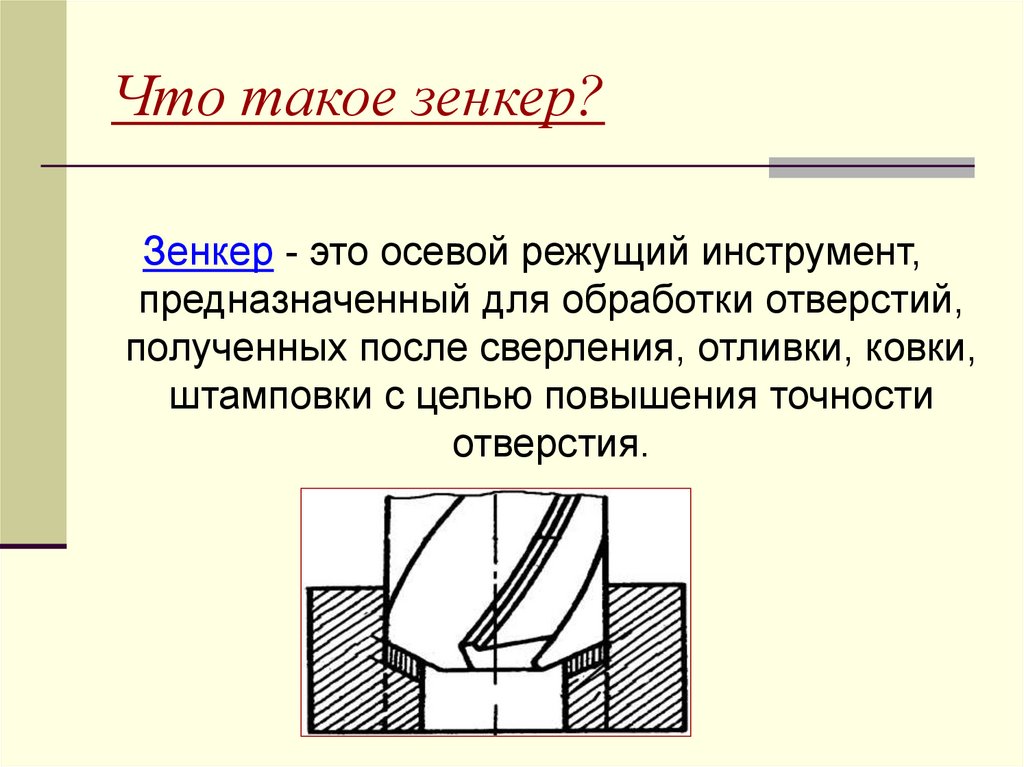
Твердосплавные насадные зенкера изготавливают из металлокерамики марок ВК4, ВК3М, минералокерамики ЦМ-332, а также из безвольфрамовых твёрдых сплавов ТМ-1 или ТМ-20. К стальному корпусу такие насадки, имеющие форму пластин, припаивают медью. Преимущества твёрдосплавных насадок к зенкерам – возможность в процессе обработки применять высокооборотистые режимы резания.
Долговечность зенкера определяется режимом его термической обработки, и, соответственно – твёрдостью. Рабочая часть инструмента, изготовленного из быстрорежущей стали, должна быть не менее HRC 62…64, а хвостовика — в пределах HRC 35…45. Зенкеры из углеродистых инструментальных сталей обладают твёрдостью рабочей части в HRC 56…60. Зенкеры по металлу с малыми диаметрами (до 6 мм) при покупке целесообразно проверять на твёрдость, используя тарированный напильник.
Для зенкеров по дереву используются также сборные и цельные конструкции. Эта технология для производства менее трудоёмкая, однако сборно-сварные исполнения инструмента весьма чувствительны к радиальному, и, особенно – торцевому – биению, поэтому техническое состояние патрона станка или дрели должно проверяться более тщательно.
При подборе типоразмера зенкера требуется учитывать не только размерный диапазон обрабатываемых отверстий, в частности, их глубины, но и реальную мощность используемого оборудования. Дело в том, что зенкерование – более энергозатратная операция, в сравнении со сверлением. Она требует повышенной мощности привода, поскольку всегда производится со значительными силовыми нагрузками на инструмент. Поэтому выбор, в частности, дрели обуславливается не только возможностью её функционирования на пониженных оборотах, но и достаточной мощностью двигателя (не менее 1,6 кВт).
Следует, однако, помнить, что наиболее качественным считается зенкерование, которое выполняется на станке. Тут с успехом используются и сверлильные, и токарные, и расточные станки. Для обработки можно приспособить также и фрезерный станок, однако лишь при наличии на нём устройства ЧПУ.
Домашние мастера обычно приобретают зенкеры в наборе. Это удобно и выгодно, но при этом следует проверить возможность установки хвостовика в патрон основного оборудования.
https://youtube.com/watch?v=5urK7WQeNRE%3F
Назначение и особенности зенкования
Основная сфера применения зенкования – в технологических процессах при изготовлении станков, механизмов и сборке металлоконструкций. С помощью этой операции добиваются решения следующих задач:
- В предварительно изготовленных отверстиях получают углубления в форме цилиндра или конуса.
- Формируют плоскости опорного значения в районе отверстий.
- Зенкование отверстий позволяет получить каналы со снятой в них фаской.
- Формирование углублений для сокрытия элементов резьбового крепежа.
Зенкование отверстий имеет свои особенности; они обусловлены типом металла, который подвергается обработке, конструкцией резца и конечной задачей операции:
- Если проводится обработка чугунных деталей или металлов на основе твердых сплавов, то в рабочую область следует подавать специальную эмульсию для охлаждения.
- Рабочие обороты вала двигателя должны соответствовать рабочим оборотам зенковки.
 Для инструмента из быстрорежущей стали обороты всегда меньше, чем для инструмента с напайками из твердого сплава.
Для инструмента из быстрорежущей стали обороты всегда меньше, чем для инструмента с напайками из твердого сплава. - Для выборки под потайную шляпку винта используют конический резец с углом торцевых ножей, равным углу конуса шляпки.
Зенковку делают на самом последнем этапе после зенкерования и развертки.
Соблюдайте правила при работе с цековкой
При выполнении цекования необходимо придерживаться ряда правил:
- При цековании открытых поверхностей рекомендуется зафиксировать на хвостовике инструмента упор. Простейший способ – использование упорной гайки с контргайкой.
- При цековании углублений под шляпки метизов используется инструмент с углом при вершине 90°. Уменьшение угла выполняется в тех случаях, когда после цекования на поверхности обрабатываемого отверстия остается огранка.
- Выполнение отверстий под метизы выполняется в два этапа. Сначала рассверливается отверстие до определенного диаметра, затем цековкой отверстию придается нужная форма и размер.

- Направляющая цековки не должна соприкасаться с втулкой всей поверхностью. Допустимо соприкосновение винтовыми ленточками. Нарушение этого правила может привести к заеданию цековки во втулке в результате сильного нагревания заготовки и металлорежущего инструмента под воздействием высокой скорости вращения шпинделя станка.
- Соосность отверстия обеспечивается за счет применения цековок с направляющими.
- При закреплении торцевого зенкера в быстросменном патроне, рекомендуется располагать режущие зубья с двух торцов.
- Для обработки заготовок из металлов высокой твердости следует использовать инструмент с твердосплавными пластинами.
- Для обработки хрупких сплавов рекомендуется применять винтовые однозубые торцевые зенкеры с радиально расположенной передней поверхностью.
Соблюдение правил дает гарантию получения идеально точных по размерам отверстий.
Отличия зенкерования от зенкования
Зенкование и зенкерование – совершенно разные операции по обработке отверстий. Процесс зенкерования связан с воздействием на весь просверленный канал. И цель зенкерования в том, чтобы выровнять это отверстие, сделать его более качественным с точки зрения всех геометрических показателей и чистоты поверхности канала. Для зенкерования разработан свой специализированный инструмент (зенкер), основные ножи которого расположены по спирали вдоль всего тела инструмента (длина тела, как правило, превышает длину канала отверстия).
Процесс зенкерования связан с воздействием на весь просверленный канал. И цель зенкерования в том, чтобы выровнять это отверстие, сделать его более качественным с точки зрения всех геометрических показателей и чистоты поверхности канала. Для зенкерования разработан свой специализированный инструмент (зенкер), основные ножи которого расположены по спирали вдоль всего тела инструмента (длина тела, как правило, превышает длину канала отверстия).
Зенковка работает только с частью отверстия в его начале. Ее основная задача – сделать потай или снять фаску. Поэтому в инструменте предусмотрены в основном ножи на торце. Единственное, что общего между зенкером и зенковкой, – они приводятся в движение при помощи одинаковых станков.
Назначение зенкерования и сферы применения
Зенкерование отверстий – необходимая операция в машиностроении и станкостроении. Здесь точность деталей должна соответствовать микронам, и это в первую очередь касается просверленных каналов. Отверстия в металле, которые не имеют четкой цилиндрической формы, строгого диаметра по длине, в ответственных конструкциях могут стать причиной дополнительного люфта и, как следствие, привести к быстрому износу подшипниковых узлов и разрушению конструкции в целом. Зенкерование значительно повышает их точность, доводя до четвертого и пятого класса.
Зенкерование значительно повышает их точность, доводя до четвертого и пятого класса.
Процесс зенкерования в металлических заготовках позволяет добиться следующих результатов:
- Предварительно просверленный канал после обработки приобретает строгую форму цилиндра по всей своей длине – этот момент способствует четкому прохождению резьбовых соединений, валов, шпинделей, тяг сквозь него без лишних напряжений и люфтов.
- Канал получает строгие геометрические параметры относительно диаметров в каждой конкретной точке канала. Как следствие – меньший люфт и износ самого отверстия, если оно является частью узла, где происходит механическая передача, а также меньший износ передаточного механизма.
- Значительно повышается чистота канала. Пониженная шероховатость способствует меньшему образованию стружки, которая может возникнуть от вибрации и трения, большей крепости, надежности, износостойкости канала и всей конструкции в целом.
Если предварительно полученное отверстие имеет класс точности не выше третьего, то нужно проводить зенкерование и развертывание.
Оборудование и инструменты
Главный инструмент, которым выполняют зенкование, называется зенковкой. Это тип резца, состоящий из рабочей части и хвостовика. Рабочая часть имеет несколько режущих кромок, за хвостовик инструмент крепится в патроне оборудования. Бывают резцы конической и цилиндрической формы. Сырьем для изготовления зенковок служит сталь инструментальная углеродистая либо легированная.
Зенковки конического типа характеризуются углом наклона ножа. Наиболее используемые элементы с углами конуса 120, 90, 60 и 30 градусов. Резцы цилиндрического типа на торце имеют зубья. Этих зубьев может быть от 8 до 4 штук. Кроме этого, у цилиндрического инструмента есть направляющий по отверстию элемент, который называется цапфой. Благодаря такому элементу цилиндрический резец всегда имеет соосность с отверстием, которое он обрабатывает.
Для зенкования отверстий разработаны также специальные державки, куда вставлены зенковки. У них могут быть ограничители вращающегося и невращающегося типа.

ПОСМОТРЕТЬ Резцы для зенкования на AliExpress →
Виды зенкеров – классифицируем способы обработки
Классифицируют такие приборы по способу обработки на цилиндрические, конические и торцевые.
- Цилиндрический применяется для того, чтобы расширить цилиндрическое отверстие на 1-8 мм. Если у него есть направляющая цапфа, то он нужен для того, чтобы обработать углубления под головки винтов. Именно такие инструменты чаще всего используются в промышленности. Его составляют элементы, которые предусмотрены для большинства таких режущих инструментов, но есть одно отличие – цапфа. Она может быть цельной или съемной. Второй ее вариант более удобен для заточки. Ведь она производится, в основном, при снятом приспособлении.
- Конические модели нужны для того, чтобы обработать углубления для головок винтов, гнезд под клапаны и прочие детали. Они представляют собой прямые зубья с плоской поверхностью впереди. Их количество может быть от 6 до 12. Этот вариант, как и цилиндрический, используется в промышленных целях.

- Торцевые разновидности используются для того, чтобы зачистить торцевые плоскости бобышек и прочего. Они имеют зубья только на торце. Они могут быть односторонние или двусторонние. Вторые имеют зубья на обеих сторонах инструмента.
Обозначение зенковки на чертеже
На производстве зенкование отверстий выполняют по чертежу. Зенковка на чертеже отображается прописными и заглавными латинскими буквами и арабскими цифрами. Значение букв и цифр следующее:
- d1 – указывает на основной диаметр канала;
- d2 – на диаметр зенкования;
- L1 – отображает показатель длины цилиндрического канала;
- L3 – это глубина зенкования;
- L4 – указывает на глубину фаски;
- j – это размер угла зенкования центральный;
- α (альфа) – размер угла фаски.
Уважаемые посетители сайта: инженеры машиностроения, мастера и просто ориентирующиеся в теме, – поддержите обсуждение в комментариях! Нам очень важны ваши профессиональные замечания.
Разница между зенковкой и зенковкой [обновлено в 2022 г.
 ]
]
Последнее обновление: 27 сентября 2022 г. / Автор Сандип Бхандари
/ Факт проверен / 5 минут
Строительные работы — непростая задача. Одна маленькая ошибка приведет к большим последствиям. Доступны два инструмента для облегчения работы по дереву и строительству.
Один с зенковкой, другой с зенковкой. Они очень полезны и используются в широких областях. Самое приятное то, что мы можем даже создавать дизайны, используя инструменты Counterbore и Countersink на компьютере.
Зенковка против зенковки
Основное различие между зенковкой и зенковкой заключается в том, что зенковка представляет собой круглое отверстие, и оно имеет секции, которые используются для разных диаметров. Зенковка имеет коническую форму, которой можно разрезать предметы. Размер отверстия в цековке будет больше. Размер отверстия в зенковке будет меньше по сравнению с цековкой.
У Counterbore есть направляющая, которая будет удерживать его в центре для обеспечения ровной посадки. Одним из преимуществ использования расточенного отверстия является помощь в открытии больших отверстий, чтобы винт мог легко входить.
Одним из преимуществ использования расточенного отверстия является помощь в открытии больших отверстий, чтобы винт мог легко входить.
Они используются только для одной цели. Режущие кромки в зенковке могут быть как прямыми, так и спиральными. Цековка представляет собой цилиндрическую выемку.
Зенковка используется для открытия головки болта с потайной головкой. Во время сверления он создает в древесине область, соответствующую форме головки шурупа.
Зенковка винта означает, что вы собираетесь вкручивать винт под поверхность. Головка зенковки погрузится в поверхность заготовки. Если внимательно присмотреться, то можно увидеть, что он сужается к хвостовику.
Comparison Table Between Counterbore and Countersink
| Parameters of Comparison | Counterbore | Countersink |
| Shape | Cylindrical flat-shaped | Cone-shaped |
| Размер отверстия | Больше зенковки. | Меньше, чем расточенное отверстие. |
| Определение | Это круглое отверстие с секциями разного диаметра. | Это коническое отверстие, прорезанное в объекте. |
| Применение | Обладает хорошей удерживающей силой. | Хорошо удерживает более прочные предметы. |
| Подходит для | Деревообработка и тонколистовой металл | Автомобилестроение и строительство |
Что такое Зенковка?
Это просверленное отверстие, имеющее более широкое сечение в верхней части. Он используется для резки точечной грани. Чтобы поверхность была ровной, будет использовано небольшое количество материала. Он также используется для создания перпендикулярной поверхности на неперпендикулярной поверхности.
Основными типами зенковки являются зенковки для самолетов, зенковки для винтов с цилиндрической головкой, обратные зенковки, зенковки для винтов с головкой под ключ и зенковки для лезвий. Сверло в цековке изготовлено из твердого сплава.
Сверло в цековке изготовлено из твердого сплава.
Сверла имеют четыре канавки с 15 спиралями. Пользователь может выбрать правильный в зависимости от таблицы инструментов, предоставленной перед покупкой. Форма зенковки цилиндрическая плоская.
Отверстие в расточенном отверстии имеет плоское дно и позволяет вставить в него винт или крепеж. Любой инструмент, выполненный в такой форме, называется Цековкой.
Зенковка также используется для рисования. В нем имеется отверстие, обеспечивающее углубление для головки винта. Это может быть плоская поверхность для открытых гаек или болтов.
Для создания цековки в формах необходимо создать эскиз в точках эскиза. Вам нужно выбрать точки, где вы хотели бы создать отверстия.
Наконец, вам нужно выбрать стиль отверстия. Производитель может полностью скрыть крепеж на протяжении всего пути зенковки.
Что такое зенковка?
Это коническое отверстие, прорезанное в промышленном объекте. Это необходимо для того, чтобы акры сидели заподлицо с заготовкой. Он будет соответствовать углу винта, совпадая с коническим отверстием.
Это необходимо для того, чтобы акры сидели заподлицо с заготовкой. Он будет соответствовать углу винта, совпадая с коническим отверстием.
Когда винт полностью закручен, он будет сидеть плотно или ниже поверхности. Существует связь между зенковкой и сверлом. Зенкеры используются для зенкования отверстий. Это помогает расширить отверстие, что облегчит последующую нарезку резьбы.
Он называется зенкером, потому что винт будет утоплен в зенкер. Зенковка изготавливается с шестью углами, такими как 120, 100, 82, 90, 60 и 110.
Два наиболее распространенных угла, используемых в процессе зенкерования: 82 и 9.0. Но в аэрокосмической промышленности для крепежа используют 100.
При креплении МДФ зенковка играет важную роль в предотвращении образования грибовидных отверстий. Для этого необходимо просверлить зенкеры с обеих сторон.
Также необходимо просверлить сопрягаемую поверхность сопрягаемой детали. Это помогает частям сесть полностью и дает облегчение всем частям. Зенковка в основном используется для удаления заусенцев, оставшихся после сверления или нарезания резьбы.
Зенковка в основном используется для удаления заусенцев, оставшихся после сверления или нарезания резьбы.
Крепежный болт можно раззенковать так, чтобы он делал неглубокое отверстие в древесине. Это сделает деталь плоской, чтобы головка болта вошла в нее. Преимущество использования зенковки заключается в том, что она увеличивает срок службы конструкции, а также защищает их.
Основные различия между зенковкой и зенковкой
- Форма зенковки цилиндрическая, плоская. С другой стороны, форма зенковки имеет коническую форму.
- Размер отверстия в зенковке будет больше размера зенковки. С другой стороны, размер отверстия в зенковке будет меньше размера зенковки.
- Зенковка — это круглое отверстие, имеющее секции разного диаметра. С другой стороны, зенкер имеет коническую форму, врезанную в предмет.
- Преимущество использования зенковки заключается в том, что она обеспечивает хорошую удерживающую способность. С другой стороны, преимущество использования зенковки заключается в том, что она хорошо удерживает стрингеры.

- Зенковка в основном используется в деревообработке и тонколистовом металле. С другой стороны, зенкер в основном используется в автомобилестроении и строительстве.
Заключение
Оба хороши в строительстве и деревообработке. Самое приятное в них то, что они также используются для бурения. Благодаря этому работа выполняется гладко, без каких-либо затруднений.
Эти инструменты доступны в автоматизированном дизайне. Студенты, которые работают в области дизайна, могут знать об этом. Они использовали этот инструмент в компьютере, чтобы нарисовать дизайн.
Дизайн можно сделать простыми шагами, выбрав все из автоматизированного дизайна. Зенковка в основном используется людьми, которые работают в области деревообработки, а также в тонколистовых работах.
Они используют эти инструменты, чтобы заставить их работать быстрее, а также придать им чистый вид. Зенковка делается людьми, которые работают на автомобильных сайтах.
Ссылки
- https://iopscience.iop.org/article/10.1088/1755-1315/632/4/042068/meta
- https://ieeexplore.ieee.org/abstract/document/55993 /
Найдите «Спроси любую разницу» в Google. Оцените этот пост!
[Всего: 0]
Один запрос?
Я приложил столько усилий, чтобы написать этот пост в блоге, чтобы он был вам полезен. Это будет очень полезно для меня, если вы подумаете о том, чтобы поделиться им в социальных сетях или со своими друзьями/семьей. SHARING IS ♥️
Содержание
сообщите об этом объявлении
Зенковка VS Зенковка — в чем разница между ними?
Adrian Try
•
Факты, проверенные по Николь Пав
Много раз, новички в мире резания и обработки контактных контактов с Counterbore. Несмотря на то, что эти два слова очень похожи, между ними все же есть некоторая разница. Эти различия влияют на использование винтов и болтов и форму отверстий, которые они делают. Следовательно, эта статья направлена на то, чтобы выделить основные различия между этими двумя стилями сверления отверстий. Кроме того, к концу этого чтения мы надеемся, что вы научились успешно делать отверстия, используя оба метода.
Рис. 1: Сечение зенковки и зенковки
1. Что такое зенковка и зенковка?
Оба эти метода создают отверстия, но, поскольку они различаются по форме, различается и соответствующая застежка. Вы должны понимать эти два, чтобы знать, какой вариант подходит для вашего проекта. Обратите внимание, что зенковка или зенкер одновременно относятся к режущему инструменту и самому отверстию. Таким образом, вам следует обратить внимание на динамическое использование обоих терминов в последующей части этой статьи.
Что такое цековка?
Цековка позволяет получить цилиндрическое отверстие с увеличенной плоской головкой, чтобы головка крепежа подходила заподлицо. Долото Форстнера просверливает отверстие определенной глубины и диаметра. Отличительной особенностью зенковки является то, что диаметр отверстия немного меньше диаметра головки крепежа. Зенковка обычно имеет два различных радиуса резания. Один предназначен для фактической зенковки, а другой — для утопленной полости. Интересной особенностью зенковки является то, что она помогает скрыть застежку при соединении деталей.
Что такое зенковка?
Зенковка создает коническое отверстие под углом, совпадающим с углом головки винта, чтобы обеспечить посадку заподлицо. Точно так же посадка заподлицо осуществляется либо на поверхность заготовки, либо немного ниже. Существует несколько стилей зенковки для разных целей и приложений. Кроме того, зенкер может помочь снять заусенцы или создать фаски на заготовке. Яркой особенностью зенковки является то, что она выглядит V-образной. Как правило, чтобы использовать винт с конической головкой, у вас уже должна быть установлена зенковка. Многие свойства определяют зенковку, например; диаметр, глубина и угол.
Рис. 2. Зенковка крупным планом.
2. Существует ли много стилей зенковки?
Да, из-за спроса на различные области применения зенкеров существует множество стилей. Эти стили различаются конкретно из-за угла среза. Кроме того, у каждого стиля есть свои преимущества перед другими. Ниже приведены различные стандартные угловые зенкеры, доступные сегодня на рынке, с соответствующими областями применения:
- 60° для удаления заусенцев
- 75° для головок заклепок
- 82° для винтов с потайной головкой стандарта США
- 90° для винтов с потайной головкой
- 120° для зенкования заклепок из листового металла
- 180° для винтов и гаек с цилиндрической и шестигранной головкой.
Кроме того, подробное рассмотрение различных стилей зенковки представлено ниже:
Фреза для поперечного отверстия
Эта зенковка уникальна благодаря своему уникальному отверстию в зенкере. Он имеет отверстие под углом 45° к оси зенковки, но угол зенковки составляет 90°. Отверстие под углом 45° помогает быстро вынимать стружку. Предотвращает заедание и сохраняет заготовку в чистоте. Они также являются лучшим выбором зенковки для снятия заусенцев.
Рис. 3: Зенковка с отверстием для удаления стружки.
Плоская зенковка
На конце этой зенкерной зенковки вырезает цилиндрическую форму под углом 180° для винтов и гаек с цилиндрической и шестигранной головкой. Направляющая сначала входит в предварительно просверленное отверстие для точности. Существуют две широкие категории плоских зенкеров. Это сквозные и резьбовые отверстия. Отличаются они способом скрепления между собой двух отдельных заготовок. В сквозные отверстия ввинчивается только второй материал, а в отверстие стержня резьбы ввинчиваются оба материала. Опять же, диаметр фиксированной направляющей для сквозного отверстия часто больше, чем диаметр резьбового отверстия.
Раковинное грузило
Раковинное грузило имеет зенковку, установленную на спиральном сверле. Настройка такова, что начальное сверление и зенкование происходят за один рабочий шаг.
3. В чем разница между зенковкой и зенковкой?
Существуют определенные различия между зенковкой и зенковкой. Мы выделили некоторые из этих отличий, вот они:
3.1 Форма
Форма отверстия, производимого зенковкой, прямая, а зенковки – V-образная. Также можно сказать, что зенковка цилиндрическая, а зенковка каноническая. Ключевое различие между зенковкой и зенковкой заключается в их форме. Таким образом, при физическом осмотре вы должны распознать оба типа отверстий.
Следует отметить, что зенкер производит более узкое отверстие, чем его головка. С другой стороны, цековка имеет одинаковый диаметр на всем протяжении.
Рис. 4: Зенковка с канонической/V-образной формой.
Рис. 5. Цековка с резьбой и без нее, демонстрирующая цилиндрическую форму.
3.2 Тип крепежа
Из-за характера зенковки или зенковки тип используемого крепежа автоматически различается. Зенковка всегда будет иметь крепеж с канонической головкой, в то время как цековка имеет крепеж с плоским дном. Примерами крепежных изделий с потайной головкой являются винты и болты с шестигранной головкой, гайки с торцевыми болтами и т. д.
3.3 Применение
Чаще всего древесина как материал довольно легко подгоняется под канонические головные крепления. Это автоматически делает зенкерование бесполезным в работе с деревом. Следовательно, для металлов, печатных плат и других менее гибких материалов лучше всего подходит зенкерование. Между тем, цековка более синонимична дереву, но ее также сложнее выполнять. Причина этого в том, что цековка обычно имеет гораздо большие головки.
4. Зенковка VS Зенковка. Какие инструменты могут сделать зенковку?
Простой инструмент, используемый для формирования зенковки, также называется зенковкой. Однако, чтобы избежать путаницы, его иногда называют зенковкой. Эти инструменты бывают ручными или механическими. Ваше использование и приложение должны определять, какую версию вы покупаете. Тяжелые работы требуют большей мощности для более глубокого въезда. Все, что вам нужно сделать, это учесть сложность вашей работы и приобрести хороший набор разных размеров.
4.1 Когда нужна зенковка?
В первую очередь, если вы выбрали коническую застежку, то зенковка обязательна. Кроме того, идеальное прилегание головки крепежа к поверхности заготовки всегда придает вашей работе безупречный вид. Более того, зенкер гарантирует, что ваш крепеж может войти в заготовку на всю длину. Это обеспечит идеальную посадку и прочное соединение без нарушения поверхности заготовки. Наконец, зенковка добавляет эстетики вашей работе и предотвращает возможные порезы или разрывы кожи или одежды.
5. Зенковка VS Зенковка – Когда мы должны использовать зенковку?
Редкий случай, когда крепеж недостаточно длинный, можно легко решить с помощью зенковки. При креплении двух заготовок они имеют толщину больше доступной длины крепежа. Цековка предлагает решение, гарантируя, что отверстие достаточно только для крепления. С зенковкой можно крепить, не допуская вмешательства головки крепежа. Несмотря на то, что цековка не увеличивает длину крепежа, она все же помогает достичь конечной цели. Это происходит, когда отверстие совпадает с резьбовым концом крепежа, а головка остается ниже поверхности заготовки.
5.1 Какими инструментами можно производить зенковку?
В отличие от зенковки, сверло Форстнера производит зенковку. Эти биты бывают разных диаметров и делают точные отверстия с прямыми краями. Типичный размер долот варьируется от ¼’’ до 1’’ на рынке.
6. Зенковка VS Зенковка — какой способ проще?
Честно говоря, нет самого простого метода; и зенкерование, и зенковка требуют одинаковых усилий. Это можно сделать вручную или с помощью электроинструмента. Хотя ручной метод будет удобен только в лесу. Другие материалы потребуют использования электроинструмента. Помните, что древесина мягче, нежнее и ее легче повредить, поэтому используйте механический инструмент вручную. Ручной подход дает вам больше контроля над сверлением; тем не менее, вы хотите, чем электроинструмент. В общем, для удобства зенковать под коническую головку и зенковать под Т-образную головку.
7. Зенковка VS Зенковка — частые вопросы и ответы
Узнайте о некоторых важных вопросах, которые чаще всего задают о зенковке и зенковке ниже
7.1 Что означает снятие заусенцев?
Заусенцы образуются из-за мелких кусочков материала, оставшихся после сверления сквозного отверстия. Заусенцы опасны, особенно если они металлические. Поэтому процесс удаления этих заусенцев называется удалением заусенцев. Зенковка с углом 60° помогает успешно удалить заусенцы. Удаление заусенцев помогает расширить входную область отверстия за счет зенкерования и способствует нарезанию внутренней резьбы в отверстии.
7.2 Как определить размер зенковки или зенковки?
Как для зенковки, так и для зенковки выполните следующие действия, чтобы определить ее размер:
- Измерьте диаметр винта и разделите его на два, чтобы получить радиус.
- Вычислить площадь круга через ℼ× (радиус)2.
- Из результата в пункте (b) выше снова умножьте его на длину винта.
- Результат (c) дает необходимую глубину зенковки.
Кроме того, для зенковки можно использовать сверло Форстнера. Конструкция такова, что пилот имеет меньший диаметр, чем рифленый конец. Для зенковки используйте ту, которая соответствует желаемому углу.
Резюме
В заключение в этой статье перечислены различия, сходства и тонкости зенковки и зенковки. Все ваши режущие инструменты, нестандартные продукты и услуги теперь можно получить у нас в NCCuttingtools. Мы с радостью предложим Вам наши профессиональные консультации в любое время, в любой день.
Когда использовать зенкер VS зенковка?
Зенковка и зенковка — это отверстия, для которых требуются разные типы специальных приспособлений. Мы склонны путать зенковку с зенковкой и наоборот, поэтому, чтобы понять разницу между двумя отверстиями, сходство и назначение имеют большое значение. В этом отрывке мы сосредоточимся на различиях между зенковкой и цековкой и на том, когда их использовать. Приходите и ознакомьтесь с приведенным ниже содержанием, чтобы узнать, как эффективно починить печатную плату, не беспокоясь о падении или ослаблении аксессуаров.
Если вы хотите заказать печатную плату, пожалуйста, проверьте и оформите заказ онлайн.
В чем разница зенковки и зенковки?
Прежде чем мы начнем сравнивать их, давайте выделим, что такое зенковка и зенковка.
Что такое зенковка?
Зенковка представляет собой конусообразное отверстие, просверливаемое в печатной плате. Это отверстие создает пространство для правильного крепления винта с плоской головкой или крепежа после установки.
Что такое цековка?
Цековка больше похожа на цилиндрическое отверстие плоской формы. Образованное отверстие имеет плоское дно и позволяет установить винт или крепеж с плоской нижней стороной. Кроме того, инструмент, который используется для создания этой функции, известен как расточенное отверстие. Слово будет использоваться взаимозаменяемо.
Их различия и сходства
Практика изготовления потайных отверстий известна как зенкерование. Теперь потайное отверстие может иметь разные размеры углов. Он включает в себя стандартные размеры 60, 82 и 9.0 градусов наряду с менее популярными 100, 110 и 120 градусами. Однако наиболее часто используются 82, 90 и 100 градусов. Важно отметить, что при работе с деревянной поверхностью, если вы сначала не раззенкуете шуруп, но в конечном итоге забьете шуруп в эту поверхность, не только будет поставлена под угрозу стабильность и прочность древесины, но и ваша работа, следовательно, будет бельмом на глазу.
Это связано с тем, что древесные волокна растрескаются и погнутся, если не будут полностью повреждены. Деревянную поверхность намного легче расточить; это связано с тем, что зенковка не требует точности и аккуратности в углах. Кроме того, в расточенном отверстии все, что нужно для отверстия, — это винт с плоской нижней стороной или винт с головкой под торцевой ключ, который может соответствовать поверхности или шайбе.
Когда использовать зенкер и зенковку ?
Теперь мы изучили основы зенковки и зенковки, давайте посмотрим, когда их можно использовать в печатной плате. Хотя оба приспособления обычно предназначены для более твердых поверхностей, таких как дерево и металл, их все же можно использовать на печатной плате.
Печатная плата, как и большинство печатных плат, имеет отверстия, и метод сверления каждого отверстия имеет значение. Некоторые из этих отверстий являются отверстиями для винтов, и они используются как отверстие для крепления печатной платы к приложению. Различие в типах доступных винтов определяет тип отверстий, которые вы собираетесь просверливать на печатной плате: отверстие с потайной головкой или отверстие с раззенковкой.
Ограниченное пространство и безопасность монтажа
Если вам не хватает места в вашем устройстве, но вам нужны дополнительные функции, чтобы повысить гибкость вашего устройства, вы можете просверлить коническое отверстие с зенковкой в печатная плата. Это отверстие предназначено для стандартного винта с плоской головкой и требует большей точности, чем отверстие с раззенковкой. Как только винты будут заподлицо с платой, становится проще установить печатную плату в нужное устройство, будь то смартфон или часы.
Однако цековка, хотя ее легко изготовить, обычно не лучший выбор для печатной платы. Именно здесь вступает в действие зенкер. Отверстие с зенковкой делает поверхность доски более гладкой, и при правильном выполнении не мешает расположению дизайна доски.
Однако, если вам требуется более надежный монтаж печатной платы, кроме экономии места или более гладкой конструкции, используйте зенковку. Эти отверстия обычно достаточно велики, чтобы в них можно было вставить розетки, и, следовательно, винты из них создадут более надежное крепление. С другой стороны, если вы хотите сэкономить место, сделайте отверстие с зенковкой.
Каково применение зенковки и зенковки?
Обычно печатная плата крепится с помощью винта в отверстии. Если вам нужен более заметный внешний вид приспособления и более безопасная установка, можно использовать либо зенковку, либо раззенкованное отверстие.
Этот процесс сверления часто выполняется вручную с помощью автоматизированного оборудования. Просверлите цековку при использовании установочного винта; отверстие создает идеальную основу для того, чтобы винт перекрывался и идеально входил в отверстие.
Для чего они используются?
Отверстие с потайной головкой в печатной плате создает пространство для чистой установки и идеально подходит для плотной посадки в небольших устройствах. Зенковки печатных плат можно найти в мобильных телефонах и других небольших носимых устройствах.
Цековка обеспечивает цилиндрическую посадку на винт. Он имеет плоское дно и обрезан, чтобы можно было использовать винт с головкой под торцевой ключ. Этот винт с внутренним шестигранником имеет шестигранную головку и должен быть надежно закреплен на печатной плате. Его можно найти в стиральных машинах и других электронных устройствах, которые требуют плотного и надежного крепления.
Хотите знать печатные платы? Проверьте и прочитайте больше.
Что такое винт с потайной головкой и как его зенковать?
Что такое винт с потайной головкой?
Винт с потайной головкой, также известный как винт с плоским нагревом, представляет собой тип винта, который предназначен для установки заподлицо с объектом или поверхностью, в которую он вставлен. Винты с потайной головкой просто характеризуются плоской головкой, что позволяет им ввинчиваться в предметы и материалы.
Винты с потайной головкой называются потому, что они «утопают» в предметах и поверхностях. Они имеют плоскую головку, которая сужается вдоль стержня. Поэтому, когда вы ввинчиваете шуруп с потайной головкой в объект или поверхность, головка погружается так, что находится на одном уровне с соответствующим материалом.
Большинство шурупов, конечно же, имеют закругленную или полукруглую головку. Винты с потайной головкой отличаются тем, что имеют плоскую головку. У них все еще есть внешние спиральные гребни.
Почему используются винты с потайной головкой?
Винты с потайной головкой используются для самых разных креплений. Например, вы часто увидите винты с потайной головкой, используемые для крепления дверей к раме. У традиционных винтов головка винта будет выступать наружу. А если вы закроете дверь, закрепленную выступающими головками винтов, это создаст нагрузку как на дверь, так и на коробку.
Винты с потайной головкой решают эту проблему, позволяя двери плотно прилегать к раме. Головка винтов с потайной головкой полностью скрыта, поэтому между дверью и рамой имеется гладкий и ровный контакт.
Шурупы с потайной головкой также используются во многих других деревообрабатывающих и столярных работах. Поскольку головки тонут, их можно скрыть с помощью колпачка или наполнителя. После ввинчивания шурупа с потайной головкой в предмет или поверхность рабочий может закрыть его колпачком или наполнителем. Это невозможно с другими типами винтов, так как головка будет выступать наружу.
Что такое винт с непотайной головкой?
Головка винта с потайной головкой, с другой стороны, выступает из поверхности, в которую он вставлен. Вместо того, чтобы погружаться в поверхность заготовки, он выступает наружу. Головки винтов с непотайной головкой не сужаются к хвостовику. Вместо этого у них узкий стержень, за которым сразу следует широкая головка.
Без сужения винты с потайной головкой можно устанавливать только до их головки. Когда головка коснется поверхности заготовки, винт остановится. Это то, насколько можно вкручивать шурупы без потайной головки в поверхность.
Винты с потайной головкой также используются в деревообработке. Часто они предпочтительнее шурупов с потайной головкой, потому что они создают меньшую нагрузку на заготовки. Коническая область вокруг винтов с потайной головкой шире, чем их соответствующий хвостовик.
В результате установка винтов с потайной головкой в заготовку может привести к ее повреждению. Винты с потайной головкой защищают от таких повреждений, потому что у них нет сужения. Винты с непотайной головкой вбивают в заготовку только хвостовик.
Как зенковать винты?
Когда вы научитесь зенковать винты в своих проектах, ваша работа сразу станет выглядеть более профессионально. Это не так сложно сделать, и с помощью правильных инструментов (а иногда и без специальных инструментов) вы можете придать своим деревообрабатывающим проектам более безупречный вид.
Что означает зенковать винт?
Возможно, вы заметили, что некоторые из моих бесплатных чертежей по дереву требуют использования шурупов с потайной головкой. Если вы только начинаете заниматься деревообработкой, эта фраза может и не показаться вам знакомой, но она довольно проста.
Когда вы вкручиваете шуруп в любой материал, вы обычно останавливаетесь, когда головка шурупа касается поверхности. Зенковка того же самого винта означает, что вы собираетесь вбить его под поверхность.
Типы зенкеров
Существует множество способов зенковки винта. Идеальным методом является использование специальной биты, предназначенной для этой цели. Есть несколько разных типов.
Зенковка для предварительного сверления
Зенковка для предварительного сверления делает одновременно направляющее отверстие для винта и коническое зенкерное отверстие. Этот метод легко обеспечивает постоянство при переходе от винта к винту.
Отдельно стоящая зенковка
Второй метод заключается в использовании двух разных сверл. Первый предварительно просверливает отверстие для винта. Второй бит делает конусообразное отверстие в поверхности дерева, что позволит головке шурупа сидеть ниже поверхности.
Этот метод занимает немного больше времени, но позволяет создавать более чистые отверстия. Отдельный зенкер обычно можно использовать как для дерева, так и для металла, что делает его более универсальным, если вы работаете с обоими на регулярной основе.
Быстросменное сверло-зенковка и отвертка
Если вы ненавидите постоянно переключаться между зенковкой и отверткой, это то, что вам нужно! Я планирую забрать этот набор в следующий раз, когда буду в местном магазине Rockler. Он имеет металлическую втулку, которая надевается на зенковку и может быть оснащена подходящим сверлом для закручивания этих винтов.
Существуют и другие типы, у которых с одной стороны имеется зенковка, а с другой — отвертка. Просто переверните бит, чтобы быстро переключаться между операциями.
Как зенковать винты?
На что следует обратить внимание: Прежде чем приступить к сверлению, следует учесть несколько моментов.
- Вы планируете заполнить отверстие шпатлевкой или заглушкой?
- Если вы рисуете свой проект, погрузив головки винтов немного ниже поверхности и заполнив отверстие замазкой для дерева, вы получите безупречный вид.
- Если вы оставляете головку шурупа открытой, просверлите отверстие так, чтобы головка шурупа была на одном уровне с поверхностью дерева.
- Если вы рисуете свой проект, погрузив головки винтов немного ниже поверхности и заполнив отверстие замазкой для дерева, вы получите безупречный вид.
- Насколько велика головка вашего винта? Он плоский или округлый? Какой угол составляет нижняя часть головы?
- Плоская головка винта с конической нижней стороной — лучший выбор для зенкерных винтов. Убедитесь, что размер головки винта соответствует размеру зенковки, которую вы планируете использовать.
- Если вы прикрепляете тонкий кусок фанеры или металла к более толстому, вам может понадобиться винт с головкой под углом 100°, а не со стандартной головкой под углом 82°. Это дает ему большую площадь поверхности, за которую он может держаться, и снижает риск того, что он протянет материал.
Шаг-1. Отметьте положение отверстия
Отметьте положение каждого отверстия на заготовке карандашом. Если вы соединяете две детали под прямым углом, как показано ниже, нарисуйте линию, чтобы отметить центр доски, в которой вы планируете сверлить.
Шаг 2. Выберите правильный размер зенковки
Размер зенковки должен соответствовать размеру винта, который вы планируете использовать. Номер размера винта обычно указан на упаковке. № 6, 8 и 10 являются наиболее распространенными. Убедитесь, что винт имеет плоскую головку с конической формой внизу.
Шаг 3. Отрегулируйте высоту зенковки
Установите высоту зенковки в соответствии с длиной шурупа. Для этого вставьте соответствующий шестигранный ключ в отверстие сбоку, чтобы ослабить. Затем поднимите или опустите его, чтобы он соответствовал глубине винта, который вы будете использовать в своем проекте.
Шаг-4. Проверка посадки
После того, как вы сделаете первое отверстие с зенковкой, проверьте, как шуруп сидит. Если он слишком высок, головка шурупа поднимется над поверхностью дерева. Слишком низко, и потребуется больше времени, чтобы заполнить отверстие. Сначала протестировав посадку на куске дерева, вы сможете усовершенствовать отверстие с зенковкой, прежде чем сверлить свой проект!
Как зенковать без сверла?
Если у вас нет зенковки, вы можете создать ее двумя способами, используя стандартные биты.
Метод двух сверл
Предварительно просверлите отверстие, соответствующее диаметру используемого винта. Поместите кусок ленты на сверло, чтобы отметить точку остановки на той же длине, что и винт, чтобы вы не проходили через материал.
Затем выберите насадку размером чуть больше головки винта. Сделайте неглубокое отверстие, чтобы головка шурупа располагалась чуть ниже поверхности дерева или металла. Это не самая чистая дыра в мире (та, что слева), но сойдет, если вы все равно планируете позже закрыть ее древесным наполнителем.
Метод Philips Head Bit
Если вы вышли на работу и у вас нет зенковки, этот метод будет работать в крайнем случае. Возьмите насадку Philips Head и поместите ее в то место, куда войдет винт. Запустите сверло и перемещайте его круговыми движениями, расширяя отверстие по мере продвижения, пока не получите желаемый размер.
Этот метод позволяет сделать удивительно чистое отверстие (центральное), хотя оно и слишком маленькое. Головка шурупа находится чуть выше поверхности дерева, и шпатлевка не сможет ее скрыть.
Сокрытие винтов с потайной головкой
После того, как вы закончите зенковку винтов, вы можете оставить их как есть или заставить их исчезнуть! Существует два различных метода сокрытия винтов с потайной головкой.
Скрыть винты с потайной головкой с помощью шпатлевки по дереву
Это мой предпочтительный метод скрытия головок винтов, когда объект будет окрашиваться. Используйте любой тип наполнителя для дерева или шпаклевки, чтобы закрыть отверстие, слегка переполнив его. Как только шпаклевка высохнет, отшлифуйте ее до гладкости и покрасьте. Пуф, дырки больше нет!
Шурупы с потайной головкой и дюбелями для дерева
Я не использовал дюбели ни в одном из своих проектов, так как они больше подходят для тонкой обработки дерева, а я предпочитаю работать по дереву.
Просверлив отверстие зенковки глубже или используя специальное сверло, вы можете заполнить отверстия деревянной пробкой, которая исчезает в волокне. Вы также можете использовать контрастный цвет дерева или пуговицу, чтобы показать отверстие!
Как зенковать палубные винты?
Саморезы с потайной головкой
Среди всех специальных винтов, доступных на рынке настила, найти саморезы несложно. Они могут легко утонуть под поверхностью доски, а древесина покрывает специально разработанную головку винта, не оставляя неровностей.
Комплект зенковки для настила
Если вы обнаружите, что вам нужно зенковать винты настила старомодным способом, вы можете приобрести набор, который включает в себя направляющую насадку, насадку с зенковкой и отвертку. Зенковка немного больше, чем обычно, поэтому вы можете использовать заглушку, чтобы скрыть отверстие.
Болты с потайной головкой
При строительстве настила вам, как правило, придется устанавливать шурупы или болты, чтобы скрепить компоненты каркаса. Вы можете установить их, оставив головку и шайбу открытыми, или вы также можете их раззенковать.
Сначала измерьте ширину винтовой части лаги и найдите соответствующую фрезу. Затем измерьте размер шайбы, которую вы будете использовать, и найдите лопастную фрезу чуть большего размера.
Чтобы сделать зенкерное отверстие, которое скроет шайбу и головку болта, просверлите отверстие для тела лаги, а затем вернитесь назад и с помощью лопастного сверла вырежьте отверстие достаточно глубокое, чтобы шайба и головка лаг сели под поверхностью.
Как зенковать шурупы для гипсокартона?
Основная предпосылка при заворачивании шурупа для гипсокартона на нужную глубину — знать, когда остановиться! Эта недорогая насадка не позволит вам залезть слишком глубоко и сломать бумажную поверхность. Прочность гипсокартона в первую очередь заключается в бумажной поверхности, поэтому идеальная зенковка в гипсокартоне не ломает бумажную поверхность; он просто опускается немного ниже поверхности. Попытка сделать это «на глаз» обычно приводит к тому, что большинство шурупов ломают бумагу и оказываются внутри гипса.
Как зенковать винты в металле?
Хотя вам, возможно, и не придется делать это слишком часто, приятно осознавать, что почти все, что вы узнали о шурупах с потайной головкой в древесине, применимо и к металлу. Основное отличие состоит в том, что вам понадобятся биты, предназначенные для резки металла.
Вы можете найти зенкерные насадки, которые подходят для металла, но они обычно не поставляются с направляющей насадкой. Вам нужно будет найти сверло, соответствующее размеру тела винта, и сначала просверлить это отверстие. Как и в случае с деревом, наклейте на сверло кусок скотча, чтобы отметить желаемую глубину. Затем вы можете использовать зенкер, чтобы сделать коническое отверстие для головки винта.
Зенковка против зенковки — Westfarthing Woodworks
Это зенковка против зенковки, ваше руководство по знанию различий, а также тому, когда использовать каждый тип в вашей деревообработке. На самом деле довольно легко заметить разницу, и я покажу вам все, что вам нужно знать. Наслаждаться.
Зенковка и зенковка в деревообработке
Зенковка — это два термина в деревообработке, которые относятся к отверстию, сделанному в куске дерева. Это действительно так. Ну, на самом деле есть еще кое-что, и я расскажу об этом ниже в посте.
Сейчас единственное, что вам действительно нужно знать, это то, что у столешницы раковины конусообразные стенки, а у расточенного отверстия прямые стенки.
Они оба используются для определенных целей, но конечным результатом является погружение шурупа или детали под поверхность дерева.
Это значительно упрощает процесс отделки, скрывает фурнитуру и снимает головки винтов с дерева, чтобы они не заедали. Использовать оба стиля очень легко, так что оставайтесь со мной, и вы точно будете знать, какой из них вам нужно использовать и когда.
См. также: Как правильно выбрать деревообрабатывающий проект для начинающих
Что такое зенковка?
Контр-углубление — это метод перемещения головки винта под поверхность материала, в который вы ввинчиваете винты. Поскольку головки шурупов имеют конусообразную форму в виде буквы V, конусная раковина также имеет форму буквы V.
Когда вы ввинчиваете шуруп в кусок дерева с потайной головкой, головка будет хорошо сидеть в V-образном отверстии.
Головка останется ниже поверхности дерева, и вам не придется беспокоиться о расколе или повреждении дерева из-за чрезмерного затягивания.
В зависимости от типа дерева, многие столяры просто вкручивают шурупы немного глубже, и головки впиваются сами в себя. Это будет работать для проекта в строительном стиле, но часто при более тонкой работе это может повредить древесину.
Вместо того, чтобы рисковать, здесь может оказаться полезным создание столешницы. Все, что вам нужно сделать, это просверлить отверстия и создать встречные раковины после сверления. Затем вы возвращаетесь и устанавливаете все винты так, чтобы головки находились глубоко под поверхностью.
См. также: 9 важных вещей, которые следует записать в блокнот по деревообработке
Что такое зенковка?
Зенковка немного отличается от мойки. С цековкой стенки отверстия идут прямо вверх и вниз, а не сужаются, как V.
Это ключевое отличие, которое допускает несколько иное использование.
У некоторых крепежных изделий, таких как болты, нет конических головок, которые легко вставляются в зенковку. Чтобы получить их ниже уровня поверхности дерева, вам нужно создать отверстие с прямыми боковыми стенками и достаточно глубоким, чтобы вместить головку оборудования.
Вот где цековка действительно блестит, потому что вы можете просверлить направляющее отверстие с помощью соответствующего сверла, обычно Форстнера, и создать цековку достаточно глубоко, чтобы скрыть головку.
См. также: 19 вещей, которые я хотел бы знать, когда начинал работать с деревом
Когда следует использовать зенковку?
Важно использовать контрраковину, когда вы сталкиваетесь с ситуациями, когда вы хотите, чтобы головки винтов находились ниже поверхности дерева. Это также важно для более тонких проектов, которые не так легко выдаются, как более мягкие материалы.
Например, если вы устанавливаете латунные винты, чтобы скрепить крошечную коробочку, важно, чтобы эти винты входили вровень с поверхностью, не ломая ее. Небольшая зенковка может позволить этому винту войти на полную глубину, не ломая древесину.
Он также предотвращает торчащую головку винта, которая может зацепиться за пальцы и одежду. Это также безвкусный вид, когда головки винтов находятся над поверхностью, и вы всегда должны зенковать винт с конической головкой.
См. также: 20 простых проектов по деревообработке своими руками с учебными пособиями
Когда следует использовать зенковку?
Зенковка может быть косметической, но она также может служить определенной цели. Иногда ваши болты могут быть недостаточно длинными, чтобы войти достаточно глубоко во вставки с другой стороны. В этом случае цековка может увеличить длину вашего болта.
Технически длина грифа остается той же, но когда вы погружаетесь головой в доску, вы позволяете большей части стержня выйти с другой стороны. Это означает, что большая часть резьбовой части болта может войти во вставку на другом конце изделия.
Другим применением является косметика, и иногда может быть полезно загнать головку болта или крепежа под поверхность. Когда это произойдет, просто создайте цековку и полностью ввинтите болт, пока головка не окажется ниже поверхности, а фиксация будет плотной.
См. также: Нужно ли долго учиться деревообработке?
Какой инструмент делает зенковку?
Вы можете купить простой инструмент, чтобы сделать мойку. Это называется встречной мойкой, и они оба ручные в версиях с механическим приводом. Ручной неплох для небольших отверстий, но если у вас много дел или нужно немного углубиться, то сила всегда проще.
Рекомендую взять ручную зенковку, а потом такую, которая еще и дрелью идет. Поскольку ни один из них не очень дорогой, вы можете подобрать набор и практически все, что вам нужно, будет у вас под рукой.
Они служат очень долго. Вы также можете найти их в нескольких размерах и конусах, но самый распространенный — это все, что вам нужно. Наслаждайтесь набором, и вы будете рады, что у вас есть все, когда придет время зенковать несколько винтов.
См. также: 13 мифов о работе в деревообработке
Какой инструмент делает зенковку?
Я уже упоминал лучший инструмент для изготовления зенковки, и это сверло Форстнера. Эти сверла делают идеальные отверстия с прямыми сторонами. Они также могут быть довольно большого диаметра в зависимости от ваших потребностей.
Для большинства операций по рассверливанию вам действительно не нужно ничего шире, чем головка болта, плюс гнездо, которое должно будет повернуть его на место. В большинстве случаев это может быть максимум 3/4 дюйма.
В большинстве случаев вам может понадобиться только полудюймовая насадка Форстнера. В любом случае, небольшой набор размером от четверти дюйма до дюйма обычно стоит около 20 долларов в зависимости от производителя и стоит каждой копейки.
Подберите себе хорошее приспособление для мастерской, и вы обнаружите, что с его помощью можно делать гораздо больше, чем просто раззенковать отверстия. Большие наборы особенно хороши для выдалбливания и удаления большого количества материала без особых усилий.
См. также: 29 способов увеличить планировку деревообрабатывающего цеха
Какой способ самый простой?
На самом деле нет одного метода, который был бы проще другого. Как зенкерование, так и зенковку можно выполнить с помощью электроинструмента, что означает, что результаты приходят быстро. Это также означает, что вы можете получить очень стабильные однородные результаты.
Одна приятная особенность накладной раковины заключается в том, что ее можно повернуть вручную на тонком дереве. Это дает вам немного больше контроля, и это может быть полезно в деликатном проекте, требующем большого внимания.
Однако такое бывает довольно редко. В случае, когда вы хотите погрузить головки под поверхность, вы можете использовать любой метод, хотя имеет смысл согласовать конусность отверстия с профилем оборудования.
Это означает, что если головки ваших винтов имеют форму буквы V, то перед тем, как вставлять их, используйте зенкер. Если вы используете болты без конических головок, а головка больше похожа на Т-образную используйте зенковку.
См. также: Светодиодные светильники для более безопасного деревообрабатывающего цеха
Домашнее задание
Теперь, когда вы знаете разницу между зенковкой и зенковкой, возьмите эту информацию в магазин и возьмите инструменты, необходимые для начала работы. Как только они появятся в магазине, вы найдете множество причин их использовать.
Ваши проекты не только будут выглядеть лучше, но и станут немного прочнее. Когда вы сопоставите профиль фурнитуры с профилем отверстия, вы получите лучший контакт между двумя элементами.
Это означает большую удерживающую способность и меньшую вероятность того, что болт или винт со временем вывернется. Это отлично подходит для ваших проектов, потому что проект, который действительно хорошо построен, имеет больше шансов просуществовать дольше всего.
Зенковка и сверло Форстнера являются стандартными инструментами для деревообработки. Они есть у подавляющего большинства столяров в мире, и на самом деле должны быть и у вас.
Это очень небольшие инвестиции, и они могут позволить вам более тщательно подходить к своему проекту.
Если у вас есть какие-либо вопросы, задайте их на форуме вопросов и ответов, и я буду рад помочь. Счастливое здание.
Автор сообщения —
- Более 20 лет опыта работы с деревом
- 7 книг по деревообработке, доступных на Amazon
- Опубликовано более 1 миллиона слов о деревообработке
- Степень бакалавра гуманитарных наук Университета штата Аризона
- 9002 Купить книги на Amazon
Я получаю комиссионные за покупки, сделанные по ссылкам в этом посте.
Присоединяйтесь к моей группе Facebook по деревообработкеЗенковка PCD Против. Твердосплавный зенкер
Как PCD, так и твердосплавные зенкеры обычно используются в сборочных и производственных процессах, но каковы преимущества каждого типа? каков вариант использования и когда нам нужно будет сделать выбор? в этой статье мы подробно рассмотрим некоторые из этих вопросов.
Что такое зенковка?
Зенковка (сокращенно CSK) — это режущий инструмент с кромками, наклоненными под определенным углом для создания фаски определенного размера. Фаска чаще всего находится на конце отверстия в изготовленной детали. Фаска удерживает головку соединительного элемента, например болта, заклепки или винта, чтобы головка этого элемента совпадала с поверхностью детали.
Какие бывают типы зенкеров?
Зенкеры находят множество применений практически в каждой отрасли, однако мы хотели бы сосредоточиться на использовании в аэрокосмической промышленности.
Зенковка является очень распространенным инструментом на сборочных линиях самолетов, так как все детали корпуса крепятся и соединяются заклепками. Угол головки заклепки в основном составляет 100 или 130 градусов, и угол инструмента зенковки строится соответствующим образом производителем зенковки. Зенковки могут быть как со встроенной направляющей, являющейся частью корпуса зенковки, так и со сменной направляющей, где направляющая изготавливается отдельно и вставляется в центральное отверстие зенковки. Пилот стабилизирует и центрирует положение фаски относительно существующей осевой линии отверстия в детали. Зенковки удерживаются внутри стопорного устройства, которое позволяет настроить глубину проникновения зенковки, следовательно, размер фаски, указанный в спецификации.
Какие приложения с зенкером используются на сборочных линиях планера?
Существует два основных применения зенкеров, одно из которых связано с соединением деталей из алюминия, а второе — с деталями из FRP (пластика, армированного волокном).
Также может быть комбинация того и другого. Нет большой разницы в том, как инструменты зенковки используются в этих двух приложениях, однако есть большая разница в типе зенковки. В то время как для алюминиевых деталей рекомендуется использовать зенкеры с твердосплавными сегментами, для деталей из композитных материалов рекомендуется использовать зенкеры с сегментами с наконечниками из поликристаллического алмаза.Понимание разницы между PCD и твердым сплавом может объяснить некоторые распространенные ошибки, которые допускают конечные пользователи при использовании неподходящего типа зенковки для своего применения.
Композитные материалы чрезвычайно абразивны из-за твердых волокон внутри их матрицы, особенно углеродных волокон (CFRP). Выбор CSK с твердосплавной напайкой для этого применения — ошибка номер один. 1.
PCD в 3-4 раза тверже твердого сплава. Это объясняет преимущество ПКА в износостойкости по сравнению с карбидом при резке композитов.
Инструменты PCD могут превосходить твердосплавные инструменты как минимум в 20 раз и показывать стабильные результаты качества в течение гораздо более длительного времени по сравнению с твердосплавными.Люди часто сравнивают только цену инструмента, и хотя PCD CSK может стоить в 2-3 раза дороже Carbide CSK, это ошибка №1. 2.
При использовании зенкеров с ПКА по сравнению с твердосплавными зенковками вы получите следующие преимущества:
- Увеличение срока службы инструмента как минимум в 20 раз.
- Стабильное качество деталей в течение длительного времени.
- Меньше настроек.
- PCD CSK может иметь возможность повторной заточки и повторного использования не менее двух раз.
Давайте сравним «яблоки с яблоками»:
Одна зенковка PCD в среднем сделает 1500 отверстий в углепластике, а твердосплавная сделает около 60 отверстий.
Если принять во внимание 2 цикла восстановления зенковки PCD, то это в общей сложности 4500 отверстий за один срок службы зенковки PCD.
Зенковка из карбида Зенковка PCD Средняя стоимость, встроенный зенкер 1/2″, 100 градусов 35$ 80$ Стоимость восстановления Н/П 2×28$ = 56$ Общая стоимость настройки (в среднем 5 минут на замену инструмента и калибровку), средняя почасовая стоимость 60$ На 4500 лунок необходимо 75 раз заменить ЦСК, то есть 375 минут или 6,25 часа, что в итоге стоит 375$ Всего 3 цикла настройки, то есть 15 минут 15$
Общая стоимость инструмента для изготовления 4500 отверстий 35×75+375 = 3000$ 80+56+15 = 151$ Стоимость инструмента/отверстие 3000/4500 = 0,67$ 151/4500 = 0,033$ Экономия/Отверстие с PCD 95% экономии! Теперь не должно быть никаких сомнений в том, что зенкеры из поликристаллического алмаза лучше подходят для обработки композитов.
