Центровальный станок: Фрезерно-центровальный станок – конструкция и принцип работы + Видео
Содержание
Фрезерно-центровальный станок: характеристики, модели, выбор
Среди большого разнообразия моделей и марок специального режущего оборудования этот станок занимает особое место. Он отличается специфическим набором функций, ориентированных на подготовку исходного материала к дальнейшей обработке. Для более полного понимания особенностей этих изделий сначала желательно ознакомиться с их основными характеристиками. Лишь после этого можно будет переходить непосредственно к выбору фрезерно-центровального станка для домашнего пользования.
Характеристика оборудования
Прежде чем ознакомиться с характеристиками центровальных станков – важно разобраться с тем, для чего они предназначены. Также не помешает узнать, из каких конструктивных деталей состоят эти агрегаты (то есть с их спецификацией).
Назначение станка
Основное назначение станков этого класса может быть представлено следующим перечнем:
- Фрезерная обработка торцевых частей тел вращения (это могут быть валы или оси будущих изделий, например).

- Подготовка базовых поверхностей к последующей центровке отверстий в торцах деталей.
- На некоторых моделях станков предусмотрена возможность снятия рабочих фасок и черновая обработка базовых шеек.

Обратите внимание! На большинстве образцов этого оборудования допускается обрабатывать сразу два торца одновременно.
Указанная возможность позволяет сократить время подготовки деталей за счет того, что установка и фиксация заготовок заметно упрощается. В результате этого удается сэкономить на оснастке оборудования, упростить его обслуживание и повысить общую производительность рабочих операций.
Конкретные объекты, где допускается эксплуатация фрезерно-центровальных станков – это цеха механообработки, а также небольшие мастерские в пределах предприятия или частного хозяйства. Изделия этого типа относятся к разряду полуавтоматического оборудования, что позволяет использовать их в составе комплексов АСУ.
Спецификация
В спецификацию фрезерно-центровальных станков входят следующие обязательные узлы:
- Станина с парой направляющих, являющаяся основой станочного оборудования.

- Каретка с закрепленным на ней фрезерным и сверлильным шпинделем, попеременно перемещающимся вдоль оси обрабатываемой заготовки.
- Тиски с гидравлическим приводом, в которые заготовка помещается перед обработкой.
Помимо этого в составе станка имеется множество вспомогательных узлов, включая органы управления и обеспечения рабочих функций.
Заданный техническими требованиями порядок функционирования станочного оборудования обеспечивается попеременным использованием фрезерного и сверлильного узлов, попарно размещаемых в агрегатных головках. При их поперечном перемещении осуществляется фрезерование торцов установленной в гидроузел заготовки.
По его завершении в работу вступают сверлильные шпиндели, посредством которых подготавливаются центровочные отверстия. Параллельность рабочих плоскостей и центрирование зон сверления обеспечивается за счет того, что их обработка осуществляется после одноразовой установки детали.
Обзор известных моделей
Возможность синхронной обработки двух торцов заготовок является наиболее привлекательной чертой изделий этого класса. Их выбор достаточно велик, что требует предварительного ознакомления хотя бы с некоторыми из них.
Их выбор достаточно велик, что требует предварительного ознакомления хотя бы с некоторыми из них.
Фрезерно-центровальный станок 2Г942
Станки фрезеровальные марки 2Г942 предназначаются исключительно для обработки торцевых изделий наподобие валов электродвигателей. Применяются при поточном производстве, предполагающем использование встроенных в систему автоматов-загрузчиков.
Дополнительная информация. Они также могут входить в состав автоматических линий АСУ.
Основные операции, доступные к выполнению на данных полуавтоматах – это сверление центровочных отверстий с обеих сторон заготовок и их торцевание.
Фрезерно-центровальный станок МР76М
Станки этого типа по способу функционирования относят в категории металлорежущего оборудования, востребованного в мелкосерийном и массовом производстве деталей произвольной формы. Они пригодны для обработки не только плоских, но и фасонных заготовок, а также зубчатых колес, валов и шпонок. Помимо этого их можно применять при расточке тел вращения и подобных им заготовок.
Станок МР75
Эти изделия согласно паспорту применяются для проведения широкого спектра металлообрабатывающих операций, к числу которых следует отнести:
- фрезерование;
- зенкование;
- строгание и сверление.
К тому же оборудование этого класса может использоваться для черновой и чистовой обработки поверхностей.
Технические характеристики станка МР71М
Фрезерные станки этого типа традиционно применяются с целью центровки торцов. Другое функциональное назначение – двустороннее фрезерование валов различного типа. При этом оба торца изделия обрабатываются синхронно, после чего осуществляется их одновременное центрирование. Указанные операции проводятся с той целью, чтобы подготовить валы к их дальнейшей обработке.
Технические характеристики станка МР-71 приводятся ниже:
- Габариты: длина составляет 264 см при реальной ширине в 145 см и высоте в 172 см.
- Предельные размеры обрабатываемых заготовок – от 200 до 500 мм.

- Их диаметр – от 25-ти до 125-ти мм.
- Число скоростей шпинделя – 6.
Вместе с тем, частота его вращения выбирается из следующего ряда:125, 179, 497, 712 об/минуту.
Фрезерно-центровальный станок МР73
Станки марки МР-73, как и их дальнейшая разработка МР-75 по конструкции и своим параметрам практически идентичны уже рассмотренной модели МР-71. Их отличительной чертой является возможность обработки заготовок большей длины и диаметра.
Обзор модели ЕМ535М
Станки марки EM535M востребованы при необходимости обработки чугунных и стальных заготовок с использованием резцов со вставками виде твердосплавных пластин. Они имеют следующие характеристики:
- Класс точности согласно ГОСТ 8-82 – Н.
- Диаметр устанавливаемой детали – 10 см, а ее длина – до 100 см.
- Габариты станины: 3200х2160х2400 мм.
- Ее суммарная масса до 8000 кг.
- Мощность двигателя – 10 киловатт.
Пределы частоты вращения шпинделя 100/2000 оборотов в минуту, а количество инструментов в магазине – 4 штуки.
Какой станок выбрать для домашней мастерской: преимущества и недостатки моделей
Фрезерные станки для домашних мастерских напоминают сверлильные установки, в составе которых также имеются станина и колонна с вертикально смонтированным на ней шпинделем. В отличие от заводских моделей, в них предусмотрен особый механизм перемещения стола под работающей фрезой, что позволяет обтачивать деталь в трех плоскостях.
Важно! При наличии соответствующей оснастки на бытовом оборудовании можно обрабатывать заготовки из любых материалов (не только из металла).
Перед выбором станка для домашнего пользования нужно учитывать следующие параметры:
- Высота шпинделя над рабочим столом.
- Допустимые диаметры фрезерования.
- Мощность станка.
- Удобство монтажа и подключения оборудования, а также его вес.
Правильность выбора первого из этих параметров позволяет устанавливать достаточно габаритную заготовку, а мощность станка – расширить его функциональные возможности.
Этот параметр для бытового оборудования может варьироваться в диапазоне от 150-ти до 750-ти Ватт.
При оценке преимуществ станков этого типа обычно исходят из единственного фактора – возможности заниматься фрезеровальными операциями в бытовых условиях. Для любителя мастерить на дому различные детали это само по себе уже подарок. За предоставляемую возможность приходится жертвовать следующими беспокойствами и неудобствами (их относят к недостаткам):
- Потребность в подходящем для работы месте.
- Необходимость прокладки специального трехфазного питания 380 Вольт.
- Значительный расход электроэнергии.
Помимо этого не следует забывать о том, что сложное в обслуживании оборудование нуждается в постоянном уходе.
Особенности эксплуатации фрезерно-центровального оборудования
В процессе эксплуатации оборудования этого класса в первую очередь необходимо контролировать легкость перемещения стола посредством ручной подачи. При обнаружении каких-либо проблем (слишком тугого хода, например) потребуется ослабить стопорные фиксаторы, а затем перепроверить качество передвижения.
При обнаружении каких-либо проблем (слишком тугого хода, например) потребуется ослабить стопорные фиксаторы, а затем перепроверить качество передвижения.
В случае появления вибраций нужно застопорить станок и принять все возможные меры, позволяющие избавиться от них. Для этого необходимо внимательно исследовать состояние и надежность крепления фрезы и заготовок, а также специальных приспособлений, применяемых в различных режимах резания.
Установка и смена фрезы
Прежде чем закрепить фрезу в шпинделе работнику придется произвести следующие подготовительные операции:
- Проверить состояние и качество заточки инструмента, на котором не должно быть явных следов трещин, прижогов и крошения материала.
- Также нужно убедиться в прочности посадки зубьев в корпусе фрезы и проверить их износ после интенсивной эксплуатации оборудования.
- В ситуации, когда режущие кромки сильно затупились или немного выкрошились – инструмент потребуется заменить новым образцом.

Дополнительная информация! В процессе настройки также необходимо следить за тем, чтобы на осадочных плоскостях фрезерной оправки, а также на цанге и шпинделе не скапливались грязь и остатки обтирочной ветоши.
По завершении фиксации фрезы в шпинделе обязательна проверка уровня биений режущих кромок инструмента.
Далее потребуется настроить подачи на указанные в задании режимы, после чего можно будет установить и зафиксировать упоры механизма их автоматического отключения.
Техника безопасности
При эксплуатации фрезерных станков важно соблюдать общие требования безопасности, касающиеся обращения с вращающимися частями оборудования. При этом категорически запрещается:
- Использовать одежду с не заправленными частями (длинными рукавами, например) которые могут намотаться на шпиндель.
- Работать без головного убора, надежно скрывающего пряди волос.

- Приступать к обработке деталей без защитных очков, оберегающих глаза от разлетающейся стружки.
- Начинать операции с оснасткой без рукавиц из плотной ткани
Особое внимание уделяется безопасным приемам работы с инструментом. При установке и снятия фрезы со шпинделя необходимо надевать на нее специальный кожух, надежно закрывающий режущие зубья. Закрепление хвостовика используемой оправки в шпинделе станка обязательно предполагает проверку плотности его посадки, исключающей даже малейший люфт. При фиксации фрезы и оправки следует включить коробку скоростей, что позволит избежать нежелательного проворачивания шпинделя.
В заключительной части обзора отметим, что для их безопасного удаления следует пользоваться специальной выколоткой. Перед началом этой операции рекомендуется помещать на столе деревянный лоток, обеспечивающий защиту от порчи инструмента и самого оборудования.
2Г942 станок фрезерно-центровально-обточной полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе центровального обточного станка 2Г942
Производителем центровального обточного станков 2Г942 является Костромской завод автоматических линий КЗАЛ, основаннный в 1968 г.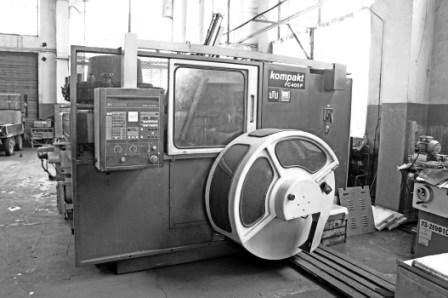
Уже в 1969 году были выпущены первые 4 агрегатных станка.
В 1972 году завод освоил выпуск фрезерно-центровальных полуавтоматов. После сдачи в эксплуатацию новых цехов и специализированных участков, в 1975 году выпущены первые автоматические линии.
Станки, выпускаемые Костромским заводом автоматических линий КЗАЛ
- 2Г942 — станок фрезерно-центровальный полуавтомат Ø 160 х 1000
- МР-71М — станок фрезерно-центровально-обточной полуавтомат Ø 125 х 500
2Г942 станок фрезерно-центровально-обточной полуавтомат. Назначение и область применения
Станок 2Г942 заменил в производстве модель МР-71М и был снят с производства в 1988 году без замены.
фрезерно-центровально-обточной полуавтомат 2Г942 предназначен для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате 2Г942:
- фрезерование торцов и сверление центровых отверстий с двух сторон
- обточка шеек на концах валов
- может производиться также сплошная цековка до диаметра 40 мм
- кольцевая подрезка
- расточка
Особенности конструкции фрезерно-центровального станка 2г942
Фрезерные и сверлильные шпиндели расположены горизонтально.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки не снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке 2Г942 за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий, обточка базовых шеек обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Транспортер полуавтомата — шнековый. Диаметр шнека — 150 мм.
Класс точности полуавтомата Н по ГОСТ 8—77.
Категория качества — высшая.
Корректированный уровень звуковой мощности LpA не должен превышать 102 дБА.
Уровень вибрации, возникающий на рабочем месте при работе станков в эксплуатационном режиме в соответствии с ГОСТ 12. 2009—80.
2009—80.
Пределы длины обрабатываемых деталей, мм:
- 2Г942.04 — 100-500
- 2Г942.00 — 100-1000
- 2Г942.08 — 100-2000
Краткая справка
ГОСТ 9886-73. Станки-полуавтоматы горизонтальные двусторонние для обработки торцов и центрирования. Основные размеры
Semi-automatic horisontal two-sided machine-tools for face-milling and centring. Basic dimensions
Дата введения 1975-01-01
Станок-полуавтомат для обработки торцов и центрирования
1. Настоящий стандарт распространяется на горизонтальные двухсторонние центровальные, центровально-подрезные и фрезерно-центровальные станки-полуавтоматы для обработки торцов и центрования*.
- Наибольший диаметр устанавливаемого изделия между тисками (D), мм: 125, 250, 500
- Наибольший диаметр устанавливаемого изделия между тисками (D1), мм: 50, 100, 200
- Наибольшая длина устанавливаемого изделия (L), мм: 500, 1000, 2000
- Наибольший диаметр режущих кромок устанавливаемых резцовых головок (D2), не менее, мм: 32, 80, —
- Наибольший диаметр устанавливаемой фрезы (D3), не менее, мм: 63, 125, 250
- Наибольший номинальный диаметр устанавливаемого комбинированного центровочного инструмента (d), мм: 5, 10, 16
- Диаметр цилиндрического отверстия в переднем конце центровального (центровально-подрезного) шпинделя, мм: 40, 40/50, 50
- Конец фрезерного шпинделя по ГОСТ 24644-81: 40, 50
Краткая информация о станках-полуавтоматах для обработки торцов и центрирования
Для предварительной обработки заготовок типа осей и валов — чистового и чернового фрезерования торцов, обтачивания, а также обработки центровых отверстий в них предприятие КЗАЛ (Костромской завод автоматических линий) выпускал станки МР-71, МР-71М, МР-73, МР-75, МР-76АМ, МР-76М, МР-176, МР-77, МР-78.
Базовая модель серии МР полуавтомат МР-71 был запущен в серию в начале 70-х. Он выполнял долько две операции — фрезерование и сверление торцов.
Станки МР-73 и МР-75 по своим техническим характеристикам и конструкции идентичны МР-71. Но они могут обрабатывать более длинные заготовки с большим диаметром.
Барабанные полуавтоматы МР-76 (М и АМ) располагают двумя либо одним барабаном (трехпозиционным), которые оснащаются специальными тисками, позволяющими фиксировать изделие на каждой из трех позиций. Зажим заготовки производится при помощи ключей.
Станки МР-78 и МР-77 дают возможность дополнительно выполнять операцию глубокого сверления.
Полуавтомат МР-179 в дополнение к фрезерованию и зацентровке способен выполнять следующие операции:
- подрезку фасок на торцах;
- растачивание отверстий;
- внешнее обтачивание заготовки.
Его разновидностью является станок МР-179Ф4, который эксплуатируется исключительно в составе автоматизированных линий.
Относительно более современные модели — 2Г942.00, 2Г942.10, 2Г942.04, 2Г942.14, 2Г942.08 2Г942.
Станки предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтоматах:
- фрезерование торцов с двух сторон
- сверление центровых отверстий с двух сторон
- обточка шеек и снятие фасок на концах валов
Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Приводы подач сверлильных и фрезерных шпинделей и зажима деталей, а также упоры заготовок гидравлические.
Фрезерование торцов, сверление центровых отверстий и обточка базовых шеек производится за одну установку обрабатываемой детали, что обеспечивает высокую точность баз для дальнейшей обработки. При этом обработка торцов является окончательной.
При этом обработка торцов является окончательной.
Габарит рабочего пространства фрезерно-центровально-обточного станка 2г942
Габаритные размеры рабочего пространства станка 2г942
Посадочные и присоединительные базы фрезерно-центровально-обточного станка 2г942
Габаритные размеры рабочего пространства станка 2г942
Общий вид сверлильного центровального станка 2Г942
Фото фрезерно-центровально-обточного станка 2г942
Фото фрезерно-центровально-обточного станка 2г942
Фото фрезерно-центровально-обточного станка 2г942
Фото фрезерно-центровально-обточного станка 2г942
Пульт управления фрезерно-центровальным станком 2г942
Габаритный план фрезерно-центровально-обточного станка 2г942
фрезерно-центровально-обточного станка 2г942
Чертеж фундамента фрезерно-центровально-обточного станка 2Г942
Чертеж фундамента фрезерно-центровально-обточного станка 2Г942
Читайте также: Заводы производители металлорежущих станков в России
МР-71м станок фрезерно-центровальный.
 Видеоролик.
Видеоролик.
Технические характеристики фрезерно-центровально-обточного станка 2Г942
| Наименование параметра | 2Г942 | МР-71М | МР-73М | МР-75М |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности станка | Н | Н | Н | Н |
| Пределы длины обрабатываемых деталей, мм: | 100..1000 | 200..500 | 500..1250 | 500. .2250 .2250 |
| Пределы диаметров устанавливаемых в тисках деталей, мм: | 20..160 | 25..125 | 25..125 | 25..125 |
| Наибольшее усилие зажима детали, Н | 25500 | |||
| Высота центров над станиной, мм | 315 | 315 | 315 | |
| Высота центров над полом, мм | 1040 | 1040 | 1040 | |
| Сверлильные головки | ||||
| Наибольший поперечный общий ход, мм | 220 | 220 | 220 | |
| Количество скоростей фрезерного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения фрезерного шпинделя: об/мин | 125..712 | 125..712 | 125..712 | 125..712 |
| Пределы подач фрезерного шпинделя, мм/мин | 20. .2000 .2000 | 20..400 | 20..400 | 20..400 |
| Наибольший диаметр устанавливаемой фрезы, мм | 160 | 90..160 | 90..160 | 90..160 |
| Ускоренный ход продольный, м/мин | 6,0 | |||
| Ускоренный ход поперечный, м/мин | 4,5 | |||
| Диаметр и конус отверстия под фрезу | Ø 69,85 7:24 | |||
| Наибольший диаметр фрезерования, мм | 150 | |||
| Сверлильные головки | ||||
| Ход пиноли сверлильного шпинделя, мм | 100 | |||
| Наибольший поперечный общий ход, мм | 75 | 75 | 75 | |
| Количество скоростей сверлильного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения сверлильного шпинделя: об/мин | 290. .2300 .2300 | 238..1125 | 238..1125 | 238..1125 |
| Пределы подач сверлильного шпинделя, мм/мин | 20..2000 | 20..300 | 20..300 | 20..300 |
| Пределы диаметров устанавливаемых центровок, мм | 3,15..10,12 | 3 х 12 6 х 22 | 3 х 12 6 х 22 | 3 х 12 6 х 22 |
| Диаметр отверстия под сверло, мм | 50 | 50 | 50 | |
| Наибольший диаметр сверления, мм | 16 | |||
| Электрооборудование. Привод | ||||
| Питающая электросеть, В | 380±38 | 380±38 | 380±38 | 380±38 |
| Количество электродвигателей на станке | 8 | 6 | 6 | 6 |
| Электродвигатель привода фрезерных головок, кВт (об/мин) | 11 х 2 | 7,5; 10 (1450) | 7,5; 10 (1450) | 7,5; 10 (1450) |
| Электродвигатель привода сверлильных головок, кВт (об/мин) | 4 х 2 | 2,2; 3 (1430) | 2,2; 3 (1430) | 2,2; 3 (1430) |
| Электродвигатель привода гидронасоса, кВт (об/мин) | 5,5 | 5,5 (970) | 5,5 (970) | 5,5 (970) |
| Электродвигатель привода станции смазки, кВт (об/мин) | 0,08 | — | — | — |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,12 | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Электродвигатель транспортера стружки, кВт (об/мин) | 0,55 | — | — | — |
| Суммарная мощность установленных электродвигателей, кВт | 36,28 | 31,62 | 31,62 | 31,62 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 3970. ..5470 х 1750 х 2000 ..5470 х 1750 х 2000 | 3140 х 3790 х 4825 | 3790 х 1630 х 1740 | 4825 х 1630 х 1740 |
| Масса станка, кг | 6500 | 6100 | 6700 | 7800 |
Связанные ссылки. Дополнительная информация
Специальный фрезерно-центровальный станок c ЧПУ СМ2484Ф3
Особенности конструкции СМ2484Ф3
Наличие поворотного стола является главной особенностью данной модели фрезерно-центровального станка, который обеспечивает возможность обработки с одной установки целой гаммы отводов. Поворотный стол обеспечивает поворот деталей на 90o, 120o, 135o, 150o, 180o, 270ои 360о. Зажим детали обеспечивается перемещающимся зажимом, таким образом, чтобы деталь закреплялась вблизи зоны резания, исключая, тем самым, появление вибраций.
Преимущества специального фрезерно-центровального станка c ЧПУ СМ2484Ф3:
- высокая точность обработки, которая обеспечивается наличием линейных направляющих в силовом столе и планшайбе, а также системы ЧПУ Siemens;
- высокое качество обрабатываемых поверхностей за счет применения метода токарной обработки и повышенной жесткости станка.

- гибкость и простота переналадки для изготовления фасок любого профиля;
- минимальные затраты и быстрота переналадки при переходе на обработку новых фасок;
- возможность снятия внутреннего шва на прямолинейных участках отводов;
- надежность и долговечность в работе, возможность работы в 3-сменном режиме без выходных.
- возможность растачивания в торец при толщине стенок до 15мм.
Технические характеристики СМ2484Ф3
|
Параметр |
Значение |
|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Количество шпинделей, шт
Количество шпинделей, шт
 Способ загрузки – выгрузки
Способ загрузки – выгрузки
 Значения шумовых характеристик не превышают
Значения шумовых характеристик не превышают
Специальный станок c ЧПУ СМ2484Ф3 может использоваться при массовом и крупносерийном изготовлении деталей в специализированных механообрабатывающих цехах.
Чтобы приобрести понравившийся товар, необходимо его заказать. Есть несколько сценариев того, как это можно сделать.
- Перейти в карточку товара и нажать «Заказать». После нажатия нужно заполнить форму с контактными данными и отправить заявку. С вами свяжется менеджер для дальнейшего обсуждения.
- Вы так-же можете просто отправить запрос на адрес электронной почты: [email protected]
Фрезерно-центровальный станок мр73м
Фрезерно-центровальный
станок МР73М предназначен для двустороннего
фрезерования и зацентровки торцов вала.
Оба торца фрезеруют одновременно, а
затем одновременно зацентровывают.
Такая технология позволяет обеспечить
параллельность торцов между собой и
перпендикулярность
центровых отверстий этим торцам, что
очень важно при последующей
обработке валов на токарном станке.
Обрабатываемая
деталь закрепляется в специальных
зажимных тисках и во время
обработки остается неподвижной. Цикл
Цикл
обработки детали состоит из ускоренного
подвода фрезерных головок, фрезерования
одновременно обоих торцов
детали, быстрого отвода фрезерных
головок, быстрого подвода сверлильных
головок, зацентровки одновременно обоих
концов и быстрого отвода сверлильных
головок.
Скорость
вращения шпинделей фрезерных и сверлильных
головок устанавливается
сменными зубчатыми колесами.
Привод подачи
фрезерных и сверлильных головок и зажим
детали осуществляется гидравлически.
Синхронизация перемещения обеих
фрезерных головок производится при
помощи гидравлического синхронизатора.
Применение гидравлического привода
подач фрезерных и сверлильных
головок обеспечивает простоту наладки
и удобство обслуживания.
Основные
данные
Основные размеры | |
Размеры | |
диаметр | 25-125 |
длина | 500-1250 |
Высота центров, | |
над столом | 1040 |
над станиной | 315 |
Фрезерные головки | |
число ступеней | 6 |
число оборотов | 125-712 |
наибольший | 220 |
подача, мм/мин | 20-400 |
Отверстие | |
Диаметр, мм | 69,85 |
конусность | 7:24 |
22
диаметр применяемой | 80-160 |
сверлильные | |
число ступеней | 6 |
Число оборотов | 238-1125 |
наибольший ход, | |
подача, мм/мин | 20-300 |
привод, габарит | |
электродвигатели | |
мощность, квт | |
привода фрезерных | 7,5;10 |
привода сверлильных | 2,2;3 |
Гидропривода | |
привода насоса | |
напряжение, в | |
габарит | |
вес , кг 6300 | |
Порядок
работы станка:
Заготовка,
устанавливаемая в тиски 4, гидравлически
закрепляется и последовательно
сначала фрезеруется с двух сторон при
перемещении фрезерных головок 5 в
поперечном направлении, а затем, по
достижении кареткой
упора, зацентровывается с двух сторон
за счет осевого перемещения
сверл вместе с пинолями центровочных
шпинделей. Привод подач фрезерных и
Привод подач фрезерных и
сверлильных головок гидравлический.
Фрезерный и сверлильный
шпиндели приводятся от вращения отдельных
электродвигателей, частоту вращения
шпинделей регулируют сменными зубчатыми
колесами
Рис. 9.2.1
Фрезерно-центровальный станок МР73М
1-
Станина; 2- каретка; 3- фрезерно-сверлильная
бабка; 4- тиски; 5- фрезерная головка;
6- сверлильная головка.
Заключение
В данном курсовом
проекте был спроектирован технологический
процесс механической обработки детали
«Вал». Был выбран наиболее экономичный
и
прогрессивный метод получения заготовки
— прокат. При этом достигается необходимая
точность и качество поверхностей
заготовки. Разработанные этапы
механической обработки позволяют за
минимальное число операций обработать
деталь до получения необходимого
качества поверхности. Также за счет
назначения наименьших припусков идет
ресурсосбережение при прокате. Таким
образом, достигнута главная цель
курсового проекта -спроектировать
технологический процесс изготовления
детали «Вал» заданного качества и
при минимальных затратах труда и
материальных средств.
Список
литературы
Справочник
технолога-машиностроителя. В 2-х т./ под
ред. А.Г. Косиловой и Р.К. Мещерякова,
4-ое изд. — М., Машиностроение, 1986В.А.
Фомин, Г.С.Мазин. Проектирование
технологических процессов механической
обработки деталей подвижного состава.
Методические указания
к курсовому проектированию. — М., МИИТ,
2003.- 40 с.Резание
конструкционных материалов, режущие
инструменты и станки.
Под ред. П.Г. Петрухи, 2-ое изд. — М.,
Машиностроение, 1974Егоров
М.Е. Технология машиностроения. Учебник.
2-ое изд. — М., Высшая
школа, 1976-534 с.Иванец
Н.Н. Металлорежущие станки. Часть 3- М.,
Машиностроение, 1981Ничков
А.Г. Фрезерные станки.2-ое изд. — М.,
Машиностроение, 1979ГОСТ
24195-76 «Базирование и базы в машиностроении.
Термины и определения»ГОСТ
2590-2006 «Прокат сортовой стальной
горячекатаный круглый.-bas03-22-8.jpg) Сортамент»
Сортамент»ГОСТ
535-88 «Прокат сортовой и фасонный из
стали углеродистой обыкновенного
качества»
ГОСТ 6507-90 «Микрометры.
Технические условия»ГОСТ
14952-75 «Сверла центровочные комбинированные.
Технические
условия»ГОСТ
16518-96 «Тиски станочные с ручным и
механизированным приводами.
Общие технические условия»
\Щ
Iго
I I
31
I
cl I
°1
|£|
1
з!
Обоснование выбора оборудования и режущего инструмента
На первой операции используется Фрезерно-центровальный полуавтомат Мод. МР-71. В качестве приспособления используются: тиски (принадлежность станка). В качестве вспомогательного инструмента: две оправки для торцевых фрез; два сверлильных патрона. Режущий инструмент: две торцевые фрезы; два центровочных сверла. Контрольно измерительный: линейка, штангенциркуль.
Режущий инструмент: две торцевые фрезы; два центровочных сверла. Контрольно измерительный: линейка, штангенциркуль.
На второй операции используется токарный многорезцовый полуавтомат мод. 1А730. В качестве приспособления используются: поводковый патрон с плавающим центром, возвращающийся в центр. В качестве вспомогательного инструмента: стойка для крепления резцов на суппорте. Режущий инструмент: два токарных проходных упорных резца и токарный прямой резец проходной. Контрольно-измерительный: предельные скобы для диаметральных реальных размеров; штангенциркуль для линейных размеров.
На третьей и четвертой операции используется токарно-винторезный станок мод. 16К20. В качестве приспособления используются: центр жесткий; поводок; центр вращающийся. Режущий инструмент: Токарный проходной упорный резец. Контрольно-измерительный: предельная скоба для диаметрального размера; штангенциркуль для линейного размера.
На пятой операции используется Токарно-многорезцовый полуавтомат мод. 1А730. В качестве приспособления используются: поводковый патрон с плавающим центром, вращающийся центр. В качестве вспомогательного инструмента: стойки для крепления резцов на суппортах. Режущий инструмент: два токарных проходных упорных резца; токарный проходной резец; два канавочных резца. Контрольно-измерительный: предельная скоба для диаметрального размера; штангенциркуль для линейного размера.
1А730. В качестве приспособления используются: поводковый патрон с плавающим центром, вращающийся центр. В качестве вспомогательного инструмента: стойки для крепления резцов на суппортах. Режущий инструмент: два токарных проходных упорных резца; токарный проходной резец; два канавочных резца. Контрольно-измерительный: предельная скоба для диаметрального размера; штангенциркуль для линейного размера.
На шестой и седьмой операции используется горизонтально-фрезерный станок, мод. 6М82Г. В качестве приспособления используется: специальное пневматическое тисочного типа. В качестве вспомогательного инструмента: оправка для фрезы. Режущий инструмент: фреза дисковая трехсторонняя. Контрольно-измерительный: калибр пазовый, шаблон.
Конечными продуктом после прохождения все технологических операций в машиностроительной области является, в зависимости от его назначения, изделие (трактор, станок, пресс и т. д.), различные детали или сборные узлы изделия.
Черновая и чистовая обработка всех изделий проводится с применением таких операций механической обработки, как фрезерование, строгание, сверление, зенкование, шлифование.
Черновое и чистовое фрезерование производят на фрезерно-центровальных станках. Фрезерно-центровальный станок мр 71,МР-73, мр71м и МР-75считаются высоко производительными и предназначенными для мелкосерийного, среднесерийного и массового производства.
Фрезерные станки относят к группе металлорежущих станков в классификации по способу и виду механической обработки. Данные станки используют для обработки с применением фрезы фасонных и плоских поверхностей, валов, шпонок, зубчатых колёс, тел вращения и различных других заготовок. Во время механической обработки закрепленная в шпинделе станка фреза производит вращательное движение, а заготовка детали, тщательно закреплённая на столе станка, совершает прямолинейное движение подачи.
Фрезерный станок чаще всего применяют для зацентровки торцов и двустороннего фрезерования различных валов. Оба торца изделия одновременно фрезеруют, а после одновременно зацентровывают. Данная технология обеспечивает перпендикулярность центровых отверстий к данным торцам и параллельность торцов, что, естественно, необходимо для последующей обработки различных валов.
Оба торца изделия одновременно фрезеруют, а после одновременно зацентровывают. Данная технология обеспечивает перпендикулярность центровых отверстий к данным торцам и параллельность торцов, что, естественно, необходимо для последующей обработки различных валов.
Технические характеристики фрезерно-центровального станка МР-71:
— габаритные размеры фрезерного станка составляют: длина- 2640 мм, ширина -1450 мм и высота -1720 мм;
-наибольшая и наименьшая длина обрабатываемых заготовок деталей — 200-500 мм;
— диаметр обрабатываемой заготовки детали 25-300 мм;
— число скоростей шпинделя режущего инструмента — 6;
-частота вращения шпинделя режущего инструмента, об/мин- 125; 179; 497; 712.
Механическая обработка на многорезцовых полуавтоматах позволяет обеспечивать точность в пределах 11 12 квалитетов. Но при правильном выборе режущего инструмента и тщательной наладке фрезерного станка точность может быть увеличена до 6 8 квалитета.
На данном станке разрешено одновременное чистовое и черновое фрезерование, если не увеличивается шероховатость и полностью обеспечивается заданная точность обрабатываемой поверхности.
Токарно-винторезный станок 16К20 относится к группе токарных — винторезных.
Класс точности — P
Наибольший диаметр обрабатываемой заготовки над станиной 400 мм
Наибольший диаметр точения над поперечным суппортом 220 мм
Наибольший диаметр обрабатываемого прутка 50 мм
Наибольшая длина обрабатываемого изделия 710, 1000, 1400, 2000 мм
Предел числа оборотов шпинделя 12,5-1600 об/мин
Пределы подач — продольных 0,05-2,8 мм/об — поперечных 0,025-1,4 мм/об
Наибольшее усилие допускаемое механизмом подач на упоре — продольное 800 кгс — поперечное 460 кгс
Наибольшее усилие допускаемое механизмом подач на резце — продольное 600кгс — поперечное 360 кгс
Мощность электродвигателя главного движения 11 кВт
Габариты станка — длина 2505, 2795, 3195, 3795 мм — ширина 1190 мм — высота 1500 мм
Масса станка — 2835, 3005, 3225, 3685 кг
Расчет режимов резания
Режимы резания определяются глубиной резания t, подачей s, скоростью резания V. Их значения влияют на точность и качество получаемой поверхности, производительность себестоимость обработки.
Их значения влияют на точность и качество получаемой поверхности, производительность себестоимость обработки.
Для обработки сначала устанавливают глубину резания, а затем назначают подачу и скорость. При обработке поверхности на предварительно настроенном станке глубина резания равна припуску на обработку по выполняемому технологическому переходу.
Подача должна быть установлена максимально допустимой. При черновой обработке она ограничивается прочностью и жесткостью элементов технологической системы станка, а при чистовой и отделочной — точностью размеров и шероховатостью поверхности.
Скорость резания зависит от выбранной глубины резания, подачи, качества и марки обрабатываемого материала, а также многих других факторов.
Рассчитывается согласно установленным для каждого вида обработки эмпирическим формулам, которые имеют следующий общий вид:
Где — коэффициент характеризующий условия обработки;
Т – показатель периода стойкости инструмента;
t- глубина резания, мм;
S – подача инструмента, мм/об;
m,x,y – коэффициенты указывающие на вероятность безотказной работы инструмента.
Зная период стойкости инструмента, находим скорость резания:
м/мин,
Определяем расчетное значение частоты вращения шпинделя:
Где — скорость резания м/мин;
— диаметр детали, мм;
n=1000*47,9=47900 n=3.14*80=251.2
n=47900/251.2=190.6 мин-1,
Сводная таблица режимов резания
Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)…
Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот…
Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? — задался я вопросом…
Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем. ..
..
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
МР-71М станок фрезерно-центровальный полуавтомат. Паспорт, схемы, характеристики, описание
Назначение станков
Фрезерные станки такого типа имеют три основных назначения. К ним относят следующие:
- обработка фрезером торцевых изделий – осей, валов и других комплектующих округлой формы;
- проведение подготовительных работ для поверхностей, которые на следующем этапе будут обрабатываться фрезером – формироваться отверстия в торцевых сторонах деталей;
- отдельные модели станков оснащены функцией удаления рабочих фасок.
Выделим, что большинство фрезерно-центровального оборудования предусматривает одновременную обработку сразу двух торцевых деталей, что ускоряет процесс производства и увеличивает оборот готовой продукции. Особенно, это удобно на крупных предприятиях.
Преимущества специального фрезерно-центровального станка c ЧПУ СМ2484Ф3:
- высокая точность обработки, которая обеспечивается наличием линейных направляющих в силовом столе и планшайбе, а также системы ЧПУ Siemens;
- высокое качество обрабатываемых поверхностей за счет применения метода токарной обработки и повышенной жесткости станка.

- гибкость и простота переналадки для изготовления фасок любого профиля;
- минимальные затраты и быстрота переналадки при переходе на обработку новых фасок;
- возможность снятия внутреннего шва на прямолинейных участках отводов;
- надежность и долговечность в работе, возможность работы в 3-сменном режиме без выходных.
- возможность растачивания в торец при толщине стенок до 15мм.
Принцип работы
Нельзя сказать, что рабочий процесс относится к особо сложным, однако работать на оборудовании разрешается только квалифицированным сотрудникам. Итак, принцип работы фрезерно-центровального станка заключается в следующем.
Металлическую заготовку помещают в специально отведенные для этого тиски, и хорошо фиксирует в неподвижное положение. Запускают фрезер, который обрабатывает одну деталь с двух сторон, обеспечивая максимальную симметрию. Обрабатывающая головка «высверливает» центровое отверстие по заданным параметрам.
Готовое изделие, как правило, после фрезера, обрабатывают специальными щетками с определенной жесткостью, которые удаляют металлическую стружку и делают поверхность гладкой. После окончания работ деталь выпускается в продажу.
После окончания работ деталь выпускается в продажу.
Станки фрезерно-центровальные
Станки фрезерно-центровальные
Специальные фрезерно-центровально-обточные станки серии КС взамен ранее выпускавшихся станков мод.2Г942
Предназначены для обработки торцов деталей типа валов в серийном и массовом производстве.
Основные преимущества наших фрезерно-центровальных станков:
— станки изготавливаются на гидроаппаратуре Rexroth (Германия) и Duplomatik(Италия). — использование прецизионных труб с соединениями на врезных кольцах — по желанию Заказчика возможна установка приводов с бесступенчатым частотным регулированием оборотов сверльльных и фрезерных шпинделей. — возможность обточки шеек с двух сторон длинной до 80 мм.
— возможность изготовления ограждений станка «кабинетного типа».
Фрезерование торцов, сверление центровых отверстий и обточка базовых шеек (при необходимости) производится за одну установку детали, что обеспечивает высокую точность баз для дальнейшей обработки.
Загрузка, фрезерование, центровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещения имеют фрезерные и сверлильные головки.
| Станок |
| Автомат центровально-подрезной двусторонний с загрузочным устройством 2А911-1 |
| Автомат центровальный двусторонний 2910 |
| Полуавтомат фрезерно-центровально-обточной 2Г942 |
| Полуавтомат фрезерно-центровально-обточной 2Г942.00 |
| Полуавтомат фрезерно-центровально-обточной 2Г942.04 |
| Полуавтомат фрезерно-центровально-обточной 2Г942.08 |
| Полуавтомат фрезерно-центровально-обточной 2Г942.10 |
| Полуавтомат фрезерно-центровально-обточной 2Г942.14 |
| Полуавтомат фрезерно-центровально-обточной 2Г942.18 |
| Полуавтомат фрезерно-центровально-обточной 2Г942Ф2 |
| Полуавтомат фрезерно-центровально-обточной 2Г943 |
| Полуавтомат фрезерно-центровально-обточный двусторонний барабанного типа трехпозиционный 2982 |
| Полуавтомат фрезерно-центровально-обточный двусторонний борабанного типа трехпозиционный 2982-04 |
| Полуавтомат центрально-подрезной двусторонний 2А911 |
| Станок фрезерно-центровальный ЕМ535М |
| Полуавтомат фрезерно-центровально-обточной 2Г942 | |
| Параметр | Значение |
| Производитель | Костромской завод автоматических линий КЗАЛ, ОАО |
| ЧПУ | — |
| Мощность | |
| Масса | |
| Точность | Н |
| Шп мин | |
| Шп макс | |
| Размеры | 1810 x 2100 |
| Наибольший диаметр обрабатываемой детали, мм | |
| Диаметр отверстия, мм | |
| Длина детали, мм |
Дата добавления: 2015-08-27; | Нарушение авторских прав
mybiblioteka. su — 2015-2018 год. (0.009 сек.)
su — 2015-2018 год. (0.009 сек.)
mybiblioteka.su
Схема обработки
Разберем схему обработки более детально:
- после фиксации заготовки в тиски, станок запускает процесс фрезерования, который начинает осуществляться с помощью поперечного движения головок оборудования с предусмотренными сверлильными парами;
- после передвижения каретки в поперечной плоскости, к работе приступают сверлильные шпиндели, позволяющие подготовить рабочую поверхность к формированию отверстий;
- далее проходит сам процесс фрезерования центровых отверстий.
В зависимости от вида и модели фрезерно-центровального станка, схема обработки может немного изменяться. Однако, в целом, последовательность процесса именно такая.
Как работает
Благодаря двустороннему фрезерованию и зацентровке торцов заготовок, выполняемых одновременно, удается подготовить базовые поверхности к другим видам производственных процессов. Одновременное выполнение двух видов работ обеспечивают две агрегатные установки для обтачивания торцов, функционирующие совместно.
Устройство
Согласно спецификации, фрезерно-центровальные станки имеют набор следующих компоновочных узлов:
- отлитой из чугуна станины, снабженной двумя направляющими, как основы обтачивающего комплекса;
- каретки, оборудованной парой шпинделей (фрезерный и сверлильный), которые способны попеременно двигаться вдоль поверхности закрепленной заготовки;
- приводов (гидравлических), предназначенных для подачи центровочного сверла и торцевой фрезы, а также упора для перемещаемой детали.
Поэтапному выполнению фрезерно-центровальных работ содействуют вспомогательные узлы совместно с органами управления. Фрезерные и сверлильные узлы попарно размещены внутри агрегатных головок. Подготовленное к обработке изделие устанавливают в специальных тисках, зафиксировав гидравлическим прижимом.
Примерная схема обработки
Приступая к обработке, изделие закрепляют в тисках, фиксируя при помощи гидроприжима.
1 этап. Система выполняет фрезерование торцов заготовок при поперечном движении агрегатных головок, снабженных фрезерно-сверлильными парами.
2 этап. Когда заканчивается перемещение каретки в поперечной плоскости, начинается работа сверлильных шпинделей. Режущий инструмент выполняет подготовку центровочных отверстий (базовых).
Условия эксплуатации
Работающий фрезерно-центровальный станок одновременно обрабатывает два торца.
Наличие гидравлической системы позволяет закрепить подготовленную для обработки заготовку, реализовать подачу режущего механизма. Оборудование для гидравлической системы и питания размещаются рядом с механообрабатывающим станком в отдельно стоящем шкафу. Гидравлика соединена со станком гидромагистралями, а от электрооборудования проложены электрические кабели.
По ходу выполнения фрезерно-центровальных работ необходимо следить за этапами перемещения стола, ручная подача которого должна быть свободной. Для ликвидации проблем (тугой ход) ослабляют зажим стопорных фиксаторов с последующим контролем качества хода. Если появляются вибрации, станок останавливают для выяснения причин. Одной из причин может быть ненадежная фиксация фрезы или крепление заготовки.
Одной из причин может быть ненадежная фиксация фрезы или крепление заготовки.
Для оценки правильности установки фрезы потребуется выполнить проверку:
- общего состояние инструмента;
- качества, правильности заточки;
- отсутствия явных дефектов полотна;
- прочности закрепления режущих элементов;
- степени износа оборудования после интенсивной нагрузки.
Если обнаружены следы притупления или незначительное крошение металла кромки зубьев, фрезу придется заменять. Не менее важно следить за чистотой осадочных плоскостей режущего приспособления, скопившуюся грязь положено удалять вовремя. После смены фрезы и фиксации нового полотна в шпинделе следует обязательно проверить уровень биения зубьев режущего механизма.
Правила безопасности
Эксплуатация металлорежущих станков, оснащенных вращающимися элементами, требует обязательного соблюдения правил безопасности. Перед эксплуатацией устройства нужно подготовить набор защитных элементов:
- спецодежда с зафиксированными частями, чтобы исключить намотку на шпиндель;
- плотно сидящий головной убор, надежно скрывающий пряди волос;
- защитные очки, оберегающие глаза от стружки во время обработки деталей;
- рукавицы из плотного материала для манипуляций с деталями оснастки.
При работе с металлообрабатывающими комплексами важную роль играет соблюдение безопасности в процессе снятия и установки фрезы. Зубья режущего механизма шпинделя покрывают специальным кожухом, защищающим руки рабочего от травмирования.
После проведения ремонтных работ обязательно проверяют прочность посадки хвостовика в оправке шпинделя – не должно быть даже малейшего люфта. Когда фреза с оправкой зафиксирована, проверяют функции коробки скоростей, чтобы убедиться в невозможности прокрутки шпинделя.
Спецификация станков
В состав фрезерно-центровального оборудования входит ряд основных узлов, которые отвечают за выполнение главных процессов. В первую очередь – это станина, которая имеет пару направляющих. Она относится к основе станка. К важным узлам относят и каретку, на которой надежно закреплены два шпинделя – сверлильный и фрезерный. Гидравлические тиски также относят к основному узлу.
Кроме основной спецификации оборудование имеет дополнительные узлы и механизмы.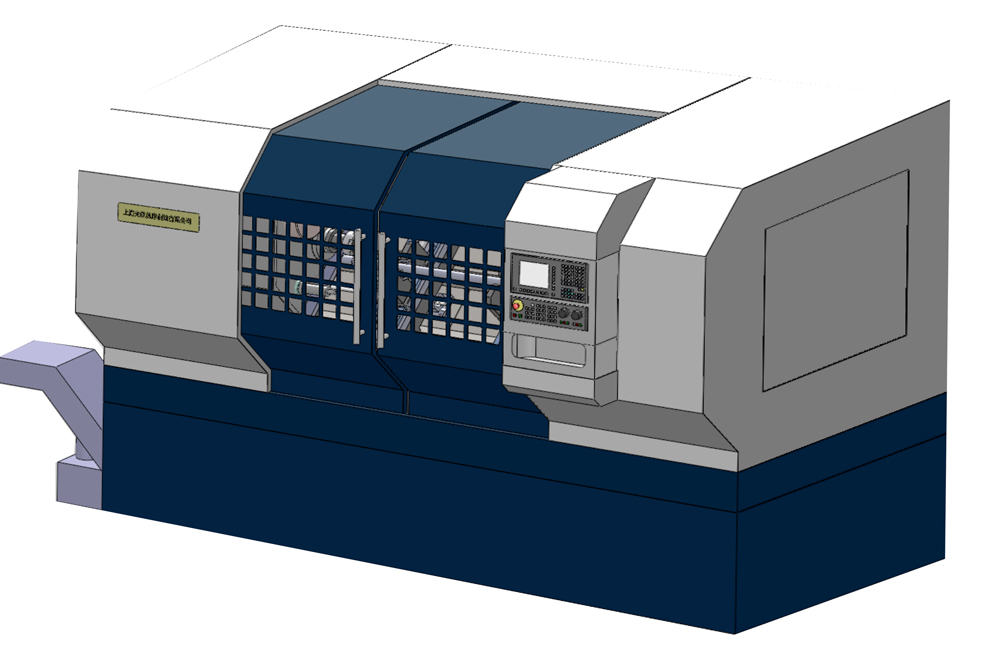 К ним относят системы управления и обеспечения рабочего функционала. Обратите внимание, что комплектация может меняться, в зависимости от модели станка и его оснащения заводом-изготовителем.
К ним относят системы управления и обеспечения рабочего функционала. Обратите внимание, что комплектация может меняться, в зависимости от модели станка и его оснащения заводом-изготовителем.
Какой станок выбрать для домашней мастерской: преимущества и недостатки моделей
Фрезерные станки для домашних мастерских напоминают сверлильные установки, в составе которых также имеются станина и колонна с вертикально смонтированным на ней шпинделем. В отличие от заводских моделей, в них предусмотрен особый механизм перемещения стола под работающей фрезой, что позволяет обтачивать деталь в трех плоскостях.
Важно! При наличии соответствующей оснастки на бытовом оборудовании можно обрабатывать заготовки из любых материалов (не только из металла).
Перед выбором станка для домашнего пользования нужно учитывать следующие параметры:
- Высота шпинделя над рабочим столом.
- Допустимые диаметры фрезерования.
- Мощность станка.
- Удобство монтажа и подключения оборудования, а также его вес.

Правильность выбора первого из этих параметров позволяет устанавливать достаточно габаритную заготовку, а мощность станка – расширить его функциональные возможности.
Этот параметр для бытового оборудования может варьироваться в диапазоне от 150-ти до 750-ти Ватт.
При оценке преимуществ станков этого типа обычно исходят из единственного фактора – возможности заниматься фрезеровальными операциями в бытовых условиях. Для любителя мастерить на дому различные детали это само по себе уже подарок. За предоставляемую возможность приходится жертвовать следующими беспокойствами и неудобствами (их относят к недостаткам):
- Потребность в подходящем для работы месте.
- Необходимость прокладки специального трехфазного питания 380 Вольт.
- Значительный расход электроэнергии.
Помимо этого не следует забывать о том, что сложное в обслуживании оборудование нуждается в постоянном уходе.
Технические характеристики
Технические характеристики фрезерно-центровальных станков зависят от модели оборудования и его оснащенности.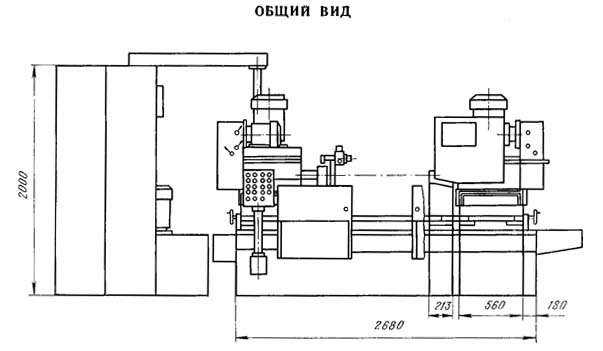 Однако существует ряд общих показателей, которые установлены ГОСТом. Например, материал, их которого изготавливаются станки – это закаленная инструментальная сталь с низким содержанием углерода. Именно она продлевает срок эксплуатации агрегата и делает его максимально устойчивым к внешним нагрузкам и механическим повреждениям.
Однако существует ряд общих показателей, которые установлены ГОСТом. Например, материал, их которого изготавливаются станки – это закаленная инструментальная сталь с низким содержанием углерода. Именно она продлевает срок эксплуатации агрегата и делает его максимально устойчивым к внешним нагрузкам и механическим повреждениям.
Материал, который обрабатывают станки – это сталь или прочный чугун. Также используются цветные металлы высокой прочности и твердости. Практически все модели оборудования способны фрезеровать сталь со вставленными частями сплавов.
Условия эксплуатации
Эксплуатироваться фрезерно-центровальное оборудование должно в оборудованных помещениях – цехах, где осуществляется эффективная искусственная и естественная вентиляция. Площадь помещения должна быть таких размеров, чтобы во время работы станка или его простоя осуществлялся быстрый и свободный доступ к любому его механизму.
Заточка отдельных инструментов, которые входят в комплектацию агрегата, должна проходить по требованию. То есть, когда режущая часть инструмента затупилась. Во время использования станка важно следить за надежностью фиксации заготовок в тисках для избежания чрезвычайных происшествий на производстве.
То есть, когда режущая часть инструмента затупилась. Во время использования станка важно следить за надежностью фиксации заготовок в тисках для избежания чрезвычайных происшествий на производстве.
В случаях, когда фреза начинает крошиться (визуально определяется наличием металлической крошки или острых зазубрин на детали), ее необходимо заменить. В противном случае фрезерование отверстий будет проходить с деформациями и браком. В процессе работы станка важно проводить контроль всех действий, который осуществляется непосредственно оператором и токарем.
Правила безопасности
Для обеспечения безопасной работы фрезерно-центровального оборудования, следует выполнять ряд требований. В первую очередь у рабочих обязана быть специальная одежда, которая имеет фиксацию, чтобы избежать наматывания на шпиндель. Во-вторых – головной убор, защищающий волосы. Также важно надевать специальные очки, которые предотвращают попадание металлической стружки и искр в глаза. Рукавицы должны быть из плотно ткани, которая обеспечивает безопасную работу с горячими и острыми деталями.
Помещение, в котором проводятся фрезерные работы, должно отвечать требованиям ГОСТа. В обязательном порядке обязано быть установлена система пожарной сигнализации, подключенная к водопроводу. Вблизи работы станка не должно находиться легко воспламеняемое сырье, которое может загореться или взорваться от искр. В помещении обязательно должно быть качественное освещение, которое позволяет без труда выполнять работу с мелкими и крупными деталями.
Также по технике безопасности должны быть предусмотрены специальные склады или стеллажи, которые используются для хранения и упаковки готовых деталей. Запрещается складировать готовые изделия в непосредственной близости возле работающего станка, так как должен быть обеспечен легкий доступ к оборудованию с любой его стороны.
В случаях короткого замыкания станки обязаны быть экстренно отключены, независимо от стадии готовности изделия. Все оборудование должно быть заземлено, иметь предохранители. Также на станки необходимо иметь сертификаты качества от завода-изготовителя, которые подтверждают безопасность работы агрегатов.
Как выглядит паспорт
Паспорт – это необходимый документ, который выдается заводом-изготовителем на каждый фрезерно-центровальный станок. Он должен соответствовать определенным требованиям и включать в себя:
- общую информацию о станке;
- фотографии, на которых представлены, как основные узлы агрегата, так и общие фото;
- все необходимые характеристики, соответствующие тому или иному оборудованию;
- полная комплектация, которая входит в состав станка или прилагается к нему;
- правила безопасности, которые соблюдаются во время монтажа, демонтажа и эксплуатации;
- систему смазки механизмов и инструкция;
- устройство фрезерно-центровального станка;
- инструкция по применению;
- инструкция по транспортировке и монтажу.
Обратите внимание, что производитель в обязательном порядке обязан предоставить паспорт. В случае отказа, не рекомендуется приобретать станок в целях собственной безопасности. К тому же, если оборудование покупается для производства, могут возникнуть проблемы с проверяющими службами, что также будет не на руку владельцу предприятия.
Общий вид фрезерно-центровального станка МР-71м
Фото фрезерно-центровального станка МР-71м
Фото фрезерно-центровального станка МР-71м
Фото фрезерно-центровального станка МР-71м
Фото фрезерно-центровального станка МР-71м
Пульт управления фрезерно-центровального станка МР-71м
Фото фрезерно-центровального станка МР-76
Основные узлы фрезерно-центровального станка МР-71м
- Станина — 71-11-VI
- Охлаждение и ограждение — 71-12-XI
- Каретка левая — 71-23-VII
- Каретка правая — 71-24-VII
- Фрезерная головка левая — 71-27-VII
- Фрезерная головка правая — 71-28-VII
- Сверлильная головка левая — 71-35-II
- Сверлильная головка правая — 71-36-II
- Зажимной механизм левый — 71-45-VI
- Зажимной механизм правый —
- Цилиндр левой каретки — 71-71-II
- Цилиндр правой каретки — 71-72-II
- Цилиндр зажимного механизма — 71-73-III
- Насос смазки — 71-79-I исп III
- Размещение гидравлики в станине — 71-82-02-XI
- Наружная разводка гидравлических труб — 71-83-02-VI
- Гидропанель зажима — 71-84-I
- Гидропанель подачи — 71-85-02-III
- Гидропанель левой сверлильной головки — 71-87
- Гидропанель правой сверлильной головки — 71-88
- Гидрощуп (гидромеханический синхронизатор) — 71-89-III
- Электрооборудование — 71-92-000-IV
- Узел крепления шкафа — МР76М-94-I
- Установка таблиц — МР71-101
Расположение органов управления фрезерно-центровального станка МР-71м
- Наладочный и рабочий пульт управления
- Панель управления движением сверлильных головок
- Кран для подачи охлаждающей жидкости
- Рукоятки лубрикаторов
- Панель управления зажимом детали
- Панель управления фрезерными головками
- Рукоятка перемещения правой фрезерной головки вдоль станины
- Нониус с шестигранником для установки зажимных губок на диаметр обрабатываемой заготовки
- Винт для перемещения сверлильных головок
От чего зависит стоимость оборудования
Цена фрезерно-центровального станка зависит от целого ряда факторов. В первую очередь – это мощность, коэффициент полезного действия и продуктивность. Чем выше эти показатели, тем дороже станок. Также на цену влияет его размеры, основное и дополнительное оснащение.
В первую очередь – это мощность, коэффициент полезного действия и продуктивность. Чем выше эти показатели, тем дороже станок. Также на цену влияет его размеры, основное и дополнительное оснащение.
На стоимость оборудования влияют и другие характеристики. Например, толщина обрабатываемого материала, металл, из которого изготовлена техника, гарантийный срок. Также цену составляет функциональность. Если помимо фрезерования станки имеют дополнительные функции и какие-либо автоматизированные механизмы, конечная стоимость агрегата будет выше.
Обратите внимание, что на цену также влияет регион, в котором совершается покупка. Так, в небольших городах стоимость станка будет на порядок ниже, чем в крупных. К тому же рекомендуется приобретать агрегаты напрямую от поставщика, а не через перекупщиков. Это поможет сэкономить немалую сумму. Однако не забывайте, что придется потратиться на транспортировку до цеха, нанимая грузовую машину с большой грузоподъемностью.
Обзор моделей для промышленного производства
Существует целый ряд моделей фрезерно-центровальных станков, которые широко используются на крупных предприятиях. Они позволяют быстро и точно выполнять свою работу, имеют дополнительные функции, потребляют небольшое количество электроэнергии. Разберем самые основные модели.
Они позволяют быстро и точно выполнять свою работу, имеют дополнительные функции, потребляют небольшое количество электроэнергии. Разберем самые основные модели.
Станки ЕМ535М, МР71М и МР76М отличаются высокой мощностью, большим количеством обрабатываемых материалов, стойкость к износу. Позволяют выпускать готовые торцевые изделия длиной до 1 метра и толщиной до 16 см. Имеют несколько скоростей работы шпинделя, в комплектацию входят несколько фрезерных головок разных диаметров.
Также отмечаются станки 2Г942 и МР-71, которые имеют автоматические загрузочные устройства, обеспечивающие ускоренный рабочий процесс даже на самых масштабных предприятиях. Используются в самостоятельном режиме или в линии конвейера. Мощные, прочные, устойчивые и надежные. Отвечают требованиям ГОСТа, не требует особенного обслуживания.
МР-71М станок фрезерно-центровальный полуавтомат. Назначение и область применения
Станок МР-71М был заменен на более совершенную модель 2Г942
.
Фрезерно-центровальный полуавтомат МР-71м предназначен для одновременной фрезеровки двух торцов деталей типа валов с последующим сверлением центральных отверстий (зацентровкой).
Фрезерно-центровальные станки осуществляют подготовку заготовок типа осей и валов.
Одновременное фрезерование с двух сторон торцов заготовок делает торцы изделий полностью параллельными по отношению друг к другу.
Одновременное сверление центровых отверстий позволяет выдерживать четкую перпендикулярность к торцам осей отверстий, что крайне важно для дальнейшей обработки валов.
Станок фрезерно-центровальный являются специализированным оборудованием и предназначен для серийного и массового производства при встройке автоматических загрузочных устройств, и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате МР-71м:
- фрезерование торцов с двух сторон
- сверление центровых отверстий с двух сторон
Особенности конструкции фрезерно-центровального станка МР-71м
Фрезерные и сверлильные шпиндели расположены горизонтально попарно с левой и правой стороны. Продольное перемещение сверлильных и фрезерных головок осуществляется одновременно.
Продольное перемещение сверлильных и фрезерных головок осуществляется одновременно.
Обрабатываемая деталь закрепляется в зажимных тисках и во время обработки остается неподвижной.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке МР-71м за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Цикл обработки детали состоит из ускоренного подвода фрезерных головок, фрезерования одновременно обоих торцов детали (при поперечном перемещении шпиндельной бабки), быстрого отвода фрезерных головок, быстрого подвода сверлильных головок, зацентровки одновременно обоих торцов, быстрого отвода сверлильных головок.
Фрезерные головки
Фрезерные головки установлены на каретках. Левая и правая каретки перемещаются синхронно от гидроцилиндров в продольном направлени по направляющим.
Для синхронизации перемещения кареток на станке установлен гидромеханический синхронизатор (гидрощуп).
Левая фрезерная головка установлена на каретке неподвижно и перемещаетя только в продольном направлении вместе с кареткой.
Правая фрезерная головка перемещается в поперечном направлении для настройки на длину заготовки.
Фрезерные головки получают вращение от индивидуальных фланцевых электродвигателей, имеют 6 ступеней чисел оборотов 125..712 об/мин. Смена скоростей вращения шпинделей осуществляется сменными шестернями.
Сверлильные головки
Сверлильные головки установлены на каретках вместе с фрезерными и в продольном направлении перемещаются одновременно с ними.
Кроме того пиноли сверлильных головок перемещаются в поперечном направлении. Попереречные подачи осуществляется от гидроцилиндров. Изменение подач осуществляется от гидропанелей.
Изменение подач осуществляется от гидропанелей.
>Сверлильные головки получают вращение от индивидуальных фланцевых электродвигателей, имеют 6 ступеней чисел оборотов 238..1124 об/мин. Смена скоростей вращения шпинделей осуществляется сменными шестернями.
Механизм зажима
Механизм зажима заготовки имеет гидравлический привод. Усилие зажима регулируется с индивидуальной гидропанели.
Настройка на длину заготовки осуществляется вручную одновременно с правой фрезерной головкой.
Синхронизатор
Синхронизатор фрезерно-центровального станка МР-71м
Синхронизатор (гидромеханический синхронизатор 71-89-III) обеспечивает синхронное перемещение (подачи) правой и левой каретки.
Приподаче масла в цилиндр 10 правой каретки шток поршня через реечные механизмы 34 приводит в действие рычаг 2, который преодолевая усилие пружины 6, нажимает на конечник гидрощупа 1, открывая доступ масла в цилиндр 9 левой каретки. Тем самым регулируется скорость и направление движения левой и правой кареток.
При рассогласовании или неправильной регулировке рычага 2 происходит срез предохранительной шпонки 8.
Последовательность действий в полуавтоматическом режиме
Кулачки управления фрезерно-центровальным станком МР-71м
Исходное положение: все выключатели в положении Отвод
.
Кнопкой Гидропривод
включается гидронасос.
- Заготовка устанавливается и зажимается кнопкой Зажим
; - Кнопкой Цикл
осуществляется автоматический рабочий цикл:
- Быстрый подвод фрезерных головок и включение их электродвигателей;
- Переход на рабочую подачу. Осуществляется фрезерование торцов заготовки. Выдержка на упоре;
- Быстрый отвод фрезерных головок в конце рабочей подачи;
- Быстрый подвод сверлильных головок и включение их электродвигателей;
- Включение рабочей подачи сверлильных головок. Осуществляется сверление торцов заготовки. Выдержка на упоре;
- Быстрый отвод сверлильных головок в конце рабочей подачи;
- Кнопкой Отжим
заготовка освобождается и снимается; - МР-71м — 200.
 .500
.500 - МР-73м — 500..1250
- МР-75м — 500..2250
Пределы длины обрабатываемых деталей, мм:
Краткая справка
ГОСТ 9886-73. Станки-полуавтоматы горизонтальные двусторонние для обработки торцов и центрирования. Основные размеры
Semi-automatic horisontal two-sided machine-tools for face-milling and centring. Basic dimensions
Дата введения 1975-01-01
Станок-полуавтомат для обработки торцов и центрирования
1. Настоящий стандарт распространяется на горизонтальные двухсторонние центровальные, центровально-подрезные и фрезерно-центровальные станки-полуавтоматы для обработки торцов и центрования*.
- Наибольший диаметр устанавливаемого изделия между тисками (D), мм: 125, 250, 500
- Наибольший диаметр устанавливаемого изделия между тисками (D1), мм: 50, 100, 200
- Наибольшая длина устанавливаемого изделия (L), мм: 500, 1000, 2000
- Наибольший диаметр режущих кромок устанавливаемых резцовых головок (D2), не менее, мм: 32, 80, —
- Наибольший диаметр устанавливаемой фрезы (D3), не менее, мм: 63, 125, 250
- Наибольший номинальный диаметр устанавливаемого комбинированного центровочного инструмента (d), мм: 5, 10, 16
- Диаметр цилиндрического отверстия в переднем конце центровального (центровально-подрезного) шпинделя, мм: 40, 40/50, 50
- Конец фрезерного шпинделя по ГОСТ 24644-81: 40, 50
Краткая информация о станках-полуавтоматах для обработки торцов и центрирования
Для предварительной обработки заготовок типа осей и валов — чистового и чернового фрезерования торцов, обтачивания, а также обработки центровых отверстий в них предприятие КЗАЛ (Костромской завод автоматических линий) выпускал станки МР-71, МР-71М, МР-73, МР-75, МР-76АМ, МР-76М, МР-176, МР-77, МР-78.
Базовая модель серии МР полуавтомат МР-71 был запущен в серию в начале 70-х. Он выполнял долько две операции — фрезерование и сверление торцов.
Станки МР-73 и МР-75 по своим техническим характеристикам и конструкции идентичны МР-71. Но они могут обрабатывать более длинные заготовки с большим диаметром.
Барабанные полуавтоматы МР-76 (М и АМ) располагают двумя либо одним барабаном (трехпозиционным), которые оснащаются специальными тисками, позволяющими фиксировать изделие на каждой из трех позиций. Зажим заготовки производится при помощи ключей.
Станки МР-78 и МР-77 дают возможность дополнительно выполнять операцию глубокого сверления.
Полуавтомат МР-179 в дополнение к фрезерованию и зацентровке способен выполнять следующие операции:
- подрезку фасок на торцах;
- растачивание отверстий;
- внешнее обтачивание заготовки.
Его разновидностью является станок МР-179Ф4, который эксплуатируется исключительно в составе автоматизированных линий.
Относительно более современные модели — 2Г942.00, 2Г942.10, 2Г942.04, 2Г942.14, 2Г942.08 2Г942.
Станки предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтоматах:
- фрезерование торцов с двух сторон
- сверление центровых отверстий с двух сторон
- обточка шеек и снятие фасок на концах валов
Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Приводы подач сверлильных и фрезерных шпинделей и зажима деталей, а также упоры заготовок гидравлические.
Фрезерование торцов, сверление центровых отверстий и обточка базовых шеек производится за одну установку обрабатываемой детали, что обеспечивает высокую точность баз для дальнейшей обработки. При этом обработка торцов является окончательной.
При этом обработка торцов является окончательной.
Обзор моделей для домашней мастерской
Для обработки металла в домашних условиях, как правило, выбирают бюджетные станки. Конечно, цена имеет большое значение, так как недорогие агрегаты обычно выполняют ограниченный круг функций. Но если речь идет о домашнем использовании, а не в промышленных целях, такое оборудование станет идеальным.
Домашние модели отличаются максимальной компактностью, небольшим весом, низким уровнем шума во время рабочего процесса. К ним относят модели 6Б75В и AF222. Они вполне мощные, позволяют обрабатывать детали из стали и чугуна. Работают и быстро и эффективно. Отлично подойдут для небольших деталей.
Подведем итоги, что фрезерно-центровальные станки – это незаменимое оборудование для изготовления торцовых деталей из металла. Они позволяют быстро и качественно фрезеровать отверстия внутри, что необходимо для изготовления металлических комплектующих для машин и механизмов. Сегодня рынок позволяет купить, как бюджетные модели, так и более дорогие. Производители предлагают большой выбор оборудования для каждого потребителя, что не составит труда выбрать нужный агрегат для личных или производственных целей.
Производители предлагают большой выбор оборудования для каждого потребителя, что не составит труда выбрать нужный агрегат для личных или производственных целей.
Удачи в выборе!
КАЛЕНДАРЬ — ЦЕНТРАЛЬНЫЙ МАШИНОСТРОИТЕЛЬНЫЙ ЗАВОД
Сен
16
16:0016:00
Сен
16
21:0021:00
Сен
17
16:0016:00
Сен
17
19:0019:00
Сен
17
19:0019:00
Сен
18
11:0011:00
Сен
20
11:0011:00
Сен
21
18:30 18:30
Сен
21
20:0020:00
Сен
22
19:0019:00
Сен
23
16:0016:00
Сен
23
21:0021:00
Сен
24
8:0008:00
Сен
24
14:3014:30
Сен
24
16:0016:00
Сен
24
19:0019:00
Сен
25
19:0019:00
Сен
25
20:0020:00
Сен
27
11:0011:00
Сен
28
18:30 18:30
Сен
28
20:0020:00
Сен
30
11:0011:00
окт
1
16:0016:00
окт
1
19:0019:00
окт
2
20:0020:00
окт
5
18:30 18:30
окт
5
20:0020:00
окт
7
16:0016:00
окт
7
20:0020:00
окт
8
16:0016:00
окт
9
20:0020:00
Октябрь
12
18:30 18:30
окт
12
20:0020:00
окт
14
16:0016:00
окт
15
15:0015:00
окт
15
16:0016:00
окт
16
20:0020:00
окт
19
18:30 18:30
окт
21
16:0016:00
окт
22
11:0011:00
окт
23
20:0020:00
окт
26
18:3018:30
окт
28
16:0016:00
окт
29
8:0008:00
окт
29
16:0016:00
окт
30
20:0020:00
ноябрь
6
16:00 16:00
ноябрь
9
11:0011:00
ноябрь
19
8:0008:00
ноябрь
25
10:0010:00
ноябрь
25
13:0013:00
ноябрь
26
10:0010:00
ноябрь
26
13:0013:00
ноябрь
27
10:0010:00
ноябрь
27
13:0013:00
Декабрь
2
13:0013:00
Декабрь
3
13:0013:00
Декабрь
4
13:0013:00
Декабрь
9
13:0013:00
Декабрь
10
13:0013:00
Декабрь
18
9:0009:00
Февраль
1
11:0011:00
Февраль
23
11:0011:00
Апрель
29
11:0011:00
Сен
14
20:0020:00
Сен
14
18:30 18:30
Сен
13
19:0019:00
Сен
11
20:0020:00
Сен
11
19:0019:00
Сен
10
19:0019:00
Сен
10
16:0016:00
Сен
10
11:0011:00
Сен
9
21:0021:00
Сен
9
16:0016:00
Сен
7
20:3020:30
Сен
7
18:30 18:30
Сен
6
19:0019:00
Сен
4
20:0020:00
Сен
4
19:0019:00
Сен
3
19:0019:00
Сен
3
19:0019:00
Сен
3
16:0016:00
Сен
2
21:0021:00
Сен
2
16:0016:00
Авг
31
18:30 18:30
Авг
30
19:0019:00
Авг
28
20:0020:00
Авг
28
19:0019:00
Авг
27
19:0019:00
Авг
27
16:0016:00
Авг
26
21:0021:00
Авг
26
16:0016:00
Авг
25
17:00 17:00
Авг
24
20:3020:30
Central Machine Works Brewery & Beer Hall, Предстоящие события в
- ПОДПИСАТЬСЯ НА НАШУ РАССЫЛКУ
- WIN STUFF
- ТОЛЬКО ОБЪЯВЛЕН
- Регистр
- Войти
30 подписчиковСледите за местом проведения
30 подписчиковОтписаться
Предстоящие событияПрошлые события
Сегодня
17 сентября
ГОРОДСКОЕ ОЗЕРО И РУТИ КРАФТ
Центральный машиностроительный завод и пивная
19:00
УСТРИЧНЫЙ БАР @ CMW
Центральный машиностроительный завод, пивоварня и пивная
16:00
UT против UTSA
Центральный машиностроительный завод, пивоварня и пивная
19:00
UT ПРОТИВ САН-АНТОНИО
Центральный машиностроительный завод и пивная
19:00
Завтра
18 сентября
ШАХМАТЫ ИРЛ
Центральный машиностроительный завод, пивоварня и пивная
20:00
Вторник
20 сен
Среда
21 сентября
Ночь кино: Верески
Центральный машиностроительный завод, пивоварня и пивная
20:00
1
Истсайдские пивные бегуны
Центральный машиностроительный завод, пивоварня и пивная
18:30
Четверг
22 сентября
ПЕРВЫЙ ГОДОВОЙ ДЕНЬ РОЖДЕНИЯ SPRINGER PET
Центральный машиностроительный завод, пивоварня и пивная
19:00
Пятница
23 сентября
ЖИВАЯ МУЗЫКА: Вин Мотт
Центральный машиностроительный завод, пивоварня и пивная
21:00
УСТРИЧНЫЙ БАР @ CMW
Центральный машиностроительный завод, пивоварня и пивная
16:00
Суббота
24 сентября
Клуб завтраков
Центральный машиностроительный завод, пивоварня и пивная
8:00
UT против Texas Tech
Центральный машиностроительный завод, пивоварня и пивная
14:30
ЖИВАЯ МУЗЫКА: Shadow Band + автоматические выходные
Центральный машиностроительный завод, пивоварня и пивная
19:00
Воскресенье
25 сент.
ЖИВАЯ МУЗЫКА: Арендная вечеринка
Центральный машиностроительный завод, пивоварня и пивная
19:00
Среда
28 сентября
ВЕЧЕР КИНО: Бесконечная история
Центральный машиностроительный завод, пивоварня и пивная
20:00
Суббота
1 октября
Арканзас Дэйв
Центральный машиностроительный завод, пивоварня и пивная
21:00
Пятница
25 ноя
Кубок мира
Центральный машиностроительный завод, пивоварня и пивная
10:00
Суббота
26 ноя
Кубок мира
Центральный машиностроительный завод, пивоварня и пивная
10:00
Воскресенье
27 ноя
Кубок мира
Центральный машиностроительный завод, пивоварня и пивная
10:00
Пятница
2 декабря
Кубок мира
Центральный машиностроительный завод, пивоварня и пивная
13:00
Суббота
3 декабря
Кубок мира
Центральный машиностроительный завод, пивоварня и пивная
13:00
Кубок мира: 1/8 финала
Центральный машиностроительный завод, пивоварня и пивная
13:00
Воскресенье
4 декабря
Кубок мира: 1/8 финала
Центральный машиностроительный завод, пивоварня и пивная
13:00
Пятница
9 декабря
Кубок мира: 1/4 финала
Центральный машиностроительный завод, пивоварня и пивная
13:00
Суббота
10 декабря
Кубок мира: Полуфинал
Центральный машиностроительный завод, пивоварня и пивная
13:00
Воскресенье
18 декабря
Кубок мира: Финал
Центральный машиностроительный завод, пивоварня и пивная
9:00
Центральный механический цех | Инженерный колледж Чарльза В.
 Дэвидсона
Дэвидсона
Центральные цеха — это хорошо оборудованный металлообрабатывающий цех, расположенный в Машиностроении.
комнаты 184, 186, 188 и 190. Он оснащен фрезерным станком с ЧПУ и токарным станком с ЧПУ, а также
с металлообрабатывающим участком с тормозом, отбойным молотком, пуансонами и сварочным аппаратом. Существует также
деревянно-композитный участок цеха с дробеструйным аппаратом, шлифовальными машинами, пилами и краской
будка. Пользователи также имеют доступ к 3D-принтерам и лазерному резаку. Центральные магазины есть
для поддержки школьных и факультетских проектов, а также производственного оборудования на месте.
Мы можем помочь не только с изготовлением, но и с проектированием и приобретением необходимого оборудования,
и/или стороннее производство, если это необходимо.
Услуги, доступные преподавателям и сотрудникам, включают ремонт и техническое обслуживание оборудования,
производство и изготовление расходных материалов для лабораторий и исследований, поддержка специальных мероприятий,
гравировка для вывесок и каталогов и программирование дверных замков.
Чтобы начать запрос на обслуживание, посетите iSupport, выберите соответствующий «Запрос на обслуживание» и заполните всю необходимую информацию.
Чем больше информации, тем лучше, также добавьте все файлы, относящиеся к заданию.
Чтобы запросить услуги по механической обработке, отправьте запрос в службу поддержки iSupport. Вы должны приложить полные и окончательные механические чертежи для каждой детали, и
твердая модель каждой детали, требующей обработки на станке с ЧПУ. Если вы студент, вы должны
также включите одобрение консультанта вашего факультета для работы. Неспособность включить какой-либо
часть представления приведет к возвращению работы. Краткий обзор дизайна
может потребоваться, чтобы прояснить любые вопросы с вашими рисунками. Вы несете ответственность
за регулярную проверку вашей электронной почты, чтобы эта встреча могла быть запланирована в кратчайшие сроки.
Пожалуйста, свяжитесь с Нилом Питерсом, если у вас возникнут вопросы об очереди на обработку и о том, где
проект стоит в очереди. С вашим проектом может быть связана стоимость в зависимости от
по затратам на инструмент и материалы.
Посетите веб-страницу объекта MakerSpace, чтобы узнать об оборудовании, семинарах и часах.
Персонал
Нил Питерс , специалист по строительству и безопасности, начальник центрального цеха
Часы работы : 8:00 — 17:00
Эл.
Кайл Мейнингер , руководитель производства в центральных цехах
Время работы: 8:00–16:30
Эл.
Джонатан Рай , техник, центральные магазины
Время работы : 9:00–18:00
Эл.
Использование во дворе
Ворота во двор работают с понедельника по пятницу с 7:00 до 22:00; Закрыто по выходным
- Парковка
- Разрешения на парковку строго контролируются. Транспортные средства без разрешения будут оштрафованы и / или
буксируемый - Внутренний двор не считается парковкой. Большие грузовики прибывают каждый день и нуждаются в пространстве
развернуться. - Разрешения на парковку, выданные центральными магазинами или деканатом, необходимы для всех
транспортные средства - Вы можете оставить свой автомобиль во дворе на 15-30 минут для погрузки и разгрузки
- Для получения разрешений на парковку обращайтесь в центральные магазины по телефону iSupport
.

- Разрешения на парковку строго контролируются. Транспортные средства без разрешения будут оштрафованы и / или
- Мусор
- Мусорный контейнер предназначен для переработки мусора и картона.
- Этот мусорный контейнер не предназначен для отходов моторного масла, химических отходов или электронных отходов.
- НЕ оставляйте предметы рядом с мусорным контейнером. Обратитесь в центральные магазины через iSupport, чтобы получить помощь в утилизации крупных предметов.
- Запросы на вывоз мебели и электронные отходы необходимо отправлять через iSupport
.
- Окраска
- Во дворе рисовать ЗАПРЕЩЕНО.

- В центральных цехах E184 есть покрасочная камера, которую можно использовать для покраски. Контакт
центральные магазины через iSupport
- Во дворе рисовать ЗАПРЕЩЕНО.
- Курение
- В кампусе действует политика запрета курения.
- Курение и вейпинг запрещены на всей территории кампуса, включая внутренний двор.
- Все курение и вейпинг должны быть за пределами кампуса.
Matcher Central Valley — наши возможности приносят вам возможности, наше качество заставляет вас возвращаться
150 000
кв. Установлено
Установлено
681 405
Детали Произведено в 2021 г.
0,5
Доля брака в 2021 г.
Компания Central Valley Machine была основана в 1976 году Джерри и Одре Вурстен. Компания начинала со склада как мастерская по ремонту сельскохозяйственного оборудования, состоящая из одного человека, и с тех пор превратилась в многомиллионную производственную компанию с разнообразной клиентской базой и возможностями. Джерри и Одре с тех пор вышли на пенсию, и теперь компания принадлежит и управляется их двумя сыновьями Бретом и Брэдом Вурстенами. «На ранних стадиях компании моя мама принимала заказы и управляла бизнес-аспектами в течение дня, в то время как мой папа работал на второй работе. После того, как он заканчивал работу с основной работы, он приходил ночью, чтобы обрабатывать и выполнять заказы, которые были приняты в течение дня. В детстве я наблюдал, как мои родители воплощали в жизнь американскую мечту, они каждый день усердно работали, чтобы превратить эту компанию в то, чем она является сегодня». (генеральный директор Брета Вурстена)
(генеральный директор Брета Вурстена)
Почему стоит выбрать CVM
Авиакосмическая промышленность
Промышленность
Огнестрельное оружие
Захватывающие аттракционы
Медицина
«Мы гордимся тем, что поддерживаем широкую клиентскую базу, обслуживающую множество различных отраслей. Наши талантливые сотрудники используют наше современное оборудование, экспертные методы и технологии для производства прецизионного продукта, который соответствует ожиданиям наших клиентов или превосходит их».
-Кевин Андерсон, операционный менеджер-
С гордостью сделано в США
150 000
кв. Футов Производственного пространства
Платанный отдел
Автоматизированная мельница
Департамент фрезерного роста
Центральная долина Машина была основана в 1976 к Jerry и Audre Wursten 0404. То, что когда-то начиналось со склада как мастерская по ремонту сельскохозяйственного оборудования, состоящая из одного человека, с тех пор превратилось в многомиллионную производственную компанию с разнообразной клиентской базой и возможностями производить практически все что угодно. В настоящее время Central Valley Machine производит оборудование для различных отраслей промышленности, таких как аэрокосмическая, медицинская и коммерческая. Компания гордится своими возможностями по обработке чрезвычайно больших деталей с производительностью фрезерования 24 х 6 х 4 фута и мощностью токарного станка 80 дюймов. Компания имеет более 150 000 квадратных футов производственных площадей, заполненных различными машинами. Цех также состоит из двух водометов, лазера и сварочного цеха для удовлетворения всех производственных потребностей. Машина Центральной долины известен как универсальный механический цех с 5-осевым, 4-осевым и 3-осевым фрезерным станком, а также токарными станками с возможностями приводного инструмента.
То, что когда-то начиналось со склада как мастерская по ремонту сельскохозяйственного оборудования, состоящая из одного человека, с тех пор превратилось в многомиллионную производственную компанию с разнообразной клиентской базой и возможностями производить практически все что угодно. В настоящее время Central Valley Machine производит оборудование для различных отраслей промышленности, таких как аэрокосмическая, медицинская и коммерческая. Компания гордится своими возможностями по обработке чрезвычайно больших деталей с производительностью фрезерования 24 х 6 х 4 фута и мощностью токарного станка 80 дюймов. Компания имеет более 150 000 квадратных футов производственных площадей, заполненных различными машинами. Цех также состоит из двух водометов, лазера и сварочного цеха для удовлетворения всех производственных потребностей. Машина Центральной долины известен как универсальный механический цех с 5-осевым, 4-осевым и 3-осевым фрезерным станком, а также токарными станками с возможностями приводного инструмента.
Чтобы обеспечить удовлетворенность клиентов, Central Valley уделяет особое внимание качеству во всех аспектах производства. Каждый машинист специально обучен, чтобы быть ориентированным на детали и производить детали в соответствии с описательными инженерными распечатками, которые включают в себя такие вещи, как жесткие допуски в пределах тысячных долей дюйма. Прежде чем какие-либо товары будут отправлены клиентам, каждая деталь должна пройти тщательный процесс проверки, проводимый нашими штатными сертифицированными инспекторами, чтобы обеспечить высочайшее качество.
Компания Central Valley Machine сертифицирована AS9100 Rev D и ITAR , а также соответствует всем требованиям безопасности OSHA. Самым большим активом компании являются ее более 100 преданных своему делу сотрудников. Central Valley стремится стать лидером отрасли в области технологий и усовершенствований в области обработки, чтобы эффективно производить продукцию для своих постоянных и уважаемых клиентов.
ПредыдущийСледующий
Их предложение было дешевле, чем любое другое предложение, которое я получил в городе. Когда все было сказано и сделано, они взяли с меня еще меньше, потому что сказали, что на ремонт ушло меньше часа. они могли бы легко потребовать больше и воспользоваться моим невежеством, но они этого не сделали. Честная компания. Отличное обслуживание клиентов!
Кимберли Клиент
Я был впечатлен их возможностями, ассортиментом фрезерных станков, токарных станков, сварки и других услуг, которые они могут предложить. Уже несколько раз рекомендовал их и наслаждался временем, проведенным с ними.
Джон Подрядчик
Возможность производить что угодно. У нас Новейшее оборудование, очень знающие и грамотные машинисты и сварщики. Отличная компания для работы.
Шейн Сотрудник
ПредыдущийСледующий
ISO 9001:2015 + AS9100D
Свидетельство о регистрации
Трудоустройство
Загрузить заявление (PDF)
Портал для сотрудников
Войдите сюда
Где нас найти
1886 N 100 E
North Logan, UT 84341
США
(435) 752-0934
Часы работы нашего офиса
Пн-Пт: 7:00-4:30
Сб: выходной
Вс: выходной
© Авторское право — Машина Центральной долины
Превращая старое в новое, открывается пивная Central Machine Works в Остине
Когда я вошел в Central Machine Works, первое слово, которое вырвалось у меня после того, как я поднял отвисшую челюсть, было: «Вау!» Огромный размер места, наряду с шумом и суетой, заставляет вас увидеть, о чем идет речь. Оказывается, это очень много!
Оказывается, это очень много!
Благодарим Центральный машиностроительный завод за предоставление образцов продуктов питания и напитков для целей данного обзора. Все мнения мои собственные.
Снимаем шляпу перед историей Остина
Посмотреть эту публикацию в Instagram
Сообщение, опубликованное Central Machine Works (@central.machine.works)
До вы входите внутрь, снаружи этой культовой хижины Квонсет есть что оценить. Построенный в 1940 году как Capitol Machine Works, он производил детали самолетов и другое оборудование во время Второй мировой войны. После этого компания обеспечила машинные работы в здании Капитолия.
За это время здание Центрального машиностроительного завода стало символом трудовой этики синих воротничков в восточном Остине.
Двигаясь вперед
Пивная Центрального машиностроительного завода (Фото: Джеймс Липари)
Теперь вернемся к эй. Первое, что вы видите, когда открываете дверь, — это высокие ферментеры справа и варочная станция слева, что также навело меня на мысль: «Я зашел не в ту дверь?» Прогулка прямо по варочному цеху вызовет улыбку у любого любителя пива. Но даже для незаинтересованных это все равно довольно круто. Синдром блестящего танка — вещь.
С широко открытой пивоварней, являющейся частью декора, вы можете наблюдать за работой команды, вдыхая все восхитительные ароматы в течение варочного дня. Мммм, эта солодовая прелесть!
Проходя мимо места, где происходит волшебство пива, вы оказываетесь в огромном пивном зале, оформленном в немецком стиле и техасском индустриальном шике, где все это волшебство поглощается.
Огромные эркеры в задней части отеля пропускают много естественного света днем и мерцают отблесками гирлянд на вершине пивного сада, когда солнце садится. Прямо перед этим видом вы найдете группу блюграсс, играющую каждый вечер вторника.
Вечер вторника — для мятлика. (Источник: Центральный машиностроительный завод)
Хотя мне никогда не доводилось бывать в старом механическом цеху, готов поспорить, что теперь там намного веселее! Вы предпочитаете вкусные напитки, слушая живую музыку, или предпочитаете играть с шарикоподшипниками? Я думаю, это зависит от человека. Говоря о напитках, приоритеты диктуют, что пора идти в бар.
Центральный машиностроительный завод предлагает программу крафтовых коктейлей. (Фото: Джеймс Липари)
Столовая так же хорошо оформлена, и ваше внимание сразу же привлекает массивный токарный станок, украшающий заднюю часть бара.
Хотя я не считаю себя любителем крафтовых коктейлей, каждый раз, когда я его получаю, мне кажется, что он просто чертовски нравится. Что меня не волнует, так это время ожидания одного из этих маленьких шедевров. Менеджер бара Сэм Рассел упомянул, что меню коктейлей здесь было разработано с учетом скорости. Он сказал: «У вас должно уйти примерно столько же времени, чтобы получить свою выпивку, сколько у вашего друга, чтобы получить свое пиво». Я могу смириться с этим.
Дружелюбные бармены
Спасибо, Джонни! (Фото: Джеймс Липари) 9В 0002 Central Machine Works также есть обычная еда для пабов. Это сделано хорошо, и вы заказываете из бара. Я наслаждался пивом во время одного визита и бутербродом Рэйчел во время другого. Добавьте гарнир к теплому немецкому картофельному салату и бабум! Питьевая еда класса А! В пивном зале также есть варианты без глютена и веганские блюда, которые выходят за рамки салата.
В дополнение к предложениям на кухне, в большом пивном саду на заднем дворе регулярно крутятся фургоны с едой. Вы также найдете случайные продавцы всплывающих окон и концерты живой музыки на открытой сцене, в том числе воскресные регги.
Пиво на Центральном машиностроительном заводе
Должен любить, когда пиво подает человек, который его сделал (Фото: Джеймс Липари)
Главный пивовар Скотт Ринбрандт определенно занимается наукой. Он руководил биологической лабораторией в UT, работая над получением степени магистра, и это привело его к созданию собственных штаммов дрожжей из отдельных клеток.
Микробиология является важной частью процесса производства пива. И в то время как эта гиковская штуковина следующего уровня заставляет меня стучать пальцами ног, большинство людей она ведет прямо в Город скуки. Чтобы избавить вас от этого, просто знайте, что это выходит за рамки того, на что способны большинство пивоварен в своих лабораториях, и это просто впечатляет.
В городе, полном великолепных пивоварен, а буквально за углом есть одна, новой пивоварне нужно что-то, что выделяло бы ее. Для меня именно это и есть возможность создавать штаммы дрожжей в соответствии с точными спецификациями пивоварни.
Этот тип обработки дрожжей означает, что пиво Центрального машиностроительного завода будет иметь немного другой вкус и отчетливо свой собственный вкус. Это хорошо, потому что Ринбрандт и помощник пивовара Джордан Бремер приносят прямолинейный набор предложений от своей современной пивоваренной системы. Так прямолинейно, на самом деле вы не найдете здесь умных названий пива. Все они называются просто Central Machine Works, за которыми следует название стиля: Lager, Pilsner, Kölsch, Pale Ale и Mosaic IPA.
Цель Rynbrandt — делать доступное пиво, которым может наслаждаться каждый. Появляется больше стилей с целью выпуска смеси 50/50 лагеров и более хмелевых сортов.
Убедитесь сами
Авторы и права: Джеймс Липари
Учитывая все эти забавные вещи, Центральный машиностроительный завод определенно стоит посетить.
4824 E. Cesar Chavez St. — Веб-сайт
Новый семейный пивной сад и таверна открываются в Восточном Остине
Прославленная звезда ювелирного дела из Техаса Способность Кендры Скотт совмещать работу и личную жизнь впечатляет. Основатель одноименного бренда стоимостью миллиард долларов — молодожён, вернувшаяся гостья в грядущем сезоне 9 сезона.1046 Shark Tank, , и она собирается выпустить свои первые мемуары, Рожденные сиять: делай добро, найди свою радость и построй жизнь, которую любишь.
Между головокружительным графиком управления ее брендом, благотворительной деятельностью, книжным туром по нескольким штатам, обязанностями Shark Tank и воспитанием новой смешанной семьи из восьми человек, мы задаемся вопросом, когда у предпринимателя из Остина есть время передохнуть.
Судя по всему, кесо, маргариты и радость в мелочах побуждают предпринимателя продолжать работу. Скотт также считает ее брак с Томасом Эвансом (ее обручальное кольцо — единственное украшение, которое она никогда не снимает) и отношения с семьей, включая трех сыновей — Кейда, Бека и Грея — как основу ее успеха.
И хотя ее украшения были обязательным аксессуаром на протяжении более двух десятилетий, ее первое знакомство с литературным миром было связано с уязвимостью и решимостью.
Начав свой книжный тур в Хьюстоне ранее на этой неделе, Скотт будет на Южном конгресс-флаге компании в Остине в эту субботу, 17 сентября, с 11:00 до 13:00. Билеты на мероприятие по-прежнему доступны на Eventbrite, и каждый билет включает в себя копию книги, встречу с Кендрой, эксклюзивную большую сумку и многое другое.
В преддверии мероприятия в Остине Скотт встретилась с CultureMap в Хьюстоне, чтобы получить эксклюзивную информацию о своей следующей главе.
Карта культуры: Сколько времени вам понадобилось, чтобы написать Born to Shine ?
Кендра Скотт: Прошло чуть больше двух лет с тех пор, как я решил написать книгу, но на самом деле я писал эту книгу уже много лет.
КМ: Как вы совмещали писательство, управление бизнесом и работу мамы?
КС: Знаете, это всегда вызов. Если кто-то говорит вам, что это легко, и они разобрались, я думаю, что они лгут. Я написал это во время пандемии, поэтому я был дома, работая с системой поддержки моих самых близких людей со мной. Все наши встречи были виртуальными, поэтому у меня было время для размышлений.
Я также только что ушла с поста генерального директора и могла сосредоточиться на работе председателем совета директоров, дизайнером и основателем. Я смогла больше сосредоточиться на нашей благотворительной деятельности, например, на нашей школе в Техасском университете (Институт женского предпринимательского лидерства), и сосредоточиться на написании этой книги.
КМ: Насколько личным вы проникаетесь в книгу?
KS: В книге я становлюсь очень уязвимым и чувствую, что в уязвимости заключена сила. Я надеюсь, что уязвимость позволит другим женщинам или людям поделиться своими неудачами, успехами, взлетами и падениями и быть искренними.
Я также надеюсь, что истории моего детства, брака, развода, начала бизнеса и неудач в бизнесе — все это часть того, что делает меня тем, кто я есть. В книге я рассказываю о силе драгоценных камней. У всех драгоценных камней есть прожилки, которые считаются несовершенством, но на самом деле это то, что делает их красивыми.
CM: Было ли что-то, о чем вы написали, но потом передумали?
КС: Я вытащил всю первую главу, и не собирался ее туда вставлять. Мой издатель, который также является моим редактором, сказал мне, что глава великолепна и что она считает, что это должна быть первая глава.
Это заставило меня осознать, что я должен быть честным, потому что книга начинается с трудного места, но затем увлекает читателей в невероятное путешествие.
КМ: Будут ли фанаты ждать новых книг в будущем?
КС: Знаешь, я думал об этом. Теперь, когда эта книга вышла в свет, я не думаю, что она будет последней. Это другой способ быть творческим, и я думаю, что могу рассказать и другие истории.
Я бы хотел когда-нибудь написать детскую книгу. Моему старшему сыну был год, когда я основал эту компанию; сейчас ему 20, так что он вырос вместе с бизнесом. Теперь у меня есть девятилетний ребенок, и я всегда читаю ему. Я очень надеюсь, что детские книги будут в моем будущем.
КС: Почему вы решили начать свой книжный тур в Хьюстоне?
КМ: Хьюстон — часть меня. Здесь я стал техасцем. Я переехал сюда из Висконсина, когда мне было 16 лет, и я окончил среднюю школу Кляйн. Переезд в 16 лет и в юниорском возрасте может быть трудным, но меня приняли в Кляйне — сообщество было очень гостеприимным.
Хьюстон сделала меня женщиной, которой я являюсь сегодня. Это заставило меня осознать, что в мире есть нечто большее, чем маленький городок в Висконсине, где я вырос. Хьюстон — такой яркий город, полный культуры и разнообразия — я чувствовал, что для меня очень важно начать здесь, потому что это был мой первый старт в Техасе.
CM: Вы возвращаетесь в Shark Tank в 14-м сезоне. Как вам на этот раз?
KS: Мне очень нравится быть на Shark Tank . Я лечу в Лос-Анджелес на премьеру со всеми другими приглашенными акулами 23 сентября, и это волнительно, потому что никогда не было премьеры в прямом эфире.
Ничто не вдохновляет меня больше, чем другие предприниматели. На съемочной площадке бывают долгие дни, но они проходят быстро, потому что меня вдохновляют встречи с другими предпринимателями. Многие из этих людей обдумывали идеи до пандемии, и время простоя во время пандемии дало им возможность воплотить свои идеи в жизнь.
CM: У вас много дел, но есть ли что-то еще, чего фанаты могут ожидать до конца года?
KS: Мы только что выпустили обручальные кольца и целую коллекцию свадебных платьев, это так здорово. Мы расширяемся и в других категориях ювелирных украшений, включая бриллианты и золото, и добавляем больше вариантов персонализации, чем когда-либо прежде.
Scott Brothers, линия, которую я создала с моими мальчиками во время пандемии, также расширяется. Это так весело, что наши клиенты-мужчины, которые были здесь, чтобы купить для женщин в своей жизни, теперь могут купить что-то для себя. Мы также только расширились до часов, так что многое происходит.
Если подумать, Ralph Lauren потребовалось 25 лет, чтобы выйти на другие категории. Наша компания существует уже 20 лет, поэтому мне очень нравится, что следующий этап Кендры Скотт будет таким веселым и захватывающим. С филантропической точки зрения с 2010 года мы пожертвовали более 50 миллионов долларов женским и детским благотворительным организациям.
