Деталь токарного станка: Деталь токарного станка, 7 (семь) букв
Содержание
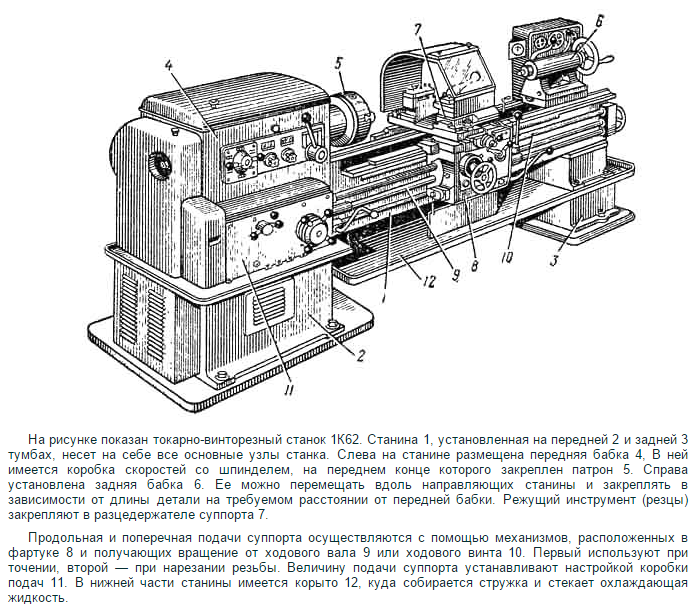
устройство, составные части, регулирование и наладка узлов.
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик — энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя «картриджного» типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
|
|
|
Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
Устройство задней бабки токарного станка
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки. В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4.
Перемещение пиноли происходит при вращении штурвала 4.
Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3.
В корпусе пиноли расположена масленка для выполнения ручной смазки.
Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Геометрическую соосность передней и задней бабок проверяют, зажимая поверочную скалку (диаметр и длина зависит от РМЦ станка) в неподвижных центрах бабок токарного станка. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Съемочные планы Работа фрезы по металлу.
 Фрезер, токарный станок, станок, деталь, металл, стружка, металлическая…
Фрезер, токарный станок, станок, деталь, металл, стружка, металлическая…
Похожие съемочные планы
HD
00:11
Работа токарного станка по металлу. Фрезер, токарный станок, станок, деталь, металл, стружка,…
HD
00:27
Работа токарного станка по металлу. Фрезер, токарный станок, станок, деталь, металл, стружка,…
HD
00:12
Токарь настраивает токарный станок по металлу. Фрезер, токарный станок, станок, деталь, металл,…
HD
00:17
Токарь настраивает токарный станок по металлу. Фрезер, токарный станок, станок, деталь, металл,…
HD
00:58
Крупный план.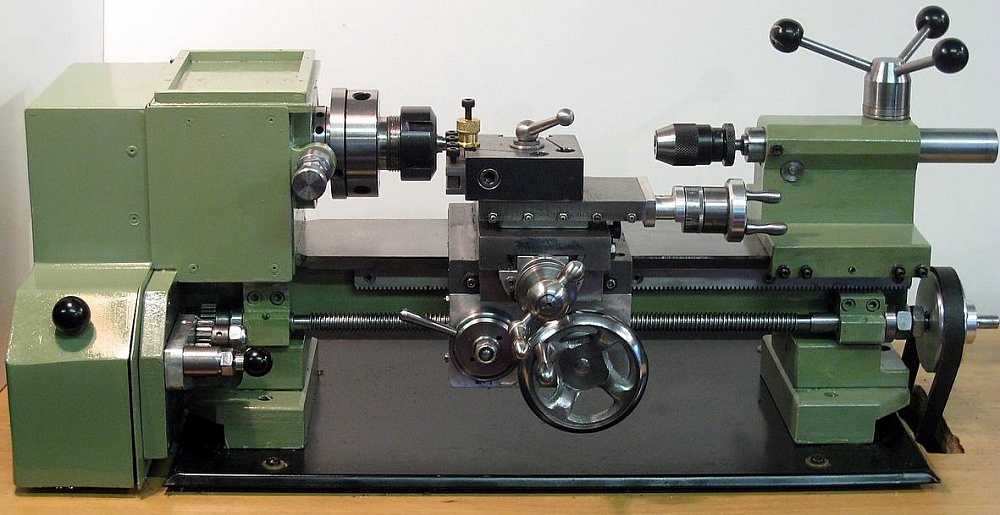 Работа фрезера по металлу. Фрезер, токарный станок, станок, деталь, металл, стружка,…
Работа фрезера по металлу. Фрезер, токарный станок, станок, деталь, металл, стружка,…
HD
00:26
Токарь закрепляет струбцины токарного станка по металлу. Фрезер, токарный станок, станок, деталь,…
HD
00:32
Крупный план. Токарь настраивает токарный станок по металлу. Фрезер, токарный станок, станок,…
HD
00:17
Настройка токарного станка по металлу. Фрезер, токарный станок, станок, деталь, металл, стружка,…
HD
00:18
Работа токарного станка, крупный план. Фрезер, токарный станок, станок, деталь, металл, стружка,…
HD
00:33
Крупный план, токарь настраивает станок. Фрезер, токарный станок, станок, деталь, металл, стружка,…
Фрезер, токарный станок, станок, деталь, металл, стружка,…
Похожая кинохроника
Наука и техника № 12
1971
металлообрабатывающий станок.
На небольшом станке обрабатывается металлическая деталь.
На этом же станке можно обрабатывать
Наука и техника № 3
1959
автоматических приборов для управления мартеновскими печами и процессом плавки металла.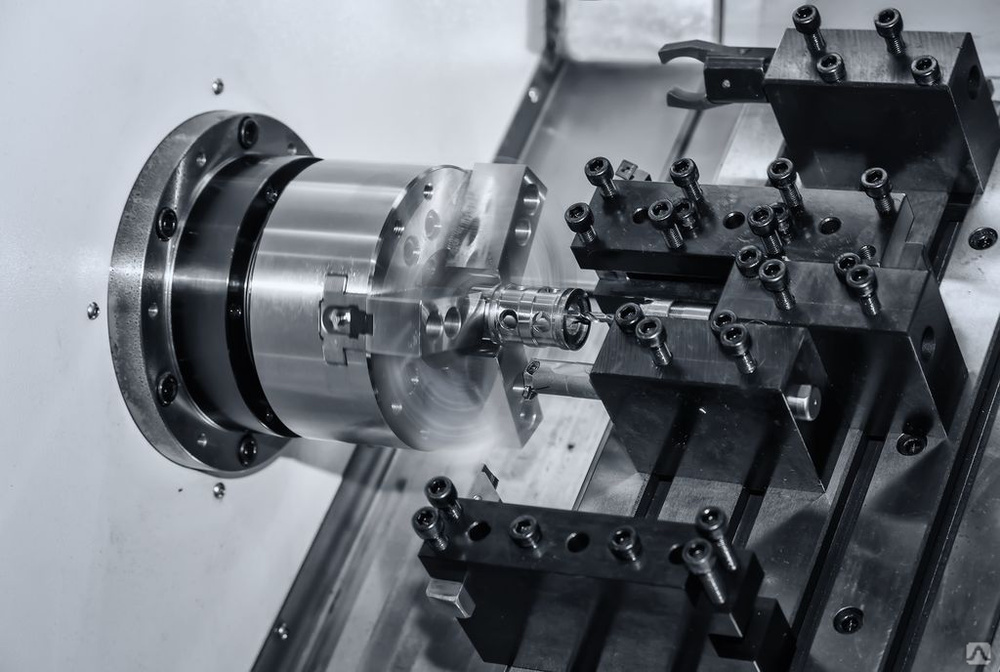
2. Новые материалысборной конструкции, позволяющих перестроить один станок для разных видов производственных процессов.
4
Кинокурс «Токарное дело» Раздел первый
1970
изучения работы токарных станков. История возникновения и возможности обработки металлов на токарных станкахРасчеты и рекомендации по организации оптимальной работы станков. Рекомендовано Государственным комитетом при
Наука и техника № 11
1963
фотографирует работу станка.
Сотрудники Центрального института охраны труда в кабинете.
Рука чертит на
Кинокурс «Токарное дело». Раздел второй
1972
Цех завода.
Токарные станки.
Резец снимает слой металла на детали.
Металл представляет собой поликристалл
Наука и техника № 3
1983
дипломной работе«.
Обработка детали из легированной стали.
Стружка после обработки.
Плавка металла.
Лаборатория
Наука и техника № 19
1982
деформации металла по новой технологии.
Структура металла под увеличением.
Руки с деталью.
Узел из нескольких
Уроки и техническое творчество
1989
работают за токарным станком. Крупно — работающий токарный станок. Ученик собирает готовую деталь для установки
 G»>
G»>
Наука и техника № 10
1964
Ленинградском металлическом заводе имени XX-го съезда партии.
«Когда реки скованы льдом». Работа шнекохода«Физика и металл». Установка Степанова — изобретение, позволяющее изготавливать металлические изделия любогоразмера.
«Это тоже важно». Москва. Сюжет посвящен работе сферы обслуживания: автоматы по продаже хлеба,
Ленинградская кинохроника № 20
1967
приспособления на станке, демонстрирует его работу.
Обработка детали на токарном станке при помощи нового
Наш сайт использует файлы cookies для персонализации сервисов и удобства пользователей.
Продолжая работать с сайтом и/или его сервисами,
вы принимаете Пользовательское соглашение,
Политику конфиденциальности
и Политику Cookies.
Деталь токарного станка и сам токарный станок по дереву Zenitech mc 1500. Критерии выбора деревообрабатывающих станков.
Устройство токарного станка по обработке древесины
Критерии выбора материала
Деревянные дома под ключ строятся повсеместно в загородных зонах средней полосы, северо-восточных и северных районах России – там, где есть большой выбор природного сырья, налажена поставка строительных материалов. Строительством и отделкой занимаются профессиональные бригады. Спрос на кирпичные дома в загородных поселках снизился, и этому есть несколько объяснений. Технология возведения дома из кирпича известна всем строителям, она является традиционной, и не менялась последние годы. Может только использоваться полусухая механизированная стяжка с фиброй или другой вариант создания полов, но общая технология остается неизменной.
Технология возведения дома из кирпича известна всем строителям, она является традиционной, и не менялась последние годы. Может только использоваться полусухая механизированная стяжка с фиброй или другой вариант создания полов, но общая технология остается неизменной.
Деревянные дома стали возводиться из древесины, обработанной на современном технологическом оборудовании, благодаря которому, материал приобретает качества, присущие кирпичу, бетону и камню: крепость, устойчивость к поглощению влаги, стойкость к грибковым поражениям, воспламенению. Но при этом, деревянные дома из бруса, рубленого бревна, срубы домов, а также аккуратные и нарядные здания из клееного бруса остаются непревзойденными по экологическим показателям. Конечно, клееный брус и дома, которые строятся из этого нового материала, стоят дорого, но обладают рядом серьезных преимуществ, оправдывающих большие финансовые затраты. Да и подумайте об отделочных работах. Так вам все равно будет нужна стяжка пола стоимость которой уменьшится, если пол будем сделан из качественного дерева.
Массовое строительство брусовых домов, а также появление в поселках срубов домов, напоминающих терема с картин русских сказок, свидетельствуют о том, что люди стремятся возродить старые традиции и жить в теплых, уютных и экологически чистых домах.
Как строительный материал, брус для дома может выпускаться различной толщины. Для зимнего деревянного дома брус должен иметь толщину не менее 25 см, для летнего – 10-15 см. Если при возведении срубов строительство может длиться довольно долго, так как несущим конструкциям надо дать возможность «отстояться» полгода (бревно дает усадку), то дома из клееного бруса возводятся за несколько месяцев, и не подвержены деформациям.
Дома из бруса и строительство зданий из кирпича продолжают лидировать по количеству заказов. Но для людей с ослабленным иммунитетом, заболеваниями легких и бронхов, для тех, кто хочет жить в самых комфортных условиях, рекомендуется выбирать деревянный дом. С точки зрения пользы для здоровья, он не имеет равных.
Токарный станок в мебельном производстве 11-08-2012, 13:10 | Опубликовал: fikret | Просмотров: 149 |
Токарный станок в мебельном производстве
Токарный станок: что нужно знать, для правильного выбора или подбора современного аналога в замен устаревшему токарному станку. При выборе токарного станка, а также при подборе аналога необходимо понимать способ обработки и учитывать технические характеристики станка по отношению к заготовке: обрабатываемый материал, его вес и структуру.
Необходимо соотносить габариты обрабатываемой заготовки с указанными в технических характеристиках токарного станка перемещениями по координатам сторон обработки. Вес заготовки необходимо соотносить с допустимой нагрузкой на установочные центры ее вращения в токарном станке. Физико-химические свойства материала заготовки необходимо соотносить со скоростью вращения шпинделя, указанной в технических характеристиках токарного станка, в дальнейшем это необходимо для подбора инструментальной оснастки. Особое внимание уделяют суммарной мощности токарного станка, в частности мощности двигателя шпинделя и скорости его вращения, которые всегда указываются в технических параметрах оборудования, при необходимости силовой или финишной токарной обработки.
Особое внимание уделяют суммарной мощности токарного станка, в частности мощности двигателя шпинделя и скорости его вращения, которые всегда указываются в технических параметрах оборудования, при необходимости силовой или финишной токарной обработки.
Точность, шероховатость и допуски, с которыми необходимо изготавливать конечный продукт, являются основными критериями при выборе металлообрабатывающих токарных станков. На точность токарного станка, кроме конструкции, ЧПУ, опыта работы и прочих равных условиях, оказывают влияние указанные в технических характеристиках станка точность повтора и точность позиционирования. Надежность токарного станка определяется длительным сохранением точности повтора и позиционирования, особенно в условиях тяжелых режимов прерывистой токарной обработки.
Потребность в количестве изделий (в смену/ месяц/ год) диктует ряд необходимых условий при выборе токарного станка. Основной величиной для оценки динамики работы токарного станка является скорость быстрых перемещений, подач и степень автоматизации процесса (ЧПУ, барфидеры, автоматическая смена инструмента, СОЖ (система подачи охлаждающей жидкости), улавливатели деталей, транспортеры удаления стружки, автоматические загрузочные и разгрузочные роботы). Часто бывает, что выгоднее, к примеру, выбирать 2-х (или много) шпиндельный токарный станок (автомат) с ЧПУ, опционально «нарядить» его, нежели покупать несколько единиц токарного оборудования, которые в итоге потребуют большего количества персонала и затрат.
Часто бывает, что выгоднее, к примеру, выбирать 2-х (или много) шпиндельный токарный станок (автомат) с ЧПУ, опционально «нарядить» его, нежели покупать несколько единиц токарного оборудования, которые в итоге потребуют большего количества персонала и затрат.
Конечно же, токарный станок — это инструмент для заработка денег, он должен себя в первую очередь «отбить» и работать дальше, поэтому мы предлагаем разные токарные станки и технологии.
Выбор токарного станка сам по себе так же налагает ряд условий на покупателя. Управление токарным станком, требует несомненной квалификации обслуживающего персонала и часто именно это и учитывается при выборе токарного станка. Управление токарным станком может осуществляться в мануальном (ручном) режиме, с помощью УЦИ (Устройство Цифровой Индикации перемещения по осям обработки, отслеживается с помощью оптических линеек, устанавливаемых на станок), с помощью ЦПУ (Циклового Программного Управления, когда отслеживается обработка не всей детали, а только части — цикла), ЧПУ (числовое программное управление — передовая технология для полной автоматизации процесса изготовления деталей). Некоторые токарные станки вместо ЧПУ комплектуют специальным программным обеспечением, которое устанавливается на персональный компьютер заказчика. Многие токарные станки по определению должны работать в специальных условиях, для установки необходима специальная подводка электричества, специальный фундамент. Габариты и вес токарного станка также являются основными его техническими характеристиками.
Некоторые токарные станки вместо ЧПУ комплектуют специальным программным обеспечением, которое устанавливается на персональный компьютер заказчика. Многие токарные станки по определению должны работать в специальных условиях, для установки необходима специальная подводка электричества, специальный фундамент. Габариты и вес токарного станка также являются основными его техническими характеристиками.
Фрезы по дереву.
Естественно, что основным критерием при выборе фрезы по дереву является соотношение цены и качества. Главное что нужно сделать, это правильно дать качественную оценку продукции. При выборе фрезы следует взять во внимание вид и состояние сырья, условия эксплуатации, класс оборудования и пр.
Стойкость — основной показатель качества фрез. Данный показатель зависит в первую очередь от характеристик материала.
Чтобы определить оптимальное количество зубьев фрезы по дереву необходимо учитывать целый спектр факторов. От общего числа зубьев зависит стоимость инструмента (чем больше, тем дороже), а также мощность резания и расходы на эксплуатацию.
Не стоит также забывать, что увеличение количества зубьев только до определенной границы способствует повышению качества обработанной поверхности, превышение же этого предела ведет к снижению качества.
Шлифовальные станки
Выполнение работ, с использованием живых материалов, доставляет огромное удовольствие большому количеству людей. Это и не удивительно, ведь именно из дерева и прочих живых материалов получаются лучшие творения человечества.
Кроме всего прочего, изделия, которые изготавливаются из дерева, имеют достаточно высокий уровень износостойкости, надежности и долговечности. Но для того, чтобы получить изделие из древесных материалов, необходимо придать изделию законченный вид.
В данной ситуации никак нельзя избежать применения шлифовальных станков. Стоит упомянуть, что когда-то именно шлифовальные машины сделали прорыв в мире технического оборудования, ведь применение новых технологий существенно упростило человеческий труд, снизив количество финишных работ, выполняемых человеком, до минимума. К счастью, современное станкостроение позволило сделать шлифовальные машины более доступными, качественными и высокоточными.
К счастью, современное станкостроение позволило сделать шлифовальные машины более доступными, качественными и высокоточными.
Шлифовальный станок предназначенный для обработки древесных изделий. Как правило, шлифовальные станки применяют для получения окончательного вида изделия. В качестве абразивного элемента в шлифовальных станках применяются шлифовальные круги с различным диаметром и сегменты. Кроме них также используются шлифовальные бруски, шкурки, пасты, а также порошки. Шлифовальные станки – достаточно деликатное и точное оборудование, поэтому применяются они исключительно в тех случаях, когда существует острая необходимость получить обработанную деталь, с соблюдением точных размеров и с наименьшим показателем шероховатости.
С помощью шлифовальных станков, с поверхности материала снимается маленький слой дерева, с учетом всех допусков и ограничений точности. Это дает уникальную возможность придать конечному изделию максимальные качества и чистоту. В связи с тем, что шлифовальные станки являются высокоточным устройством, не допускается обработка неоконченных изделий, которые ранее не прошли предварительную механическую обработку.
Однако стоит отметить, что станки, представляющие шлифовальную группу, используются не только для выполнения чистовых и финишных работ деталей из дерева. Современные инновационные технологии в сфере шлифовального оборудования позволили внедрить в устройство дополнительный функционал, что позволило существенно расширить возможности и области применения шлифовальных станков. В настоящее время шлифовальные станки активно применяются для выполнения широкого диапазона получистовых и фрезерных работ.
Абразивным инструментом, который представлен абразивными материалами, размещенными на ткани в шлифовальных машинах, как правило, являются шлифовальные круги, которые подразделяются на плоскошлифовальные и круглошлифовальные. Необходимо заметить, что абразивный инструмент выбирается в зависимости от типа обрабатываемой поверхности и необходимой степени точности.
Токарный станок по дереву Zenitech mc 1500
Одним из основных сегментов деятельности компании «Электромотор» является продажа токарных станков. Поэтому наша компания сотрудничает только с надежными, известными, лучшими компаниями-производителями этого оборудования.
Поэтому наша компания сотрудничает только с надежными, известными, лучшими компаниями-производителями этого оборудования.
Токарный станок- это незаменимое оборудование во время изготовления любых деревянных деталей.
Токарные станки используются для обработки конусных, цилиндрических, фасонных поверхностей из твердых или мягких пород деревьев. Процесс токарной обработки происходит с помощью специальных токарных резцов. Копировальное устройство станка позволяет изготавливать различные детали, изделия из дерева одинаковых размеров и форм.
Если Вы работаете в столярной мастерской или в сфере строительства, тогда Вам просто необходимо приобрести токарный станок для работы с деревом. Выбирая станок, прежде всего, обратите внимание на его мощность, длину обточки (РМЦ), диаметр обточки.
В данной статье Вы сможете более подробно узнать о такой модели станка по дереву как токарный станок по дереву Zenitech mc 1500.
Токарный станок по дереву Zenitech mc 1500 подойдет как для индивидуального использования, так и для мелкосерийного производства.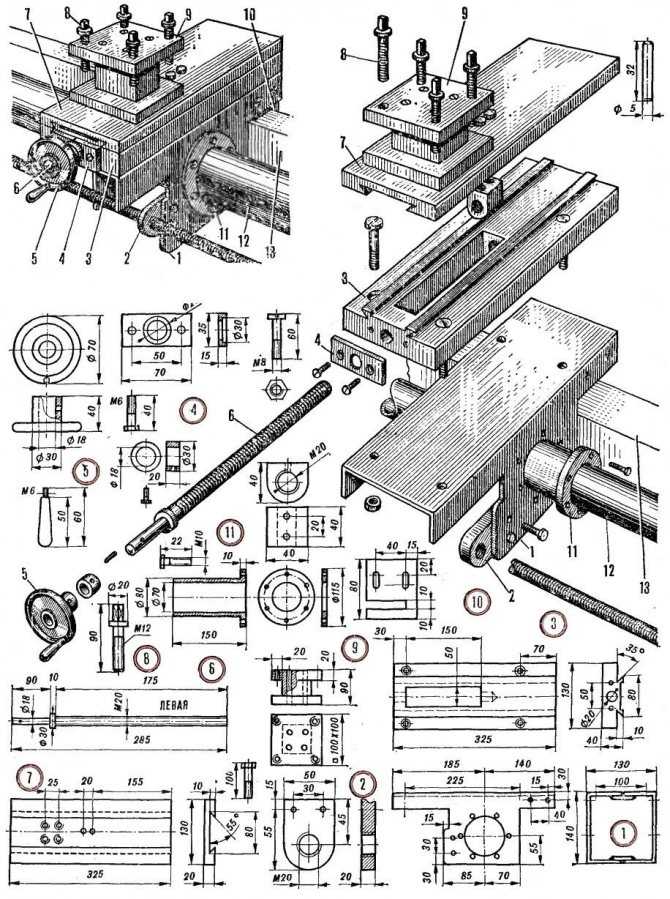 С ним Вы сможете выполнять внутреннюю, наружную обработку цилиндрических, конических, торцовых поверхностей, а также сверление, отрезку и проточку каналов.
С ним Вы сможете выполнять внутреннюю, наружную обработку цилиндрических, конических, торцовых поверхностей, а также сверление, отрезку и проточку каналов.
Токарный станок по дереву Zenitech mc 1500 оснащен высокооборотным, компактным двигателем (мощностью 370 Вт). Материал, из которого изготовлен станок- чугун. Это обеспечивает дополнительную прочность, устойчивость конструкции станка.
Для удобства пользования токарный станок по дереву Zenitech mc 1500 оснащен специальным цифровым экраном, который отображает текущую частоту вращения шпинделя, а благодаря наличию четырех уровней скорости возможен выбор необходимого режима работы (диапазон- от 650 до 3800 об/мин).
Компактность, высокая производительность, небольшой вес, безотказность в работе — это основные аргументы покупки данного токарного станка.
Станок деревообрабатывающий токарный
На современных этапах развития строительства все большую популярность получает дерево, а для его обработки на предприятиях используют станок деревообрабатывающий токарный.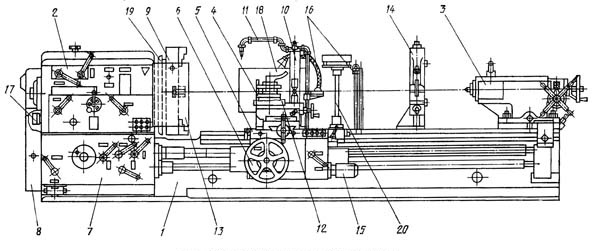 Станки такого типа используются в основном для производства заготовок для дальнейшего производства мебели и прочих деревянных конструкций. Виды деревообрабатывающего оборудования.
Станки такого типа используются в основном для производства заготовок для дальнейшего производства мебели и прочих деревянных конструкций. Виды деревообрабатывающего оборудования.
Всего выделяют несколько видов деревообрабатывающего оборудования: деревообрабатывающие станки, станки для специального использования и универсальные. На станках общего назначения можно производить разнообразные доски, щиты и бруски из дерева. Станок деревообрабатывающий токарный входит именно в эту группу, позволяя производить механическую обработку поверхности деревянных изделий почти любой формы и размеров.
Также в эту группу относят долбежные, фрезерные, шлифовальные и ленточнопильные станки. Принципы деревообработки на токарном деревообрабатывающем станке. Как правило, на таком станке можно производить профильную обработку как вращающихся, так и полностью неподвижных тел. В основе деревообработки на таком станке лежит принцип фрезерования поверхности древесины постоянно вращающимся диском станка. Если сравнивать такой способ деревообработки с более старым методом токарной обработки дерева с помощью резца, то при обработке вращающимся диском увеличивается не только производительность такого станка, но и время работы, и стойкость инструмента.
Если сравнивать такой способ деревообработки с более старым методом токарной обработки дерева с помощью резца, то при обработке вращающимся диском увеличивается не только производительность такого станка, но и время работы, и стойкость инструмента.
Все это обеспечивается за счет того, что вращается не только сама деревянная поверхность, но и сам инструмент. Преимущества токарного деревообрабатывающего станка. Стоит отметить, что для работы на таком станке не требуется специальных навыков, так как весь процесс деревообработки проводится по шаблону. Также такой станок служит дольше других за счет особого приема при деревообработке.
Токарный станок по дереву Zenitech MC 1018 VD (Vario)
Цена: 3 090 грн.
Напряжение питания 220 В
Потребляемая мощность 370 Вт
Обороты 650-3800 об/мин
Конус шпинделя Морзе 2
Конус пиноли Морзе 2
Макс. длинна обработки 430 мм
Макс. диаметр обработки 250 мм
Масса 34 кг
Размер упаковки 840х430х300 мм
Данный станок изготовлен из чугуна, он имеет мощный универсальный двигатель с электронным управлением скорости, которое обеспечивает максимальный крутящий момент на всех скоростях
Невысокая скорость шпинделя предназначена для обработки больших заготовок
Высокая скорость шпинделя обеспечивает тонкую обработку заготовки
Скорость шпинделя от 650 об/мин до 3800 об/мин.
На станке установлен цифровой экран, на котором отображается скорость шпинделя
Изготовить цилиндрическую деталь токарного станка вручную — трудоемкая и длительная работа. Да и трудно получить изделие хорошего качества. Гораздо быстрее и точнее можно сделать цилиндрическую деталь на токарном станке. На нем обрабатывают заготовки из древесины путем точения. Основные части токарного станка — станина, передняя бабка с электродвигателем, задняя бабка и подручник.В передней бабке установлен шпиндель — вал, получающий вращение от электродвигателя с помощью ременной передачи.
Конец шпинделя имеет резьбу, на нее навинчивают специальные приспособления для крепления левого конца заготовки. В зависимости от размеров заготовки используют разные приспособления: трезубец , планшайбу , патрон . Задняя бабка служит опорой правого конца длинных заготовок. Заднюю бабку подводят к заготовке по направляющим станины и закрепляют неподвижно болтом и гайкой. Окончательно конец заготовки поджимают специальной деталью — центром. Его перемещают вращением маховика и закрепляют зажимом.
Его перемещают вращением маховика и закрепляют зажимом.
Опорой для режущего инструмента служит подручник . Он может перемещаться как вдоль, так и поперек станины, закрепляется поворотом рукоятки.Передачу движений в механизмах и машинах показывают условными знаками на кинематических схемах.
На них изображают детали, которые непосредственно участвуют в передаче движения. Для наглядности часто дают и контуры других деталей.
Включать токарный станок и работать на нем можно только с разрешения учителя.
Нельзя класть инструменты и посторонние предметы на станину станка.
Детали ременной передачи станка должны быть ограждены.
Современные предприятия оснащены токарными станками (более сложными и производительными, чем те, на которых вы будете работать в учебной мастерской). Обслуживают их станочники деревообрабатывающих станков. Кроме владения всеми приемами точения на станке, они должны знать свойства древесины, устройство станков, уметь читать чертежи и схемы, затачивать инструмент, настраивать станок. Работа на станках требует аккуратности и точности, внимательности и осторожности, согласованности движений рук.
Работа на станках требует аккуратности и точности, внимательности и осторожности, согласованности движений рук.
06.86.00.00 Патрон токарного станка
Патрон предназначен для закрепления детали (ступицы колеса автомобиля) на токарном станке с целью расточки в ней гнезда пол подшипник. При закреплении деталь прижимается двумя прижимами 2 к упорам 21 и распирается кулачками 15 в радиальном направлении. Для того чтобы установить деталь в патрон, прижимы сначала поворачивают на 90* (по отношению к изображенному на чертеже положению), а после установки детали возвращают в первоначальное положение. Затем начинают завинчивать гайку 24.
В первый момент нижний болт 10 неподвижен, гайка 24. навинчиваясь, сжимает пружину 17 и лапка прижима 2 подходит к детали. Затем нижний болт 10 несколько перемещается вправо, коромысло 3 поворачивается против часовой стрелки вокруг шаровой опоры клина 6 и верхний болт 10 перемещается влево. Лапка верхнего прижима также подходит к детали.
Затем нижний болт 10 несколько перемещается вправо, коромысло 3 поворачивается против часовой стрелки вокруг шаровой опоры клина 6 и верхний болт 10 перемещается влево. Лапка верхнего прижима также подходит к детали.
При дальнейшем завинчивании гайки 24 начинает сжиматься пружина 4 и клин 6 передвигается вправо, перемещая при этом своими скосами три кулачка 15 и прижимая их к детали. Закрепление закончено. Для освобождения обработанной детали гайку 24 отвинчивают. Под действием пружины 4 коромысло 3 отходит влево. Кулачки 15 под действием пружин 13 перемещаются к оси, освобождая деталь. Лапки прижимов 2 под действием пружин 17 отходят от детали. Прижимы поворачивают на 90°и деталь снимают.
Для уменьшения трения между болтами и корпусом служит набивка 19, пропитанная смазкой. Прижимы 2 имеют три точки опоры: одну в корпусе и две на детали. Чтобы усилие болта всегда действовало нормально, гайка 24 имеет сферическую опору. Гайками 26 пользуются только при регулировании всего механизма.
Корпус патрона крепят к планшайбе станка шестью винтами М10 и центрируют двумя штифтами Ø10.
Сортировка:
По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать:
15255075100
И00.86.00.01 — Корпус
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.86.00.01 — Корпус.cdwФайл модели..
$4.00
И00.86.00.01 — Корпус — модель
В архиве находится файл модели. Версия программы Компас 16.И00.86.00.01 — Корпус — модель.m3d..
$2.00
И00.86.00.01 — Корпус — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.86.00.01 — Корпус — чертеж.cdw..
$2.00
И00.86.00.02 — Прижим
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.86.00.02 — Прижим.cdwФайл модели..
Версия программы Компас 16.Файл чертежа:И00.86.00.02 — Прижим.cdwФайл модели..
$2.00
И00.86.00.02 — Прижим — модель
В архиве находится файл модели. Версия программы Компас 16.И00.86.00.02 — Прижим — модель.m3d..
$1.00
И00.86.00.02 — Прижим — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.86.00.02 — Прижим — чертеж.cdw..
$1.00
И00.86.00.03 — Коромысло
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.86.00.03 — Коромысло.cdwФайл мод..
$2.00
И00.86.00.03 — Коромысло — модель
В архиве находится файл модели. Версия программы Компас 16.И00.86.00.03 — Коромысло — модель.m3d..
$1.00
И00.
 86.00.03 — Коромысло — чертеж
86.00.03 — Коромысло — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.86.00.03 — Коромысло — чертеж.cdw..
$1.00
И00.86.00.04 — Пружина
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.86.00.04 — Пружина.cdwФайл модел..
$2.00
И00.86.00.04 — Пружина — модель
В архиве находится файл модели. Версия программы Компас 16.И00.86.00.04 — Пружина — модель.m3d..
$1.00
И00.86.00.04 — Пружина — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.86.00.04 — Пружина — чертеж.cdw..
$1.00
И00.86.00.05 — Гнездо
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.86.00.05 — Гнездо.cdwФайл модели..
$2. 00
00
И00.86.00.05 — Гнездо — модель
В архиве находится файл модели. Версия программы Компас 16.И00.86.00.05 — Гнездо — модель.m3d..
$1.00
И00.86.00.05 — Гнездо — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.86.00.05 — Гнездо — чертеж.cdw..
$1.00
Показано с 1 по 15 из 65 (всего 5 страниц)
Интересные детали на токарном станке. Основные работы, выполняемые на токарном станке
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу. Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму. Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров. С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной. Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать самостоятельно. Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения. В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.
Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Внешний вид станка
Основные узлы
Суппорт, резцедержатель и патрон
Вид сбоку
Задняя бабка
Вид снизу на заднюю бабку
Направляющие валы
Конструкция суппорта
Привод от двигателя
Чертеж №1
Чертеж №2
Чертеж №3
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка. Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата. В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка. Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт.

Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма. Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Существует одно важное правило: оба центра станка, ведущий и ведомый, должны располагаться строго на одной оси, что позволит избежать вибрации заготовки в процессе ее обработки. Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром. Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла.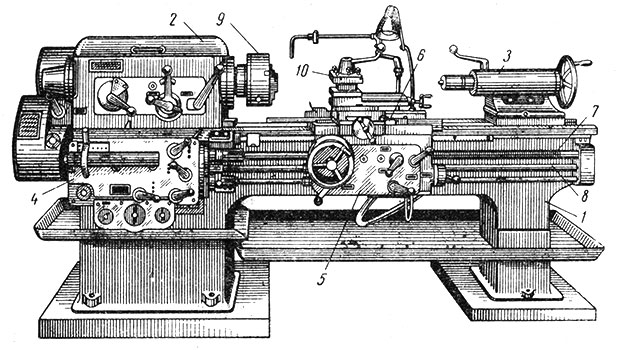 Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы. На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью.
Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали. Но даже в таком случае необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Если использовать ременную передачу нет возможности, и ведущий центр устройства напрямую соединяется с валом электродвигателя, то можно предусмотреть ряд мер, которые защитят его подшипники от разрушения. Подобной мерой может стать упор, ограничивающий продольное перемещение вала двигателя, в качестве которого можно использовать шарик, устанавливаемый между корпусом электродвигателя и задним торцом его вала.
В задней бабке токарного станка располагается его ведомый центр, который может быть неподвижным или свободно вращаться. Наиболее простую конструкцию имеет неподвижный центр: его несложно сделать на основе обычного болта, заточив и отшлифовав под конус ту его часть, которая будет соприкасаться с заготовкой. За счет вкручивания или откручивания такого болта, перемещающегося по резьбовому отверстию в задней бабке, можно будет регулировать расстояние между центрами оборудования, тем самым обеспечивая надежную фиксацию заготовки. Обеспечивается такая фиксация и за счет перемещения самой задней бабки.
Обеспечивается такая фиксация и за счет перемещения самой задней бабки.
Чтобы обрабатываемая деталь беспрепятственно вращалась в таком неподвижном центре, заостренную часть болта, которая с ней соприкасается, нужно будет смазывать машинным маслом перед началом работы.
Сегодня не представляет сложности найти чертежи и фото токарных станков, по которым можно самостоятельно изготовить такое оборудование. Более того, несложно найти различные видео, демонстрирующие процесс их изготовления. Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации.
Стойки простейшего токарного станка по металлу можно изготовить из древесины. Их необходимо будет надежно закрепить на станине агрегата при помощи болтовых соединений. Саму станину, если есть возможность, лучше изготовить из металлических уголков или швеллера, что обеспечит ей высокую надежность, но если их нет под рукой, можно также подобрать толстые деревянные бруски.
На видео ниже представлен процесс самостоятельного изготовления суппорта для токарного станка.
В качестве узла на таком станке, на котором будет фиксироваться и перемещаться режущий инструмент, выступит подручник, изготавливаемый из двух деревянных дощечек, соединенных под углом 90 градусов. На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали. В опорной поверхности горизонтальной дощечки, перемещаемой по станине агрегата, необходимо сделать прорезь, за счет которой такое перемещение будет достаточно точным.
Современная обработка деталей из металла почти не возможна без токарного станка. Для экономии средств можно сделать это приспособление и самому.
Смастерить на самом деле эго не так сложно, как кажется, да и чертёж токарного станка легко можно найти в Интернете. Конструкция станка может быть самой разнообразной, также как и его габариты.
Материал для его изготовления в домашних условиях легко найти в любом гараже.
Устройство токарного станка
Сделать токарный станок своими руками невозможно без знания его устройства, поэтому ниже мы представлены его основные части:
- Привод. Основа механизма, генерирует мощность. Для маломощного станка подойдёт привод из дрели либо стиральной машинки;
- Станина. Для изготовления подойдёт стальной уголок или рама из дерева, это своего рода несущая рама, поэтому она должна быть прочной для выдерживания вибраций;
- Задняя бабка. Изготавливается методом приваривания уголка к железной пластинке. Она нужна для фиксации во время обработки изготавливаемого устройства;
- Передняя бабка. Устанавливается к подвижной раме, схожа с задней бабкой;
- Суппорт. Выполняет роль опоры рабочей части.
Момент вращения передаётся двигателем в рабочую часть с помощью следующих вариантов:
- Цепной;
- С помощью ремня;
- Фрикционный.

Каждый имеет свои как преимущества, так и недостатки. Ременной — наиболее дешевый и надёжный, легко изготовляется. Но ремень быстро изнашивается, нужно часто заменять.
Цепная стоит дороже, она более громоздкая, но служит долго. По своим достоинствам и недостаткам, фрикционная занимает срединное положение. Стоит отметить тот факт, что фото токарного станка с разными передачами имеются в Интернете, и Вы с легкостью можете подробно их изучить.
Суппорт — крайне важная деталь станка. Он регулирует и количество потраченных сил при работе, и качество детали.
Двигается в различных направлениях и поэтому сильно подвержен износу. Не забывайте его отрегулировать перед началом работ.
Последовательность сборки механизма
Собираем раму станка при помощи швеллеров и балок. Чем с более крупными деталями Вы планируете работать, тем из более прочных материалов должна быть рама.
Для производства передней бабки нам понадобится гидравлический цилиндр толщиной стенки 6 мм и более. В цилиндр запрессовываем 2 подшипника. При помощи подшипников большого диаметра прокладываем вал.
В цилиндр запрессовываем 2 подшипника. При помощи подшипников большого диаметра прокладываем вал.
Необходимо залить смазывающую жидкость в гидравлический усилитель. После чего устанавливаем суппорт с направляющими и шкив.
Устанавливаем подручник для придания резцу устойчивости. Снизу крепим небольшую полоску металла, предающую рабочей части износоустойчивости.
Какой электродвигатель выбрать?
Мотор — самая главная часть любого станка, ведь без него он не будет функционировать. От его мощности зависит общая мощность станка. Мотор с мощностью до киловольта (старые машинки для шитья могут послужить донором), подойдёт для изготовления небольших деталей.
Моторы мощностью 1.5-2 Кв. используются при обработке крупных деталей. Ни в коем случае не забывайте про изоляцию всех электрических частей.
Для правильной установки мотора лучше позвать электрика, чем получить травму.
Как сделать токарный станок из дрели?
Для экономии на запчастях и упрощения сбора допускается применять дрель как привод. Эта конструкция имеет свои преимущества:
Эта конструкция имеет свои преимущества:
Обратите внимание!
- конструкция собирается и разбирается в любой момент;
- переносится и транспортируется достаточно просто, ведь разобрать его довольно просто;
- экономия средств;
Но у такого способа есть свои недостатки, ведь у дрели низкий крутящий оборот, из-за чего будет практически невозможно обрабатывать крупные детали.
Модифицировать токарный станок по металлу дрелью стоит только тогда, когда не планируется большой объём работ и нужно изготовить небольшие детали.
Для изготовки данной разновидности токарного станка по металлу, нужны обычные детали (за исключением мотора и передней бабки). Функцию передней бабки берёт на себя дрель.
Благодаря компактности станка, роль станин может выполнить ровная поверхность или верстак. Саму дрель можно закрепить благодаря струбцине или хомута.
Необходимо соблюдать следующие пункты техники безопасности:
Обратите внимание!
- по завершении компоновки станка необходимо проверить исправность.

- электродвигатель в станке должен быть защищён кожухом;
- мощность электродвигателя должна быть покрытой Вашей электросетью;
- рабочий инструмент может располагаться только параллельно к поверхности заготавливаемой детали. Иначе он отскочит;
- при обработке торцевых плоскостей последние должны быть упёрты в заднюю бабку;
- приступать к работе можно только используя средства защиты глаз от стружки;
- после работы необходимо рабочее место оставить в чистоте.
Деревообрабатывающий станок требует соблюдения такой же техники безопасности, что и металлообрабатывающий.
Изменение станка
Во время необходимости монтажа конусообразных отверстий крепим два напильника так, чтоб получилась форма трапеции. Дальше монтируем приспособление на пружинах для подвода напильника.
Для затачивания различных лезвий крепим к двигателю круг для шлифовки.
Подводя итоги, хочу сказать, что сборка станка достаточно простая. Смастерить самодельный токарный станок вполне возможно и дома при помощи подручных материалов, что является достаточно экономным мероприятием.
Смастерить самодельный токарный станок вполне возможно и дома при помощи подручных материалов, что является достаточно экономным мероприятием.
Можно самому регулировать размеры и мощность оборудования, а также проводить нужные модификации.
Обратите внимание!
Фото токарного станка своими руками
- Шахматы
- Делаем шкатулку
Если под рукой есть профессиональный инструмент, можно осваивать его возможности бесконечно. Так, например, обычная строительная токарка нередко используется в качестве основы для изготовления сувениров и различных декоративных изделий. Красиво сделанный деревянный подсвечник на токарном станке выглядит великолепно в классическом интерьере дома. Большая ваза, изготовленная из дерева способна поражать воображение. Иногда в руках опытного мастера обычная на первый взгляд чурка превращается в настоящий художественный шедевр. Как у них это получается? Что можно еще выточить самостоятельно?
Токарный станок по дереву позволяет делать не только строительные заготовки, но и различные декоративные изделия, которые призваны радовать глаз и демонстрировать возможности оборудования
. Любые поделки из древесины очень практичны, им всегда найдется место в доме, поэтому можно смело поэкспериментировать и попробовать что-то сделать своими руками. Проще всего происходит точение вазы из дерева, легко может получиться кувшин, солонка и шкатулка для хранения всякой мелочи. Можно предложить сделать шахматы.
Любые поделки из древесины очень практичны, им всегда найдется место в доме, поэтому можно смело поэкспериментировать и попробовать что-то сделать своими руками. Проще всего происходит точение вазы из дерева, легко может получиться кувшин, солонка и шкатулка для хранения всякой мелочи. Можно предложить сделать шахматы.
Ваза
Как можно сделать вазу на токарном станке? Для ее изготовления может понадобиться определенный инструмент. Кроме токарного станка необходимо взять резцы, рубанок, ножовка, линейка, циркуль, топор и пила, шлифовальные шкурки и стамеска.
Процесс точения вазочки предельно прост. Правда, необходимо отметить, что вазы бывают сложные по конфигурации и простые. Рассмотрим, как можно выточить несложный вариант.
- Сначала пилою вырезается чурбачок, длиною в 10-20 см.
- Его надо обязательно подработать рубанком, как с торцов, так и вдоль длины.
- Устанавливается заготовка в патрон станка.
- Станок включается и проверяется на предмет биения детали.
- Если оно присутствует, необходимо провести выравнивание.
- Производится снятие верхнего слоя древесины на глубину 1 см.
- Снимается фаска под углом 45° с внешнего торца.
- В заднюю бабку вставляется сверло.
- Высверливается отверстие глубиною меньше длины заготовки на 3-5 см. То есть, определяется дно вазы.
- Теперь с помощью резка, который называется косячок, вырезается полость изделия.
Так как вазочка может иметь разную форму: прямую, овальную и так далее, то соответственно и расточка верхней поверхности выдерживается точной формы. После чего производится шлифовка изделия снаружи и изнутри. Для чего используется наждачная бумага. Деревянное изделие снимается со станка, днище дорабатывается вручную с использованием рубанка и наждачки. После чего сувенир покрывается лаком.
Шахматы
Шахматы – фигурки маленькие, поэтому их изготовление требует определенного опыта и твердости руки токаря, а также его глазомера. Для изготовления фигуры вам потребуется небольшой чурбачок сечением 50х50 или 60х60 мм. Его с одной стороны формируют под более мелкое сечение, к примеру, 40х40 или 30х30 мм, как это показано на видео.
Его с одной стороны формируют под более мелкое сечение, к примеру, 40х40 или 30х30 мм, как это показано на видео.
Этим меньшим концом заготовка вставляется и зажимается в патрон. Теперь необходимо резцом подрезать свободный торец болванки и прижать ее центром задней бабки. Снимается резцом слой древесины, чтобы заготовка стала круглого сечения. После чего можно приступать к изготовлению самой шахматной фигуры. Можно использовать традиционные формы, можно пофантазировать.
Как только фигура будет полностью готова, ее надо отшлифовать, а в конце отрезать от прижимаемой части заготовки. Остается только вручную ее обработать лаком или покрасить в черный или белый цвет. Кстати, подсвечник из дерева изготавливается на токарном станке точно также. Его длина больше, а значит, необходима будет более длинная заготовка.
Делаем шкатулку
Шкатулка – не самый сложный элемент, который можно обточить на токарном станке. Но если это будет изделие с крышкой, то чертежи здесь потребуются обязательно. Ведь крышка должна войти в шкатулку и сесть на паз, то есть, крышка должна стать вровень с краем самого изделия.
Ведь крышка должна войти в шкатулку и сесть на паз, то есть, крышка должна стать вровень с краем самого изделия.
Для изготовления шкатулки потребуется цилиндрическая заготовка, которая устанавливается в токарный станок
. Главное, чтобы заготовка не доставала до станины.
- Сначала снимается слой древесины полукруглым резцом, чтобы придать заготовке округлые формы.
- Затем косячком нужно подработать поверхность, то есть, сделать ее гладкой.
- После чего необходимо сформировать внутреннюю полость деревянного изделия. Для этого применяется узкий прямой резец. Одним проходом эту операцию не закончить, поэтому придется проводить ее ступенчато.
- Используя треугольный резец, можно расширить внутреннюю полость до толщины стенок.
- Дно шкатулки выравнивается прямым, но широким резцом. Им же делается паз для крышки.
- Проводится шлифовка внутренних и наружных плоскостей.
- Наносится лак сверху, воск изнутри.
Крышка изготавливается из того же материала, что и сама шкатулка. Просто для этого необходима тонкая заготовка, которая закрепляется в патроне деревообрабатывающего токарного станка. Сначала обработка проводится широким прямым резцом, то есть формируется внутренняя часть, она может быть плоской или вогнутой внутрь. Обязательно производится шлифовка
Просто для этого необходима тонкая заготовка, которая закрепляется в патроне деревообрабатывающего токарного станка. Сначала обработка проводится широким прямым резцом, то есть формируется внутренняя часть, она может быть плоской или вогнутой внутрь. Обязательно производится шлифовка
.
Затем формируется внешняя часть, для чего заготовку придется перевернуть. То есть, отрезается полуготовая часть крышки и уже почти готовой внутренней стороной устанавливается в патрон. Затем тем же резцом производится формирование внешней стороны крышки. Она также может быть плоской или выпуклой. В конце проводится шлифовка. После чего готовое изделие покрывается лаком.
В принципе, очередность изготовления сторон можно поменять, если на крышке будет ручка-держатель. Для этого придется взять заготовку потолще, чтобы точить ручку. Она может быть круглой, овальной или фигурной. Можно ручку изготовить, как отдельно выточенный элемент, и прикрепить ее на крышку шкатулки клеевым составом.
Диаметр крышки должен соответствовать диаметру внутреннего паза шкатулки. То есть, крышка должна свободно войти в паз.
То есть, крышка должна свободно войти в паз.
Вот такие изделия можно делать своими руками на токарном станке по дереву . Самое сложное из вышеописанных декоративных предметов – это шкатулка. Здесь необходимо точно придерживаться размеров, особенно это касается толщины стенки. Сделали чуть тоньше, и появится большая вероятность, что она со временем лопнет. К тому же придется точно придерживаться диаметров крышки и паза на самой шкатулке. Если один из размеров не совпадет, то или крышка упадет внутрь шкатулки, или она окажется на крае изделия.
Поэтому при вытачивании на токарном станке самодельных поделок из дерева требуется внимание и аккуратность (работа ведь не грубая). Конечно, надо обязательно в процесс работы снимать размеры штангенциркулем.
Элементы и режимы резания
Прежде чем говорить о способах обработки, познакомимся вкратце с элементами и режимом резания.
Здесь нам встретятся новые понятия: глубина резания, подача, скорость резания.
Все они связаны между собой, и величина их зависит от различных причин.
Глубиной резания называется толщина слоя металла, снимаемого за один проход резца. Она обозначается буквой t и колеблется от 0,5 до 3 и больше миллиметров при черновой обработке до десятых долей миллиметра при чистовой обточке.
Подача -это движение резца вдоль обрабатываемой поверхности. Численно она выражается в миллиметрах, обозначается буквой S и указывает на величину смещения резца за один оборот детали. В зависимости от прочности обрабатываемого материала, жесткости узлов станка и резца, величина подачи может меняться от 0,1-0,15 мм/об до 2-3 мм/об при скоростных режимах резания. Чем тверже металл, тем меньше должна быть подача.
Скорость резания зависит от числа оборотов шпинделя и диаметра детали и подсчитывается по формуле.
Выбирая ту или иную скорость резания, нужно учитывать твердость обрабатываемого материала и стойкость резца, которая измеряется временем непрерывной работы его до затупления в минутах. Она зависит от формы резца, его размеров, материала, из которого изготовлен резец, от точения с охлаждающей эмульсией или без нее.
Наибольшую стойкость имеют резцы с пластинками из твердых сплавов, наименьшую — резцы из углеродистой стали.
Вот, например, какие скорости резания можно рекомендовать при точении различных материалов резцом из быстрорежущей стали. Стойкость его без охлаждения равна 60 минутам.
Примерные данные о скорости резания металлов:
Обтачивание гладких цилиндрических поверхностей
Гладкие цилиндрические поверхности деталей обтачивают проходными резцами в два приема. Сначала черновым резцом производят обдирку — грубое обтачивание, — быстро снимая основную массу лишнего металла. На рисунке изображен прямой резец для черновой обработки:
Черновые резцы: а — прямой; б — отогнутый; в — конструкции Чекалина.
Отогнутый резец удобен при протачивании поверхности детали около кулачков патрона и для подрезания торцов. Обычно резцы имеют рабочий ход только в одну сторону, чаще всего справа налево. Двухсторонний проходной резец конструкции токаря-новатора Н. Чекалина позволяет ликвидировать обратный холостой ход резца, сокращая время обработки.
После обточки черновым резцом на поверхности детали остаются крупные риски и качество обработанной поверхности поэтому невысоко. Для окончательной обработки служат чистовые резцы:
Чистовые резцы: а — нормальный; б — с широкой режущей кромкой; в — отогнутый, конструкции А. В. Колесова.
Нормальный тип чистового резца применяется при точении с небольшой глубиной резания и малой подачей. Чистовой резец с широкой режущей кромкой позволяет работать на больших подачах и дает чистую и гладкую поверхность.
Подрезание торцов и уступов
Для подрезания торцов и уступов на токарном станке пользуются обычно подрезными резцами. Такой резец изображен на следующем рисунке:
Подрезание в центрах: а — подрезной резец; б — подрезание торца с полуцентром.
Его лучше употреблять при точении детали в центрах. Для того, чтобы торец можно было обрабатывать целиком, в заднюю бабку вставляется так называемый полуцентр.
Если деталь закреплена только одним своим концом — при обработке в патроне, — то для проточки торца может быть использован и проходной отогнутый резец. Для этой же цели и для проточки уступов используются и специальные подрезные упорные резцы, которые работают с поперечной и с продольной подачей.
Подрезание торцов: а — подрезание проходным отогнутым резцом, б — подрезной упорный резец и его работа.
При подрезании торцов и уступов юный мастер должен следить за тем, чтобы вершина резца была всегда установлена строго на уровне центров. Резец, установленный выше или ниже уровня центров, оставит на середине сплошного торца неподрезанный выступ.
Вытачивание канавок
Для вытачивания канавок служат прорезные резцы. Их режущая кромка точно воспроизводит форму канавки. Так как ширина канавок обычно невелика, режущую кромку прорезного резца приходится делать узкой, поэтому она получается довольно ломкой. Для повышения прочности такого резца высоту его головки делают в несколько раз больше ширины.
По этой же причине головка имеет небольшой передний угол.
Отрезные резцы очень похожи на прорезные, но имеют более длинную головку. Более узкая головка делается с целью сократить расход материала при отрезании.
Длина головки должна подбираться по размерам детали и быть несколько больше половины ее диаметра.
При установке прорезных и отрезных резцов нужно тоже быть очень внимательным и точным. Небрежная установка резца, например небольшой его перекос, вызовет трение резца о стенки канавки, брак в работе, поломку инструмента.
Вытачивание узких канавок производится за один проход резца, который подбирается по ширине будущей канавки. Широкие канавки вытачивают в несколько проходов.
Порядок работы таков: по линейке или другим мерительным инструментам намечают границу правой стенки канавки. Установив резец, протачивают узкую канавку, не доводя резец на 0,5 мм до нужной глубины — остаток для чистового прохода. Затем сдвигают резец вправо на ширину его режущей кромки и делают новую проточку. Выбрав таким образом канавку намеченной ширины, делают окончательный, чистовой проход резца, двигая его вдоль детали.
Установленную в центрах заготовку не следует разрезать до конца: обломившаяся часть может повредить инструмент. Короткую деталь, зажатую в патроне, можно отрезать начисто, пользуясь специальным отрезным резцом со скошенной кромкой.
Величина подачи и скорость резания при вытачивании канавок и отрезании должны быть меньше, чем при обработке цилиндров, потому что жесткость проходных и отрезных резцов не велика.
Вытачивание конусов
В практике юного токаря вытачивание конусов будет встречаться реже, чем другие работы. Наиболее простой способ- точение небольших конусов (не более 20 мм) специальным широким резцом.
При изготовлении наружного или внутреннего конуса на детали, закрепленной в патроне, пользуются другим приемом. Повернув верхнюю часть суппорта на угол, равный половине угла конуса при его вершине, протачивают деталь, двигая резец с помощью верхних салазок суппорта. Так точат относительно короткие конусы.
Для изготовления длинных и пологих конусов нужно сместить задний центр, передвинуть на определенное расстояние к себе или от себя заднюю бабку.
Если деталь закреплена в центрах таким образом, что широкая часть конуса будет у передней бабки, то заднюю бабку следует сместить к себе, и наоборот, при перемещении задней бабки от работающего широкая часть конуса будет находиться слева — у задней бабки.
Этот способ точения конусов имеет серьезный недостаток: вследствие смещения детали происходит быстрый и неравномерный износ центров и центровых отверстий.
Обработка внутренних поверхностей
Обработка отверстий может производиться различными инструментами, в зависимости от требуемой формы поверхности и точности обработки. На производстве встречаются заготовки с отверстиями, сделанными при отливке, ковке или штамповке. У юного металлиста готовые отверстия будут встречаться главным образом в отливках. Обработку отверстий в сплошных заготовках, не имеющих подготовленных отверстий, всегда придется начинать со сверления.
Сверление и рассверливание
Неглубокие отверстия на токарном станке сверлят перовыми и спиральными (цилиндрическими) сверлами.
Перовое сверло имеет плоскую лопатку с двумя режущими кромками, переходящую в стержень. Угол при вершине сверла обычно имеет 116-118°, однако он может быть, в зависимости от твердости материала, от 90 до 140°- чем тверже металл, тем больше угол. Точность отверстия при обработке перовым сверлом невелика, поэтому его употребляют тогда, когда большой точности не требуется.
Спиральные сверла — основной инструмент для сверления. Точность обработки этими сверлами достаточно высока. Спиральное сверло состоит из рабочей и части конического или цилиндрического хвостовика, которым сверло крепится в пиноли задней бабки или в патроне.
Спиральные сверла: а — с коническим хвостовиком; б — с цилиндрическим хвостовиком
Рабочая часть сверла — цилиндр с двумя винтовыми канавками, образующими режущие кромки сверла. По этим же канавкам выводится наружу стружка.
Головка сверла имеет переднюю и заднюю поверхности и две режущие кромки, соединенные перемычкой. Идущие вдоль винтовых канавок фаски направляют и центрируют сверло. Величина угла при вершине спирального сверла одинакова с перовым и может изменяться в тех же пределах. Изготовляются сверла из легированной или быстрорежущей стали. Иногда сверла из легированной стали оснащаются пластинками твердого сплава.
Закрепление сверла производится двумя способами, в зависимости от формы хвостовика. Сверла с цилиндрическим хвостовиком закрепляются в пиноли задней бабки при помощи специального патрона, сверла с коническим хвостовиком вставляются прямо в отверстие пиноли.
Может случиться, что конический хвостовик мал по своим размерам, не подходит к отверстию. Тогда придется воспользоваться переходной втулкой, которая вместе со сверлом вставляется в пиноль.
Переходная втулка к сверлам с коническими хвостовиками: 1 — хвостовик сверла; 2 — втулка.
Чтобы вытолкнуть сверло из пиноли, нужно вращением маховичка затянуть ее в корпус задней бабки. Винт упрется в хвостовик сверла и вытолкнет его. С помощью специальной державки можно закрепить сверло и в резцодержателе.
При сверлении нужно внимательно следить за тем, чтобы сверло не уводило в сторону, иначе отверстие будет неправильным, а инструмент может сломаться. Подачу сверла производят медленным и равномерным вращением маховичка задней бабки или перемещением суппорта, если сверло с державкой закреплено в резцодержателе.
Высверливая глубокие отверстия, нужно время от времени выводить сверло из отверстия и убирать из канавки стружку.
Глубина отверстия не должна превышать длины рабочей части сверла, в противном случае стружка не будет выводиться из отверстия и сверло сломается. При сверлении глухих отверстий на заданную глубину можно проверять глубину сверления по делениям на пиноли. Если их нет, то отметку ставят мелом на самом сверле. Когда при сверлении слышится характерный визг, это значит, что либо сверло имеет перекос, либо оно затупилось. Сверление нужно немедленно прекратить, убрав сверло из отверстия. После этого можно остановить станок, выяснить и устранить причину визга.
Рассверливание — это то же сверление, но сверлом большего диаметра по уже имеющемуся отверстию. Поэтому все правила сверления относятся и к рассверливанию.
Другие методы обработки внутренних поверхностей
В практике юного токаря может встретиться и такой случай, когда диаметр нужного отверстия гораздо больше диаметра самого большого сверла в его наборе, когда в отверстии нужно выточить канавку или сделать его конусным. Для каждого из этих случаев существует свой метод обработки.
Растачивание отверстий ведется специальными расточными резцами — черновыми и чистовыми, в зависимости от нужной чистоты и точности обработки. Черновые резцы для проточки глухих отверстий отличаются от черновых резцов для точения сквозных отверстий. Чистовую обработку сквозных и глухих отверстий проводят одним и тем же чистовым резцом.
Расточные резцы: а — черновой для сквозных отверстий; б — черновой для глухих отверстий; в — чистовой
Растачивание имеет свои трудности по сравнению с наружным точением. Расточные резцы обладают малой жесткостью, их приходится значительно выдвигать из резцодержателя. Поэтому резец.может пружинить и гнуться, что, конечно, отрицательно влияет на качество обработки. Кроме того, затруднено наблюдение за работой резца. Скорость резания и величина подачи резца должны быть поэтому меньше, чем при наружной обработке, на 10-20%.
Особую трудность представляет обработка тонкостенных деталей. Зажимая такую деталь в патроне, ее легко деформировать, и резец выберет на вдавленных частях более толстую стружку. Отверстие не будет строго цилиндрическим.
Для правильной обработки при растачивании резец устанавливается на уровне центров. Затем нужно расточить отверстие на 2-3 мм в длину и замерить диаметр.
Если размер верен, можно растачивать отверстие на всю длину. При растачивании глухих отверстий или отверстий с уступами, так же как и при сверлении, на резце делают мелом отметку, указывающую глубину растачивания.
Подрезание внутренних торцов производится подрезными резцами, а вытачивание внутренних канавок — специальными прорезными канавочными резцами, у которых ширина режущей кромки в точности соответствует ширине канавки. Резец устанавливается на соответствующую глубину по меловой риске на теле резца.
Измерение внутренней канавки: линейкой, штангенциркулем и шаблоном
Кроме расточных резцов, для растачивания цилиндрических отверстий употребляются зенкеры. Они похожи на спиральные сверла, но имеют три или четыре режущие кромки и не годятся для получения отверстий в сплошном материале.
Спиральные хвостовые зенкеры: а — из быстрорежущей стали; б — с пластинками из твердого сплава
Очень чистые и точные цилиндрические отверстия делают развертками. Оба эти инструмента применяют не для расширения отверстия, а для подгонки под точный размер и форму.
Развертки: а — хвостовая; б — назадная
Изготовление конических отверстий
Вытачивание внутренних конусов, пожалуй, наиболее трудное дело. Обработка ведется несколькими способами. Часто конические отверстия делают растачиванием резцом с поворотом верхней части суппорта.
В сплошном материале предварительно нужно высверлить отверстие. Для облегчения растачивания можно высверлить ступенчатое отверстие. Следует помнить, что диаметр сверла нужно подбирать с таким расчетом, чтобы оставался припуск в 1,5-2 мм на сторону, который затем снимается резцом. После точения можно воспользоваться коническим зенкером и разверткой. Если уклон конуса невелик, сразу же после сверления применяют набор конических разверток.
Последняя из основных операций, производимых на токарном станке, — нарезание резьбы.
Механическое изготовление резьбы возможно только на специальных винторезных станках. На простых станках эта операция производится вручную. Приемы ручного изготовления наружной и внутренней резьбы изложены выше .
Измерительный инструмент
В токарных работах используется тот же инструмент, что и при слесарной обработке: стальная линейка, кронциркуль, штангенциркуль и другие. О них уже было сказано раньше. Новыми здесь могут быть различные шаблоны, которые юный мастер будет изготовлять сам. Они особенно удобны при изготовлении нескольких одинаковых деталей.
Помните, что все измерения можно производить только после полной остановки станка. Будьте осторожны! Не производите замеров вращающейся детали!
Меры предосторожности
При работе на токарном станке нужно руководствоваться следующими правилами:
1) начинать работать на станке можно только после детального ознакомления со станком и методами обработки;
2) не работать на неисправном станке или негодным (тупым) инструментом;
3) прочно закреплять деталь и следить за исправностью ограждающих устройств;
4) не работать в свободной одежде: рукава завязывать у кисти, длинные волосы прятать под головной убор;
5) своевременно убирать стружку и следить за порядком на рабочем месте;
6) не останавливать руками вращающийся патрон;
7) в случае неисправности немедленно выключить станок.
Уход за станком
Чем тщательнее уход за станком, тем лучше и дольше он будет работать. Это простое правило следует твердо запомнить и аккуратно его выполнять. Уход за токарным станком сводится к следующему.
Основное — это смазка всех трущихся частей. Перед началом работы необходимо осмотреть станок и проверить, достаточно ли смазки. Наиболее внимательно нужно следить за смазкой подшипников, заполняя масленки и смазочные отверстия машинным маслом. Станок в это время, во избежание несчастного случая, должен быть остановлен.
После работы нужно вычистить станок, убрать стружку, протереть направляющие станины и суппорта, и смазать их тонким слоем масла.
Абсолютно чистыми должны быть и конические отверстия шпинделя и пиноли задней бабки. Точность работы станка будет зависеть от их хорошего состояния.
До начала работы нужно также проверить состояние приводного ремня. Его нужно оберегать от масляных брызг и капель, так как замасленный ремень проскальзывает и быстро срабатывается. Натяжение ремня должно быть не слишком сильным, но и не слишком слабым: слабо натянутый ремень проскальзывает, а при сильном его натяжении сильно греются и быстро изнашиваются подшипники. Ограждение приводного ремня тоже должно быть в порядке.
Читайте еще:
- Основные работы, выполняемые на токарном станке
Токарные станки предназначены для обработки тел вращения. При работе на токарном станке производится точение цилиндрических, конических и фасонных поверхностей, как внутренних, так и наружных, а также нарезание резьбы и накатку рифления. Помимо этого, на них можно производить операцию сверления, однако это возможно только в том случае, если отверстие находится в оси детали или же с некоторым смещение от нее.
Разновидности и характеристики станков для обработки дерева
Разнообразие типов, размеров и форм деревянных деталей предполагает многообразие оборудования, на котором происходит обработка.
В перечень разновидностей станков для деревообработки входят:
Пилильные
Данная группа используется для распиловки заготовок и целых древен, а также для придания формы плоским элементам. Пилильные в свою очередь следует разделить на следующие подгруппы:
- Пилорамы, при помощи которых осуществляется продольная и поперечная распиловка материала при помощи линейных пил, которые совершают возвратно-поступательные движения относительно заготовок.
 Данное оборудование не относится к экономичному оборудованию, к тому же оно достаточно громоздкое, поэтому встречается довольно редко.
Данное оборудование не относится к экономичному оборудованию, к тому же оно достаточно громоздкое, поэтому встречается довольно редко. - Круглопильные, которые представляют собой автоматические и ручные, выполняющие распиловку древесины в наклонной и вертикальной плоскостях при помощи круглых пил. Такое оборудование нашло применение при формовке. Классифицируется по количеству пил, их диаметру, мощности и производительности.
- Ленточные, функционирующие автоматически и с ручным управлением. Разрезание дерева происходит при линейном движении ленты. Используется как во время заготовки, так и при дальнейшей обработке. Достоинством данного оборудования можно назвать простоту обслуживания и экономичность, однако более низкую точность, если сравнивать с круглопильными.
Строгальные
Предназначены для снятия верхнего слоя материала при перемещении режущего инструмента. К основным разновидностям станков этого типа относятся:
- Рейсмусовые, одно и двухсторонние. Односторонние способны обрабатывать только верхнюю плоскость, так что их используют только при обработке только крупных заготовок. Получили большое распространение благодаря простоте своей конструкции, а значит простоте управления и обслуживания. Двухсторонние могут одновременно обработать нижнюю и верхнюю плоскость. Их достоинством является большая производительность, однако одновременно с этим с ними сложнее при обслуживании.
- Фуговальные, которые не только производят обработку плоскостей, но и способны снять фаски под определенных углом.
Токарные
Токарные станки подразделяются на большое количество разновидностей, исходя из точности, габаритов самих станков и обрабатываемых деталей и т.д. Деревообрабатывающие разновидности токарных станков используются при точении декоративных элементов, корпусных деталей и элементов крепежа. Основным параметром классификации является степень автоматизации и универсальности.
По степени автоматизации существуют следующие разновидности:
- Станки с ручным управлением предполагают регулирование скорости вращения шпинделя, подачу деталей и прочие параметры рабочим.
- Автоматизированное оборудование оснащаются копированными устройствами, благодаря которым сокращается время обработки детали, однако все процессы по-прежнему под контролем человека.
- Автоматические процессы предполагают выполнение всех переходов в автоматическом режиме. Все параметры контролируются компьютером станка. стали особо популярны в последнее время.
Если говорить об универсальности, то стоит выделить:
- Универсальное оборудование, которое позволяет выполнять детали различной формы, размеров и сложности.
- Специализированное, которое предоставляет выполнять обработку деталей в определенной диапазоне размеров.
- Специальное, предназначенное для изготовления только одной определенной детали.
Сверлильные
Они необходимы для просверливания отверстий, которые находятся в оси или не в оси деталей, а также обработки отверстий. Классифицируются по многим параметром, однако основным можно назвать конфигурацию, по которому они разделяются на:
- Вертикально-сверлильные, которые выполняют работу только в вертикальной плоскости;
- Горизонтально-сверлильные, выполняющие обработку только в горизонтальной плоскости;
- Радиально-сверлильные, позволяющие изменять угол наклона инструмента.
Фрезерные
Такие станки используются для обработки плоских и фасонных поверхностей. Как и сверлильные, они разделяются по плоскостям, в которых работает фреза. По конфигурации их следует разделить:
- Горизонтально-фрезерные, у которых шпиндель расположен горизонтально относительно поверхности стола;
- Вертикально-фрезерные, инструмент которых расположен перпендикулярно относительно стола и закрепленной на нем детали;
- Универсальные, позволяющие менять расположение заготовки без ее переустановки.
Шлифовальные
Данные станки предназначены для чистовой обработки и предполагают снятие верхнего слоя небольшой толщины инструментом с абразивным покрытием. Различают:
- Плоскошлифовальные, на которых выполняется обработка плоских поверхностей;
- Круглошлифовальные, предназначенные для тел вращения;
- Специальные шлифовальные станки, которые предназначены для обработки сложных поверхностей;
- Кромкошлифовальные. Используются для окончательной обработки фигурных элементов.
Гнутарные
Представляют собой гидравлические прессы со специальными зажимами. Используются для придания элементом особой формы.
Сборочные
Чаще всего это автоматические устройства для сборки отдельных элементов в полуфабрикат или готовое изделие.
Технология проведения работ
Токарные станки предназначены для обработки тел вращения. На данном оборудовании выполняются следующие работы:
- Подрезка торцов;
- Точение наружных поверхностей;
- Нарезание резьбы любого типа;
- Отрезание деталей;
- Нанесение рифлений;
- Сверление и растачивание внутренних отверстий.
Однако это не единственное, что можно делать на данном станке. Помимо этого на нем можно выполнять полирование и притирку отверстия. Полирование может выполнять при помощи специального войлочного круга и пасты ГОИ. С их помощью изделие приобретает зеркальную поверхность, однако точность поверхности не обеспечивается. Доводка поверхности отверстия выполняется при помощи притира. Данная операция позволяет получить точное отверстие с низким показателем шероховатости.
Обработка на токарном станке обеспечивается путем вращения детали относительно закрепленного инструмента.
Инструмент может быть закреплен в шпинделе или в центрах. Центра – это специальные приспособления, которые закреплены в шпинделе и в задней бабке. Для ее обеспечения необходимо предварительно зацентровать (просверлить специальным сверлом отверстие в оси) заготовку с двух сторон. Установка для обработки в центрах позволяет выполнить все переходы за один установ.
Виды станков для выполнения токарных работ по металлу
По степени точности оборудование следует разделить на: нормальной точности; точные; особо точные; повышенной точности; сверхточности.
По типу подразделяются на:
- лоботокарные;
- карусельные;
- токарно-винторезные;
- токарно-револьверные.
Первые две разновидности предназначены для обработки крупногабаритных деталей, от полуметра до нескольких метров. Токарно-винторезные являются самыми распространенными, поскольку являются универсальными и предназначены для обработки деталей до пятисот миллиметров. Токарно-револьверные относятся к полуавтоматическим станка. Обработка на таком оборудовании осуществляется по упорам.
Методы выполнения токарных работ
На токарном станке производится точение деталей и сверление отверстий. Также выполняются комплексные работы, которая представляют собой выполнение точение и шлифование только на токарном станке. Для выполнения операции шлифования в этом случае может использоваться резцы высокой точности и притиры, если это отверстие. Подобная мера позволяет сократить время изготовления, а значит, и уменьшить стоимость деталей.
Проточки внутреннего диаметра выполняются при помощи сверла, зенкера и развертки, а также резцов. Помимо этого могут использовать метчики, которые нарезают резьбу внутри отверстия (для наружных поверхностей используется плашка).
Выверка размеров деталей происходит при помощи лимба (измерительной шкалы на суппорте), а также при помощи измерительных приборов (штангенциркулей, микрометров и т.д.).
Виды используемых резцов
Резцы для обработки на токарном стенке бывают:
- проходными, предназначенными для обработки плоских поверхностей торцов детали;
- подрезными, используемыми для точения цилиндрических поверхностей;
- отрезными, которые отрезают готовую деталь от заготовки;
- фасонные и галтельные, которые используются для точения фасонных поверхностей и скруглений;
- резьбовые, которые подразделяются на наружные и внутренние;
- расточные резцы, которые используются для обработки внутренних поверхностей;
- канавочные, похожие на отрезные, применяемые для точения канавок.
Помимо этого резцы подразделяются на:
- цельные, чаще всего изготовленные из быстрорежущей стали;
- составные с напаянными пластинами из твердого сплава, державка в этом случае изготовлена из углеродистой стали;
- ставные со съемной пластиной, которую можно заменить в случае износа или образования скола.
Техника безопасности
В ходе выполнения работ на токарном станке необходимо использовать защитный кожух, который закрывает зону вращения детали. Таким образом, рабочий защищен от отлетающией стружки.
Работник должен стоять на специальном деревянном настиле, это обеспечивает защиту от поражения током.
Одежда должна закрывать тело, оставляя открытыми только кисти рук, голову и шею. Обувь должна быть закрытой. Все это необходимо для защиты от стружки. Одежда не должна быть прилегающей или чересчур свободной. В первом случае она будет стеснять движения, а во втором может стать причиной травмы при затягивании одежды в шпиндель.
Рабочего перед началом работы должны выдать специальные очки, которые защищают органы зрения от попадания стружки или пыли. Если производится точение сыпучего материала (к примеру, графит или дерево), то помимо очков должны быть выданы респираторы для защиты органов зрения. Также при работе с сыпучими материала необходима вытяжка, которая позволит защитить не только того, что непосредственно точит, но и других работников цеха.
Перед снятием детали следует не только выключить вращение шпинделя, но и притупить острые кромки.
Самое главное: к работе на токарном станке человек допускается только после прохождения инструктажа.
8 — Токарный станок — Настройка детали
- 8.1 Обзор
- 8.2 Режим толчковой подачи
- 8.3 Коррекции на инструмент
- 8.4 Настройка коррекции на инструмент
- 8.5 Рабочие смещения
- 8.6 Настройка коррекции детали
Настройка детали
Правильная зажимная оснастка очень важна для безопасности и для достижения желаемых результатов механической обработки. Есть много вариантов зажимной оснастки для различных приложений. Свяжитесь с местным дилерским центром фирмы Haas или дилером крепления для получения дополнительной информации.
Режим толчковой подачи
Режим толчковой подачи позволяет перемещать все оси в нужное положение. До перемещения осей необходимо установить их в исходное положение (начальная точка отсчета).
Для входа в режим толчковой подачи:1. Нажмите [HANDLE JOG]. 2. Выберите шаг подачи, который будет использоваться в режиме толчковой подачи ([.0001], [.001], [.01] или [.1]). 3. Нажмите необходимую ось ([+X], [-X], [+Z] или [-Z]) и либо нажмите и удерживайте эти клавиши толчковой подачи оси или используйте маховичок толчковой подачи [HANDLE JOG] для перемещения выбранной оси.
Коррекция на инструмент
Нажмите кнопку [OFFSET] для просмотра значений коррекции на инструмент. Коррекцию на инструмент можно вводить вручную или автоматически с помощью измерительного щупа. В списке ниже показано, как работает механизм настройки коррекции.
1.) Работающий инструмент: — Указывает на то, в каком положении активна револьверная головка.
2. Коррекция на инструмент (T) — список коррекций на инструмент. Имеется максимум 99 коррекций на инструмент.
3. Расположение револьверной головки — Данный столбец используется, чтобы помочь оператору запомнить, какой инструмент находится на револьверной головке. Это полезно, когда у вас есть держатель инструмента, в котором имеются инструменты, установленные на передней стороне и на задней стороне. Вы хотите помнить, какое смещение используется каждым из инструментов и где оно находится.
=/4 Геометрия X и Z — Каждое смещение содержит значения расстояния от начала координат станка до наконечника.
5.00. Радиус и геометрия — Данное смещение используется для компенсации радиуса на наконечнике инструмента, когда используется коррекция на режущий инструмент. Проверьте характеристики радиуса на инструментальных вставках и введите значение данного смещения.
6. Направление наконечника — Используйте это для задания направления наконечника инструмента, когда используется коррекция на режущий инструмент. Нажмите [F1] для просмотра опций.
7. Данные функциональные кнопки позволяют задавать значения коррекции. При нажатии [F1] число вводится в выбранный столбец. Ввод значения и нажатие [ENTER] (ввод) складывает введенную величину и число в выбранном столбце.
8. Износ оси X и Z и геометрия — Введенные здесь значения предназначены для точных регулировок смещения, которые необходимы для компенсации нормального износа в ходе выполнения задания.
9. Износ и радиус — Введенные здесь значения предназначены для точных регулировок смещения, которые необходимы для компенсации нормального износа в ходе выполнения задания.
10. Тип инструмента — Данный столбец используется блоком управления, чтобы решить, какой цикл измерения щупом использовать для измерения щупом данного инструмента. Нажмите [F1] для просмотра опций.
11. Материал инструмента — Данный столбец используется для вычислений библиотекой подач и скоростей VPS. Нажмите [F1] для просмотра опций.
12. Радиус приводного инструмента — Данное смещение используется для компенсации радиуса на наконечнике приводного инструмента. Проверьте характеристики радиуса на инструментальных вставках и введите значение данного смещения.
13. Износ приводного инструмента — Введенные здесь значения предназначены для точных регулировок смещения, которые необходимы для компенсации нормального износа в ходе выполнения задания.
14. Канавки — Когда для данного столбца задано правильное значение, блок управления может вычислить правильное значение Chip Load (нагрузка от стружки), отображенное на экране Main Spindle (основной шпиндель). Библиотека подач и скоростей VPS также будет использовать данные значения для вычислений.
Примечание: Значения, заданные в столбце «Канавка», не повлияют на работу измерительного щупа.
15. Фактический диаметр — Данный столбец используется блоком управления для вычисления правильного значения Surface Speed (скорость на поверхности), отображенного на экране Main Spindle (основной шпиндель).
16. Приблизительные значения X и Z — Данный столбец используется автоматическим инструментальным щупом (ATP) или щупом для размерной настройки инструментов. Значение в данном поле подсказывает измерительному щупу приблизительное положение измеряемого щупом инструмента.
17. Приблизительный диаметр — этот столбец используется автоматическим инструментальным измерительным щупом. Значение в поле подсказывает щупу приблизительный радиус инструмента.
18. Измерение высоты кромки — этот столбец используется автоматическим инструментальным измерительным щупом. Значение в данном поле представляет собой расстояние ниже наконечника инструмента, на которое инструменту нужно переместиться, когда кромка измеряется щупом. Используйте данную настройку, когда у вас инструмент с большим радиусом или когда вы выполняете измерение щупом диаметра на инструменте для снятия фаски.
19. Допуск на инструмент — этот столбец используется измерительным щупом. Значение в данном поле используется для проверки с целью выявления поломки и износа инструмента. Оставьте данное поле пустым, если вы задаете длину и диаметр на инструменте.
20. Тип измерительного щупа — Данный столбец используется измерительным щупом. Вы можете выбрать программу измерения щупом, которую вы хотите выполнять на данном инструменте. Нажмите [X DIAMETER MEASURE] для просмотра опций.
Настройка коррекции на инструмент
Следующий этап — привязка инструмента. При этом определяется фактическое расстояние между режущей кромкой и деталью. Для этой операции необходимо следующее:
- Токарный резец Н.Д.
- Обрабатываемая деталь, которую можно установить в кулачки патрона
- Измерительный инструмент для измерения диаметра обрабатываемой детали
Информацию о настройке приводного инструмента см. в разделе «Программирование приводного инструмента».
1.) Нажмите [OFFSET]. Нажмите [HANDLE JOG].
2. Установите резец для наружной обточки в револьверную головку. Нажимайте [NEXT TOOL] [F], пока он не станет текущим инструментом.
3. Зажмите обрабатываемую деталь в шпинделе.
=/4 Нажмите [.1/100] [B]. Выбранная ось перемещается с высокой скоростью, когда вращается маховичок.
5.00. Закройте дверь токарного станка. Введите 50 и нажмите [FWD] для запуска шпинделя.
6. При помощи токарного резца, загруженного в позицию 1, сделайте проход на небольшую глубину по диаметру заготовки, зажатой в шпинделе. Осуществляйте подвод к детали осторожно, а резание – на медленной подаче.
7. После выполнения прохода на небольшую величину, толчковой подачей с помощью оси Z выполните отвод от детали. Отвод от детали выполняйте далеко, чтобы было можно выполнить измерения с помощью измерительного инструмента.
8. Нажмите на клавишу останова шпинделя [STOP] и откройте дверь.
9. Измерьте глубину прохода, сделанного на детали.
10. Нажмите [X DIAMETER MEASURE] [D] (измерить диаметр X) для записи координаты оси X в таблицу коррекции.
11. Для добавления ее коррекции оси X введите диаметр обрабатываемой детали и нажмите [ENTER]. Коррекция, соответствующая инструменту и позиции револьверной головки, записана.
12. Закройте дверь токарного станка. Введите 50 и нажмите [FWD] для запуска шпинделя.
13. При помощи токарного резца, загруженного в позицию 1, сделайте небольшой проход по торцу заготовки, зажатой в шпинделе. Осуществляйте подвод к детали осторожно, а резание – на медленной подаче.
14. После завершения прохода отойдите от детали толчковой подачей с помощью оси Х. Отвод от детали выполняйте далеко, чтобы было можно выполнить измерения с помощью измерительного инструмента.
15. Нажмите [Z FACE MEASURE] (E) для записи текущей координаты оси Z в таблицу коррекции.
16. Курсор переместится к положению оси Z для инструмента.
17. Повторите все предыдущие шаги для каждого инструмента, используемого в программе. Смену инструмента выполняйте в безопасном положении и при отсутствии преград.
Коррекция детали
Нажмите КОРРЕКЦИЯ, затем F4, чтобы просмотреть значения рабочих коррекций. Рабочие смещения можно вводить вручную или автоматически с помощью измерительного щупа. В списке, представленном ниже, будет показано, как действует каждая настройка смещения детали.
1) G Code — В данном столбце отображаются все имеющиеся G-коды рабочих коррекций. Для получения дополнительной информации об этих коррекциях детали см. G52 Установка системы координат детали (Группа 00 или 12), G54 Коррекция детали, G92 Установка значения сдвига системы координат детали (Группа 00).
2) X, Y, Z, Axis — В данном столбце отображается значение коррекции детали для каждой оси. Если ось вращения включена, коррекции для них будут отображаться на этой странице.
3) Материал детали — Данный столбец используется VPS библиотекой подач и скоростей.
4) Данные функциональные кнопки позволяют задавать значения коррекции. Введите желаемое значение рабочего смещения и нажмите [F1], чтобы задать значение. Нажмите [F3], чтобы задать действие по измерению щупом. Нажмите [F4], чтобы переключиться с вкладки смещения детали на вкладку коррекции на инструмент. Введите значение и нажмите Ввод для добавления к текущему значению.
Настройка рабочего смещения
Все программы системы управления ЧПУ начинают перемещения с начала координат детали, – это опорная точка, заданная пользователем. Чтобы установить нулевую точку детали:
- Нажмите [MDI/DNC], чтобы выбрать инструмент #1.
- Введите T1 и нажмите [TURRET FWD].
- Толчковой подачей перемещайте X и Z, пока инструмент не коснется торца детали.
- Нажимайте [OFFSET], пока не включится экран Коррекция начала координат детали. Выделите столбец Z Axis (ось Z) и строку кода G, который необходимо использовать (рекомендуется G54).
- Нажмите [Z FACE MEASURE] для установки нулевой точки детали.
Токарный инструмент для токарного станка по дереву со шпинделем
Нажмите, чтобы увеличить
$ 59,99
Обработанный/необработанный
Деталь выдалбливания шпинделя и 10-дюймовой рукоятки — $ 99,99 Деталь выдалбливания шпинделя и 12-дюймовой ручки — $ 109,99 Деталь выдалбливания шпинделя без ручки — $ 59,99
Количество
Добавить в список желаний
- Обзор
- Как устроен этот инструмент
- Приоритетная доставка. Бесплатные возвраты.
Обзор
Разработан с неглубокой канавкой и стреловидным шлифованием для плотных резов и деталей. Этот уникальный долото является фаворитом для сложной работы.
Из чего состоит 5-ти звездочная строжка шпинделя?
- Высококачественная быстрорежущая сталь M42 с содержанием кобальта 10 % для непревзойденного удержания кромки
- Уникальная прочность M42 HSS и бритвенная кромка позволяют реже шлифовать и резать чище
- Непревзойденная полировка канавки улучшает режущую кромку и обеспечивает эффективный сход стружки
- Поставьте комфорт и контроль на первое место благодаря сменной алюминиевой рукоятке
- Изготовлено вручную в США, имеет пожизненную гарантию и беспроблемный возврат
- Поставляется острым и готовым к использованию!
Спецификации
- Размеры лезвия: внешний диаметр 3/8 дюйма, общая длина 8 дюймов
- Размеры флейты 4-3/4”
- Диаметр хвостовика 3/8 дюйма
- 12 дюймов или Рукоятка 10 x 3/4 дюйма и адаптер 3/8 дюйма
Как устроен этот инструмент
Мы начинаем с самого острого края и не останавливаемся на нем. Победите вибрацию, попрощайтесь с постоянной переточкой и пусть летят тонкие стружки. Обеспечение высочайшей производительности вашего токарного станка стимулирует наше производство.
Мы работаем с быстрорежущей сталью M42 уже 4 десятилетия, и она идеально подходит для токарной обработки дерева. Вы будете меньше шлифовать – добавка кобальта обеспечивает непревзойденную стойкость режущей кромки. Кроме того, сталь обеспечивает более тонкую и острую кромку для чистых срезов. М42 беспроигрышный вариант: меньше шлифовки и более гладкие резы.
Наш тщательно подобранный M42 изначально представляет собой цельную заготовку и прецизионно обработан (не сформирован) с уникальным круглым хвостовиком, обеспечивающим непревзойденную прочность. Каждая выемка имеет характерную полировку флейты. Это улучшает режущую кромку и обеспечивает эффективный сход стружки. Узнайте больше о M42 HSS здесь.
Тщательные и подробные итоги нашего производства . Круглый хвостовик каждого инструмента, подавляющий вибрацию, имеет настолько точный диаметр, что вы услышите хлопок, когда вытянете его из рукоятки. И каждый инструмент покидает нашу фабрику остротой, как бритва, и имеет 100% пожизненную гарантию. Построено на совесть!
Не сомневайтесь, наши алюминиевые ручки выглядят так же великолепно, как и выглядят. Идеальный вес для баланса и маневренности, а также дизайн, подходящий для вашей руки. Вы забудете, что ручка даже там, в лучшем случае. Два установочных винта крепят инструмент к рукоятке и позволяют снимать его для заточки.
От полировки канавки до накатки ручки, мы не срезаем углы . Независимо от того, только начинаете ли вы или работаете десятилетиями, для меня большая честь предоставить вам качественные инструменты. Узнайте больше о нашей истории здесь.
Приоритетная доставка. Бесплатные возвраты.
Приоритетная доставка означает, что ваш инструмент скоро прибудет на ваш токарный станок! После того, как ваш инструмент прошел наш строгий производственный процесс, мы отправляем его приоритетной почтой для быстрой доставки на ваш токарный станок.
| США | БЕСПЛАТНАЯ приоритетная доставка на сумму более 275 долларов США |
| США | До 275 долларов США 9,95 долларов США с приоритетной доставкой |
| Канада и международный | Рассчитывается во время оформления заказа |
Возврат осуществляется без проблем. Позвоните нам или отправьте электронное письмо, и мы предоставим вам почтовую этикетку для возврата и полный возврат средств.
Долото для шпинделя
Долото для деталей
Это долото для деталей — прекрасное дополнение к моему набору инструментов Carter and Sons. Все первоклассные, держат заточку и очень хорошо управляются.
Отличный инструмент, как и все другие инструменты
Маленький инструмент, большие результаты!
Это была моя первая покупка Carter and Sons, и шлифовка шпинделя не разочаровала. Я хотел подождать, чтобы просмотреть инструмент, пока я не смогу попрактиковаться с ним. Я очень доволен тем, как он делает хорошие гладкие срезы и легко затачивается. Я также заказал ручку, и она очень удобна в использовании и имеет приятный вес. Я определенно рекомендую эту выемку и буду заказывать больше инструментов у Carter and Sons в будущем.
Отлично подходит для подробностей
Этот долото мне подходит, когда я делаю узкие разрезы, особенно в небольших проектах, таких как бутылкорезы.
123
Недавно просмотренные
4034.00 — Наладчики токарных и токарных станков, операторы и тендерщики, металл и пластик
Настройка, эксплуатация или обслуживание токарных и токарных станков для токарной обработки, расточки, нарезания резьбы, формовки или обработки металла или пластика материалов, таких как проволока, стержень или пруток.
Образец зарегистрированных названий должностей:
Оператор токарного станка с числовым программным управлением (оператор станка с ЧПУ), оператор токарного станка, наладчик токарного станка, оператор станка, оператор станка с числовым программным управлением (оператор ЧПУ), оператор винтового станка, наладчик винтового станка, оператор наладки, оператор токаря
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» на сайтах O*NET в нижней части любой страницы My Next Move.
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move for Veterans. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites внизу любой страницы в My Next Move for Veterans.
Saldrá de O*NET OnLine для посещения нашего филиала Mi Próximo Paso. Зарегистрируйтесь, используя бот Atrás в навигаторе, или выберите «O*NET OnLine» в меню Sitios O*NET en la parte inferior de cualquier página en Mi Próximo Paso.
Work Activity Save Table: XLSX CSV
| Важность | Work Activity |
|---|---|
Управление машинами и процессами — Использование либо механизмов управления, либо прямой физической активности для управления машинами или процессами (за исключением компьютеров или транспортных средств). | |
Проверка оборудования, конструкций или материалов — Проверка оборудования, конструкций или материалов для выявления причин ошибок или других проблем или дефектов. | |
Получение информации — Наблюдение, получение и иное получение информации из всех соответствующих источников. | |
Оценка информации для определения соответствия стандартам — Использование соответствующей информации и индивидуальных суждений для определения того, соответствуют ли события или процессы законам, правилам или стандартам. | |
Обращение с предметами и их перемещение — Использование рук и рук при перемещении, установке, размещении и перемещении материалов, а также манипулировании вещами. | |
Мониторинг процессов, материалов или окружения — Мониторинг и анализ информации из материалов, событий или окружающей среды для обнаружения или оценки проблем. | |
Принятие решений и решение проблем — Анализ информации и оценка результатов для выбора наилучшего решения и решения проблем. | |
Идентификация объектов, действий и событий — Идентификация информации путем классификации, оценки, распознавания различий или сходств и обнаружения изменений в обстоятельствах или событиях. | |
Общение с руководителями, коллегами или подчиненными — Предоставление информации руководителям, коллегам и подчиненным по телефону, в письменной форме, по электронной почте или лично. | |
Документирование/запись информации — Ввод, расшифровка, запись, хранение или ведение информации в письменной или электронной/магнитной форме. | |
Ремонт и обслуживание механического оборудования — Обслуживание, ремонт, регулировка и испытание машин, устройств, движущихся частей и оборудования, которые работают преимущественно на основе механических (не электронных) принципов. | |
Обучение и обучение других — Выявление образовательных потребностей других, разработка формальных образовательных или обучающих программ или классов, а также обучение или инструктирование других. | |
Оценка качеств объектов, услуг или людей — Оценка ценности, важности или качества вещей или людей. | |
Выполнение общих физических упражнений — Выполнение физических действий, требующих значительного использования рук и ног и движения всего тела, таких как лазание, поднятие тяжестей, балансирование, ходьба, наклоны и работа с материалами. | |
Обработка информации — Сбор, кодирование, категоризация, расчет, табулирование, аудит или проверка информации или данных. | |
Обновление и использование соответствующих знаний — Постоянное обновление технических знаний и применение новых знаний в своей работе. | |
Оценка количественных характеристик продуктов, событий или информации — Оценка размеров, расстояний и количеств; или определение времени, затрат, ресурсов или материалов, необходимых для выполнения рабочей деятельности. | |
Работа с компьютерами — Использование компьютеров и компьютерных систем (включая аппаратное и программное обеспечение) для программирования, написания программного обеспечения, настройки функций, ввода данных или обработки информации. | |
Коучинг и развитие других — Выявление потребностей других в развитии и обучение, наставничество или иная помощь другим в улучшении их знаний или навыков. | |
Составление, компоновка и спецификация технических устройств, частей и оборудования — Предоставление документации, подробных инструкций, чертежей или спецификаций, чтобы рассказать другим о том, как устройства, детали, оборудование или конструкции должны быть изготовлены, сконструированы, собраны, изменены, сохранены или использованы. | |
Установление и поддержание межличностных отношений — Развитие конструктивных и совместных рабочих отношений с другими и поддержание их с течением времени. | |
Анализ данных или информации — Определение основных принципов, причин или фактов информации путем разбиения информации или данных на отдельные части. | |
Креативное мышление — Разработка, проектирование или создание новых приложений, идей, отношений, систем или продуктов, включая творческий вклад. | |
Интерпретация значения информации для других — Перевод или объяснение того, что означает информация и как ее можно использовать. | |
Транспортные средства, механизированные устройства или оборудование — Управление, маневрирование, навигация или управление транспортными средствами или механизированным оборудованием, таким как вилочные погрузчики, пассажирские транспортные средства, самолеты или плавсредства. | |
Ремонт и обслуживание электронного оборудования — Обслуживание, ремонт, калибровка, регулировка, точная настройка или испытания машин, устройств и оборудования, которые работают преимущественно на основе электрических или электронных (не механических) принципов. | |
Организация, планирование и расстановка приоритетов в работе — Разработка конкретных целей и планов для расстановки приоритетов, организации и выполнения вашей работы. | |
Координация работы и деятельности других — Привлечение членов группы к совместной работе для выполнения задач. | |
Мониторинг и контроль ресурсов — Мониторинг и контроль ресурсов и надзор за расходованием денег. | |
Предоставление консультаций и советов другим — Предоставление рекомендаций и экспертных советов руководству или другим группам по техническим, системным или технологическим темам. | |
Развитие и создание команд — Поощрение и укрепление взаимного доверия, уважения и сотрудничества между членами команды. | |
Разработка целей и стратегий — Установление долгосрочных целей и определение стратегий и действий для их достижения. | |
Руководство, руководство и мотивация подчиненных — Предоставление указаний и указаний подчиненным, включая установление стандартов производительности и контроль за производительностью. | |
Разрешение конфликтов и ведение переговоров с другими — Рассмотрение жалоб, урегулирование споров, разрешение жалоб и конфликтов или иное ведение переговоров с другими. | |
Планирование работы и мероприятий — Планирование мероприятий, программ и мероприятий, а также работы других лиц. | |
Помощь и забота о других — Предоставление личной помощи, медицинской помощи, эмоциональной поддержки или другой личной помощи другим людям, таким как коллеги, клиенты или пациенты. | |
Выполнение административной деятельности — Выполнение повседневных административных задач, таких как ведение информационных файлов и обработка документов. | |
Общение с людьми за пределами организации — Общение с людьми за пределами организации, представление организации перед клиентами, общественностью, правительством и другими внешними источниками. | |
Продажа или влияние на других — Убеждение других покупать товары/товары или иным образом изменить свое мнение или действия. | |
Укомплектование штатов организационных подразделений — Рекрутинг, собеседование, отбор, прием на работу и продвижение по службе сотрудников в организации. | |
Выступление или работа непосредственно с публикой — Выступление для людей или работа непосредственно с публикой. Это включает в себя обслуживание клиентов в ресторанах и магазинах, а также прием клиентов или гостей. |
вернуться к началу
Подробная таблица сохранения рабочих операций: XLSX CSV
Работа с оборудованием для формовки металла или пластика.
Работа с шлифовальным оборудованием.
Замените изношенные компоненты оборудования.
Заточка режущих или шлифовальных инструментов.
Измерение размеров готовых изделий или заготовок для проверки соответствия спецификациям.
Контролировать работу оборудования, чтобы убедиться, что продукты не имеют дефектов.
Управление режущим оборудованием.
Установка приспособлений или инструментов на производственное оборудование.
Проведение пробных запусков производственного оборудования.
Ознакомьтесь с рабочими заданиями или другими инструкциями, чтобы определить спецификации продукта или требования к материалам.
Просмотрите чертежи или другие инструкции, чтобы определить рабочие методы или последовательности.
Выберите производственное оборудование в соответствии со спецификациями продукта.
Установите органы управления оборудованием в соответствии со спецификациями резки.
Установка механических компонентов в производственное оборудование.
Выполнение базового обслуживания оборудования.
Расчет размеров заготовок, изделий или оборудования.
Подача материалов или продуктов в оборудование или через него.
Подъем материалов или заготовок с помощью кранов или другого подъемного оборудования.
Установка материалов или заготовок на производственное оборудование.
Отрегулируйте органы управления оборудованием, чтобы отрегулировать поток охлаждающей жидкости.
Поиск профессий, связанных с несколькими подробными видами деятельности
к началу страницы
Таблица сохранения рабочего контекста: XLSX CSV
Носите обычное защитное оборудование или оборудование для обеспечения безопасности, такое как защитная обувь, очки, перчатки, средства защиты органов слуха, каски или спасательные жилеты — Насколько эта работа требует ношения обычного защитного снаряжения, такого как защитная обувь, очки, перчатки, каски или спасательные жилеты?
Тратить время на стояние — Сколько эта работа требует стояния?
63%
ответил:
Постоянно или почти постоянно34%
ответил:
Более чем в половине случаев
Важность точности или аккуратности — Насколько важно быть очень точным или очень аккуратным при выполнении этой работы?
66%
ответил:
Чрезвычайно важно21%
ответил:
Очень важно13%
ответил:
Важно
Проводите время, используя руки, чтобы обращаться с предметами, инструментами или элементами управления, управлять ими или осязать их — Насколько эта работа требует использования ваших рук для манипуляций, управления или осязания объектов, инструментов или элементов управления?
70%
ответил:
Постоянно или почти постоянно20%
ответил:
Более чем в половине случаев
Звуки и уровни шума отвлекают или вызывают дискомфорт — Как часто эта работа связана с воздействием звуков и шумов, которые отвлекают или вызывают дискомфорт?
65%
ответил:
Каждый день18%
ответил:
Раз в неделю или чаще, но не каждый день
Личные беседы — Как часто вам приходится вести личные беседы с отдельными лицами или группами на этой работе?
Exposed to Contaminants — Как часто эта работа требует работы, подверженной воздействию загрязняющих веществ (таких как загрязняющие вещества, газы, пыль или запахи)?
57%
ответил:
Каждый день18%
ответил:
Раз в неделю или чаще, но не каждый день15%
ответил:
Раз в год или чаще, но не каждый месяц
Темп определяется скоростью оборудования — Насколько важно для этой работы, чтобы темп определялся скоростью оборудования или механизмов? (Это не относится к постоянной занятости на этой работе.
)35%
ответил:
Чрезвычайно важно45%
ответил:
Очень важно17%
ответил:
Достаточно важный
Ответственность за здоровье и безопасность других — Насколько высока ответственность за здоровье и безопасность других на этой работе?
30%
ответил:
Очень высокая ответственность44%
ответил:
Высокая ответственность17%
ответил:
Умеренная ответственность
Свобода принятия решений — Сколько свободы принятия решений без надзора дает работа?
39%
ответил:
Много свободы37%
ответил:
Немного свободы13%
ответил:
Очень мало свободы
Нехватка времени — Как часто эта работа требует от работника соблюдения строгих сроков?
30%
ответил:
Каждый день41%
ответил:
Раз в неделю или чаще, но не каждый день21%
ответил:
Раз в месяц или чаще, но не каждую неделю
Структурированная и неструктурированная работа — В какой степени эта работа структурирована для работника, а не позволяет работнику определять задачи, приоритеты и цели?
20%
ответил:
Много свободы52%
ответил:
немного свободы16%
ответил:
Ограниченная свобода
Работа в рабочей группе или команде — Насколько важно работать с другими в группе или команде в этой работе?
34%
ответил:
Чрезвычайно важно30%
ответил:
Очень важно19%
ответил:
Важно16%
ответил:
Достаточно важный
Важность повторения одних и тех же задач — Насколько важно повторять одни и те же физические действия (например, ввод ключа) или умственные действия (например, проверка записей в бухгалтерской книге) снова и снова без остановки для выполнения этой работы?
39%
ответил:
Чрезвычайно важно22%
ответил:
Очень важно26%
ответил:
Важно11%
ответил:
Совсем не важно
Тратить время на выполнение повторяющихся движений — Сколько времени требуется для этой работы на выполнение повторяющихся движений?
53%
ответил:
Постоянно или почти постоянно32%
ответил:
Менее чем в половине случаев
Продолжительность типичной рабочей недели — Количество часов, обычно отработанных в неделю.
Воздействие опасного оборудования — Как часто эта работа требует контакта с опасным оборудованием?
52%
ответил:
Каждый день15%
ответил:
Раз в неделю или чаще, но не каждый день27%
ответил:
Никогда
Частота принятия решений — Как часто работник должен принимать решения, которые затрагивают других людей, финансовые ресурсы и/или имидж и репутацию организации?
33%
ответил:
Каждый день24%
ответил:
Раз в неделю или чаще, но не каждый день24%
ответил:
Раз в месяц или чаще, но не каждую неделю12%
ответил:
Раз в год или чаще, но не каждый месяц
Влияние решений на сотрудников или результаты компании — Какие последствия обычно имеют ваши решения для других людей или имиджа, репутации или финансовых ресурсов вашего работодателя?
15%
ответил:
Очень важные результаты51%
ответил:
Важные результаты16%
ответил:
Нет результатов
Степень автоматизации — Насколько автоматизирована работа?
13%
ответил:
Полностью автоматизированный32%
ответил:
Высокоавтоматизированный31%
ответил:
Умеренно автоматизированный21%
ответил:
Слегка автоматизированный
В помещении, без контроля окружающей среды — Как часто эта работа требует работы в помещении в неконтролируемых условиях окружающей среды (например, склад без отопления)?
Ответственность за итоги и результаты — Насколько работник несет ответственность за итоги работы и результаты других работников?
30%
ответил:
Очень высокая ответственность19%
ответил:
Высокая ответственность19%
ответил:
Умеренная ответственность15%
ответил:
Ограниченная ответственность16%
ответил:
Нет ответственности
Контакты с другими — Насколько эта работа требует от работника контакта с другими людьми (лицом к лицу, по телефону или иным образом) для ее выполнения?
31%
ответил:
Постоянный контакт с другими20%
ответил:
Контакт с другими большую часть времени29%
ответил:
Случайные контакты с другими18%
ответил:
Не контактировать с другими
Тратьте время на сгибание или скручивание тела — Насколько эта работа требует сгибания или скручивания вашего тела?
29%
ответил:
Более чем в половине случаев18%
ответил:
Примерно в половине случаев41%
ответил:
Менее чем в половине случаев
Тратьте время на ходьбу и бег — Сколько времени эта работа требует ходьбы и бега?
19%
ответил:
Постоянно или почти постоянно22%
ответил:
Более чем в половине случаев16%
ответил:
Примерно в половине случаев34%
ответил:
Менее чем в половине случаев
Физическая близость — В какой степени эта работа требует от работника выполнения рабочих задач в непосредственной близости от других людей?
12%
ответил:
Очень близко (почти касаясь)13%
ответил:
Умеренно близко (на расстоянии вытянутой руки)38%
ответил:
Немного близко (например, общий офис)31%
ответил:
Я работаю с другими, но не тесно (например, личный кабинет)
Последствия ошибки — Насколько серьезным будет обычно результат, если работник допустит ошибку, которую нелегко исправить?
15%
ответил:
Чрезвычайно серьезный19%
ответил:
Очень серьезно17%
ответил:
Серьезный25%
ответил:
Довольно серьезно24%
ответил:
Совсем не серьезно
Координировать или руководить другими — Насколько важно координировать или руководить другими в выполнении рабочих действий на этой работе?
14%
ответил:
Чрезвычайно важно36%
ответил:
Важно22%
ответил:
Достаточно важный18%
ответил:
Совсем не важно
В помещении с соблюдением экологических требований — Как часто эта работа требует работы в помещении с соблюдением экологических требований?
Очень высокие или низкие температуры — Как часто эта работа требует работы при очень высоких (выше 90 градусов по Фаренгейту) или очень низких (ниже 32 градусов по Фаренгейту) температурах?
20%
ответил:
Каждый день27%
ответил:
Раз в год или чаще, но не каждый месяц32%
ответил:
Никогда
Воздействие опасных условий — Как часто эта работа требует воздействия опасных условий?
26%
ответил:
Каждый день17%
ответил:
Раз в год или чаще, но не каждый месяц41%
ответил:
Никогда
Воздействие легких ожогов, порезов, укусов или укусов — Как часто эта работа требует воздействия незначительных ожогов, порезов, укусов или укусов?
13%
ответил:
Каждый день27%
ответил:
Раз в месяц или чаще, но не каждую неделю18%
ответил:
Раз в год или чаще, но не каждый месяц31%
ответил:
Никогда
Частота конфликтных ситуаций — Как часто работнику приходится сталкиваться с конфликтными ситуациями на данной работе?
15%
ответил:
Раз в неделю или чаще, но не каждый день19%
ответил:
Раз в месяц или чаще, но не каждую неделю34%
ответил:
Раз в год или чаще, но не каждый месяц22%
ответил:
Никогда
Уровень конкуренции — В какой степени эта работа требует от работника конкуренции или осведомленности о конкурентном давлении?
14%
ответил:
Чрезвычайно конкурентоспособный11%
ответил:
Высокая конкуренция21%
ответил:
Умеренно конкурентоспособный25%
ответил:
Немного конкурентоспособный29%
ответил:
Совсем не конкурентоспособный
Иметь дело с неприятными или злыми людьми — Как часто работнику приходится иметь дело с неприятными, злыми или невежливыми людьми в рамках служебных обязанностей?
Чрезвычайно яркое или недостаточное освещение — Как часто эта работа требует работы в условиях очень яркого или недостаточного освещения?
Письма и записки — Как часто работа требует написания писем и записок?
18%
ответил:
Раз в неделю или чаще, но не каждый день19%
ответил:
Раз в год или чаще, но не каждый месяц53%
ответил:
Никогда
В открытом транспортном средстве или оборудовании — Как часто эта работа требует работы в открытом транспортном средстве или оборудовании (например, тракторе)?
Носить специализированное защитное или предохранительное оборудование, такое как дыхательный аппарат, привязные ремни, костюмы полной защиты или радиационной защиты — Насколько эта работа требует ношения специализированного защитного или предохранительного оборудования, такого как дыхательный аппарат, страховочные ремни, костюмы полной защиты или защита от радиации?
Работа с внешними клиентами — Насколько важно для этой работы работать с внешними клиентами или общественностью?
17%
ответил:
Важно21%
ответил:
Достаточно важный52%
ответил:
Совсем не важно
Тесное рабочее место, неудобное положение — Как часто эта работа требует работы в тесных рабочих местах, что требует попадания в неудобные положения?
15%
ответил:
Раз в неделю или чаще, но не каждый день21%
ответил:
Раз в год или чаще, но не каждый месяц56%
ответил:
Никогда
Проводите время стоя на коленях, приседая, сутулясь или ползая — Сколько эта работа требует стоять на коленях, приседать, наклоняться или ползать?
Телефон — Как часто вы разговариваете по телефону на этой работе?
Проводите время сидя — Сколько эта работа требует сидения?
Тратить время на поддержание или восстановление равновесия — Сколько времени требует эта работа для поддержания или восстановления равновесия?
84%
ответил:
Никогда
Воздействие болезней или инфекций — Как часто эта работа требует воздействия болезней/инфекций?
92%
ответил:
Никогда
В закрытом транспортном средстве или оборудовании — Как часто эта работа требует работы в закрытом транспортном средстве или оборудовании (например, автомобиле)?
Электронная почта — Как часто вы пользуетесь электронной почтой на этой работе?
88%
ответил:
Никогда
Публичное выступление — Как часто вам приходится выступать с публичными выступлениями на этой работе?
Тратить время на лазание по лестницам, лесам или столбам — Насколько эта работа требует лазания по лестницам, лесам или столбам?
Воздействие высоких мест — Как часто эта работа требует пребывания на высоте?
90%
ответил:
Никогда
Графики работы — Насколько регулярны графики работы для этой работы?
91%
ответил:
Регулярный (установленный режим, установленный график)
На открытом воздухе, под воздействием погодных условий — Как часто эта работа требует работы на открытом воздухе в любых погодных условиях?
91%
ответил:
Никогда
Воздействие вибрации всего тела — Как часто эта работа требует воздействия вибрации всего тела (например, работа с отбойным молотком)?
91%
ответил:
Никогда
На открытом воздухе, под навесом — Как часто эта работа требует работы на открытом воздухе, под навесом (например, строение с крышей, но без стен)?
91%
ответил:
Никогда
Работа с физически агрессивными людьми — Как часто эта работа требует, чтобы работник имел дело с физической агрессией агрессивных людей?
100%
ответил:
Никогда
Воздействие радиации — Как часто эта работа требует воздействия радиации?
100%
ответил:
Никогда
вернуться к началу
Рабочая зона Сохранение таблицы: XLSX CSV
- Должность
- Рабочая зона 2: необходима некоторая подготовка
- Образование
- Для этих профессий обычно требуется диплом средней школы.
- Соответствующий опыт
- Обычно требуются некоторые предыдущие навыки, знания или опыт, связанные с работой. Например, кассиру будет полезен опыт работы непосредственно с общественностью.
- Профессиональное обучение
- Сотрудникам этих профессий требуется от нескольких месяцев до одного года работы с опытными сотрудниками. С этими профессиями может быть связана признанная программа ученичества.
- Примеры рабочих зон
- Эти профессии часто предполагают использование ваших знаний и навыков для помощи другим. Примеры включают санитаров, кассиров и клерков по аренде, представителей службы поддержки клиентов, охранников, обойщиков, кассиров и техников зуботехнической лаборатории.
- Диапазон SVP
- Подготовка от 3 месяцев до 1 года (от 4,0 до < 6,0)
вернуться к началу
Обучение и сертификаты
- Государственное обучение
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местное обучение
Почтовый индекс
- Сертификаты
Найти сертификаты по всей стране
- Ученичество
- Есть карьерный путь или местоположение в виду? Посетите Apprenticeship. gov
внешний сайт , чтобы найти возможности обучения рядом с вами.
к началу страницы
Таблица сохранения навыков: XLSX CSV
| Важность | Навыки |
|---|---|
Мониторинг операций — Наблюдение за датчиками, циферблатами или другими индикаторами, чтобы убедиться, что машина работает правильно. | |
Эксплуатация и управление — Управление работой оборудования или систем. | |
Мониторинг — Мониторинг/Оценка собственной деятельности, других лиц или организаций для внесения улучшений или принятия корректирующих мер. | |
Анализ контроля качества — Проведение испытаний и проверок продуктов, услуг или процессов для оценки качества или производительности. | |
Активное слушание — Уделять полное внимание тому, что говорят другие люди, уделять время тому, чтобы понять высказанные мысли, задавать вопросы по мере необходимости и не перебивать в неподходящее время. | |
Понимание прочитанного — Понимание письменных предложений и абзацев в рабочих документах. | |
Координация — Регулировка действий по отношению к действиям других. | |
Критическое мышление — Использование логики и рассуждений для определения сильных и слабых сторон альтернативных решений, выводов или подходов к проблемам. | |
Разговор — Общение с другими для эффективной передачи информации. | |
Тайм-менеджмент — Управление своим временем и временем других. | |
Поиск и устранение неисправностей — Определение причин ошибок в работе и принятие решений по их устранению. | |
Комплексное решение проблем — Выявление сложных проблем и анализ соответствующей информации для разработки и оценки вариантов и реализации решений. | |
Оценка и принятие решений — Рассмотрение относительных затрат и выгод возможных действий для выбора наиболее подходящего. | |
Техническое обслуживание оборудования — Выполнение планового технического обслуживания оборудования и определение того, когда и какого рода техническое обслуживание необходимо. | |
Выбор оборудования — Определение типа инструментов и оборудования, необходимых для выполнения работы. | |
Социальная восприимчивость — Осведомленность о реакциях других и понимание того, почему они реагируют так, а не иначе. | |
Ремонт — Ремонт машин или систем с использованием необходимых инструментов. | |
Активное обучение — Понимание значения новой информации как для текущего, так и для будущего решения проблем и принятия решений. | |
Инструктаж — Обучение других тому, как что-то делать. | |
Стратегии обучения — Выбор и использование методов и процедур обучения/обучения, соответствующих ситуации при изучении или обучении новым вещам. | |
Письмо — Эффективное письменное общение в соответствии с потребностями аудитории. | |
Математика — Использование математики для решения задач. | |
Системный анализ — Определение того, как должна работать система и как изменения условий, операций и окружающей среды повлияют на результаты. | |
Оценка систем — Определение мер или показателей производительности системы и действий, необходимых для улучшения или корректировки производительности относительно целей системы. | |
Управление кадровыми ресурсами — Мотивация, развитие и руководство людьми во время их работы, выявление лучших людей для работы. | |
Убеждение — Убеждение других изменить свое мнение или поведение. | |
Сервисная ориентация — Активный поиск способов помочь людям. | |
Управление финансовыми ресурсами — Определение того, как деньги будут потрачены на выполнение работы, и учет этих расходов. | |
Переговоры — Объединение других и попытка примирить разногласия. | |
Наука — Использование научных правил и методов для решения проблем. | |
Проектирование технологий — Создание или адаптация оборудования и технологий для удовлетворения потребностей пользователей. | |
Установка — Установка оборудования, машин, проводки или программ в соответствии со спецификациями. | |
Управление материальными ресурсами — Получение и обеспечение надлежащего использования оборудования, помещений и материалов, необходимых для выполнения определенной работы. | |
Анализ операций — Анализ потребностей и требований к продукту для создания дизайна. | |
Программирование — Написание компьютерных программ различного назначения. |
наверх
Таблица сохранения знаний: XLSX CSV
| Важность | Знания |
|---|---|
Математика — Знание арифметики, алгебры, геометрии, исчисления, статистики и их приложений. | |
Механический — Знание машин и инструментов, включая их конструкции, использование, ремонт и техническое обслуживание. | |
Английский язык — Знание структуры и содержания английского языка, включая значение и написание слов, правил составления и грамматики. | |
Образование и обучение — Знание принципов и методов разработки учебных программ и обучения, преподавания и инструктажа для отдельных лиц и групп, а также измерения результатов обучения. | |
Производство и переработка — Знание сырья, производственных процессов, контроля качества, затрат и других методов для максимального повышения эффективности производства и распределения товаров. | |
Компьютеры и электроника — Знание печатных плат, процессоров, микросхем, электронного оборудования, компьютерного оборудования и программного обеспечения, включая приложения и программирование. | |
Общественная безопасность — Знание соответствующего оборудования, политик, процедур и стратегий для продвижения эффективных местных, государственных или национальных операций по обеспечению безопасности для защиты людей, данных, имущества и учреждений. | |
Инженерия и технологии — Знание практического применения технических наук и технологий. Это включает в себя применение принципов, методов, процедур и оборудования для проектирования и производства различных товаров и услуг. | |
Дизайн — Знание методов проектирования, инструментов и принципов, используемых в производстве точных технических планов, чертежей, чертежей и моделей. | |
Клиентское и персональное обслуживание — Знание принципов и процессов предоставления клиентского и персонального обслуживания. Это включает в себя оценку потребностей клиентов, соответствие стандартам качества услуг и оценку удовлетворенности клиентов. | |
Транспорт — Знание принципов и методов перевозки людей или грузов воздушным, железнодорожным, морским или автомобильным транспортом, включая относительные затраты и выгоды. | |
Административный — Знание административных и офисных процедур и систем, таких как обработка текстов, управление файлами и записями, стенография и транскрипция, разработка форм и профессиональная терминология. | |
Коммуникации и средства массовой информации — Знание технологий и методов производства, коммуникации и распространения средств массовой информации. Сюда входят альтернативные способы информирования и развлечения с помощью письменных, устных и визуальных средств массовой информации. | |
Администрация и управление — Знание принципов бизнеса и управления, связанных со стратегическим планированием, распределением ресурсов, моделированием человеческих ресурсов, методами лидерства, производственными методами и координацией людей и ресурсов. | |
Телекоммуникации — Знание передачи, вещания, коммутации, управления и эксплуатации телекоммуникационных систем. | |
Физика — Знание и предсказание физических принципов, законов, их взаимосвязей и приложений для понимания динамики жидкостей, материалов и атмосферы, а также механических, электрических, атомных и субатомных структур и процессов. | |
Медицина и стоматология — Знание информации и методов, необходимых для диагностики и лечения травм, болезней и уродств человека. Это включает в себя симптомы, альтернативы лечения, свойства и взаимодействие лекарств, а также профилактические меры по охране здоровья. | |
Персонал и человеческие ресурсы — Знание принципов и процедур найма, отбора, обучения персонала, компенсаций и льгот, трудовых отношений и переговоров, а также систем кадровой информации. | |
Психология — Знание человеческого поведения и деятельности; индивидуальные различия в способностях, личности и интересах; обучение и мотивация; психологические методы исследования; и оценка и лечение поведенческих и аффективных расстройств. | |
Терапия и консультирование — Знание принципов, методов и процедур диагностики, лечения и реабилитации физических и психических дисфункций, а также консультирования и руководства по вопросам карьеры. | |
Химия — Знание химического состава, строения и свойств веществ и химических процессов и превращений, которым они подвергаются. Это включает в себя использование химических веществ и их взаимодействие, знаки опасности, методы производства и методы утилизации. | |
Право и правительство — Знание законов, правовых кодексов, судебных процедур, прецедентов, постановлений правительства, исполнительных распоряжений, ведомственных правил и демократического политического процесса. | |
Иностранный язык — Знание структуры и содержания иностранного (не английского) языка, включая значение и правописание слов, правила построения и грамматики, а также произношение. | |
Социология и антропология — Знание группового поведения и динамики, социальных тенденций и влияний, человеческих миграций, этнической принадлежности, культур, их истории и происхождения. | |
Философия и теология — Знание различных философских систем и религий. Это включает в себя их основные принципы, ценности, этику, образ мыслей, обычаи, обычаи и их влияние на человеческую культуру. | |
География — Знание принципов и методов описания свойств суши, моря и воздушных масс, включая их физические характеристики, расположение, взаимосвязь и распространение растений, животных и человека. | |
Продажи и маркетинг — Знание принципов и методов демонстрации, продвижения и продажи товаров или услуг. Это включает в себя маркетинговую стратегию и тактику, демонстрацию продукта, методы продаж и системы контроля продаж. | |
Экономика и бухгалтерский учет — Знание принципов и практики экономики и бухгалтерского учета, финансовых рынков, банковского дела, а также анализа и представления финансовых данных. | |
Строительство — Знание материалов, методов и инструментов, используемых при строительстве или ремонте домов, зданий или других сооружений, таких как шоссе и дороги. | |
Изобразительное искусство — Знание теории и методов, необходимых для сочинения, производства и исполнения произведений музыки, танца, изобразительного искусства, драмы и скульптуры. | |
Производство продуктов питания — Знание методов и оборудования для посадки, выращивания и сбора пищевых продуктов (растительных и животных) для потребления, включая методы хранения/обработки. | |
История и археология — Знание исторических событий и их причин, показателей и влияния на цивилизации и культуры. | |
Биология — Знание растительных и животных организмов, их тканей, клеток, функций, взаимозависимостей и взаимодействий друг с другом и окружающей средой. |
вернуться к началу
Образование
Какой уровень образования требуется новому сотруднику для выполнения работы в этой профессии? Респонденты сказали:
ответил:
Требуется аттестат о среднем образовании или его эквивалент подробнееответил:
Требуется аттестат о среднем образованииответил:
Требуется степень младшего специалиста
вернуться к началу
Таблица сохранения способностей: XLSX CSV
| Важность | Способность | Точность управления — Способность быстро и многократно регулировать органы управления машиной или транспортным средством в точном положении. |
|---|---|
Устойчивость руки-руки — Способность удерживать руку и руку неподвижно при движении руки или удерживании руки и кисти в одном положении. | |
Ловкость пальцев — Способность совершать точно скоординированные движения пальцев одной или обеих рук, чтобы хватать, манипулировать или собирать очень маленькие предметы. | |
Близкое зрение — Способность видеть детали с близкого расстояния (в пределах нескольких футов от наблюдателя). | |
Время реакции — Способность быстро реагировать (рукой, пальцем или ногой) на сигнал (звук, свет, изображение) при его появлении. | |
Ловкость рук — Способность быстро двигать рукой, рукой вместе с рукой или двумя руками, чтобы хватать, манипулировать или собирать предметы. | |
Чувствительность к проблемам — Способность сказать, когда что-то не так или может пойти не так. Это не включает в себя решение проблемы, а только признание того, что проблема есть. | |
Дедуктивное рассуждение — Способность применять общие правила к конкретным задачам для получения осмысленных ответов. | |
Избирательное внимание — Способность концентрироваться на задаче в течение определенного периода времени, не отвлекаясь. | |
Статическая сила — Способность прилагать максимальную мышечную силу, чтобы поднимать, толкать, тянуть или переносить предметы. | |
Сила туловища — Способность использовать мышцы брюшного пресса и нижней части спины для многократной или непрерывной поддержки части тела в течение долгого времени без «отдачи» или утомления. | |
Заказ информации — Способность упорядочивать предметы или действия в определенном порядке или образце в соответствии с определенным правилом или набором правил (например, наборы чисел, букв, слов, изображений, математических операций). | |
Координация нескольких конечностей — Способность координировать две или более конечностей (например, две руки, две ноги или одну ногу и одну руку) в положении сидя, стоя или лежа. | |
Устное понимание — Способность слушать и понимать информацию и идеи, представленные в произнесенных словах и предложениях. | |
Устное выражение — Способность сообщать информацию и идеи в устной речи так, чтобы другие поняли. | |
Контроль скорости — Способность рассчитывать время ваших движений или движения части оборудования в ожидании изменений скорости и/или направления движущегося объекта или сцены. | |
Визуализация — Способность представлять, как что-то будет выглядеть после того, как его переместят или когда его части переместят или переставят. | |
Письменное понимание — Способность читать и понимать информацию и идеи, представленные в письменной форме. | |
Восприятие глубины — Способность судить, какой из нескольких объектов ближе или дальше от вас, или оценивать расстояние между вами и объектом. | |
Far Vision — Возможность видеть детали на расстоянии. | |
Скорость восприятия — Способность быстро и точно сравнивать сходства и различия между наборами букв, цифр, объектов, изображений или узоров. | |
Разборчивость речи — Способность говорить четко, чтобы другие могли вас понять. | |
Распознавание речи — Способность идентифицировать и понимать речь другого человека. | |
Категория Гибкость — Способность генерировать или использовать различные наборы правил для комбинирования или группировки вещей различными способами. | |
Индуктивное мышление — Способность объединять фрагменты информации для формирования общих правил или выводов (включает в себя нахождение взаимосвязи между, казалось бы, несвязанными событиями). | |
Гибкость закрытия — Способность идентифицировать или обнаружить известный узор (фигуру, объект, слово или звук), который скрыт в другом отвлекающем материале. | |
Слуховое внимание — Способность фокусироваться на одном источнике звука в присутствии других отвлекающих звуков. | |
Степень гибкости — Способность сгибаться, растягиваться, скручиваться или дотягиваться корпусом, руками и/или ногами. | |
Слуховая чувствительность — Способность обнаруживать или различать звуки, различающиеся по высоте и громкости. | |
Письменное выражение — Способность сообщать информацию и идеи в письменной форме, чтобы другие могли понять. | |
Динамическая сила — Способность прикладывать мышечную силу многократно или непрерывно в течение долгого времени. Это включает в себя мышечную выносливость и устойчивость к мышечной усталости. | |
Числовая функция — Возможность быстро и правильно складывать, вычитать, умножать или делить. | |
Математическое мышление — Способность выбирать правильные математические методы или формулы для решения задачи. | |
Беглость идей — Способность выдвигать ряд идей по теме (важно количество идей, а не их качество, правильность или креативность). | |
Оригинальность — Способность выдвигать необычные или умные идеи по заданной теме или ситуации или разрабатывать творческие способы решения проблемы. | |
Ориентация реакции — Способность быстро выбирать между двумя или более движениями в ответ на два или более различных сигнала (свет, звук, изображение). Он включает в себя скорость, с которой начинается правильный ответ рукой, ногой или другой частью тела. | |
Выносливость — Способность физически напрягаться в течение длительного периода времени, не уставая и не задыхаясь. | |
Визуальное распознавание цветов — Способность сопоставлять или обнаруживать различия между цветами, включая оттенки цвета и яркость. | |
Скорость запястья и пальцев — Способность совершать быстрые, простые, повторяющиеся движения пальцев, кистей и запястий. | |
Общая координация тела — Способность координировать движения рук, ног и туловища вместе, когда все тело находится в движении. | |
Общее равновесие тела — Способность сохранять или восстанавливать равновесие тела или оставаться в вертикальном положении в нестабильном положении. | |
Запоминание — Способность запоминать информацию, такую как слова, числа, изображения и действия. | |
Скорость закрытия — Способность быстро осмысливать, комбинировать и организовывать информацию в осмысленные шаблоны. | |
Совместное использование времени — Способность переключаться между двумя или более действиями или источниками информации (например, речью, звуками, прикосновениями или другими источниками). | |
Взрывная сила — Способность использовать короткие всплески мышечной силы для движения (например, при прыжках или спринте) или для метания предмета. | |
Локализация звука — Способность определять направление, откуда исходит звук. | |
Пространственная ориентация — Способность знать свое местоположение по отношению к окружающей среде или знать, где находятся другие объекты по отношению к вам. | |
Бликовая чувствительность — Способность видеть объекты при наличии бликов или яркого освещения. | |
Ночное видение — Способность видеть в условиях низкой освещенности. | |
Периферийное зрение — Способность видеть объекты или движение объектов в сторону, когда глаза смотрят вперед. | |
Скорость движения конечностей — Способность быстро двигать руками и ногами. | |
Динамическая гибкость — Способность быстро и многократно сгибаться, растягиваться, скручиваться или вытягиваться корпусом, руками и/или ногами. |
back to top
Interests Save Table: XLSX CSV
| Occupational Interest | Interest |
|---|---|
Реалистичный — Реалистичные профессии часто связаны с работой, которая включает в себя практические, практические проблемы и решения. Они часто имеют дело с растениями, животными и реальными материалами, такими как дерево, инструменты и машины. | |
Расследователь — Следственная деятельность часто связана с работой с идеями и требует обширного мышления. Эти занятия могут включать в себя поиск фактов и мысленное решение проблем. | |
Обычный — Обычные занятия часто связаны с выполнением установленных процедур и процедур. Эти занятия могут включать в себя работу с данными и деталями больше, чем с идеями. Обычно существует четкая линия полномочий, которой следует следовать. | |
Художественный — Художественные занятия часто связаны с работой с формами, рисунками и узорами. | |
Предприимчивость — Предприимчивость часто связана с запуском и реализацией проектов. Эти занятия могут включать в себя руководство людьми и принятие многих решений. Иногда они требуют принятия риска и часто имеют дело с бизнесом. | |
Социальные — Социальные занятия часто связаны с работой, общением и обучением людей. Эти занятия часто включают в себя помощь или оказание услуг другим. |
back to top
Work Values Save Table: XLSX CSV
| Extent | Work Value |
|---|---|
Опора — Профессии, которые удовлетворяют этой ценности работы, предлагают поддерживающее руководство, которое поддерживает сотрудников. | |
Достижение — Профессии, отвечающие этой ценности работы, ориентированы на результат и позволяют сотрудникам использовать свои самые сильные способности, давая им чувство выполненного долга. Соответствующие потребности — Использование Способностей и Достижение. | |
Независимость — Профессии, соответствующие этой ценности работы, позволяют сотрудникам работать самостоятельно и принимать решения. Соответствующими потребностями являются Креативность, Ответственность и Автономия. | |
Условия труда — Профессии, отвечающие этой ценности труда, обеспечивают гарантии занятости и хорошие условия труда. | |
Признание — Профессии, которые соответствуют этой ценности работы, предлагают продвижение по службе, потенциал для лидерства и часто считаются престижными. Соответствующие потребности — продвижение, авторитет, признание и социальный статус. | |
Отношения — Профессии, которые удовлетворяют этой ценности работы, позволяют сотрудникам оказывать услуги другим и работать с коллегами в дружественной неконкурентной среде. Соответствующие потребности — это сотрудники, моральные ценности и социальные услуги. |
Верхнее
Стили рабочих стилей Сохранить Таблица: XLSX CSV
| Важность | Рабочий стиль | . | Внимание к деталям — Работа требует внимания к деталям и тщательности при выполнении рабочих задач. |
|---|---|
Надежность — Работа требует надежности, ответственности, надежности и выполнения обязательств. | |
Сотрудничество — Работа требует приятного общения с другими на работе и проявления добродушного отношения к сотрудничеству. | |
Инициативность — Работа требует готовности брать на себя ответственность и решать задачи. | |
Стрессоустойчивость — Работа требует принимать критику и спокойно и эффективно справляться со стрессовыми ситуациями. | |
Забота о других — Работа требует чуткости к нуждам и чувствам других, понимания и помощи на работе. | |
Приспособляемость/Гибкость — Работа требует открытости к изменениям (положительным или отрицательным) и к значительному разнообразию на рабочем месте. | |
Честность — Работа требует честности и этичности. | |
Самоконтроль — Работа требует сохранять самообладание, контролировать эмоции, контролировать гнев и избегать агрессивного поведения даже в очень сложных ситуациях. | |
Независимость — Работа требует выработки собственных способов ведения дел, руководства собой практически без надзора и зависимости от самого себя в достижении цели. | |
Достижения/Усилия — Работа требует установления и поддержания личных сложных целей достижения и приложения усилий для выполнения задач. | |
Настойчивость — Работа требует настойчивости перед лицом препятствий. | |
Инновации — Работа требует творчества и альтернативного мышления для разработки новых идей и ответов на рабочие проблемы. | |
Аналитическое мышление — Работа требует анализа информации и использования логики для решения рабочих вопросов и проблем. | |
Социальная ориентация — Работа требует предпочитать работать с другими, а не в одиночку, и быть лично связанным с другими на работе. | |
Лидерство — Работа требует готовности руководить, брать на себя ответственность и предлагать мнения и указания. |
вернуться к началу
Динамика заработной платы и занятости
- Средняя заработная плата (2021)
- 21,27 долл. США в час, 44 240 долл. США в год
- Государственная заработная плата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местная заработная плата
Почтовый индекс
- Занятость (2020)
- 23 700 сотрудников
- Прогнозируемый рост (2020-2030 гг.)
Отклонение (-1% или ниже)
- Прогнозируемые вакансии (2020-2030)
- 2 200
- Тенденции состояния
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Ведущие отрасли (2020)
Производство (95% занятых в этом секторе)
Источник: Бюро статистики труда, данные о заработной плате за 2021 год.
Внешний сайт и прогноз занятости на 2020-2030 гг.
внешний сайт.
«Прогнозируемый рост» представляет собой расчетное изменение общей занятости за прогнозируемый период (2020–2030 гг.). «Прогнозируемые вакансии» представляют собой вакансии в связи с ростом и замещением.
наверх
Вакансии в Интернете
- Вакансии штата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местные вакансии
Почтовый индекс
вернуться к началу
вернуться к началу
вернуться к началу
Свойства токарного станка
| |||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||
Предыдущий Следующий | |||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||
Детали для механического цеха
Внизу страницы находится полный список всех наших страниц с деталями
Детали для механического цеха
Теперь доступны в следующих масштабах:
В процессе доработки, следите за обновлениями. ..
Все машины
Механический цех
Деталь № MS1:
MS1 — Механический цех — Все оборудование
Ниже приведены детали и комплекты для любой отрасли, в которой используются машины.
Нажмите на номера деталей ниже, чтобы перейти к конкретному элементу, или пролистайте всю информацию на этой странице!
Мы перечислим в разделе «липкие заметки» наборы весов, которые доступны в настоящее время.
Некоторые из этих наборов были разработаны и доступны только для шкалы O.
Наша цель — сделать все это доступным в масштабе HO, S и F в будущем!
ПРИМЕЧАНИЕ. Если товар выделен серым цветом, это означает, что он еще недоступен или отсутствует на складе.
MS1 — Механический цех — все оборудование (O, 1:20,3)
MS2 — Радиальное сверло (O, 1:20,3)
MS3 — Токарный станок McCabe (O)
MS4 — Расточной станок для автомобильных колес (O)
MS5 — Колесный пресс (O)
MS6 — Моторный токарный станок
MS7 — Мостовой кран
MS8 — Дифференциальная цепная таль
MS9 — Строгальный станок
MS10 — 3 Станки — шлифовальный станок, сверлильный станок, ножовка
MS11 — станки и беспорядок в магазине
DP33 — комплект фиксаторов ремня
DP34 — магазинный нагреватель
DP26 — интерьер офиса
Доступно в масштабе O, 1:20,3
— приходящий| 1:20. 3
MS2 – Радиально-сверлильный станок
Доступно в масштабе 1:20,3
Теперь доступно в следующих масштабах:
Масштаб O — скоро | 1:20.3 — в ближайшее время
MS3 – Токарный станок McCabe
Двухшпиндельный токарный станок McCabe для тяжелых условий эксплуатации
Деталь № MS3:
Доступно в масштабе
Теперь доступно в следующих масштабах:
Шкала O — скоро | 1:20.3 — скоро
MS4 – Расточной станок для автомобильных колес
Доступно в масштабе O
Теперь доступно в следующих масштабах:
Масштаб O — ожидается
MS5 – Гидравлический колесный пресс
Доступно в масштабе O
Доступно в следующих масштабах эти весы:
O весы | 1:20.3
MS6 – Токарный станок с двигателем
Доступен в O, масштаб 1:20,3
Теперь доступно в этих масштабах:
О шкала — скоро
MS7 – Мостовой кран
Доступно в О шкале
Теперь доступно в этих шкалах:
О шкала | 1:20. 3
MS8 – Дифференциальная цепная таль
Доступно в масштабе O, 1:20,3
MS9 – Строгальный станок
Доступно в масштабе O
с тележкой и двутавровой балкой
9 Теперь доступно в следующих масштабах: Шкала O — скоро
Теперь доступно в этих шкалах:
Масштаб O — приближается | 1:20.3 — скоро
MS10 – Ginder, ножовка, сверлильный станок
Доступен в масштабе O, 1:20,3
Это самая большая машина в механическом цехе Sierra Railroad. Станина рубанка имеет длину 20 футов, общую ширину 7 футов и высоту 10 футов. В масштабе O это 5″ X 1 3/4″ X 2 1/2″ в высоту. Как вы можете видеть на картинке, это чрезвычайно детализированная модель.
Этот набор воспроизводит три меньшие машины из Sierra Railroad механический цех.Это шлифовальный станок на пьедестале с двумя шлифовальными кругами, столбовая дрель с двойными задними шестернями и электрическая ножовка по металлу, которая представляет собой ножовку по металлу «Marvel» Draw-Cut с ходом 6 3/4 дюйма. Все три приводятся в действие верхним ременным приводом. Шкивы и подвески промежуточного вала верхнего ременного привода для каждой машины входят в комплект.
Установите двутавровую балку на станке, например на токарном станке, где вам нужно поднимать тяжелые предметы на место, чтобы обработать их. Крепления двутавровой балки позволяют прикрепить двутавровую балку к балкам потолка в любом нужном вам положении.
Двухшпиндельный токарный станок McCabe для тяжелых условий эксплуатации был куплен подержанным для магазина Sierra Railroad в 1911 году. Его длина составляет 17 футов, ширина станины — 30 дюймов, а диаметр лицевой панели — 45 дюймов. В комплект входят 47 отливок из белого металла, включая верхние шкивы, материал ремня и буклет с подробными инструкциями. Для модели требуется площадь 1 1/2″ x 4 3/4″ (шкала O).
Радиально-сверлильный станок был приобретен подержанным для магазина Sierra Railroad примерно в 1900 году. В комплект входят 36 деталей из белого металла, включая шкивы верхнего привода, материал ремня, проволока, а также 13-страничный буклет с инструкциями с полным описанием сверлильного станка и как это работает, подробные чертежи AutoCAD, несколько изображений прототипа сверла, включая цветное изображение для справки при покраске.
Станок для сверления автомобильных колес был куплен подержанным для магазина Sierra Railroad в 1909. Набор состоит из 34 детализированных деталей из белого металла, включая шкивы верхнего привода, материал ремня, проволоку и цепь. Буклет с инструкциями включает подробные чертежи AutoCAD, а также полное описание того, как использовалась машина. Модели имеют высоту 2-1/8 дюйма и требуют площади 2 дюйма x 2-1/2 дюйма. Эту машину можно найти везде, где ремонтируются колеса грузовых или легковых автомобилей.
Прототип от Niles-Bement-Pond Tool Компания
Этот 48-дюймовый 200-тонный гидравлический пресс для автомобильных колес был приобретен в 1913. Модель включает поворотный кран, дифференциальную цепную таль и потолочное оборудование. В комплект входят 56 детализированных отливок из белого металла, материал ремня, проволока, цепь и 16-страничный буклет с инструкциями с подробными чертежами AutoCAD и описанием того, как используется машина. Модель имеет высоту 4 1/4 дюйма, но при необходимости можно изменить опорный кран, чтобы уменьшить высоту модели. Требуется площадь пола 2 дюйма x 4 1/4 дюйма.
Изготовлено компанией Niles Tool Works Co., Гамильтон, Огайо, токарный станок имеет 12-дюймовую станину. Это один из наиболее распространенных типов токарных станков. Также можно использовать токарный станок в масштабе O в качестве настольного станка 1:20,3.
Теперь доступно в этих масштабах:
Масштаб O — приближается | 1:20.3
MS11 – Станки и беспорядок
Доступен в масштабе 1:20,3
Вернуться к началу
Вернуться к началу
Вернуться к началу
Вернуться к началу 7
Вернуться к началу
Вернуться к началу
Вернуться к началу
DP33 — потолочные переключатели ремня
Потолочные переключатели ремня
Номер детали DP33
Теперь доступно в следующих масштабах:
Масштаб O | 1:20.3 -F Scale
Нажмите на маленькие стрелки справа от продукта, чтобы увидеть все доступные масштабы.
DP34 — Магазинный нагреватель
Магазинный нагреватель
Деталь № DP34 — 16,99 долл. США
Теперь доступно в следующих весах:
Шкала O | 1:20.3 — ближайшие
Нажмите на маленькие стрелки справа от продукта, чтобы увидеть все доступные шкалы.
Доступны в масштабе O и 1:20,3
Доступен в масштабе O
Вернуться к началу
Ассортимент потолочных подвесок, ременных переключателей и приспособлений для изготовления потолочных приводных валов и ответных валов для привода машин. Поставляются отливки для изготовления двух наборов ременных переключателей (также называемых ответными планками) с использованием либо потолочных подвесок, либо подвесок, поддерживаемых балочной пластиной. В комплект также входят различные потолочные шкивы и подвесы.
Радиально-сверлильный станок
Деталь № MS2:
Расточной станок для автомобильных колес
Деталь № MS4:
Wheel Press
Часть # MS5:
Парта с двигателем
Часть # MS6-F: 169,99 долл. США
Overh Harde Crane
Часть # MS7:
Дифференциальный цепной цепной. # MS9: в продаже
Стропила, ножовка, сверлильный станок
Деталь № MS10: в продаже
Инструменты для механической мастерской и беспорядок
Деталь № MS11:
В набор мелких инструментов и принадлежностей для нашей механической мастерской входят деревянные скамейки, столы , скамейка, полки для деталей, ножные тиски, бочки, банки, сверла, гаечные ключи, молотки, напильники, банки с маслом, ведра и более 50 дополнительных предметов «беспорядка» в магазине, чтобы придать характер любому магазину или отрасли. Токарный станок, показанный на картинке выше, продается отдельно.
Вернуться к началу
Мы перерабатываем этот набор. Оставайтесь с нами…
Деталь № MS6-O: $59,99
Временно продано
1:20.3 – ОГРАНИЧЕННОЕ КОЛИЧЕСТВО
Нажмите на маленькие стрелки справа от продукта, чтобы увидеть все доступные весы.
Деталь № MS8-F: 59,99 долларов США
Деталь № MS8-O: 24,99 долларов США
Что такое токарный станок? Основные части, операции и работа
В этой статье мы изучим, что такое токарный станок — основные части, операции и работу. Почти в каждой отрасли производства используются токарные станки. Он используется для выполнения различных операций, чтобы придать заданию желаемую форму и размер. Если студент-инженер думает о работе в какой-либо производственной отрасли, то он или она должны хорошо разбираться в токарном станке. В этом посте мы обсудим токарный станок, его основные части, принцип работы, операции, преимущества и недостатки со схемой и видеоуроком.
Содержание
Что такое токарный станок?
Токарный станок — это станок, который используется для вращения заготовки для выполнения различных операций, таких как токарная обработка, торцовка, накатка, проточка и т. д., с помощью инструментов, которые применяются к заготовке. Токарные станки бывают разных типов в зависимости от вида выполняемой работы. Это включает в себя – скоростной токарный станок, моторный токарный станок, токарный станок для инструментального цеха, токарный станок специального назначения, токарный станок с ЧПУ и т. д.
Принцип работы токарного станка
Токарный станок предназначен для удаления металла с детали, чтобы придать ей желаемую форму и размер. В токарном станке заготовка вращается против инструмента. Инструмент используется для удаления материала с заготовки. Направление движения инструмента называется подачей.
Основные части токарного станка
Различные основные части токарного станка:
1. Передняя бабка
Находится с левой стороны станка. Он содержит зубчатую передачу, главный шпиндель, патрон, рычаги управления скоростью передачи и контроллеры подачи. Он совмещен с задней бабкой. Головка изготовлена из чугуна.
(i) Патрон
Это часть токарного станка, которая используется для удержания заготовки. Он крепится к главному шпинделю передней бабки. Он вращается вместе со шпинделем, а также вращает заготовку. В токарном станке мы обычно используем трехкулачковую или четырехкулачковую проверку. Три кулачка трехкулачкового патрона перемещаются одновременно, а кулачки четырехкулачкового патрона перемещаются независимо друг от друга.
(ii) Главный шпиндель
Эта часть токарного станка используется для удержания цилиндрической заготовки. Представляет собой полый вал, на котором крепится патрон.
(iii) Переключатель подачи
Используется для выбора направления подачи, т.е. хотим ли мы перемещать инструмент слева направо или справа налево. Селектор подачи присутствует на передней бабке.
2. Задняя бабка
Находится с правой стороны станка. Он используется для поддержки заготовки. Он поддерживает заготовку с одного конца, то есть с правого конца.
3. Станина
Является основной частью станка. Все части токарного станка крепятся к станине болтами. В его состав входят передняя бабка, задняя бабка, направляющие каретки и другие детали. Он изготовлен из чугуна.
Направляющие
Направляющие присутствуют на станине. Как видно из названия, он используется для направления задней бабки и каретки. Задняя бабка и каретка скользят по направляющим. Это перевернутая буква V.
Читайте также:
- 6 типов отверток – это должен знать каждый
- Различные типы головок винтов – которые вы должны знать
- Что такое порошковая металлургия – современный производственный процесс
4. Каретка
Каретка находится между передней и задней бабками. Он несет фартук, седло, составной упор, поперечный суппорт и инструментальный пост.
(i) Держатель инструмента: Используется для удержания инструмента. Имеет Т-образный паз для удержания инструмента. Инструментальная стойка крепится болтами к каретке.
(ii) Составной упор: Используется для установки инструмента под нужным углом для точения конуса и других операций.
(iii) Поперечный суппорт: Поперечный суппорт используется для перемещения инструмента перпендикулярно оси токарного станка.
(iv) Седло: Верхняя часть каретки называется седлом. Поперечный салазок установлен на седле.
(v) Фартук: Передняя часть каретки называется фартуком. В нем собраны все механизмы перемещения и управления каретки.
5. Ходовой винт
Ходовой винт используется для автоматического перемещения каретки во время нарезания резьбы.
6. Подающий стержень
Используется для перемещения каретки слева направо и наоборот.
7. Поддон для стружки
Поддон для стружки используется для сбора стружки, образующейся во время работы токарного станка. Он присутствует в нижней части токарного станка.
8. Маховик
Это маховик, который приводится в действие вручную для перемещения поперечных салазок, каретки, задней бабки и других частей, имеющих маховик.
Для лучшего понимания основных частей токарного станка посмотрите видео ниже:
youtube.com/embed/Cx0sau2dLRg» frameborder=»0″ allowfullscreen=»»>
Типы токарных станков
Токарные станки обычно делятся на три типа.
1. Токарный станок с двигателем
2. Токарно-револьверный станок
3. Токарный станок специального назначения
Чтобы узнать больше о типах токарных станков, перейдите по ссылке, указанной ниже:
Типы токарных станков – мать всех станков
Операции на токарном станке
Различные операции, которые мы выполняем на токарном станке:
1. Торцевание
Это первая операция, выполняемая с заготовкой. Это операция механической обработки, которая выполняется для получения плоских поверхностей на концах заготовки. Эта операция выполняется подачей инструмента перпендикулярно оси вращения патрона.
2. Токарная обработка
При токарной обработке лишний материал удаляется с поверхности заготовки для получения цилиндрической поверхности желаемой формы и размера. При точении подача перемещается вдоль оси вращения патрона. Он уменьшает диаметр цилиндрической заготовки.
Читайте также:
- Что такое станок с ЧПУ — основные части, работа, блок-схема
- Что такое фрезерный станок — работа, детали и типы.
- Как работает лазерная обработка?
3. Растачивание
Процесс удаления материала из отверстия заготовки называется расточкой. Отверстия растачивают с помощью одноточечного режущего инструмента.
4. Сверление
Процесс проделывания отверстий в заготовке с помощью сверл. Сверло удерживается в задней бабке, и операция сверления выполняется путем продвижения сверла в заготовке путем вращения ручки задней бабки.
5. Расширение
Процесс увеличения отверстий до точных размеров называется развертыванием. Расширение всегда выполняется после операции сверления. Это похоже на процесс сверления. Развертка удерживается в задней бабке для выполнения операции развертывания.
6. Зенковка
Процесс растачивания отверстия более чем на один диаметр по одной и той же оси называется зенковкой. Эту операцию выполняют буровым инструментом.
7. Накатка
Процесс создания углублений (углублений или острых углублений) на границе заготовки. Операция накатки выполняется для обеспечения лучшего сцепления с работой. Выполняется накатным инструментом. Инструмент для накатки прижимается к работе, чтобы выполнить операцию накатки.
Читайте также:
- Солнечная электростанция – основные компоненты, работа, преимущества и недостатки
- Как работает геотермальная электростанция – объяснение?
- Атомная электростанция – принцип работы, преимущества, недостатки со схемой
8. Снятие фаски
Снятие фаски – это процесс снятия фаски с крайних концов заготовки. Это делается для того, чтобы убрать заусенцы, защитить торец заготовки от повреждения и улучшить внешний вид.
9. Отрезка
Процесс резки заготовки после того, как ей придана требуемая форма и размер.
10. Нарезание канавок
Процесс создания узкой канавки на заготовке называется нарезанием канавок. Он также известен как проточка или сужение
11. Формовка
Это процесс, при котором на заготовке формируется выпуклая, вогнутая или любая неровная поверхность с помощью формовочного инструмента. Формовочный инструмент, имеющий необходимую форму, используется для выполнения операции формования.
12. Токарная обработка конуса
Это процесс, при котором заготовке придается коническая форма. При конусном точении подача устанавливается под углом к заготовке.
13. Нарезание резьбы
Процесс нарезания резьбы на цилиндрическом изделии называется нарезанием резьбы
14. Подрезка
В операции подрезки мы увеличиваем диаметр, если это делается внутри, и уменьшаем диаметр, если это делается снаружи. Это делается в конце отверстия, у ступенчатого выступа цилиндрической поверхности и в конце резьбового участка в блоте.
14. Эксцентриковая токарная обработка
Это токарная операция, при которой токарная обработка выполняется по другой оси за одну настройку задания. Этот метод токарной обработки обычно используется для изготовления коленчатых и распределительных валов.
Работа токарного станка
Для работы токарного станка необходимо посмотреть видео ниже. Это долго, но очень полезно.
Применение токарного станка
- Токарный станок используется в металлообработке, токарной обработке дерева, прядении металлов, восстановлении деталей, термическом напылении и обработке стекла.
- Его можно использовать для придания формы гончарным изделиям, гончарный круг — это новейшая известная конструкция, изготовленная на токарном станке.
- Если у нас есть наиболее подходящий токарный станок по металлу, то его можно использовать для изготовления большинства тел вращения, плоских поверхностей, резьбы или спирали.
- Декоративные токарные станки могут производить трехмерные тела невероятной сложности.
- Примерами различных предметов, которые производятся на токарном станке, являются подсвечники, стволы оружия, кии, ножки столов, миски, бейсбольные биты, музыкальные инструменты, коленчатые и распределительные валы.
В этой статье мы узнали о что такое токарный станок – основные части, операции и работа . Если вы обнаружите, что что-то отсутствует или неверно, прокомментируйте нас. И если вы найдете эту статью информативной, не забудьте поставить лайк и поделиться.
Токарный станок с ЧПУ | Чтобы приобрести небольшой и высокоточный токарный станок с ЧПУ, свяжитесь с HASEGAWA.
HASEGAWA представляет различные токарные станки с ЧПУ (патрон от 3 до 6 дюймов) и некоторые токарные станки револьверного типа.
Компактные токарные станки с ЧПУ, обеспечивающие высокоточную обработку, были произведены путем объединения накопленных знаний с самыми современными технологиями. Мы будем последовательно разрабатывать новые машины, исследуя системы с более высокой точностью и более компактными размерами.
Токарный станок с ЧПУ, патрон 3~4 дюйма
Компактный блок серии P
Компактный корпус с небольшим расстоянием между процессами значительно способствует сокращению производственной линии при высокой эффективности производства. Для мелкого прецизионного оборудования для обработки деталей, такого как информационные технологии и автомобильные детали, они являются лучшими моделями микромашин.
Р15 / Р25 P15 имеет ширину всего 550 миллиметров, и это стандартная модель микромашины высокой полезности. |
PW15 / PW25Сверхкомпактный двухшпиндельный станок с параллельными шпинделями выполняет две обработки при минимальном пространстве |
Токарный станок с ЧПУ Патрон 5 дюймов
Генератор серии J
Это небольшой прецизионный токарный станок с ЧПУ, применимый для широкого спектра процессов от зеркальной наплавки алюминия до чистовой обработки закаленной стали. Используется множество уникальных технологий, таких как двойной ползун V-образного типа, который поддерживает постоянную точность обработки в течение длительного времени, симметричная структура, предотвращающая тепловое смещение, и т. д.
Дж25 Небольшой экономичный высокоточный токарный станок. |
| Контур | Это параллельный двухшпиндельный станок для одновременной обработки верхней и задней части. | ||
Револьверный станок серии C
Это небольшой токарный станок с ЧПУ, сочетающий в себе точность группового типа и удобство револьверного типа, который переворачивает образ обычного револьверного станка.
С24/С25Оснащен 8-угольной револьверной головкой. Также может быть установлена задняя бабка. |
Токарные станки с ЧПУ с 6-дюймовым патроном
Генераторный токарный станок серии H
Это токарно-винторезный станок с ЧПУ, на который можно устанавливать множество режущих кромок благодаря его широкому ходу. Доступна высокая скорость работы по сравнению с другими обычными токарными станками. Для поддержания высокой точности достаточно излучается тепла. Индексация инструмента не требуется, что значительно сокращает время обработки по сравнению с револьверным типом. (Стандартная основная ось: 6000 мин-1/скорость ускоренной перемотки вперед: 30 м/мин)
h40 / h50Высокоскоростная оснастка достигается за счет хода X/Z 300 мм. |
Токарные центры серии TZ
Токарный центр представляет собой новую концепцию независимой установки суппорта оси X со стороны главной оси. Широкая рабочая зона (ось X) обеспечивает гибкую компоновку инструмента, и заготовку можно легко отделить, не мешая другим частям. Кроме того, благодаря жесткой конструкции возможна высокоточная обработка при компактных размерах машины.
ТЗ25 24 инструмента можно установить на 12-ти угловую револьверную головку. |
Токарные центры серии H-M
H40M — это высокоточный токарный центр, оснащенный 8 станциями фрезерной револьверной головки и станком с инструментальной стойкой в одном станке. стойку инструмента можно использовать для специального устройства, такого как долбление, завихрение или другие, для многократной обработки одной установкой.
х40МПриводной инструмент может вращаться со скоростью 10 000 мин-1 на револьверной головке с 8 станциями |
Особенности токарных станков с ЧПУ HASEGAWA
- Говорят, что точность чистовой обработки снижается через пять лет после установки. Тем не менее, наша машина поддерживает отделку более десяти лет.
- Жесткость и ремонтопригодность заключаются в компактных размерах благодаря фундаментальной реструктуризации.
