Детали токарного станка: Устройство токарного станка
Содержание
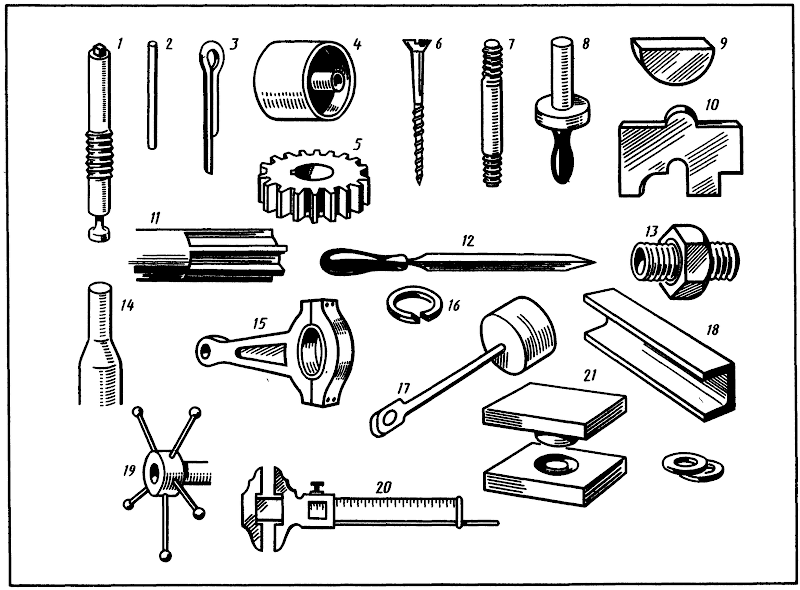
Запчасти для токарно-винторезных станков 16К20, 1К62, 1М65 и др.
Запчасти и узлы в сборе для станков токарно-винторезных 16К20, 1М63, 1К62, 1В62Г, 1М65, 1К62Д, 16Д20 и ряда других.
Естественный износ деталей токарного станка является основной причиной его выхода из строя ❌. При эксплуатации токарного оборудования детали и узлы подвергаются механическому, тепловому и эрозионному воздействию – в первую очередь это относится к движущим элементам. В результате износа возникают люфты, вибрации, разбалансировка разных узлов и нарушение ⛔ геометрии. При несвоевременном обслуживании металлообрабатывающего станка, работе оборудования в запылённом помещении, при перепадах температуры и нестабильной электроэнергии, скорость износа деталей возрастает. Поэтому возникает необходимость в проведении ремонта токарного станка, в чем мы сможем Вам помочь.
Основные узлы токарного станка
Для станков токарно-винторезной группы основными элементами конструкции являются следующие узлы:
✅ Станина – прочная, литая, неподвижная часть, на которую крепятся остальные узлы. Станина обеспечивает жёсткость всей конструкции и поглощает возникающие вибрации при обработке заготовки.
✅ Шпиндельная (передняя) бабка или коробка скоростей, обеспечивающая главное движение станка – вращение шпинделя и изменение скорости. Точность станка во многом определяется шпинделем.
✅ Механизм подачи – узел, отвечающий за передачу движения резцу, закреплённому на суппорте, переключение скорости вращения ходового вала и ходового винта.
✅ Суппорт – узел для крепления резца и передачи ему движения для обработки заготовки,
✅ Фартук – механизм для преобразования вращательного движения ходового вала и винта в поступательное перемещение суппорта,
✅ Задняя бабка – узел для упора и поддержания вращающейся заготовки.
Привод осуществляется от электродвигателя через клиноременную передачу, все станки оснащаются системой смазки.
Своевременный ремонт станка
На крупных металлообрабатывающих предприятиях, где станочный парк может исчисляться десятками станков, отслеживание изношенности и своевременный заказ запчастей для токарных и иных станков по металлу является серьёзной задачей. Эксперты предприятия проводят осмотр и технический анализ станка, где результатам этой работы определяется степень износа. Так, эксплуатировавшийся станок с небольшими дефектами на корпусе (царапины, вмятины, потёртости), признается изношенным на 20-30%, а оборудование, где не требуется значительного ремонта (замена подшипников, вкладышей и т.п.) – изношен на 50-60%. Чтобы сохранить работоспособность станков и не тратить средства предприятия на закупку нового оборудования выполняют текущий ремонт. Текущий ремонт заключается в замене и восстановлении части наиболее изношенных деталей и регулировке механизмов для обеспечения нормального функционирования станка.
Проведение более серьёзного, планового ремонта зависит от расчётного срока эксплуатации токарного станка. Этот вид работ включает операции текущего ремонта и дополнительные действия специалистов по восстановлению характеристик станка: точности обработки детали, мощности и производительности.
К простым ремонтным работам можно отнести регулировку координат, замену сальников, уплотнителей и подшипников. К более серьёзным – восстановление функционирования отдельных узлов, замену винтовых пар, ходового вала, приводов. Самым сложным ремонтом является восстановление геометрии станины, ремонт передней бабки, коробки скоростей, фартука, устранение ошибок позиционирования приводов подач в станках с ЧПУ.
Обслуживание и поддержка характеристик токарного станка требуют наличия комплектующих хорошего качества и, желательно, недорогих, т.к. любой ремонт – это затраты, которые влияют на прибыль. Решить эту задачу поможет наше производственное предприятие.
Преимущества нашего завода
Наша компания является профильным предприятием, выпускающим станочное оборудование: оснастку, детали и отдельные узлы для станков токарно-винторезной, фрезерной, сверлильной групп, и другого металлообрабатывающего оборудования. Мы гарантируем:
Высокое качество изготовления деталей, их производственный контроль, соответствие стандартам ГОСТ и требованиям по точности. Товар отгружается с комплектом технической документации.
На все узлы и детали распространяется заводская гарантия.
Быструю отправку заказа. Мы понимаем, что простой металлообрабатывающего станка снижает эффективность предприятия.
Если детали нет на складе, мы можем её изготовить по чертежам заказчика.
Отгрузка заказа до терминала транспортной компании нашего города выполняется бесплатно.
Можно приобрести узел целиком или заказать отдельные запчасти для токарных станков. – наиболее востребованные детали всегда ❗ есть на складе. По поводу сотрудничества, технической консультации и покупки запчастей на токарный станок необходимо связаться со специалистами отдела продаж.
Основные узлы токарного станка | ПроТехнологии
Токарные станки по металлу в общей массе имеют схожую компоновку узлов.
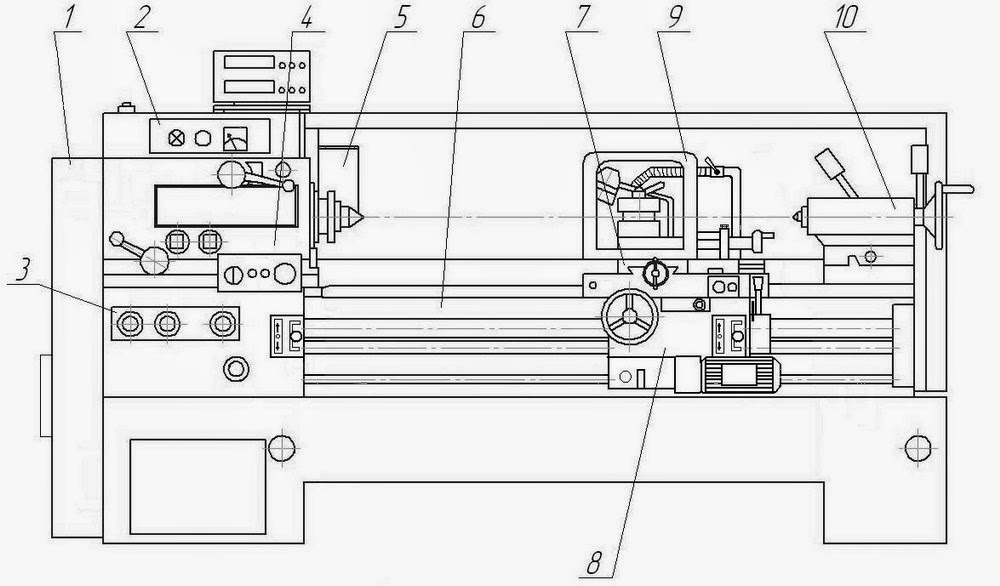
К ним относятся:
станина;
передняя бабка со шпинделем;
система числового программного управления;
линейные оси;
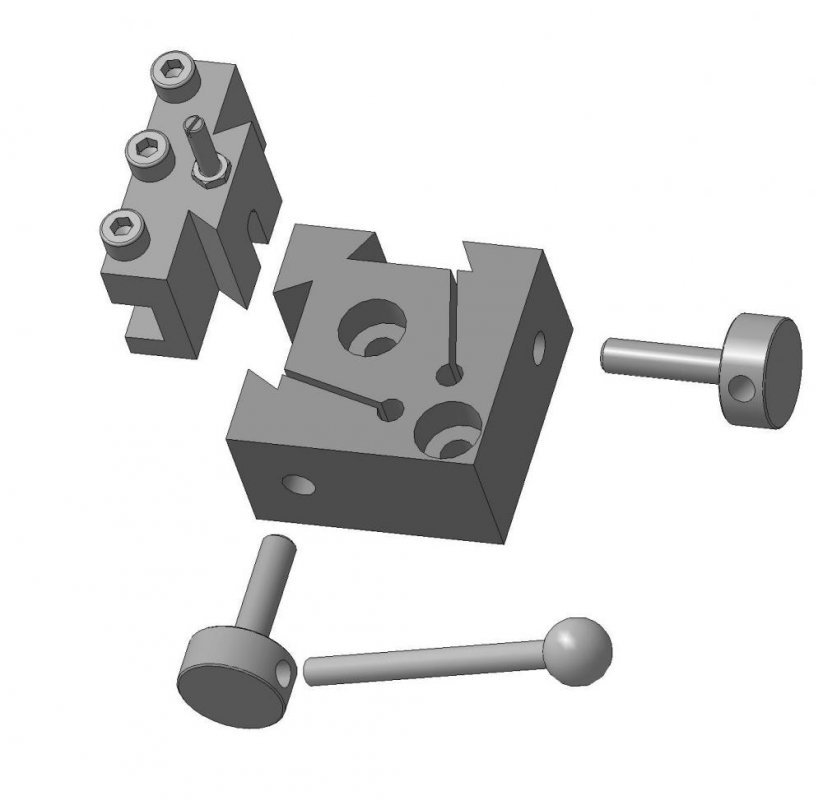
узел фиксации инструмента;
задняя бабка;
кожух и элементы защиты.
Станина является основой станка, изготавливается чаще всего литьем из чугуна. Имеет базовые поверхности для обеспечения необходимых геометрических характеристик. На нее устанавливается большинство узлов оборудования.
Передняя бабка с шпиндельным узлом служит для фиксации и вращения заготовки во время её обработки. Шпиндель приводится во вращение от электромотора при помощи ременного привода, коробки скоростей или в некоторых случаях имеет прямой привод. Здесь же находятся узлы для фиксации заготовки (патрон), гидро или пневмоцилиндр. Опционально тормоз, датчики зажима-разжима кулачков и так далее.
Система ЧПУ осуществляет управление всеми узлами станка при наладке и обработке заготовок по заранее составленным управляющим программам. Она состоит из самого устройства числового программного управления, обеспечивающего связь между человеком и станком, сервосистемы, преобразующей определенные сигналы ЧПУ в рабочие движения узлов станка и электроавтоматики, обеспечивающей управление и обратную связь вспомогательных устройств.
Линейные оси состоят из направляющих (качения или скольжения), шарико-винтовой передачи, обеспечивающей линейное перемещение, и сервомотора, который производит управление осью через систему управления станком. В стандартных комплектациях станки оснащены двумя линейными осями — Х и Z, но в некоторых комплектациях имеются и дополнительные: Y, B или другие.
Узел фиксации инструмента. Необходим для надежной установки и фиксации требуемого режущего инструмента, а также его автоматической смены во время обработки заготовок за минимально короткое время. Чаще всего на станках с ЧПУ используется револьвер, имеющий стандартные места установки инструментов, расположенных по кругу. Также бывают другие виды фиксации инструмента, например, инструментальные доски, в которых инструменты устанавливаются линейно.
Подвижная задняя бабка используется для поддержки задней части длинной детали для устранения биения детали, ее прогиба и в целом придает жесткости системе во время обработки.
Корпус задней бабки при наладке станка перемещается по направляющим и фиксируется в требуемом месте в зависимости от вылета детали, а управляемая пиноль (чаще гидравлическая), осуществляет поджатие зацентрованной детали при помощи конуса. Задние бабки могут быть различными по конструкции. Опционально станки оснащаются массой дополнительных устройств и узлов.
Детали токарных станков Страница 1
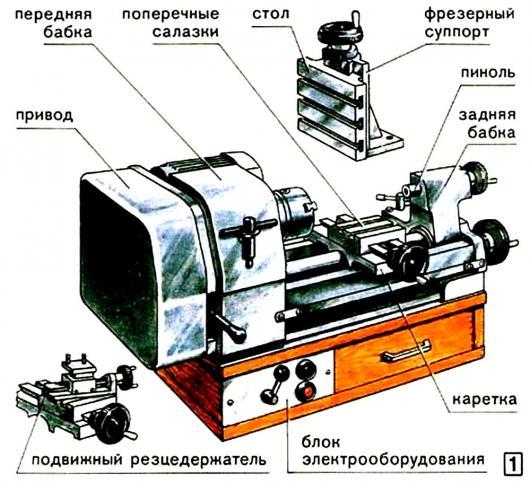
Изменившиеся с годами названия различных частей токарного станка до сих пор не полностью стандартизированы. Несомненно, когда правительство закончит организовывать все остальные стороны нашей жизни, оно назначит высокооплачиваемую комиссию для изучения этого вопроса и вынесения «рекомендаций». Если вы хотите купить книгу или компакт-диск, чтобы расширить свои знания о токарных станках и о том, как ими управлять, смотрите здесь. Иллюстрации обсуждаемых деталей можно найти, перейдя по различным гиперссылкам, а также внизу этой страницы. Возможно, для вашего токарного станка имеется руководство по эксплуатации, иллюстрированная книга деталей или информационная литература по продажам: вы можете проверить это, нажав здесь. До сих пор иногда можно увидеть рекламу, относящуюся к определенным возможностям: «SS» — s liding и s surfacing, т. е. с силовой подачей, которая перемещает каретку вдоль станины, а поперечные салазки — по ней. (см. ниже) выражается как его « поворот «, « ход » « высота центра » и « расстояние между центрами » 5 дюймов. В Великобритании это называется «броском» или, чаще, теперь «высотой центра», но удвоение этого значения называется «качанием», причем последний термин используется в США. Токарный станок с высотой центра в дюймах в США будет называться «10 дюймов». возможна установка передней бабки, но она все еще полностью соединена со станиной.Часто можно получить несколько дополнительных дюймов, если задняя бабка будет выступать за край станины, и на легких работах это допустимо.
ОСНОВА Станина токарного станка обеспечивает основу для всего станка и удерживает переднюю бабку, заднюю бабку и каретку на одной линии. Тщательно обработанные поверхности станины, по которым скользят каретка и задняя бабка, называются «направляющими». Некоторые станины имеют зазор возле передней бабки, чтобы можно было обтачивать станки очень большого диаметра. Иногда зазор образуется из-за того, что обработанные направляющие не доходят до передней бабки, иногда из-за части станины, которую можно открутить, снять и потерять. Некоторые очень большие токарные станки имеют «скользящую станину», где верхняя часть, на которой сидят каретка и задняя бабка, может скользить вдоль отдельной нижней части, таким образом увеличивая или уменьшая зазор соответственно.
СЕДЛО Отливка, которая надевается на верхнюю часть кровати и скользит по ней, почти повсеместно известна как «Седло» — самоочевидный и очень подходящий термин.
ФАРТУК Вертикальная, часто плоская и прямоугольная «пластина», прикрепленная к передней части «седла» и свисающая перед ним, известна как «фартук» и несет набор передач и органов управления, которые позволяют каретка, которую нужно перемещать (вручную или с помощью электропривода) вверх и вниз по кровати. Внутренний механизм также может задействовать подачу для нарезания резьбы и различные приводные подачи инструмента, если они установлены. Ходовой винт, а иногда и приводной вал, часто проходят через фартук и обеспечивают ему привод для различных функций. Сложность органов управления, установленных на фартуке, и простота их использования являются надежным показателем качества токарного станка. Практически все токарно-винторезные станки имеют так называемый рычаг «полугайки», который закрывает одну, а иногда и две половинки разрезной гайки, чтобы захватить ходовой винт и обеспечить привод для нарезания резьбы. Дизайн фартука можно условно разделить на «одностенный» и «двустенный». «Одностеночный» фартук имеет одну толщину металла и из него выступают (и не поддерживаются на своих внешних концах) шпильки, несущие шестерни. Фартук с двойными стенками представляет собой гораздо более прочную конструкцию, похожую на узкую коробку с открытым верхом, в которой шпильки для крепления шестерен установлены между двумя стенками и, следовательно, жестко поддерживаются с обоих концов. Этот тип конструкции создает очень жесткую конструкцию, которая с меньшей вероятностью прогибается при работе в тяжелых условиях; еще одно преимущество заключается в том, что закрытое дно «коробки» может быть использовано для размещения масляного резервуара, ион смазочного материала либо разбрызгивается, либо, что предпочтительнее, перекачивается для питания шпинделей, шестерен и даже, на некоторых токарных станках, поверхностей скольжения. кровать и поперечное скольжение, а также.
СОСТАВНАЯ ПОДСТАВКА ДЛЯ НАПРАВЛЯЮЩИХ, состоящая из ПОПЕРЕЧНЫХ НАПРАВЛЯЮЩИХ и ВЕРХНИХ НАПРАВЛЯЮЩИХ Поверх «седла» находится «Поперечный салазок», который, как следует из названия, перемещается по станине, а поверх него находится часто «Верхний слайд» или «Инструментальный слайд», который неизменно устроен так, что его можно поворачивать и фиксировать в новом положении. Очень ранние токарные станки имели простой Т-образный кусок металла, на который токарь «упирался» своим инструментом (все токарные работы выполнялись вручную), но когда появилась возможность перемещать этот «упор» по станине с помощью винтовой подачи, он стал достаточно известный как «Slide-rest». Самый ранний известный пример «Slide-rest» проиллюстрирован в 9.0068 Mittelalterliche Hausbuch, немецкое издание около 1480 года. После того, как «верхний салазок» стал более распространенным, термин «скользящий упор» использовался не так часто, и разные функции двух салазок привели к их конкретным названиям. получают более широкое распространение. Когда предусмотрено два суппорта (или иногда, на токарных станках часовых мастеров, три), полная сборка известна как «составной суппорт», или «составной суппорт», или даже «составной суппорт». Известно, что некоторые производители маркируют «Верхнюю направляющую» как «Составную опору» или даже «Составную направляющую», но как «9».0068 к компаунду » означает «соединение двух или более», а не «одного» — это неправильное использование термина. КАРЕТКА Седло, фартук, верхняя часть и поперечная направляющая в сборе известны как «каретка». В некоторых американских публикациях (даже в руководствах производителей) упоминается как «седло», но это неверно.
ПЕРЕДНЯЯ БАБКА . Передняя бабка токарного станка когда-то называлась «Фиксированная передняя бабка» или «Фиксированная головка», а вращающийся вал внутри нее — «Оправка». Сегодня оправку обычно называют «шпинделем», но это может вызвать путаницу с задней бабкой, где скользящий стержень известен по-разному как «плунжер», «барабан» и «шпиндель». Передняя бабка, как правило, жестко крепится к станине (исключения существуют в некоторых производствах, типах ЧПУ, автоматах и »Swiss-auto») и удерживает все механизмы, включая различные виды и комбинации шкивов или шестерен, так что шпиндель может быть заставить вращаться с разной скоростью.
ШПИНДЕЛЬ ПЕРЕДНЕЙ БАБКИ Конец шпинделя передней бабки обычно обрабатывается таким образом, чтобы на нем можно было установить планшайбу, патрон, ведущую пластину, внутренние или внешние цанги или даже специальные насадки, предназначенные для определенных работ. В свою очередь, эти насадки удерживают обрабатываемую деталь. «Фитинг», сформированный на конце шпинделя, обычно относится к одному из пяти типов: 1) — простой фланец, через который могут проходить резьбовые шпильки на планшайбе или патроне (например) и затягиваться на место с помощью гаек. Это безопасный метод, позволяющий работать в обратном направлении на высокой скорости, но очень неудобный на токарном станке общего назначения. 2) — Резьбовой наконечник, на который навинчиваются фитинги. Это вполне приемлемо для небольших токарных станков, но неудовлетворительно для более крупных промышленных станков, где из соображений экономии производства может потребоваться реверсирование шпинделя на высокой скорости. Переворачивание навинченного патрона приводит к его отвинчиванию, что может привести к катастрофическим последствиям. 3) — Фитинг Camlock с конусом D1 — давно используемая стандартная система, в которой используется три или более «шпильки», которые поворачиваются для фиксации в задней части патронов, планшайб и т. д. 4) — Конус — либо простого типа Хардинга, либо, для больших токарных станков, «конусный носик, длинный ключ» — старая, но превосходная американская конструкция, в которой большое резьбовое кольцо удерживалось на конце шпиндель и используется для натягивания патрона или другого фитинга на длинный конус с ключом, сформированный на конце шпинделя. Идеальная система для жесткой установки более тяжелых патронов, в настоящее время она в значительной степени вышла из употребления. Фитинги были доступны в различных размерах, начиная с L00 (L ноль ноль) и заканчивая L0, L1, L2 и т. д. 5) — различные фитинги, которые становились все более сложными и, по-видимому, были изобретены для того, чтобы иметь возможность претендовать на национальный стандарт (знаменитый синдром -неизобретенного-здесь ). Все, что им удалось сделать, это повысить производственные затраты, предотвратив взаимозаменяемость шпиндельной оснастки между станками и потребовав от фирм наличия больших запасов запасных частей и количества дублированных фитингов. Некоторые из этих усилий включали: Носки шпинделя британского стандарта и стандарта ISO — прямой монтаж; Британский и ISO короткий конус с креплением болтом или шпилькой; Короткий конус British & ISO с фиксацией Camlock; Британский и ISO короткий конус с байонетным креплением и, конечно же, нос шпинделя немецкого стандарта. Невероятно, но французского стандарта никогда не существовало, и мы все еще ждем официального объявления о слухах о Тройной кулачок стандарта Ботсваны с перекрывающимся носиком и китайская конструкция New Moon Slide-and-Snap-Примерно фитингов.
ЗАДНЯЯ ШЕСТЕРНЯ Как следует из названия, «задняя шестерня» представляет собой шестерню, установленную в задней части передней бабки (хотя на практике она часто располагается в других положениях), которая позволяет патрону медленно вращаться со значительно повышенным крутящим моментом (поворачивая сила). Токарные станки с реверсивным редуктором иногда называют «BG» или «BGSC» — последнее означает «с реверсивным редуктором и токарно-винторезным станком». Поначалу возможность медленно перемещать заготовку может показаться ненужной, но отливка большого диаметра, прикрепленная к планшайбе и работающая со скоростью 200 об/мин (примерно самая низкая скорость, обычно доступная на токарном станке без заднего редуктора), будет иметь линейную скорость на своем пределе. внешний край выходит за пределы токарной способности небольшого токарного станка. Задействовав задний редуктор и, таким образом, снизив скорость, но увеличив крутящий момент, можно успешно выполнять даже самые большие работы, установленные на лицевой панели. Нарезание резьбы также требует малых скоростей, обычно от 25 до 50 об/мин, особенно если оператор новичок или работа сложная. Нижняя скорость, превышающая эти цифры (как обычно встречается на большинстве дальневосточных и европейских станков, но не на станках, построенных в Соединенном Королевстве), означает, что нарезание резьбы, особенно внутри, в глухие отверстия, фактически невозможно. Эти токарные станки рекламируются как «винторезные», но на самом деле это означает просто силовую подачу вдоль станины. Даже если вы потрудитесь создать систему шкивов для снижения скорости вращения шпинделя, вы обнаружите, что крутящий момент, необходимый для вращения деталей большого диаметра на низких скоростях, вызывает проскальзывание ремней. Единственное решение — с зубчатым приводом низкая скорость и, таким образом, настоящий маленький токарный станок с установленной задней шестерней не только становится способным нарезать резьбу, но также может выполнять тяжелое сверление, растачивание больших отверстий и нарезание торцов большого диаметра: другими словами, он можно использовать его на пределе своих возможностей и сил. Новички иногда не понимают, как задействовать задний редуктор, особенно если на токарном станке нет инструкции, но при некотором внимательном отношении любой может понять, как это следует делать, по крайней мере, на обычном станке. На главном шпинделе токарного станка, несущем ведущий шкив, находится большая шестерня, которую обычно называют «бычьим колесом». Бычье колесо крепится к шкиву с помощью гайки и болта, подпружиненного штифта, собачки, которая вдавливается в шестерню на шкиве (или каким-либо другим способом), а если это крепление разорвано, — путем ослабления гайки и нажатия по направлению к шкиву, либо вытащив штифт — должно быть видно, что шкив будет свободно вращаться на валу. Переместив «задние шестерни» в нужное положение — они обычно скользят вбок или установлены на эксцентриковом штифте — механизм вступит в действие. Если шкив не будет вращаться на валу, или кажется, что нет очевидного способа отсоединить колесо быка от шкива, возможно, вы имеете дело с «сложной» машиной, в которой используется какое-то умное устройство. облегчить жизнь оператору. Иногда будет винт, расположенный заподлицо с поверхностью ведущего шкива, а под ним подпружиненный штифт, который вдавливается в заднюю поверхность колеса быка. Иногда используются быстродействующие механизмы «скользящего кулачка» (как на токарных станках Drummond и Myford серии M), где ручку на лицевой стороне колеса быка нужно отодвинуть в сторону и, таким образом, подняться по пандусу, что приводит к отключению колеса. соединительный штифт автоматически. Некоторые токарные станки с закрытыми передними бабками (например, более поздние модели Boxford) имеют «однорычажную» заднюю передачу; в этой системе перемещение первой части движения рычага отключает соединение, в то время как следующая приводит заднюю шестерню в зацепление.
НАВОДЯЩИЙ ВИНТ Первоначально называвшийся «основной резьбой» или описываемый как «направляющий винт», но теперь всегда называемый «ходовым винтом». Это длинный стержень с резьбой, который обычно проходит вдоль передней части станины или , на некоторых ранних образцах, проходящих между кроватями вниз по центральной линии кровати. Используя зубчатую передачу для соединения шпинделя токарного станка с ходовым винтом, а ходовой винт с кареткой токарного станка, последний вместе с режущим инструментом можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя.
ЗАДНЯЯ БАБКА Задняя бабка когда-то была известна в Англии как «свободная бабка», «головка кулачка» или «свободная головка» — последний устаревший термин, используемый Harrison и другими английскими фирмами в некоторых рекламных материалах. до начала 1970-х гг. Блок скользит по кровати и может быть зафиксирован на ней в любом удобном месте; верхняя часть устройства оснащена тем, что по-разному называют «стволом», «шпинделем», «тараном» или «стрелой», который можно перемещать в основной корпус и из него вручную, с помощью рычага или шнека и несет « Мертвая точка», которая поддерживает другой конец заготовки, удерживаемой (различными средствами) в передней бабке. В задней бабке можно использовать специальные центры, которые вращаются вместе с работой; они известны как «вращающиеся центры» и не должны называться «подвижными центрами» — этот термин зарезервирован для центра, закрепленного на шпинделе передней бабки. Давным-давно токари называли центры «куклами» — предположительно, от «вставляй» — и они носили свои собственные с собой, закрепленные в хлопковых отходах и ревниво охраняемые в верхнем кармане комбинезона.
ПРОМЕЖУТОЧНЫЙ ВАЛ (в США его иногда называют «промежуточным валом») Большинство небольших электродвигателей в Британии работают при частоте вращения 50 Гц при 1425 об/мин, в то время как в США (при 60 Гц) обычно отмечается более высокая скорость вращения около 1700 об/мин или около того. Если бы шпиндель токарного станка приводился в движение напрямую от одного из этих двигателей, даже используя небольшой шкив на валу двигателя и больший на токарном станке, он вращался бы слишком быстро, чтобы его можно было использовать для подавляющего большинства работ. ; следовательно, необходимо ввести какой-либо способ снижения скорости вращения шпинделя станка — и это задача промежуточный вал . В типичной конструкции, показанной здесь, двигатель крепится к вертикальной шарнирной чугунной плите и снабжен небольшим шкивом на шпинделе. Поскольку двигатель на 1500 об/мин приводит в движение гораздо больший шкив в соотношении примерно 5:1, скорость снижается до 300 об/мин (1500 разделить на 5). На том же валу, что и очень большой шкив, находится набор из трех меньших шкивов, расположенных в «обратном» порядке от тех, что на токарном станке. Если средний шкив на промежуточном валу привести в движение шкив того же размера на шпинделе токарного станка, то он тоже, конечно, будет вращаться со скоростью 300 об/мин. Шкивы с каждой стороны обычно устроены таким образом, чтобы уменьшать или удваивать эту скорость — отсюда и создание набора скоростей, охватывающего полезные 150, 300 и 600 об/мин. Несложно установить малый и большой шкивы на вал двигателя и два соответственно больших шкива на промежуточный вал, удвоив количество доступных скоростей до шести. Если используется двухскоростной электродвигатель, диапазон снова удваивается до 12, и, если бы конструктору токарного станка удалось втиснуть четырехступенчатый шкив между подшипниками шпинделя, всего было бы доступно 16; с установленной задней передачей общее количество вырастет до тридцати двух скоростей, которые, как правило, могут начинаться с 25 об / мин. и распространяется вплоть до более чем 3000 об/мин.
ПЕРЕМЕННЫЕ КОЛЕСА И ОБРАТНАЯ МАШИНА Перекидные шестерни — это шестерни, используемые для нарезания резьбы и механической подачи; они передают привод от шпинделя передней бабки к ходовому винту . Обычно они находятся в крышке с крайней левой стороны токарного станка, но многие старые станки, построенные во времена, когда производители не заботились о спасении людей от собственной небрежности и потери пальцев, оставляли их незащищенными. Названный «сменными колесами», потому что инженеры когда-то называли «шестерни» «колесами», а слово «смена» из-за необходимости менять их каждый раз, когда требуется другая резьба или скорость подачи инструмента, выражение восходит к самое раннее время, когда шестерни использовались для этой цели. Набор шестерен — называется 9Зубчатая передача 0068 — обычно переносится на квадрантном рычаге , который можно отрегулировать, повернув его на опоре, чтобы обеспечить зацепление установленной на нем самой верхней шестерни с выходной шестерней (называемой шпилькой) на шпинделе (или механизм реверса падения) необходимо установить. В Великобритании руку иногда называют «банджо», хотя на самом деле это выражение следует ограничить теми типами, у которых всего одна прорезь. Некоторые производители, чтобы усложнить жизнь себе и своим покупателям, пробовали и другие системы. Привод через сменные колеса часто включает в себя механизм реверсивного вращения, с помощью которого привод к ходовому винту может быть мгновенно реверсирован — и, следовательно, режущий инструмент может перемещаться к передней бабке или от нее по желанию. В своем «нейтральном» положении он также позволяет шпинделю передней бабки свободно и бесшумно вращаться, не приводя в движение сменные колеса и ходовой винт. Для получения более подробной информации о нарезке винтов щелкните здесь, а для получения дополнительных сведений о необходимых функциях на маленьком станке — здесь..
Запчасти для токарных станков — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных.
 Станина обеспечивает жёсткость всей конструкции и поглощает возникающие вибрации при обработке заготовки.
Станина обеспечивает жёсткость всей конструкции и поглощает возникающие вибрации при обработке заготовки. Станина обеспечивает жёсткость всей конструкции и поглощает возникающие вибрации при обработке заготовки.
Станина обеспечивает жёсткость всей конструкции и поглощает возникающие вибрации при обработке заготовки. Эксперты предприятия проводят осмотр и технический анализ станка, где результатам этой работы определяется степень износа. Так, эксплуатировавшийся станок с небольшими дефектами на корпусе (царапины, вмятины, потёртости), признается изношенным на 20-30%, а оборудование, где не требуется значительного ремонта (замена подшипников, вкладышей и т.п.) – изношен на 50-60%.
Эксперты предприятия проводят осмотр и технический анализ станка, где результатам этой работы определяется степень износа. Так, эксплуатировавшийся станок с небольшими дефектами на корпусе (царапины, вмятины, потёртости), признается изношенным на 20-30%, а оборудование, где не требуется значительного ремонта (замена подшипников, вкладышей и т.п.) – изношен на 50-60%.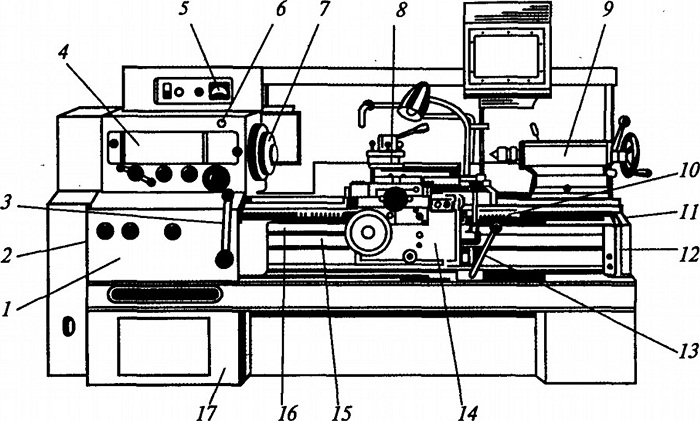 К более серьёзным – восстановление функционирования отдельных узлов, замену винтовых пар, ходового вала, приводов. Самым сложным ремонтом является восстановление геометрии станины, ремонт передней бабки, коробки скоростей, фартука, устранение ошибок позиционирования приводов подач в станках с ЧПУ.
К более серьёзным – восстановление функционирования отдельных узлов, замену винтовых пар, ходового вала, приводов. Самым сложным ремонтом является восстановление геометрии станины, ремонт передней бабки, коробки скоростей, фартука, устранение ошибок позиционирования приводов подач в станках с ЧПУ. Товар отгружается с комплектом технической документации.
Товар отгружается с комплектом технической документации.

 В стандартных комплектациях станки оснащены двумя линейными осями — Х и Z, но в некоторых комплектациях имеются и дополнительные: Y, B или другие.
В стандартных комплектациях станки оснащены двумя линейными осями — Х и Z, но в некоторых комплектациях имеются и дополнительные: Y, B или другие.
 Задние бабки могут быть различными по конструкции. Опционально станки оснащаются массой дополнительных устройств и узлов.
Задние бабки могут быть различными по конструкции. Опционально станки оснащаются массой дополнительных устройств и узлов.
 е. с силовой подачей, которая перемещает каретку вдоль станины, а поперечные салазки — по ней. (см. ниже) выражается как его « поворот «, « ход » « высота центра » и « расстояние между центрами »
е. с силовой подачей, которая перемещает каретку вдоль станины, а поперечные салазки — по ней. (см. ниже) выражается как его « поворот «, « ход » « высота центра » и « расстояние между центрами » 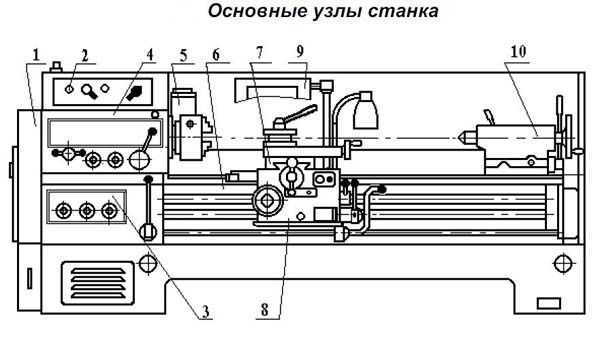 Иногда зазор образуется из-за того, что обработанные направляющие не доходят до передней бабки, иногда из-за части станины, которую можно открутить, снять и потерять.
Иногда зазор образуется из-за того, что обработанные направляющие не доходят до передней бабки, иногда из-за части станины, которую можно открутить, снять и потерять.  Ходовой винт, а иногда и приводной вал, часто проходят через фартук и обеспечивают ему привод для различных функций. Сложность органов управления, установленных на фартуке, и простота их использования являются надежным показателем качества токарного станка. Практически все токарно-винторезные станки имеют так называемый рычаг «полугайки», который закрывает одну, а иногда и две половинки разрезной гайки, чтобы захватить ходовой винт и обеспечить привод для нарезания резьбы.
Ходовой винт, а иногда и приводной вал, часто проходят через фартук и обеспечивают ему привод для различных функций. Сложность органов управления, установленных на фартуке, и простота их использования являются надежным показателем качества токарного станка. Практически все токарно-винторезные станки имеют так называемый рычаг «полугайки», который закрывает одну, а иногда и две половинки разрезной гайки, чтобы захватить ходовой винт и обеспечить привод для нарезания резьбы.  кровать и поперечное скольжение, а также.
кровать и поперечное скольжение, а также.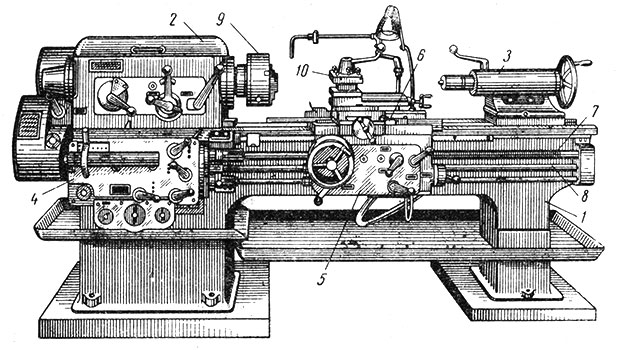 получают более широкое распространение.
получают более широкое распространение. 

 Фитинги были доступны в различных размерах, начиная с L00 (L ноль ноль) и заканчивая L0, L1, L2 и т. д.
Фитинги были доступны в различных размерах, начиная с L00 (L ноль ноль) и заканчивая L0, L1, L2 и т. д. 
 облегчить жизнь оператору. Иногда будет винт, расположенный заподлицо с поверхностью ведущего шкива, а под ним подпружиненный штифт, который вдавливается в заднюю поверхность колеса быка. Иногда используются быстродействующие механизмы «скользящего кулачка» (как на токарных станках Drummond и Myford серии M), где ручку на лицевой стороне колеса быка нужно отодвинуть в сторону и, таким образом, подняться по пандусу, что приводит к отключению колеса. соединительный штифт автоматически. Некоторые токарные станки с закрытыми передними бабками (например, более поздние модели Boxford) имеют «однорычажную» заднюю передачу; в этой системе перемещение первой части движения рычага отключает соединение, в то время как следующая приводит заднюю шестерню в зацепление.
облегчить жизнь оператору. Иногда будет винт, расположенный заподлицо с поверхностью ведущего шкива, а под ним подпружиненный штифт, который вдавливается в заднюю поверхность колеса быка. Иногда используются быстродействующие механизмы «скользящего кулачка» (как на токарных станках Drummond и Myford серии M), где ручку на лицевой стороне колеса быка нужно отодвинуть в сторону и, таким образом, подняться по пандусу, что приводит к отключению колеса. соединительный штифт автоматически. Некоторые токарные станки с закрытыми передними бабками (например, более поздние модели Boxford) имеют «однорычажную» заднюю передачу; в этой системе перемещение первой части движения рычага отключает соединение, в то время как следующая приводит заднюю шестерню в зацепление. Используя зубчатую передачу для соединения шпинделя токарного станка с ходовым винтом, а ходовой винт с кареткой токарного станка, последний вместе с режущим инструментом можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя.
Используя зубчатую передачу для соединения шпинделя токарного станка с ходовым винтом, а ходовой винт с кареткой токарного станка, последний вместе с режущим инструментом можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя.
 Поскольку двигатель на 1500 об/мин приводит в движение гораздо больший шкив в соотношении примерно 5:1, скорость снижается до 300 об/мин (1500 разделить на 5).
Поскольку двигатель на 1500 об/мин приводит в движение гораздо больший шкив в соотношении примерно 5:1, скорость снижается до 300 об/мин (1500 разделить на 5).  и распространяется вплоть до более чем 3000 об/мин.
и распространяется вплоть до более чем 3000 об/мин.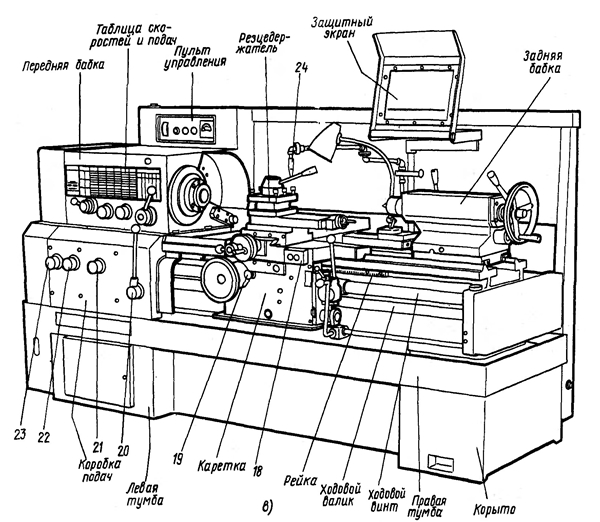 В Великобритании руку иногда называют «банджо», хотя на самом деле это выражение следует ограничить теми типами, у которых всего одна прорезь. Некоторые производители, чтобы усложнить жизнь себе и своим покупателям, пробовали и другие системы. Привод через сменные колеса часто включает в себя механизм реверсивного вращения, с помощью которого привод к ходовому винту может быть мгновенно реверсирован — и, следовательно, режущий инструмент может перемещаться к передней бабке или от нее по желанию. В своем «нейтральном» положении он также позволяет шпинделю передней бабки свободно и бесшумно вращаться, не приводя в движение сменные колеса и ходовой винт.
В Великобритании руку иногда называют «банджо», хотя на самом деле это выражение следует ограничить теми типами, у которых всего одна прорезь. Некоторые производители, чтобы усложнить жизнь себе и своим покупателям, пробовали и другие системы. Привод через сменные колеса часто включает в себя механизм реверсивного вращения, с помощью которого привод к ходовому винту может быть мгновенно реверсирован — и, следовательно, режущий инструмент может перемещаться к передней бабке или от нее по желанию. В своем «нейтральном» положении он также позволяет шпинделю передней бабки свободно и бесшумно вращаться, не приводя в движение сменные колеса и ходовой винт. 
