Детали токарного станка: Устройство токарного станка
Содержание
Устройство токарного станка — РИНКОМ
Устройство токарного станка — РИНКОМ
Главная
Статьи
Устройство токарного станка
Устройство токарного станка
25 апреля 2022
Гирин Кирилл
Токарный станок – это стационарное оборудование для обработки деталей резанием и точением. Техника востребована при производстве валов, втулок, переходников и прочей продукции. С ее помощью изготавливаются изделия бытового, хозяйственного и производственного назначения.
В материале:
- Станина
- Передняя бабка
- Суппорт
- Верхняя часть
- Нижняя часть
- Подающий механизм
- Фартук
- Задняя бабка
- Разновидности токарных станков
- Многорезцовые станки
- Карусельные станки
- Затыловочные
- Винторезные
- Револьверные
- Универсальные
- Станки с ЧПУ
- Обслуживание станков
Рис. 1 Типовой токарный станок
1 Типовой токарный станок
Устройство токарных станков имеет схожие черты. Типовое оборудование включает следующие компоненты:
- станина;
- передняя бабка;
- суппорт;
- подающий механизм;
- фартук;
- задняя бабка.
Возможно наличие прочих элементов, обусловленных схемой токарного станка.
Станина
Устройство и работа токарного станка во многом определяются станиной. Элемент состоит из опорной части и направляющих. Последние обеспечивают равномерное перемещение подвижных модулей.
Устройство и работа токарного станка во многом определяются станиной. Элемент состоит из опорной части и направляющих. Последние обеспечивают равномерное перемещение подвижных модулей.
- призматические – для перемещения суппортов;
- плоские – для работы с задней бабкой.
Станина располагается на опорных ножках.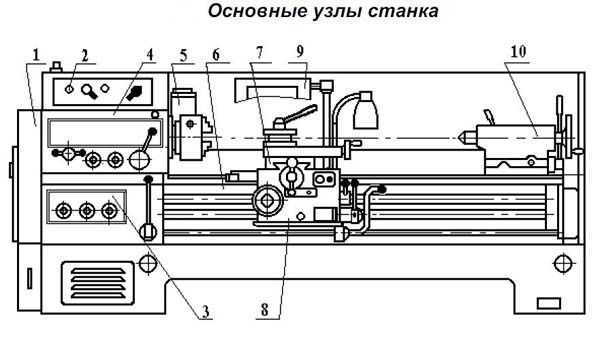 Их количество зависит от габаритов и конфигурации элемента. Внутри предусмотрены технологические полости для размещения инструментов и рабочих узлов.
Их количество зависит от габаритов и конфигурации элемента. Внутри предусмотрены технологические полости для размещения инструментов и рабочих узлов.
Рис. 2 Станина
Передняя бабка
Передняя бабка отвечает за фиксацию и вращение заготовки. Она является стационарным элементом, содержит шпиндель, 2 подшипника, шкив, блок управления и редуктор.
Шпиндель и 2 подшипника передают крутящий момент на патрон. Они имеют установленную размерность, рассчитаны на работу при определенной скорости.
Рис. 3 Шпиндель передней бабки
Блок управления предназначен для настройки станка. Он содержит переключатели, рычаги и прочие управляющие компоненты. С их помощью токарь выбирает режим работы оборудования.
Рис. 4 Блок управления передней бабки
Редуктор представлен набором шестерней. Узел обеспечивает вращение шпинделя в соответствии с заданными параметрами.
Узел обеспечивает вращение шпинделя в соответствии с заданными параметрами.
Рис. 5 Редуктор токарного станка внутри передней бабки
Некоторые производители выпускают комплекты сменных шестерней. Они позволяют изменить крутящий момент в соответствии с потребностями токаря.
Рис. 6 Шестерни для редуктора
Точность выполнения работ во многом зависит от состояния перечисленных узлов. Биение шпинделя и сбои в передаточном механизме снизят качество обработки материала, приведут к появлению дефектов.
Суппорт
Конструкция токарного станка предполагает наличие суппорта. Элемент состоит из двух частей: верхней и нижней.
Верхняя часть
Верхняя часть суппорта фиксирует резцы и прочий инструмент для обработки заготовок. Наличие механизмов подачи позволяет плавно перемещать резец, контролируя объем удаляемого материала.
Рис. 7 Верхняя часть суппорта токарного станка
Резцы подбираются индивидуально. Мастер учитывает:
- конфигурацию станка;
- параметры обрабатываемого материала;
- геометрию резца.
Чтобы купить резцы для токарных станков, посетите соответствующий раздел каталога «РИНКОМ». Здесь представлен широкий спектр металлорежущего инструмента. В наличии продукция отечественного и зарубежного производства, решения для бытовых, полупрофессиональных и профессиональных установок.
Рис. 8 Набор резцов с твердосплавными напайками для токарного станка
Нижняя часть
Нижняя часть суппорта представлена опорными салазками. Они служат для перемещения элемента в рамках призматической направляющей на станине.
Рис. 9 Нижняя часть суппорта, установленная на направляющие
Подающий механизм
Подающий механизм управляет движением суппорта. Он взаимодействует с трензелем, расположенным на корпусе передней бабки, контролируется при помощи рукоятей. Наряду с направлением допускается изменение амплитуды движения за счет зубьев и шестерней.
Он взаимодействует с трензелем, расположенным на корпусе передней бабки, контролируется при помощи рукоятей. Наряду с направлением допускается изменение амплитуды движения за счет зубьев и шестерней.
Подающие механизмы автоматизированных станков оснащены валиком и винтом. Первый используется для базовых действий, второй – для высокоточных работ. Такой подход продлевает срок службы винта, сохраняет точность выполнения операций максимально возможный срок.
Рис. 10 Токарный станок с автоматизированным подающим механизмом
Фартук
Узел, связывающий суппорт с зубчатой рейкой и ходовым винтом. Управляющие элементы фартука токарного станка вынесены в лицевую часть. Это повышает удобство управления оборудованием, снижает риск травм.
Рис. 11 Фартук токарного станка
Задняя бабка
Задняя бабка используется для закрепления длинномерных деталей, высверливания отверстий, снятия фасок и прочих операций. Элемент расположен на одной оси с передней бабкой, может включать дополнительные компоненты для настройки.
Элемент расположен на одной оси с передней бабкой, может включать дополнительные компоненты для настройки.
Рис. 12 Задняя бабка токарного станка
Разновидности токарных станков
Принцип устройства и работы токарного станка во многом зависит от исполнения. Производители предлагают множество моделей, каждая из которых обладает собственными особенностями.
Многорезцовые станки
Многорезцовые станки выполняют сложные операции. Они обеспечивают комплексное воздействие на деталь, изготавливают изделия с переменной геометрией для особых нужд.
Оборудование используется для решения следующих задач:
- высверливание отверстий;
- нарезание резьбы;
- точение;
- подрезка отдельных элементов;
- затачивание;
- развертывание;
- зенкерование.
Устройства имеют внушительные габариты, обладают высокой производительностью.
Рис. 13 Многорезцовый станок
Карусельные станки
Группа станков для работы с деталями большой массы и диаметра. Действия выполняются в вертикальной плоскости, что требует определенной подготовки от персонала.
Перечень проводимых операций:
- обработка конических и цилиндрических поверхностей;
- подготовка пазов;
- шлифование;
- фрезерование.
Возможна подготовка особо крупной резьбы для деталей промышленного назначения.
Рис. 14 Карусельный станок
Затыловочные
Разновидность токарных станков, работающих с зубьями инструментов и шестерней. Техника характеризуется особой конструкцией суппорта, упрощающей выполнение целевых операций. При обработке допускаются вращательные и возвратно-поступательные движения.
Рис. 15 Затыловочный станок
15 Затыловочный станок
Винторезные
Наиболее простые и доступные станки. Оборудование снимает фаски, протачивает канавки, высверливает отверстия и выполняет прочие операции. Рациональное устройство, надежность и долговечность сделали технику завсегдатаем школ, колледжей и частных мастерских.
Рис. 16 Токарно-винторезный станок
Револьверные
Станки для работы с заготовками из калиброванного прутка, названные благодаря особому держателю. Оборудование использует множественные режущие элементы в рамках единовременной и последовательной обработки.
Посредством револьверного станка выполняется ряд операций:
- точение;
- зенкерование;
- сверление;
- нарезание резьбы;
- развертывание.
Возможно проведение работ, связанных с расточкой отверстий.
Рис. 17 Револьверный станок
17 Револьверный станок
Револьверные
Станки для выполнения различных операций. Как правило, они изготавливаются на базе винторезных устройств. Это упрощает работы по модернизации и обслуживанию, снижает общую стоимость оборудования.
Продукция различается по следующим параметрам:
- мощность привода;
- предельная скорость вращения заготовки;
- максимальные размеры обрабатываемых деталей;
- масса и габариты станка;
- класс точности.
Для определения последнего параметра используются буквенные обозначения: С – особая точность, В – высокая точность, Н – нормальная точность, А – особо высокая точность. Техника повышенной точности обозначается буквой П.
Рис. 18 Универсальный токарный станок
Станки с ЧПУ
Станки с числовым программным управлением используются для комплексной обработки заготовок. Оборудование обладает высокой степенью автоматизации, эффективно решает задачи любой сложности.
Оборудование обладает высокой степенью автоматизации, эффективно решает задачи любой сложности.
Рис. 19 Станок с числовым программным управлением
Обслуживание станков
Токарные станки, вне зависимости от исполнения, требуют своевременного обслуживания. Мероприятия включают чистку компонентов, контроль уровня смазки, проверку соосности узлов и многое другое. Одна из ключевых операций – замена режущих элементов. Использование сертифицированных резцов для токарного станка гарантирует высокую точность операций, сокращает эксплуатационные и временные потери.
Рис. 20 Обслуживание токарного станка
Качественно обслуженное оборудование обеспечивает бесперебойную работу предприятия, снижает риск производственного травматизма, повышает эффективность труда.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
12 января 2023
Рейтинг сверлильных станков
19 декабря 2022
Виды отверток
11 октября 2022
Токарные патроны
4 октября 2022
Фрезерование уступов и пазов
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Устройство токарного станка по металлу
Главная » Оборудование » Устройство токарного станка по металлу
Статистика утверждает, что 60% всех металлических изделий, деталей и автономных приспособлений, неминуемо проходят стадию обработки на токарных станках. Самый простой токарный станок способен выполнять массу операций на наружных и внутренних поверхностях металлических заготовок, превращая их в готовую деталь с высокой степенью точность. С основами устройства токарных станков по металлу мы сегодня вкратце познакомимся.
Содержание:
- Устройство токарного станка, 6 класс
- Архитектура токарно-винторезного станка по металлу
- Характеристики токарного станка
- Как выбрать токарный станок по металлу
Устройство токарного станка, 6 класс
Основы обработки металлов резанием при помощи механических станков, механическую обработку металлов, каждый изучал еще в школе, правда на минимальном уровне, но все же знаний хватало для того, чтобы производить элементарные операции на простейших токарно-винторезных станках. Устройство токарного станка по металлу — не география, технологические аспекты постоянно совершенствуются, год от года растут требования к станкам и возможности агрегатов.
Устройство токарного станка по металлу — не география, технологические аспекты постоянно совершенствуются, год от года растут требования к станкам и возможности агрегатов.
Поэтому эти знания очень быстро устаревают. К примеру, токарно-револьверный станок с ЧПУ еще лет 20-30 назад был неизведанным механизмом, пришедшим из секретных лабораторий. Сегодня же практически каждый желающий может установит у себя дома любой токарно-винторезный станок самых разных размеров и самых разных конфигураций. Тем не менее, основные узлы и агрегаты остались неизменными, в чем мы сегодня убедимся.
Архитектура токарно-винторезного станка по металлу
Несмотря на то, что первые токарные станки, которые появились в конце 18 века, это были вполне самодостаточные устройства, которые позволяли и обрабатывать металлы на довольно высоком технологическом уровне, нарезать резьбу и выполнять более сложную работу. Первый из них появился в 1794 году и это уже было устройство, практически идентичное тем простым токарно-винторезным станкам, которыми мы пользуемся сегодня.
Основными узлами и элементами токарного станка металлу были и остаются:
- Станина. Основа любого металлорежущего и деревообрабатывающего оборудования. От того, насколько прочная и насколько точно изготовлена станина, зависит качество детали и функциональность устройства. Станина токарного станка должна быть максимально тяжелой, чтобы предотвращать вибрации, смещения, искривления траектории движения режущего инструмента. Масса станины должна быть такой, чтобы поглотить любые вибрации, возникающие по ходу работы на устройстве, а ее конструкция — максимально жесткой, прочной и долговечной.
- Шпиндельная бабка передняя. Основное предназначения шпиндельной бабки — фиксация и обеспечение вращения обрабатываемой детали. Тем не менее, многие станки сконструированы таким образом, что шпиндельная бабка может соединять в себе и коробку передач токарного станка, и устройство подачи обрабатывающей головки или суппорта. Как правило, передняя бабка выполнена в мощном корпусе, который жестко крепится к станине.

- Задняя бабка. Это устройство обеспечивает крепление вращающейся детали соосно шпинделю и должно удерживать деталь в заданных координатах, а при необходимости осуществлять подачу дополнительного оборудования, в зависимости от модификации и типа станка.
- Суппорт. Это один из самых главных узлов токарного станка, независимо от его предназначения и характеристик. Суппорт выполняет важнейшую функцию — он прочно удерживает и подает режущий инструмент в направлении обрабатываемой детали. Суппорт может быть полностью управляемый автоматикой, а может быть ручным. В зависимости от технического решения суппорта, функции токарного станка могут быть совершенно разными. Суппорт может подавать режущий инструмент в нескольких плоскостях сразу, что делает его незаменимым в изготовлении самых сложных деталей.
Вкратце, так выглядит архитектурная схема токарно-винторезного станка по металлу.
Характеристики токарного станка
Основные характеристики токарного станка по металлу должны обеспечить максимально возможное количество функций по обработке металла, при этом станок должен обрабатывать деталь самых разных размеров. В основном, станок по обработке металлов характеризуют такие показатели:
В основном, станок по обработке металлов характеризуют такие показатели:
- диаметр обрабатываемой детали;
- длина обрабатываемой детали, обозначающаяся расстоянием между центрами задней и передней бабки;
- максимально возможный диаметр обработки детали, а этот показатель зависит от конструкции суппорта.
Как выбрать токарный станок по металлу
Функциональность металлорежущего оборудования практически ничем не ограничена. При необходимости можно купить и токарно-фрезерный станок, и токарно-револьверный с устройством копировальным и программным управлением. Все зависит от потребности а конкретных деталях и и классе их точности.
Как правило, для домашнего использования покупают или собирают своими руками несложные токарные станки, позволяющие выполнять простейшие, но необходимые операции — проточку валов, изготовление шкивов и конусов, изготовление фасонных деталей, сверление и элементарные фрезеровочные работы. Каждый станок подбирается максимально под потребности, тогда он будет работать в оптимальном нагрузочном режиме и прослужит долго и надежно.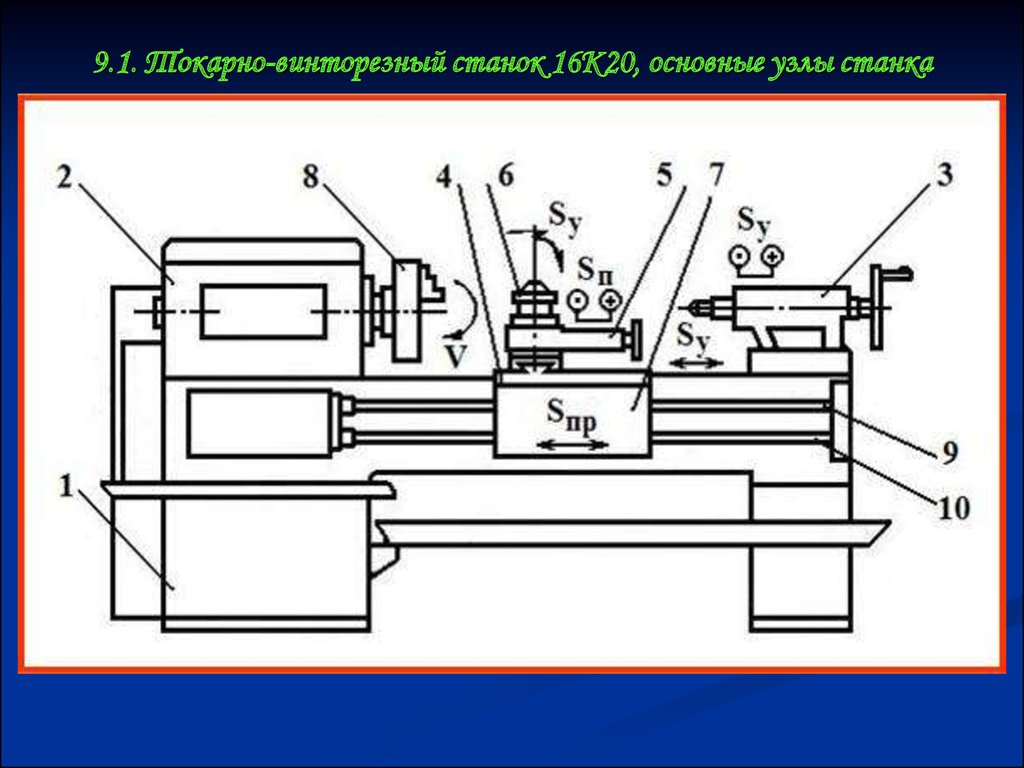
Читайте также Твердотельное реле – принцип работы, Электрорубанки, рейтинг по качеству
Изменившиеся с годами названия различных частей токарного станка до сих пор не полностью стандартизированы. Несомненно, когда правительство закончит организовывать все остальные стороны нашей жизни, оно назначит высокооплачиваемую комиссию для изучения этого вопроса и вынесения «рекомендаций». ОСНОВА СЕДЛО ФАРТУК СОСТАВНАЯ ПОДСТАВКА ДЛЯ НАПРАВЛЯЮЩИХ, состоящая из ПОПЕРЕЧНЫХ НАПРАВЛЯЮЩИХ и ВЕРХНИХ НАПРАВЛЯЮЩИХ ПЕРЕДНЯЯ БАБКА . Шпиндель передней бабки ЗАДНЯЯ ШЕСТЕРНЯ НАВОДЯЩИЙ ВИНТ ЗАДНЯЯ БАБКА ПРОМЕЖУТОЧНЫЙ ВАЛ (в США его иногда называют «промежуточным валом») ПЕРЕМЕННЫЕ КОЛЕСА И ОБРАТНАЯ МАШИНА |
 е. с силовой подачей, которая перемещает каретку вдоль станины, а поперечные салазки — по ней. (см. ниже) выражается как его « поворот «, « ход » « высота центра » и « расстояние между центрами »
е. с силовой подачей, которая перемещает каретку вдоль станины, а поперечные салазки — по ней. (см. ниже) выражается как его « поворот «, « ход » « высота центра » и « расстояние между центрами »  Иногда зазор образуется из-за того, что обработанные направляющие не доходят до передней бабки, иногда из-за части станины, которую можно открутить, снять и потерять.
Иногда зазор образуется из-за того, что обработанные направляющие не доходят до передней бабки, иногда из-за части станины, которую можно открутить, снять и потерять.  Ходовой винт, а иногда и приводной вал, часто проходят через фартук и обеспечивают ему привод для различных функций. Сложность органов управления, установленных на фартуке, и простота их использования являются надежным показателем качества токарного станка. Практически все токарно-винторезные станки имеют так называемый рычаг «полугайки», который закрывает одну, а иногда и две половинки разрезной гайки, чтобы захватить ходовой винт и обеспечить привод для нарезания резьбы.
Ходовой винт, а иногда и приводной вал, часто проходят через фартук и обеспечивают ему привод для различных функций. Сложность органов управления, установленных на фартуке, и простота их использования являются надежным показателем качества токарного станка. Практически все токарно-винторезные станки имеют так называемый рычаг «полугайки», который закрывает одну, а иногда и две половинки разрезной гайки, чтобы захватить ходовой винт и обеспечить привод для нарезания резьбы.  кровать и поперечное скольжение, а также.
кровать и поперечное скольжение, а также.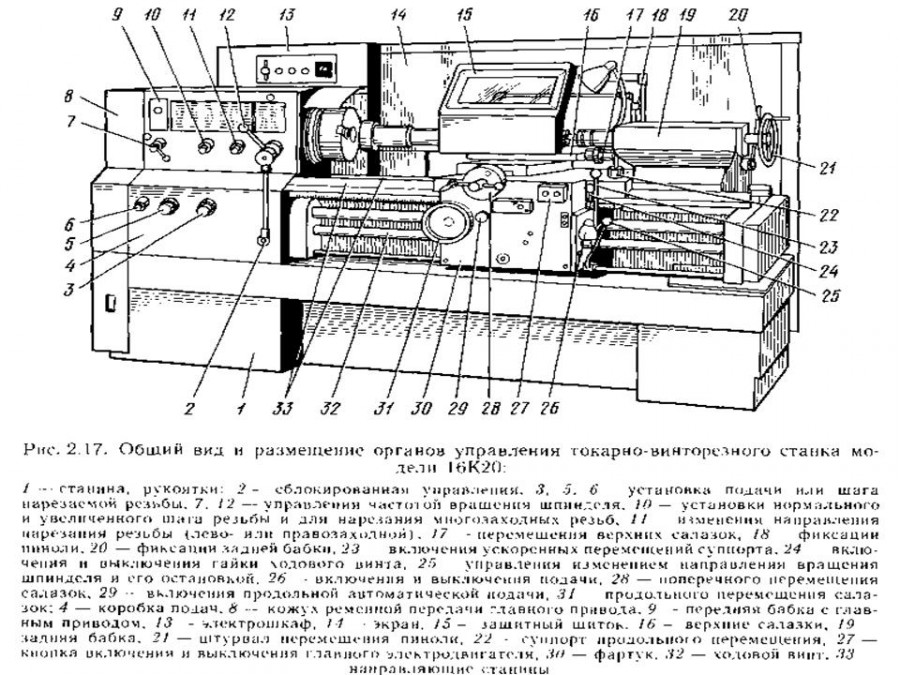 получают более широкое распространение.
получают более широкое распространение. 

 Фитинги были доступны в различных размерах, начиная с L00 (L ноль ноль) и заканчивая L0, L1, L2 и т. д.
Фитинги были доступны в различных размерах, начиная с L00 (L ноль ноль) и заканчивая L0, L1, L2 и т. д. 


 облегчить жизнь оператору. Иногда будет винт, расположенный заподлицо с поверхностью ведущего шкива, а под ним подпружиненный штифт, который вдавливается в заднюю поверхность колеса быка. Иногда используются быстродействующие механизмы «скользящего кулачка» (как на токарных станках Drummond и Myford серии M), где ручку на лицевой стороне колеса быка нужно отодвинуть в сторону и, таким образом, подняться по пандусу, что приводит к отключению колеса. соединительный штифт автоматически. Некоторые токарные станки с закрытыми передними бабками (например, более поздние модели Boxford) имеют «однорычажную» заднюю передачу; в этой системе перемещение первой части движения рычага отключает соединение, в то время как следующая приводит заднюю шестерню в зацепление.
облегчить жизнь оператору. Иногда будет винт, расположенный заподлицо с поверхностью ведущего шкива, а под ним подпружиненный штифт, который вдавливается в заднюю поверхность колеса быка. Иногда используются быстродействующие механизмы «скользящего кулачка» (как на токарных станках Drummond и Myford серии M), где ручку на лицевой стороне колеса быка нужно отодвинуть в сторону и, таким образом, подняться по пандусу, что приводит к отключению колеса. соединительный штифт автоматически. Некоторые токарные станки с закрытыми передними бабками (например, более поздние модели Boxford) имеют «однорычажную» заднюю передачу; в этой системе перемещение первой части движения рычага отключает соединение, в то время как следующая приводит заднюю шестерню в зацепление. Используя зубчатую передачу для соединения шпинделя токарного станка с ходовым винтом, а ходовой винт с кареткой токарного станка, последний вместе с режущим инструментом можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя.
Используя зубчатую передачу для соединения шпинделя токарного станка с ходовым винтом, а ходовой винт с кареткой токарного станка, последний вместе с режущим инструментом можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя.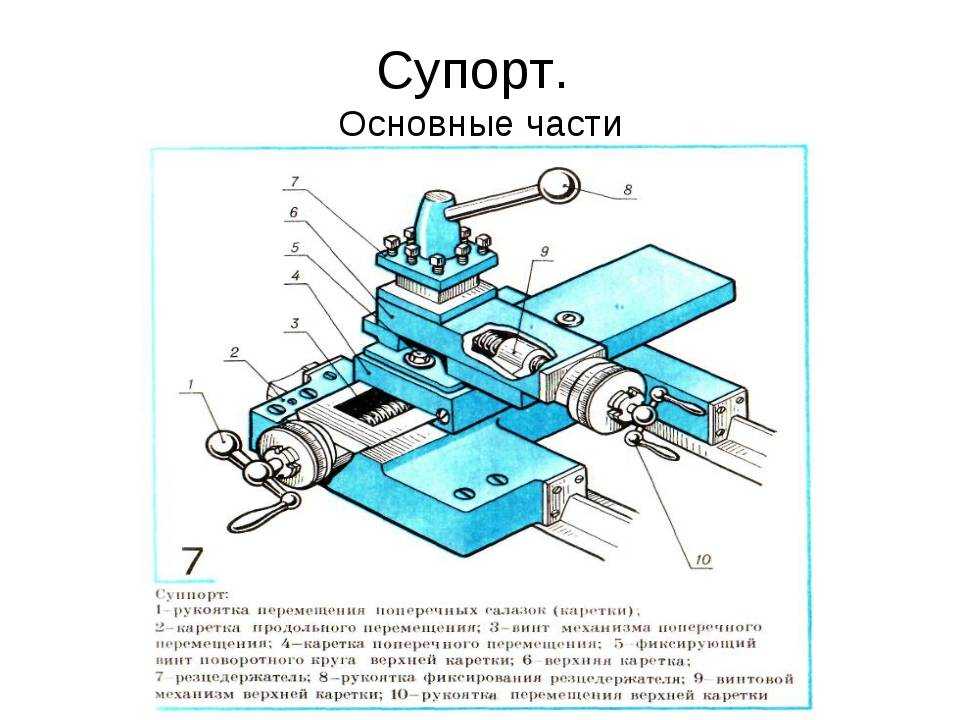
 Поскольку двигатель на 1500 об/мин приводит в движение гораздо больший шкив в соотношении примерно 5:1, скорость снижается до 300 об/мин (1500 разделить на 5).
Поскольку двигатель на 1500 об/мин приводит в движение гораздо больший шкив в соотношении примерно 5:1, скорость снижается до 300 об/мин (1500 разделить на 5).  и распространяется вплоть до более чем 3000 об/мин.
и распространяется вплоть до более чем 3000 об/мин. В Великобритании руку иногда называют «банджо», хотя на самом деле это выражение следует ограничить теми типами, у которых всего одна прорезь. Некоторые производители, чтобы усложнить жизнь себе и своим покупателям, пробовали и другие системы. Привод через сменные колеса часто включает в себя механизм реверсивного вращения, с помощью которого привод к ходовому винту может быть мгновенно реверсирован — и, следовательно, режущий инструмент может перемещаться к передней бабке или от нее по желанию. В своем «нейтральном» положении он также позволяет шпинделю передней бабки свободно и бесшумно вращаться, не приводя в движение сменные колеса и ходовой винт.
В Великобритании руку иногда называют «банджо», хотя на самом деле это выражение следует ограничить теми типами, у которых всего одна прорезь. Некоторые производители, чтобы усложнить жизнь себе и своим покупателям, пробовали и другие системы. Привод через сменные колеса часто включает в себя механизм реверсивного вращения, с помощью которого привод к ходовому винту может быть мгновенно реверсирован — и, следовательно, режущий инструмент может перемещаться к передней бабке или от нее по желанию. В своем «нейтральном» положении он также позволяет шпинделю передней бабки свободно и бесшумно вращаться, не приводя в движение сменные колеса и ходовой винт. Запчасти для токарных станков — Etsy Турция
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных.
