Детали токарного станка: Устройство токарного станка
Содержание
Устройство токарного станка по металлу
Главная » Оборудование » Устройство токарного станка по металлу
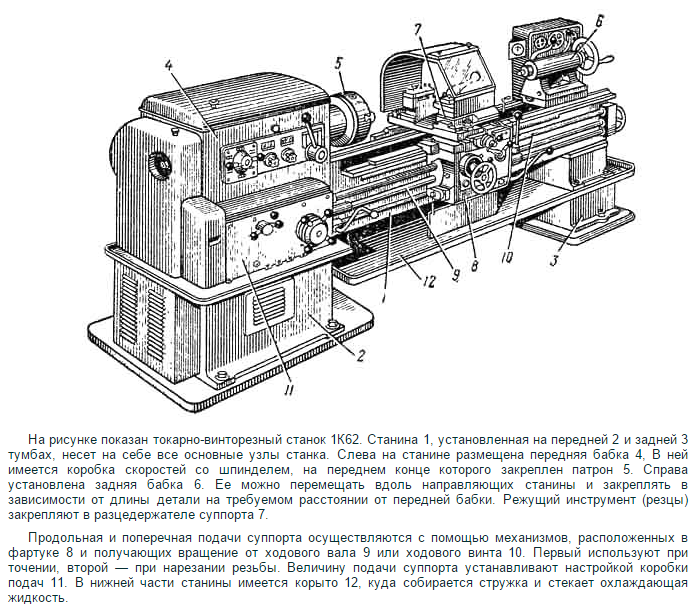
Статистика утверждает, что 60% всех металлических изделий, деталей и автономных приспособлений, неминуемо проходят стадию обработки на токарных станках. Самый простой токарный станок способен выполнять массу операций на наружных и внутренних поверхностях металлических заготовок, превращая их в готовую деталь с высокой степенью точность. С основами устройства токарных станков по металлу мы сегодня вкратце познакомимся.
Содержание:
- Устройство токарного станка, 6 класс
- Архитектура токарно-винторезного станка по металлу
- Характеристики токарного станка
- Как выбрать токарный станок по металлу
Устройство токарного станка, 6 класс
Основы обработки металлов резанием при помощи механических станков, механическую обработку металлов, каждый изучал еще в школе, правда на минимальном уровне, но все же знаний хватало для того, чтобы производить элементарные операции на простейших токарно-винторезных станках. Устройство токарного станка по металлу — не география, технологические аспекты постоянно совершенствуются, год от года растут требования к станкам и возможности агрегатов.
Устройство токарного станка по металлу — не география, технологические аспекты постоянно совершенствуются, год от года растут требования к станкам и возможности агрегатов.
Поэтому эти знания очень быстро устаревают. К примеру, токарно-револьверный станок с ЧПУ еще лет 20-30 назад был неизведанным механизмом, пришедшим из секретных лабораторий. Сегодня же практически каждый желающий может установит у себя дома любой токарно-винторезный станок самых разных размеров и самых разных конфигураций. Тем не менее, основные узлы и агрегаты остались неизменными, в чем мы сегодня убедимся.
Архитектура токарно-винторезного станка по металлу
Несмотря на то, что первые токарные станки, которые появились в конце 18 века, это были вполне самодостаточные устройства, которые позволяли и обрабатывать металлы на довольно высоком технологическом уровне, нарезать резьбу и выполнять более сложную работу. Первый из них появился в 1794 году и это уже было устройство, практически идентичное тем простым токарно-винторезным станкам, которыми мы пользуемся сегодня.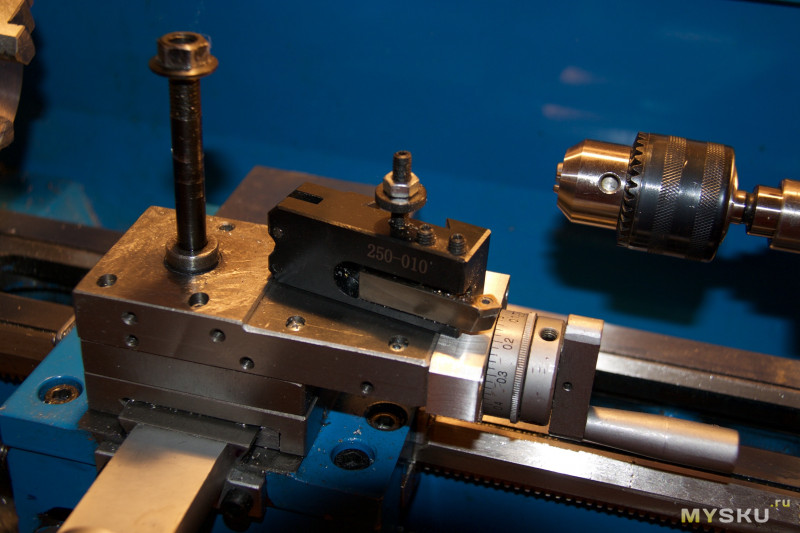
Основными узлами и элементами токарного станка металлу были и остаются:
- Станина. Основа любого металлорежущего и деревообрабатывающего оборудования. От того, насколько прочная и насколько точно изготовлена станина, зависит качество детали и функциональность устройства. Станина токарного станка должна быть максимально тяжелой, чтобы предотвращать вибрации, смещения, искривления траектории движения режущего инструмента. Масса станины должна быть такой, чтобы поглотить любые вибрации, возникающие по ходу работы на устройстве, а ее конструкция — максимально жесткой, прочной и долговечной.
- Шпиндельная бабка передняя. Основное предназначения шпиндельной бабки — фиксация и обеспечение вращения обрабатываемой детали. Тем не менее, многие станки сконструированы таким образом, что шпиндельная бабка может соединять в себе и коробку передач токарного станка, и устройство подачи обрабатывающей головки или суппорта. Как правило, передняя бабка выполнена в мощном корпусе, который жестко крепится к станине.

- Задняя бабка. Это устройство обеспечивает крепление вращающейся детали соосно шпинделю и должно удерживать деталь в заданных координатах, а при необходимости осуществлять подачу дополнительного оборудования, в зависимости от модификации и типа станка.
- Суппорт. Это один из самых главных узлов токарного станка, независимо от его предназначения и характеристик. Суппорт выполняет важнейшую функцию — он прочно удерживает и подает режущий инструмент в направлении обрабатываемой детали. Суппорт может быть полностью управляемый автоматикой, а может быть ручным. В зависимости от технического решения суппорта, функции токарного станка могут быть совершенно разными. Суппорт может подавать режущий инструмент в нескольких плоскостях сразу, что делает его незаменимым в изготовлении самых сложных деталей.
Вкратце, так выглядит архитектурная схема токарно-винторезного станка по металлу.
Характеристики токарного станка
Основные характеристики токарного станка по металлу должны обеспечить максимально возможное количество функций по обработке металла, при этом станок должен обрабатывать деталь самых разных размеров.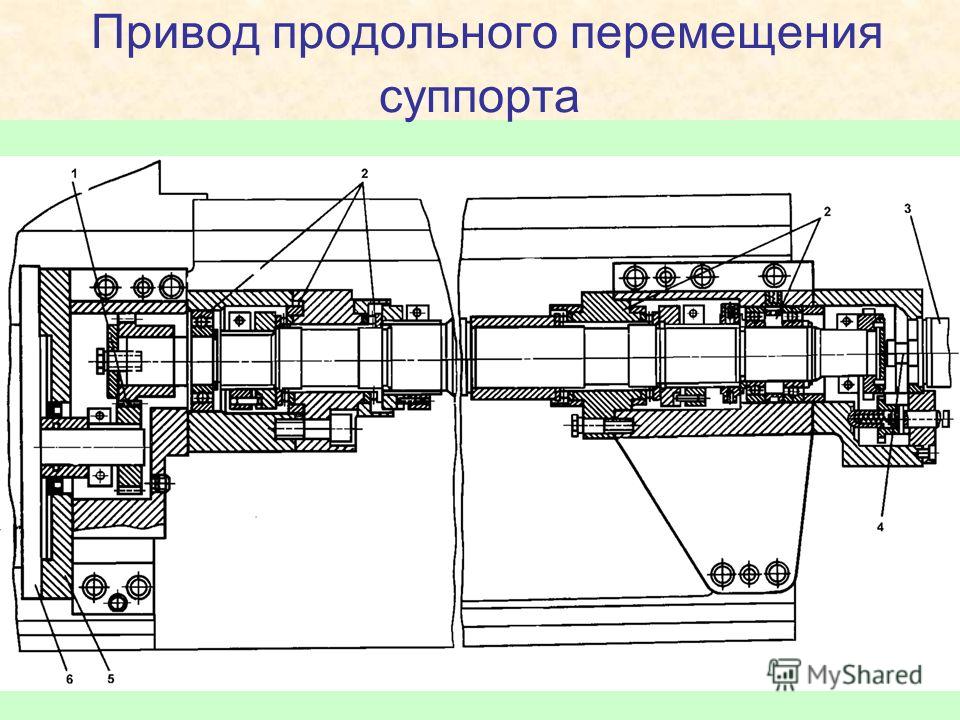 В основном, станок по обработке металлов характеризуют такие показатели:
В основном, станок по обработке металлов характеризуют такие показатели:
- диаметр обрабатываемой детали;
- длина обрабатываемой детали, обозначающаяся расстоянием между центрами задней и передней бабки;
- максимально возможный диаметр обработки детали, а этот показатель зависит от конструкции суппорта.
Как выбрать токарный станок по металлу
Функциональность металлорежущего оборудования практически ничем не ограничена. При необходимости можно купить и токарно-фрезерный станок, и токарно-револьверный с устройством копировальным и программным управлением. Все зависит от потребности а конкретных деталях и и классе их точности.
Как правило, для домашнего использования покупают или собирают своими руками несложные токарные станки, позволяющие выполнять простейшие, но необходимые операции — проточку валов, изготовление шкивов и конусов, изготовление фасонных деталей, сверление и элементарные фрезеровочные работы. Каждый станок подбирается максимально под потребности, тогда он будет работать в оптимальном нагрузочном режиме и прослужит долго и надежно.
Читайте также Твердотельное реле – принцип работы, Электрорубанки, рейтинг по качеству
основные узлы и назначение, фото, видео
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
Общий вид токарного станка по металлу
Основными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.
Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Содержание
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.
Станина
Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.
Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.
С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.
Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
- Гитара сменных шестерен токарного станка Optimum
- Гитара советского токарного станка по металлу
- Техническое обслуживание
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.
Шпиндель
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.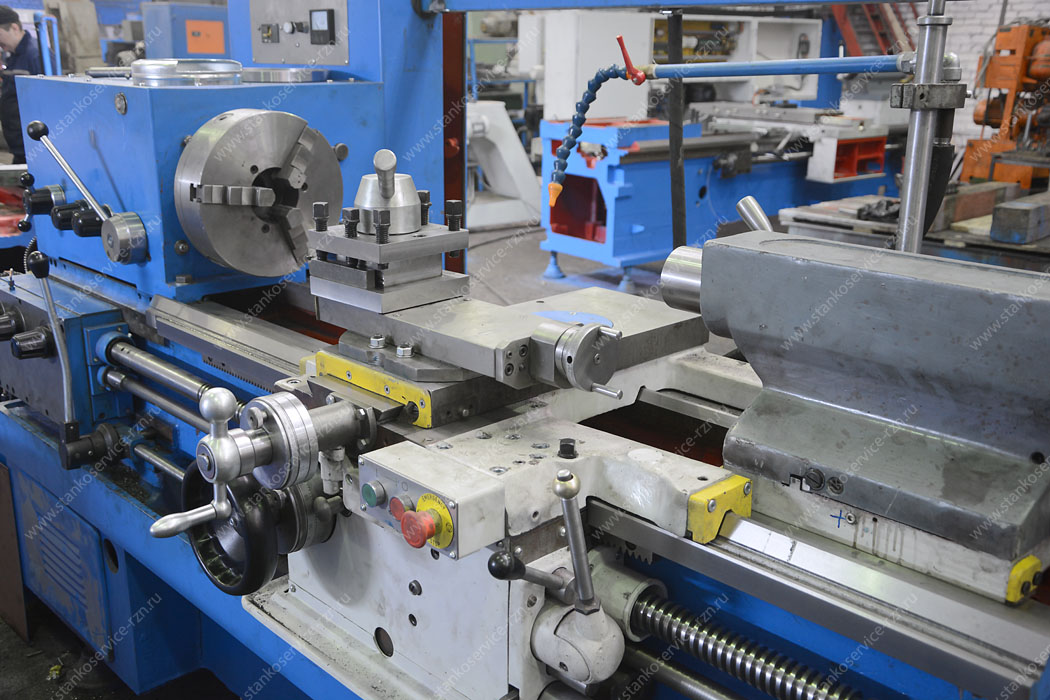
Суппорт
При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.
Поперечные салазки
Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.
Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.
Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.
Задняя бабка
Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Запчасти для токарно-винторезных станков 16К20, 1К62, 1М65 и др.
Запчасти и узлы в сборе для станков токарно-винторезных 16К20, 1М63, 1К62, 1В62Г, 1М65, 1К62Д, 16Д20 и ряда других.

Естественный износ деталей токарного станка является основной причиной его выхода из строя ❌. При эксплуатации токарного оборудования детали и узлы подвергаются механическому, тепловому и эрозионному воздействию – в первую очередь это относится к движущим элементам. В результате износа возникают люфты, вибрации, разбалансировка разных узлов и нарушение ⛔ геометрии.
При несвоевременном обслуживании металлообрабатывающего станка, работе оборудования в запылённом помещении, при перепадах температуры и нестабильной электроэнергии, скорость износа деталей возрастает. Поэтому возникает необходимость в проведении ремонта токарного станка, в чем мы сможем Вам помочь.
Основные узлы токарного станка
Для станков токарно-винторезной группы основными элементами конструкции являются следующие узлы:
- ✅ Станина – прочная, литая, неподвижная часть, на которую крепятся остальные узлы. Станина обеспечивает жёсткость всей конструкции и поглощает возникающие вибрации при обработке заготовки.

- ✅ Шпиндельная (передняя) бабка или коробка скоростей, обеспечивающая главное движение станка – вращение шпинделя и изменение скорости. Точность станка во многом определяется шпинделем.
- ✅ Механизм подачи – узел, отвечающий за передачу движения резцу, закреплённому на суппорте, переключение скорости вращения ходового вала и ходового винта.
- ✅ Суппорт – узел для крепления резца и передачи ему движения для обработки заготовки,
- ✅ Фартук – механизм для преобразования вращательного движения ходового вала и винта в поступательное перемещение суппорта,
- ✅ Задняя бабка – узел для упора и поддержания вращающейся заготовки.
Привод осуществляется от электродвигателя через клиноременную передачу, все станки оснащаются системой смазки.
Своевременный ремонт станка
На крупных металлообрабатывающих предприятиях, где станочный парк может исчисляться десятками станков, отслеживание изношенности и своевременный заказ запчастей для токарных и иных станков по металлу является серьёзной задачей. Эксперты предприятия проводят осмотр и технический анализ станка, где результатам этой работы определяется степень износа. Так, эксплуатировавшийся станок с небольшими дефектами на корпусе (царапины, вмятины, потёртости), признается изношенным на 20-30%, а оборудование, где не требуется значительного ремонта (замена подшипников, вкладышей и т.п.) – изношен на 50-60%.
Эксперты предприятия проводят осмотр и технический анализ станка, где результатам этой работы определяется степень износа. Так, эксплуатировавшийся станок с небольшими дефектами на корпусе (царапины, вмятины, потёртости), признается изношенным на 20-30%, а оборудование, где не требуется значительного ремонта (замена подшипников, вкладышей и т.п.) – изношен на 50-60%.
Чтобы сохранить работоспособность станков и не тратить средства предприятия на закупку нового оборудования выполняют текущий ремонт. Текущий ремонт заключается в замене и восстановлении части наиболее изношенных деталей и регулировке механизмов для обеспечения нормального функционирования станка.
Проведение более серьёзного, планового ремонта зависит от расчётного срока эксплуатации токарного станка. Этот вид работ включает операции текущего ремонта и дополнительные действия специалистов по восстановлению характеристик станка: точности обработки детали, мощности и производительности.
К простым ремонтным работам можно отнести регулировку координат, замену сальников, уплотнителей и подшипников. К более серьёзным – восстановление функционирования отдельных узлов, замену винтовых пар, ходового вала, приводов. Самым сложным ремонтом является восстановление геометрии станины, ремонт передней бабки, коробки скоростей, фартука, устранение ошибок позиционирования приводов подач в станках с ЧПУ.
К более серьёзным – восстановление функционирования отдельных узлов, замену винтовых пар, ходового вала, приводов. Самым сложным ремонтом является восстановление геометрии станины, ремонт передней бабки, коробки скоростей, фартука, устранение ошибок позиционирования приводов подач в станках с ЧПУ.
Обслуживание и поддержка характеристик токарного станка требуют наличия комплектующих хорошего качества и, желательно, недорогих, т.к. любой ремонт – это затраты, которые влияют на прибыль.
Решить эту задачу поможет наше производственное предприятие.
Преимущества нашего завода
Наша компания является профильным предприятием, выпускающим станочное оборудование: оснастку, детали и отдельные узлы для станков токарно-винторезной, фрезерной, сверлильной групп, и другого металлообрабатывающего оборудования.
Мы гарантируем:
- Высокое качество изготовления деталей, их производственный контроль, соответствие стандартам ГОСТ и требованиям по точности.
 Товар отгружается с комплектом технической документации.
Товар отгружается с комплектом технической документации. - На все узлы и детали распространяется заводская гарантия.
- Быструю отправку заказа. Мы понимаем, что простой металлообрабатывающего станка снижает эффективность предприятия.
- Если детали нет на складе, мы можем её изготовить по чертежам заказчика.
- Отгрузка заказа до терминала транспортной компании нашего города выполняется бесплатно.
Можно приобрести узел целиком или заказать отдельные запчасти для токарных станков. – наиболее востребованные детали всегда ❗ есть на складе.
По поводу сотрудничества, технической консультации и покупки запчастей на токарный станок необходимо связаться со специалистами отдела продаж.
Токарный станок по металлу – основные виды, как правильно выбрать, сделать своими руками и работать на устройстве?
В настоящее время даже в домашней мастерской требуется оборудование, на котором можно осуществлять разные работы с металлом. Распространенным устройством является токарный станок по металлу, с помощью которого можно проводить качественную обработку разных поверхностей заготовок.
Распространенным устройством является токарный станок по металлу, с помощью которого можно проводить качественную обработку разных поверхностей заготовок.
Что такое токарный станок по металлу?
Устройство представляет универсальный агрегат, с помощью которого вытачиваются детали, сверлятся и зенкеруются отверстия, создается резьба и выполняются другие операции. В последнее время помимо производства часто можно встретить токарный станок по металлу для дома. Это не дешевая покупка, поэтому перед окончательным решением нужно взвесить все «за» и «против», и точно понимать какое оборудование купить. С помощью подобных станков можно:
- вытачивать канавки;
- осуществлять рифление сетчатой матрицей;
- обрезать разные части изделий;
- проводить сверление;
- делать точение торцов;
- проводить обработку разных отверстий;
- выполнять резьбу с помощью плашки, резца и метчика;
- нарезать резьбу.
Устройство токарного станка по металлу
Подобное оборудование имеет практически одинаковую систему размещения узлов. Рассмотрим, из чего состоит токарный станок по металлу:
Рассмотрим, из чего состоит токарный станок по металлу:
- станина – на ней закрепляются все узлы и детали;
- ближняя бабка – внутри нее находится шпиндель;
- дальняя бабка с пинолью – подвижная часть, используемая для закрепления детали;
- суппорт – элемент, помогающий совершать резку движения;
- фартук – изменяет в поступательное движение в переданное;
- электромотор – наделен приводным ремнем;
- скоростная коробка – изменяет движение от суппорта к шпинделю.
Принцип работы токарного станка по металлу
Данное оборудование является незаменимым помощником не только на многих предприятиях и заводах, но и в домашних мастерских. Настольный токарный станок по металлу функционирует следующим образом:
- изделие крепят в патроне или среди его центров;
- нужное количество резцов устанавливают в специальном суппорте;
- инструмент для обработки врезают внутрь бабки расположенной сзади;
- обработка заготовок производится за счет сплетения нескольких движений;
- вращательные движения комбинируются с поступательными;
- благодаря этому производится обработка разных изделий.

Плюсы и минусы токарного станка по металлу
Для полного ознакомления с оборудованием нужно знать его положительные и отрицательные стороны. Токарный станок по металлу для гаража или производства наделен следующими достоинствами:
- Высокая чистота поверхности готовых изделий.
- Точность обработки.
- Возможность получения за один рабочий цикл готового сложного изделия.
- Стружка, полученная после обработки, может переплавиться и использоваться повторно.
- Оборудование помогает произвести крупногабаритные детали.
Токарный станок по металлу имеет следующие недостатки:
- Высокую стоимость.
- Дорогое обслуживание.
- Большие и тяжелые детали.
Виды токарного станка по металлу
Разделяется оборудование на следующие основные типы:
- Токарно-фрезерные. Универсальное оборудование, на котором можно выполнять обработку заготовок из разного металла, пластмассы и дерева. Домашний токарный станок по металлу используют для вырезания пазов, снятия фасок, создания отверстий и нарезания резьбы.

- Токарно-винторезные. Отличительная особенность – пиноль задней бабки может двигаться. Станки оснащены патроном для сверления отверстий. С их помощью можно нарезать разнообразную резьбу. Используют их в приборостроении и работе с разными металлами.
Помимо основных известны и другие виды токарных станков по металлу:
- Токарно-карусельные. Конструкция опирается на стойку, отлитую из чугуна, расположенную в вертикальном положении. Проводят обработку деталей большого размера и веса. Их можно дополнить специальным приспособлением для осуществления других работ.
- Токарно-револьверные. Один из новейших видов, созданных для изготовления сложных конструкций из заготовок. С помощью токарного станка по металлу создают изделия разного рода из прутка. Прибор имеет поворотную головку, которая повышает скорость и эффективность функционирования устройства.
Как выбрать токарный станок по металлу?
Приобретая подобное оборудование, рекомендуется обратить внимание на следующие критерии:
- Допустимый диаметр заготовок.
 Возможная длина определяется пространством между центрами. Все станки имеют ограничения по размеру.
Возможная длина определяется пространством между центрами. Все станки имеют ограничения по размеру. - Мощность двигателя. Зависит от объема и класса работ. Маленький токарный станок по металлу наделен мощностью – 700 Вт. Есть виды помощнее до 1,2 кВт.
- Управление скоростями движения шпинделя. Выбирают плавное или ступенчатое.
- Выходная точность обработки деталей. Чем выше показатель, тем больше денег придется выложить.
- Размер сквозного отверстия шпинделя. Диаметр детали должен соответствовать заготовке.
- Размеры оборудования. Мини токарный станок по металлу хорошо впишется в площадь домашней мастерской, но с его помощью нельзя обрабатывать большие заготовки.
Инструменты для токарного станка по металлу
Основной дополнительной частью являются резцы. Данные инструменты бывают следующими:
- проходные – обработка поверхностных плоскостей торцов;
- подрезные – заточка цилиндрических деталей;
- отрезные – удаление готовой детали от заготовки;
- фасонные и галтельные – точение фасонных поверхностей и закруглений;
- резьбовые – разделяются на наружные и внутренние;
- расточные – обработка внутренних поверхностей деталей;
- канавочные – точение углублений.

Помимо этого резцы для токарного станка по металлу разделяются на:
- цельные – из быстрорежущей стали;
- составные с пластин из твердого сплава – из углеродистой стали;
- вставные – пластина заменяется в случае износа.
Токарный станок по металлу своими руками
Собрать подобное оборудование сложно. Однако при наличии некоторых умений самодельный токарный станок по металлу собирается следующим образом:
- ближняя бабка со шпинделем прикрепленным к ходовой трубе;
- подбирается рама устройства;
- сверху располагается передняя бабка;
- устанавливается ходовая труба;
- вставляется дальняя бабка и планка для опоры;
- собирается суппорт;
- вставляется ходовая гайка и винт.
Окончание сборки производится путем окрашивания металлических деталей. После высыхания в обязательном порядке проводят крепление токарного станка по металлу на столе или верстаке. Шпиндель нужно обработать смазкой и консистентным составом. Может, высокую точность обработки получить на самодельном оборудовании не получиться, но элементарные вещи можно будет делать.
Может, высокую точность обработки получить на самодельном оборудовании не получиться, но элементарные вещи можно будет делать.
Как работать на токарном станке по металлу?
Инструкция зависит от типа и направления работ, однако общие правила можно сформулировать следующим образом:
- пройти курс работы на устройстве;
- работа на токарном станке по металлу невозможна без средств индивидуальной защиты;
- надежно использовать суппорт;
- начинать работу с самых простых операций и на низких скоростях;
- перед работой удостовериться, что сеть выдержит нагрузку.
Токарная обработка металла происходит следующим образом:
- Вставленные в шпиндель заготовки движутся вокруг оси.
- Точение осуществляется с помощью подвода резца. Это происходит благодаря поперечному усилию суппорта, в котором полностью закреплены резцы.
- Технология может быть разной: совмещение продольной и поперечной подачи или использования только одной из двух.

Изделия на токарном станке по металлу
С помощью оборудования производится эффективная обработка разных заготовок. Универсальный токарный станок по металлу помогает получить следующие изделия:
- кольца;
- зубчатые кольца;
- валы;
- гайки;
- шкивы;
- муфты;
- втулки.
Как выбрать токарный станок. Типы станков. Поставка в Санкт Петербург
Оглавление:
-
Автомат/Полуавтомат -
Револьверные токарные станки -
Лоботокарные станки -
Токарные станки многорезцовые -
Токарные станки специализированные -
Токарно-затыловочные станки -
Токарно-винторезные станки -
Карусельные токарные станки
Типы токарных станков
-
Параметры изготавливаемых деталей -
РМЦ станка -
Высота центров -
Тип станины
Выбираем станок
-
Токарные станки с ЧПУ с прямой станиной -
Токарные станки с ЧПУ с наклонной станиной -
Токарно-фрезерные обрабатывающие центра
Типы станков с ЧПУ(числовым программным управлением)
-
Токарный патрон -
Револьверная головка -
Задняя бабка -
Система ЧПУ -
Транспортер стружки -
Гидростанция, механизированный патрон и пиноль задней бабки -
Электромеханическая пиноль -
Барфидер -
Люнет -
Системы измерений -
Кабинетная защита и освещение рабочей зоны -
Система импульсной смазки -
Системы подачи СОЖ -
Система вытяжки масляного тумана
Комплектация и опции
-
Оснастка -
Режущий инструмент
Оснастка и режущий инструмент
Однозначный и неоспоримый факт, что токарные станки предназначены для механической обработки тел вращения. В каждом учебнике написано, что они позволяют обрабатывать цилиндрические, конические, сферические поверхности, нарезать различные виды резьбы, а также выполняют сверление, расточку, отрезание заготовки и подрезку торца.
В каждом учебнике написано, что они позволяют обрабатывать цилиндрические, конические, сферические поверхности, нарезать различные виды резьбы, а также выполняют сверление, расточку, отрезание заготовки и подрезку торца.
На современном этапе развития станкостроения все токарные станки можно разделить на два основных вида: универсальные станки и станки с ЧПУ.
Универсальные токарные станки — самая распространенная группа токарных станков. Основным достоинством универсальных станков является их невысокая стоимость, достигаемая простотой конструкции и возможностью производить несерийную обработку 1-2 детали. Все операции на универсальном станке токарь выполняет вручную, что достаточно часто сказывается на качестве и точности получаемой детали. Единственным способом повысить качество продукции, производимой на универсальном станке, и облегчить работы токаря является установка УЦИ (устройство цифровой индикации). В последние несколько лет пошла тенденция к подмене понятий: универсальными все чаще стали называть простые станки с ЧПУ, с прямой станиной.
Во второй половине 20 века на смену классическим универсальным станкам пришли токарные станки с ЧПУ. Все последнее десятилетие их доля неуклонно растет. Это обусловлено относительной простотой эксплуатации станков с ЧПУ при их широких технологических возможностях, а также уменьшением выпуска абитуриентов по специализации токарь. Нужно отметить и высокую степень автоматизации производства при их применении, что также объясняет их растущую долю в станочном парке современных металлообрабатывающих предприятий. Станки с ЧПУ выполняют обработку при помощи управляющей программы, что позволяет получать более точные и качественные детали при высокой производительности. В настоящее время универсальные станки уступают место станкам с ЧПУ, поскольку даже самый недорогой станок с ЧПУ превосходит аналогичный универсальный станок по всем показателям, при относительно невысокой стоимости. Да и невозможно представить использование противошпинделя, приводного инструмента или оси Y на станке с ручным управлением.
Тверской станкостроительный завод уже более 20 лет работает в сфере станкостроения и производит металлорежущие станки токарной группы. На текущий момент в рамках стратегии развития предприятия мы выбрали производство именно токарных станков с ЧПУ и токарных обрабатывающих центров (токарно-фрезерных станков), как наиболее перспективных в машиностроении.
С чего начать подбор станка? Типы токарных станков.
В начале любого дела лежит идея. Когда вы только задумались о необходимости приобретения станка, нужно ответить на вопрос – что я планирую на нем изготавливать? Или, имея потенциальный заказ, надо понять, на каком оборудовании и за какой срок его можно выполнить. От этого зависят самые основные, базовые параметры станка. Еще в советское время в зависимости от применения среди токарных станков по металлу (группа 1) выделили несколько типов.
Автомат/Полуавтомат (тип 0-2)
В определенном смысле — предшественники станков с ЧПУ. Токарные копировальные полуавтоматы используются для обработки деталей сложной формы. Заготовки на таких станках обрабатывают одним или несколькими резцами. При обработке резцы могут перемещаться в продольном и поперечном направлениях в соответствии с профилем копира или эталонной детали. На текущий момент копировальное устройство заменила система управления. Добавились возможность обработки в нескольких шпинделях, большое количество используемых приводных и статичных инструментов, податчики прутка и ловители деталей.
Токарные копировальные полуавтоматы используются для обработки деталей сложной формы. Заготовки на таких станках обрабатывают одним или несколькими резцами. При обработке резцы могут перемещаться в продольном и поперечном направлениях в соответствии с профилем копира или эталонной детали. На текущий момент копировальное устройство заменила система управления. Добавились возможность обработки в нескольких шпинделях, большое количество используемых приводных и статичных инструментов, податчики прутка и ловители деталей.
Токарные автоматы целесообразно использовать в крупносерийном и массовом производстве деталей небольшого размера. Время на переналадку зачастую кратно превышает время выпуска одной детали.
Револьверные токарные станки (тип 3)
Рассчитаны на обработку деталей серийно из штучных заготовок или пруткового материала. Свое название данная группа станков получила благодаря применению револьверной головки, предназначенной для установки режущего инструмента. Она устанавливается на суппорт, который, в свою очередь, установлен на направляющие станины. Инструменты располагаются в определенной последовательности в зависимости от технологической карты обработки конкретной детали. Револьверные головки могут быть с вертикальной или горизонтальной осью вращения.
Она устанавливается на суппорт, который, в свою очередь, установлен на направляющие станины. Инструменты располагаются в определенной последовательности в зависимости от технологической карты обработки конкретной детали. Револьверные головки могут быть с вертикальной или горизонтальной осью вращения.
На текущий момент практически полностью заменены токарными автоматами или токарными станками с ЧПУ
Лоботокарные станки (тип 5)
Применяют для обработки заготовок, диаметр которых намного превышает их высоту (шкивы, железнодорожные колеса, маховики). Поверхность обработки может быть как цилиндрической, так и конической. Есть возможность протачивать канавки, обрабатывать торцы.
Планшайба, диаметром до 4 метров, расположена вертикально, задняя бабка отсутствует. Станки для обработки особо крупных деталей состоят из двух частей, расположенных на разных основаниях: суппорт расположен обособленно. Планшайба у них имеет специальную выемку для закрепления заготовок с размерами, превышающими ее диаметр.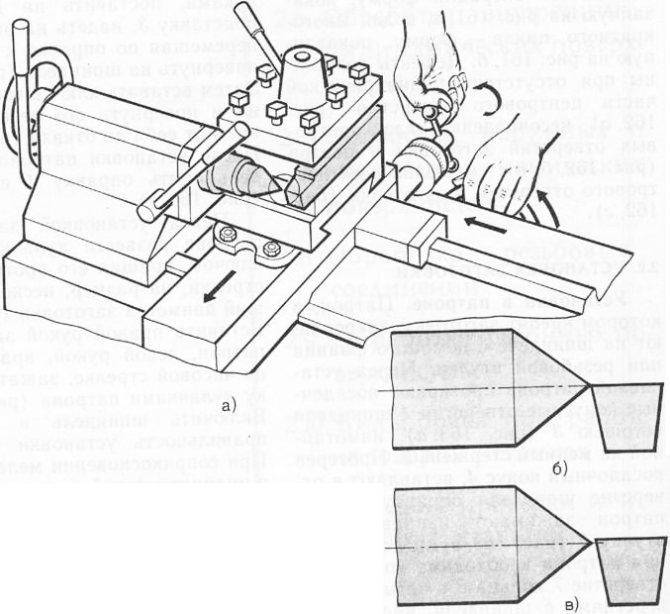
Токарные многорезцовые станки (тип 6)
В отношении этой группы зачастую происходит подмена понятий: часто весь тип станков называют по самому распространенному виду станков — токарно-винторезному.
Станки этой группы являются самыми распространенными и широко применяемыми. Они используются в основном в единичном и мелкосерийном производстве. Предназначены для выполнения всех основных токарных работ, включая нарезание резьб резцом. Ось вращения детали расположена горизонтально. Принцип работы, конструкция и элементы станков практически однотипны. Среди советских токарно-винторезных станков наиболее известен 1А62 производства завода «Красный пролетарий». На некоторых заводах еще работают «трофейные» экспонаты из Германии, и часто возраст токаря близок к возрасту станка.
Токарные станки специализированные (тип 7)
предназначены для выполнения специфичных операций, чаще в рамках производственной линии.
Токарно-затыловочные станки
Интересны только студентам и предпенсионным преподавателям. Более подробно можно почитать на других ресурсах
Карусельные токарные станки (тип 9)
используются для токарной обработки тяжелых заготовок большого диаметра и относительно небольшой высоты. Ось вращения детали расположена вертикально, что позволяет выполнить обработку деталей диаметром до 20 метров и весом заготовки аж до 560 тонн. Данные станки способны выполнять точение и растачивание цилиндрических и конических поверхностей, подрезать торцы, прорезать канавки.
Основным узлом карусельного станка является планшайба с вертикальной осью, на которую устанавливается заготовка. В зависимости от диаметра планшайбы карусельные станки бывают одностоечные или двухстоечные. На стойках располагаются суппорта, с резцедержками и режущим инструментом для обработки деталей.
Классическим примером токарно-карусельного станка можно считать станок 1510 производства «Краснодарского станкостроительного завода Седин».
Соединяя номер группы токарных станков — 1 и тип станка, например 6, получаем маркировку станка по классификации ЭНИМС. Буква может обозначать модификацию или производителя станка. То есть 16 – это токарный многорезцовый станок. Следующие по порядку цифры будут обозначать типоразмер заготовки, а именно ее максимальный диаметр обработки над станиной.
Тип станка следует выбирать исходя из производственных задач (размера и веса заготовки и готовой детали, материала заготовки, технологической сложности и выпускаемого количества за период времени).
Даже для изготовления штучных деталей целесообразно приобрести станок с ЧПУ, для серийного производства – этот вопрос даже не обсуждается. Особняком стоит ситуация, когда станок выступает частью производственной линии. Такой станок от серийного будет отличать механизированный патрон, возможно применяемая револьверная головка и оснастка, а также возможность управления и контроля защитными дверями – для подачи заготовок и удаления из зоны обработки частично (если дообработка будет сделана на другом станке) или полностью обработанной детали. В последнее время при такой технологической схеме станкостроители закладывают возможность подключения роботизированной ячейки к серийному станку.
В последнее время при такой технологической схеме станкостроители закладывают возможность подключения роботизированной ячейки к серийному станку.
Выбираем станок
Если еще на этапе бизнес-плана вы понимаете, что вам необходим станок для серийного производства, для производства деталей достаточно высокой точности и с минимальным участием человека, то ваш первоочередной выбор должен быть сделан в пользу станка с ЧПУ.
Параметры изготавливаемых деталей
Далее необходимо определиться с размером этих деталей. Длина заготовки задает основной параметр станка – расстояние между центрами (РМЦ станка). Это расстояние равно наибольшей длине детали, которая может быть установлена на данном станке при смещении задней бабки в крайнее правое положение (без свешивания) и минимальным вылетом пиноли. При этом оказывать влияние на максимальные размеры обработки на конкретном станке может изменение количества инструментов в револьверной головке (4, 8, 12), изменение диаметра патрона или типа установленных кулачков, применение люнетов и тип вращающегося центра. Поэтому данный параметр всегда стоит выбирать с запасом, с расчетом на нестандартные заказы, либо на развитие вашего производства.
Поэтому данный параметр всегда стоит выбирать с запасом, с расчетом на нестандартные заказы, либо на развитие вашего производства.
Но стоит помнить, что с увеличением РМЦ растут и габариты станка, требуя больше производственных площадей. Чем больше РМЦ, тем больше должна быть масса и габариты станины, чтобы эффективно бороться с деформациями и вибрациями при обработке. Т.е. иногда экономически выгоднее оказывается некоторые габаритные заказы отдавать «на сторону», выигрывая в занимаемой станком площади и экономя некоторую сумму от покупки станка с минимальным РМЦ в модельном ряду.
Вторым по значимости параметром является высота центров. Этот параметр определяет максимальный диаметр обработки и показывает величину диаметра заготовки, которую можно провернуть над станиной и произвести обработку резцом с минимальным вылетом, закрепленным в стандартную оправку. Тут стоит учитывать, что на изменение наибольшего диаметра оказывает влияние количество инструментов в револьверной головке (8 или 12 позиций), параметры державки инструмента и диаметр установленного патрона. В таблице параметров каждого станка указываются максимальный ди
В таблице параметров каждого станка указываются максимальный ди
Все токарные станки по высоте центров могут быть разделены на три группы:
-
Малые станки – высота центров до 150 мм (РМЦ не более 750 мм) – ниша токарных автоматов -
Средние станки – высота центров 150-300 мм (РМЦ – 750, 1000, 1500 мм), например, ТС16, ТС20, ТС25, ТС1720 -
Крупные станки – высота центров свыше 300 мм (РМЦ свыше 1500 мм)- ТС1640 и ТС1730
Третьим основным параметром станка будет тип станины. В современном токарном оборудовании можно выделить три основных вида:
-
Токарные станки с ЧПУ с прямой станиной -
Токарные станки с ЧПУ с наклонной станиной -
Токарные обрабатывающие центры
Токарные станки с прямой станиной являются самыми распространенными, поскольку объединяют в себе достойное качество, производительность и долгий срок службы по доступной цене. Прямая станина позволяет выпускать токарные станки с максимальным диапазоном РМЦ и высотой центров. Такие модели лучшим образом подойдут для обработки деталей относительно большого диаметра и длинных деталей типа вал. В модельном ряду токарных станков ЧПУ Тверского станкостроительного завода по такому принципу реализован ТС1640Ф3/4000 с РМЦ 4000 мм и максимальным диаметром обработки 800 мм.
Прямая станина позволяет выпускать токарные станки с максимальным диапазоном РМЦ и высотой центров. Такие модели лучшим образом подойдут для обработки деталей относительно большого диаметра и длинных деталей типа вал. В модельном ряду токарных станков ЧПУ Тверского станкостроительного завода по такому принципу реализован ТС1640Ф3/4000 с РМЦ 4000 мм и максимальным диаметром обработки 800 мм.
Токарные станки с наклонной станиной имеют более высокую жесткость, скорость перемещений и вращения заготовки, шпиндель приводится в движение серводвигателем, стружка из зоны резания удаляется максимально быстро и просто (падает под собственным весом, попадает в стружкосборник и далее в тележку). Они ориентированы на средне- и крупносерийное производство деталей. При наличии устройства подачи прутка производство становится практически полностью автоматизированным. В линейке Тверского станкостроительного завода эта группа станков представлена моделью ТС1720Ф3.
Токарно-фрезерные обрабатывающие центры – это высокотехнологичное оборудование, которое смело можно отнести к последним достижениям станкостроения.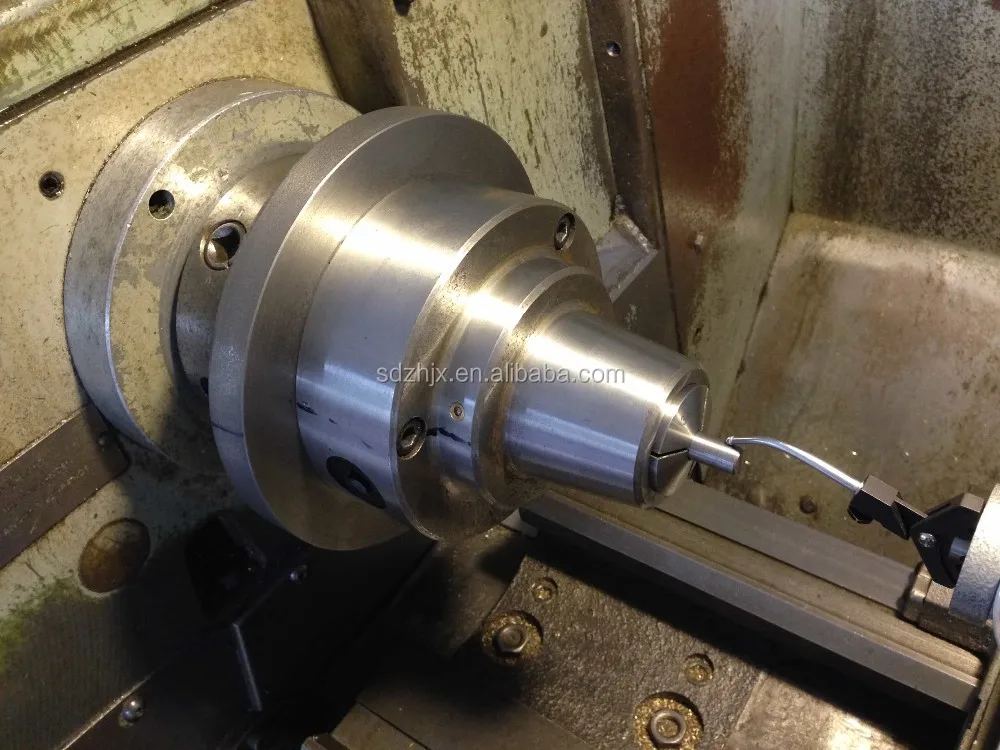 Они обладают всеми преимуществами станков с наклонной станиной и при этом способны выполнять как токарную, так и фрезерную обработку при помощи приводного инструмента. Возможный функционал станка может включать противошпиндель и ось Y. Таким станкам характерны высокие показатели точности и производительности, а также минимальное участие оператора в работе, что легко позволяет организовывать многостаночное обслуживание. Его покупка целесообразна в случае серийного производства простых и сложных изделий, требующих выполнения максимально возможного количества токарно-фрезерных операций за один установ. ТС1720Ф4, ТС1730Ф4 демонстрируют наше решение для токарного обрабатывающего центра.
Они обладают всеми преимуществами станков с наклонной станиной и при этом способны выполнять как токарную, так и фрезерную обработку при помощи приводного инструмента. Возможный функционал станка может включать противошпиндель и ось Y. Таким станкам характерны высокие показатели точности и производительности, а также минимальное участие оператора в работе, что легко позволяет организовывать многостаночное обслуживание. Его покупка целесообразна в случае серийного производства простых и сложных изделий, требующих выполнения максимально возможного количества токарно-фрезерных операций за один установ. ТС1720Ф4, ТС1730Ф4 демонстрируют наше решение для токарного обрабатывающего центра.
Выгода в деталях
Станки имеют весьма разнообразный набор комплектующих, которые в зависимости от особенностей модели и его РМЦ могут быть как в базовой комплектации, так и опцией. Для более эффективного решения производственных задач, и, как следствие, для быстрой окупаемости важно предусмотреть все необходтмые опции и не переплатить за излишние оснащение..jpg) Правильно будет постараться учесть по максимуму возможности потенциального развития вашего предприятия, так как часть опций невозможно установить на территории заказчика. Рассмотрим их подробнее.
Правильно будет постараться учесть по максимуму возможности потенциального развития вашего предприятия, так как часть опций невозможно установить на территории заказчика. Рассмотрим их подробнее.
Токарный патрон
Для закрепления заготовки на шпиндель устанавливают зажимное устройство – токарный патрон. Патрон необходим для проведения практически всех токарных операций и входит в обязательный комплект поставки. Токарные патроны бывают механическими и механизированными.
Наиболее распространенный класс патронов — механические, зажим заготовки в патроне производится в ручную, например за счет перемещения кулачков ключом. Патроны разделяются на кулачковые, поводковые и цанговые. Первая группа делится на самоцентрирующиеся (обычно с 3 кулачками) и несамоцентрирующиеся (количество кулачков может быть 2, 4 или 6). Шестикулачковые патроны используются реже всего.
К механизированным патронам относят пневматические, гидравлические, электрические. Все эти модели направлены на автоматизацию процесса зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра. Электрические патроны не получили широкого распространения из-за своей не очень высокой надежности, величины усилия зажима и ограничений по скорости вращения шпинделя.
Кроме того, патроны бывают сквозные и закрытые. Патроны сквозного типа могут пропускать через себя заготовку, что позволяет использовать автоматический податчик прутка (барфидер). Тверской станкостроительный завод устанавливает только сквозные патроны, так как удобство эксплуатации перекрывает небольшую разницу в цене.
Необходимо обратить внимание, что диаметр отверстия в шпинделе с механическим патроном – всегда больше отверстия в гидравлическом патроне. Это обусловлено применением тяги, с помощью которой осуществляется передача усилия от цилиндра зажима/разжима для перемещения кулачков.
Тип и размер патрона выбирают в зависимости от формы заготовки. Определяя диаметр устанавливаемого патрона, стоит помнить, что он оказывает влияние и на возможный диаметр заготовки, и на удобство ее закрепления. Кроме ограничения по максимальному диаметру — существует и минимальный диаметр, зажимаемый в стандартных кулачках патрона. Надо учитывать, что чем больше диаметр патрона — тем большего диаметра будет минимальный зажимаемый диаметр. Данные ограничения можно частично устранить использованием специализированных кулачков.
В базовой комплектации станки с прямой станиной Тверского станкостроительного завода комплектуются токарным трехкулачковым самоцентрирующимся патроном, изготовленным из стали. В отношении формы зажимаемой заготовки он является практически универсальным, требует минимальной переналадки при смене диаметра заготовки. Сменные кулачки позволяют зажимать различные вариации заготовок. Материал патрона и кулачков, при своевременном техническом обслуживании, длительное время обеспечивает точность крепления обрабатываемых заготовок.
В отношении формы зажимаемой заготовки он является практически универсальным, требует минимальной переналадки при смене диаметра заготовки. Сменные кулачки позволяют зажимать различные вариации заготовок. Материал патрона и кулачков, при своевременном техническом обслуживании, длительное время обеспечивает точность крепления обрабатываемых заготовок.
Структуру, основные узллы токарного патрона можно детально рассмотреть в видеоролике
Револьверная головка
Одним из ключевых значений, влияющим на функциональные возможности станков с ЧПУ, является тип применяемой револьверной головки.
Револьверная головка служит для крепления оправок резцов и может одновременно вмещать 6, 8, 12, реже больше инструментов. Устанавливать в каждую позицию можно резцы, сверла, метчики, приводной инструмент и т. д. Увеличение количества мест для крепления инструмента с одной стороны позволяет производить многоинструментальную обработку, но с другой, зачастую, приводит к уменьшению сечения оправки. В большинстве случаев конструкция головки и осей подач позволяет обрабатывать деталь в осевом и радиальном направлении к оси заготовки.
д. Увеличение количества мест для крепления инструмента с одной стороны позволяет производить многоинструментальную обработку, но с другой, зачастую, приводит к уменьшению сечения оправки. В большинстве случаев конструкция головки и осей подач позволяет обрабатывать деталь в осевом и радиальном направлении к оси заготовки.
Токарные револьверные головки различаются системами крепления инструмента. Самый простой способ – это при помощи клинового блока. Наиболее распространены системы VDI и BMT. Каждая из них имеет свои преимущества. Принято считать, что BMT лучше в жесткости крепления блока к револьверной голове за счет закрепления 4-мя болтами, а при системе VDI смена инструмента проще и значительно быстрее.
При подборе головки нужно помнить, что она производит смену установленных инструментов и их перемещение по программе, что позволяет производить необходимые технологические операции без переустановки заготовки. Поэтому важно, чтобы она делала это за минимальное время, то есть по кратчайшему расстоянию. Это в значительной мере снижает общее время обработки и повышает производительность.
Это в значительной мере снижает общее время обработки и повышает производительность.
После скорости смены активного инструмента, также важным является возможность подачи СОЖ с индивидуальной регулировкой под каждый вылет режущего инструмента. Это обеспечит лучшее теплоотводение и качественный отвод стружки.
В гнезда револьверной головки, в свою очередь, могут вставляться оправки и приспособления для выполнения конкретных операций на детали. Оправки – для неподвижного (статичного инструмента) и для вращающегося.
-
Фрезерная приводная головка – осевая, угловая и с регулируемым углом -
Резьбонарезная головка -
Вихревая головка -
Накатная головка -
Многорезцовая, т.е. в одной позиции может находиться 2 гнезда под инструмент
Отдельное внимание уделим револьверной головке с приводным инструментом. Именно она и делает токарный станок с ЧПУ токарно-фрезерным обрабатывающим центром. Ее конструкция предполагает наличие собственного двигателя для приведения в движение в устанавливаемых приводных блоках специализированного инструмента (сверла, метчики, фрезы). Приводная головка позволяет использовать вращающийся инструмент в радиальном и аксиальном направлении. При этом стоит обратить особое внимание, чтобы при установке в позиции инструменты и оправки не мешали друг другу и не возникало возможности столкновения с узлами станка или деталью. Замена оправок осуществляется вручную. Для осуществления полноценных операций фрезерования, сверления и нарезания резьбы важно наличие высокоточного датчика контроля положения, который реализует так называемую ось С. Он осуществляет позиционирование шпинделя на заданный в программе угол с высокой дискретностью в обоих направлениях и обеспечивает отсутствие влияния люфтов кинематики на точность позиционирования.
Ее конструкция предполагает наличие собственного двигателя для приведения в движение в устанавливаемых приводных блоках специализированного инструмента (сверла, метчики, фрезы). Приводная головка позволяет использовать вращающийся инструмент в радиальном и аксиальном направлении. При этом стоит обратить особое внимание, чтобы при установке в позиции инструменты и оправки не мешали друг другу и не возникало возможности столкновения с узлами станка или деталью. Замена оправок осуществляется вручную. Для осуществления полноценных операций фрезерования, сверления и нарезания резьбы важно наличие высокоточного датчика контроля положения, который реализует так называемую ось С. Он осуществляет позиционирование шпинделя на заданный в программе угол с высокой дискретностью в обоих направлениях и обеспечивает отсутствие влияния люфтов кинематики на точность позиционирования.
Свои токарные станки в базовой комплектации мы оснащаем револьверными головками с непосредственным креплением прямоугольных резцов в диск (например, в ТС16А16Ф3, ТС16К20Ф3, ТС1640Ф3), 8 и 12 позиционными головками под крепление оправок VDI40 и VDI30 соответственно (в станках ТС1625Ф3, ТС1720Ф3) и 12 позиционной револьверной головкой с возможностью применения приводного инструмента (на токарный обрабатывающий центр ТС1720Ф4). Опционально, под нужды заказчика, возможна установка револьверной головки VDI50 на 8 позиций на ТС1640Ф3.
Опционально, под нужды заказчика, возможна установка револьверной головки VDI50 на 8 позиций на ТС1640Ф3.
Подробнее о других разновидностях РГ можно прочитать в отдельной статье
Задняя бабка
Задняя бабка токарного станка с ЧПУ — это узел, который служит для фиксации обрабатываемой заготовки при помощи упорного или вращающегося центра и, по сути, является второй опорой для вращающейся заготовки. Зачастую ее применяют при обработке длинной и тяжелой детали, поджимая заготовку со второй стороны, создавая усиленную ось вращения и уменьшая возможные отклонения от оси вращения.
Для этого в конструкции упорной бабки есть пиноль. В ее левом торце имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента. Пиноль может выдвигаться и отводиться перемещением маховика, то есть ручным способом, или с помощью гидравлического или электромеханического устройства выдвижения.
Сама задняя бабка станка чаще всего перемещается также вручную оператором. На некоторых моделях станков она может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима. В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W).
На некоторых моделях станков она может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима. В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W).
На некоторых моделях токарных обрабатывающих центров с наклонной станиной возможна замена пиноли на противошпиндель.
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
Система ЧПУ
Система числового программного управления — это центральный элемент управления станка. По мере развития на рынке комплектующих выявились несколько наиболее распространенных систем ЧПУ, которые, в комплекте с моторами и приводами подач, можно устанавливать на металлообрабатывающие станки с ЧПУ. На российском рынке наибольшее распространение получили бренды Siemens, Fanuc, Балтсистем, Модмашсофт.
Основным отличием систем ЧПУ для рядового владельца станка с ЧПУ будет заключаться в умении оператора на нем работать. Легче учиться работать на популярных системах, их интерфейс, даже на разных моделях стоек ЧПУ, всегда будет знаком большему числу специалистов. Кроме того, распространенность и наличие документации этих систем упрощает их обслуживание: всегда найдется представительство или сервисный центр в вашем регионе или соседнем, чтобы оказать помощь.
Легче учиться работать на популярных системах, их интерфейс, даже на разных моделях стоек ЧПУ, всегда будет знаком большему числу специалистов. Кроме того, распространенность и наличие документации этих систем упрощает их обслуживание: всегда найдется представительство или сервисный центр в вашем регионе или соседнем, чтобы оказать помощь.
Выбор нашей компании сделан в пользу систем ЧПУ фирмы Siemens, этому есть множество причин.
К отличительным особенностям ЧПУ Siemens 828 отнесем:
-
Большой экран и несокращенная клавиатура, русифицированный дисплей -
панель управления выполнена в литом корпусе с износостойкой клавиатурой -
удобный процесс написания, проверки и визуализации процесса обработки на самой стойке, наличие постпроцессоров в большинстве CAM систем -
наличие возможности управления до 5 осей -
возможна работа с приводным инструментом -
интеллектуальное управление с AdvancedSurface -
поддержка графического и DIN программирования -
дополнительные циклы сименс (Shopturn, циклы измерения,. ..)
..)
Приятные мелочи.
Завершив выбор основных параметров, формирующих, как правило, базовую комплектацию, вы навряд ли получите станок, отвечающий всем вашим требованиям. Поэтому далее стоит подробно разобраться в возможностях опционального дооснащения.
Транспортер стружки
Данный компонент уверенно доказывает свою необходимость. Прежде всего, транспортер нужен, если производственный процесс сопряжен с большим съемом металла с заготовки и, как следствие, с большим объемом образующейся стружки. Оператору остается только вовремя освобождать от накопившейся стружки тележку и, при необходимости, удалять застрявшую стружку из зоны резания. Также стружкосборник становится естественным завершением процесса автоматизации производства. Если у вас на токарном участке несколько станков работает в безостановочном режиме, то его сможет обслуживать минимальное количество операторов.
Гидростанция, механизированный патрон и пиноль задней бабки
Самым трудоёмким процессом остаётся установка заготовки и удаление готовых деталей. Механизированный патрон и пиноль задней бабки значительно облегчат и ускорят работу оператора.
Механизированный патрон и пиноль задней бабки значительно облегчат и ускорят работу оператора.
В такой комплектации управление зажимом\разжимом кулачков гидравлического патрона и перемещение пиноли задней бабки может производиться с помощью педалей или с панели ЧПУ с помощью М кодов, что позволяет не только устанавливать заготовку быстрее, но и удерживать ее при этом двумя руками. Усилие зажима заготовки остается постоянным на всем протяжении работы, при этом может достигать высоких значений, что позволяет фиксировать в патроне весьма крупные и тяжелые заготовки.
Механизация перемещения кулачков патрона и пиноли становится возможной благодаря гидравлической станции, которая по средствам насоса нагнетает масло в систему и посредством электромагнитных клапанов подается в нужный исполнительный механизм. У оператора может быть до 3-4х десятков разнообразных комплектов кулачков – для выполнения крепления различных заготовок и деталей.
И как обычно у всего есть НО. Гидростанция занимает определенное место около станка со стороны шпиндельной бабки, необходимо учитывать при планировке размещения, лучше детально изучить схему рабочей зоны в документации.
Гидростанция занимает определенное место около станка со стороны шпиндельной бабки, необходимо учитывать при планировке размещения, лучше детально изучить схему рабочей зоны в документации.
Подробнее прочитать про виды токарных патронов в статье
Электромеханическая пиноль
применяется как альтернатива перемещения пиноли. При этом не требует установки гидравлического патрона и гидростанции. Таким образом, электромеханическая пиноль является более дешевым и компактным решением для производств с небольшим бюджетом и крупной или средней серийностью производства. Управляется педалью или М-кодом, освобождая обе руки оператору для установки заготовки и демонтажа готовой детали.
Своим клиентам мы можем предложить модель ЭМГ-51. Уступает в надежности гидравлическому исполнению.
Выносной пульт оператора (маховичок)
Данный пульт незаменим при загрузке габаритных деталей и работе на станке. Позволяет значительно увеличить доступность рабочей зоны, упростить установку заготовки, осуществлять дистанционную привязку инструмента или нуля детали (глаза оператора могут находиться ближе к точке привязки). Может использоваться для выполнения перемещений по всем осям, регулировки скорости подачи по выбранной оси. Имеет возможность выбора оси и дискретности перемещения.
Позволяет значительно увеличить доступность рабочей зоны, упростить установку заготовки, осуществлять дистанционную привязку инструмента или нуля детали (глаза оператора могут находиться ближе к точке привязки). Может использоваться для выполнения перемещений по всем осям, регулировки скорости подачи по выбранной оси. Имеет возможность выбора оси и дискретности перемещения.
Податчик прутка (барфидер)
При работе с прутковыми заготовками возможно полностью автоматизировать процесс установки заготовки. Барфидер — податчик прутка, управляемый собственным ЧПУ, интегрированным с основным, осуществляет автоматическую подачу прутка в гидравлический патрон или цангу из накопителя. Оператору остаётся только следить за остатком прутка.
Схожую функцию выполняет барпуллер. Он устанавливается в инструментальный магазин револьверной головки, далее в процессе работы захватывает прутковую заготовку и за счет движения по оси Z вытягивает ее из патрона.
Обратим особое внимание, что их применение возможно только со станками, укомплектованными механизированным патроном (гидро, пневмо) и потребует наличия источника сжатого воздуха!
Тверской станкостроительный завод комплектует свои станки барфидером простым в эксплуатации и надежным в работе. Он позволяет в автоматическом режиме подавать в патрон токарного станка пруток диаметром от 13 до 62 мм длиной до 1500 мм. Подробнее
Он позволяет в автоматическом режиме подавать в патрон токарного станка пруток диаметром от 13 до 62 мм длиной до 1500 мм. Подробнее
Обычно отрезанную от общей заготовки готовую деталь вынимает оператор. При работе с деталями небольшого габарита выгодно дооснастить станок автоматическим уловителем детали, который под управлением ЧПУ, эвакуирует готовое изделие за пределы станка.
Люнет
применяют в качестве дополнительной опоры при обработке заготовок значительной длины (выступающая часть заготовки превышает 12-15 диаметров). Люнет позволяет избегать лишних вибраций, биений и прогибов, повышая тем самым точность обработки, а также добиться равномерного распределения нагрузки на деталь. Они могут использоваться и как промежуточная опора при наружной обточке вала в центрах и как концевая опора с закреплением одного конца в патроне при подрезке торца длинной детали и торцевом сверлении или расточке.
Конструктивно делятся на 2 типа: неподвижный (устанавливается на станину) и подвижный (устанавливается на суппорт). Преимущественно неподвижный люнет оснащен тремя несамоцентрирующимися кулачками, в которых фиксируется заготовка. И предназначен для черновой обработки вала. Токарный подвижный люнет применяется в тех случаях, когда требуется сделать чистовую обработку, наточить резьбу на длинной детали и так далее.
Преимущественно неподвижный люнет оснащен тремя несамоцентрирующимися кулачками, в которых фиксируется заготовка. И предназначен для черновой обработки вала. Токарный подвижный люнет применяется в тех случаях, когда требуется сделать чистовую обработку, наточить резьбу на длинной детали и так далее.
В зависимости от типа и размера станка мы готовы предложить неподвижные люнеты диаметром 20-300 мм и подвижные — диаметром 30-140 мм. В люнет могут устанавливаться сменные наконечники — из бронзы (стандартная поставка — обеспечивает максимальную жесткость), роликовые и чугунные. На часть станков установка люнета невозможна технически.
Габаритные возможности люнетов ТС1625Ф3
Системы измерения инструмента
Современные токарные станки с ЧПУ и токарные обрабатывающие центры выпускаются с учетом принципа минимизации времени простоя.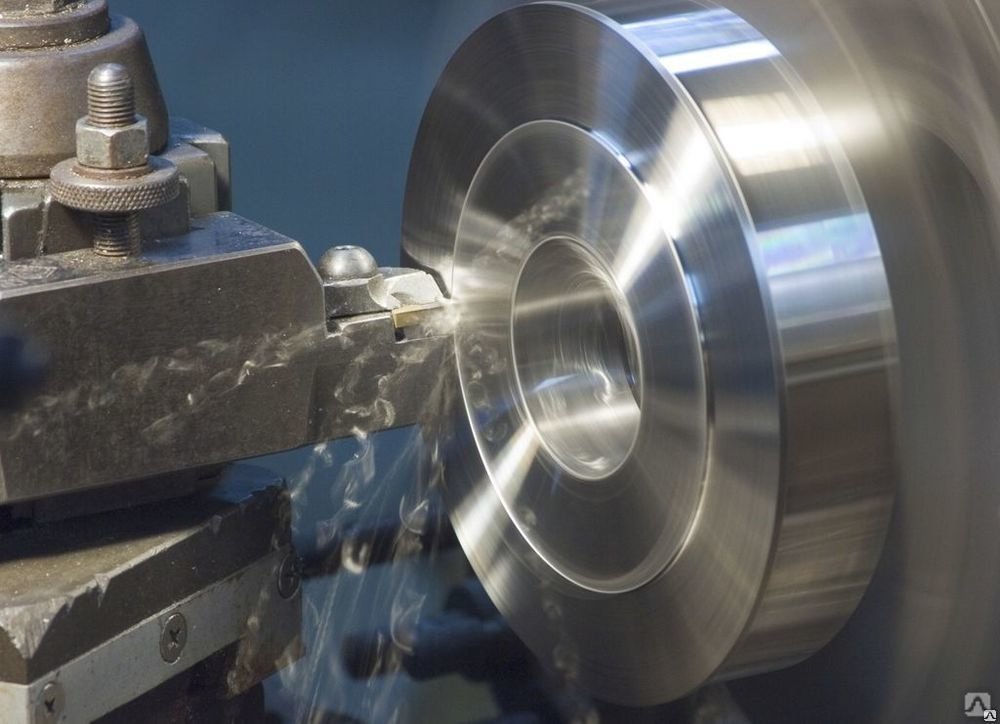 Этапы наладки инструмента и контроля готовой детали остаются наиболее длительными и трудоемкими. Применение измерительной системы с контактным датчиком позволяет решить сразу несколько задач:
Этапы наладки инструмента и контроля готовой детали остаются наиболее длительными и трудоемкими. Применение измерительной системы с контактным датчиком позволяет решить сразу несколько задач:
• Настройка инструмента на технологическую операцию: измерение и автоматическое внесение поправок длины и диаметра инструмента;
• Выявление неисправного и/или изношенного инструмента;
Данная опция позволяет значительно снизить не только время простоя станка, но и процент брака. А также реализовать работу станка практически без участия оператора.
Тверской станкостроительный завод успешно сотрудничает с такими мировыми лидерами как Renishaw, Hexagon и BLUM.
Кабинетная защита и освещение рабочей зоны
У рабочей зоны преимущественно важно удобство.
Разработанная нами кабинетная защита предусматривает широкую дверь (или 2), что обеспечивает удобную загрузку/выгрузку деталей, защиту от стружки, масляного тумана и возможного вылета детали. При этом она достаточно компактная, что не увеличивает габариты станка в целом и не мешает его транспортировке. На моделях ТС1625Ф3 и ТС1720Ф3(Ф4) во время обработки дверь фиксируют концевые выключатели безопасности, в остальное время дверь легко двигается. Удаление стружки на станках ТС16А16Ф3, ТС16К20Ф3, ТС1625Ф3, ТС1640Ф3 осуществляется сзади. На станках ТС1720Ф3 и ТС1720Ф4 и при установке опции стружкосборник на ТС1625Ф3 — вывод стружки осуществляется через нишу в станине и тумбе вправо, в специальную тележку.
Хорошее освещение рабочей зоны современными светодиодными влагозащищенными лампами позволяет обеспечить безопасность работы, точность измерения готовых деталей и облегчает наблюдение за процессом обработки через смотровые ниши в двери.
Система импульсной смазки
Производит автоматизированную смазку направляющих и ШВП через заданный интервал. Увеличивает срок службы подвижных узлов станка, уменьшает трение.
Увеличивает срок службы подвижных узлов станка, уменьшает трение.
Система подачи СОЖ
Осуществляет подача СОЖ в зону резания. Включается/выключается данная функция М кодом или кнопкой на пульте оператора. Каждая позиция револьверной головки имеет возможность настройки направления подачи струи, с фиксацией заданного положения. В зависимости от типа блока и диска РГ осуществляется осевая или радиальная подача струи СОЖ. СОЖ самотеком возвращается в бак СОЖ, проходя предварительную очистку от мелкой стружки.
Дополнительно, для очистки СОЖ от масла можно установить систему очистки — скиммер. Данная система будет удалять масляную пленку из эмульсии, увеличивая срок ее жизни и сохраняя параметры биостабильности. В процессе циркуляции состав СОЖ значительно меняется, повышается содержание масел, увеличивается загрязнение металлическими частицами и примесями. Прежде всего, сепаратор отделяет и удаляет из СОЖ избытки масел. Они являются прекрасной почвой для размножения бактерий, которые, в конечном счете, делают непригодным к применению весь обьем смазочно-охлаждающей жидкости. Также сепаратор удаляет мелкие частицы из смазочно-охлаждающей жидкости до того, как они смогут попасть в контур рециркуляции, продлевая тем самым жизнь режущему инструменту.
Также сепаратор удаляет мелкие частицы из смазочно-охлаждающей жидкости до того, как они смогут попасть в контур рециркуляции, продлевая тем самым жизнь режущему инструменту.
Система вытяжки масляного тумана
Наиболее часто в качестве СОЖ применяют нефтяные минеральные или синтетические масла и их эмульсии. В процессе работы они образуют масляный туман конденсационного происхождения. Накапливаясь в объеме рабочего пространства станка, масляные туманы выходят за пределы оборудования и осаждаются на всех прилегающих поверхностях. Существенно ухудшают условия труда, вызывая иногда профессиональные заболевания. Осадки масла на полу, станках и инструментах способствуют повышению травматизма, осложняют уборку помещений, загрязняют источники света. Система вытяжки масляного тумана предназначена для удаления из зоны резанья тумана из масла и паров СОЖ. Позволяет обеспечить быструю замену заготовки, улучшить видимость процесса обработки, уменьшить вредное воздействие на оператора, снизить потери СОЖ. Устанавливается на крышу. Имеет 2 режима работы — циркуляция внутри станка и выдача в цеховую магистраль пароотведения.
Устанавливается на крышу. Имеет 2 режима работы — циркуляция внутри станка и выдача в цеховую магистраль пароотведения.
Оснастка к токарным станкам с ЧПУ
Режущий инструмент
Режущий инструмент от ведущих поставщиков
Пожалуй это весьма полный список наиболее распространенных и предлагаемых компонентов комплектации токарных станков с ЧПУ. Разобравшись с ним, вы практически выбрали конфигурацию своего станка. Остается сделать последний, порой самый ответственный шаг – выбрать поставщика. На сегодняшний день большинству покупателей нужны гибкий подход, оптимальное ценовое предложение и гарантии. Этим требованиям всегда удовлетворят станкостроительные предприятия с положительной историей либо их крупные дистрибьюторы.
Любая покупка должна быть удобной покупателю. Непосредственный производитель всегда может предложить гибкую ценовую политику, подразумевающую скидки как за покупку нескольких единиц оборудования, так и за многолетнее партнерство; станки из наличия или оптимальные сроки изготовления; подходящие условия доставки и технические консультации на этапе подбора.
Делая большие капиталовложения, каждый должен убедиться в добросовестности продавца. Надежному производителю нечего скрывать — история предприятия, отчеты о реализованных ранее проектах и отзывы должны быть в свободном доступе, что позволяет сформировать представления о поставщике. Но убедится во всем всегда лучше лично: лучше посетить предприятие и познакомится с производством или посетить шоу-рум. Также, если есть возможность, можно посмотреть в работе раннее купленное оборудование и оценить его в деле.
По мере усложнения оборудования набирает значение и техническое сопровождение. В приоритете компании, предоставляющие своевременное обеспечение пуско-наладочных работ на территории заказчика, независимо от региона его нахождения, оперативное качественное гарантийное и постгарантийное сервисное обслуживание и ремонт.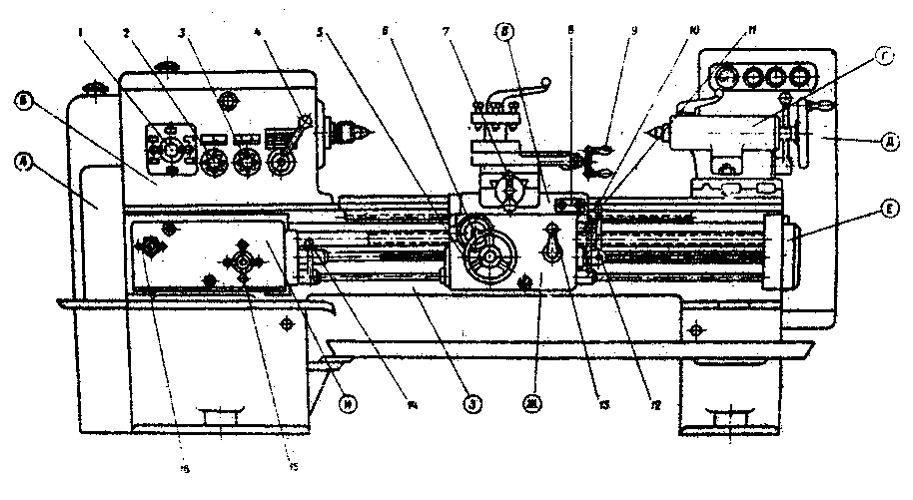 Особое внимание стоит уделить обучению персонала на местах. Грамотный базовый курс должен включать демонстрацию режимов работы, обучению работы с органами управления и управляющей программой, обучение первичной диагностике и алгоритмам выхода из аварийных ситуаций. Техническое сопровождение, обучение, пуско-наладочные работы, гарантийное и постгарантийное обслуживание имеет важное значение для эффективной, безаварийной и удобной эксплуатации станка.
Особое внимание стоит уделить обучению персонала на местах. Грамотный базовый курс должен включать демонстрацию режимов работы, обучению работы с органами управления и управляющей программой, обучение первичной диагностике и алгоритмам выхода из аварийных ситуаций. Техническое сопровождение, обучение, пуско-наладочные работы, гарантийное и постгарантийное обслуживание имеет важное значение для эффективной, безаварийной и удобной эксплуатации станка.
Приглашаем посетить наше предприятие и познакомиться с модельным рядом изготавливаемых нам станков лично.
-
Русский токарный станок. Новый российский токарный станок с ЧПУ -
Токарный станок с ЧПУ и револьверной головкой серии ТС1625Ф3 (Россия) -
Виды работ на токарных станках с ЧПУ -
Краткая информация о токарном станке с ЧПУ -
Основные узлы токарного обрабатывающего центра -
Виды токарных станков -
Токарно-револьверные станки -
Комплектация токарных станков с ЧПУ, роскошь или производственная необходимость -
Выбор токарного фрезерного центра -
Жесткость и вибрации при токарной обработке -
Токарный станок с ЧПУ модели ТС1625Ф3 -
Планшайба для токарного станка -
Расчет узлов токарного станка -
Проверка токарного станка и заготовок на точность -
Токарная обработка валов -
Пример программы для изготовления детали «болт М16» на токарном станке -
Пример программы для изготовления детали на токарном обрабатывающем центре с приводным инструментом -
Токарные патроны для станков -
Резьба на токарном станке -
Системы смазывания токарных станков -
Токарные станки высокой точности обработки -
Насосы для токарных станков — виды, особенности -
Оправки для токарных станков
Дополнительные статьи:
Дата внесения последних изменений 16.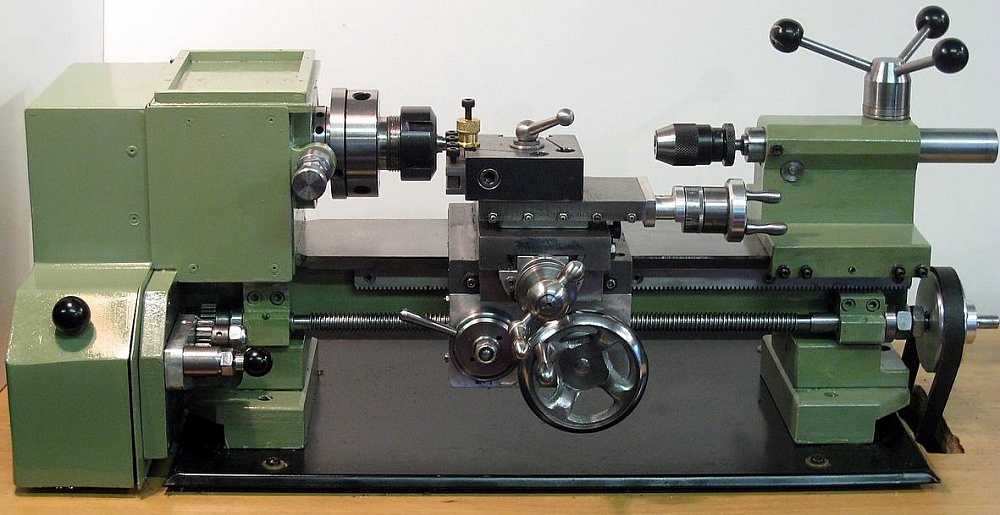 06.2020
06.2020
Виртуальная тетрадь по технологии 6 класс
Токарный станок по обработке древесины предназначен для изготовления цилиндрических, конических и сферических деталей путем снятия резцами стружки с заготовки. Основными частями станка являются: электродвигатель, клиноременная передача, передняя бабка, задняя бабка, подручник и станина.
От электродвигателя (2) через клиноременную передачу (1) вращение передается шпинделю (3). К шпинделю крепятся приспособления для закрепления заготовки. Резец при точении перемещают вручную, опирая его на подручник (5). Передняя бабка (4) служит опорой левому концу, задняя бабка (6) правому концу заготовки, подручник – режущему инструменту и руке.
Пуск станка производят при помощи черной кнопки пульта управления (7), остановку производят красной кнопкой (при длительном нажатии на красную кнопку – срабатывает электрический тормоз).
Для закрепления заготовки применяют различные приспособления. Для закрепления заготовок небольшого диаметра и длиной до 150 мм (кубки, солонки) применяют патрон (1). Для точения деталей большого диаметра и небольшой толщины (тарелки, шкатулки) применяют планшайбу (2). При обработке длинной заготовки (подсвечник) ее закрепляют между трезубцем (3) и задней бабкой.
Для закрепления заготовок небольшого диаметра и длиной до 150 мм (кубки, солонки) применяют патрон (1). Для точения деталей большого диаметра и небольшой толщины (тарелки, шкатулки) применяют планшайбу (2). При обработке длинной заготовки (подсвечник) ее закрепляют между трезубцем (3) и задней бабкой.
Изготовление заготовки цилиндрической формы на токарном станке.
На торцах заготовки находят центры. Если заготовка имеет в сечении форму квадрата, то проводят диагонали (для нахождения центра у круглых заготовок имеется приспособление – центроискатель), полученные центры накалывают шилом или пробивают кернером. Рубанком строгают ребра, придавая заготовке форму восьмигранника. С одной стороны делают ножовкой пропил для трезубца и закрепляют ее в станке.
Основными инструментами для точения служат резцы: рейер (полукруглая стамеска) – для чернового точения и протачивания канавок и майзель (косая стамеска) – для чистового точения, отрезания и подрезания заготовок.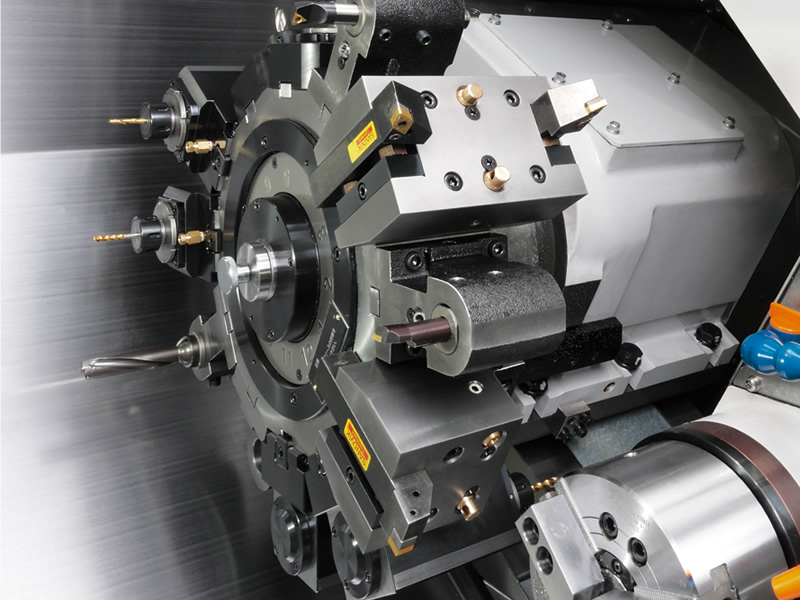 Токарную стамеску держат двумя руками, передвигая по подручнику. За первый проход снимают стружку толщиной 1…2 мм серединой лезвия рейера. Дальнейшее точение выполняют боковыми частями лезвия при движении стамески как влево, так и вправо. После 2…3 мин работы следует остановить станок и проверить крепление заготовки и зазор между заготовкой и подручником (2-3 мм). Когда остается снять 3…4 мм, начинают чистовое точение. Майзель ставят на ребро тупым концом вниз. Стружку срезают серединой и нижней частью лезвия.
Токарную стамеску держат двумя руками, передвигая по подручнику. За первый проход снимают стружку толщиной 1…2 мм серединой лезвия рейера. Дальнейшее точение выполняют боковыми частями лезвия при движении стамески как влево, так и вправо. После 2…3 мин работы следует остановить станок и проверить крепление заготовки и зазор между заготовкой и подручником (2-3 мм). Когда остается снять 3…4 мм, начинают чистовое точение. Майзель ставят на ребро тупым концом вниз. Стружку срезают серединой и нижней частью лезвия.
Контроль диаметра детали производят в нескольких местах штангенциркулем после остановки станка. Прямолинейность поверхности проверяют линейкой или угольником на просвет.
До отрезания детали ее обрабатывают наждачной бумагой, полируют бруском более твердой древесины (при вращении детали). Разметку по длине делают карандашом по линейке или штангенциркулю, выключив станок.
Для подрезания торцов майзель ставят острым углом вниз и по риске делают неглубокий надрез.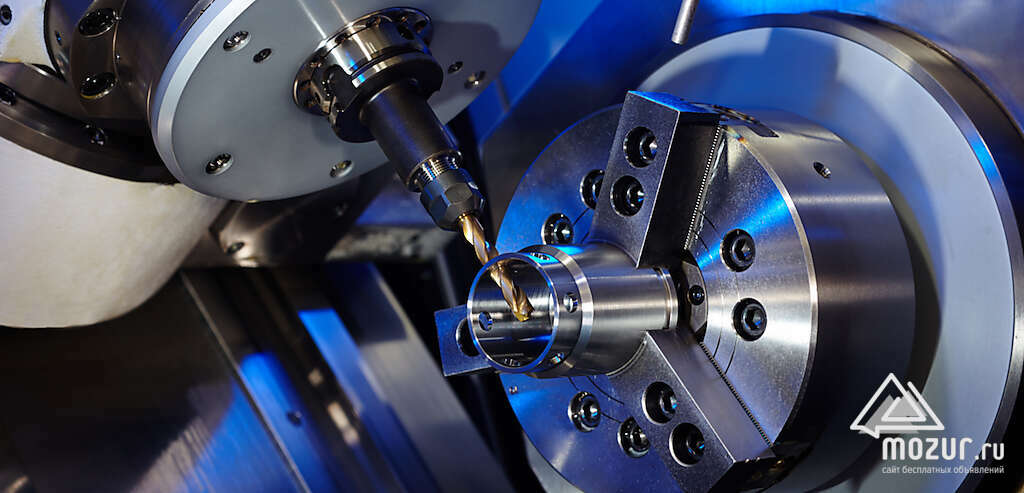 Затем, отступив немного вправо или влево
Затем, отступив немного вправо или влево
(в зависимости от того, какой торец подрезают), наклоняют стамеску и срезают на конус часть заготовки. Эту операцию повторяют несколько раз, пока не оста-нется шейка диаметром 8…10 мм. Далее деталь снимают со станка, отрезают ее концы ножовкой. Торцы зачищают. Точение деталей выполняют по технологическим картам.
Так же предлагаю к вашему вниманию презентацию «История создания токарного станка»
Токарный станок
Итак, история токарных станков уходит в далекую древность. Они использовались для изготовления деталей прялок, столов, стульев, посуды и т.д.А сейчас мы подробно рассмотрим технологию точения древесины на токарном станке по дереву.
Теперь пришло время проверить свои знания по общей теме «Токарная обработка древесины»
В приложении размещены интересные тренажёры , имитирующие работу токарного станка. Скачайте swf-файлы к себе на компьютер и откройте с помощью браузера Google Chrome. Теперь вы тоже можете потренироваться в работе на токарном станке. Удачи!
Практическая работа
Найдите в Интернете историю развития токарных станков. Подготовьте презентацию на эту тему. Работу разместите в виртуальной тетради.
▷ Бывшие в употреблении токарные инструменты, детали, аксессуары и приспособления для продажи
- Домашняя страница
- Все машины
- Металл
- Станки и аксессуары
- Запчасти и аксессуары для токарных станков
Сортировать по:
Актуальность
Показать на карте
вид
Германия, 77716 Haslach i.K.
Приводной инструмент BENZ
Детали и аксессуары для токарных станков
Наконечник
Год изготовления: неизвестен • 12 кг • 450 x 250 x 300 мм
Германия, 77716 Haslach i.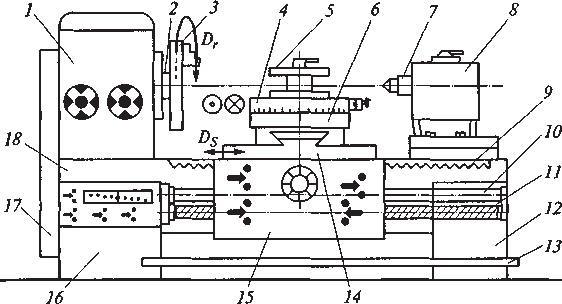 K.
K.
Приводной инструмент BENZ
Детали и аксессуары для токарных станков
Наконечник
Год выпуска: неизвестно • 8 кг • 380 x 250 x 170 мм
Германия, 77716 Haslach i.K.
Приводной инструмент BENZ
Детали и аксессуары для токарных станков
Наконечник
Год выпуска: неизвестно • 5 кг • 380 x 250 x 170 мм
Германия, 77716 Haslach i.K.
Инструмент с бензовым управлением
Платанные детали и аксессуары
TIP
Год производства: Неизвестно • 5 кг • 380 x 250 x 170 мм
Германия, 72108 Rottenburg-Ergenzingen
PNEUMATIC-HY-HY-hy. и аксессуары
Наконечник
Год выпуска: неизвестно • 150 кг • 700 x 500 x 150 мм
Германия, 76316 Malsch
BRINKMANN steel holder
Lathe Parts & Accessories
Tip
Year of manufacture: unknown • 200 kg • 600 x 450 x 400 mm
Italy, 61024 Mombaroccio
Lathe Part & Accessory
Lathe Parts & Accessories
Год выпуска: неизвестен • 70 кг • 1200 x 800 x 500 мм • Требуется кредитная карта
Германия, 72108 Роттенбург-Эргенцинген
гидр.
 Токарные станки для обработки канавок
Токарные станки для обработки канавок
Токарные детали и аксессуары
TIP
Год производства: Неизвестно • 200 кг • 600 x 200 x 1000 мм
Германия, 72108 Rottenburg-Egrenzingen
Hydraulic Four-System
16 Lathe Lathe Lathe
и Adv.
и Adv.
и Adv.
и Adv.
LATHE. Наконечник
Год выпуска: неизвестен • 150 кг • 800 х 900 х 500 мм
Не нашли то, что ищете?
Подпишитесь на поиск с текущим выбором фильтра и получайте новые товары по электронной почте.
Текущий поиск успешно подписан
Подпишитесь на поиск
Германия, 23942 Dassow
SAUTER Lot of Driven VDI 30 Держатели инструментов
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 5 мм x 12 кг • 1 400
Германия, 23942 Dassow
SAUTER Lot of Driven VDI 30 Держатели инструментов
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 12 кг • 400 x 170 x 65 мм
Германия, 23942 Dassow
SAUTER 0.
 5.921.103-77.410 Лот приводных держателей инструментов VDI 30
5.921.103-77.410 Лот приводных держателей инструментов VDI 30
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 12 кг • 400 x 170 x 15 мм Rottenburg, Германия
- -Ergenzingen
- Определение: Запчасти и аксессуары для токарных станков
- Принадлежности и запасные части для токарных и токарных станков
- Широко используемые принадлежности для токарных и токарных станков
- Стандартные принадлежности для токарных станков
- Специальные принадлежности для токарных станков
- Важные запасные части для токарных станков
- Купить бывшие в употреблении аксессуары и запасные части
- Принадлежности позволяют полностью использовать потенциал производительности
- Токарный инструмент особого назначения
- Зажимной патрон и токарный центр в качестве стандартных принадлежностей
- Рекламные акции
- Как приобрести
- Финансирование
- Оборудование для ремонта автомобилей
- Тормозные станки
- Настольные токарные станки
- На автомобильных токарных станках
- Тормозной токарный станок
Детали/принадлежности - Пакеты переходников
- Наборы переходников
- Принадлежности для токарных станков
- Адаптеры для токарных станков
- Беседки
- Колокольные зажимы
- Центрирующие адаптеры
- Глушители
- Режущие инструменты
- Инструменты
- Руководство по установке
- На автомобильных аксессуарах
- Запасные части
- Балансировочные станки
- Запчасти/аксессуары
- Шиномонтажные станки
- Сверхмощный
- Запчасти / аксессуары
- Схождение колес
- Проводное выравнивание
- Беспроводное выравнивание
- Сопутствующий ремонт транспортных средств
Связи с оборудованием - Системы моечных отсеков
- Очистители
- Лот для продажи / Мойка автопарка
- Вентиляционные/вытяжные вентиляторы
- Опора
- Контакты
- 5
.
Посмотреть замену
15
P8688015
Цена
1,75 $
16
P8688016
Цена
7,75 $
17
P8688017
Price
$1.
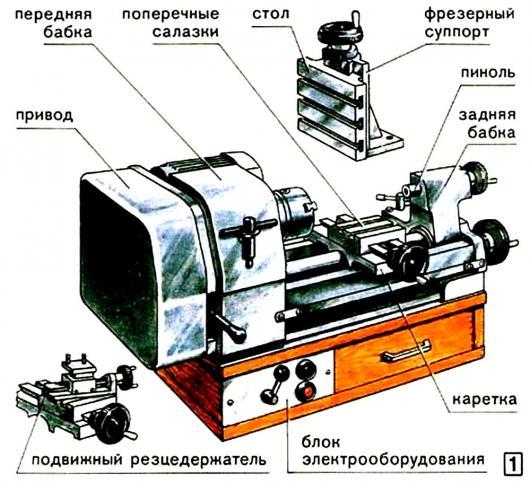 50
5018
P8688018
Now: PSS31M
SET SCREW M5-.8 X 8
Price
N/A
Посмотреть замену
19
P8688019
Сейчас: PSTB004M
СТАЛЬНОЙ ШАР 5 ММ
Цена
Н/Д
Посмотреть замену
20
P8688020
Цена
$1,00
21
P8688021
Сейчас: PSS02M
УСТАНОВОЧНЫЙ ВИНТ M6-1 X 6 9
0016 Цена
Н/Д
Посмотреть замену
22
P8688022
Сейчас: PR48M
ДОП.
 СТОПОРНОЕ КОЛЬЦО 11MM
СТОПОРНОЕ КОЛЬЦО 11MMЦена
Н/Д
Посмотреть замену
23
P8688023
Цена
3,75 $
24
P8688024
Цена
$ 4,00
25
P8688025
СЕЙЧАС: PK71M
Ключ 4 x 45
Цена
N/A
.
Посмотреть замену
26
P8688026
Цена
4,00 $
27
P8688027
Price
$2.
 00
0028
P8688028
Now: PR01M
EXT RETAINING RING 10MM
Price
N/A
Посмотреть замену
29
P8688029
Цена
5,50 $
30
P8688030
Сейчас: P8689141
Цена
- 5
6
Посмотреть замену
64
P8688064
Цена
1,50 $
65
P8688065
Цена
$2,00
66
P8688066
Цена
3,50 $
67
P8688067
Цена
$1,00
68
P8688068
Цена
$ 6,75
69
P8688069
СЕЙЧАС: PSS23M
SET VINT M4-7 x
Цена
N/A
Цена
N/
.

Посмотреть замену
70
P8688070
Цена
$13,50
71
P8688071
Цена
$ 1,00
72
P8688072
СЕЙЧАС: PW02M
Квартира 5 мм
Цена
N/A
.
Посмотреть замену
73
P8688073
Цена
$1,00
74
P8688074
Цена
1,00 долл. США
75
P8688075
Цена
11,25 $
76
P8688076
Цена
4,00 $
77
P8688077
Цена
$1,00
78
P8688078
Цена
$11,75
79
P8688079
Цена
1,75 $
80
P8688080
Цена
2,25 $
81
P8688081
Цена
$12,25
82
P8688082
Цена
7,50 $
83
P8688083
Сейчас: PSS03M
УСТАНОВОЧНЫЙ ВИНТ M6-1 X 8
Цена
Н/Д
Посмотреть замену
84
P8688084
Цена
5,50 $
85
P8688085
Цена
3,75 $
86
P8688086
Цена
6,00 $
86A
P8688086A
Цена
4,75 $
87
P8688087
Цена
5,50 $
87-1
P8688087-1
Сейчас: P4000812
ПРУЖИНА
0016 Цена
Н/Д
Посмотреть замену
87А
P8688087A
Цена
$1,00
88
P8688088
Цена
6,25 $
89
P8688089
Цена
$ 7,75
90
P8688090
СЕЙЧАС: PN06M
HEX NUT M5-8
Цена
N/A
- 5
N/
.

Посмотреть замену
91
P8688091
Теперь: PCAP68M
БОЛТ M6-1 X 8
Цена
Н/Д
Посмотреть замену
92
P8688092
Цена
4,00 $
93
P8688093
Цена
21,75 $
94
P8688094
Цена
$2,00
95
P8688095
Цена
5,00 $
96
P8688096
Цена
4,00 $
97
P8688097
Цена
$1,00
98
P8688098
Сейчас: PN04M
ШЕСТИГРАННАЯ ГАЙКА M4-.
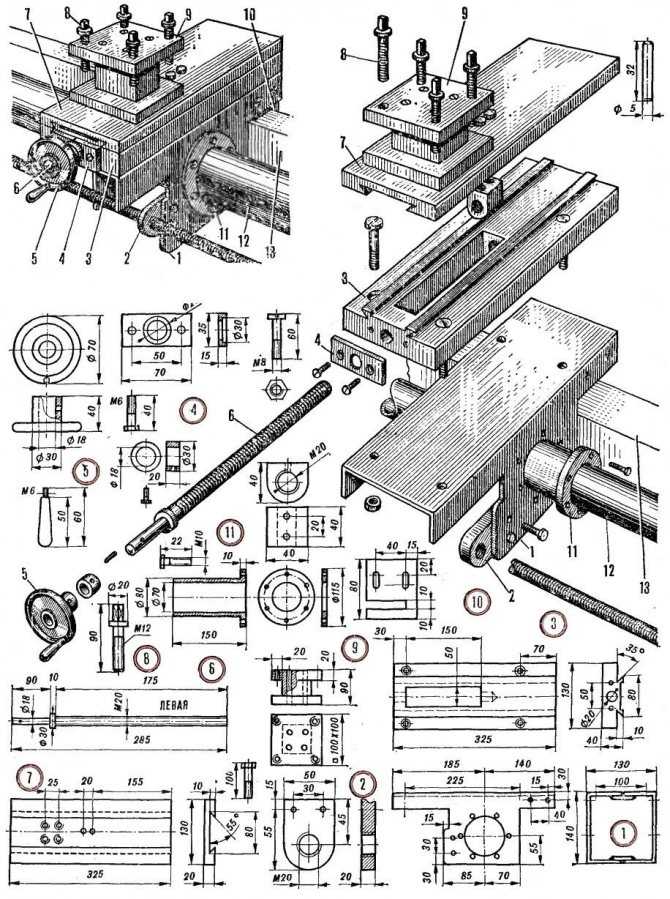 7
7Цена0015
Посмотреть замену
99
P8688099
Цена
1,00 долл. США
100
P8688100
Цена
21,75 $
101
P8688101
Сейчас: PCAP50M
ВИНТ С КОЛПАЧКОМ M5-.8 X 10
Цена
Н/Д
Посмотреть замену
102
P8688102
Цена
$1,00
105
P8688105
Цена
9,25 $
106
P8688106
Цена
1,00 долл.
 США
США107
P8688107
Цена
$2,00
108
P8688108
Цена
10,25 $
109
P8688109
Цена
1,50 $
110
P8688110
Сейчас: PCAP06M
ВИНТ С КОЛПАЧКОМ M6-1 X 25
Цена
Н/Д
Посмотреть замену
111
P8688111
Цена
1,75 $
112
P8688112
Цена
8,25 $
113
P8688113
Цена
1,00 долл.
 США
США114
P8688114
Цена
9,00 $
115
P8688115
Цена
4,75 $
116
P8688116
Цена
1,00 $
119
P8688119
Сейчас: PN02M
ШЕСТИГРАННАЯ ГАЙКА M10-1,5
Цена
Н/Д
Посмотреть замену
120
P8688120
Цена
9,50 $
121
P8688121
Цена
$1,00
122
P8688122
Цена
4,00 $
123
P8688123
Цена
7,50 $
123-1
P8688123-1
Цена
174,25 $
123-2
P8688123-2
Цена
$1,00
124
P8688124
Цена
3,75 $
125
P8688125
Цена
1,50 долл.
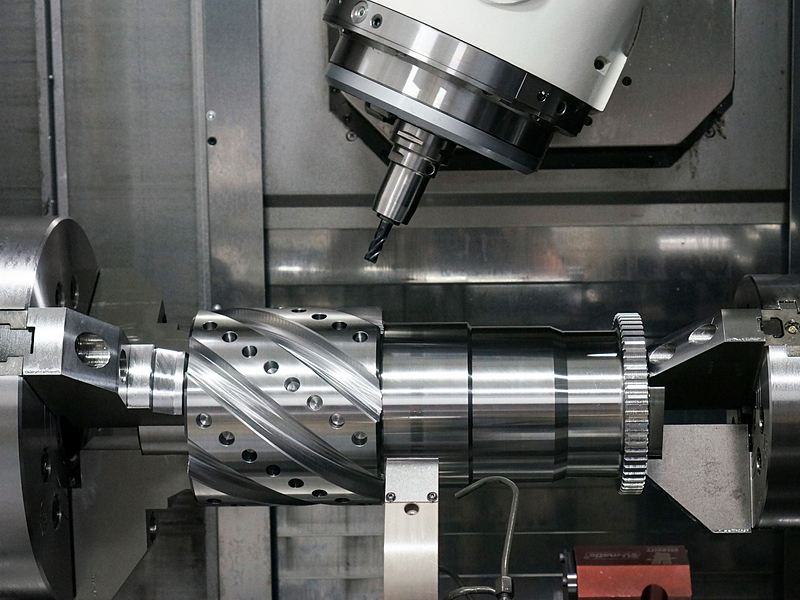 США
США126
P8688126
Цена
11,25 $
127
P8688127
Цена
4,00 $
128
P8688128
Сейчас: PK52M
КЛЮЧ 3 X 3 X 15
Цена0015
Н/Д
Посмотреть замену
129
P8688129
Price
$18.50
130
P8688130
Now: P8688121
THREAD DIAL CHART
Price
N/A
Посмотреть замену
131
P8688131
Цена
4,00 $
133
P8688133
Цена
$1,00
134
P8688134
Цена
4,75 $
134-1
P8688134-1
Цена
10,75 $
135
P8688135
Price
$2.
 00
00136
P8688136
Now: PW04M
FLAT WASHER 10MM
Price
N/A
Посмотреть замену
137
P8688137
Цена
1 доллар США
138
P8688138
Цена
$17,50
139
P8688139
Цена
7,50 $
140
P8688140
Цена
3,00 $
141
P8688141
Сейчас: PCAP17M
ВИНТ С КОЛПАЧКОМ M4-.7 90 X 10 90
5
Н/Д
Посмотреть замену
142
P8688142
Цена
11,25 $
143
P8688143
Цена
6,00 $
144
P8688144
Сейчас: PSS44M
УСТАНОВОЧНЫЙ ВИНТ M8-1,25 X 40
Цена
Н/Д
Посмотреть замену
145
P8688145
Цена
1,75 $
146
P8688146
Цена
1,75 $
148
P8688148
Цена
1,75 $
150
P8688150
Цена
88,25 $
150-1
P8688150-1
Цена
$1,00
151
P8688151
Цена
5,00 $
152
P8688152
Цена
1,00 долл.
 США
США153
P8688153
Цена
9,00 $
154
P8688154
Цена
$1,00
155
P8688155
Цена
$1,00
156
P8688156
Цена
1,00 долл. США
157
P8688157
Цена
1,50 $
158
P8688158
Цена
1,75 $
159
P8688159
Цена
1,75 $
160
P8688160
Цена
$2,00
161
P8688161
Цена
$2,00
162
P8688162
Цена
2,25 $
163
P8688163
Цена
2,75 $
164
P8688164
Цена
$3,00
165
P8688165
Цена
3,50 $
166
P8688166
Цена
$57,00
167
P8688167
Цена
27,75 $
168
P8688168
Цена
$1,00
169
P8688169
Цена
1,75 долл.
 США
США170
P8688170
Цена
$1,00
171
P8688171
Цена
$ 1,00
172
P8688172
СЕЙЧАС: PR36M
Vext Snaving Ring 7mm
Цена
N/A
Цена
N/A
.
Посмотреть замену
173
P8688173
Сейчас: PS09M
PHLP HD SCR M5-.8 X 10
Цена
Н/Д
Посмотреть замену
174
P8688174
Цена
$1,00
175
P8688175
Цена
$ 1,00
176
P8688176
Сейчас: PN01M
HEX NUT M6-1
Цена
N/A
Посмотреть замену
177
P8688177
Цена
1,00 долл.
 США
США178
P8688178 9
Посмотреть замену
179
P8688179
Сейчас: P8689136
КОРОБКА ПРЕДОХРАНИТЕЛЕЙ
Цена
Н/Д
Посмотреть замену
180
P8688180
Сейчас: P8689134
РУЧКА РЕГУЛИРОВКИ СКОРОСТИ
Посмотреть замену
180A
P8688180A
Сейчас: P8689201
БОЛЬШОЙ КЛЮЧ 36
Цена
5
Посмотреть замену
181
P8688181
Цена
10,25 $
182
P8688182
*DISCD*PC BOARD 4 TERMINALS V1.
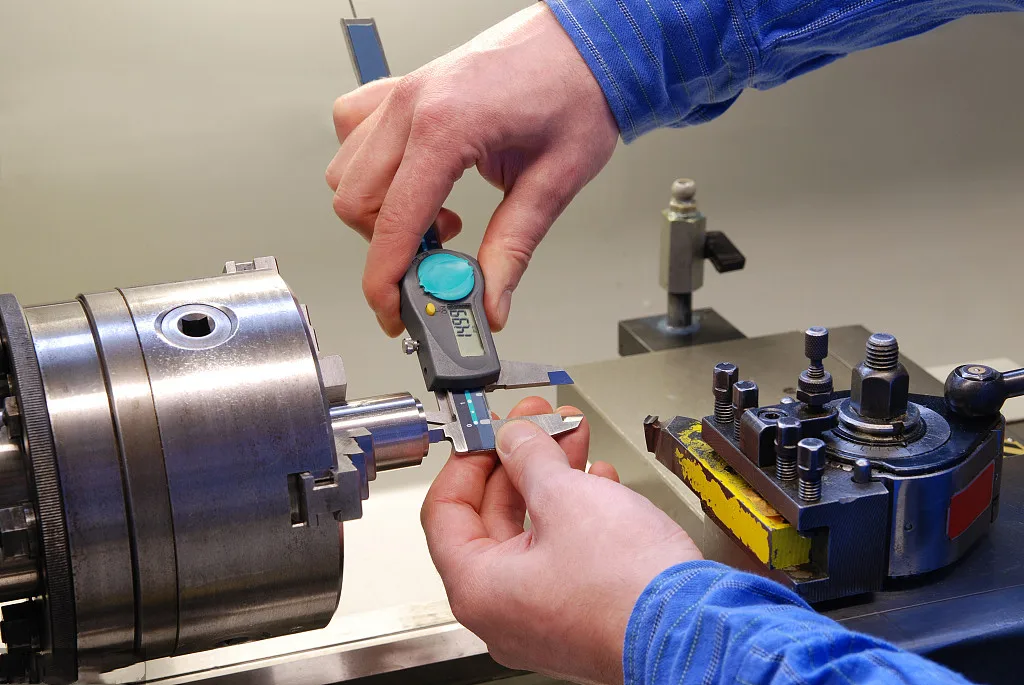 08.99
08.99Товара больше нет в наличии
Цена
Н/Д
НЕТ В НАЛИЧИИ
182В2
P8688182V2
Цена
$128,00
200
P8688200
Цена
1,50 долл. США
201
P8688201
Цена
1,75 $
202
P8688202
Сейчас: PWR810
КЛЮЧ 8 X 10MM 9015 9015 90-КОНЕЦ0015
Н/Д
Посмотреть замену
203
P8688203
Сейчас: PWR1417
КЛЮЧ 14 X 17MM ОТКРЫТЫЙ
Цена
Держатели инструментов HSK 63
Детали и аксессуары для токарных станков
Наконечник
Год выпуска: неизвестно • 17 кг • 250 x 250 x 200 мм
Германия, 23942 Dassow
Lot of Driven VDI 30 Держатели инструментов
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 12 кг • 400 x 170 x 65 мм
Германия, 23942 Dassow
SAUTER Лот 3 держателей приводных инструментов VDI
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 8 кг • 250 x 220 x 70 мм
Италия, 25011 Zona Industriale di Calcinato (BS)
Набор инструментов для токарных станков
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 2 кг • 200 x 150 x 100 мм • Требуется кредитная карта
Франция, 89000 Осер
Ассортимент спиральных сверл
Запчасти и аксессуары для токарных станков
Горячая партия
Год выпуска: неизвестен • 30 кг • 400 x 500 x 200 мм
Германия, 72108 Роттенбург-Эргенцинген
Токарные инструменты, 30 шт.

Детали и аксессуары для токарных станков
Наконечник
Год выпуска: неизвестен • 55 кг • 400 x 240 x 260 мм
Германия, 72108 Роттенбург-Эргенцинген
30 шт. Токарные инструменты/держатели инструментов для вставок
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 60 кг • 400 x 240 x 260 мм
Франция, 89000 Осер
Ассортимент токарных сталей
Горячая партия и аксессуары 9 Лот для токарных станков и аксессуаров 9
Год выпуска: неизвестно • 45 кг • 400 x 400 x 150 мм
Франция, 89000 Осер
Ассортимент токарных станков
Детали и принадлежности для токарных станков
Горячая партия
Год выпуска: неизвестно • 4 05 x 16 Год выпуска: неизвестно • 4 05 x Год выпуска: неизвестно 400 x 150 мм
Германия, 99625 Kölleda
TOS 2 токарных патрона (125/160 мм) + большие основные/накладные кулачки (№ 1/2/3)
Детали и аксессуары для токарных станков
Наконечник
Год выпуска: неизвестно • 55 кг • 500 x 420 x 320 мм
Германия, 23942 Dassow
Комплект цанг
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 40 кг • 1200 x 800 x 300 мм
Германия, 99625 Kölleda
SANDVIK 15 токарных держателей/расточных оправок + 100+ вставок для алюминия (новые, подходящие)
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 6 кг • 280 x 185 x 190 мм
Италия, 25011 Zona Industriale di Calcinato (BS)
Набор инструментов для токарных станков
Запчасти и аксессуары для токарных станков
Год выпуска: неизвестно • 2 кг • 300 x 200 x 50 мм • Требуется кредитная карта
Германия, 23942 Dassow
Лот держателей VDI
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 100 кг • 770 x 700 x 240 мм
Германия, 23942 Dassow
Лот VDI 30 держателей инструментов
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 100 кг • 950 x 700 x 2100 мм
Германия, 87668 Rieden
Запчасти для токарных станков 906 10020 Аксессуары для токарных станков
Год выпуска: неизвестен • 300 кг • 2000 x 1000 x 500 мм
Германия, 72108 Роттенбург-Эргенцинген
24 шт.
 токарные инструменты
токарные инструменты
Запчасти и аксессуары для токарных станков
Наконечник
Год выпуска: неизвестно • 39 кг • 250 x 300 x 150 мм
Германия, 74405 Gaildorf
Лот Держатели токарных инструментов
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 70 кг • 700 x 500 x 1350 мм
Германия, 23942 Dassow
Лот держателей инструментов VDI 30
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 20 кг • 550 x 300 x 200 мм
Германия, 23942 Dassow
Лот VDI 30 держателей инструментов
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 20 кг • 550 x 300 x 200 мм
Германия, 23942 Лот 9012 Dassow 900
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 35 кг • 700 x 550 x 220 мм
Германия, 23942 Dassow
RÖHM KFD-HS 250/3 Зажимной патрон
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 30 кг • 300 x 250 x 250 мм
Германия, 87668 Rieden
Держатели для токарных станков
Детали и аксессуары для токарных станков
Год выпуска • 600 x 500 x 400 мм
Германия, 87668 Rieden
Трехкулачковый патрон
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 50 кг • 670 x 390 x 250 мм
Германия, 63628 Бад-Зоден-Зальмюнстер
Лот сменных вставок
Детали и принадлежности для токарных станков
Горячая партия
Год выпуска: неизвестно • 7 кг • 600 x 500 x 50 мм Германия 9000 Rieden
Держатели Lot Multifix
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 15 кг • 300 x 200 x 100 мм
Германия, 87668 Rieden
Лот зажимных губок
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 40 кг • 400 x 700 x 200 мм
Германия, 87668 Rieden
Лицевая пластина
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 60 кг • 650 x 650 x 300 мм
Германия, 87668 Rieden
Шкаф для мастерских
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 100 кг • 800 x 800 x 1200 мм
Германия, 99625 Kölleda
Твердосплавные токарные резцы WIDIA 28x / расточные оправки HM (новые, хвостовик 32/40 мм)
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 30,5 кг • 380 x 290 x 120 мм
Италия, 50041 CALENZANO
Лот шпинделей и инструментов для токарных станков
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 10 кг • 600 x 400 x 100 мм • Требуется кредитная карта
Италия, 50041 CALENZANO
Лот держателей инструментов для токарных станков
Детали и аксессуары для токарных станков
Наконечник
Год выпуска: неизвестно • 35 кг • 1200 x 400 x 300 мм • 1 CALENZANO4 Требуется кредитная карта
5
Самоцентрирующийся патрон
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 40 кг • 800 x 300 x 300 мм • Требуется кредитная карта
Италия, 50041 Calenzano
Лоты хвоста
Токарные детали и аксессуары
TIP
Год производства: неизвестный • 15 кг • 300 x 400 x 100 мм • Кредитная карта
Германии, 26446 x 400 мм. Токарные державки с вставками
Токарные державки с вставками
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 20 кг • 300 x 400 x 200 мм
Германия, 26446 Фридебург
Токарные державки SANDVIK с вставками
Детали и аксессуары для токарных станков
Год выпуска: неизвестно • 10 кг • 300 x 400 x 200 мм
Не нашли то, что ищете?
Подпишитесь на поиск с текущим выбором фильтра и получайте новые товары по электронной почте.
Текущий поиск успешно подписан
Подписаться на поиск
Токарные станки являются одними из самых важных станков. Каждая машина особенно ценна . Чтобы сохранить их качество, на каждый подержанный токарный станок, ЧПУ или обычный, приходится 9Принадлежности 0473 и запасные части для использования. Например, путем замены изношенного подшипника шпинделя можно легко восстановить первоначальную точность токарных станков. Если необходимо реализовать определенные формы заготовок, с помощью соответствующих принадлежностей область применения токарного станка может быть расширена. В Surplex вы найдете широкий выбор токарных инструментов, токарных патронов, зажимов, стальных держателей инструментов Multifix, токарных центров и многое другое.
Каждая машина особенно ценна . Чтобы сохранить их качество, на каждый подержанный токарный станок, ЧПУ или обычный, приходится 9Принадлежности 0473 и запасные части для использования. Например, путем замены изношенного подшипника шпинделя можно легко восстановить первоначальную точность токарных станков. Если необходимо реализовать определенные формы заготовок, с помощью соответствующих принадлежностей область применения токарного станка может быть расширена. В Surplex вы найдете широкий выбор токарных инструментов, токарных патронов, зажимов, стальных держателей инструментов Multifix, токарных центров и многое другое.
Токарные станки — это универсальные станки для изготовления точных вращательно-симметричных деталей. Ассортимент стандартных и специальных принадлежностей для токарных станков позволяет в полной мере использовать их возможности.
Качество Широкое предложение Индивидуальное обслуживание
Запасные части помогают поддерживать точность производства вашего токарного станка на самом высоком уровне стандарт. Какие принадлежности для токарных станков входят в стандартную комплектацию и какие дополнительные функции можно использовать с помощью специальных принадлежностей?
Какие принадлежности для токарных станков входят в стандартную комплектацию и какие дополнительные функции можно использовать с помощью специальных принадлежностей?
Токарный инструмент играет особую роль в принадлежностях для токарных станков. Эти токарные инструменты, с одной стороны, являются изнашиваемыми деталями, которые требуют регулярной замены. Они также бывают разных форм и материалов, которые выбираются в зависимости от предполагаемого применения.
Для выполнения канавок или нарезания резьбы на токарном станке могут потребоваться специальные токарные инструменты. Простые токарные инструменты из быстрорежущей стали имеют меньший срок службы, чем инструменты из твердого металла, но их можно перетачивать. Твердосплавные инструменты также подходят для высоких скоростей резания, что особенно удобно при серийном и массовом производстве. Эта насадка для токарной обработки из твердого металла также состоит в основном из инструментальной стали, и используется только одна режущая кромка из твердого металла. Их можно либо припаять, либо привинтить, чтобы их можно было легко заменить. Оксидная керамика и алмазы также используются в качестве режущих материалов специального назначения. Керамика еще более твердая и термостойкая, чем твердый сплав, и поэтому подходит для очень высоких скоростей резания. Алмаз часто используется для тонкой обработки цветных металлов на очень высоких скоростях.
Их можно либо припаять, либо привинтить, чтобы их можно было легко заменить. Оксидная керамика и алмазы также используются в качестве режущих материалов специального назначения. Керамика еще более твердая и термостойкая, чем твердый сплав, и поэтому подходит для очень высоких скоростей резания. Алмаз часто используется для тонкой обработки цветных металлов на очень высоких скоростях.
Наиболее важными принадлежностями токарного станка являются зажимной патрон, который устанавливается на приводной шпиндель и передает крутящий момент на заготовку, а также центр токарного станка в противоположной задней бабке. В механических токарных станках центр токарного станка, установленный с возможностью вращения или подпружиненный в подшипниках качения, расположен в пиноли задней бабки с конусом Морзе. Его также можно заменить другими приспособлениями для токарных станков для специальных производственных серий, такими как сверлильный патрон, который является частым выбором. Это позволяет выполнять центральные отверстия и используется, в частности, при изготовлении центрирующих отверстий, в которые защелкивается центр токарного станка при вращении. Специальные центрирующие сверла — еще одна форма стандартных принадлежностей для токарных станков. Они создают сложную геометрию центрирующего отверстия по DIN 332 за одну операцию.
Специальные центрирующие сверла — еще одна форма стандартных принадлежностей для токарных станков. Они создают сложную геометрию центрирующего отверстия по DIN 332 за одну операцию.
Существует две причины для использования специальных принадлежностей для токарных станков. Во-первых, они повышают точность производства, а во-вторых, незаменимы при изготовлении деталей определенной геометрии. Люнеты обеспечивают дополнительную опору для длинных тонких токарных деталей. Вращающиеся оправки позволяют зажимать полые детали.
Запасные части для токарных станков и токарных станков в первую очередь необходимы для восстановления точности механизмов, нарушенных в результате износа. Это особенно полезно для подшипников приводных шпинделей и для регулировки шпинделей.
Вы хотите купить бывшие в употреблении инструменты, запасные части или принадлежности для токарных/токарных станков? Тогда Surplex — это то, что вам нужно! Мы регулярно предлагаем бывшие в употреблении аксессуары для токарных станков. Однако на одном из наших многочисленных промышленных аукционов вы найдете не только бывшие в употреблении аксессуары. Поскольку аукционы часто являются результатом неплатежеспособности или ликвидации компаний, всегда есть шанс найти неиспользованные токарные инструменты, запасные части и принадлежности по очень привлекательным ценам. Если вы не можете найти подходящие принадлежности для токарных станков в данный момент, пожалуйста, посетите нас снова в ближайшем будущем. Или вы можете связаться со службой поддержки клиентов Surplex, которая с радостью предоставит вам совет, чтобы помочь вам найти правильный токарный инструмент или запасные части.
Однако на одном из наших многочисленных промышленных аукционов вы найдете не только бывшие в употреблении аксессуары. Поскольку аукционы часто являются результатом неплатежеспособности или ликвидации компаний, всегда есть шанс найти неиспользованные токарные инструменты, запасные части и принадлежности по очень привлекательным ценам. Если вы не можете найти подходящие принадлежности для токарных станков в данный момент, пожалуйста, посетите нас снова в ближайшем будущем. Или вы можете связаться со службой поддержки клиентов Surplex, которая с радостью предоставит вам совет, чтобы помочь вам найти правильный токарный инструмент или запасные части.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.
До этого момента клиент привязан к своей заданной ставке.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.
Другой участник сделал идентичную ставку до вас. Если вы увеличите максимальную ставку, у вас будет шанс выиграть этот лот.
Запчасти для токарных станков с тормозом — принадлежности
Запчасти для токарных станков с тормозом — Аксессуары
| Дом | Покупка | Оборудование | Опора | Связаться с |
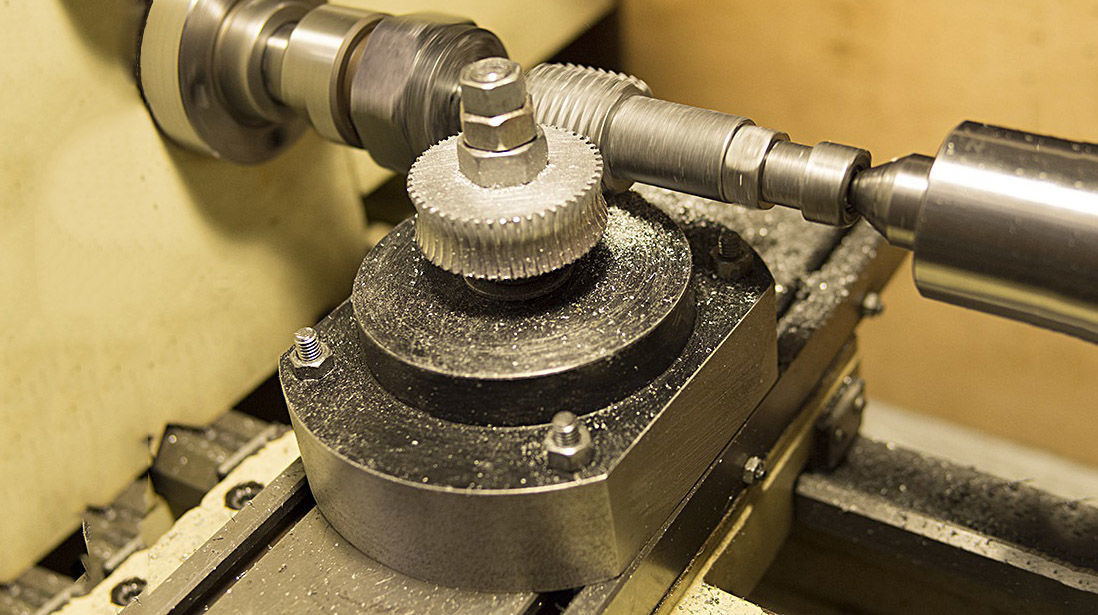 gif»> gif»> |
Добро пожаловать на склад продукции ACCU | ||||
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дом | Покупка | Оборудование | Опора | Связаться с | ||||||||
Copyright © 2006 Все права защищены. | ||||||||||||

Запчасти для токарного станка по металлу размером 7 x 12 дюймов на Grizzly.com
Если вы не можете найти нужную деталь ниже, обратитесь в нашу службу технической поддержки.
отдел в
[email protected]
или 570-546-9663.
1
P8688001
Цена
69,50 $
2
P8688002
Сейчас: G9828
3-дюймовый 3-кулачковый патрон с плоской обратной спиралью
Цена
Н/Д
Посмотреть замену
2-1
P8688002-1
Цена
64,75 $
3
P8688003
Цена
28,25 $
4
P8688004
Цена
$ 1,00
6
P8688006
СЕЙЧАС: PN01M
HEX NUT M6-1
Цена
N/A
.
Посмотреть замену
7
P8688007
Сейчас: PK02M
КЛЮЧ 5 X 5 X 40
Цена
Н/Д
Посмотреть замену
8
P8688008
Теперь: PK65M
КЛЮЧ 4 X 4 X 8
Цена
Н/Д
Посмотреть замену
9
P8688009
Цена
$1,00
10
P8688010
Цена
$ 1,00
11
P8688011
СЕЙЧАС: p6206zz
Ball Bearing 6206zz
Цена
N/A
.
Посмотреть замену
12
P8688012
Цена
$1,00
13
P8688013
Цена
$ 21,75
14
P8688014
СЕЙЧАС: P8689080
Широкая передача
Цена
Цена
N/A
Н/Д
Посмотреть замену
31
P8688031
Цена
$3,00
32
P8688032
Цена
4,00 $
33
P8688033
Цена
$1,00
34
P8688034
Цена
$1,00
35
P8688035
Цена
$2,00
36
P8688036
Цена
4,25 $
37
P8688037
Цена
$1,00
38
P8688038
Цена
$1,00
39
P8688039
Цена
4,25 $
40
P8688040
Цена
1,75 $
41
P8688041
Цена
7,25 $
42
P8688042
Цена
9,25 $
43
P8688043
Цена
$1,00
44
P8688044
Цена
1,00 долл. США
США
45
P8688045
Цена
$2,00
46
P8688046
Цена
$ 3,00
47
P8688047
СЕЙЧАС: PK03M
Ключ 3 x 3
Цена
N/A
16
.
Посмотреть замену
48
P8688048
Цена
4,25 $
49
P8688049
Цена
$1,00
50
P8688050
Цена
$ 7,25
51
P8688051
СЕЙЧАС: PW03M
Квартовал 6 мм
Цена
N/A
. 0016
0016
Посмотреть замену
52
P8688052
Сейчас: PCAP68M
ВИНТ С КОЛПАЧКОМ M6-1 X 8
Цена
Н/Д
Посмотреть замену
53
P8688053
Цена
$ 6,00
54
P8688054
СЕЙЧАС: PCAP108M
CAP VINT M5-8 x 45
Цена
N/
.
Посмотреть замену
55
P8688055
Цена
1,00 долл..jpg) США
США
56
P8688056
Теперь: PCAP03M
БОЛТ M5-.8 X 8
Цена
Н/Д
Посмотреть замену
57
P8688057
Сейчас: PW05M
ШАЙБА ПЛОСКАЯ 4 ММ
Цена
Н/Д
Посмотреть замену
58
P8688058
Цена
1,50 $
59
P8688059
Цена
3,50 $
60
P8688060
Цена
2,25 $
61
P8688061
Цена
5,00 $
62
P8688062
Сейчас: PW01M
ШАЙБА ПЛОСКАЯ 8 ММ
Цена
Н/Д
Посмотреть замену
63
P8688063
Сейчас: PN03M
ШЕСТИГРАННАЯ ГАЙКА M8-1,25
Цена
Н/Д
Н/Д
Посмотреть замену
204
P8688204
Цена
$1,00
204V2
P8688204V2
Цена
1,25 $
205
P8688205
Цена
23,50 $
206
P8688206
Цена
44,25 $
206-1
P8688206-1
Цена
3,25 $
207
P8688207
Цена
7,50 $
208
P8688208
Цена
5,75 $
209
P8688209
Цена
$81,00
РУЧНАЯ
P8688РУЧНОЙ
Цена
12,75 $
MANV2
P8688MANV2
Цена
11,50 $
Изменившиеся с годами названия различных частей токарного станка до сих пор не полностью стандартизированы. ОСНОВА СЕДЛО ФАРТУК СОСТАВНАЯ ПОДСТАВКА ДЛЯ НАПРАВЛЯЮЩИХ, состоящая из ПОПЕРЕЧНЫХ НАПРАВЛЯЮЩИХ и ВЕРХНИХ НАПРАВЛЯЮЩИХ ПЕРЕДНЯЯ БАБКА . Шпиндель передней бабки ЗАДНЯЯ ШЕСТЕРНЯ НАВОДНОЙ ВИНТ ЗАДНЯЯ БАБКА ПРОМЕЖУТОЧНЫЙ ВАЛ (в США его иногда называют «промежуточным валом») ПЕРЕМЕННЫЕ КОЛЕСА И ОБРАТНАЯ МАШИНА |
 Несомненно, когда правительство закончит организовывать все остальные стороны нашей жизни, оно назначит высокооплачиваемую комиссию для изучения этого вопроса и вынесения «рекомендаций».
Несомненно, когда правительство закончит организовывать все остальные стороны нашей жизни, оно назначит высокооплачиваемую комиссию для изучения этого вопроса и вынесения «рекомендаций».  высота» — но удвоение этого значения является «поворотом», последний термин используется в США. В Великобритании 5-дюймовый токарный станок с центральной высотой будет называться «10-дюймовым» в США.
высота» — но удвоение этого значения является «поворотом», последний термин используется в США. В Великобритании 5-дюймовый токарный станок с центральной высотой будет называться «10-дюймовым» в США. 
 Сложность органов управления, установленных на фартуке, и простота их использования являются надежным показателем качества токарного станка. Практически все токарно-винторезные станки имеют так называемый рычаг «полугайки», который закрывает одну, а иногда и две половинки разрезной гайки, чтобы захватить ходовой винт и обеспечить привод для нарезания резьбы.
Сложность органов управления, установленных на фартуке, и простота их использования являются надежным показателем качества токарного станка. Практически все токарно-винторезные станки имеют так называемый рычаг «полугайки», который закрывает одну, а иногда и две половинки разрезной гайки, чтобы захватить ходовой винт и обеспечить привод для нарезания резьбы.  кровать и поперечное скольжение, а также.
кровать и поперечное скольжение, а также. получают более широкое распространение.
получают более широкое распространение. 

 Фитинги были доступны в различных размерах, начиная с L00 (L ноль ноль) и заканчивая L0, L1, L2 и т. д.
Фитинги были доступны в различных размерах, начиная с L00 (L ноль ноль) и заканчивая L0, L1, L2 и т. д. 

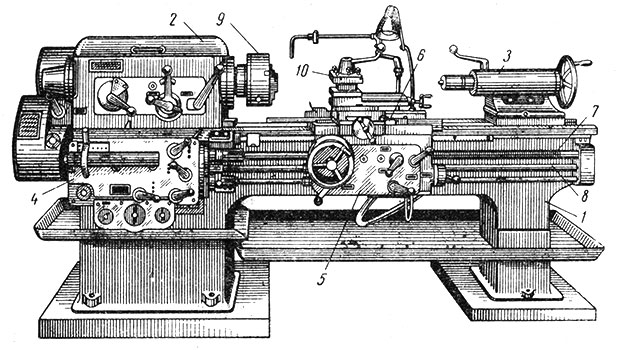
 облегчить жизнь оператору. Иногда будет винт, расположенный заподлицо с поверхностью ведущего шкива, а под ним подпружиненный штифт, который вдавливается в заднюю поверхность колеса быка. Иногда используются быстродействующие механизмы «скользящего кулачка» (как на токарных станках Drummond и Myford серии M), где ручку на лицевой стороне колеса быка нужно отодвинуть в сторону и, таким образом, подняться по пандусу, что приводит к отключению колеса. соединительный штифт автоматически. Некоторые токарные станки с закрытыми передними бабками (например, более поздние модели Boxford) имеют «однорычажную» заднюю передачу; в этой системе перемещение первой части движения рычага отключает соединение, в то время как следующая приводит заднюю шестерню в зацепление.
облегчить жизнь оператору. Иногда будет винт, расположенный заподлицо с поверхностью ведущего шкива, а под ним подпружиненный штифт, который вдавливается в заднюю поверхность колеса быка. Иногда используются быстродействующие механизмы «скользящего кулачка» (как на токарных станках Drummond и Myford серии M), где ручку на лицевой стороне колеса быка нужно отодвинуть в сторону и, таким образом, подняться по пандусу, что приводит к отключению колеса. соединительный штифт автоматически. Некоторые токарные станки с закрытыми передними бабками (например, более поздние модели Boxford) имеют «однорычажную» заднюю передачу; в этой системе перемещение первой части движения рычага отключает соединение, в то время как следующая приводит заднюю шестерню в зацепление. Используя зубчатую передачу для соединения шпинделя токарного станка с ходовым винтом, а ходовой винт с кареткой токарного станка, последний вместе с режущим инструментом можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя.
Используя зубчатую передачу для соединения шпинделя токарного станка с ходовым винтом, а ходовой винт с кареткой токарного станка, последний вместе с режущим инструментом можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя.
 Поскольку двигатель на 1500 об/мин приводит в движение гораздо больший шкив в соотношении примерно 5:1, скорость снижается до 300 об/мин (1500 разделить на 5).
Поскольку двигатель на 1500 об/мин приводит в движение гораздо больший шкив в соотношении примерно 5:1, скорость снижается до 300 об/мин (1500 разделить на 5).  и распространяется вплоть до более чем 3000 об/мин.
и распространяется вплоть до более чем 3000 об/мин. В Великобритании руку иногда называют «банджо», хотя на самом деле это выражение следует ограничить теми типами, у которых всего одна прорезь. Некоторые производители, чтобы усложнить жизнь себе и своим покупателям, пробовали и другие системы. Привод через сменные колеса часто включает в себя механизм реверсивного вращения, с помощью которого привод к ходовому винту может быть мгновенно реверсирован — и, следовательно, режущий инструмент может перемещаться к передней бабке или от нее по желанию. В своем «нейтральном» положении он также позволяет шпинделю передней бабки свободно и бесшумно вращаться, не приводя в движение сменные колеса и ходовой винт.
В Великобритании руку иногда называют «банджо», хотя на самом деле это выражение следует ограничить теми типами, у которых всего одна прорезь. Некоторые производители, чтобы усложнить жизнь себе и своим покупателям, пробовали и другие системы. Привод через сменные колеса часто включает в себя механизм реверсивного вращения, с помощью которого привод к ходовому винту может быть мгновенно реверсирован — и, следовательно, режущий инструмент может перемещаться к передней бабке или от нее по желанию. В своем «нейтральном» положении он также позволяет шпинделю передней бабки свободно и бесшумно вращаться, не приводя в движение сменные колеса и ходовой винт. Запчасти, ремонт и продажа токарных станков | Хьюстон, Техас
Перейти к содержимому
ГлавнаяMain Street ROI2022-08-10T13:54:51-05:00
Обслуживание Механические мастерские, мастера по ремонту машин, продавцы машин и любители более 45 лет
Позвоните нам
FDK3 Компания: Поставка необходимых запчастей ремонт ваших токарных станков Clausing-Colchester и Harrison
Посмотрите это видео, чтобы узнать о деталях токарного станка Clausing-Colchester, и посетите наш канал на YouTube, чтобы просмотреть больше видео. Обязательно подписывайтесь!
Обязательно подписывайтесь!
Колчестер Токарный станок
Продажи, запчасти, обслуживание и руководства
Harrison Lathe
Продажи, запчасти, и Harrison Lathes
Узнайте больше Clausing-Colacester и Harrison Lathes Lathes
. — Страницы Colchester Lathe и Harrison Lathe, чтобы узнать больше об обслуживании, деталях и вариантах продажи.
В двух словах, детали для токарных станков Harrison и Clausing-Colchester — и сами токарные станки — имеют стабильное качество и прочную конструкцию, рассчитанную на долгий срок службы. Они эффективны, экономичны и рассчитаны на длительный срок службы.
Вместе с компанией FDK3 мы предлагаем вам:
Недавно цены на детали для токарных станков Clausing-Colchester и Harrison были значительно снижены.
Качество
FDK3 Новые и бывшие в употреблении детали проходят проверку и являются первоклассными.
Гарантия
FDK3 Гарантия на все детали или возврат денег. Никаких вопросов не было задано.
Никаких вопросов не было задано.
Доставка
На складе FDK3 много новых и бывших в употреблении деталей для токарных станков Clausing-Colchester. Если нам нужно заказывать детали, минимальный срок ожидания 2-3 недели; не 6-7 недель, как некоторые конкуренты.
Предлагаемые нами услуги
Обслуживание и запасные части
Ваш токарный станок — это инвестиция, поэтому, когда вам требуется техническое обслуживание или ремонт, вам нужны профессионалы компании FDK3 на вашей стороне. Мы предоставляем все детали для токарных станков Clausing-Colchester и токарных станков Harrison, которые вам нужны, чтобы быстро приступить к работе.
Почему стоит выбрать компанию FDK3?
Ремонт и продажа токарных станков в Северной Америке
Компания FDK3, Inc. имеет более чем 40-летний опыт обслуживания механических мастерских и специалистов по токарной обработке в Хьюстоне, штат Техас, и по всей Северной Америке. Мы предлагаем клиентам запасные части и услуги для токарных станков Clausing, Colchester и Harrison, которые необходимы им для обеспечения правильной работы их оборудования. Доверьте свое капитальное оборудование компании, которая знает его не хуже производителя! У нас есть репутация превосходства, которая насчитывает десятилетия.
Доверьте свое капитальное оборудование компании, которая знает его не хуже производителя! У нас есть репутация превосходства, которая насчитывает десятилетия.
Услуги токарного станка для вашего оборудования
Токарная обработка — это отчасти искусство, отчасти мастерство и отчасти ремесло, но все это зависит от наличия подходящего оборудования. Когда вы инвестируете в традиционную торговую марку, такую как Clausing, Colchester и Harrison Lathes, вы должны знать, что ваш станок получает лучший ремонт токарного станка от профессионала, имеющего квалификацию для его выполнения. В Хьюстоне, штат Техас, и по всей Северной Америке компания FDK3, Inc. является лучшей в своем деле.
Гарантия на все работы и детали
Независимо от того, являетесь ли вы владельцем механического цеха с разнообразным оборудованием или работаете в одиночку с одним токарным станком, мы будем рады вам помочь. Испытайте наш опыт, и мы обещаем, что ваш токарный станок выдержит испытание временем, чтобы надежно выполнять каждый проект, за который вы беретесь.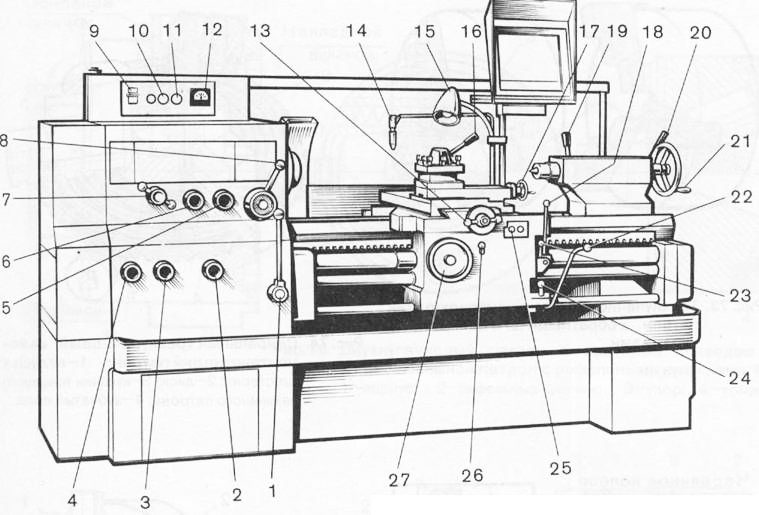
Фрэнк Кляйнворт доставляет винт и гайку с поперечным салазками Марку Ожье, президенту Northwind, Inc.
Деннис Андерсон, мастер по техническому обслуживанию ГНБ – Universal Company, владеющий узлом сцепления Matrix, приобретенным у компании FDK3.
Обеспечение продаж и обслуживания платаний по клаууз-колонковым столбам, а также новых или используемых токарных деталей
для клиентов по всему Техасу, Соединенным Штатам и Канаде
. Опыт
Авторизованный дилер
Отличная репутация
Наши клиенты любят нас
«Я работаю с Франком уже 2 года. Он помог с поиском новых деталей и использовал их для восстановления моего токарного станка. Очень информативен с информацией, всегда берет трубку и запоминает вас, отвечает на ваши электронные письма. У меня всегда хороший опыт общения с Фрэнком, и я всегда звоню ему перед тем, как позвонить на фабрику».
Джейсон С.
«С Фрэнком было приятно иметь дело. У меня была почти 50-летняя машина, и я даже не был уверен, смогу ли я достать запчасти для нее. Позвонил ему и через неделю получил запчасти. Очень рекомендую.”
Джейкоб К.
«Потрясающий сервис! Если у вас возникли проблемы с токарными станками Colchester, позвоните им или посетите их веб-сайт. У нас есть Colchester 17, который требовал много любви и внимания, и благодаря Фрэнку мы смогли запустить его в кратчайшие сроки. Вы получаете детали, которые вам нужны, не гадая и не пытаясь заставить их работать, они просто подходят с первого раза. Его обслуживание клиентов просто лучшее. Спасибо!»
Борис Л.
Получите БЕСПЛАТНОЕ мастер-руководство по обслуживанию токарных станков Colchester серии 8000
(Секреты ремонта токарных станков Colchester)
Одно бесплатное руководство для каждого клиента. Дополнительные руководства стоят 59,95 долларов плюс USPS.
Вы можете написать нам по адресу [email protected] или позвонить нам по телефону 713-202-3551, чтобы получить запасные части или руководства.
Свяжитесь с нами сегодня
ЗВОНИТЕ: 713-202-3551
Отправить сообщение
Ссылка для загрузки страницы
Перейти к началу
Купить Запчасти для токарных станков | От выключателей к стойкам
NOVA
Набор токарных станков G3 Pen (включает 48232, 6034, 9048 и футляр)
№ производителя 48265
159,95 $
НОВА
Патрон Titan III 1 1/4 дюйма, 8 зубцов на дюйм
№ производителя 13060
264,95 $
НОВА
Блок аутригеров черного цвета для токарных станков Saturn, Galaxi и 1624-44
№ производителя 55223
$330,00
НОВА
Большие 12-дюймовые челюсти Cole
Производитель № 6040
$106,18
НОВА
Винт-древоточец
№ производителя 10006
$27,00
НОВА
Челюсти с длинным носом
№ производителя 6017
$79,00
НОВА
Набор из 4 челюстей
№ производителя 6027
$132,06
НОВА
Удлинитель челюсти Cole 12″-15″, может использоваться только с новыми челюстями Cole 6040 12″
№ производителя 6039
45,99 $
БОЛЬШОЙ РОГ
Мини токарный патрон диаметром 2 дюйма с хвостовиком MT-1 и MT-2
№ производителя 19199
$63,61
НОВА
Большой набор челюстей (включает Js130N, Pjsn и 6017)
№ производителя 6037
$181,00
НОВА
Простой живой центр 2 Мт
Производитель № 2MTLC
$27,49
НОВА
Удлинитель станины Comet 14Dr
№ производителя 46901
219,99 $
НОВА
Jumbo Spur Center для шпинделей 1 1/4 дюйма
№ производителя 9087
85,04 $
НОВА
Долото ласточкин хвост
№ производителя 6008
$55,99
НОВА
Cole Jaw Buffer Kit
Производитель № 6030
$32,00
НОВА
6,5-дюймовая губка с глубоким захватом (только для патрона 13060 Titan III)
№ производителя 13041
$76,99
НОВА
Мини патрубок
Производитель № 6026
48,49 $
НОВА
Система живого центра
№ производителя 5015
$88,99
ДРИЛ АМЕРИКА
2MT Bull-Nose Live Center
Производитель # DEW2MT-BULL
$143,92
ДРИЛ АМЕРИКА
3MT Bull-Nose Live Center
Производитель # DEW3MT-BULL
168,99 $
НОВА
Комета II Стенд
№ производителя 47050
$204,00
НОВА
Удлинитель стойки токарного станка для стойки 47050
№ производителя 47051
$119,99
НОВА
10 в 1 Чак Гейдж
№ производителя 10051
$20,00
НОВА
Ступенчатые челюсти 75 мм
Производитель # JS75DT
$72,27
НОВА
Мини-челюсть 70 мм
Производитель # JS70N
$57,41
НОВА
25 мм челюсти
Производитель # JS25N
$55,34
НОВА
7/8-дюймовый гибкий центр
№ производителя 9020
$53,00
НОВА
2 Мт Центральная ветка
Производитель № 2MTSPUR
$29,56
НОВА
1/2 «гибкий центр
№ производителя 9019
$57,00
НОВА
Мягкие челюсти
№ производителя 6021
26,99 $
ДРИЛ АМЕРИКА
2MT токарный центр с твердосплавными наконечниками
Производитель # DEWX714-2CT
$22,93
НОВА
Гибкий центр 1 1/4 дюйма
№ производителя 9021
$63,00
НОВА
45-миллиметровые захватные кулачки
Производитель # JS-SP45
$67,24
НОВА
100 мм челюсти
Производитель # JS100N
$68,98
НОВА
Адаптер шпинделя 1″ 8Tpi, гнездо на 1 1/4″ 8Tpi, вилка
№ производителя 9086
$43,00
ДРИЛ АМЕРИКА
DEW4MT 4MT Живой центр
Производитель # DEW4MT
$79,41
Поддерживайте вращение вашего токарного станка с помощью деталей токарного станка, которые заменяют, улучшают, поддерживают или настраивают ваше оборудование.