Диффузионный отжиг это: Диффузионный отжиг (гомогенизация)
| 33. Гомогенизационный отжиг, изменение структуры и свойств при гомогенизационном отжиге. Закалка с полиморфным превращением. Закалка без полиморфного превращения Отжиг – операции нагрева и медленного охлаждения стали с целью выравнивания химического состава, получения равновесной структуры, снятия напряжений. Применяют отжиг для получения равновесной структуры, поэтому при отжиге детали охлаждают медленно. Углеродистые стали – со скоростью 200 °C/ч, легированные стали – 30-100 °C/ч. Диффузионный (гомогенизирующий) отжиг применяют для устранения ликвации (выравнивание химического состава). В его основе – диффузия. При этом выравнивается состав и растворяются избыточные карбиды. Такой отжиг проводят при высокой температуре с длительной выдержкой. Гомогенизирующему отжигу подвергают легированные стали. Полный отжиг связан с фазовой перекристаллизацией и измельчением зерна. Сталь в равновесном состоянии содержит перлит и наиболее пластична. Назначение полного отжига – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, получение мелкозернистой равновесной структуры в готовой детали. Виды (способы) полного отжига: отжиг (обычный и изотермический) на пластинчатый перлит (включения цементита в виде пластинок) и отжиг на зернистый перлит (включения цементита в виде зерен). При отжиге на пластинчатый перлит охлаждение заготовок производят вместе с печью, чаще всего при частичной подаче топлива, чтобы скорость охлаждения находилась в пределах 10–20 °C в час. Отжигом достигается измельчение зерна. Крупнозернистая структура получается при затвердевании стали вследствие свободного роста зерен, в результате перегрева стали; такая структура вызывает понижение механических свойств деталей. Закалка с полиморфным превращением. Закалка без полиморфного превращения Закалка – термообработка, при которой сталь приобретает неравновесную структуру, что прежде всего выражается в повышении твердости стали. К закалке относят: термообработку на сорбит, тростит и мартенсит. Степень неравновесности продуктов закалки с увеличением скорости охлаждения повышается и возрастает от сорбита к мартенситу. Преимуществом истинной закалки является возможность получения из мартенсита за счет последующего отпуска продуктов с комплексами свойств, которые другими видами термообработки получить невозможно. Истинная закалка получила широкое применение как предварительная обработка перед отпуском. Важна критическая скорость закалки. От нее зависит прокаливаемость стали, т. е. способность закаливаться на определенную глубину. Критическая скорость закалки зависит от стабильности аустенита, которая определяется количеством растворенных в нем углерода и легирующих элементов. Введением в сталь углерода и легирующих элементов повышается прокаливаемость, которую оценивают с помощью цилиндрических образцов по глубине залегания в них полумартенситного слоя. Полумартенситный слой стали содержащит 50 % М и 50 % Т. Основные параметры при закалке – температура нагрева и скорость охлаждения. Температуру нагрева для сталей определяют по диаграммам состояния, скорость охлаждения – по диаграммам изотермического распада аустенита. Время нагрева зависит от размеров детали и теплопроводности стали, определяют экспериментально. Одной из целей легирования конструкционных сталей является уменьшение критической скорости закалки и получение сквозной прокаливаемости изготовленных из них деталей при закалке не только в воде, но и в более мягких охлаждающих средах. От резкости охлаждающей среды зависит уровень термических и фазовых напряжений и вероятность образования трещин в детали. В связи с изложенным при закалке предпочтительны мягкие закалочные среды. При закалке режущего инструмента из высокоуглеродистой стали с целью уменьшения внутренних напряжений применяют охлаждение в двух средах. У высокоуглеродистых сталей и особенно у сталей с достаточно высоким содержанием легирующих элементов точка М, лежит ниже комнатной температуры, а зачастую и ниже 0 °C. В связи с этим при обычной закалке в них сохраняется много остаточного аустенита. Его наличие снижает твердость закаленной стали и ее теплопроводность, что для режущего инструмента является особенно нежелательным. Со временем остаточный аустенит претерпевает фазовые превращения, приводящие к изменению размеров изделия. Это крайне недопустимо для мерительного инструмента (скобы, пробки). Оглавление |

 Это объясняется тем, что скорость диффузии углерода, растворенного в аустените по способу внедрения, на несколько порядков больше скорости диффузии легирующих элементов, которые растворяются в аустените по способу замещения. Гомогенизация углеродистых сталей происходит практически в процессе их нагрева. Режим гомогенизирующего отжига: нагрев до температуры 1050–1200 °C, время выдержки составляет 8-10 ч. Температура гомогенизации должна быть достаточно высокой, но нельзя допускать пережога и оплавления зерен. При пережоге кислород воздуха соединяется с частицами металла, образуются окисные оболочки, разобщающие зерна. Пережог в металле устранить нельзя. Пережженный металл является окончательным браком. При диффузионном отжиге обычно получается крупное зерно, которое следует исправлять последующим полным отжигом.
Это объясняется тем, что скорость диффузии углерода, растворенного в аустените по способу внедрения, на несколько порядков больше скорости диффузии легирующих элементов, которые растворяются в аустените по способу замещения. Гомогенизация углеродистых сталей происходит практически в процессе их нагрева. Режим гомогенизирующего отжига: нагрев до температуры 1050–1200 °C, время выдержки составляет 8-10 ч. Температура гомогенизации должна быть достаточно высокой, но нельзя допускать пережога и оплавления зерен. При пережоге кислород воздуха соединяется с частицами металла, образуются окисные оболочки, разобщающие зерна. Пережог в металле устранить нельзя. Пережженный металл является окончательным браком. При диффузионном отжиге обычно получается крупное зерно, которое следует исправлять последующим полным отжигом.


 Отжиг для снятия сварочных напряжений проводится при 650…700 0С.
Отжиг для снятия сварочных напряжений проводится при 650…700 0С.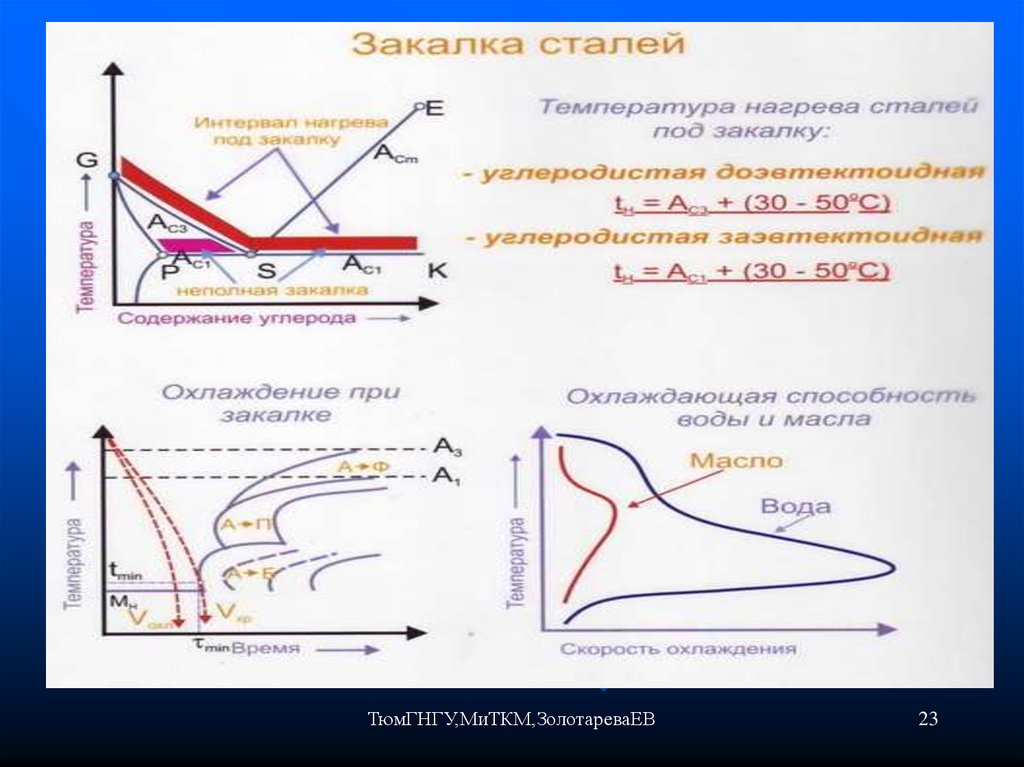 Продолж-сть зависит от габаритов изделия.
Продолж-сть зависит от габаритов изделия. Измельчая зерно, снижая внутренние напряженияи уменьшая структурную неоднородность способствует повышению пласт-ти и вязкости.В зав-ти от t нагрева различают отжиг:1. полный,
Измельчая зерно, снижая внутренние напряженияи уменьшая структурную неоднородность способствует повышению пласт-ти и вязкости.В зав-ти от t нагрева различают отжиг:1. полный,


 Для получения равновесной структуры применяют отжиг.
Для получения равновесной структуры применяют отжиг. [1] с.20
[1] с.20
 ) проводят при 730°С. Продолжительность нагрева составляет от 0,5 до 1,5 ч.
) проводят при 730°С. Продолжительность нагрева составляет от 0,5 до 1,5 ч. Отжиг стальных изделий для снятия напряжений проводится при температуре 160 —700°С с последующим медленным охлаждением. Например, многие детали прецизионных станков (ходовые винты, высоконапряженные зубчатые колеса, червяки и д. р.) нередко проходят отжиг (отпуск) после основной механической обработки при 570 —600°С в течение 2—3 ч и после окончательной механической обработки для снятия шлифовочных напряжений при 160—180°С 2 — 2,5 ч. Отжиг для снятия сварных напряжений проводится при 650 —700°С.
Отжиг стальных изделий для снятия напряжений проводится при температуре 160 —700°С с последующим медленным охлаждением. Например, многие детали прецизионных станков (ходовые винты, высоконапряженные зубчатые колеса, червяки и д. р.) нередко проходят отжиг (отпуск) после основной механической обработки при 570 —600°С в течение 2—3 ч и после окончательной механической обработки для снятия шлифовочных напряжений при 160—180°С 2 — 2,5 ч. Отжиг для снятия сварных напряжений проводится при 650 —700°С.
 ) проводят при 730 °С. Продолжительность нагрева составляет от 0,5 до 1,5 ч.
) проводят при 730 °С. Продолжительность нагрева составляет от 0,5 до 1,5 ч. Отжиг стальных изделий для снятия напряжений проводится при температуре 160–700 °С с последующим медленным охлаждением. Например, многие детали прецизионных станков (ходовые винты, высоконапряженные зубчатые колеса, червяки и д. р.) нередко проходят отжиг (отпуск), после ос¬новной механической обработки при 570–600 °С в течение 2-3 ч и после окончательной механической обработки для снятия шлифовочных напря¬жений при 160–180 °С 2–2,5 ч. Отжиг для снятия сварных напряжений проводится при 650–700 °С.
Отжиг стальных изделий для снятия напряжений проводится при температуре 160–700 °С с последующим медленным охлаждением. Например, многие детали прецизионных станков (ходовые винты, высоконапряженные зубчатые колеса, червяки и д. р.) нередко проходят отжиг (отпуск), после ос¬новной механической обработки при 570–600 °С в течение 2-3 ч и после окончательной механической обработки для снятия шлифовочных напря¬жений при 160–180 °С 2–2,5 ч. Отжиг для снятия сварных напряжений проводится при 650–700 °С.Что это — рекристаллизационный отжиг?
В данной статье будет представлен достаточно подробный рассказ о том, что собой представляет рекристаллизационный отжиг. Помимо этого, для ознакомления будут рассмотрены и другие виды работы со сталью, которые улучшают её структуру и обрабатываемость металла, уменьшают твёрдость и снимают внутренние напряжения. От структуры сплава зависят все основные его свойства, а способом, изменяющим структуру, является термическая обработка. Рекристаллизационный отжиг и многие другие виды термической обработки разработаны Д. К. Черновым, далее эту тему развивали Г. В. Курдюмов, А. А. Бочвар, А. П. Гуляев.
От структуры сплава зависят все основные его свойства, а способом, изменяющим структуру, является термическая обработка. Рекристаллизационный отжиг и многие другие виды термической обработки разработаны Д. К. Черновым, далее эту тему развивали Г. В. Курдюмов, А. А. Бочвар, А. П. Гуляев.
Термическая обработка
Это совокупность различных операций нагрева с помощью специального оборудования и по особой технологии, с выдержкой и охлаждением, которые выполняются сугубо в определённой последовательности и при точных режимах, чтобы изменить внутреннее строение сплава и получить нужные свойства. Термическая обработка разделяется на несколько видов. Отжиг первого рода, который применяется для абсолютно любых металлов и сплавов, фазовых превращений в твёрдом состоянии не приносит. Рекристаллизационный отжиг применяют для достижения следующих характеристик.
При нагреве отжига первого рода повышается подвижность атомов, полностью или частично устраняется химическая неоднородность, уменьшается внутреннее напряжение. Всё зависит от температуры нагрева и времени выдержки. Медленное охлаждение здесь является характерным. Разновидностями такого способа являются отжиг для снятия напряжения после литья, сварки или ковки, диффузионный и рекристаллизационный отжиг.
Всё зависит от температуры нагрева и времени выдержки. Медленное охлаждение здесь является характерным. Разновидностями такого способа являются отжиг для снятия напряжения после литья, сварки или ковки, диффузионный и рекристаллизационный отжиг.
Отжиг второго рода
Этот отжиг предназначен тоже для металла и сплавов, которые испытывают фазовые превращения при отжиге в твёрдом состоянии — и при нагреве, и при охлаждении. Здесь цели несколько шире, чем те, которые преследует рекристаллизационный отжиг стали. При отжиге второго рода получается более равновесная структура для дальнейшей обработки материала. Зернистость исчезает, размельчается, повышаются вязкость и пластичность, значительно снижаются твёрдость и прочность. Такой металл можно уже резать. Нагрев производится до температур, гораздо выше критических, а охлаждение происходит вместе с печью — очень медленно.
Также к термической обработке относится закалка сплавов для прочности и твёрдости. Здесь, напротив, структура образуется неравновесная, повышающая эти параметры за счёт сорбита, троостита, мартенсита. Температуры используются тоже значительно выше критических, но охлаждение происходит на очень высоких скоростях. Четвёртый вид термической обработки — отпуск, который снимает внутренние напряжения, снижает твёрдость и увеличивает вязкость и пластичность закалённых сталей. При нагреве до температур ниже критических скорость охлаждения может быть любой. Превращения уменьшают неравновесность структуры. Так действует и рекристаллизационный отжиг стали.
Температуры используются тоже значительно выше критических, но охлаждение происходит на очень высоких скоростях. Четвёртый вид термической обработки — отпуск, который снимает внутренние напряжения, снижает твёрдость и увеличивает вязкость и пластичность закалённых сталей. При нагреве до температур ниже критических скорость охлаждения может быть любой. Превращения уменьшают неравновесность структуры. Так действует и рекристаллизационный отжиг стали.
Выбор режима
Термическая обработка может быть предварительной и окончательной. Первая применяется для подготовки свойств материала и его структуры для дальнейших технологических операций (улучшение обрабатываемости, резка, обработка давлением). Окончательной термической обработкой формируются все свойства готового изделия. Как выбирается режим рекристаллизационного отжига, зависит от процесса и целей термической обработки.
Подразумевается нагрев сплава или металла выше показателя температуры кристаллизации, причём не меньше, чем на сто или двести градусов. Далее следует выдержка при этой температуре в течение нужного времени. Охлаждение является финальной стадией этого процесса. Эта технология подразделяется на полный, неполный и текстурирующий отжиг, и выбор зависит от того, какова цель рекристаллизационного отжига.
Далее следует выдержка при этой температуре в течение нужного времени. Охлаждение является финальной стадией этого процесса. Эта технология подразделяется на полный, неполный и текстурирующий отжиг, и выбор зависит от того, какова цель рекристаллизационного отжига.
Полный отжиг
На практике наиболее часто применяем полный отжиг, но здесь нужно обратить внимание на то, что отжиг стали и её закалка — процессы разные. В процессе рекристаллизационного отжига производятся определённые процедуры, которые предшествуют холодной обработке металла под давлением для облегчения дальнейшей с ним работы, либо отжиг является выходным видом термообработки, когда готовое изделие или полуфабрикат получают нужные характеристики. Либо это операция промежуточная, например — для эффективного удаления наклёпа.
Для однородного растворения в матрице легирующих элементов и для того, чтобы получить однородную микроструктуру с одинаковыми свойствами материала, отжиг проводится в специальном растворе. Чёрным металлам требуется рекристаллизационный отжиг с температурами от 950 до 1200º С с применением раствора солей Durferrit Glühkohle или Durferrit GS 960. Цветные металлы отжигаются при температурах от 460 до 540º С с применением соли Durferrit А. В., далее может следовать последующая обработка для увеличения прочности.
Чёрным металлам требуется рекристаллизационный отжиг с температурами от 950 до 1200º С с применением раствора солей Durferrit Glühkohle или Durferrit GS 960. Цветные металлы отжигаются при температурах от 460 до 540º С с применением соли Durferrit А. В., далее может следовать последующая обработка для увеличения прочности.
Цели
Наиболее часто рекристаллизационный отжиг сталей проводят с целью доведения структуры материала до нужных параметров, которые необходимы для дальнейшей работы. Его применяют после обработки давлением, если медленная рекристаллизация полностью не прошла, и это не позволяет снять наклёп.
Подобная технология обычно применяется для горячекатанных рулонов из сплавов, где основой является алюминий, а также после холодной прокатки листов, лент, фольги из разных сплавов и цветных металлов (здесь необходимо упомянуть и рекристаллизационный отжиг никеля), прутков и проволоки, сталей холодной штамповки и труб холодного волочения. Отдельной процедурой является отжиг при изготовлении полуфабрикатов и изделий из цветных металлов (в том числе никеля).
Температурные режимы
Разные материалы требуют различных режимов термообработки. Обычно весь процесс длится не более одного часа, чтобы завершился рекристаллизационный отжиг, но температурный режим для каждого сплава — свой собственный. Так от 300 до 400 °С требуют сплавы на основе магния, от 800 до 1150 °С — сплавы никеля, от 650 до 710 °С — углеродистая группа сталей, для которых обязательно проводится рекристаллизационный отжиг. Температура плавления, естественно, не достигается.
Алюминиевым сплавам так много не нужно, достаточно от 350 до 430 °С, а чистый алюминий рекристаллизуется при температурах от 300 до 500 °С. От 670 до 690 °С требует для рекристаллизации титан, от 700 до 850 °С — композиции меди с никелем, от 600 до 700 °С нужно бронзе и латуни, а чистой меди даже поменьше, она начинает рекристаллизацию от 500 °С. Такие режимы рекристаллизационного отжига требуются для отдельных металлов и сплавов.
Диффузионная обработка металлов
Этот вид отжига иначе называется гомогенизирующим, и проводится он с целью устранения последствий дендритной ликвации. Диффузионный отжиг нужен для легированной стали, где показатель пластичности и вязкости снижен из-за внутрикристаллической ликвации, что приводит к слоистым или хрупким изломам. Нужно добиться равновесной структуры, а потому диффузионная обработка литого металла необходима. Кроме того, она улучшает и механические характеристики, и повышает однородность свойств во всём объёме готовой продукции.
Диффузионный отжиг нужен для легированной стали, где показатель пластичности и вязкости снижен из-за внутрикристаллической ликвации, что приводит к слоистым или хрупким изломам. Нужно добиться равновесной структуры, а потому диффузионная обработка литого металла необходима. Кроме того, она улучшает и механические характеристики, и повышает однородность свойств во всём объёме готовой продукции.
Вот что происходит при этом процессе: растворяются избыточные фазы, выравнивается химический состав, возникают и растут поры, увеличивается размер зерна. Данный вид термообработки требует длительной выдержки металла в условиях температур выше критических (здесь можно говорить о 1200 градусах по Цельсию).
Изотермическая термообработка
Такой отжиг рекомендуется для легированной стали, где при неизменной температуре аустенит распадается на на феррит и цементит в смеси. Такой распад может произойти при других видах отжига, если происходит постепенное охлаждение за счёт постоянного и последовательного уменьшения температуры. Таким образом достигается однородность структуры, снижается время на термическую обработку.
Таким образом достигается однородность структуры, снижается время на термическую обработку.
Схема изотермического отжига следующая: сначала нагрев до показателя, который будет превышать верхнюю критическую точку на 50-70 градусов, затем снижение температуры на 150 градусов. После этого нагретая деталь переносится в печь или ванну, где выдерживается температура не более 700 °С. Длительность процедуры будет зависеть от состава металла и геометрических размеров детали. Легированные составы могут потребовать нескольких часов, а горячекатанные листы углеродистой стали — несколько минут.
Различия
При полном отжиге обеспечивается перекристаллизация стали, избавляющая металл от разнообразных дефектов структуры. Сталь получает самые свои важные и характерные для неё свойства, смягчается для последующей резки. Нужно сначала нагреть её до температуры выше Ас3 на 30-50 градусов, прогреть, затем медленно охладить.
Чаще всего выдержка длится минимум полчаса, но не более часа на тонну стали с нагревом скоростью 100 градусов по Цельсию в час. Скорость охлаждения варьируется — зависит от состава стали и от устойчивости аустенита. Если охлаждать быстро, может сформироваться слишком твёрдая ферритно-цементитная дисперсная структура.
Скорость охлаждения варьируется — зависит от состава стали и от устойчивости аустенита. Если охлаждать быстро, может сформироваться слишком твёрдая ферритно-цементитная дисперсная структура.
Остывание
Скорость остывания регулируется охлаждением печи с постепенным её отключением и открыванием дверцы. При полном отжиге главное — не перегреть сплав. Неполный отжиг выполняют при температурах ниже Ас3, но несколько выше Ас1.
Тогда сталь частично перекристаллизуется, и потому от дефектов не избавится. Так обрабатывают стали с отсутствием ферритной полосчатости, если их нужно всего лишь смягчить перед дальнейшей обработкой и резкой. Кроме полного и неполного есть ещё текстурирующий рекристализационный отжиг.
Применение
Иногда отжиг дополняет горячую обработку давлением (горячекатанные рулоны, например, из алюминиевых сплавов, отжигают перед холодной прокаткой, чтобы снять наклёп, который обязательно образуется как последствие горячей прокатки).
Гораздо шире используется отжиг этого вида в производстве изделий и полуфабрикатов из сплавов и чистых цветных металлов. Это уже самостоятельная операция по термообработке. По сравнению со сталями огромное количество цветных металлов подвергают холодной обработке давлением, после чего рекристаллизационный отжиг необходим.
Это уже самостоятельная операция по термообработке. По сравнению со сталями огромное количество цветных металлов подвергают холодной обработке давлением, после чего рекристаллизационный отжиг необходим.
В промышленности
Если требуется зернистая форма цементита, выдержка сплава при отжиге до полной рекристаллизации может продолжаться долго — несколько часов. Для холодного деформирования, которое обычно следует за отжигом, наиболее благоприятна именно зернистая форма цементита, которая происходит при рекристаллизации в процессе зарождения и роста недеформированных зёрен, а для этого нужен нагрев до определённой температуры.
Рекристаллизационный отжиг в промышленности является первоначальной операцией для придания сплаву или металлу пластичности перед холодной обработкой давлением. Не менее часто он присутствует и в промежутке между операциями по холодному деформированию для снятия наклёпа, а также как выходной окончательный процесс термической обработки, чтобы изделие или полуфабрикат обрели необходимые им свойства.
Как это происходит
Нагреваясь, деформированный металл повышает подвижность атомов. Старые зёрна вытягиваются, становятся уязвимыми, интенсивно зарождаются и растут новые, уже равновесные и свободные от напряжения зёрна. Они сталкиваются со старыми, вытянутыми, вбирая в свой рост до полного их исчезновения. Перекристаллизация стали и сплавов и является главной целью рекристаллизационного отжига. При нагреве после достижения необходимой температуры пределы текучести и прочности материала снижаются довольно резко.
Зато увеличивается пластичность, это работает для улучшения обрабатываемости. Температуру начала рекристаллизации называют порогом рекристаллизации. При её достижении металл разупрочняется. Температура не может быть постоянной величиной. Для конкретного сплава или металла играют настолько же важные роли длительность нагрева, степень предварительной деформации, изначальная величина зерна и многое другое.
Структура цинковых покрытий и кинетика изменения фаз после диффузионного отжига в печи сопротивления » Все о металлургии
12. 12.2014
12.2014
Диффузионный отжиг оцинкованных образцов в электрической камерной печи производили при температурах 450, 500, 550 и 600° С, продолжительность выдержки для оцинкованных в расплаве образцов составляла 5; 10; 20 и 30 мин, а для электролитически оцинкованных 10; 20 и 30 мин.
Образцы загружали в печь, нагретую до необходимой заданной температуры диффузионного отжига, а затем охлаждали на воздухе.
Структура покрытия полученного в расплаве с 0,04% Al
Микроструктура цинкового покрытия, полученного в расплаве с добавкой 0,04% Al и прошедшего отжиг при 450° С в течение 10 мин, показана на рис. 70, а. Видно, что слой покрытия состоит из нескольких последовательно расположенных структурных составляющих, отделенных друг от друга резкими границами. Непосредственно на стальном основании находится очень тонкий и поэтому слабо выраженный слой Г-фазы. Над слоем Г-фазы расположена увеличившаяся в толщине δ1-фаза, представляющая собор компактный, не выявляющий структуры слой. Затем следует слой из столбчатых ζ-кристаллов. Граница раздела между слоем δ1-фазы и ζ-криcталлами имеет отчетливо выраженную зубчатую форму. На самой поверхности покрытия еще имеется слой чистого цинка (η-фаза). Следовательно, в полной мере наблюдается вся гамма структурных составляющих цинкового покрытия, полученного в расплаве. С увеличением продолжительности выдержки до 20 мин происходит дальнейший рост слоя δ1-фазы. В покрытии уже отсутствует верхний слой чистого цинка (η-фаза) (рис. 70, б) и на поверхности находится слой из столбчатых ζ-кристаллов, которые из-за большой хрупкости и столбчатого строения легко выкрашиваются в процессе изготовления шлифа.
Затем следует слой из столбчатых ζ-кристаллов. Граница раздела между слоем δ1-фазы и ζ-криcталлами имеет отчетливо выраженную зубчатую форму. На самой поверхности покрытия еще имеется слой чистого цинка (η-фаза). Следовательно, в полной мере наблюдается вся гамма структурных составляющих цинкового покрытия, полученного в расплаве. С увеличением продолжительности выдержки до 20 мин происходит дальнейший рост слоя δ1-фазы. В покрытии уже отсутствует верхний слой чистого цинка (η-фаза) (рис. 70, б) и на поверхности находится слой из столбчатых ζ-кристаллов, которые из-за большой хрупкости и столбчатого строения легко выкрашиваются в процессе изготовления шлифа.
С увеличением температуры отжига скорость диффузии увеличивается, что в свою очередь вызывает дальнейшую перестройку структурных составляющих. Микроструктура цинкового покрытия, прошедшего отжиг при 500° С, выдержка 10 мин (рис. 71,а), состоит в основном из сплошного слоя δ1-фазы, прилегающего к тонкому слою Г-фазы. В этом случае в слое δ1-фазы после травления имеются как бы две зоны: зона, примыкающая к Г-фазе и представляющая собой компактный, не выявляющий структуры слой, и верхняя зона с явно выраженной столбчатой структурой. С увеличением времени выдержки до 20 мин вторая зона практически отсутствует, и лишь на самой поверхности покрытия можно наблюдать некоторую направленность роста кристаллов. Толщина слоя Г-фазы в результате увеличения продолжительности отжига возрастает незначительно.
С увеличением времени выдержки до 20 мин вторая зона практически отсутствует, и лишь на самой поверхности покрытия можно наблюдать некоторую направленность роста кристаллов. Толщина слоя Г-фазы в результате увеличения продолжительности отжига возрастает незначительно.
На рис. 72 приведена микроструктура цинкового покрытия после диффузионного отжига при 550° С. Согласно диаграмме состояния системы железо — цинк, при этой температуре уже не может существовать ζ-фаза, так как температурный предел ее устойчивости 530° С. Поэтому уже при небольшой продолжительности отжига (5 мин) при 550°С (рис. 72,а) покрытие состоит из прилегающего к стальной основе тонкого слоя Г-фазы, за которым располагается небольшой слой вытянутых нитеобразных кристаллов FeZn7 (δ1-фаза), переходящих в мелкую эвтектическую смесь (FeZn7+Zn), и отдельных очень мелких кристаллов FeZn7, распределенных по всей массе эвтектики.
С увеличением времени отжига до 10—30 мин покрытие оказывается состоящим в основном из слоя δ1-фазы, прилегающего к тонкому слою Г-фазы. В этом случае Si-фаза представляет собой компактный, не выявляющий структуры слой. На поверхности покрытия образуется хрупкий зернистый слой, толщина которого в случае отжига при 550° С с выдержкой 30 мин достигает 10—12 мкм. Этот слой, содержащий большое количество окислов цинка, очень хрупкий и при изготовлении микрошлифа легко выкрашивается. С повышением температуры отжига сверх 550° С и продолжительности выдержки сверх 30 мин толщина этого хрупкого слоя значительно увеличивается, что отрицательно сказывается на механических, коррозионных и других свойствах покрытия. На рис. 73 приведена структура цинкового покрытия после диффузионного отжига при 600° С в течение 10 и 2 0 мин.
В этом случае Si-фаза представляет собой компактный, не выявляющий структуры слой. На поверхности покрытия образуется хрупкий зернистый слой, толщина которого в случае отжига при 550° С с выдержкой 30 мин достигает 10—12 мкм. Этот слой, содержащий большое количество окислов цинка, очень хрупкий и при изготовлении микрошлифа легко выкрашивается. С повышением температуры отжига сверх 550° С и продолжительности выдержки сверх 30 мин толщина этого хрупкого слоя значительно увеличивается, что отрицательно сказывается на механических, коррозионных и других свойствах покрытия. На рис. 73 приведена структура цинкового покрытия после диффузионного отжига при 600° С в течение 10 и 2 0 мин.
Из рис. 72 и 73 видно, что с повышением температуры и продолжительности отжига толщина слоя Г-фазы значительно увеличивается. Это нежелательно, так как из-за высокой твердости и хрупкости этой фазы снижается пластичность покрытия в целом.
Таким образом, диффузионный отжиг при 600° С нежелателен по двум причинам: во-первых, увеличивается хрупкий поверхностный слой, во-вторых, значительно вырастет слой Г-фазы (рис. 73, а).
73, а).
Структура покрытия, полученного в расплаве с 0,12% Al
При диффузионном отжиге такого покрытия структура также значительно изменяется. Если до отжига покрытие состоит в основном из чистого цинка (η-фаза) (см. рис. 10,a), a слой железоцинкового сплава незначителен, то после отжига при 500° С с выдержкой 10 мин большую его часть составляют δ1- и ζ-фазы (рис. 74, а). Небольшой слой η-фазы сохраняется лишь на самой поверхности. С увеличением продолжительности отжига до 20—30 мин преимущественно развивается δ1-фаза.
Структура покрытия после отжига при 500° С, 30 мин уже состоит в основном из δ1-фазы (рис. 74, в) и только на поверхности в виде включений еще можно обнаружить ζ-кристаллы. Слой Г-фазы также вырастает в процессе отжига.
Микроструктура цинкового покрытия после отжига при 550° С представлена на рис. 75. Уже при отжиге в течение 10 мин обнаруживается компактный, не выявляющий структуры слой δ1-фазы, прилегающий к Г-фазе. Однако на расстоянии -50 мкм от стального основания в δ1-фазе имеется зона включений серого цвета шириной 10—15 мкм. Очевидно, в процессе отжига здесь происходит частичное выделение ζ-кристаллов, которые расположены отдельными небольшими группами. Как показали измерения, микротвердость покрытия в местах таких выделений составляет 2340—2880 Мн/м2 (234—288 кГ,/мм2), что вполне отвечает микротвердости ζ-фазы.
Однако на расстоянии -50 мкм от стального основания в δ1-фазе имеется зона включений серого цвета шириной 10—15 мкм. Очевидно, в процессе отжига здесь происходит частичное выделение ζ-кристаллов, которые расположены отдельными небольшими группами. Как показали измерения, микротвердость покрытия в местах таких выделений составляет 2340—2880 Мн/м2 (234—288 кГ,/мм2), что вполне отвечает микротвердости ζ-фазы.
С увеличением выдержки до 20 или 30 мин продолжает расти слой Г-фазы и, кроме того, значительно возрастает хрупкость поверхностных слоев покрытия, что отчетливо видно из рис. 75, б и в.
Кинетика изменения структурных составляющих цинковых покрытий, полученных в расплавах цинка с добавкой 0,04 и 0,12 % Al, при диффузионном отжиге в течение 10 мин характеризуется кривыми рис. 76 и 77.
Если в покрытии, полученном из расплава с 0,04% Al и термически обработанном в печи при 500° С с выдержкой 10 мин, обнаруживаются лишь отдельные кристаллы ζ-фазы, то в покрытии, полученном из расплава с 0,12% Al и термически обработанном по этому же режиму, слой ζ-кристаллов заметно больше (см. рис. 71,а; 74, а; 76 и 77). Это в первую очередь связано с исходной структурой цинкового покрытия: в покрытиях толщиной около 100 мкм, полученных в расплавах с добавкой 0,04 и 0,12% Al, слой чистого Цинка (η-фаза) составляет соответственно 30—40 и 60—75 мкм (см. рис. 10).
рис. 71,а; 74, а; 76 и 77). Это в первую очередь связано с исходной структурой цинкового покрытия: в покрытиях толщиной около 100 мкм, полученных в расплавах с добавкой 0,04 и 0,12% Al, слой чистого Цинка (η-фаза) составляет соответственно 30—40 и 60—75 мкм (см. рис. 10).
Следовательно, в случае отжига при 500° С в слой чистого цинка толщиной 60—75 мкм за 10 мин не успевает продиффундировать такое количество железа, которое было бы достаточным для полного превращения этого слоя в δ1-фазу. И хотя за это время слой δ1-фазы заметно вырастает, в покрытии все же имеются ζ-кристаллы. С повышением температуры отжига или увеличением его продолжительности происходит дальнейший рост δ1-фазы, слой ζ-кристаллов заметно уменьшается и при 550° С покрытие состоит из однородного сплошного слоя δ1-фазы и тонкого слоя Г-фазы. Толщина Г-фазы при отжиге до 500° С почти не изменяется и лишь после 500° С. начинает заметно увеличиваться.
Структура покрытия, полученного электролитическим способом
Резкое изменение структуры электролитического цинкового покрытия наступает уже после отжига при 450° С в течение 10 мин (рис. 78,а). Отчетливо виден примыкающий к стальному основанию узкий (-3 мкм) слой интерметаллического соединения Fe5Zn21 (Г-фаза), а за ним следует δ1-фаза, для которой, особенно в случае выдержки в течение 20 мин (рис. 78,б), характерна столбчатая структура. Следующий слой — кристаллы ζ-фазы. Следовательно, если до отжига электролитическое цинковое покрытие состоит только из слоя чистого цинка, то после отжига обнаруживаются интерметаллические фазы.
78,а). Отчетливо виден примыкающий к стальному основанию узкий (-3 мкм) слой интерметаллического соединения Fe5Zn21 (Г-фаза), а за ним следует δ1-фаза, для которой, особенно в случае выдержки в течение 20 мин (рис. 78,б), характерна столбчатая структура. Следующий слой — кристаллы ζ-фазы. Следовательно, если до отжига электролитическое цинковое покрытие состоит только из слоя чистого цинка, то после отжига обнаруживаются интерметаллические фазы.
С увеличением выдержки (20, 30 мин) при 450° С структура слоя качественно не меняется (рис. 78, б, в). Повышение температуры отжига до 500° C при тех же выдержках приводит к резкому увеличению толщины δ1-фазы (рис. 79) и при 550° С все покрытие представляет собой однородный сплошной слой δ1-фазы (рис. 80).
Такой же компактный однородный светлый слой δ1-фазы получается при температуре отжига 600° С и выдержке 10, 20 и 30 мин (рис. 81).
Слой Г-фазы с повышением температуры диффузионного отжига и увеличением выдержки непрерывно увеличивается: если при 450° С и выдержке 10 мин его толщина составляет 3 мкм, то при температуре 600° С и выдержке 30 мин она составляет 10—10,5 мкм.
Измеряя толщину слоя Г-фазы при различной продолжительности отжига (от 10 до 30 мин), оказалось возможным найти закон роста этой фазы для различных температур отжига (рис. 82).
Как видно из рисунка, при всех исследованных температурах существует прямолинейная зависимость между квадратом толщины слоя Г-фазы и продолжительностью диффузионного отжига, т. е. рост Г-фазы (Fe5Zn2O идет по параболическому закону.
Была также изучена структура ζ- и δ1-фаз на шлифах, плоскость которых перпендикулярна росту этих фаз (рис. 83). В случае отжига электролитического покрытия при 450° С, выдержка 20 мин, видна темная сетка вокруг ζ-кристаллов. Это кристаллы η-фазы, заполняющие промежутки между параллельно расположенными столбчатыми кристаллами ζ-фазы. Такая структура области (ζ + η) представляет собой типичный эвтектоид. Структура нижележащего слоя δ1-фазы также имеет ярко выраженное направление роста.
С увеличением температуры отжига и продолжительности выдержки электролитическое цинковое покрытие оказывается полностью состоящим из δ1-кристаллов, ярко выраженную сетку которых можно видеть на рис. 84.
84.
Таким образом, в процессе диффузионного отжига в электрической печи происходит изменение структурных составляющих цинкового покрытия, полученного в расплаве цинка или электролитическим способом. В результате взаимной диффузии железа и цинка образуются фазы, которые устойчивы при 500—550° С и по своему составу соответствуют фазам на диаграмме состояния системы железо—цинк. Повышая содержание железа в цинковом покрытии в процессе диффузионного отжига до 6,5—11%, можно создать условия для преимущественного развития δ1-фазы.
- Краткие сведения о термической обработке цинковых покрытий
- Диффузионный отжиг цинковых покрытий
- Основное оборудование для цинкования жидким методом
- Цинкование труб жидким методом
- Технология цинкования жидким методом
- Влияние кремния, введенного в расплав цинка, на толщину, структуру и свойства покрытия
- Влияние серебра, введенного в расплав цинка, на толщину, структуру и свойства покрытия
- Влияние кадмия, введенного в расплав цинка, на толщину, структуру и свойства покрытия
- Влияние меди, введенного в расплав цинка, на толщину, структуру и свойства покрытия
- Влияние магния, введенного в расплав цинка, на толщину, структуру и свойства покрытия
33.
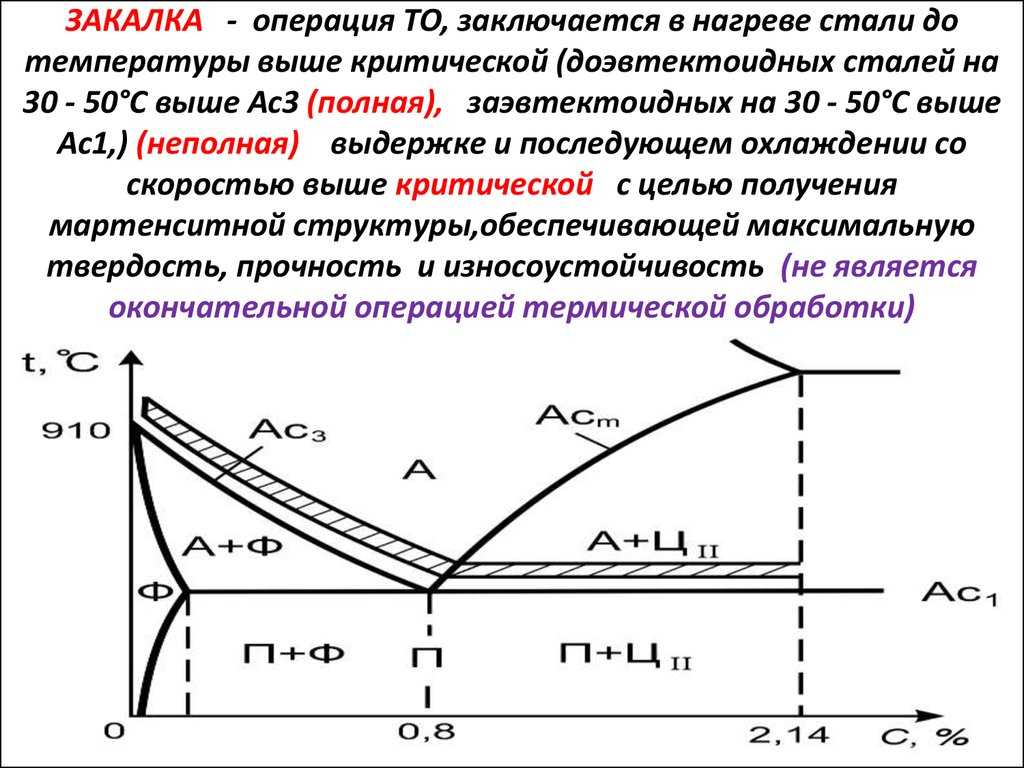
 Гомогенизационный отжиг, изменение структуры и свойств при гомогенизационном отжиге. Закалка с полиморфным превращением. Закалка без полиморфного превращения
Гомогенизационный отжиг, изменение структуры и свойств при гомогенизационном отжиге. Закалка с полиморфным превращением. Закалка без полиморфного превращения
33. Гомогенизационный отжиг, изменение структуры и свойств при гомогенизационном отжиге. Закалка с полиморфным превращением. Закалка без полиморфного превращения
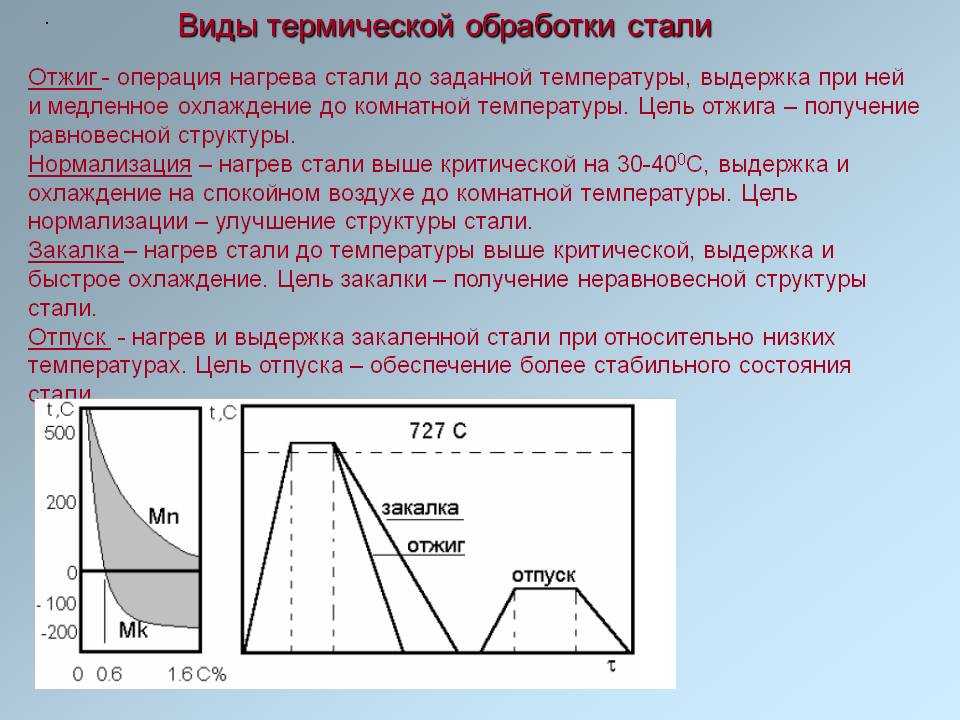
Отжиг – операции нагрева и медленного охлаждения стали с целью выравнивания химического состава, получения равновесной структуры, снятия напряжений.
Применяют отжиг для получения равновесной структуры, поэтому при отжиге детали охлаждают медленно. Углеродистые стали – со скоростью 200 °C/ч, легированные стали – 30-100 °C/ч.
Диффузионный (гомогенизирующий) отжиг применяют для устранения ликвации (выравнивание химического состава). В его основе – диффузия. При этом выравнивается состав и растворяются избыточные карбиды. Такой отжиг проводят при высокой температуре с длительной выдержкой. Гомогенизирующему отжигу подвергают легированные стали. Это объясняется тем, что скорость диффузии углерода, растворенного в аустените по способу внедрения, на несколько порядков больше скорости диффузии легирующих элементов, которые растворяются в аустените по способу замещения.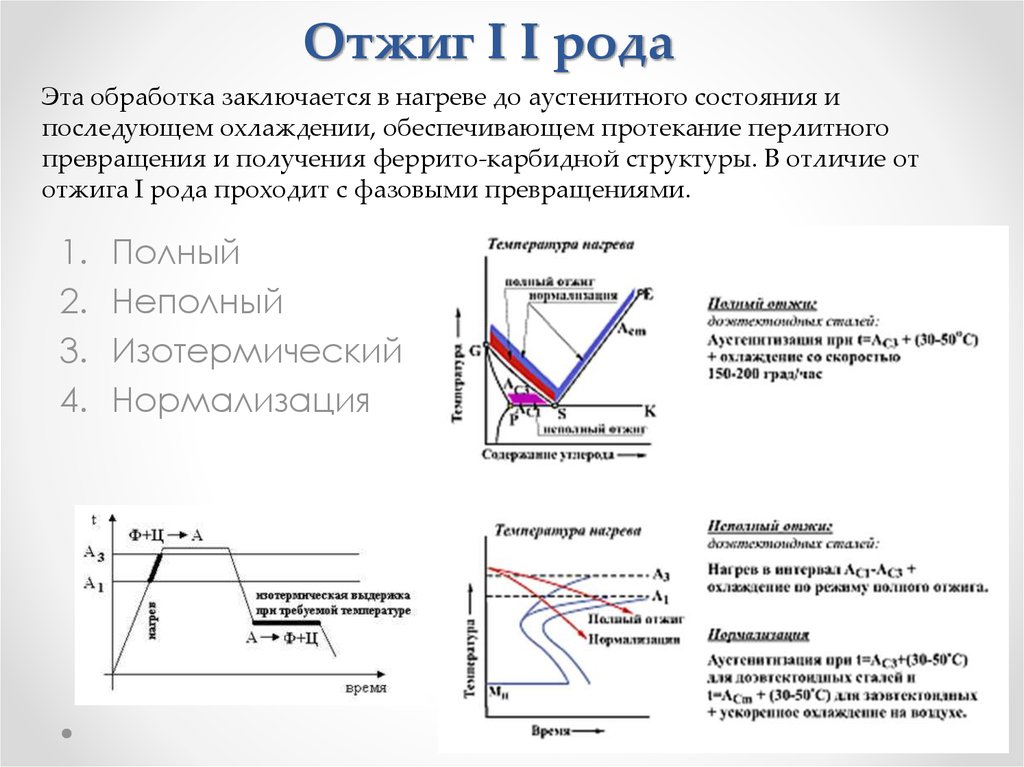 Гомогенизация углеродистых сталей происходит практически в процессе их нагрева. Режим гомогенизирующего отжига: нагрев до температуры 1050–1200 °C, время выдержки составляет 8-10 ч. Температура гомогенизации должна быть достаточно высокой, но нельзя допускать пережога и оплавления зерен. При пережоге кислород воздуха соединяется с частицами металла, образуются окисные оболочки, разобщающие зерна. Пережог в металле устранить нельзя. Пережженный металл является окончательным браком. При диффузионном отжиге обычно получается крупное зерно, которое следует исправлять последующим полным отжигом.
Гомогенизация углеродистых сталей происходит практически в процессе их нагрева. Режим гомогенизирующего отжига: нагрев до температуры 1050–1200 °C, время выдержки составляет 8-10 ч. Температура гомогенизации должна быть достаточно высокой, но нельзя допускать пережога и оплавления зерен. При пережоге кислород воздуха соединяется с частицами металла, образуются окисные оболочки, разобщающие зерна. Пережог в металле устранить нельзя. Пережженный металл является окончательным браком. При диффузионном отжиге обычно получается крупное зерно, которое следует исправлять последующим полным отжигом.
Полный отжиг связан с фазовой перекристаллизацией и измельчением зерна. Сталь в равновесном состоянии содержит перлит и наиболее пластична. Назначение полного отжига – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, получение мелкозернистой равновесной структуры в готовой детали.
Виды (способы) полного отжига: отжиг (обычный и изотермический) на пластинчатый перлит (включения цементита в виде пластинок) и отжиг на зернистый перлит (включения цементита в виде зерен).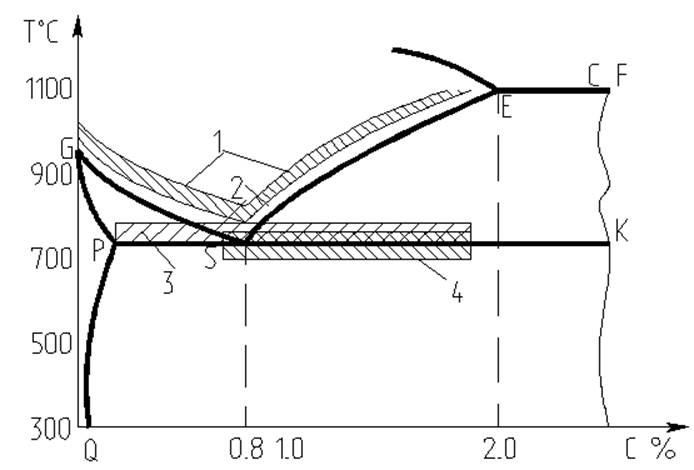
При отжиге на пластинчатый перлит охлаждение заготовок производят вместе с печью, чаще всего при частичной подаче топлива, чтобы скорость охлаждения находилась в пределах 10–20 °C в час.
Отжигом достигается измельчение зерна. Крупнозернистая структура получается при затвердевании стали вследствие свободного роста зерен, в результате перегрева стали; такая структура вызывает понижение механических свойств деталей.
Закалка с полиморфным превращением. Закалка без полиморфного превращения
Закалка – термообработка, при которой сталь приобретает неравновесную структуру, что прежде всего выражается в повышении твердости стали. К закалке относят: термообработку на сорбит, тростит и мартенсит. Степень неравновесности продуктов закалки с увеличением скорости охлаждения повышается и возрастает от сорбита к мартенситу.
Преимуществом истинной закалки является возможность получения из мартенсита за счет последующего отпуска продуктов с комплексами свойств, которые другими видами термообработки получить невозможно.
Истинная закалка получила широкое применение как предварительная обработка перед отпуском.
Важна критическая скорость закалки. От нее зависит прокаливаемость стали, т. е. способность закаливаться на определенную глубину. Критическая скорость закалки зависит от стабильности аустенита, которая определяется количеством растворенных в нем углерода и легирующих элементов. Введением в сталь углерода и легирующих элементов повышается прокаливаемость, которую оценивают с помощью цилиндрических образцов по глубине залегания в них полумартенситного слоя. Полумартенситный слой стали содержащит 50 % М и 50 % Т.
Основные параметры при закалке – температура нагрева и скорость охлаждения. Температуру нагрева для сталей определяют по диаграммам состояния, скорость охлаждения – по диаграммам изотермического распада аустенита.
Время нагрева зависит от размеров детали и теплопроводности стали, определяют экспериментально.
Одной из целей легирования конструкционных сталей является уменьшение критической скорости закалки и получение сквозной прокаливаемости изготовленных из них деталей при закалке не только в воде, но и в более мягких охлаждающих средах. От резкости охлаждающей среды зависит уровень термических и фазовых напряжений и вероятность образования трещин в детали. В связи с изложенным при закалке предпочтительны мягкие закалочные среды. При закалке режущего инструмента из высокоуглеродистой стали с целью уменьшения внутренних напряжений применяют охлаждение в двух средах.
От резкости охлаждающей среды зависит уровень термических и фазовых напряжений и вероятность образования трещин в детали. В связи с изложенным при закалке предпочтительны мягкие закалочные среды. При закалке режущего инструмента из высокоуглеродистой стали с целью уменьшения внутренних напряжений применяют охлаждение в двух средах.
У высокоуглеродистых сталей и особенно у сталей с достаточно высоким содержанием легирующих элементов точка М, лежит ниже комнатной температуры, а зачастую и ниже 0 °C. В связи с этим при обычной закалке в них сохраняется много остаточного аустенита. Его наличие снижает твердость закаленной стали и ее теплопроводность, что для режущего инструмента является особенно нежелательным.
Со временем остаточный аустенит претерпевает фазовые превращения, приводящие к изменению размеров изделия. Это крайне недопустимо для мерительного инструмента (скобы, пробки).
Данный текст является ознакомительным фрагментом.
СТРУКТУРЫ ЯЗЫКА
СТРУКТУРЫ ЯЗЫКА
Формальным моделям синтаксических структур естественного языка уделяется значительное внимание в современной проблематике систем искусственного интеллекта и компьютерной лингвистики. Это связано с необходимостью создания действенных программ
4.8. Электронный отжиг кремниевых пластин
4.8. Электронный отжиг кремниевых пластин
Тем временем для установки электронного отжига было, наконец, выделено оборудование и соответствующее помещение. Приходилось сомневаться в успехе: до планового срока окончания работы оставалось чуть больше трех месяцев (из
3. Диффузионные и бездиффузионные превращения
3. Диффузионные и бездиффузионные превращения
Диффузионные и бездиффузионные превращения
Под диффузией понимают перемещение атомов в кристаллическом теле на расстояния, превышающие средние межатомные расстояния данного металла. Если перемещения атомов не связаны с изменением концентрации в отдельных объемах,
3. Диаграмма изотермического превращения аустенита
3. Диаграмма изотермического превращения аустенита
На рис. 10 представлена диаграмма изотермического превращения аустенита стали, содержащей 0,8 % углерода.По оси ординат откладывается температура. По оси абсцисс – время.
Рис. 10. Диаграмма изотермического превращения
4. Виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация
4. Виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация
Термическую обработку металлов и сплавов, а также изделий из них применяют для того, чтобы вызвать необратимое изменение свойств вследствие необратимого изменения структуры. Термическая
Термическая
5. Поверхностная закалка
5. Поверхностная закалка
Поверхностной называется такая закалка, при которой высокую твердость приобретает лишь часть поверхностного слоя стали или сплава. Она отличается от других способов закалки методом нагрева.При такой обработке до температуры закалки нагревают
ПРЕВРАЩЕНИЯ САМОВАРА
ПРЕВРАЩЕНИЯ САМОВАРА
Для начала давайте поставим самовар.Было углей в самоваре полно, а вскипел самовар — и на дне одна зола. Где угли?Как где? Сгорели. С кислородом соединились. Обернулись летучим газом и улетели в трубу. Это каждый знает. А кто не поверит, те могут газ
6. Закалка и выносливость
6. Закалка и выносливость
Напряженно и ответственно боевое дежурство у экранов радиолокаторов, пультов пуска и контроля ракетных систем. Проходит час… другой… Но все так же уверенны движения рук номеров боевых расчетов. У них по-прежнему бодрый и свежий вид. Раздаются
Проходит час… другой… Но все так же уверенны движения рук номеров боевых расчетов. У них по-прежнему бодрый и свежий вид. Раздаются
4.6. Снятие бляшки, отжиг и отбеливание
4.6. Снятие бляшки, отжиг и отбеливание
Подогрейте пластину паяльной лампой или электрорефлектором и снимите со смоляной подложки. Затем отожгите металл – он станет вновь пластичным, но на нем останется окалина, которую нужно снять отбеливанием. Как это делается, вы уже
22. Система с неограниченной растворимостью в жидком и твердом состояниях; системы эвтектического, перитектического и монотектического типа. Системы с полиморфизмом компонентов и эвтектоидным превращением
22. Система с неограниченной растворимостью в жидком и твердом состояниях; системы эвтектического, перитектического и монотектического типа. Системы с полиморфизмом компонентов и эвтектоидным превращением
Полная взаимная растворимость в твердом состоянии возможна
32.
 Отжиг 1-го рода. Неравновесная кристаллизация
Отжиг 1-го рода. Неравновесная кристаллизация
32. Отжиг 1-го рода. Неравновесная кристаллизация
Этот вид термической обработки возможен для любых металлов и сплавов. Его проведение не обусловлено фазовыми превращениями в твердом состоянии. Нагрев при отжиге 1 рода, повышая подвижность атомов, частично или полностью
34. Изменение микроструктуры и механических свойств металлов при нагреве после горячей и холодной обработки давлением
34. Изменение микроструктуры и механических свойств металлов при нагреве после горячей и холодной обработки давлением
Обработка металлов давлением основана на их способности в определенных условиях пластически деформироваться в результате воздействия на
35. Возврат, первичная и собирательная рекристаллизация. Рекристаллизационный отжиг
35. Возврат, первичная и собирательная рекристаллизация. Рекристаллизационный отжиг
Возврат, первичная и собирательная рекристаллизация. Рекристаллизационный отжиг
Около 10–15 % всей энергии, затраченной на пластическую деформацию, поглощается металлом и накапливается в нем в виде повышенной потенциальной энергии смещенных атомов, напряжений.
36. Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации
36. Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации
Отжигом называют нагревание и медленное охлаждение стали. Отжиг второго рода – изменение структуры сплава с целью получения равновесных структур; к отжигу второго рода относится
37. Отпуск сталей. Превращения в стали при отпуске, изменение микроструктуры и свойств
37. Отпуск сталей. Превращения в стали при отпуске, изменение микроструктуры и свойств
Отпуском называется операция нагрева закаленной стали для уменьшения остаточных напряжений и придания комплекса механических свойств, которые необходимы для долголетней
Отжиг и нормализация стали — Технарь
Отжиг — это первичная операция термической обработки, при которой стали нагревают до определенных температур, выдерживают при этих температурах и затем медленно охлаждают вместе с печью.
Цель и назначение отжига так же разнообразны, как и выполнение. Отжиг применяют для снятия внутренних напряжений, повышения механических свойств металла, улучшения обрабатываемости режущим инструментом, снижения твердости и для подготовки структуры к дальнейшей термической обработке.
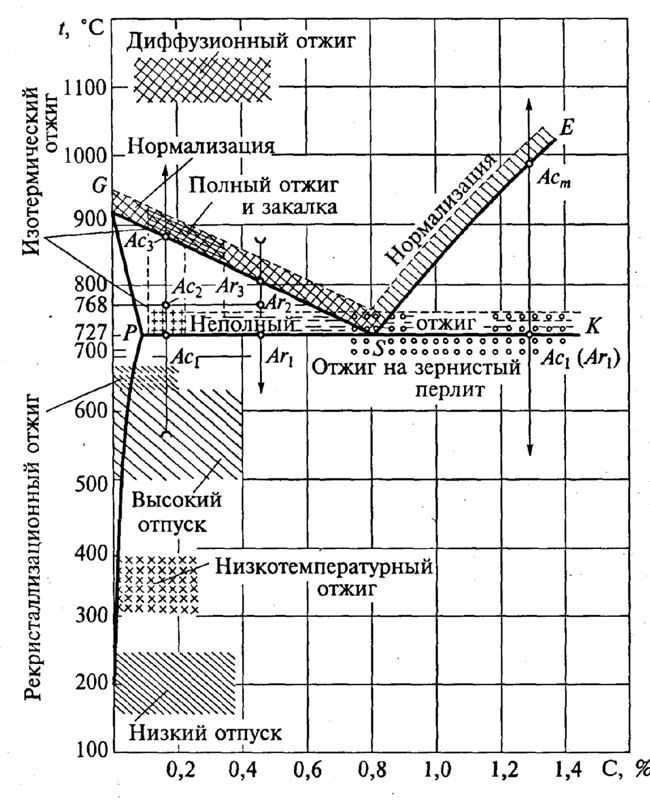
В зависимости от температуры нагрева и назначения различают следующие виды отжига: полный, неполный, отжиг на зернистый перлит, изотермический, диффузионный и т. д.
Полный отжиг
Полный отжиг осуществляется главным образом после горячей механической обработки и литья углеродистых и легированных сталей. Основной целью полного отжига кованых и литых деталей является измельчение зерна, смягчение металла для улучшения его обработки режущим инструментом и устранение внуренних напряжений. Это достигается нагревом, не превышающим 20-40°С верхней критической точки АСз, и медленным охлаждением.
Температуру нагрева для деталей, изготовленных из углеродистых сталей, определяют по диаграмме состояния, а для легированных сталей — по положению их критической точки АСз, имеющейся в справочных таблицах.
Время выдержки при температуре отжига обычно складывается из времени, необходимого для полного прогрева всей массы деталей, и времени, нужного для окончания структурных превращений. После отжига сталь медленно охлаждают вместе с печью. Детали, изготовленные из углеродистой стали, охлаждают со скоростью 180-200°С в час, из низколегированных сталей — со скоростью 90-100°С в час, из высоколегированных — со скоростью примерно 50°С в час. Высоколегированные стали целесообразнее подвергать изотермическому отжигу.
В результате полного отжига деталей, изготовленных из доэвтектоидной углеродистой стали, получается пластинчатый перлит, а зерна феррита располагаются в виде разорванной сетки.
Структура фасонных литых деталей, изготовленных из стали с содержанием углерода от 0,15 до 0,45%, обычно неоднородна, т. е. состоит из очень крупных и мелких зерен, а механические свойства такой стали неудовлетворительны. Поэтому для повышения механических свойств, измельчения зерна и снятия внутренних напряжений литые детали нужно обязательно подвергать полному отжигу.
е. состоит из очень крупных и мелких зерен, а механические свойства такой стали неудовлетворительны. Поэтому для повышения механических свойств, измельчения зерна и снятия внутренних напряжений литые детали нужно обязательно подвергать полному отжигу.
Неполный отжиг. Если до отжига структура стали была удовлетворительная, но сталь обладает повышенной твердостью и в деталях имеются внутренние напряжения, то целесообразнее применять неполный отжиг. Детали при таком отжиге нагревают при температуре, немного превышающей точку ACl. Неполный отжиг изменяет структуру перлита, однако, структура феррита может оставаться неизменной. Внутренние напряжения снимаются полностью, и сталь получает пониженную твердость и хорошо обрабатывается механически.
Отжиг на зернистый перлит (сфероидизация). Заэвтектоидные высокоуглеродистые инструментальные стали со структурой пластинчатого перлита имеют плохую обрабатываемость режущим инструментом. Поэтому заэвтектоидные углеродистые и легированные стали подвергают отжигу только на зернистый перлит.
Поэтому заэвтектоидные углеродистые и легированные стали подвергают отжигу только на зернистый перлит.
Получение зернистого перлита достигается специальным видом отжига, близким по своему режиму к неполному отжигу. Сталь нагревают немного выше ACl с последующим охлаждением сначала до 700°С, затем до 550-600°С и далее на воздухе. Особенно важным для получения зернистого перлита является точное соблюдение температурного режима, так как при очень медленном охлаждении зернистый перлит получается с крупными зернами, а часто с отдельными пластинками перлита, а при более быстром охлаждении образуется мелкозернистый (точечный) перлит. Поэтому для получения зернистого перлита целесообразно применять циклический или маятниковый отжиг. При таком отжиге сталь нагревают до 760-780°С, после небольшой выдержки охлаждают имеете с печью до 680 — 700°С и затем снова повторяют весь цикл несколько раз.
Изотермический отжиг. Этот вид отжига заключается в нагреве стали на 30-50°С выше точки Ас3, охлаждении до температуры несколько ниже точки Аr1, изотермической выдержке при этой температуре для полного превращения аустенита и последующем охлаждении на воздухе. Изотермический отжиг позволяет сокращать продолжительность циклов, используемых при обычном отжиге высоколегированной стали, с 15-30 до 4-7 час. и дает однородную структуру. Такой отжиг особенно необходим для высокохромистых сталей с устойчивым аустенитом.
Этот вид отжига заключается в нагреве стали на 30-50°С выше точки Ас3, охлаждении до температуры несколько ниже точки Аr1, изотермической выдержке при этой температуре для полного превращения аустенита и последующем охлаждении на воздухе. Изотермический отжиг позволяет сокращать продолжительность циклов, используемых при обычном отжиге высоколегированной стали, с 15-30 до 4-7 час. и дает однородную структуру. Такой отжиг особенно необходим для высокохромистых сталей с устойчивым аустенитом.
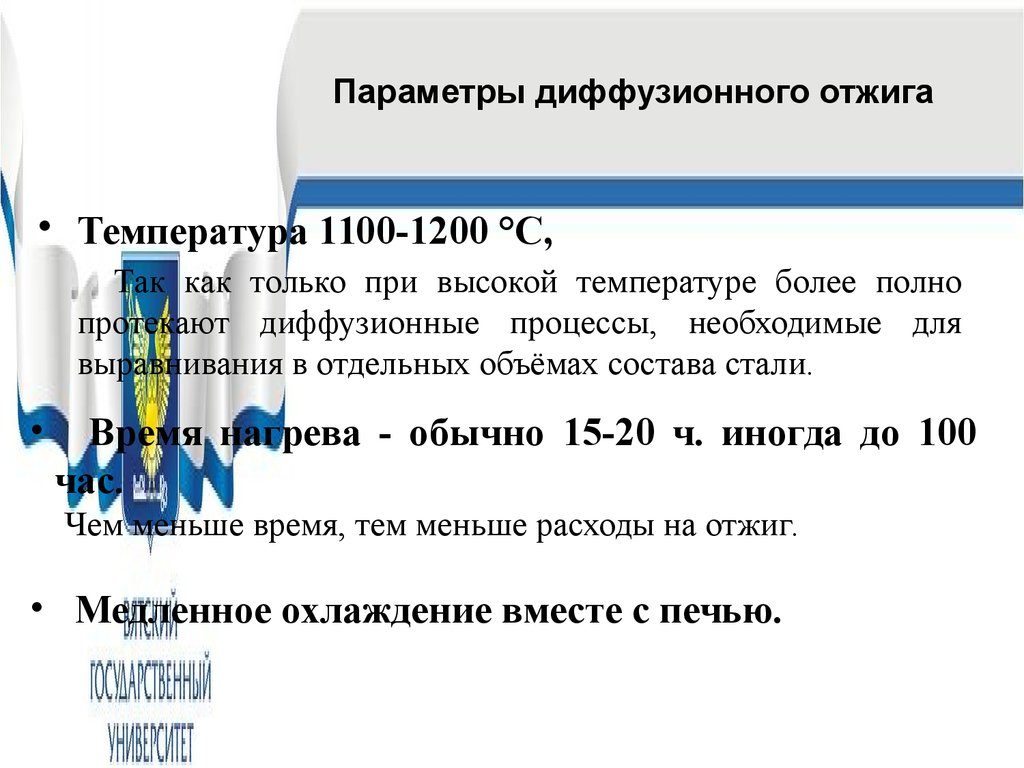
Диффузионный отжиг (гомогенизация). Он производится для устранения или уменьшения химической неоднородности, получаемой при затвердевании стальных слитков (дендритная ликвация). Выравнивание химического состава стали и уничтожение дендритной ликвации осуществляется путем диффузии (перемещения) атомов примесей из мест с высокой концентрацией в места с низкой концентрацией. Для обеспечения хороших условий диффузии атомов диффузионный отжиг стали, проводят при высоких температурах (1100-1200°С), с длительной выдержкой (от 10 до 15 час.) и медленным охлаждением.
Для обеспечения хороших условий диффузии атомов диффузионный отжиг стали, проводят при высоких температурах (1100-1200°С), с длительной выдержкой (от 10 до 15 час.) и медленным охлаждением.
Длительная выдержка при высокой температуре приводит к укрупнению зерен. Для измельчения зерен после диффузионного отжига часто применяют обыкновенный отжиг. Такому отжигу подвергают слитки хромоникелевых, марганцовистых и других высококачественных сталей.
Рекристаллизационный (разупрочняющий) отжиг. При деформации стали в холодном состоянии происходит ее наклеп. Зерна феррита и перлита вытягиваются по направлению деформации. Вследствие этого наклепа искажается кристаллическая решетка, сталь становится более жесткой, твердой и пластичность ее резко падает. Для восстановления пластичности и устранения наклепа деформированную сталь (обычно листовую) подвергают рекристаллизационному отжигу. Отжиг обычно производят при температуре 650-680°С, в результате чего вместо старых вытянутых зерен в исходной структуре образуются новые, равноосные зерна и сталь становится мягкой и вязкой.
Для сохранения чистой и блестящей поверхности холоднокатаных стальных листов и ленты рекристаллизационный отжиг производят в печах с нейтральной (не окисляющей) атмосферой.
Нормализация. Термическую операцию, при которой сталь нагревают до температуры 30-50°С выше верхних критических точек АСз и Аст, выдерживают при этой температуре и затем охлаждают на спокойном воздухе, называют нормализацией.
Нормализацией устраняют внутренние напряжения и наклеп, повышают механические свойства и подготовляют структуру стали для окончательной термической обработки.
При нормализации превращение аустенита происходит с большей степенью переохлаждения, чем при отжиге, поэтому перлит имеет более тонкую структуру. В результате нормализации сталь получает нормальную, однородную мелкозернистую структуру. При нормализации среднеуглеродистых и малолегированных сталей образуется структура сорбитообразного перлита или сорбита и свободного феррита. При этом прочность и ударная вязкость нормализованной стали значительно выше, чем отожженной. Например, у хромистой стали 40Х после отжига σь = 65,5 кгс/мм2, δ = 21%, ак=5,6 кгсм/см2, а после нормализации σь =75,4 кгс/мм2; δ = 20,9%; ак = 7,8 кгсм/см2. Нормализация стали по сравнению с отжигом является более коротким процессом термической обработки, а следовательно, и более производительным. Поэтому углеродистые стали целесообразнее нормализовать, а не отжигать.
При этом прочность и ударная вязкость нормализованной стали значительно выше, чем отожженной. Например, у хромистой стали 40Х после отжига σь = 65,5 кгс/мм2, δ = 21%, ак=5,6 кгсм/см2, а после нормализации σь =75,4 кгс/мм2; δ = 20,9%; ак = 7,8 кгсм/см2. Нормализация стали по сравнению с отжигом является более коротким процессом термической обработки, а следовательно, и более производительным. Поэтому углеродистые стали целесообразнее нормализовать, а не отжигать.
Дефекты и брак при отжиге и нормализации. В процессе отжига и нормализации может возникать неисправимый и исправимый брак (дефекты). Наиболее распространенными видами дефектов и брака являются: окисление, обезуглероживание, перегрев и пережог стали.
Окисление. При нагреве в пламенных или электрических печах поверхность стальных деталей взаимодействует с печными газами. В результате металл окисляется и на деталях образуется окалина. С повышением температуры и времени, выдержки окисление резко возрастает. Образование окалины не только вызывает угар (потерю) металла, но и искажает геометрическую форму деталей. Поверхность стали под окалиной получается разъеденной и неровной, что затрудняет обработку металла режущим инструментом. Окалину с поверхности деталей удаляют или травлением в серной кислоте, или очисткой в дробеструйных установках.
При нагреве в пламенных или электрических печах поверхность стальных деталей взаимодействует с печными газами. В результате металл окисляется и на деталях образуется окалина. С повышением температуры и времени, выдержки окисление резко возрастает. Образование окалины не только вызывает угар (потерю) металла, но и искажает геометрическую форму деталей. Поверхность стали под окалиной получается разъеденной и неровной, что затрудняет обработку металла режущим инструментом. Окалину с поверхности деталей удаляют или травлением в серной кислоте, или очисткой в дробеструйных установках.
Обезуглероживание. Обезуглероживание, т. е. выгорание углерода с поверхности деталей, всегда происходит при окислении стали. Обезуглероживание резко снижает прочностные свойства конструкционной стали.
Кроме того, детали с обезуглероженной поверхностью, склонны к закалочным (трещинам и короблению. Особенно большое обезуглероживание наблюдается при нагреве металла в электрических печах.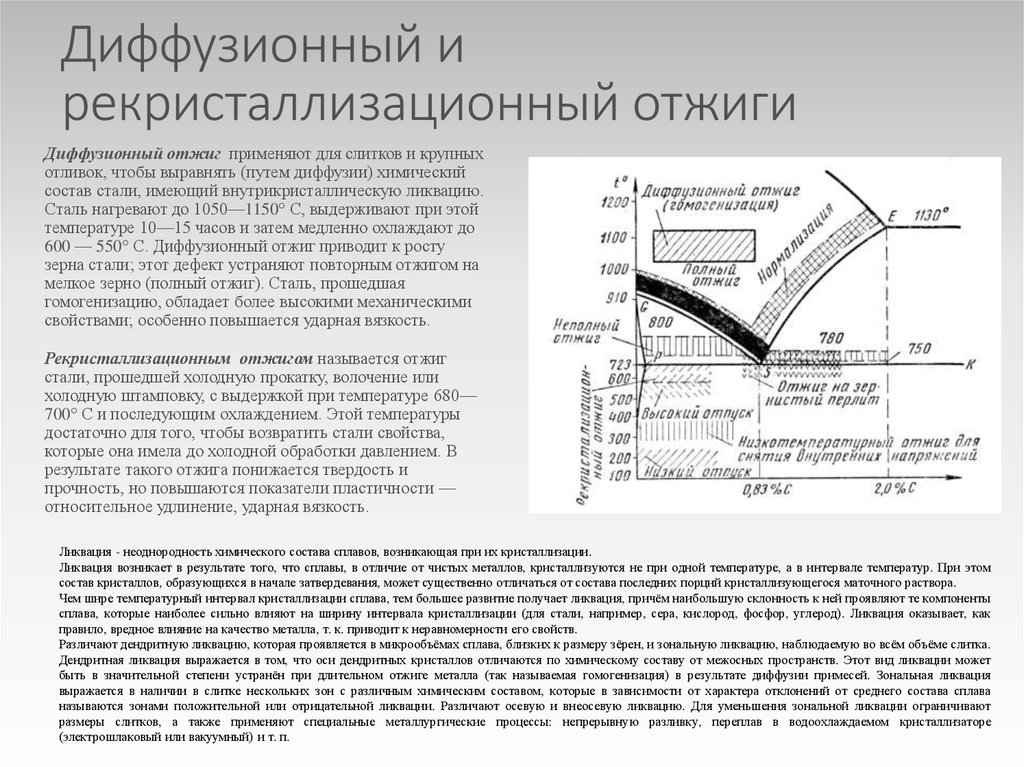
Для предохранения деталей от окисления, а следовательно и от обезуглероживания, в процессе отжига, нормализации и закалки применяют неокисляющие (контролируемые) атмосферы.
Для защиты деталей и заготовок от окисления и обезуглероживания при высоких температурах в рабочее пространство печи вводят защитные газы. Можно также создать защитную (контролируемую) атмосферу, которая может быть науглероживающей.
Контролируемые атмосферы обычно вводят при отжиге или закалке в рабочее пространство печи. В зависимости от химического состава контролируемые атмосферы могут быть нейтральными,восстановительными или науглероживающими.
Контролируемые атмосферы получают различными методами: разложением аммиака на азот (25%) и водород (75%), газификацией древесного угля, осветительного керосина и т. п.
Наиболее универсальной и эффективной газовой средой является эндотермическая, получаемая в результате переработки природного газа в специальных установках-эндотермических генераторах.
Под эндотермической понимается атмосфера, получаемая в генераторах, где реакции протекают с поглощением тепла.
Эндотермическая атмосфера имеет следующий состав: ~ 20% СО;- 40% Н2;~40% N2.
Она может быть использована почти для всех термических и химико-термических операций, причем состав ее можно регулировать по точке росы.
Перегрев. Сталь перегревается при очень высокой температуре отжига и нормализации, а также при большой выдержке. При перегреве зерна в стали укрупняются, что ведет к снижению прочности, вязкости и образованию закалочных трещин. Такой дефект стали устраняют повторным правильным отжигом или нормализацией.
Пережог. При нагреве до высоких температур получается пережог стали, выражающийся в оплавлении поверхности деталей и окислении зерен. При высокой температуре нагрева кислород из окружающей печной атмосферы проникает внутрь нагретой стали, при этом границы зерен сильно окисляются.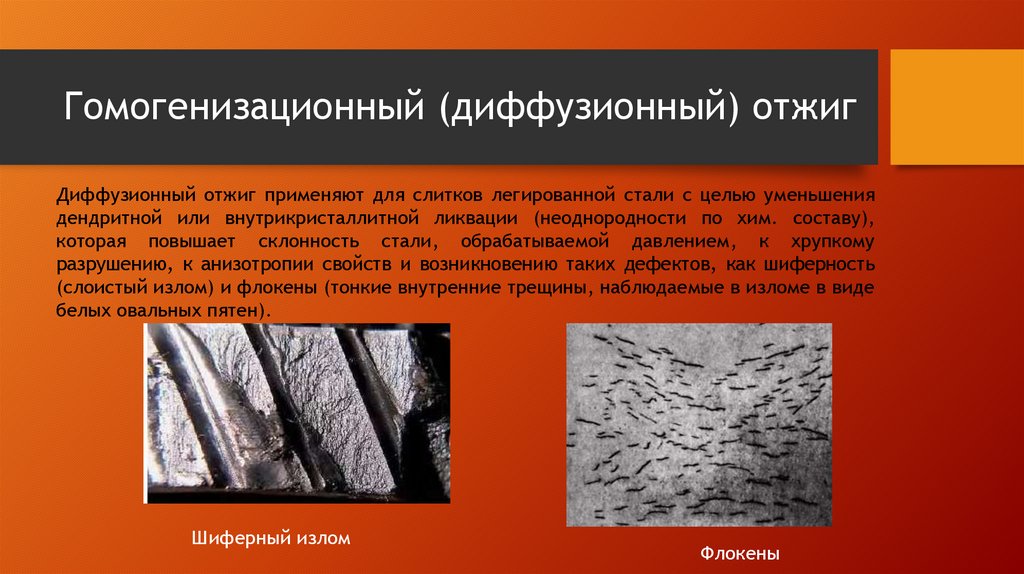 Сталь теряет пластические свойства, прочность и становится настолько хрупкой, что при малейших ударах разрушается. Пережженную сталь, исправить термической обработкой невозможно, поэтому она идет на переплавку.
Сталь теряет пластические свойства, прочность и становится настолько хрупкой, что при малейших ударах разрушается. Пережженную сталь, исправить термической обработкой невозможно, поэтому она идет на переплавку.
Метки: аустенитдефект сталиДиффузионный отжигзаливкаИзотермический отжигметаллНеполный отжигнормализация сталиОбезуглероживаниеокислениеокисления зеренОтжигОтжиг на зернистый перлитПережогпережог сталиполный отжигпомощьпрочностьРекристаллизационныйРекристаллизационный отжигстальсфероидизациятемпература нормализации сталитемпература отжигатермическая обработка
виды, особенности, технология. Для чего нужен отжиг металла?
Содержание
- Что такое отжиг и зачем он нужен?
- Процесс отжига стали и металла: виды, особенности, технология
- Что представляет собой отжиг
- Виды особенности
- Технология полного отжига
- Особенности и цель неполного отжига
- Рекристаллизация и диффузия
- Виды
- Изотермический
- Диффузионный
- Рекристаллизационный
- Полный
- Неполный
- Сфероидизация
- Нормализационный способ
- Виды термической обработки стали
- Отжиг
- Закалка
- Отпуск
- Нормализация
- Отжиг первого рода (І-го рода)
- Гомогенизационный отжиг
- Рекристаллизационный отжиг стали
- Отжиг для снятия напряжений
- Высокий отжиг стали
- Отжиг II рода – процессы с фазовой перекристаллизацией
- Полный
- Изотермический отжиг
- Неполный отжиг
- Нормализационный отжиг
- Диффузионная обработка металлов
- Особенности отжига различных видов стали
- Неполный отжиг
- Пережог
- Химико-термическая обработка
- Цементация стали
- Азотирование стали
- Нитроцементация (цианирование) стали
- Закалка стали
- Борирование стали
- Какое оборудование используется?
- Отжиг металла – это что, и каких видов бывает?
- Печи для отжига металла – используемое оборудование сегодня
- Какие процессы происходят в металле при отжиге?
- Обязательно ли отжигать сталь?
- Какие дефекты может создать отжиг стали?
- Какое оборудование используется?
Что такое отжиг и зачем он нужен?
Метод отжига необходим для улучшения характеристик, изменения свойств металлов и сплавов. Благодаря дополнительной термообработке можно достичь следующих целей:
Благодаря дополнительной термообработке можно достичь следующих целей:
- Снизить показатель твердости. Это позволяет тратить меньше усилий на дальнейшую обработку материала, использовать больше инструментов.
- Изменить структуру. Получается однородная микроструктура, которая улучшает физические, механические характеристики.
- С помощью нагрева мастера снижают внутреннее напряжение, возникающее в материале на первых этапах работы с сырьём.
Термическая обработка может быть полной или неполной. Иногда второго варианта достаточно для изменения технических характеристик до нужно уровня.
Процесс отжига стали и металла: виды, особенности, технология
На дворе XXI век — это век развитых технологий, инфраструктуры и промышленности. Это касается и области металлургии, которая имеет важнейшее значение для строительства. С рождением новых возможностей и идей повышаются и требования к качеству материалов. Человечество, которое совсем недавно освоило технологию обработки и применения металла и различных сплавов, больше не устраивают естественные механические свойства.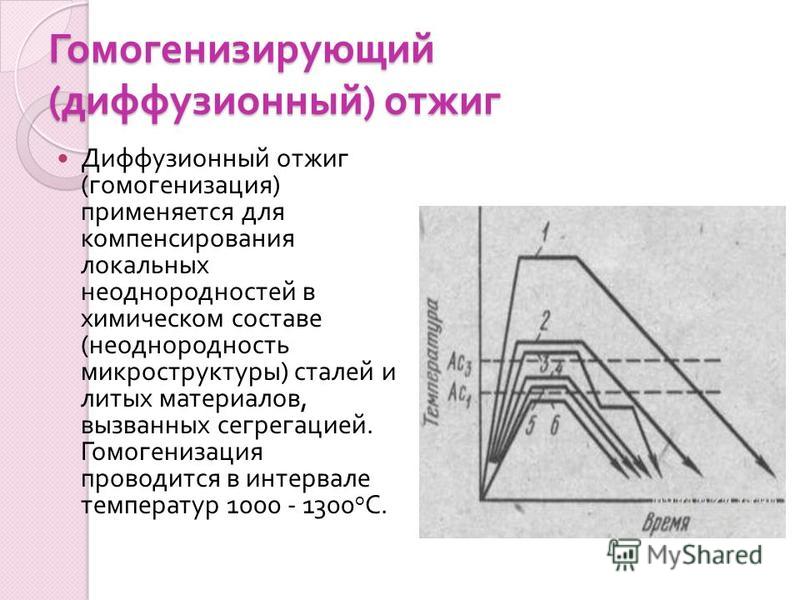
- Что представляет собой отжиг
- Виды особенности
- Технология полного отжига
- Особенности и цель неполного отжига
- Рекристаллизация и диффузия
- Предназначение изотермического отжига и нормализации
Отныне лишь высокопрочные и высококачественные материалы могут быть использованы в строительстве. И именно для изменения естественных свойств металла применяются различные методики термической обработки, такие, как отжиг металла, которые позволяют значительно повысить его прочность и обрабатываемость.
Что представляет собой отжиг
Отжиг — это один из методов термической обработки металла и стали. В его основе лежит нагрев до очень высокой температуры. То есть металл нагревается до нужной температуры в зависимости от цели и метода, выдерживается в таком состоянии на какое-то время, а затем постепенно охлаждается.
Отжиг может проводиться в самых разнообразных случаях. Для примера можно рассмотреть самые основные. Обычно он проводится в следующих целях:
Обычно он проводится в следующих целях:
- для уменьшения внутренней напряженности металла, который может возникнуть в результате ковки, иного воздействия на него, или обработки;
- для повышения механических свойств и прочности металла;
- для придания однородности его структуре;
- чтобы улучшить пластичность, что очень важно во время обработки;
- для повышения уровня сопротивляемости и ударной вязкости и др.
Виды особенности
В зависимости от цели и предназначения отжиг может иметь следующие разновидности:
- полный и неполный;
- рекристаллизационный;
- диффузионный;
- изотермический;
- сфероидизация;
- нормализация и др.
Более подробно рассмотрим некоторые из них.
Технология полного отжига
Полный отжиг проводится в целях измельчения зерна и улучшения качества обработки с использованием режущего инструмента, а также для устранения внутренней напряженности. Ему подвергаются изделия, изготовленные из доэвтектоидного сплава или стали, в составе которой содержится карбон в количестве, не превышающем 0,8%. К таким изделиям относятся кованые и литые детали.
Ему подвергаются изделия, изготовленные из доэвтектоидного сплава или стали, в составе которой содержится карбон в количестве, не превышающем 0,8%. К таким изделиям относятся кованые и литые детали.
Что касается технологии: изделие подвергается нагреву, который достигает критической точки, равной примерно 20−50 градусов, имеющий условное обозначение А3. Затем выдерживают в этом состоянии столько, сколько необходимо, и медленно охлаждают. Температура нагрева определяется в зависимости от типа стали по диаграмме состояния. Для каждого типа стали существуют определенные значения температур, при которых достигается необходимая степень нагрева. Эти значения можно найти в справочных таблицах.
Время охлаждения также продиктовано структурой и составом стали, например, изделия из углеродистой стали охлаждают на 180−200 градусов в час, низколегированные стальные детали охлаждаются на 90 градусов в час, высоколегированную сталь, если она подвергается полному отжигу, охлаждают еще медленнее — 50 градусов в час. Поскольку изделия из высоколегированной стали зачастую подвергают другому типу термической обработки, изотермическому, однако бывают и исключения.
Поскольку изделия из высоколегированной стали зачастую подвергают другому типу термической обработки, изотермическому, однако бывают и исключения.
Вследствие полного отжига неоднородная структура углеродистой и доэвтектоидной стали, состоящая из крупных и мелких зерен и зачастую не удовлетворяющая по своим механическим свойствам, становится однородной и податливой для обработки. Именно в этих целях и проводится полный отжиг.
Особенности и цель неполного отжига
Если полный отжиг предназначается для изделий, не отвечающих никаким требованиям, то неполный проводится на тех же объектах с более или менее удовлетворительными механическими свойствами. То есть в результате неполной термической обработки изменится лишь перлитовая структура металла, а ферритовая останется неизменной. «Перлит» в переводе с французского означает «жемчужина», он входит в состав структуры стали, чугуна и иных железоуглеродистых сплавов. Перлит состоит из феррита и цементита, образующих эвтектоидную смесь. Другими словами, основная цель — сделать сталь мягкой и пластичной, насколько это возможно.
Перлит состоит из феррита и цементита, образующих эвтектоидную смесь. Другими словами, основная цель — сделать сталь мягкой и пластичной, насколько это возможно.
Технологически процесс неполного отжига отличается степенью нагрева, в данном случае он достигает критической точки на 30−50 градусов выше до А1. Температура нагрева достигает 770 градусов, постепенное охлаждение происходит со скоростью 60 градусов в час: сначала в печи до 600 градусов, а затем на открытом воздухе.
Такая термообработка также применяется для заэвтектоидной и легированной стали. Она нагревается до критической точки Ас1, превышающей на 10−30 градусов. В результате такого нагрева происходит перекристаллизация сплава, которая, в свою очередь, способствует образованию сферической формы перлита. Этот процесс еще называется сфероидизацией.
Рекристаллизация и диффузия
- Рекристаллизационный отжиг проводится с целью восстановления кристаллической решетки, нарушенной в результате деформации стали.
 Деформация приводит к наклепу, который сопровождается снижением пластичности, сталь становится очень жесткой, что делает ее обработку невозможной. Деформированная сталь нагревается до 650−680 градусов, вследствие чего ферритовые и перлитовые зерна, находящиеся в вытянутом в сторону деформации состоянии, распределяются равномерно, восстанавливая кристаллическую решетку и возвращая стали пластичность и мягкость.
Деформация приводит к наклепу, который сопровождается снижением пластичности, сталь становится очень жесткой, что делает ее обработку невозможной. Деформированная сталь нагревается до 650−680 градусов, вследствие чего ферритовые и перлитовые зерна, находящиеся в вытянутом в сторону деформации состоянии, распределяются равномерно, восстанавливая кристаллическую решетку и возвращая стали пластичность и мягкость. - Диффузионный отжиг проводится в целях выравнивания структурной однородности на химическом уровне, то есть на атомном. Такая необходимость может возникнуть во время затвердевания литых слитков, иначе этот эффект называется дендритной ликвацией. Гомогенизация, или диффузионный отжиг, позволяет ликвидировать дендритную ликвацию посредством перемещения атомов примесей из части с высоким скоплением в часть, где наблюдается их нехватка, таким образом выравнивая химическую структуру.
Чтобы данный процесс протекал успешно, нагрев проводится при очень высоких температурах, с более длительной выдержкой и с медленным охлаждением, в отличие от видов, рассмотренных выше. То есть это температуры, превышающие 1000 градусов, длительность выдержки составляет более 12 часов.
То есть это температуры, превышающие 1000 градусов, длительность выдержки составляет более 12 часов.
Виды
Выделяется два ключевых метода отжига — 1-го и 2-го рода. Первый вариант подразумевает обработку теплом, после которой не изменяется структура материала. Однако он обретает нужные параметры. При проведении обработки 2-го рода структура металла изменяется кардинально. При этом нужно правильно провести охлаждение, чтобы не ухудшить характеристики.
Изотермический
Принцип изотермического отжига заключается в том, что сырье нагревается до аустенитного состояния. Далее происходит процесс охлаждения. Температура медленно опускается до 680 градусов по Цельсию. Деталь выдерживается при низкой температуре до тех пор, пока не получится перлит. Далее изделию дают остыть при комнатных условиях. Этот вид обработки применяется при производстве легированных сталей.
Изотермический нагрев отличается от других видов удержанием одной температуры при охлаждении.
Это позволяет добиться равномерного и полноценного изменения структуры, что положительно влияет на технические характеристики сплавов, однородных металлов.
Изотермический отжиг
Диффузионный
Экстремальный вид разогрева изделий. Диффузионный отжиг проводится при критических показателях. После такого способа обработки у материалов увеличивается пластичность, снижается твердость. Можно применять больше методов для дальнейшей работы с заготовками, затрачивать меньше энергии.
При повышении температур свыше критической отметки нужен строгий контроль. Если технология применяется с ошибками или отклонениями, можно пережечь заготовку. Чтобы выбрать правильный температурный режим, был разработан справочник. Диффузный разогрев позволяет добиться следующих изменений:
- увеличения зёрен;
- уменьшения избыточных фаз;
- нормализации структуры изделия.
Однако есть один минус. Из-за экстремальной обработки увеличиваются поры, что негативно сказывается на целостности заготовки.
Рекристаллизационный
Рекристаллизационный отжиг — метод, с помощью которого металлурги избавляются от большинства минусов металла, сплава. Заготовки разогревается свыше температуры изменения структуры на 200 градусов. Так обрабатываются металлические прутья, арматура, проволока, листовой прокат.
Полный
При выполнении полного разогрева металлических деталей их температура повышается до критических отметок. После этого температурный режим устанавливается в одном положении, деталь выдерживается определённый промежуток времени. Далее заготовка охлаждается по специальному графику.
Неполный
Процесс неполного нагрева отличается от полного тем, что температура металлических деталей не доходит до критического уровня. Длительное охлаждение также не требуется.
Технологии точно описаны ГОСТами, которые устанавливают ряд правил относительно их проведения. Нарушение требований может привести к браку изделий, разрушению оборудования.
Сфероидизация
При нагревании заэвтектоидных и легированных сплавов до превышения параметра АС 1 на 30…50°С происходит перекристаллизация строения, способствующая образованию перлита в форме правильных сфер. Для ускорения сфероидизации возможно проведение маятникового отжига.
Нормализационный способ
Нормализация производится как промежуточный процесс перед закаливанием и другими видами воздействий для устранения наклепа и удаления внутренних напряжений. Доэвтектоидная сталь нагревается выше точки АС3 на 30…50°С, и постепенно охлаждается в естественной среде. Отличие метода в переохлаждении, из-за которого получают гомогенное мелкозернистое тонкое строение решетки металла.
Преимущество нормализационного способа заключено в снижении срока обработки при высокой производительности. В результате углеродистые сплавы рекомендуют не отжигать, а нормализовать.
Виды термической обработки стали
Отжиг
Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термообработка (т. е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
Закалка
Закалка — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
Отпуск
Отпуск — термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
Нормализация
Нормализация — термическая обработка (термообработка), схожая с отжигом. Различия этих термообработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге — в печи).
Отжиг первого рода (І-го рода)
Отжиг І рода – термическая операция, состоящая в нагреве металла в неустойчивом состоянии, полученном предшествующими обработками, для приведения металла в более устойчивое состояние. Этот вид отжига может включать в себя процессы гомогенизации, рекристаллизации, снижения твердости и снятия остаточных напряжений. Особенность этого вида отжига в том, что указанные процессы протекают независимо от того происходят ли фазовые превращения при термообработке или нет. Различают гомогенизационный (диффузионный), рекристаллизационный отжиг и отжиг, уменьшающий напряжения и снижающий твердость.
Гомогенизационный отжиг
Гомогенизационный отжиг – это термическая обработка, при которой главным процессом является устранение последствий дендритной и внутрикристаллитной ликвации в слитках сталей. Ликвация повышает склонность стали, обрабатываемой давлением, к хрупкости, анизотропии свойств и таким дефектам, как шиферность (слоистый излом) и флокены. Устранение ликвации достигается за счет диффузионных процессов. Для обеспечения высокой скорости диффузии сталь нагревают до высоких (1000–1200 °С) температур в аустенитной области. При этих температурах делается длительная (10–20 час. ) выдержка и медленное охлаждение с печью. Диффузионные процессы наиболее активно протекают в начале выдержки. Поэтому во избежание большого количества окалины, охлаждение с печью обычно проводят до температуры 800 — 820°С, а далее на воздухе. При гомогенизационном отжиге вырастает крупное аустенитное зерно. Избавиться от этого нежелательного явления можно последующей обработкой давлением или термической обработкой с полной перекристаллизацией сплава. Выравнивание состава стали при гомогенизационном отжиге положительно сказывается на механических свойствах, особенно пластичности.
Рекристаллизационный отжиг стали
Рекристаллизационный отжиг, применяемый для сталей после холодной обработки давлением, – это термическая обработка деформированного металла или сплава. Может применять как окончательная, так и промежуточная операция между операциями холодного деформирования. Главным процессом этого вида отжига являются возврат и рекристаллизация соответственно. Возвратом называют все изменения в тонкой структуре, которые не сопровождаются изменениями микроструктуры деформированного металла (размер и форма зерен не изменяется). Возврат сталей происходит при относительно низких (300–400°С) температурах. При этом процессе наблюдается восстановление искажений кристаллической решетки.
Рекристаллизацией называют зарождение и рост новых зерен с меньшим количеством дефектов кристаллического строения. В результате рекристаллизации образуются совершенно новые, чаще всего равноосные кристаллы. Между температурным порогом рекристаллизации и температурой плавления имеется простое соотношение: ТР ≈ (0,3–0,4)ТПЛ., что составляет для углеродистых сталей 670–700°С.
Отжиг для снятия напряжений
Отжиг для снятия напряжений – это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений. Такие напряжения возникают при обработке давлением или резанием, литье, сварке, шлифовании и других технологических процессах. Внутренние напряжения сохраняются в деталях после окончания технологического процесса и называются остаточными. Избавиться от нежелательных напряжений можно путем нагрева сталей от 150 до 650°С в зависимости от марки стали и способа предыдущей обработки.
Высокий отжиг стали
Эта операция часто называется высоким отпуском. После горячей пластической деформации сталь имеет мелкое зерно и удовлетворительную микроструктуру. Такое состояние сталь получает при ускоренном охлаждении после пластической деформации. Однако в структуре могут быть составляющие: мартенсит, бейнит, троостит и т. д. Твердость металла при этом может быть достаточна высока. Для повышения пластичности и соответственно снижения твердости делается высокий отжиг. Его температура ниже критической Ас1 и зависит от требований к металлу для следующей операции обработки.
Отжиг II рода – процессы с фазовой перекристаллизацией
Отжиг II рода осуществляется только при температурах, лежащих выше порога начала фазовых трансформаций. Разновидности – полный, изотермический, неполный.
Полный
Полный отжиг заключается в нагреве выше критической температуры А3 (окончания перекристаллизации), выдержке до полного завершения фазовых трансформаций и медленном охлаждении. При нагреве до температур, превышающих на 30-50°Cточку А3, сталь после полного отжига приобретает однофазную аустенитную структуру с измельченным зерном, обеспечивающую повышенную вязкость и пластичность. При более высоких температурах аустенитное зерно увеличивается в размере, что снижает характеристики полуфабриката.
Температура нагрева и время выдержки в высокотемпературных условиях определяются типом заготовок, способом их укладки в печь, высотой садки. Для защиты стали от окисления и обезуглероживания отжиг проводится в защитных атмосферах.
Скорость охлаждения определяется химсоставом стали. Чем большую устойчивость переохлажденного перлита проявляет металл, тем медленнее его необходимо охлаждать. Поэтому углеродистые стали охлаждают со скоростью 100-150 градусов в час, а легированные стали значительно медленнее – со скоростью 40-60 градусов в час. После распада аустенита в ферритной области охлаждение может быть более интенсивным. Его можно реализовать даже на воздухе. Если цель этого вида т/о – снятие напряжений в деталях сложной конфигурации, то медленное охлаждение в печи осуществляют до достижения нормальных температур.
Полный отжиг обычно применяется для сортового проката, фасонных отливок, поковок из среднеуглеродистых сталей.
Изотермический отжиг
При этом виде термообработки нагрев осуществляется, как и для полного отжига. Отличие процесса – быстрое охлаждение до температур, расположенных ниже критической точки А1, обычно – это +660…680°C. При температуре, до которой сталь была быстро охлаждена, осуществляется изотермическая выдержка – до 6 часов, во время которой происходит полный распад аустенитной структуры. На следующем этапе полуфабрикаты охлаждаются на воздухе.
Плюс изотермического процесса по сравнению с полным – сокращение периода операции. Особенно это актуально для легированных марок. Еще одно преимущество – получение максимально однородной структуры по всему сечению заготовки. Заготовки, которые планируется обрабатывать резанием, отжигают при температурах 930-950°C, обеспечивающих небольшое укрупнение зерна и улучшение обработки режущим инструментом.
Чаще всего изотермическому отжигу подвергают: поковки и сортовой прокат небольших размеров, изготовленный из легированных марок. Для больших садок (от 20 т) изотермический отжиг не применяют, поскольку на отдельных участках садки превращения осуществляются при разных температурных условиях.
Для пружинной среднеуглеродистой стали с содержанием углерода 0,6-0,9% C применяют специализированную изотермическую обработку, называемую патентированием. Этот процесс служит для подготовки проволоки к многостадийному обжатию во время холодного волочения.
Первый этап – нагрев заготовок до температур, при которых осуществляется полная аустенизация структуры (примерно +900°C),второй – погружение в соли с температурами в интервале+450…+600°C.
Образовавшиеся после такой обработки структуры сорбита или тонкопластинчатого троостита обеспечивает:
- возможность значительных обжатий при протяжке;
- отсутствие обрывов при холодных деформациях;
- высокую прочность после финишного волочения.
Неполный отжиг
При неполном отжиге металлоизделия нагревают немного выше критической температуры А1.Этот вид термообработки улучшает обработку резанием полуфабрикатов из заэвтектоидных (с содержанием углерода более 0,8%)легированных и углеродистых сталей.
Этапы неполного отжига в заэвтектоидных сталях:
- Нагрев до температур выше точки А1на 10-30°C (обычно +750…770°C). Обеспечивает практически полную рекристаллизацию структуры. Во время этого процесса пластинчатый феррит приобретает сфероидальную форму. Поэтому такую операцию часто называют сфероидизацией.
- Охлаждение до 600°C со скоростью до 60°C/час. Чем больше легирующих добавок в стали, тем медленнее должно быть охлаждение.
- Остывание на воздухе от +600°C до нормальной температуры.
Нормализационный отжиг
Нормализация (нормализационный отжиг) считается промежуточным процессом между закалкой и отжигом, поскольку позволяет получать меньшую хрупкость металла, чем при закалке, и большую твердость, чем при других разновидностях отжига. Поэтому нормализация – процесс, широко распространенный для изготовления деталей машиностроения.
Нормализацию часто выполняют с прокатного нагрева. Температуры нагрева:
- доэвтектоидные стали – до температур, превышающих А3 на 40-50°C;
- заэвтектоидные стали – на 40-50°C выше точки Аm.
Далее осуществляют непродолжительную выдержку, во время которой завершаются фазовые превращения, охлаждение – на воздухе.
Нормализация сопровождается полной перекристаллизацией, измельчением структуры, образовавшейся после литья, ковки, прокатки, штамповки. Для низкоуглеродистых сталей нормализация востребована вместо отжига с целью получения повышенной твердости, улучшения производительности при обработке резанием, качества поверхности. Для некоторых легированных марок нормализация с охлаждением на воздухе заменяет процесс закалки. Нагрев для нормализации сортового горячекатаного проката часто осуществляется токами высокой частоты.
Диффузионная обработка металлов
Этот вид отжига иначе называется гомогенизирующим, и проводится он с целью устранения последствий дендритной ликвации. Диффузионный отжиг нужен для легированной стали, где показатель пластичности и вязкости снижен из-за внутрикристаллической ликвации, что приводит к слоистым или хрупким изломам. Нужно добиться равновесной структуры, а потому диффузионная обработка литого металла необходима. Кроме того, она улучшает и механические характеристики, и повышает однородность свойств во всём объёме готовой продукции.
Вот что происходит при этом процессе: растворяются избыточные фазы, выравнивается химический состав, возникают и растут поры, увеличивается размер зерна. Данный вид термообработки требует длительной выдержки металла в условиях температур выше критических (здесь можно говорить о 1200 градусах по Цельсию).
Читайте также: Чем отличается чугун от железа. Разница между сталью и чугуном
Особенности отжига различных видов стали
При нагреве разных видов стали нужно учитывать содержание углерода в их составе. Отжиг стали требует знания состава материала. Показатель твердости зависит от температуры нагрева, выдержки, охлаждения.
На предприятиях устанавливается по две промышленных печи. В одной заготовка разогревается до критических температур или выше. Другая нужна для выдержки или медленного охлаждения. Проще работать со сталями, которые имеют менее 0.08% углерода в своём составе. Для изменения их характеристик достаточно провести неполный нагрев. Температура нагрева металла при этом не доходит до критической. Скорость охлаждения устанавливается зависимо от вида металла. Полный отжиг доэвтектоидной стали проводится редко. Обработка углеродистых и легированных сталей сложнее, энергозатратнее.
Неполный отжиг
Неполный отжиг доэвтектоидной стали проводят при нагреве до температур выше Ас1, но ниже Ас3. Этот отжиг для доэвтектоидных сталей применяют ограниченно. При температуре неполного отжига избыточный феррит не исчезает. Следовательно, неполный отжиг не может устранить указанных выше пороков стали, которые связаны с нежелательными размерами и формой избыточного феррита.
Неполный отжиг доэвтектоидной стали используют для смягчения ее перед обработкой резанием, так как в результате эвтектоидного превращения при неполном отжиге образуется мягкий перлит. Неполный смягчающий отжиг позволяет сэкономить время и снизить стоимость обработки.
Для режима сфероидизирующего отжига заэвтектоидных сталей характерен узкий температурный «интервал отжигаемости». Нижняя его граница должна находиться немного выше точки А1, чтобы образовалось большое число центров выделения карбида при последующем охлаждении. Верхняя граница не должна быть слишком высокой, так как иначе из-за растворения в аустените центров карбидного выделения при охлаждении образуется пластинчатый перлит. Так как точки…
Для заэвтектоидных сталей полный отжиг с нагревом выше Аст (линия ES) вообще не используют, так как при медленном охлаждении после такого нагрева образуется грубая сетка вторичного цементита, ухудшающая механические и другие свойства. К заэвтектоидным углеродистым сталям широко применяют отжиг с нагревом до 740 — 780 °С и последующим медленным охлаждением. После такого нагрева в аустените…
Пережог
Пережог — неисправимый брак. При ковке изделий из низкоуглеродистых сталей требуется меньше число нагревов, чем при ковке подобного изделия из высокоуглеродистой или легированной стали.
При нагреве металла требуется следить за температурой нагрева, временем нагрева и температурой конца нагрева. При увеличении времени нагрева — слой окалины растет, а при интенсивном, быстром нагреве могут появиться трещины. Известно из опыта, что на древесном угле заготовка 10-20 мм в диаметре нагревается до ковочной температуры за 3-4 минуты, а заготовки диаметром 40-50 мм прогревают 15-25 минут, отслеживая цвет каления.
Химико-термическая обработка
Химико-термическая обработка (ХТО) стали — совокупность операций термической обработки с насыщением поверхности изделия различными элементами (углерод, азот, алюминий, кремний, хром и др.) при высоких температурах.
Поверхностное насыщение стали металлами (хром, алюминий, кремний и др. ), образующими с железом твердые растворы замещения, более энергоемко и длительнее, чем насыщение азотом и углеродом, образующими с железом твердые растворы внедрения. При этом диффузия элементов легче протекает в решетке альфа-железо, чем в более плотноупакованной решетке гамма-железо.
Химико-термическая обработка повышает твердость, износостойкость, кавитационную, коррозионную стойкость. Химико-термическая обработка, создавая на поверхности изделий благоприятные остаточные напряжения сжатия, увеличивает надежность, долговечность.
Цементация стали
Цементация стали — химико-термическая обработка поверхностным насыщением малоуглеродистой (С<0,2%) или легированных сталей при температурах 900…950°С — твердым (цементация твердым карбюризатором), а при 850…900°С — газообразным (газовая цементация) углеродом с последующей закалкой и отпуском. Цель цементации и последующей термической обработки — повышение твердости, износостойкости, также повышением пределов контактной выносливости поверхности изделия при вязкой сердцевине, что обеспечивает выносливость изделия в целом при изгибе и кручении.
Детали, предназначенные для цементации, сначала очищают. Поверхности не подлежащие науглероживанию, покрывают специальными предохранительными противоцементными обмазками.
1-ый состав простейшей обмазки: огнеупорная глина с добавлением 10% асбестового порошка, вода. Смесь разводят до консистенции густой сметаны и наносят на нужные участки поверхности изделия. После высыхания обмазки можно производить дальнейшую цементацию изделия.
2-ой состав применяемой обмазки: каолин — 25%, тальк — 50%: вода — 25%. Разводят эту смесь жидким стеклом или силикатным клеем.
Цементацию делают после полного высыхания обмазки.
Вещества, которые входят в состав обмазки, называют карбюризаторами. Они бывают твердые, жидкие и газообразные.
В условиях домашней небольшой мастерской удобнее осуществлять цементацию с помощью пасты. Это цементация в твердом карбюризаторе. В состав пасты входят: сажа — 55%, кальцинированная сода — 30%, щавелевокислый натрий — 15%, вода для образования сметанообразной массы. Пасту наносят на нужные участки изделия, дают высохнуть. Затем изделие помещают в печь, выдерживая при температуре 900-920°С в течение 2-2,5 часов. При использовании такой пасты цементация обеспечивает толщину науглероженного слоя 0,7-0,8 мм.
Жидкостная цементация также возможна в небольшой мастерской при наличии печи-ванной, в которой и происходит науглероживание инструментов и других изделий. В состав жидкости входят: сода — 75-85%, 10-15% хлористого натрия, 6-10% карбида кремния. Печь-ванну наполняют этим составом и погружают изделие или инструмент. Процесс протекает при температуре 850-860°С в течение 1,5-2 часов; толщина науглероженного слоя достигает при этом 0,3-0,4 мм.
Газовую цементацию производят в смеси раскаленных газов, содержащих метан, окись углерода в специальных камерах при температуре 900-950°С и только в производственных условиях. После цементации детали охлаждают вместе с печью, затем закаляют при 760-780°С е окончательным охлаждением в масле.
Азотирование стали
Азотирование стали — химико-термическая обработка поверхностным насыщением стали азотом путем длительной выдержки ее при нагреве до б00…650°С в атмосфере аммиака NН3. Азотированные стали обладают очень высокой твердостью (азот образует различные соединения с железом, алюминием, хромом и другими элементами, обладающие большей твердостью, чем карбиды). Азотированные стали обладают повышенной сопротивляемостью коррозии в таких средах, как атмосфера, вода, пар.
Азотированные стали сохраняют высокую твердость, в отличие от цементованных, до сравнительно высоких температур (500…520°С). Азотированные изделия не коробятся при охлаждении, так как температура азотирования ниже, чем цементации. Азотирование сталей широко применяют в машиностроении для повышения твердости, износостойкости, предела выносливости и коррозионной стойкости ответственных деталей, например, зубчатых колес, валов, гильз цилиндров.
Нитроцементация (цианирование) стали
Нитроцементация (цианирование) стали — химико-термическая обработка с одновременным поверхностным насыщением изделий азотом и углеродом при повышенных температурах с последующими закалкой и отпуском для повышения износо- и коррозионной устойчивости, а также усталостной прочности. Нитроцементация может проводиться в газовой среде при температуре 840..860°С — нитроцианирование, в жидкой среде — при температуре 820…950°С — жидкостное цианирование в расплавленных солях, содержащих группу NaCN.
Нитроцементация эффективна для инструментальных (в частности, быстрорежущих) сталей; она используется для деталей сложной конфигурации, склонных к короблению. Однако, поскольку этот процесс связан с использованием токсичных цианистых солей, он не нашел широкого распространения.
Закалка стали
Закалка — это нагрев доэвтектоидной стали на 30-50°С выше Ас3, а заэвтектоидной выше Ас1, выдержка при этой температуре и ускоренное охлаждение в жидкостях (в воде, в водных растворах солей или щелочей, масле) с целью максимального повышения твёрдости и прочности.
В результате закалки у доэтектоидных и эвтектоидных сталей образуется структура мартенсит, а у заэвтектоидных мартенсит + цементит вторичный. Так как углеродистые стали обладают низкой устойчивостью аустенита, то для получения мартенсита необходимы высокие скорости охлаждения, что обеспечивается водой или водными растворами солей и щелочей. Для легированных сталей применяют минеральные масла.
Вода в качестве охлаждающей среды имеет недостатки:
— высокая скорость охлаждения может привести к образованию закалочных трещин, а так же вода быстро нагревается и теряет охлаждающую способность. Наиболее высокой и равномерной способностью обладают водные растворы NaCl и NaOH. Масло обеспечивает невысокую скорость охлаждения, что предотвращает образование закалочных трещин. Однако, оно склонно к воспламенению при температуре 165-300°С и имеет повышенную стоимость.
Борирование стали
Борирование стали — химико-термическая обработка насыщением поверхностных слоев стальных изделий бором при температурах 900…950°С. Цель борирования — повышение твердости, износостойкости и некоторых других свойств стальных изделий. Диффузионный слой толщиной 0,05…0,15 мм, состоящий из боридов FeB и Fе2В, обладает весьма высокой твердостью, стойкостью к абразивному изнашиванию и коррозионной стойкостью. Борирование особенно эффективно для повышения стойкости (в 2…10 раз) бурового и штампового инструментов.
Какое оборудование используется?
Для разогрева однородных металлов, сплавов, используется разное оборудование. К нему относятся:
- Шахтные печи. Подходят для разных технологических процессов, связанных с металлическими заготовками. Могут разогреваться газом или электрическими элементами.
- Камерные печи. Используются для нагрева заготовок небольшого размера.
- Печи с установленным механизмом выдвигающегося пода. Предназначены для термической обработки крупногабаритных деталей. Сверху на конструкции закрепляется кран балка, с помощью которой заготовки выгружаются, загружаются новые.
- Вакуумные печи. Используются при термообработке быстрорежущих сталей, тугоплавких металлов, титана, меди.
Оборудование для отжига
Отжиг металла – это что, и каких видов бывает?
В работе с металлами тяжело добиться идеального состояния прямо с первой выплавки, нужно произвести с деталями еще ряд операций. В этой статье мы разберем, что такое отжиг стали, когда применяют такой метод обработки, какие дефекты возникают во время этой операции и как с ними бороться. По сути это является самым первым этапом термического преобразования сплава. Заключается он в том, чтобы произошел нагрев стали до определенной температуры, далее некоторое время это состояние выдерживается, а затем следует и постепенное охлаждение. В результате такого вида обработки изменяется структура сплава и, соответственно, его свойства.
Существует несколько видов подобной термообработки, а уж какой из них применять, зависит от материала и желаемых свойств. Таким образом, полный отжиг предполагает нагрев до температуры, превышающей критическую не более чем на 20–40 °С. Что же насчет времени выдержки, так оно должны быть таковым, чтобы деталь смогла полностью прогреться, а в материале произошли все структурные превращения. Скорость охлаждения будет различной, в зависимости от типа стали, так для углеродистой она составит 180–200 °С/час, для низколегированной – около 100 °С/час, а для деталей, сделанных из высоколегированных сплавов, падать температура будет приблизительно на 50 °С за один час.
В случае когда не нужны серьезные структурные изменения, применяют неполный отжиг, при этом температура нагрева будет только чуть больше критической. А для того чтобы в результате получился зернистый перлит в структуре высокоуглеродистой стали, необходим специальный вид термической обработки. В этом случае невероятно важным является точное соблюдение температурного режима и скорости охлаждения. Сплав нагревают до 760–780 градусов Цельсия, а затем, немного выдержав, охлаждают до 700 °С и повторяют эту процедуру несколько раз. При изотермическом отжиге нагрев превышает критическую точку не более чем на 50 градусов Цельсия. Добиться химической однородности можно гомогенизацией, осуществляемой при очень высоких температурах, длительной выдержке (10–15 часов) и медленном охлаждении. Для рекристаллизационного отжига необходим нагрев до 680 градусов Цельсия.
Также одним из видов термической обработки металлов является нормализация, ее суть аналогична выше описываемому процессу.
Печи для отжига металла – используемое оборудование сегодня
Так как данный вид обработки предусматривает очень сильный нагрев, то, соответственно, необходимо и специальное оборудование. Так, для термического преобразования проволоки, стержней, канатов, а также легированной, средне- и низкоуглеродистой сталей нашли свое применение печи для отжига металла шахтного типа. Суть процесса заключается в следующем: среда внутри разогревается до тех пор, пока не будет достигнута номинальная температура, после этого же нагрев прекращается и осуществляется загрузка материала специальными подъемниками. Затем крышка печи плотно закрывается, и осуществляется подогрев до заданной отметки уже непосредственно для отжига. Далее следует выдержка и остывание изделия.
Иногда данный процесс включает в себя и подачу эндогаза, она осуществляется при температуре 750 °С и длится до тех пор, пока не закончится вся термообработка. Затем на нагревательные элементы перестает поступать электроэнергия, избыточное давление сбрасывается, открывается затворка, и изделия выгружаются опять-таки с помощью цеховых подъемников.
Одними из последних разработок являются непрерывно нормализующие печи. Они могут быть как с газовым нагревом, так и с косвенным. В последнем случае система подбирается в зависимости от конкретно нужной температуры и назначения. К их преимуществам относится возможность управления мощностью, повышенная безопасность, отличная термоизоляция и экологичность, по крайней мере, количество выбросов вредных веществ в атмосферу в разы меньше, чем при использовании устаревшего оборудования.
Какие процессы происходят в металле при отжиге?
Отжиг металла – это нагрев до весьма значительных температур, зачастую превышающих даже критическую, что не может не отразиться на его структуре. Однако, так как и режим при разных видах термообработки различен, да и изначально структура сталей неодинакова, то и изменения в них будут происходить непохожие в зависимости от этих факторов.
Таким образом, углеродистые доэвтектоидные стали, подвергшиеся полному отжигу, в результате получат перлитную структуру с включением зерен феррита. Низко- и среднеуглеродистые стали с содержанием углерода, не превышающим 0,45%, в основном имеют неоднородную структуру, после же обработки их зерна измельчаются и становятся более однородными.
При неполном отжиге изменению подвергается структура перлита, что же насчет феррита, так он неизменен. Таким образом, снимаются внутренние напряжения в материале, и он становится более мягким. При гомогенизации происходит распределение атомов (диффузия), при этом довольно часто следствием может служить укрупнение зерен. После нормализации структура стали становится мелкозернистой и более однородной.
Обязательно ли отжигать сталь?
Очень часто бывают случаи, когда последствиями какой-либо обработки является неустойчивое состояние материала. Например, результатом холодной пластической деформации может послужить искажение кристаллической решетки. Диффузионные процессы, которые должны пройти при затвердевании, не успевают произойти, что способствуют неоднородности сплава. Быстрое охлаждение, а также неравномерное распределение усилий приводит к неравномерному распространению упругой деформации. Без теплового движения атомов неустойчивое состояние стали будет сохраняться надолго. Таким образом, для того чтобы снять напряжение, свести искажение кристаллической решетки до минимума, а также осуществить диффузию и рекристаллизацию, необходим нагрев.
Кроме того, в случае нагрева выше температуры фазового превращения и дальнейшего медленного охлаждения произойдет структурированное равновесие сплава. Таким образом, с помощь отжига добиваются повышения уровня механических свойств, снятия внутренних напряжений, материал лучше поддается резке специальным инструментом, становится более мягким, а также данный этап считается подготовительным для дальнейшей термообработки.
Какие дефекты может создать отжиг стали?
При этом очень важно знать и о вероятных дефектах. Среди них окисление – возникновение на поверхности окислов железа и окалины. Связано это с выгоранием углерода в поверхностных слоях. Этот брак может привести к искажению геометрии деталей, снижению прочности, возникновению трещин, а также короблению. Дабы избежать данных дефектов, необходимо использовать защитные газы, чтобы снизить содержание кислорода в рабочей среде до минимума.
Еще виды дефектов, которые могут встретиться при отжиге, это перегрев и пережог. Возникают они при воздействии чрезвычайно высоких температур и длительной выдержке. В первом случае происходит укрупнение зерна, что приводит к появлению горячих трещин, снижению вязкости и прочности сплава. Бороться с этим можно только лишь повторной нормализацией. Второй же дефект характеризуется окислением самих зерен, а значит, и оплавлением поверхности. Исправить такой брак невозможно, поэтому деталь просто переплавляют.
Какое оборудование используется?
youtube.com/embed/tdEpZTk9D3A» frameborder=»0″ allowfullscreen=»allowfullscreen»>
- Шахтные печи. Подходят для разных технологических процессов, связанных с металлическими заготовками. Могут разогреваться газом или электрическими элементами.
- Камерные печи. Используются для нагрева заготовок небольшого размера.
- Печи с установленным механизмом выдвигающегося пода. Предназначены для термической обработки крупногабаритных деталей. Сверху на конструкции закрепляется кран балка, с помощью которой заготовки выгружаются, загружаются новые.
- Вакуумные печи. Используются при термообработке быстрорежущих сталей, тугоплавких металлов, титана, меди.
Оборудование для отжига
Источники
- https://NpfGeoProm.ru/materialy/vidy-otzhiga.html
- https://printeka.ru/metally/dlya-chego-nuzhen-otzhig-metalla.html
- https://tpspribor.ru/vidy-metalla/sut-tehnologii-otzhiga-stali-vidy-i-naznachenie.html
- https://martensit. ru/termoobrabotka/otzhig-stali/
- https://intehstroy-spb.ru/spravochnik/process-otzhiga-stali.html
- https://HeatTreatment.ru/otzhig-stalej
- https://metalloy.ru/obrabotka/termo/otzhig-stali
- https://tutmet.ru/otzhig-stali-metalla.html
Различные типы методов отжига
Отжиг — это метод термической обработки, который изменяет микроструктуру материала для изменения его механических или электрических свойств. Как правило, в сталях отжиг используется для снижения твердости, повышения пластичности и устранения внутренних напряжений. Отжиг может быть общим термином и должен относиться к докритическому, промежуточному или полному отжигу в атмосфере самого типа.
Процесс нагревания металла или сплава до приемлемой температуры в течение определенного времени и медленного охлаждения (обычно с охлаждением в камере) называется отжигом.
Сущность отжига заключается в превращении перлита при нагреве стали в аустенитизирующий. После отжига ткань близка к равновесной.
Цель отжига :
- Уменьшить твердость стали, улучшить пластичность и облегчить процесс механической обработки и холодной деформации.
- Химический состав и организация однородной стали, измельчение зерна для повышения производительности стали или для обеспечения вымирания.
- Устранение внутренних напряжений и метод закалки для предотвращения деформации и растрескивания.
- Отжиг и нормализация в основном используются для проведения готовой термической обработки.
Для компонентов с низким напряжением и низкой производительностью отжиг и нормализация могут использоваться даже в качестве окончательной термообработки.
В зависимости от температуры нагрева, обычно используемые методы отжига делятся на:
Фазовый переход рекристаллизационный отжиг above the critical temperature:
- Complete annealing
- Diffusion annealing
- Incomplete annealing
- Spherification annealing
Annealing below the critical temperature:
- Recrystallization annealing
- Stress annealing
The selection of the annealing Метод мето d обычно имеет следующие принципы:
- Для различных сталей с доэвтектоидной структурой обычно выбирают полный отжиг.
- Для сокращения времени отжига будет использоваться изотермический отжиг.
- Сфероидизирующий отжиг в основном используется для заэвтектической стали.
- Если запрос невелик, вы можете не завершать отжиг.
- Инструментальная сталь, подшипниковая сталь обычно используется сфероидизированным отжигом.
- Компоненты холодной экструзии и холодной высадки из низкоуглеродистой или среднеуглеродистой стали обычно используются для сферического отжига.
- Для исключения метода упрочнения применяют рекристаллизационный отжиг.
- Для устранения внутреннего напряжения, вызванного многочисленными процессами, используется отжиг под напряжением.
- Для усиления неоднородности структуры и химического состава высококачественной стали обычно применяют диффузионный отжиг.
Важность отжига :
Отжиг используется для устранения последствий деформационного упрочнения, которое может иметь место в таких процессах, как гибка, холодное формование или волочение. Если материал станет слишком твердым, это может сделать работу невозможной или привести к растрескиванию.
При нагревании материала выше температуры рекристаллизации он становится очень пластичным и, таким образом, может обрабатываться снова и снова. Отжиг также снимает напряжения, которые могут возникнуть после затвердевания сварных швов. Горячекатаный прокат подвергают дополнительному формованию и формованию путем нагрева выше температуры рекристаллизации. В то время как закалка стали и легированной стали является обычным явлением, этот метод также может принести пользу альтернативным металлам, таким как алюминий, латунь и медь.
Производители металлов используют отжиг для производства сложных компонентов, сохраняя работоспособность материала, возвращая его в исходное состояние. Этот метод жизненно важен для поддержания пластичности и снижения твердости после холодной обработки давлением. Кроме того, некоторые металлы закалены, чтобы увеличить их электропроводность.
Отжиг со сплавами :
Отжиг будет применяться со сплавами, причем частичная или полная закалка является единственным способом, используемым для нетермообрабатываемых сплавов. Исключение составляют сплавы серии 5000, которые могут подвергаться низкотемпературной стабилизации.
Сплавы отжигают при температурах от 300 до 410°C , в зависимости от сплава, со временем нагрева от 0,5 до трех часов, в зависимости от масштаба заготовки и, следовательно, разновидности сплава. Сплавы следует охлаждать со скоростью не более 20°С в час до снижения температуры до 29°С.0°С, после чего скорость охлаждения не требуется.
Преимущества :
Основные преимущества отжига заключаются, однако, в том, что этот метод улучшает обрабатываемость ткани, повышает прочность, снижает твердость и повышает пластичность и обрабатываемость металла.
Метод нагрева и охлаждения дополнительно снижает переносимость металлов, улучшая при этом их магнитные свойства и электропроводность.
Недостатки :
Основным недостатком отжига является то, что это трудоемкая процедура, учитывая, что материалы отжигаются. Материалам, требующим высоких температур, потребуется длительное время для достаточного охлаждения, особенно если они оставляются для естественного охлаждения внутри печи для отжига .
Отжиг используется в различных отраслях промышленности, где металлы необходимо перерабатывать в сложные структуры или обрабатывать много раз.
Мы в KERONE у нас есть команда экспертов, которые помогут вам с вашими потребностями в методах отжига в различных продуктах, основанных на нашем большом опыте.
Влияние температуры диффузионного отжига на процесс формирования и свойства углерод-алюминиевого композитного слоя на чистом титане
. 2019 21 июня; 12 (12): 1994.
дои: 10.3390/ma12121994.
Хунчжан Ли
1
2
, Юпинг Ма
3
, Чжэнсянь Ли
4
, Шоучан Цзи
5
, Янфэн Ван
6
, Ифэй Ван
7
Принадлежности
- 1 Школа металлургического машиностроения Сианьского архитектурно-технологического университета, Сиань 710055, Китай. [email protected].
- 2 Центр защиты от коррозии, Северо-Западный институт исследований цветных металлов, Сиань 710016, Китай. [email protected].
- 3 Школа металлургического машиностроения Сианьского архитектурно-технологического университета, Сиань 710055, Китай. [email protected].
- 4 Центр защиты от коррозии, Северо-Западный институт исследований цветных металлов, Сиань 710016, Китай. [email protected].
- 5 Центр защиты от коррозии, Северо-Западный институт исследований цветных металлов, Сиань 710016, Китай. [email protected].
- 6 Центр защиты от коррозии, Северо-Западный институт исследований цветных металлов, Сиань 710016, Китай. [email protected].
- 7 Центр защиты от коррозии, Северо-Западный институт исследований цветных металлов, Сиань 710016, Китай. [email protected].
PMID:
31234315
PMCID:
PMC6630519
DOI:
10.3390/ma12121994
Бесплатная статья ЧВК
Хунчжан Ли и др.
Материалы (Базель).
.
Бесплатная статья ЧВК
. 2019 21 июня; 12 (12): 1994.
дои: 10.3390/ma12121994.
Авторы
Хунчжан Ли
1
2
, Юпинг Ма
3
, Чжэнсянь Ли
4
, Шоучан Цзи
5
, Янфэн Ван
6
, Ифэй Ван
7
Принадлежности
- 1 Школа металлургического машиностроения Сианьского архитектурно-технологического университета, Сиань 710055, Китай. [email protected].
- 2 Центр защиты от коррозии, Северо-Западный институт исследований цветных металлов, Сиань 710016, Китай. [email protected].
- 3 Школа металлургического машиностроения Сианьского архитектурно-технологического университета, Сиань 710055, Китай. [email protected].
- 4 Центр защиты от коррозии, Северо-Западный институт исследований цветных металлов, Сиань 710016, Китай. [email protected].
- 5 Центр защиты от коррозии, Северо-Западный институт исследований цветных металлов, Сиань 710016, Китай. [email protected].
- 6 Центр защиты от коррозии, Северо-Западный институт исследований цветных металлов, Сиань 710016, Китай. [email protected].
- 7 Центр защиты от коррозии, Северо-Западный институт исследований цветных металлов, Сиань 710016, Китай. [email protected].
PMID:
31234315
PMCID:
PMC6630519
DOI:
10.3390/ma12121994
Абстрактный
Углерод-алюминиевый композиционный слой получали на поверхности чистого титана методами двойного плазменного науглероживания, алитирования магнетронным напылением и вакуумно-диффузионного отжига. Микроструктуру, фазовый состав и свойства композиционного слоя, полученного при различных температурах отжига, исследовали методами сканирующей электронной микроскопии, энергодисперсионной рентгеновской спектроскопии, рентгеноструктурного анализа, рентгеновской фотоэлектронной спектроскопии и метода шар-на-диске. метод износа. Результаты показали, что слой содержал смесь TiAl 3 , Ti 2 Al 5 и фазы TiC при 650 °C в течение 6 ч, что может значительно повысить твердость и износостойкость чистого титана. Слой показал более высокую твердость около 1231 HV 0,1 , более низкий коэффициент трения 0,33 и меньшие объемы износа 0,018 мм 3 , чем у титановой подложки.
Ключевые слова:
углеродно-алюминиевый композитный слой; титан; износостойкость.
Заявление о конфликте интересов
Авторы заявляют об отсутствии конфликта интересов.
Цифры
Рисунок 1
Схема двойного свечения…
Рисунок 1
Схема установки плазменной цементации с двойным калением и оборудования.
фигура 1
Схема установки плазменной цементации с двойным пламенем и оборудования.
Рисунок 2
Оборудование для магнетронного напыления.
Рисунок 2
Оборудование для магнетронного напыления.
фигура 2
Оборудование для магнетронного напыления.
Рисунок 3
Вакуумная печь для термообработки.
Рисунок 3
Вакуумная печь для термообработки.
Рисунок 3
Вакуумная печь для термообработки.
Рисунок 4
Металлографическое изображение поперечного сечения ( a…
Рисунок 4
Металлографическое изображение поперечного сечения ( a ) и рентгенограмма ( b…
Рисунок 4
Металлографическое изображение поперечного сечения ( a ) и рентгенограмма (XRD) ( b ) науглероженного слоя на подложке из чистого титана.
Рисунок 5
Рентгенограммы образцов…
Рисунок 5
Рентгенограммы образцов S1–S4.
Рисунок 5
Рентгенограммы образцов S1–S4.
Рисунок 6
Рентгеновская фотоэлектронная спектроскопия образцов…
Рисунок 6
Рентгенофотоэлектронная спектроскопия образцов S1–S4: ( a ) Ti2p, ( b )…
Рисунок 6
Рентгенофотоэлектронная спектроскопия образцов S1–S4: ( а ) Ti2p, ( б ) C1s, ( с ) Al2p.
Рисунок 6
Рентгеновская фотоэлектронная спектроскопия образцов…
Рисунок 6
Рентгенофотоэлектронная спектроскопия образцов S1–S4: ( a ) Ti2p, ( b )…
Рисунок 6
Рентгенофотоэлектронная спектроскопия образцов S1–S4: ( а ) Ti2p, ( б ) C1s, ( с ) Al2p.
Рисунок 7
Поперечное обратное рассеяние электронов (BSE)…
Рисунок 7
Микрофотографии поперечного сечения образцов в обратно рассеянных электронах (BSE): (a) S1, (b) S2,…
Рисунок 7
Микрофотографии поперечного сечения образцов в обратно рассеянных электронах (BSE): (а) S1, (б) S2, (в) S3, (г) S4.
Рисунок 8
Спектроскопия рентгеновская энергодисперсионная линейная…
Рисунок 8
Энергодисперсионная рентгеновская спектроскопия с линейным сканированием и точечным сканированием образцов:…
Рисунок 8
Энергодисперсионная рентгеновская спектроскопия линейного сканирования и точечного сканирующего анализа образцов: ( а , д ) S1, ( б , ф ) S2, ( в , г ) С3, ( д , ч ) С4.
Рисунок 9
Распределение твердости по поперечному сечению…
Рисунок 9
Распределение твердости по поперечному сечению образцов S1–S4.
Рисунок 9
Распределение твердости по сечению образцов S1–S4.
Рисунок 10
Коэффициент трения образцов S1–S4…
Рисунок 10
Коэффициент трения образцов S1–S4 и ТА2.
Рисунок 10
Коэффициент трения образцов S1–S4 и ТА2.
Рисунок 11
Кривые профиля следа износа…
Рисунок 11
Кривые профиля пятна износа образцов S1–S4 и TA2.
Рисунок 11
Кривые профиля пятна износа образцов S1–S4 и TA2.
Рисунок 12
Объемы износа образцов S1–S4…
Рисунок 12
Объемы износа образцов S1–S4 и TA2.
Рисунок 12
Объемы износа образцов S1–S4 и TA2.
Рисунок 13
Принципиальная схема формирования…
Рисунок 13
Принципиальная схема процесса формирования углеродно-алюминиевого композитного слоя.
Рисунок 13
Принципиальная схема процесса формирования углеродно-алюминиевого композитного слоя.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Морфология и износостойкость композиционных покрытий, сформированных на подложке ТА2 с использованием технологий горячего алюминирования и микродугового оксидирования.
Ван С., Чжоу Л., Ли С., Ли З., Ли Х.
Ван С. и др.
Материалы (Базель). 2019 8 марта; 12 (5): 799. дои: 10.3390/ma12050799.
Материалы (Базель). 2019.PMID: 30857148
Бесплатная статья ЧВК.Исследование свойств композита гидроксиапатит-титан при термообработке.
Мамаева А., Кенжегулов А., Ковалевский П., Велеба В.
Мамаева А, и др.
Акта Биоэнг Биомех. 2017;19(4):161-169.
Акта Биоэнг Биомех. 2017.PMID: 29507428
Структура и свойства твердых покрытий Zr-Mo-Si-B-(N), полученных методом постоянного тока.
Магнетронное распыление ZrB 2 -MoSi 2 Мишень.Кирюханцев-Корнеев П., Сытченко А., Погожев Ю., Воротило С., Орехов А., Логинов П., Левашов Е.
Кирюханцев-Корнеев П. и соавт.
Материалы (Базель). 2021 13 апреля; 14 (8): 1932. дои: 10.3390/ma14081932.
Материалы (Базель). 2021.PMID: 33
8
Бесплатная статья ЧВК.Формирование фаз в реакционно спеченном сплаве TiAl 3 .
Школакова А., Салветр П., Лейтнер Ю., Ловаши Т., Новак П.
Школакова А. и др.
Молекулы. 2020 21 апреля; 25 (8): 1912. doi: 10.3390/молекулы25081912.
Молекулы. 2020.PMID: 32326158
Бесплатная статья ЧВК.Структурные и механические свойства пленок a-BCN, полученных с помощью гибридного процесса дугового напыления.
Хирата Ю., Такеучи Р., Танигути Х., Кавагоэ М., Ивамото Ю., Йошизато М., Акасака Х., Отаке Н.
Хирата Ю. и др.
Материалы (Базель). 2021 3 февраля; 14 (4): 719. дои: 10.3390/ma14040719.
Материалы (Базель). 2021.PMID: 33546509
Бесплатная статья ЧВК.
Посмотреть все похожие статьи
использованная литература
Ван В., Хан С. Микроструктура и износостойкость покрытия Ti6Al4V, полученного электроискровым напылением. Металлы. 2018;9:23. doi: 10.3390/met23.
—
DOI
Виклунд У., Хатчингс И.М. Исследование обработки поверхности для защиты от истирания титановых сплавов.
Носить. 2001; 251:1034–1041. doi: 10.1016/S0043-1648(01)00730-X.—
DOI
- Кикути С., Акебоно Х., Уэно А., Амеяма К. Формирование технически чистого титана с бимодальной фазой диффузии азота с использованием плазменного азотирования и искрового плазменного спекания. Порошковая технология. 2018; 330:349–356. doi: 10.1016/j.powtec.2018.02.047.
—
DOI
- Кикути С., Акебоно Х., Уэно А., Амеяма К. Формирование технически чистого титана с бимодальной фазой диффузии азота с использованием плазменного азотирования и искрового плазменного спекания. Порошковая технология. 2018; 330:349–356. doi: 10.1016/j.powtec.2018.02.047.
Инь М., Ван В., Хе В., Цай З. Трибологические свойства сплава TC17, обработанного лазерной ударной обработкой, при ударном скольжении.
Материалы (Базель) 2018;11:1229. дои: 10.3390/ma11071229.—
DOI
—
ЧВК
—
пабмед
Чен Т., Ву Ф., Ван Х., Лю Д. Лазерная наплавка на месте частиц Ti(C, N), армированных композитными покрытиями на основе никеля, модифицированными наночастицами CeO2. Металлы. 2018;8:601. дои: 10.3390/met8080601.
—
DOI
Огранка поверхности и поведение элементарной диффузии в атомном масштабе для наночастиц сплава во время отжига in situ
Abstract
Каталитическая эффективность наночастиц в первую очередь определяется точной природой поверхностных и приповерхностных атомных конфигураций, которые могут быть адаптированы постобработкой. -синтетический отжиг эффективно и просто. Понимание полной динамической реакции структуры поверхности и химического состава на термическую обработку в атомном масштабе необходимо для рационального дизайна наночастиц катализатора. Здесь, отслеживая ту же индивидуальную Pt 3 Co наночастиц во время in situ отжига в сканирующем просвечивающем электронном микроскопе мы непосредственно различаем пять различных стадий поверхностных элементных перестроек в Pt 3 Co наночастиц в атомном масштабе: начальное случайное (сплавное) распределение элементов; формирование поверхностного платинового слоя; зарождение структурно упорядоченных доменов; упорядоченное развитие каркаса и, наконец, инициация аморфизации. Кроме того, выявлено всестороннее взаимодействие между фазовой эволюцией, огранкой поверхности и взаимной диффузией элементов, что подтверждается атомистическим моделированием. Эта работа может проложить путь к разработке катализаторов путем отжига после синтеза для оптимизации каталитических характеристик.
Введение
Pt-биметаллические (PtM, где M=Fe, Co, Ni и т. д.) наночастицы (NP) вызвали большой интерес из-за их выдающейся активности в реакции восстановления кислорода (ORR) в топливных элементах 1,2 . Такие наночастицы PtM демонстрируют улучшенные каталитические характеристики по сравнению с коммерческими катализаторами топливных элементов Pt/C, при этом коэффициенты улучшения варьируются от 2x до более чем 20x в зависимости от размера частиц, морфологии, состава и структуры поверхности. Каждый из этих параметров материала может влиять и/или контролировать геометрическую и электронную структуру поверхности частиц и, следовательно, играть жизненно важную роль в определении каталитических характеристик катализаторов PtM 9.0131 3,4,5,6,7,8,9 .
Термическая обработка после отжига уже давно используется в качестве эффективной стратегии для адаптации параметров материала и оптимизации каталитического поведения наночастиц PtM, особенно для контроля размера наночастиц, огранки поверхности и приповерхностного распределения элементов. Сообщалось об улучшении каталитических характеристик отожженных наночастиц PtM, что может быть напрямую связано с конкретной конфигурацией атомов поверхности, созданной во время термического отжига 5,10,11,12 . Например, сообщалось, что ORR-активность монодисперсных НЧ Pt 3 Co повышалась в 3–4 раза по сравнению с Pt/C после мягкого отжига при -обогащенный поверхностный слой и обогащенный кобальтом подповерхностный слой с результирующим повышением активности за счет модификации поверхностной электронной структуры 11 . В другом исследовании сообщалось, что термический отжиг коммерческого катализатора Pt 3 Co/C при 700 °C приводил к интерметаллическому упорядочению Pt 3 Co NP ядро и формирование чистой Pt-оболочки толщиной 0,5 нм, что значительно улучшает как активность ORR, так и долговечность по сравнению с исходной неупорядоченной структурой сплава 12 . Атомные структуры этих катализаторов, а также других катализаторов NP обычно характеризовали путем визуализации структур NP после отжига или путем визуализации различных NP после определенных температур отжига для выяснения механизма (механизмов), ответственного за наблюдаемое улучшение каталитических характеристик. В результате промежуточные структурные и композиционные переходы НЧ на атомном уровне, а также основные механизмы, ответственные за эти изменения, остаются неуловимыми. Что наиболее важно, несистематические подходы проб и ошибок, используемые до сих пор для изучения эффектов термического отжига, упускают из виду уникальные метастабильные атомные конфигурации, которые могут привнести новые физические или химические свойства. Лучшее понимание можно получить, используя атомарное разрешение 9 с временным разрешением.0705 in situ изучает 13 для отслеживания диффузии элементов и эволюции атомной структуры в одних и тех же отдельных НЧ в процессе отжига.
Здесь мы сообщаем о структурных и композиционных переходах, наблюдаемых для Pt 3 Co NP во время in situ сканирующей просвечивающей электронной микроскопии (STEM) экспериментов по отжигу. Эти исследования проводятся путем отслеживания динамической эволюции морфологии NP, огранки, сегрегации элементов, фазового перехода и распределения деформации для отдельных NP во время отжига в зависимости от температуры и времени с использованием STEM-изображения в кольцевом темном поле под большим углом (HAADF). Это исследование концептуализирует использование простых обработок отжигом для управления атомной конфигурацией наночастиц сплава, тем самым облегчая адаптацию их физических и химических свойств для каталитических применений.
Результаты
Отжиг in situ и визуализация в STEM
НЧ Pt 3 Co в этом исследовании поддерживались на коммерческой подложке из технического углерода 14 . Pt 3 Co/C были диспергированы на перфорированной углеродной пленке, закрепленной на нагревательном устройстве Protochips Aduro (подробности представлены в разделе «Дополнительная информация»). Эксперименты по отжигу in situ проводились на STEM с коррекцией аберраций (JEOL 2200FS). Последовательность стадий отжига показана на рис. 1а, где температура повышалась до 800 °C в течение 400 мин. Изображения HAADF-STEM с малым увеличением, полученные при разных температурах (рис. 1b–e), не показали явного слияния НЧ до тех пор, пока не была достигнута температура 600 °C, что является более высокой температурой, чем температура слияния Pt NP (400–500 °C). сообщается в литературе 11 . Эта более высокая температура коалесценции объясняется размером и однородностью состава НЧ, а также высокой монодисперсностью НЧ на подложке из сажи. Фактически, НЧ, находящиеся в непосредственном контакте друг с другом (отмечены стрелками на рис. 1б–е), не проявляли признаков коалесценции до тех пор, пока не была достигнута температура 600 °С (рис. 1д). Дополнительные изображения, показывающие гомогенность и монодисперсность первичных наночастиц Pt 3 Co, представлены на дополнительном рисунке 1.
Рис. 1: Последовательность отжига in situ .
( a ) Последовательность отжига для экспериментов in situ , представленная как зависимость температуры термического отжига от времени. Конкретные условия отжига для захваченных изображений HAADF-STEM, показанных на рис. 2, отмечены на этом графике красными ромбами. ( b – f ) Изображения HAADF-STEM с малым увеличением НЧ Pt 3 Co, нанесенных на сажу, отожженную при разных температурах. Явной коалесценции НЧ не наблюдалось до тех пор, пока не была достигнута температура 600 °C, даже для перекрывающихся частиц (показанных стрелками) при комнатной температуре. Масштабная линейка, 50 нм.
Изображение полного размера
Несколько репрезентативных Pt 3 НЧ Co были выбраны для отслеживания структурных и композиционных изменений атомного масштаба, происходящих во время изотермической выдержки в течение времени в диапазоне от 10 до 80 мин при различных температурах (от комнатной температуры (КТ) до 800 °C) во время последовательности отжига in situ (рис. 1а). Серия изображений HAADF-STEM одной частицы Pt 3 Co, захваченной во время нагрева in situ , показана на рис. 2 (с одновременно полученными изображениями BF-STEM, показанными на дополнительном рисунке 2). Исходный состав 3: 1 для NP Pt: Co, показанный на рис. 2a, был подтвержден с помощью энергодисперсионной рентгеновской спектроскопии (EDS; см. Дополнительный рис. 3). Поскольку существует относительно большая разница в атомных номерах Pt и Co, контраст, присутствующий в изображениях HAADF-STEM в атомарном масштабе, можно использовать для оценки элементных концентраций Pt и Co, составляющих каждую проекцию столбца атомов на изображении 15,16 .
Рис. 2. Изображения HAADF-STEM с атомарным разрешением.
( a — i ) HAADF-STEM-изображения одиночной Pt 3 Co NP с атомарным разрешением, полученные при разных температурах и времени отжига. Поверхностные грани (1–10), (111) и (001) промаркированы для каждой стадии отжига. Чередование ярко-темных контрастных плоскостей, соответствующих образованию упорядоченной структуры Pt 3 Co, отмечено стрелками в d , что указывает на начало превращения ГЦК в L1 2 фаза. Масштабная линейка, 2 нм.
Полноразмерное изображение
Поверхностная сегрегация платины
HAADF-STEM-изображение НЧ Pt 3 Co при КТ (рис. 2а) показывает более яркий контраст в центре НЧ, который постепенно меняется на более темный контраст к поверхность НП; это изменение контраста изображения следует за изменением толщины сферического НЧ. Равномерность контраста в областях одинаковой толщины НЧ согласуется со случайным распределением атомов Pt и Co в Pt 3 Сплав кобальта NP. На исходной поверхности НЧ при КТ отчетливой огранки не наблюдается (рис. 2а). Повышение температуры до 350 °С привело к сегрегации Pt на поверхность, о чем свидетельствует появление на поверхности НЧ несколько более яркого контраста по сравнению с таковым при КТ (показаны стрелками на рис. 2б). Поверхностная сегрегация Pt четко продемонстрирована из профилей интенсивности изображения, полученных на изображении НЧ с помощью HAADF-STEM (рис. 3a–f), с использованием чувствительности изображения HAADF-STEM по отношению к атомному номеру 9.0131 5,16 . Как показано на соответствующем изображении HAADF-STEM и профиле интенсивности, рис. 3b,e соответственно, увеличение контраста изображения было обнаружено непосредственно на поверхности НЧ, отожженной при 350°C, по сравнению с таковой при КТ (рис. 3a). ,d соответственно), поддерживая сегрегацию атомов Pt на поверхность.
Рис. 3: Поверхностная сегрегация Pt.
( a – c ) HAADF-STEM изображения НЧ Pt 3 Co при разных температурах отжига, ( a ) КТ, ( b ) 350 °C и ( c ) 550 °C, используемые для оценки разделения элементов; ( d – f ) соответствующие профили интенсивности a – c на изображениях частиц, которые показывают поведение поверхностной сегрегации Pt. Пунктирные прямоугольники на изображениях указывают места, где были получены профили интенсивности. Явное увеличение интенсивности на поверхности НЧ в и , отмеченное стрелкой, указывает на поверхностную сегрегацию Pt при 350 °С, которая отсутствует при КТ и 550 °С.
Полноразмерное изображение
Многослойное моделирование еще раз доказывает, что такое изменение контраста на поверхности НЧ является результатом сегрегации Pt. Были рассчитаны структурные модели НЧ Pt 3 Co с сегрегацией Pt и без нее, а соответствующие изображения HAADF-STEM были смоделированы с использованием многосрезовых методов (рис. 4). В расчетах использовался размер частиц 5,3 нм для сокращения времени вычислений. Структурные модели были основаны на хаотически легированном Pt 3 Co со структурными релаксациями. часть 3 Структура НЧ Co с сегрегацией Pt (рис. 4d) была получена с помощью моделирования Metropolis Monte Carlo (MC) с погрешностью энергии при 350 °C. Подробные описания методов расчета и моделирования приведены в дополнительной информации. Смоделированные изображения HAADF-STEM (рис. 4b, e) показывают относительно четкие столбцы атомов по сравнению с экспериментальными изображениями, показанными на рис. 2, из-за меньшего размера частиц, используемых для моделирования. Тем не менее, в профилях интенсивности столбцов поверхностных атомов между НЧ без сегрегации Pt и с ней, как показано на рис. 3).
Рисунок 4: Моделирование нескольких срезов.
Многослойное моделирование изображений HAADF-STEM релаксированных легированных частиц Pt 3 Co, выполненное для размера частиц 5,3 нм. ( a , d ) Расчетные модели структуры без поверхностной сегрегации платины и с ней. Соответствующие смоделированные изображения ( b , e ) и профили интенсивности по смоделированным изображениям ( c , f ). Пунктирные прямоугольники, показанные в b и e , указывают места, где были измерены профили интенсивности. Стрелки в e и f отмечают увеличение контраста, связанное с поверхностной сегрегацией Pt.
Полноразмерное изображение
Поверхности, обогащенные Pt, исчезают при повышении температуры отжига с 350 до 550 °C (рис. 2c и 3c,f), поведение, которое также наблюдалось для других Pt 3 Co NP (дополнительный рис. 4) в том же образце. Эти результаты показывают, что сегрегация Pt на поверхности НЧ чрезвычайно чувствительна к температуре отжига и объясняется взаимодействием между поверхностной сегрегацией и беспорядком состава, присутствующим в свежесинтезированной Pt9.0261 3 НП Co. Сегрегация Pt на поверхности НЧ в основном обусловлена уменьшением свободной энергии из-за отрицательной энтальпии поверхностной сегрегации 17 , что приведет к уменьшению конфигурационной энтропии системы за счет упорядочения состава поверхности. Хотя свободная энергия поверхностной сегрегации в конечном итоге становится положительной из-за увеличения энтропийного вклада, повышение температуры отжига приводит к наблюдаемому исчезновению поверхности с сегрегацией Pt. Поведение поверхностной сегрегации Pt было подтверждено картированием НЧ с помощью ЭДС при 350 и 550 °C, как показано на рис. 5a–d для другого отожженного Pt 9.0261 3 Co НЧ из той же пробы. НЧ Pt 3 Co демонстрирует однородное случайное распределение элементов при комнатной температуре; Обогащение поверхности платиной наблюдается при нагреве НЧ до 350 °С (рис. 5д–з), но исчезает при дальнейшем повышении температуры до 550 °С (рис. 5и–м). Тщательный выбор температуры отжига NP имеет решающее значение для формирования архитектуры поверхности с сегрегацией Pt для повышения каталитической активности.
Рисунок 5: Элементарное картирование EDS.
Изображения HAADF-STEM и соответствующие карты элементов EDS для Pt 3 Наночастица Co, отожженная при разных температурах: КТ ( a – d ), 350 °C ( e – h ) и 550 °C ( i – – 9). Профили интенсивности Pt и Co (крайний правый столбец) выровнены по максимальной интенсивности Pt и Co на каждом подрисунке и демонстрируют, что Pt сегрегирует на поверхность частиц при 350 °C и уменьшается при отжиге NP при 550 °C. Эти профили интенсивности представляют собой среднее значение профилей интенсивности в перпендикулярном и горизонтальном направлениях (схематически показаны пунктирными прямоугольниками на карте Co при комнатной температуре). Масштабная линейка, 4 нм.
Изображение полного размера
Огранка поверхности сопровождает диффузию элементов, наблюдаемую для НЧ. При 350 °C формируются отчетливые поверхностные грани {110} (показаны стрелками на рис. 2б), развитие которых совпадает с наблюдаемой сегрегацией поверхности Pt. Огранка поверхности возникает как комбинированный результат сегрегации Pt на поверхности и инициирования реконструкции атомной поверхности на ранней стадии отжига, что согласуется с предыдущими теоретическими расчетами 11 . Четко выраженные грани наблюдаются при 550 °С по сравнению с теми, которые формируются при более низких температурах (350 °С), что, вероятно, является результатом усиленной диффузии элементов при повышенной температуре. Интересно, что огранка {001} была более заметной, тогда как грани {110} уменьшались при повышении температуры от 350 до 550 °C, что указывает на более низкую поверхностную энергию {001} по сравнению с {110} при более высокой температуре. Огранка {111} минимальна в низкотемпературном режиме и практически исчезает при повышении температуры до 550 °С. Фактически четко выраженные грани {111} не образовывались до тех пор, пока НЧ не были отожжены при 600 °C в течение 40 мин. Поскольку электронная структура поверхности НЧ зависит от координации атомов, непосредственное наблюдение за эволюцией огранки поверхности на НЧ сплава дает ценную информацию для проектирования НЧ с желаемой конфигурацией поверхности.
Зарождение и развитие упорядоченного каркаса
При повышении температуры образца до 600 °С и выдержке в течение 20 мин на поверхностных фасетках {110} НЧ появлялись чередующиеся полосы светло-темной интенсивности на плоскостях {001} (показаны стрелками на рис. 2г). Этот переменный контраст связан с инициированием элементного упорядочения, то есть зарождением упорядоченной фазы Pt 3 Co на {001}. Более яркие полосы соответствуют богатым Pt плоскостям {001}, тогда как более темные плоскости {001} имеют более высокие концентрации Co, например, образование упорядоченной сверхрешетки. Наблюдение, что упорядочение Pt-Co начинается на поверхностях {110} предполагает , что эта поверхность имеет наименьшую энергию активации для фазового превращения из простой неупорядоченной гранецентрированной кубической фазы Pt 3 Co в упорядоченную примитивную фазу L1 2 Pt 3 Co. Это первое прямое наблюдение поверхностного инициирования фазового перехода от беспорядка к порядку в одном НЧ, при этом удельная поверхность, связанная с превращением, идентифицируется экспериментально. Однако возникает критический вопрос: почему фазовое превращение беспорядок в порядок инициируется на Pt 9?0261 3 Co NP {110} фаски поверхности? Расчеты теории функционала плотности (DFT) из первых принципов были выполнены для оценки энергии образования между упорядоченной и неупорядоченной фазами для объемного кристалла Pt 3 Co и доминирующих поверхностных граней, наблюдаемых для НЧ Pt 3 Co, например, {100} и {110}. Энергетические расчеты для этих кристаллографических поверхностей проводились с использованием моделей поверхностных плит толщиной в восемь атомных слоев. Упорядоченные конфигурации имели более низкие энергии образования для всех трех пар сравнительных структур, 14,4, 11,1 и 1,5 мэВ на атом для (110), Pt 3 Объемный кристалл Co и поверхность (100) соответственно (рис. 6). Следовательно, энергетическая движущая сила для перехода от беспорядка к порядку является самой высокой для поверхностей {110} НЧ Pt 3 Co, что соответствует экспериментальному наблюдению, согласно которому атомное упорядочение НЧ Pt 3 Co инициируется на грани {110} по сравнению с гранями {100} и объемным ядром Pt 3 Co NP.
Рисунок 6: Движущая сила упорядочения элементов.
Движущая сила для формирования упорядоченных структур на различных кристаллографических гранях и в объеме определяется с помощью расчетов теории функционала плотности из первых принципов, которые показывают, что грань (110) имеет наибольшую движущую силу для образования упорядоченной структуры.
Увеличить
Упорядоченные структуры, зарождающиеся на поверхностях {110}, распространялись по плоскостям {001} в центр НЧ с последующим отжигом при 600 °С (рис. 2д). При более длительном отжиге частицы при 600 °С (рис. 2г–ж) диффузия элементов в объеме прогрессировала, о чем свидетельствуют сильно неоднородные распределения интенсивности контраста изображения (рис. 2е). Упорядоченные структуры формируются на противоположных сторонах НЧ (рис. 2г–е), т. е. связанных с поверхностями {110}, которые в конечном итоге сливаются в центре НЧ при продолжении отжига при 600 °С, в результате чего образуется упорядоченная Pt 3 Структура НЧ Со (рис. 2ж). Этот механизм фазового превращения устойчиво наблюдается для множественных НЧ Pt 3 Co в этих условиях отжига. На рис. 7 показаны изображения HAADF-STEM отожженных НЧ Pt 3 Co и соответствующие дифрактограммы (быстрые преобразования Фурье — БПФ — изображений). NP с ориентацией <110> (рис. 7a–c) демонстрирует другой контраст упорядочения по сравнению с NP с ориентацией оси зоны <100> (рис. 7d–f) в результате характерного наложения элементов в проекционных направлениях обзора. . При ориентации вдоль <100> каждый столбец Co окружен восемью столбцами Pt, образуя шахматную картину интенсивности на изображении HAADF-STEM (рис. 7d, e). Рефлексы сверхрешетки {100} отчетливо наблюдаются на соответствующих БПФ (рис. 7f). Следует отметить, что температура фазового превращения беспорядок в порядок 600 °С для Pt 3 НЧ Co несколько ниже, чем указанный показатель для объемного Pt 3 Co (∼650 °C) 18 , что можно объяснить более высокой скоростью взаимной диффузии элементов внутри НЧ по сравнению со скоростью для объемного материала, обусловленного к значительно увеличенной площади поверхности NPs 19 .
Рис. 7: Упорядоченные атомные структуры НЧ.
( a , d ) HAADF-STEM изображения упорядоченной фазы показаны для [110] и [100] ориентаций оси зоны NP. ( b , e ) Соответствующие проекции моделей идеально упорядоченной структуры (серебряные сферы представляют атомы Pt, а красные сферы представляют атомы Co). ( c , f ) БПФ из изображений HAADF-STEM, показывающих сверхрешеточные отражения, свидетельствующие о структурном / элементном упорядочении. Масштабная линейка, 2 нм.
Увеличить
Инициирование аморфизации
Продолжение отжига при 600 °C в течение еще 20 мин не изменяет архитектуру упорядочения, но приводит к дальнейшей взаимодиффузии элементов (рис. 2ж). Полный заказ в Pt 3 Частица Co реализуется при повышении температуры до 700 °C и выдержке всего 10 мин. (рис. 2з). Разница в контрасте между упорядоченными плоскостями {001} (чередование слоев, богатых Pt и богатых Co), очевидно, больше по сравнению с наблюдаемой при 600 °C, что указывает на обширную взаимную диффузию Pt-Co в сторону оптимизированной упорядоченной структуры L1 2 . . При дальнейшем отжиге при 700 °C в течение 30 мин не наблюдалось заметной диффузии элементов или изменения структуры, что позволяет предположить, что НЧ достигли термостабильного L1 2 структура через 10 мин. Наши наблюдения за эволюцией упорядоченной структуры показывают, что сначала в НЧ устанавливается упорядоченный каркас, за которым следует дополнительная диффузия к стабильной упорядоченной структуре. При дальнейшем отжиге НЧ Pt 3 Co до температуры 800 °C атомные столбцы на изображении HAADF-STEM (рис. 2i) становятся размытыми в результате увеличения вибрации атомов во время визуализации при повышенной температуре, хотя упорядоченная структура еще смутно видна. Более длительный отжиг при 800 °С приводит к аморфизации (т. е. предварительному плавлению) НЧ, морфология приобретает округлую форму и утрату огранки поверхности.
Прогрессивный переход неупорядоченного сплава НЧ Pt 3 Co в упорядоченную фазу L1 2 (200–700 °C) и последующая потеря кристалличности (800 °C) также показан эволюцией дифрактограмм ( БПФ). На дополнительном рисунке 5 показана серия БПФ, полученных из выбранных изображений HAADF-STEM, показанных на рис. 2. Интенсивность отражений сверхрешетки ({001} и {110}) может использоваться как прямой индикатор степени структурного упорядочения. в Pt 3 Ко НП. Рефлексы сверхрешетки первоначально появились для НП, отожженного при 600 °C в течение 20 мин (дополнительный рис. 5c). Продолжающийся отжиг приводит к постепенному увеличению интенсивности отражений сверхрешетки (дополнительный рис. 5c, d). Когда NP отжигают при 700 °C в течение 10 мин (дополнительный рис. 5e), рефлексы сверхрешетки становятся резкими и интенсивными, что соответствует высокоупорядоченной структуре L1 2 . Отжиг до 800 ° C приводит к появлению диффузных дифракционных пятен (дополнительный рис. 5f), которые могут быть результатом вибрации столбцов атомов до аморфизации структуры, хотя НЧ может быть немного наклонен от оси зоны [110], на что указывает потеря отражений сверхрешетки {011} в БПФ (дополнительный рис. 5f).
Обсуждение
Подробная трехстадийная прогрессия случайного ГЦК сплава Pt 3 Co NP в фазу L1 2 во время отжига характеризуется упорядоченным зарождением доменов на {001} преимущественно на {110} гранях поверхности, создание упорядоченного каркаса за счет постепенного упорядочения Pt и Co на плоскостях {001} и оптимизации фазы L1 2 за счет продолжающейся взаимной диффузии элементов. Понимание и управление этим фазовым переходом может помочь в разработке NP с точным контролем атомной структуры и степени упорядоченной архитектуры для достижения конкретных электронных структур. Кроме того, реакция взаимной диффузии элементов внутри НЧ на температуру и время отжига демонстрирует, что фазовое превращение является как кинетическим, так и динамическим процессом; например, для термической активации диффузии элементов требуется определенная температура, тогда как время отжига важно для завершения движения атомов.
Взаимодействие между диффузией элементов, огранкой поверхности и фазовым превращением в конечном итоге определяет каталитическую активность НЧ 20,21 . Динамические структурные и элементные изменения во время термического отжига можно непосредственно визуализировать с помощью визуализации HAADF-STEM с высоким разрешением (рис. 2). Установлено, что плоскости {110} являются доминирующими поверхностными фасетками, формирующимися на ранних стадиях отжига (550 °С), а также поверхностными фасетками, связанными с инициированием структурного упорядочения. Однако площадь поверхностей {110} постепенно уменьшалась при дальнейшей взаимной диффузии элементов (600 °С, рис. 2г–ж)), и в итоге достигла минимального размера в 2–3 элементарные ячейки в ширину при 700 °С ( рис. 2з), при этом одновременно продолжалось структурное упорядочение до полностью упорядоченного L1 9Получена структура 0261 2 (рис. 2з). В то же время грани {111} стали преобладающей поверхностью (рис. 2g,h) за счет граней {110} при более высоких температурах, что свидетельствует о более высокой поверхностной энергии в упорядоченной фазе L1 2 по сравнению с фазой {111 } и {100} граней во время отжига, хотя {110} была предпочтительной поверхностью для зарождения упорядоченных доменов. Когда НЧ были дополнительно отожжены до 800 °C, грани {110} преобразовались, и общая морфология НЧ превратилась в усеченный кубооктаэдр. Эволюция площади поверхности каждого типа граней, окружающих NP, то есть {111}, {110} и {100}, оценивалась в зависимости от условий отжига, как показано на рис. 8. Эта количественная оценка основана на предположение, что НЧ сохраняют форму усеченного кубооктаэдра во время отжига, форму, состоящую из 8 {111}, 12 {110} и 6 {100} граней, как показано на рис. 8b, c (подробности см. В дополнительной информации). Результаты, представленные на рис. 8а, наглядно демонстрируют динамический характер развития морфологии НЧ на протяжении всего процесса отжига, обусловленный конкуренцией поверхностных энергий граней. Интересно отметить, что НЧ показал наибольшую площадь поверхности {111}, когда L1 9Фаза 0261 2 полностью сформировалась (700 °C в течение 10 мин), так что наибольшую каталитическую активность можно ожидать, если грани в фазе L1 2 подчиняются тому же правилу, что и полностью разупорядоченный сплав (фаза случайного твердого раствора) 22 . Эти результаты демонстрируют, что предпочтительные грани НЧ для повышения каталитической активности могут быть разработаны посредством тщательного выбора условий отжига. Более того, поскольку поведение огранки поверхности тесно связано с взаимной диффузией элементов, взаимодействие между этими двумя явлениями следует учитывать при разработке материалов. Такая морфологическая оптимизация НЧ достигается за счет сочетания распределения и упорядочения элементов поверхности (рис. 2) с особым типом эволюции фасеток и площадей (рис. 8).
Рис. 8: Эволюция граней поверхности НЧ.
( a ) Эволюция концентраций поверхностных граней, например, {111}, {110} и {100}, в зависимости от условий отжига; концентрации были определены количественно, предполагая морфологию NP в виде усеченного кубооктаэдра; планки погрешностей представляют собой s.d. результат пяти измерений сторон фасетки. ( b , c ) Подробная геометрическая корреляция между гранями и двумерной проекцией вниз [110].
Изображение полного размера
Следует отметить, что поведение огранки и диффузии поверхности при отжиге может различаться в различных газовых средах в зависимости от того, насколько изменяется термодинамическая движущая сила в бинарной системе Pt-Co. Например, отжиг НЧ Pt 3 Co в формирующем газе при атмосферном давлении, скорее всего, не изменяет поведения огранки и диффузии элементов, поскольку ни Pt, ни Co не образуют гидридов металлов при отжиге в H 2 , а адсорбция водорода на Pt или Co довольно слабы 23,24 . Напротив, окислительная атмосфера может значительно влиять на поведение диффузии элементов в легированных НЧ 25 . In situ исследования биметаллических катализаторов в атомном масштабе в различных газовых средах будут интересными и важными; в будущей работе мы будем изучать эти явления с помощью системы газовой реакции с закрытыми ячейками (Protochips Atmosphere 200).
Таким образом, наше исследование напрямую раскрывает динамическую структурную и химическую эволюцию в атомном масштабе Pt 9.0261 3 НЧ Co при термическом отжиге. Нанокатализаторы демонстрируют отчетливое диффузионное поведение элементов на критических стадиях отжига: формирование оболочки, богатой Pt, со случайно легированным ядром; предпочтительное зарождение упорядоченных доменов, связанных с определенными гранями поверхности; установление полностью упорядоченной фазы L1 2 и, наконец, предплавление. Также была обнаружена динамическая связь огранки поверхности и взаимной диффузии элементов во время отжига, которую следует тщательно учитывать при разработке катализатора. Основные грани, {111}, {110} и {100}, играют разные роли в эволюции структуры и химии НЧ. Наши результаты дают представление о рациональном дизайне НЧ в атомном масштабе, направленном на создание повышенной каталитической активности и стабильности за счет оптимизации структуры поверхности и распределения элементов с использованием термического отжига. Наконец, наши исследования демонстрируют возможности прямого отслеживания атомных конфигураций, включая как положение атомов, так и химическое распределение, внутри отдельных частиц в течение отжиг in situ с использованием суб-ангстремовского разрешения и химически чувствительной визуализации HAADF-STEM.
Методы
Подготовка образцов и микроскопические эксперименты
НЧ Pt 3 Co синтезировали органическим сольвотермическим методом, включающим растворение Pt(acac) 2 в олеиламине и бензиловом эфире, нагревание полученного раствора, введение Co 2 (CO) 8 , охлаждение и центрифугирование. Детальный синтез был описан в наших предыдущих статьях 11 . НЧ Pt 3 Co, полученные органическим сольвотермическим синтезом, наносили на носитель из аморфного углерода. Образцы STEM были приготовлены путем диспергирования нанесенных НЧ в растворе гексана, а затем на нагревательных устройствах Protochips. Чтобы свести к минимуму возможное загрязнение поверхности наночастиц, образец STEM откачивали в вакууме в течение ∼10 часов перед экспериментами STEM.
Эксперименты по визуализации методом STEM проводились на микроскопе JEOL 2200FS с коррекцией аберраций, оснащенном корректором аберраций CEOS GmbH на линзах, формирующих зонд, и дрейфовым детектором BrukerAXS X-Flash Si для EDS. Protochips Технология нагрева Aduro 26 использовался в экспериментах по нагреву на месте для контроля температуры. Образец нагревали от 200 до 800 °С с шагом 50 °С с 90 131 -1 90 132 и выдержкой 30 мин при каждой температуре. Время отжига при 600 °C составляло 100 мин, чтобы иметь время для детального наблюдения за поведением сегрегации элементов. Всего при отжиге было отслежено 25 НЧ. Такие эксперименты in situ были реализованы дважды, чтобы подтвердить эволюцию атомной структуры в НЧ. Энергодисперсионные рентгеновские элементные карты были получены от нескольких NP с током пучка 40 pA, от RT до 550 °C при повышенных температурах с использованием системы дрейфового детектора Bruker Si. Картирование EDS выше 550 °C было невозможно из-за аппаратных ограничений. Все карты EDS были получены из области, удаленной от области для визуализации, чтобы свести к минимуму влияние электронного луча на атомную структуру и химический состав поверхности. Образец подвергался воздействию электронного луча только во время сбора данных.
Изображения HAADF были записаны при 200 кВ с использованием угла схождения 26,5 мрад и внутреннего и внешнего углов сбора 110 и 470 мрад соответственно. Чтобы свести к минимуму облучение пучком, для визуализации использовался относительно небольшой ток пучка 20 pA.
Контрастность изображения и его химическая чувствительность
Поскольку контрастность изображений HAADF пропорциональна среднему атомному номеру (то есть ∼Z 1,7 ), интенсивность каждого атомного столбца является комбинированным результатом как атомного номера элемента, так и локальная толщина, то есть количество атомов в конкретной проекции обзора. Предполагая форму НЧ в виде усеченного кубооктаэдра, концентрации элементов Pt и Co в каждом атомном столбце могут быть оценены непосредственно с использованием контраста изображения из-за большой разницы в их атомных номерах 15,16 . В результате контраст атомных колонок может использоваться для мониторинга диффузии элементов в этой работе, например, на рисунках 3 и 4 и на дополнительном рисунке 4. Впервые были построены НЧ 3 Co диаметром 5,2 нм со случайно распределенными атомами Pt и Co в кубооктаэдрической геометрии. Общая концентрация Pt в частице составляла около 75 ат.% (дополнительный рис. 6а). На основе этой исходной структуры частиц была применена структурная релаксация для разрешения релаксированной атомной модели (дополнительный рис. 6b). Кроме того, для получения NP с сегрегацией Pt (дополнительный рис. 6c) использовалось моделирование Metropolis MC с учетом энергии при температуре 623 K (350 ° C). При МК-моделировании мы попытались преобразовать конфигурацию НЧ за счет замены позиций одного атома Pt и другого атома Со, а также путем смещения положений атомов Pt и Со до тех пор, пока моделируемая НЧ не достигнет своего термодинамически равновесного состояния.
Метод моделирования изображения HAADF
После того, как атомные модели Pt 3 НЧ Co с сегрегацией Pt и без нее (дополнительный рис. 6c, b) были созданы с помощью моделирования, их атомные координации были переданы в программное обеспечение для построения кристаллов CrystalMaker, чтобы создать репрезентативную модель атома. Четверть атомов в направлении оси зоны [110], в результате чего образовалась суперячейка размером 2,5 × 2,5 нм 2 , были извлечены из каждой модели для имитации изображений, как показано на рис. 4. Пакет моделирования HREM 27 , который основан на методе FFT Multislice, использовался для моделирования HAADF-STEM. Такое программное обеспечение для моделирования оценивает как волновую функцию, так и ее преобразование Фурье на каждом срезе, используя приближение Вейкенмайера и Коля для расчета амплитуды упругого рассеяния. Моделирование проводилось с использованием области 128 × 128 пикселей и толщины среза 1,0 Å. Факторы теплового диффузного рассеяния, 0,008 Å 2 для Co и 0,007 Å 2 для Pt, были учтены в амплитуде упругого рассеяния для получения атомной интенсивности на изображениях HAADF. Параметры микроскопии, используемые для моделирования, были такими же, как и для визуализации, и показаны в дополнительной таблице 1.
Расчеты по теории функционала плотности
В этом исследовании энергии упорядоченных и неупорядоченных сплавов Pt 3 Co были рассчитаны с использованием программного обеспечения VASP 28,29 . Во всех расчетах DFT использовались функционал Пердью–Берка–Эрнзергофа 30 , метод проекторных присоединенных волн 31 и ограничение по энергии 600 эВ. Упорядоченный объемный кристалл Pt 3 Co моделировался с помощью суперячейки, состоящей из 2 × 2 × 2 элементарных ячеек L1 2 и стехиометрического упорядоченного Pt 3 Поверхностные плиты Co (001) и (110) были смоделированы с использованием 8 атомных слоев (по 4 атома в каждом слое) с чередующимися химическими составами чистой Pt и 50% Pt (50% Co). Соответствующие неупорядоченные объемные кристаллы Pt 3 Co и поверхностные пластины были сконструированы с использованием Alloy Theoretic Automated Toolkit 32 . В частности, для двух неупорядоченных поверхностей были идентифицированы множественные окончания поверхности. Таким образом, мы приняли среднюю энергию всех возможных поверхностных обрывов в качестве системной энергии неупорядоченного Pt 3 Поверхности Co. В нашем исследовании DFT все структуры были релаксированы до тех пор, пока сила Хеллмана-Фейнмана, действующая на каждый атом, не стала меньше 0,01 эВ Å -1 .
Оценка эволюции граней
Эволюция граней, то есть {100}, {110} и {111}, оценивалась на основе предположения, что NP имеет форму усеченного кубооктаэдра. Такая морфология также проявляется на изображениях STEM (рис. 2). Усеченный кубооктаэдр содержит 8 × {111}, 6 × {100} и 12 × {110} граней. Контуры проекции [110] содержат информацию о размерах граней. Трехмерная модель усеченной кубооктеэдрической частицы и ее соответствующая двумерная проекция показаны на дополнительном рис. 7. Во время отжига грани развиваются, и частица больше не сохраняет форму икосоэдра. Таким образом, мы учитывали этот фактор в наших оценках, рассматривая каждую фасетную область с пониженной симметрией. Например, вместо предположения о гранях {110} в квадратной области рассматривалась прямоугольная форма. Все ребра, выявленные в проекции [100], были измерены и учтены при оценке. Подробные оценки показаны на дополнительном рис. 7.9.0005
Дополнительная информация
Как цитировать эту статью: Чи, М. и др. . Огранка поверхности и поведение диффузии элементов в атомном масштабе для наночастиц сплава во время отжига in situ . Нац. коммун. 6:8925 doi: 10.1038/ncomms9925 (2015).
Ссылки
Кушинг Б.Л., Колесниченко В.Л. и О’Коннор С.Дж. Последние достижения в жидкофазном синтезе неорганических наночастиц. Хим. Откр. 104 , 3893–3946 (2004).
КАС
СтатьяGoogle ученый
Инь, Х.
Ф. и др. Синтез нанесенных золотых нанокатализаторов методом коллоидного осаждения на основе гантелеобразных наночастиц Au-Fe3O4. Хим. коммун. 36 , 4357–4359 (2008).Артикул
Google ученый
Xiong, L. & Manthiram, A. Влияние упорядочения атомов на электрокаталитическую активность сплавов Pt3Co в топливных элементах с щелочным электролитом и протонообменной мембраной. Дж. Матер. хим. 14 , 1454–1460 (2004).
КАС
СтатьяGoogle ученый
Chen, C. et al. Высококристаллические мультиметаллические нанокаркасы с трехмерными электрокаталитическими поверхностями. Наука 343 , 1339–1343 (2014).
ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
Чен, С. и др. Повышенная активность в реакции восстановления кислорода наночастицами «Pt3CO»: прямое свидетельство перколяционной и сэндвич-сегрегационной структур.
907:05 Дж. Ам. хим. соц. 130 , 13818–13819 (2008 г.).КАС
СтатьяGoogle ученый
Прабхудев С., Багнет М., Бок С. и Боттон Г. А. Напряженная решетка с постоянным атомным порядком в интерметаллических нанокатализаторах Pt3Fe2 ядро-оболочка. ACS Nano 7 , 6103–6110 (2013 г.).
КАС
СтатьяGoogle ученый
Кох, С., Тони, М. Ф. и Штрассер, П. Взаимосвязь между активностью и стабильностью упорядоченных и неупорядоченных фаз сплава электрокатализаторов Pt3Co для реакции восстановления кислорода (ORR). Электрохим. Акта. 52 , 2765–2774 (2007).
КАС
СтатьяGoogle ученый
Ma, Y. & Balbuena, P.B. Поверхностная сегрегация Pt в биметаллических сплавах Pt3M: исследование теории функционала плотности.
Прибой. науч. 602 , 107–113 (2008).ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
Стаменкович В., Шмидт Т.Дж., Росс П.Н. и Маркович Н.М. Эффекты состава поверхности при электрокатализе: кинетика восстановления кислорода на четко определенных поверхностях сплавов Pt3Ni и Pt3Co. J. Phys. хим. B 106 , 11970–11979 (2002).
КАС
СтатьяGoogle ученый
Wang, C. et al. Синтез гомогенных Pt-биметаллических наночастиц как высокоэффективных электрокатализаторов. ACS Катал. 1 , 1355–1359 (2011).
КАС
СтатьяGoogle ученый
Wang, C. et al. Монодисперсные наночастицы Pt3Co в качестве электрокатализатора: влияние размера частиц и предварительной обработки на электрокаталитическое восстановление кислорода.
Физ. хим. хим. физ. 12 , 6933–6939 (2010).КАС
СтатьяGoogle ученый
Wang, D.L. et al. Структурно упорядоченные интерметаллические платиново-кобальтовые наночастицы ядро-оболочка с повышенной активностью и стабильностью в качестве электрокатализаторов восстановления кислорода. Нац. Матер. 12 , 81–87 (2013).
ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
Кли, Р. Ф. и Браунинг, Н. Д. Характеристика сегрегации кислородных вакансий на границах зерен SrTiO3 в атомном масштабе. заявл. физ. лат. 77 , 3737–3739 (2000).
ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
Wang, C. et al. Монодисперсные наночастицы Pt3Co как катализатор реакции восстановления кислорода: активность в зависимости от размера.
J. Phys. хим. C 113 , 19365–19368 (2009 г.).КАС
СтатьяGoogle ученый
Wang, C. et al. Дизайн и синтез биметаллического электрокатализатора с многослойной Pt-поверхностью. 907:05 Дж. Ам. хим. соц. 133 , 14396–14403 (2011).
КАС
СтатьяGoogle ученый
Патрик Б. и др. Атомная структура и состав нанокатализаторов Pt3Co в топливных элементах: исследование STEM HAADF с коррекцией аберраций. Хим. Матер. 25 , 530–535 (2013).
КАС
СтатьяGoogle ученый
Рубан А.В., Скривер Х.Л. и Норсков Дж.К. Энергии поверхностной сегрегации в сплавах переходных металлов. Физ. Ред. B 59 , 15990–16000 (1999).
ОБЪЯВЛЕНИЕ
СтатьяGoogle ученый
Ле Буар, Ю.
, Луазо, А. и Финель, А. Происхождение сложного смачивания в сплавах Co-Pt. Физ. B 68 , 224203 (2003).ОБЪЯВЛЕНИЕ
СтатьяGoogle ученый
Alloyeau, D. et al. Влияние размера и формы на фазовый переход порядок-беспорядок в наночастицах CoPt. Нац. Матер. 8 , 940–946 (2009).
ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
Лим Б. и др. Биметаллические нанодендриты Pd-Pt с высокой активностью в отношении восстановления кислорода. Наука 324 , 1302–1305 (2009).
ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
Стаменкович В.Р. и др. Тенденции электрокатализа на протяженных и наноразмерных поверхностях Pt-биметаллических сплавов. Нац. Матер. 6 , 241–247 (2007).
ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
Стаменкович В.
Р. и др. Улучшенная активность восстановления кислорода на Pt3Ni(111) за счет увеличения доступности участков поверхности. Наука 315 , 493–497 (2007).ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
Питер Риттмейер, У. В. Энциклопедия промышленной химии Ульмана, Пятое, полностью переработанное издание , том A13 , 199–226 (1996).
Google ученый
Грили, Дж. и Маркович, Н.М. Путь от электричества животных к зеленой энергии: сочетание эксперимента и теории в электрокатализе. Энерг. Окружающая среда. науч. 5 , 9246–9256 (2012).
КАС
СтатьяGoogle ученый
Тао, Ф. и др. Реакционная реструктуризация наночастиц ядро-оболочка Rh-Pd и Pt-Pd. Наука 322 , 932–934 (2008).
ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
Allard, L.
F. et al. Новая система на основе МЭМС для получения изображений со сверхвысоким разрешением при повышенных температурах. Микроск. Рез. техника 72 , 208–215 (2009).КАС
СтатьяGoogle ученый
Исидзука К. и Уеда Н. Новый теоретический и практический подход к многосрезовому методу. Акта. Кристаллогр. А 33 , 740–749 (1977).
ОБЪЯВЛЕНИЕ
СтатьяGoogle ученый
Кресс, Г. и Хафнер, Дж. Ab-Initio Молекулярная динамика переходных металлов с открытой оболочкой. Физ. Ред. B 48 , 13115–13118 (1993).
ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
Крессе, Г. и Фуртмюллер, Дж. Эффективность ab-initio расчетов полной энергии для металлов и полупроводников с использованием базисного набора плоских волн.
Комп. Матер. науч. 6 , 15–50 (1996).КАС
СтатьяGoogle ученый
Пердью Дж. П., Берк К. и Ван Ю. Обобщенное градиентное приближение для обменно-корреляционной дыры многоэлектронной системы. Физ. Версия Б 54 , 16533–16539 (1996).
ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
Кресс, Г. и Жубер, Д. От ультрамягких псевдопотенциалов к проекторному методу дополненной волны. Физ. Ред. B 59 , 1758–1775 (1999).
ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
Ван де Валле, А. Многокомпонентные многоподрешеточные сплавы, неконфигурационная энтропия и другие дополнения к автоматизированному инструментарию по теории сплавов. Calphad 33 , 266–278 (2009).
КАС
СтатьяGoogle ученый
Загрузить ссылки
Благодарности
Это исследование было выполнено в Центре наук о нанофазных материалах ORNL, который является пользовательским центром Министерства энергетики США, Управление науки, и поддерживалось Министерством энергетики США, Управлением энергетики. Эффективность и возобновляемые источники энергии, Управление технологий топливных элементов. Г.Ф. Ван благодарит Министерство энергетики США за поддержку (грант № DE-FG02-09ER16093) и Национального научного фонда (грант № DMR-1410597). Этот синтез НЧ был проведен в Аргоннской национальной лаборатории Министерства энергетики США, Научной лаборатории Управления, управляемой UChicago Argonne, LLC, по контракту №. ДЭ-АС02-06Ч21357.
Информация об авторе
Авторы и организации
Центр изучения нанофазных материалов, Окриджская национальная лаборатория, One Bethel Valley Road, Building 4515, Oak Ridge, 37831-6064, Tennessee, USA
Miaofang Chi & Karren L. More
Факультет химической и биомолекулярной инженерии, Университет Джона Хопкинса, Балтимор, 21218, Мэриленд, США
Chao Wang
Факультет машиностроения и материаловедения Университета Питтсбурга , 15260, Pennsylvania, USA
Yinkai Lei & Guofeng Wang
Отдел материаловедения, Аргоннская национальная лаборатория, Аргонн, 60439, Иллинойс, США
Донгуо Ли, Ненад М.
Маркович и Воислав Р. СтаменковичОтдел материаловедения и технологий, Окриджская национальная лаборатория, Ок-Ридж, 37831, Теннесси, США
Эндрю Лупини и Лоуренс 5 9026 5 9026
- Miaofang Chi
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Chao Wang
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Yinkai Lei
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Guofeng Wang
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Dongguo Li
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Академия - Karren L. More
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Эндрю Лупини
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Lawrence F. Allard
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Ненад М. Маркович
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Vojislav R. Stamenkovic
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar Обратимая потеря структуры ядро–оболочка биметаллических наночастиц Ni–Au при гидрировании СО2
- Сяобэнь Чжан
- Шаобо Хан
- Вэй Лю
Природный катализ (2020)
Механизм термоиндуцированного синтеза серебряных нанопроволок
- Чанг-Лэ Ким
- Джун-Янг Ли
- Дэ Ын Ким
Научные отчеты (2020)
Стеклянный литий-металлический анод для высокопроизводительных литиевых аккумуляторов
- Сюэфэн Ван
- Горак Павар
- Борьянн Ляу
Природные материалы (2020)
Трехмерное наблюдение в атомном масштабе за структурной эволюцией материала катода в работающей полностью твердотельной батарее
- Юэ Гун
- Юян Чен
- Лицюань Чен
Nature Communications (2018)
Наблюдение in situ в атомном масштабе за образованием ядра-оболочки под действием кислорода в наночастицах Pt3Co
- Шэн Дай
- Юаней Вы
- Сяоцин Пан
Nature Communications (2017)
- Процесс отжига является одним из популярных процессов термообработки.
- Итак, отжиг — это процесс, при котором изменяются физические, а иногда и химические параметры материала.
- Также существует несколько типов процессов отжига, в которых используются разные методы отжига.
- улучшения пластичности,
- снижение твердости,
- улучшение обрабатываемости и т. д.
- Если вы не знаете, что такое температура рекристаллизации, вот простое определение.
- Если вы нагреваете материал выше определенной температуры, она отличается для каждого материала.
- Теперь при температуре рекристаллизации деформированные зерна будут замещаться новыми.
- Таким образом, свойства материала могут быть соответственно изменены.
- Отжиг используется в основном для снижения твердости стали, улучшения пластичности и облегчения механической обработки и обработки холодной деформацией.
- Для изменения химического состава и организации однородной стали, измельчения зерна, улучшения характеристик стали и подготовки ее к закалке.
- Снятие внутренних напряжений.
- Технологическое упрочнение и предотвращение деформации и растрескивания.
- Улучшение формуемости, рекристаллизация холоднодеформированных металлов
- Уменьшение электрического сопротивления и улучшение магнитных свойств
- Повышение ударной вязкости
- Нагрев при определенной температуре, то есть нагрев
- Выдерживать определенное время, на этот раз происходит рекристаллизация
- Медленное охлаждение, на этот раз зерна будут реструктурированы.
- Нагрев
- Рекристаллизация
- Реструктуризация
- На этом этапе металл нагревается в печи при определенной температуре.
- Внутренняя структура или молекулы достаточно разрыхлены и релаксируют из-за нагрева.
- На этом этапе происходит рекристаллизация.
- В результате нагрева при этой температуре и даже при более высоких температурах деформированные зерна замещаются новыми.
- Изменена внутренняя структура металла.
- На этом этапе новые зерна полностью формируются после рекристаллизации.
- Медленное охлаждение помогает восстановить структуру металлов и повысить пластичность.
- Полный процесс отжига
- Отжиг
- .
Давайте изучим весь процесс один за другим,
Полный процесс отжига
Что такое полный отжиг?
Процесс полного отжига обычно используется для улучшения пластичности материала.
- Таким образом, в этом процессе сталь будет нагреваться примерно на 50-60 градусов Цельсия выше ее критической температуры.
- Сталь будет поддерживаться при этой температуре в течение определенного периода времени.
- После этого материалу дают остыть, скорость охлаждения может составлять около 10 градусов Цельсия в час.
Сталь будет медленно охлаждаться в печи без принудительного охлаждения.
Процесс полного отжига обычно используется для субэвтектической стали с содержанием углерода от 0,3 до 0,6%. Мы можем ссылаться на
- среднеуглеродистую сталь,
- низкоуглеродистую сталь,
- отливки из легированной стали,
- кованые и горячекатаные профили, а также
- иногда при сварке этих материалов.
После полного процесса отжига приобретаются такие свойства, как прочность, твердость, ударная вязкость.
Какова цель или цель этого процесса? Давайте узнаем это сейчас.
Цели полного отжига
- После этого процесса достигается мелкозернистая структура, однородная структура, устранение внутренних напряжений.
- Также снижает твердость, улучшает обработку сталей.
- Повышенная пластичность, снятие внутренних напряжений.
- Для создания равновесной микроструктуры.
Процесс отжига
Что такое процесс отжига?
Процесс отжига используется для низкоуглеродистой стали.
- В этом процессе материал нагревается до температуры чуть ниже нижней критической температуры стали или выше температуры рекристаллизации стали, и
- после этого ему дают медленно охладиться в течение некоторого периода времени .
Холоднодеформированная сталь будет иметь повышенную твердость и пониженную пластичность.
Таким образом, работать будет сложно.Технологический отжиг улучшит пластичность и уменьшит твердость. Обычно это выполняется на холоднокатаной стали, такой как проволочная сталь и т. д.
Цели технологического отжига
- Технологический отжиг проводится для рекристаллизации металла.
- В процессе технологического отжига новые равноосные, свободные от деформации зерна зарождаются в областях высокого напряжения в холоднодеформированной микроструктуре. Твердость и прочность металла уменьшатся, тогда как пластичность металла возрастет.
- Основной целью процесса отжига является восстановление пластичности холоднодеформированного металла.
Отжиг для снятия напряжения
Что такое отжиг для снятия напряжения?
При отжиге для снятия напряжений металл будет нагреваться до более низкой температуры около 650 градусов Цельсия и некоторое время будет поддерживаться при температуре для них в печи, а внутреннее напряжение металла будет удалено с последующим медленным темпом охлаждения.
Процесс отжига для снятия напряжения Изображение: Google
- Как следует из названия, этот процесс устраняет внутренние напряжения в материалах.
- Например, более крупные отливки или сварные конструкции имеют внутренние напряжения из-за производственного процесса и неравномерного охлаждения.
- Во время отжига для снятия напряжений не происходит фазового превращения фазы
Цели отжига для снятия напряжений
Основной задачей отжига для снятия напряжений является снятие внутренних напряжений. Эти внутренние напряжения создаются из-за:
- Пластической деформации
- Неравномерного охлаждения
- Фазовое превращение
Сфероидизирующий отжиг
Что такое сфероидизирующий отжиг?
Сфероидный отжиг предназначен для таких материалов, как высокоуглеродистая сталь и легированная сталь.
Сфероидизирующий отжиг Изображение: Google
- Этот процесс улучшает обрабатываемость этих материалов.
- В процессе сфероидного отжига сталь нагревают до температуры ниже ее температуры A1 (фазовая диаграмма) и иногда выдерживают при этой температуре, а затем позволяют медленно охлаждаться.
- Время выдержки при температуре варьируется от 15 до 25 часов.
Сфероидный отжиг улучшает внутреннюю структуру стали.
- В этом процессе материал нагревается чуть ниже критической температуры стали, поддерживается температура около 700 градусов Цельсия и охлаждается.
- Нагрев и охлаждение материала осуществляются попеременно, как выше, так и ниже критической температуры.
Цели сфероидального отжига
- Основной целью сфероидального отжига является улучшение обрабатываемости стали.
- Процесс снижает твердость, однородность структуры и подготавливает сталь к дальнейшему процессу закалки.
- Если говорить по диаграмме равновесия железо-углерод, то цементит перейдет в сферическую форму.
Изотермический отжиг
Что такое процесс изотермического отжига?
Изотермический отжиг малоуглеродистых сталей и сплавов для улучшения их обрабатываемости.
- В этом процессе сталь будет нагреваться выше верхней критической температуры, поэтому она довольно быстро превратится в аустенитную сталь.
- После нагрева охлаждается до температуры ниже нижней критической температуры около 600-700 градусов Цельсия.
- Охлаждение в этом процессе осуществляется с использованием методов принудительного охлаждения.
Температура будет поддерживаться в этой точке в течение определенного периода времени для создания однородной структуры материала.
Давайте проверим некоторые цели того же процесса.
Цели изотермического отжига
- Процесс подходит для таких сталей, как высокоуглеродистая сталь, легированная инструментальная сталь, высоколегированная сталь и т. д.
- Изотермический отжиг хорош для достижения однородной организации и производительности.
Хотя изотермический отжиг не подходит для стальных деталей большого сечения и материалов для крупносерийных печей.
Почему?Поскольку при изотермическом отжиге нелегко достичь изотермической температуры для внутренней или пакетной заготовки.
Диффузионный отжиг
Что такое диффузионный отжиг?
Процесс диффузии подходит для высококачественной стали и разделения отливок и слитков из серьезной легированной стали.
- При диффузионном отжиге железо и карбид будут диффундировать друг с другом.
- Для процесса диффузии требуется более высокая температура, и сталь должна быть нагрета выше верхней критической температуры.
Температура может достигать от 1000 до 2000 градусов Цельсия, а время сохранения тепла составляет от 10 до 15 часов.
После процесса диффузионного отжига необходимо провести полный отжиг или нормализацию для улучшения качества ткани.
Цели диффузионного отжига
- Процесс диффузии устраняет сегрегацию дендритов и региональную сегрегацию.
- Он также унифицирует состав и организацию.
Неполный отжиг
При неполном отжиге сталь нагревается примерно до верхней критической температуры.
После теплоизоляции медленно охлаждается.
Этот процесс в основном используется для получения сферических перлитных тканей для гиперэвтектической стали,
- устранения внутреннего напряжения,
- снижения твердости и
- улучшения обрабатываемости.
Теперь мы знаем типы процесса отжига. Есть еще один процесс, известный как нормализация. Между этими двумя процессами отжига и нормализации есть разница.
Сейчас мы это узнаем.
Разница между отжигом и нормализацией
SR № Отжиг нормализует 1 9202 1 9202 1 9202 1 9202 1 9202 1 9202 . Нормализация – это процесс термической обработки, применимый к сплавам железа. 2 Сталь охлаждается на воздухе или закаливается в воде. Сталь охлаждается только на воздухе. 3 При отжиге добиться однородного размера зерна непросто. При нормализации легко добиться однородного размера зерна. 4 Гранулометрический состав больше. Гранулометрический состав меньше. 5 Отжиг занимает больше времени Нормализация занимает меньше времени. 6 Стоимость отжига больше по сравнению с нормализацией. Стоимость нормализации меньше по сравнению с отжигом. 7 Структура зерна крупная. Структура зерна мелкая. Разница между отжигом и процессом нормализации
Теперь давайте рассмотрим некоторые преимущества и недостатки отжига и его применения.
Преимущества отжига
Преимущества этого процесса:
- Отжиг улучшает пластичность материала, снижая твердость.
- Отжиг — один из лучших процессов для улучшения обрабатываемости.
- Также помогает улучшить магнитные свойства материала.
- Отжиг также снижает хрупкость материала.
- Устранение внутренних напряжений может быть выполнено посредством отжига.
Недостатки отжига
Есть и несколько недостатков,
- Электрическое сопротивление материала уменьшается при отжиге.
- Стоимость отжига больше по сравнению с процессом нормализации.
- Крупнозернистая структура доступна при отжиге.
- Однородный размер зерна не достигается в процессе отжига.
- Процесс отжига требует времени.
Применение отжига
Применение отжига:
- Снятие внутренних напряжений материалов.
- Для повышения пластичности стали и снижения твердости.
- Снижение хрупкости материалов.
- Для улучшения обрабатываемости материала.
- Зубчатые колеса изготавливаются путем отжига.
Заключение
Итак, по процессу отжига все. Отжиг — это только один из процессов термообработки, существуют и другие процессы термообработки.
Наши видео
См. Youtube
Наши приложения
Проверьте наши «Mechstudies — The Learning App ‘» В IOS и Android
. Проверьте наши самые Просмотр. Самым просмотра Artasted Artasted Artasted Artasted Artasted Artasted Artasted. термодинамика
Интенсивные и экстенсивные свойства
Что такое давление
Теорема Бернулли
Счетчик Вентури
Основы насосов
Шаровой клапан
Сифон
Справочные статьи
Отжиг стали: 7 типов | Методы | Термообработка
РЕКЛАМА:
Следующие пункты выделяют семь основных типов отжига сталей. Это: 1. Полный отжиг 2. Гомогенизирующий (диффузионный) отжиг 3. Технологический отжиг 4. Сфероидизирующий отжиг 5.
Частичный отжиг 6. Светлый отжиг 7. Отжиг для снятия напряжений .Тип №1. Полный отжиг:
Полный отжиг, или отжиг, заключается в нагреве стали до температуры выше ее верхней критической температуры, выдержке в течение времени, достаточного для получения однородного аустенита, и оставлении для охлаждения в печи (обычно 50°C/ч), т. е. печь включается выключенный.
Иногда деталь может быть погружена в кучу золы, извести и т.п., т.е. в хороший теплоизоляционный материал. Температура аустенизации, как показано на рис. 5.1, для полного отжига является функцией содержания углерода в стали (также показано в таблице 5.2) и составляет
.
РЕКЛАМА:
Для доэвтектоидных сталей = Ac 3 + (20 – 40°С)(для получения однофазного аустенита)
Для заэвтектоидных сталей = Ас 1 + (20 – 40С)(для получения аустенита + Fe 3 С)
Нагрев доэвтектоидных сталей немного выше температуры Ас 3 приводит к образованию мелких зерен аустенита (рис.
5.2 а3), которые при медленном охлаждении в печи (отжиг) приводят к образованию крупных зерен феррита и перлита.РЕКЛАМА:
Нагрев этой стали до очень высокой температуры (рис. 5.2 а7) вызывает рост зерен аустенита, который при отжиге дает очень крупный феррит и перлит (рис. 5.2 а9) за счет дополнительных затрат на нагрев, время, большее образование окалины и обезуглероживание. Нагрев стали с 0,2%C только до Ac 1 и Ас 3 от комнатной температуры, не измельчает исходные крупные зерна феррита (рис. 5.2 а2), которые при медленном охлаждении (отжиге) ухудшали бы свойства.
Для отжига заэвтектоидные стали нагревают только до температуры немного выше Ac 1 ; как тогда получаются очень мелкие зерна аустенита (96% структуры в стали с содержанием углерода 1,0 %) со сфероидизированным Fe 3 C (т. е. сеть Fe 3 C разорвана), как показано на рис. 5.2 (b2). , который при охлаждении в печи образует мелкие зерна (по сравнению с исходным) перлита и сфероидизированного цементита (рис.
5.2 б3).РЕКЛАМА:
Движущей силой сфероидизации Fe 3 C является уменьшение площади поверхности раздела аустенит-цементит, и, таким образом, уменьшение межфазной энергии сопровождает сфероидизацию. Если бы сталь была нагрета до температуры чуть выше А см (рис. 5.2 б4) для получения однофазных, только что образовавшихся мелких зерен аустенита, она склонна к быстрому укрупнению зерен по мере растворения проэвтектоида Fe 3 С.
Это Fe 3 C ранее ограничивал укрупнение зерна аустенита. Помимо роста зерна, при очень высокой температуре происходит больше времени, энергии (тепла), меньше производительности, больше накипи и обезуглероживания.
Даже если большого роста зерен не произошло, такая сталь при медленном охлаждении (отжиге) вновь приобретает доэвтектоид Fe 3 C, образующийся на границах зерен аустенита, или перлита (при комнатной температуре) в виде сетки. Такая сетка Fe 3 C обеспечивает легкий путь разрушения и делает сталь хрупкой во время формовки или эксплуатации.
Таким образом, нагрева в таких диапазонах при отжиге избегают.Не только диапазон температур нагрева является важной частью полного отжига, но и медленная скорость охлаждения, связанная с полным отжигом, также является жизненно важной частью процесса, так как аустенит должен разлагаться при небольшом переохлаждении (т. при температуре А 1 ) для получения равноосного и относительно крупнозернистого феррита, а также перлита с крупным межпластинчатым расстоянием для придания стали мягкости и пластичности (снижение твердости и прочности).
ОБЪЯВЛЕНИЯ:
Присутствие легирующих элементов смещает кривую КТР в сторону больших времен, и, таким образом, легированные стали могут охлаждаться медленнее, чем углеродистые стали, для получения пластичности (т.е. аналогичные микроструктуры со скоростью охлаждения 30‒50°С/час). Скорость охлаждения можно регулировать, открывая или закрывая дверцы печи, контролируя процесс нагрева или применяя специальные охлаждающие камеры.
После полного превращения аустенита (примерно на 500-600°С) скорость охлаждения может быть увеличена для сокращения времени отжига и, таким образом, повышения производительности за счет размещения изделий на открытом воздухе при условии риска развития термических напряжений не много. Охлаждение в печи следует продолжать до комнатной температуры, если целью отжига является снижение напряжений, особенно в ответственных и сложных по форме деталях.
При (полном) отжиге, независимо от того, развивается ли в стали мелкоперлитная структура или крупноперлитная структура, это связано с исходной структурой стали, поскольку при соответствующей температуре нагрева и почти такой же температуре превращения (из-за медленного охлаждения печи ) от аустенита до перлита (на уровне или немного ниже A 1 ) и доэвтектоидного продукта перлитное межпластиночное расстояние почти постоянно, т. е. продукт почти одинаков во всех случаях. Он мелко- или крупноперлитный по сравнению с исходной микроструктурой, которая может быть, соответственно, крупно- или мелкоперлитной.
Полный отжиг проводится с одной или несколькими из следующих целей:
РЕКЛАМА:
1. Для уменьшения размера зерна стальных отливок или горячедеформированных сталей:
Стальные отливки неизменно имеют крупные аустенитные зерна, что приводит к крупным ферритным зернам или структуре видманштеттенового типа с плохой ударной вязкостью, как показано на левой стороне рис. (схема).
На рис. 5.3 (b) показан видманштеттен, а на рис. 5.3 (c) — мелкозернистая отожженная микроструктура:
Даже горячедеформированные изделия, такие как катаные или кованые детали, где горячая обработка была завершена при чрезмерно высоких температурах, что привело к укрупнению аустенитного зерна или даже видманштеттовой структуре в нормализованном состоянии. Даже свариваемые детали могут иметь микроструктуру, подобную литой, с крупными зернами в околошовной зоне (ЗТВ).
Даже некоторые циклы термической обработки, такие как гомогенизирующий отжиг, оставляют сталь с крупными зернами, поскольку в течение длительного периода выдержки использовалась высокая температура выдержки от 1100°C до 1200°C.
Полный отжиг сталей при соответствующих температурах и медленное охлаждение или даже другие методы позволяют получить мелкие зерна феррита и перлита с одновременным улучшением механических свойств.2. Для снятия внутренних напряжений:
Если стальные отливки имеют сложную форму или являются ответственными деталями, в которых необходимо полностью снять внутренние напряжения, то проводят полный отжиг.
3. Для размягчения некоторых сталей, особенно перед механической обработкой:
Стали, содержащие от 0,3 до 0,4% углерода, имеют лучшую обрабатываемость в отожженном состоянии, чем в нормализованном состоянии. Отжиг дает более крупный перлит и феррит для улучшения мягкости и пластичности, а также для улучшения обрабатываемости.
4. Для устранения микроструктурных дефектов, возникших при литье или горячей обработке давлением:
Сульфидные включения, расположенные вдоль ферритовых полос в горячедеформированных сталях, не могут быть изменены обычным полным отжигом.
Проводится двойной отжиг, первый этап заключается в нагреве стали до температуры, значительно превышающей Ac 9.0261 3 , а затем быстрое охлаждение до температуры ниже нижней критической температуры, а затем немедленный повторный нагрев до нормальной температуры полного отжига с последующим медленным охлаждением.Первый нагрев приводит к слиянию сульфидных пленок в феррите и обеспечивает гомогенность за счет быстрой диффузии. Быстрое охлаждение предотвращает образование крупных зерен феррита. Второй шаг измельчает крупные зерна и оставляет сталь в мягком состоянии. Даже ленточная структура улучшается, становясь более однородной при такой обработке, хотя нормализация помогает лучше, как описано в нормализации.
Тип #
2. Гомогенизирующий (диффузионный) отжиг:
Обычно, когда слиток углеродистой стали после разливки затвердевает, его структура неоднородна. Последующий нагрев, замачивание и горячая обработка в значительной степени гомогенизируют структуру.
Это так, потому что диффузия углерода происходит очень быстро при высоких температурах, и одновременная пластическая деформация разрывает дендриты с разными частями, движущимися друг относительно друга, что облегчает процесс диффузии для быстрой гомогенизации структуры.
Дендриты и междендритная сегрегация, если они присутствуют, увеличивают склонность к хрупкому разрушению, развивают анизотропные свойства и другие дефекты, такие как низкая пластичность и ударная вязкость, различная прокаливаемость в соседних участках.
Химическую неоднородность можно устранить гомогенизирующим (диффузионным) отжигом. Так как диффузия элементов, образующих твердые растворы замещения, происходит гораздо медленнее, чем углерод при любой температуре, слитки легированных сталей обычно гомогенизируют при температуре от 1150°С до 1200°С в течение 10-20 часов с последующим медленным охлаждением. Отливки из легированной стали также сдаются по аналогичному циклу. Медленное охлаждение может производиться по крайней мере до 800-850°С с последующим воздушным охлаждением.
Перлитные классы доэвтектоидных неоднородных легированных сталей выдерживают при 1000°С в течение 1-2 часов, тогда как заэвтектоидные легированные стали выдерживают 5-6 часов.Гомогенизация вызывает укрупнение зерна аустенита, ухудшающее свойства. Таким образом, стали после такой термообработки подвергаются либо нормализации, либо полному отжигу (что также позволяет избежать остаточных напряжений) для уточнения перегретой структуры. Гомогенизация также приводит к образованию толстой чешуи на поверхности сталей.
Поскольку гомогенизация сама по себе является дорогостоящей с потерей металла в виде окалины и требует последующей обработки для измельчения зернистой структуры, она используется в особых случаях.
Тип #
3. Процесс отжига:
Это аналогичная докритическая термообработка отжигом, обычно применяемая для восстановления пластичности холоднодеформированных стальных изделий различных форм. Так как температура нагрева (650-680°С) ниже температуры Ас 1 , т.
е. ниже нижней критической температуры диаграммы Fe-Fe 3 С и, так как фазового перехода не происходит как при нагреве, так и при последующем охлаждении , это называется докритическим отжигом. (рис. 5.1)При наклепе на низкоуглеродистую сталь происходит наклеп, т. е. твердость и прочность увеличиваются, но пластичность снижается. Пластичность стали можно восстановить полным отжигом, но чаще всего проводят рекристаллизационный отжиг.
Рекристаллизационный отжиг заключается в нагреве холоднодеформированной стали выше температуры рекристаллизации, выдержке при этой температуре и последующем охлаждении. Окончательная структура после обработки состоит из бездеформированных равноосных зерен феррита, полученных за счет деформированных вытянутых зерен феррита.
Средняя температура рекристаллизации определяется по формуле:
T r = (0,3 – 0,5) T т.пл.
, где T r – температура рекристаллизации по шкале Кельвина, а T т.
пл. — температура плавления по шкале Кельвина. Хотя температура рекристаллизации чистого железа составляет около 450°С, она повышается с увеличением содержания сплава и включений, увеличением исходного размера зерна, уменьшением величины предшествующей деформации, повышением температуры деформации и уменьшением времени выдержки.Так, обычно рекристаллизационный отжиг углеродистых сталей проводят при температуре от 650°С до 680°С, а высокоуглеродистых легированных сталей (Cr, Cr-Si и т.д.) проводят при температуре около 730°С в течение 0,5-1,5 часов. Крупнозернистые стали можно рафинировать для получения мелкозернистых сталей путем тяжелой холодной обработки и рекристаллизационного отжига.
Отжиг для рекристаллизации чаще всего применяется к холоднокатаным низкоуглеродистым листовым или полосовым сталям. Как правило, микроструктура низкоуглеродистых сталей до холодной обработки состоит из преимущественно равноосных зерен феррита с небольшим количеством перлита.
Среднеуглеродистые и, по крайней мере, высокоуглеродистые стали обычно имеют сфероидизированный перлит.
Оба являются очень пластичными микроструктурами. Холодная обработка упрочняет феррит, удлиняя ферритовые зерна в направлении холодной обработки и создавая высокую плотность кристаллических дефектов, особенно дислокаций. При нагреве в процессе отжига сначала происходит восстановление, а затем рекристаллизация.В последнем процессе в деформированном феррите зарождаются и растут новые, свободные от деформации равноосные зерна феррита. Кроме того, отжиг приводит к коалесценции и сфероидизации цементита, если он еще не присутствует. В норме рост зерен феррита не происходит из-за наличия глобул цементита, если только они не нагреваются до очень высоких температур.
Теперь микроструктура снова обладает высокой пластичностью, готовой к сильной холодной деформации. Таким образом, отжиг можно проводить периодически, чтобы каждый раз восстанавливать пластичность для дальнейшей обработки листа, полосы или проволоки, и поэтому им даются разные названия. Нержавеющие стали (например, 18/8) или стали Гадфильда-Mn также довольно часто подвергают рекристаллизационному отжигу.
Рекристаллизационный отжиг имеет некоторые преимущества по сравнению с полным отжигом, поскольку из-за более низких температур происходит небольшое образование окалины или обезуглероживание поверхности стали. Однако в некоторых случаях при рекристаллизационном отжиге может возникнуть нежелательное явление. Если сталь подвергалась легкой обработке или дрессировке, то имеется область критической деформации (обжатие 5—10 %), в которой при рекристаллизационном (рис. 5.5) отжиге образуются крупные зерна даже гигантских размеров с плохими свойствами.
Чтобы избежать этого явления, либо предварительную нагартовку следует увеличить сверх критической деформации, а если это невыполнимо, то вместо рекристаллизационного отжига применяют полный отжиг. Полный отжиг также дает пластинчатый перлит. Рекристаллизационный отжиг применяют как в качестве промежуточной, так и в качестве заключительной операции.
Тип #
4. Отжиг для сфероидизации:
Это отжиг для получения максимальной мягкости, особенно в высокоуглеродистых сталях и высоколегированных инструментальных сталях для улучшения обрабатываемости (а также пластичности).
В идеале микроструктура состоит из крупных сфероидизированных частиц цементита (или карбидов сплавов), внедренных в ферритовую матрицу. Полностью сфероидизированное состояние предпочтительно для высоколегированных инструментальных сталей. Для углеродистых и низколегированных конструкционных сталей оптимальная обрабатываемость соответствует 50% сфероидизированному и 50% пластинчатому карбиду в структуре.Хорошо поддающийся механической обработке металл – это тот, который позволяет снимать металл с удовлетворительной отделкой при наименьших затратах.
Основными факторами механической обработки являются:
(а) Скорость резания,
(б) Сила резания,
(c) Отделка обработанной поверхности.
Таким образом, чем выше возможная скорость резания при механической обработке, тем меньшая необходимая сила резания и выше качество обработанной поверхности, а значит, и обрабатываемость металла.
Рис. 5.6. иллюстрирует влияние пластичности и твердости на обрабатываемость материала и то, как изменение микроструктуры влияет на обрабатываемость этого материала.
Закаленные стали имеют плохую обрабатываемость, так как для того, чтобы инструменты могли врезаться в обрабатываемую сталь, требуется большая сила резания. Высокие усилия притупляют кромку режущего инструмента, что требует еще большей силы резания, и поэтому скорость резания приходится снижать. Поверхность машины зубчатая и матовая.Мягкая сталь с высокой пластичностью также с трудом поддается механической обработке, поскольку длинные непрерывные стружки образуются без легкого разрушения. Обработанная поверхность шероховатая, неровная и рваная, т.е. качество поверхности плохое. Непрерывная токарная обработка также легко изнашивает режущий инструмент. Низкая пластичность способствует легкому разрушению стружки в виде прерывистой стружки.
Низкоуглеродистые стали (до 0,3% С), а также низколегированные низкоуглеродистые стали очень мягкие и высокопластичные в отожженном состоянии. Нормализация этих сталей снижает ударную вязкость и немного увеличивает твердость, вызывая легкое стружколомание и улучшая обрабатываемость, или легкая холодная обработка также улучшает обрабатываемость.
Среднеуглеродистые стали имеют хорошую обрабатываемость в отожженном состоянии. Высокоуглеродистые инструментальные стали (слишком твердые), а также все легированные инструментальные стали, включая быстрорежущие стали, шарикоподшипниковые стали, обладают наибольшей обрабатываемостью, когда микроструктура сфероидизирована или имеет глобулярный цементит (рис. 5.7 а). Таблица 5.3 суммирует наилучшее состояние сталей для хорошей обрабатываемости.
Самое мягкое и наиболее пластичное состояние любой перлитной стали — это когда ее микроструктура состоит из сферических крупных карбидных частиц, равномерно внедренных в ферритную матрицу, так как в пластинчатом перлите движение дислокаций легко блокируется пластинками цементита, а в глобулярном они минуют их. перлит.
Относительно хорошая пластичность сфероидизированной структуры с низкой твердостью обеспечивает высокую обрабатываемость высокоуглеродистых и легированных инструментальных сталей. Из-за повышенной пластичности средне- и высокоуглеродистые стали подвергаются холодной обработке, всегда в сфероидизированном состоянии.
Глобулярная микроструктура имеет самую низкую энергию из-за меньшей площади поверхности раздела феррит/цементит цементитных сфер в ферритовой матрице по сравнению с большой площадью в пластинчатом перлите и, таким образом, является наиболее стабильной микроструктурой.
Сталь с любой прежней микроструктурой должна измениться на глобулярную микроструктуру путем диффузии, если ее нагревать до высоких температур и в течение длительного времени для уменьшения межфазной поверхности (и, следовательно, энергии). Пластинки или пластинки цементита в пластинчатом перлите распадаются на более мелкие частицы, которые со временем принимают сферическую (рис. 5.10) форму при 650°С.
После разрушения ламелей мелкие частицы растворяются, увеличивая размер более крупных сферических частиц из-за дальнейшего снижения межфазной энергии, что приводит к уменьшению количества частиц и их более широкому расположению. Время сфероидизации примерно логарифмически связано с температурой.
Скорость сфероидизации обратно пропорциональна расстоянию между пластинками перлита. Присутствие любого доэвтектоидного продукта не влияет на скорость сфероидизации, то есть содержание углерода не влияет.Легирующие элементы замедляют процесс сфероидизации, так как они либо уменьшают диффузию углерода, либо сами медленно диффундируют с образованием собственных сфероидизированных карбидных частиц. Стали, раскисленные алюминием, сфероидизируются несколько быстрее, чем стали, раскисленные кремнием.
Поскольку граница раздела между цементитом и ферритом в перлите является низкоэнергетической границей, пластинки перлита сфероидизируются, но делают это очень медленно даже при температурах, близких к температуре A 1 , на что требуется более 200 часов. Пластическая деформация перед нагревом или во время нагревания увеличивает скорость сфероидизации. Холодная прокатка заставляет цементитные пластины изгибаться или вращаться, чтобы стать параллельными плоскости прокатки.
При изменении ориентации энергия границы раздела цементит/феррит увеличивается, чтобы ускорить процесс сфероидизации, который тем быстрее, чем выше объем холодной обработки. Сталь (0,61 % С, 0,6 % Mn, 0,08 % Si) после 75 % холодной прокатки сфероидизировалась при нагреве в течение 32 ч при 650°. На рис. 5.8 показано влияние холодной обработки сталей, нормализованных с содержанием углерода 0,60 % и 0,8 %, на время и температуру сфероидизации.
Скорость сфероидизации перлита заэвтектоидной стали аналогична скорости перлита в доэвтектоидных сталях, но сфероидизация доэвтектоидного цементита происходит гораздо быстрее из-за иррациональной поверхности раздела. Однако видманштетные пластины из доэвтектоидного цементита требуют больше времени, чем цементит из перлита.
Сфероидизация представляет собой очень медленный процесс, когда перлитная структура нагревается чуть ниже температуры A 1 . Скорость сфероидизации высока, если карбид присутствует в виде дискретных частиц, таких как бейнитная структура, или частицы карбида, полученные путем отпуска мартенсита.
Кроме того, если при нагреве до температуры немного выше Ас 1 , аустенит может иметь хорошую степень неоднородности либо путем нагревания до самой низкой температуры аустенизации, чтобы неоднородный аустенит имел большое количество нерастворенных зародышей цементита, на которых может расти осаждающийся цементит легко при медленном охлаждении; или, первый нагрев чуть ниже Ac 1 , так что образуются сфероиды цементита, которые при нагревании до температуры несколько выше Ac 1 сопротивляются растворению и, таким образом, способствуют сфероидизации осаждающегося цементита, когда гетерогенный аустенит медленно охлаждают до температуры Ar 1 .
Скорость охлаждения в обоих случаях должна быть достаточно медленной, чтобы превращение происходило при температурах лишь немного ниже температуры A 1 . Температура аустенизации является еще одним важным фактором в этих методах. Рис. 5.9иллюстрирует диапазон температур аустенизации, при котором может быть получен сфероидальный продукт, или смесь сфероидального и пластинчатого продукта, или пластинчатый продукт, который варьируется в зависимости от содержания углерода в стали.
Заэвтектоидные стали при нагреве немного выше температуры A 1 и очень медленном охлаждении до температуры A 1 показывают сфероидизированный эвтектоидный цементит с крупными сфероидизированными частицами доэвтектоидного цементита. Повышение температуры аустенизации приводит к образованию пластин эвтектоидного цементита со все более крупными пластинами доэвтектоидного цементита. Нагрев до температуры выше А см и медленное охлаждение приводит к пластинчатому эвтектоидному цементиту с доэвтектоидным цементитом в виде пленки (сетки), окружающей размер аустенитного зерна.
Обобщение методов сфероидизации:
1. Нагрев стали (C > 0,3%) до температуры чуть ниже Ac 1 , выдержка при этой температуре в течение очень длительного периода с последующим медленным охлаждением превращает пластинчатый перлит в сфероидизированный. Рис. 5.10 иллюстрирует процесс с циклом. Это занимает очень много времени, особенно с крупным перлитом.
2. Важное правило для промышленного получения сфероидизированной структуры:
Аустенитируют сталь при температуре не более чем на 50°С выше А 1 и очень медленно охлаждают через А 1 до превращения неоднородного аустенита при температуре не более чем на 50°С ниже температуры А 1 .
Таким образом, две критические температуры равны:
(1) Температура аустенизации, значение которой показано на рис. 5.9.;
(2) Температура превращения ниже A 1 . Чем ближе температура к A 1 , тем более грубой и мягкой является сфероидизированная структура, но если превращение происходит намного ниже A 1 , то продукт становится более мелким, пластинчатым и более твердым перлитом.
Обычно температура аустенизации составляет:
Эвтектоидная сталь: 750 – 760°C
Гипоэвтектоидная сталь: 770 – 790°C
Заэвтектоидная сталь: 770 – 820°C
Быстрорежущая сталь: 875°C
Например, сталь En 19 C, имеющая A 1 температуру около 750°C, подвергается сфероидизирующему отжигу как:
i.
. Неполная аустенизация при 775°С в течение 2 часов.ii. Медленное охлаждение со скоростью 10°С/ч до 725°С за 5 часов.
III. Охладить на воздухе до комнатной температуры.
3. Сталь после аустенизации медленно охлаждают со скоростью 30-50°С/ч до 680-620°С и затем изотермически выдерживают при этой температуре. Этот метод занимает меньше времени, 1-3 часа, чтобы получить сфероидизированную структуру.
4. Заэвтектоидные стали должны быть сначала нормализованы для возможного предотвращения образования сетки цементита, но в виде тонкой дисперсии цементита. Затем его нагревают до 770-820°С и очень медленно охлаждают.
5. Углеродистые стали и низколегированные стали с содержанием углерода от 0,5 до 0,77% могут быть предварительно подвергнуты предварительному отжигу примерно на 25°C ниже температуры A 1 , так что происходит некоторая сфероидизация цементита. Затем сталь нагревают выше Ac 1 (< 50°C), а затем очень медленно охлаждали.
Этот процесс занимает от 2 до 6 часов для получения сфероидизированной структуры, как схематично показано на рис. 5.11:
6. Маятниковое отопление:
Сталь нагревают до 750°С и выдерживают при этой температуре непродолжительное время, затем охлаждают в другой печи до 680-700°С. После кратковременной выдержки снова нагревают до 750°С и снова охлаждают. Эти этапы повторяются несколько раз подряд для получения сфероидизированного перлита. Этот процесс сложнее в исполнении, но занимает меньше времени.
При нагреве до 750°С получается неоднородный аустенит. При охлаждении выделяющийся цементит осаждается на карбидных зародышах в неоднородном аустените в виде сфероидальных частиц. Этот процесс продолжается. При повторном нагревании растворение сфероидизированного цементита сопротивляется. Осаждающийся цементит откладывается на этих нерастворенных частицах цементита при охлаждении.
7. Сфероидизированный перлит может быть получен закалкой и отпуском при высоких температурах.
Тип #
5. Частичный отжиг:
Частичный отжиг доэвтектоидных сталей заключается в нагреве сталей в критическом диапазоне, т. е. между температурами Ас 3 и Ас 1 . Перлит стали превращается в мелкозернистый аустенит, но форма и размер доэвтектоидного феррита практически остаются такими же, как и в исходной микроструктуре (рис. 5.2 а2), т.е. сталь частично отожжена. Как и при отжиге, сталь остывает медленно, аустенит превращается при температуре A 9 или близкой к ней.0261 1 к грубому и мягкому перлиту, а зерна феррита остаются как были, но сам феррит является очень мягкой фазой.
Таким образом, частичный отжиг
обеспечивает необходимую для механической обработки мягкость. Хотя это не идеальный метод, но это хороший практический метод, позволяющий снизить стоимость обработки и время для улучшения обрабатываемости и/или пластичности, если исходный перлит стали мелкий и твердый.
Тип #
6. Светлый отжиг:
Само название предполагает, что это обработка отжигом, после которой поверхность остается такой же яркой и блестящей, как и до обработки, т.
е. поверхность остается свободной от обесцвечивания и окислов. Поверхность защищается защитной средой (атмосферой) в печи отжига.Используемая атмосфера зависит от типа стали. Обычно используемые атмосферы; аргон или азот, чистый водород, крекинг-аммиак или атмосфера восстановительного газа, такая как содержащая 15% H 2 , 10% CO, 5% CO 2 , 1,5% CH 4 и остаток N 2 .
Тип #
7. Отжиг для снятия напряжения:
Внутренние напряжения (остаточные напряжения или запертые напряжения) — это напряжения, которые остаются в детали даже после того, как их источник был удален, т. е. эти напряжения существуют в детали при отсутствии внешних напряжений.
Эти напряжения могут возникать во время:
1. Операции холодной деформации:
Например, при прокатке металлической полосы центральная часть полосы подвергается большему обжатию (большему удлинению), чем поверхностные слои. Поскольку более длинная центральная часть тянет за собой поверхностные слои, возникают растягивающие внутренние напряжения в поверхностных слоях и сжимающие внутренние напряжения в центральной части.
2. Обработка:
Тяжелая механическая обработка особенно оставляет после себя холоднодеформированные поверхности, которые вызывают внутренние напряжения, которые могут даже вызвать растрескивание во время последующей термической обработки.
3. Термическая обработка:
Быстрый нагрев при термообработке приводит к градиенту температуры, который вызывает неравномерное расширение по сечению детали, что приводит к сжимающим напряжениям в поверхностных слоях и растягивающим напряжениям во внутренних слоях. Быстрое охлаждение (без фазового превращения) приводит к обратному характеру напряжений, чем указано выше.
Твердофазный переход при охлаждении стали приводит к увеличению удельного объема и является источником развития больших остаточных напряжений при высокой скорости охлаждения. Закалочные напряжения вызывают равномерное развитие трещин. Фазовый переход и термическое неравномерное сжатие могут привести к возникновению сложных структур напряжения в детали.
Даже изменение состава поверхностных слоев, например, при науглероживании, вызывает дифференциальное изменение объема, вызывающее напряжения.4. Литье:
В отливках неизменно присутствуют напряжения из-за неравномерного охлаждения поверхности по сравнению с центром отливки (из-за разной скорости охлаждения между различными участками).
5. Сварка:
Из-за дифференциального расширения и сжатия зоны термического влияния (ЗТВ) и самого сварного шва.
В каждое мгновение причиной сохранения этих внутренних напряжений является возникновение неоднородной пластической деформации, которая может быть обусловлена неодинаковыми деформациями в различных участках тела, либо разным изменением удельных объемов в различных сечениях детали . Таким образом, внутренние напряжения могут быть термическими, структурными или и теми, и другими.
Остаточные напряжения различного происхождения алгебраически суммируются и могут образовывать сложные структуры.
Наиболее опасны растягивающие остаточные напряжения, особенно в поверхностных слоях, так как они добавляются, вызывая коробление или даже трещины, даже при малых внешних растягивающих напряжениях или без них. Такие напряжения особенно опасны в деталях, подвергающихся знакопеременным напряжениям, так как эти растягивающие остаточные напряжения способствуют образованию усталостных трещин. Остаточные напряжения также способствуют межкристаллитной коррозии (например, сезонному растрескиванию латуни).Остаточные напряжения могут вызвать искажение (коробление и т.п.) формы и изменение размеров деталей при их применении или при хранении. Компонент деформируется (меняет свою форму и размер), если напряжение становится выше его предела текучести; или трещины, когда он становится выше, чем его прочность на растяжение, напряжение может быть внутренним растягивающим напряжением. При хранении в деталях происходит постепенное перераспределение остаточных напряжений путем релаксации, которые в какой-то момент становятся очень высокими.
Обнаружено, что закаленный холостой стальной валок разрушился с громким грохотом, осколки разлетелись на несколько метров. Катастрофические разрушения сварных мостов и почти всех сварных кораблей объяснялись остаточными напряжениями, которые становились большими по мере их использования, поскольку остаточные напряжения различного происхождения добавлялись за счет релаксации.
Как известно, металл, нагруженный сверх своего предела текучести, пластически деформируется, высвобождая напряжение, превышающее его значение предела текучести. Остаточные напряжения обусловлены наличием в детали областей упругих деформаций разного знака. Если локальная пластическая деформация может быть инициирована в каждой области упругих деформаций в детали, то это может привести к полному или частичному снятию остаточных напряжений.
В этом процессе размеры компонентов не изменяются, поскольку степень упругой деформации в каждой области заменяется той же величиной пластической деформации.
Известно также, что предел текучести металла резко уменьшается с повышением его температуры.Таким образом, при нагреве металла с остаточными напряжениями за пределами определенной температуры предел текучести становится ниже остаточных напряжений. Затем происходит локальная пластическая деформация, вызывающая снижение остаточных напряжений до значения его предела текучести при этой температуре.
Остаточные напряжения сначала быстро уменьшаются за счет большого размножения и проскальзывания дислокаций, до его значения предела текучести, а затем механизм пластической деформации становится таким же, как в процессах ползучести, что приводит к постепенной релаксации напряжений, уменьшающихся со временем.
На рис. быстро, но после чего значительно замедляется, т. е. по прошествии некоторого времени при температуре бесплодно увеличивать время. Это также свидетельствует о том, что чем выше температура снятия напряжений, тем ниже остаточные остаточные напряжения. Фактически, Розенштейн использует параметр отпуска Холломона и Яффе (также называемый параметром Ларсона-Миллера), чтобы получить температуру релаксации напряжения и время для снятия напряжения.
Быстрое снятие внутренних напряжений путем быстрого нагрева до более высоких температур нарушает равновесие внутренних напряжений и, таким образом, может привести к короблению. Под отжигом для снятия напряжений подразумевается медленная локальная пластическая деформация, которая постепенно нарастает с одновременным равномерным уменьшением упругой деформации так, чтобы линейные размеры детали не изменялись.
Во многих случаях снятие напряжения является вторичным процессом, т. е. происходит параллельно с другим процессом термообработки, предусмотренным в первую очередь. Например, если первоочередной задачей является проведение рекристаллизационного отжига, то также снимаются литейные и сварочные напряжения. Закалка, проводимая для получения сорбита, снимает практически все закалочные напряжения.
Когда сталь (или любой металл, или сплав) нагревают как отдельную операцию термической обработки для устранения остаточных напряжений, тогда это называется отжигом для снятия напряжений.
Это термическая обработка отжигом для снятия напряжений, возникающих в деталях, чтобы уменьшить вероятность коробления во время последующей термической обработки без возможности образования трещин. Здесь может потребоваться отсутствие нежелательных структурных и фазовых изменений при нагреве, определяющих, таким образом, верхнюю границу температурного диапазона снятия напряжений.Например, снятие напряжения при температуре выше температуры рекристаллизации устраняет остаточные напряжения, оставшиеся после холодной обработки давлением, но также устраняет недопустимый в большинстве случаев упрочняющий эффект холодной обработки давлением.
Скорость нагрева и охлаждения должна быть низкой. Более быстрый нагрев может усугубить концентрацию напряжений, что приведет к короблению или даже трещинам во время нагрева. Более быстрое охлаждение может вызвать новые термические напряжения в компоненте.
Хотя полный отжиг способен снять внутренние напряжения в отливках и поковках, но обычно используется медленный нагрев до 600°C, когда не происходит рекристаллизации, особенно в сталях с содержанием углерода до 0,3%.
На рис. 5.14 видно, что при 600°С почти все напряжения снимаются.Поскольку сварные конструкции из стали могут деформироваться под собственным весом при полном отжиге, для них обычно применяют следующий цикл:
1. Медленный нагрев в печи со скоростью 100-150°С/ч до 650°С.
2. Выдержка при этой температуре в течение определенного времени исходя из максимальной толщины со скоростью 3-4 минуты/мм для достижения однородности температуры.
3. Медленное охлаждение со скоростью 50-100°С/ч до температуры не менее 300°С с последующим охлаждением на воздухе до комнатной температуры.
Инструменты, в которых в процессе эксплуатации возникают внутренние напряжения, во много раз снимают эти напряжения, нагревая их до температуры на 25°С ниже температуры отпуска.
Таким образом, отжиг для снятия напряжения проводится с целью:
1. Для устранения вредных растягивающих остаточных напряжений, позволяющих применять более высокие внешние нагрузки.
2. Увеличение усталостной долговечности.
3. Повышение ударопрочности.
4. Меньшая склонность к хрупкому разрушению.
5. Во избежание межкристаллитной коррозии и усталости.
6. Для стабилизации размеров.
7. Предотвращение коробления.
В некоторых изделиях для повышения тех или иных эксплуатационных свойств создают остаточные напряжения. Дробеструйная обработка, науглероживание и азотирование увеличивают усталостную долговечность.
Главная ›› Металлургия ›› Сталь ›› Термическая обработка ›› Методы ›› Отжиг сталей
Сколько видов термической обработки отжигом вы знали?
Отжиг – это процесс термической обработки , при котором сталь и сплавы нагревают до подходящей температуры в течение определенного периода времени, а затем обеспечивают медленное охлаждение (печное охлаждение). Целью отжига является преобразование стали из аустенита в перлит, снижение твердости и повышение пластичности, облегчение механической обработки и холодной деформации и в то же время однородность химического состава и структуры стали для устранения внутренних напряжений и деформационного упрочнения, предотвращения деформации и растрескивания.
. Некоторые виды алюминия, меди, Титан и другие материалы также могут реагировать на процесс отжига. Общие методы отжига в зависимости от температуры и химического состава в процессе отжига можно разделить на:1. Полный отжиг.
Нагрейте сталь до 20 ~ 30 ℃ и выдержите некоторое время после медленного охлаждения, чтобы приблизиться к балансу процесса термообработки организации (полностью аустенитизация). Полный отжиг применяют в основном для горячедеформированных листов, поковок и отливок из средне- и высокоуглеродистых сталей, а также их свариваемых деталей. Твердость низкоуглеродистой стали после отжига не годится для механической обработки.
Полный отжиг направлен на измельчение зерна, однородность структуры, устранение внутренних напряжений, снижение твердости и улучшение обрабатываемости стали. После полного отжига доэвтектоидная сталь имеет структуру F+P. В реальном производстве, чтобы повысить производительность, отжиг охлаждают примерно до 500 ℃ или освобождают от холода.
2. Частичный отжиг.
Нагрейте сталь до состояния гипоэвтектоидной или заэвтектоидной стали и затем медленно охладите после сохранения тепла, чтобы получить процесс термообработки, близкий к сбалансированной структуре. Он в основном используется для получения сферической перлитной структуры для устранения внутреннего напряжения, снижения твердости и повышения производительности обработки. Сфероидизационный отжиг является разновидностью частичного отжига.
3. Изотермический отжиг.
Этот процесс также называется рекристаллизационным отжигом, при котором сталь нагревают до температуры выше критической, выдерживают в течение длительного времени и быстро охлаждают до комнатной температуры, производя превращение аустенита в перлит. Для завершения полного отжига требуется много времени, особенно для переохлажденных аустенитных нержавеющих сталей, в то время как изотермический отжиг может значительно сократить время отжига.
Этот процесс предназначен для высокоуглеродистой стали (C > 0,6%), 9Инструментальная сталь 2224 , легированная сталь (количество легирующих элементов > 10%).
Изотермический отжиг также полезен для получения однородной ткани и свойств, но не подходит для больших срезов.4. Сфероидизирующий отжиг.
Процесс термообработки сфероидизирующего карбида для получения гранулированного перлита. Нагревают сталь до Ac1 более чем на 20-30 ℃ и поддерживают температуру 2-4 часа после охлаждения. Сфероидизационный отжиг в основном используется для снижения твердости, однородности структуры и улучшения обрабатываемости при подготовке к закалке. Это процесс обработки высокоуглеродистой и легированной стали с целью улучшения их обрабатываемости. Существует много методов сфероидизирующего отжига, это можно сделать тремя способами:
- A) После сфероидизирующего отжига: нагрейте сталь до критической температуры выше 120 ~ 30 ℃ и выдержите некоторое время, затем дайте ей медленно остыть в охлаждающей печи. Исходная ткань перед отжигом должна представлять собой мелколистовой перлит, не допускается наличие науглероженной сетки.
- B) Изотермический сфероидизирующий отжиг: нагрев стали после сохранения тепла, одновременно с охлаждением печи ниже критической температуры 10 ~ 30 ℃. После изотермического вместе с печью охлаждают примерно до 500 ℃ или медленно выпускают воздушное охлаждение. Он имеет несколько преимуществ, таких как короткий цикл, равномерная сфероидизация и простой контроль качества.
- C) возвратно-поступательный сфероидизирующий отжиг
5. Диффузионный отжиг (гомогенизирующий отжиг).
Процесс термической обработки, при котором слитки, отливки или заготовки нагревают до температуры немного ниже критической в течение длительного времени, а затем медленно охлаждают для устранения химической неоднородности. Таким образом, для устранения ликвации дендритов и региональной ликвации во время затвердевания слитка, а также для гомогенизации состава и структуры. Температура диффузионного отжига очень высока, обычно выше критической температуры 100 ~ 200 ℃ в течение 10 ~ 15 часов, что зависит от ликвации и марки стали. Диффузионный отжиг для некоторого высокого качества 9Легированная сталь 2224 и отливки из легированной стали и слитки с серьезной сегрегацией.
6. Отжиг для снятия напряжения.
Чтобы устранить остаточное напряжение, сталь нагревают до температуры ниже критической температуры (обычно 500 ~ 650 ℃) после сохранения тепла, а затем охлаждают в печи. Отжиг без напряжения не изменяет структуру металла.
7. Рекристаллизационный отжиг.
Рекристаллизационный отжиг, также известный как промежуточный отжиг, представляет собой процесс термической обработки, при котором холоднодеформированный металл нагревается выше температуры рекристаллизации в течение определенного периода времени, так что деформированное зерно может быть преобразовано в однородное равноосное зерно для устранения технологическое упрочнение и остаточное напряжение. Рекристаллизация должна происходить сначала при определенной холодной пластической деформации, а затем при определенной температуре. Самая низкая температура, при которой происходит рекристаллизация, называется самой низкой температурой рекристаллизации. Нагрев температуры рекристаллизационного отжига должен быть выше, чем самая низкая температура рекристаллизации 100 ~ 200 ℃ (минимальная температура рекристаллизации стали около 450 ℃), медленное охлаждение после соответствующего сохранения тепла.
Ф. Аллард
Авторы
Contributions
M.C. задумал и разработал эксперименты и моделирование изображений. C.W., DL, N.M.M. и В.Р.С. изготовил НП. Ю.Л. и Г.В. установили структурные модели и провели теоретические расчеты. M.C., K. L.M., A.L. и L.F.A. написал бумагу. Все авторы обсудили результаты и прокомментировали рукопись.
Автор, ответственный за переписку
Переписка с
Мяофанг Чи.
Декларации этики
Конкурирующие интересы
Авторы не заявляют о конкурирующих финансовых интересах.
Дополнительная информация
Дополнительная информация
Дополнительные рисунки 1-7 и дополнительная таблица 1 (PDF, 1646 КБ) Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons на статью, если иное не указано в кредитной строке; если материал не включен в лицензию Creative Commons, пользователям необходимо будет получить разрешение от держателя лицензии на воспроизведение материала. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/
Перепечатка и разрешения
Об этой статье
Эта статья цитируется
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и Правила сообщества. Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
Процесс отжига: определение, значение, типы, преимущества
Процесс отжига вместе с основной концепцией, целью, значением, определением, различными типами отжига, преимуществами, недостатками, приложениями хорошо описаны.
Давайте изучим процесс отжига!
Что такое процесс отжига? Определение и значение
Давайте попробуем понять основы процесса отжига, определение, значение и температуру.
Базовый процесс отжига
Все, что мы используем сегодня, например, посуда, приборы или любые другие детали, происходит после некоторых процессов. Есть несколько популярных способов обработки материалов, одна из них – термообработка.
Определение процесса отжига, означающее типы приложений, основы
Это делается для многих вещей, например,
Отжиг Значение и температура
В процессе отжига материал нагревается выше температуры рекристаллизации.
При отжиге материал будет нагреваться до температуры рекристаллизации, и, таким образом, будут применяться следующие методы для изменения свойств материалов.
Процесс понятный и простой.
Отжиг Определение
Итак, общее определение отжига состоит в том, чтобы нагреть материал до соответствующей температуры в течение определенного периода времени, а затем медленно охладить его, что называется отжигом.
Но зачем нам процесс отжига?
Давайте посмотрим на это с целью последующего отжига.
Какова цель процесса отжига?
Цель процесса отжига.
В случае черных металлов, таких как сталь, отжиг осуществляется путем нагревания материала (как правило, до раскаливания) на некоторое время, а затем медленно дайте ему остыть до комнатной температуры в неподвижном воздухе.
Медь, серебро и латунь можно либо медленно охладить на воздухе, либо быстро закалить в воде. Таким образом, металл размягчается и подготавливается к дальнейшей обработке, такой как формовка, штамповка или формовка.
Как работает процесс отжига?
Из определения отжига мы уже поняли, что этот процесс означает,
Как работает процесс отжига шаги
Для простоты понимания, возьмите несколько овощей и приготовьте их при определенной температуре, а после приготовления вы должны позволить своим вкусным овощам перевариться. Это то же самое, что и процесс отжига.
Металл подвергается этому процессу, чтобы сделать его немного мягче, чтобы его можно было легко обрабатывать.
Этот процесс можно разделить на три этапа:
Процесс отжига Этап №1: Нагрев
Как работает процесс отжига
Процесс отжига Этап №2: Рекристаллизация
Процесс отжига Этап №3: Реструктуризация
Итак, существует семь видов отжига. Включает в себя различные методы и нагрев при различных температурах.
Давайте рассмотрим некоторые типы и детали процессов отжига.
Типы процессов отжига
Существуют различные типы процесса отжига, например,
