Дип 500 электрическая схема: ДИП-500 Станок универсальный токарно-винторезный. Паспорт, схемы, характеристики, описание
Содержание
описание, характеристики, схемы, фото – metmaStanki.ru
Станок ДИП-500 токарного типа предназначен для обработки средних и больших заготовок. Продолжительное время производился Рязанским станкостроительным заводом. На смену этой модели пришли усовершенствованные конструкции – 1Н65.
Конструктивные особенности станка
Внешний вид
От своих аналогов станок ДИП-500 для токарной обработки отличается возможностью обрабатывать большие заготовки. Конструкция оборудования позволяет осуществлять как внутреннее, так и наружное точение.
Прежде всего следует ознакомиться с конструктивными элементами оборудования. Именно они определяют его технические и эксплуатационные качества. К особенностям станка можно отнести высокий показатель жесткости станины. Благодаря ей можно выполнять точение заготовок из высокопрочной стали с применением специальных резцов.
Помимо этого, можно выделить такие конструктивные особенности станка:
- перемещение верхней части конструкции суппорта.
 Благодаря этой функции есть возможность обрабатывать блинные конусы;
Благодаря этой функции есть возможность обрабатывать блинные конусы; - быстрое продольное и поперечное смещение суппорта осуществляется с помощью отдельных электродвигателей;
- закрытая коробка передач. Ее конструкция дает возможность выполнять нарезание стандартной резьбы с помощью зубчатых колес;
- перемещение задней и передней бабки происходит механическим способом. Это несколько увеличивает время установки заготовки и настройки оборудования.
 Благодаря этой функции есть возможность обрабатывать блинные конусы;
Благодаря этой функции есть возможность обрабатывать блинные конусы;Согласно принятой нормативной документации станку присвоен класс точности «Н». Степень шероховатости обрабатываемых деталей равна значению V6.
Габариты оборудования составляют 614*220*176 см. при массе 12800 кг. Такой вес увеличивает устойчивость конструкции, предотвращает появление вибраций во время работы.
Технические характеристики
Основные элементы станка
Станок ДИП-500 обладает по-настоящему уникальными характеристиками. Благодаря им актуально применение этого оборудования и в настоящее время.
Максимальный диаметр заготовки, установленной над станиной, составляет 100 см. Этот же параметр при креплении детали над суппортом не должен превышать 60 см, величина предельной массы равна 5000 кг.
Обзор параметров оборудования следует делать по его основным узлам и агрегатам. Важным компонентом является суппорт. Его конструкция имеет ряд отличительных особенностей: призматические направляющие, подвески предотвращают провисание ходового винта, наличие регулируемых опор качения шпинделя с возможностью точной настройки.
Основные параметры суппорта:
- смещение, см. Продольное – 271, поперечное – 60 см;
- смещение на один оборот лимба. Продольное – 50, поперечное – 6;
- количество передач. Для поперечных это значение варьируется от 0,07 до 1,04 мм/об, для продольных – от 0,2 до 3,05 об/мин;
- резцовые салазки могут сместиться на 245 см;
- в токарном станке ДИП-500 предусмотрена возможность формирования резьбы различного типа.
Размеры шпинделя передней бабки
Для увеличения максимального диаметра обрабатываемой заготовки в моделях 1Н62Г и 1Н62ГФ1 в станине предусмотрена выемка. Она защищена съемным мостиком.
Она защищена съемным мостиком.
Шпиндель оборудования отличается от аналогичных большими габаритными размерами. Максимальный диаметр прутка, который можно установить в него, составляет 80 мм.
Основанными характеристиками передней шпиндельной бабки являются значения максимального усилия для резания (kH). Оно определяет максимальное количество материала, которое можно удалить с поверхности заготовки при токарной обработке за одно прохождение резца.
Кроме этого, необходимо знать следующие параметры шпинделя:
- количество степеней прямого вращения составляет 24;
- варианты частоты вращения — от 5 до 500 об/мин;
- усилие резания (kH). Продольное – 1200, поперечное – 780.
Размер внутреннего конуса соответствует значению 100 или 1,2.
Для работы оборудования в токарном станке ДИП-500 есть 4 электродвигателя различной мощности. Для главного привода применяется силовой агрегат 22 кВт. Быстрое смещение суппорта происходит за счет работы электродвигателя 1,5 кВт. Также в схеме есть два насоса для работы систем охлаждения и смазки.
Также в схеме есть два насоса для работы систем охлаждения и смазки.
Альтернативным обозначением станка ДИП-500 является 1Н65. Также существуют модификации оборудования с незначительными изменениями в конструкции.
Рекомендации по эксплуатации
Работа станка
Переда началом работы на токарном станке следует внимательно ознакомиться с эксплуатационными и техническими требованиями. Они подробно описаны в инструкции и паспорте оборудования.
Несмотря на большую массу и хороший показатель устойчивости для работы станка необходимо подготовить жесткую платформу. Так как общий вес превышает 10 т – следует сделать отдельный фундамент. Его параметры, фото и рекомендуемые габаритные размеры можно взять из оригинального описания.
Кроме этого фактора для подключения станка следует выполнить такие действия:
- расчет электросети. Двигатели работают от трехфазной электросети 380 В. При расчете учитывается суммарная мощность силовых агрегатов;
- соблюдение мер безопасности.
 Перед началом обработки детали проверяется жесткость ее фиксации, все защитные щитки должны быть опущены;
Перед началом обработки детали проверяется жесткость ее фиксации, все защитные щитки должны быть опущены; - для установки заготовки с большой массой следует использовать специальное подъемное оборудование.
Это общие рекомендации по эксплуатации токарного станка ДИП-500. Точные правила зависят от особенностей производственного процесса, которые определяются в индивидуальном порядке.
В видеоматериале показан пример работы оборудования:
Токарный станок ДИП-500: технические характеристики, паспорт, фото
Первым начал выпускать такие станки Московский . С 1950 года производителем ДИП-500 является Рязанский станкостроительный завод.
Станок используется для всех видов токарных работ и обработки заготовок из таких материалов, как сталь, чугун, дерево, композит, фторопласт. На нем можно делать такие операции:
- нарезка резьбы;
- подрезка торцов;
- выполнять изготовление длинных и коротких конусов;
- высокоскоростные режущие работы;
- обработка труб диаметром до 100 мм;
- расточка отверстий.

В маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков;
М — это обозначение о проведенной модернизации базовой модели;
6 — это обозначение типа станков;
5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Назначение и сфера применения
Станок используется для всех видов токарных работ и обработки заготовок из таких материалов, как сталь, чугун, дерево, композит, фторопласт. На нем можно делать такие операции:
- нарезка резьбы;
- подрезка торцов;
- выполнять изготовление длинных и коротких конусов;
- высокоскоростные режущие работы;
- обработка труб диаметром до 100 мм;
- расточка отверстий.

Важно!
Станок использовался не один десяток лет и по-прежнему широко используется на предприятиях. Используя дополнительные приспособления, на нем можно производить специальные операции. Возможен выпуск как штучных деталей, так и серийной продукции.
Related Posts via Categories
- Характеристики 1К62 – особенности станка в цифрах
- 1М63 – солидный инструмент для токаря и мастера резьбы
- Школьный токарный станок – почему он популярен не только на уроках труда?
- Токарный мини-станок – незаменимое оборудование для миниатюрной обработки
- ДИП-500 – токарно-винторезный станок для единичных работ
- Токарный станок JET BD-7 – настольный агрегат для бытового использования
- Приспособления для токарного станка – как сделать агрегат более функциональным?
- ИЖ-250 – легендарный токарный станок Ижмаша
- Корвет 403 – функциональный токарный станок для любителей и профессионалов
- TRENS SE 320 и другие станки известного европейского производителя
Технические характеристики и принцип работы
Характеристики токарного станка:
- нормальная точность точения деталей;
- наличие дополнительных подпор позволяет точить детали большой длины;
- наибольший размер обрабатываемой детали – 100 см, над суппортом – 60 см;
- максимальная масса заготовки – 5000 кг;
- оборудование работает за счет 4-х электродвигателей разной мощности;
- охлаждение и смазка производятся с помощью двух насосов;
- суппорт может перемещаться как вдоль, так и поперек в ускоренном режиме;
- смена зубчатых колес позволяет точно настраивать величину шагов резьбы.

Основным рабочим моментом является резание детали во время ее вращения в патроне или центрах. Режущий инструмент может передвигаться при помощи вспомогательного движения подачи.
Поперечная подача регулирует глубину обработки. Конфигурация резца определяет форму детали.
Обзор токарного станка ДИП-500
Пришедший на смену 164 серии токарный станок ДИП-500 выпускался станкостроительным заводом в Рязани. Популярный в те времена лозунг «Догнать и перегнать» стал буквенным показателем новой модели, а «500» обозначал высоту центров. Агрегат был распространен на территории Советского союза и активно экспортировался в другие страны.
Устройство ценилось мастерами за свою надежность, качество и неприхотливость в работе. Предназначается установка для работы с болванками геометрических форм и больших и средних габаритов в условиях серийного и индивидуального производства. На установке возможно осуществление таких работ: сверление и растачивание отверстий, точение конусов и прочих поверхностей (наружное и внутреннее), нарезка резьб.
- Токарный станок ДИП-500: технические характеристики
- Особенности конструкции
- Советы по эксплуатации
Токарный станок ДИП-500: технические характеристики
Устройство выделяется своей уникальностью, что делает его востребованным на производственных предприятиях и в настоящее время. Предусматривающий обработку больших болванок, станок позволяет устанавливать над основой болванки до 1000 мм в диаметре, а над суппортом – до 600 мм. При этом масса болванки не должна превышать 5000 кг.
В конструкции токарных установок важная роль отводится суппорту, который в рассматриваемой модели обладает рядом отличительных черт: треугольные направляющие, предотвращающие провисание подвески, регулируемые и точно настраиваемые опоры качения главного вала. Согласно паспорту, суппорт имеет такие основные параметры:
- Продольное смещение в наибольшем значении – 2710 мм.
- Поперечное смещение в наибольшем значении – 600 мм.
- Один оборот лимба при осевом смещении – 0,1 мм.

- Один оборот лимба при перпендикулярном смещении – 0,05 мм.
- Число перпендикулярных подач – 0,07-1,04 мм/об.
- Число осевых подач – 0,2-3,05 мм/об.
- Смещение резцовых салазок в наибольшем значении – 2450 мм.
Конструктивные особенности станка
Станок ДИП-500 имеет обычную конструкцию для станков своего класса. Она устойчива к вибрациям и большим нагрузкам. Детали выполнены из чугуна.
Расположение органов управления
На передней панели находятся органы управления – пять рукояток, над которыми помещена специальная табличка с описанием положений рукояток и их режимов.
Они управляют включением и выключением двигателя, устанавливают шаг и направление резьбы, регулируют скорость вращения.
Передняя бабка
Служит для закрепления детали, придания ей вращения, с ее помощью регулируются все параметры обработки. Передняя бабка расположена слева от токаря.
Суппорт
Суппорт движется по станине между бабками и подает резец к детали, определяя скорость и шаг резьбы. Он может работать в двух режимах: ручном и механическом.
Он может работать в двух режимах: ручном и механическом.
Фартук
Служит для перемещения каретки. Может работать как механически, так и вручную. На фартуке имеется еще один пусковой механизм, который также может включать станок, изменять вращение детали.
Передняя крышка фартука снимается, внутри него находится обгонная муфта.
Коробка подач
Коробка находится на передней бабке, она отвечает за управление передаточным механизмом. С ее помощью можно включить валы движения, установить параметры резьбы. Она обеспечивает нарезку метрической, дюймовой и модульной резьбы.
Сменные шестерни
Сменные шестерни расположены в узле под названием «гитара». Они передают вращение на коробку подач.
Задняя бабка
Находится справа от рабочего. Может перемещаться по станине посредством вращения рукоятки и редуктора. На ней крепятся инструменты для резьбы, изготовления отверстий, точно фиксируются детали.
Расположение органов управления токарно-винторезным станком 1М65
Расположение органов управления токарно-винторезным станком 1м65
Спецификация и назначение органов управления станком 1М65
- Настройка шпинделя на необходимое число оборотов
- Настройка шпинделя на необходимое число оборотов
- Настройка шпинделя на необходимое число оборотов
- Настройка шпинделя на необходимое число оборотов
- Настройка на нормальный или увеличенный шаг
- Настройка на нарезание правой или левой резьбы
- Пуск прямого вращения шпинделя
- Настройка на подачи и нарезание резьб метрической, модульной и дюймовой
- Настройка на величину подачи и шага резьбы
- Настройка на величину подачи и шага резьбы, включение ходового винта напрямую
- Настройка на величину подачи и шага резьбы
- Включение и выключение подачи (включение и выключение накидной шестерни)
- Настройка на подачу или нарезание резьбы (включение ходового пинта или ходового валика)
- Ручное продольное перемещение каретки
- Пуск обратного вращения шпинделя
- Настройка на резьбу или подачу (включение маточной гайки, блокирующее включение механической подачи)
- Ручное перемещение поперечных салазок
- Ручное перемещение резцовых салазок
- Поворот и крепление резцовой головки
- Включение продольной и поперечной механических подач и их реверс
- Включение ускоренных перемещений (продольного и поперечного)
- Ручное перемещение задней бабки
- Крепление пиноли
- Медленное ручное перемещение пиноли
- Включение медленного или быстрого ручных перемещений пиноли
- Быстрое ручное перемещение пиноли
- Фиксация вращающегося центра
- Выключение упора задней бабки
- Поперечное перемещение задней бабки
- Включение электросети
- Выключатель местного освещения
- Толчковый пуск прямого вращения шпинделя
- Стоп главного привода
- Пуск охлаждения
- Стоп охлаждения
- Пуск прямого вращения шпинделя
- Стоп главного привода
- Пуск обратного вращения шпинделя
Инструкция по эксплуатации, паспорт
Для правильной работы станка необходимо соблюдать инструкцию по эксплуатации.
- Станок весит более 10т, вместе с заготовкой вес его может значительно увеличиться. Поэтому необходимо подготовить отдельный фундамент и ровную устойчивую площадку.
- Аппарат имеет четыре электродвигателя. Для их работы нужно верно рассчитать электрическую нагрузку. Оборудование работает от трехфазной сети 380 В.
- Необходимо при установке проверить надежность всех креплений. Обязательно следить за уровнем масла и своевременной смазкой механизмов.
- Станина должна быть установлена строго горизонтально и вдоль, и поперек. Проверить уровнем.
Паспорт станка ДИП-500 аналогичен его новой модели 1М65. Его можно посмотреть здесь.
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Главным движением — движением резания в этом станке является вращение заготовки, которая обрабатывается в патроне или центрах. Вспомогательное движение — движение подачи, при помощи которого осуществляется передвижение режущего инструмента.
https://youtube.com/watch?v=j9aBsj4YRiY
Режущим инструментом для данного типа оборудования являются токарные резцы различных типов с пластинами из твердых сплавов и быстрорежущих материалов, а также сверла, развертки, зенковки, зенкера и разный резьбонарезной инструмент и приспособления.
В паспорте данного станка имеется практическая информация по техническим характеристикам и обслуживанию, благодаря которой он имел некоторые преимущества при работе, а именно существует возможность:
- выполнять режущие операции на высоких скоростях;
- точить длинные и короткие конуса благодаря механическому перемещению суппорта;
- достигать показателя шероховатости поверхности Ra = 1,6;
- изменять обороты шпиндельного вала переключением рукояток коробки скоростей;
- регулировать величину подачи с широком диапазоне;
- выполнять нарезку стандартных резьб;
- с помощью маховичков можно выдвинуть пиноль и передвинуть заднюю бабку;
- применяя метод смены зубчатых колес настраивать величины шагов нарезаемых резьб и перемещения суппорта;
- отдельным электродвигателем суппорта перемещать его в поперечном и продольном направлениях в ускоренном режиме.

Основные технические характеристики
Конструкция ДИП-500
Основными конструктивными элементами станков токарной группы являются: станина, передняя и задняя бабки.
Как и у всех станков токарной группы, так и у ДИП-500 главным конструктивным элементом является станина, к ней присоединяются передняя и задняя бабка, суппорт, а уже к ним все остальные конструктивные элементы.
Станина изготавливается цельнолитая из чугуна, вверху у нее расположены салазки для продольного передвижения суппорта, а в середине расположены под наклоном от рабочего места лючки для ухода стружки и смазывающая охлаждающей жидкости.
Передняя бабка расположена слева, устанавливается она с помощью штифтов и закрепляется болтами. В ней находятся: шпиндельный вал, коробка переключения скоростей, коробка переключения подач, система смазки с масляным насосом и электрощит управления. Внизу располагаются: циркуляционный электронасос с емкостью для смазывающей охлаждающей жидкости и механизм главного привода с электродвигателем.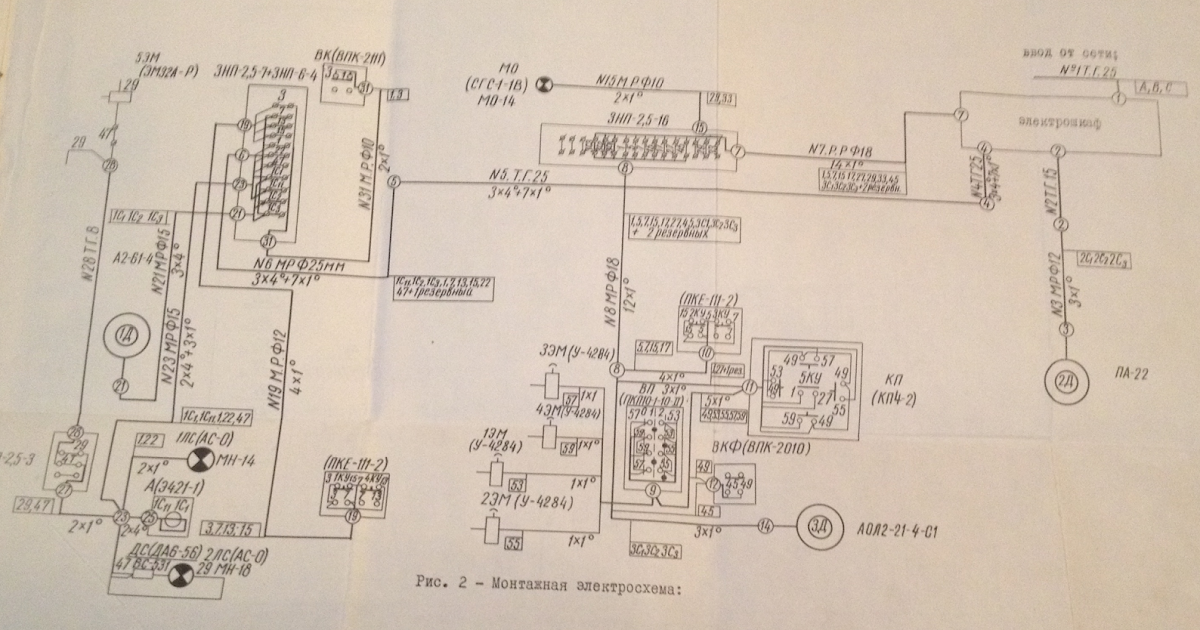
Задняя бабка расположена справа, она передвигается по направляющим на станине при помощи редуктора, который приводится в движение вращением его маховичка. В пиноль встроили вращающийся вал, которая перемещается так же методом вращения маховичка.
Электрические приводы — элементы управления A-T
Серия WE/XE/SE: атмосферостойкие, взрывозащищенные и погружные электрические приводы включите рабочие приложения, такие как шаровые краны, поворотные затворы, плунжерные клапаны, демпферы и аналогичные средства автоматизации клапанов.
- WE Защита от атмосферных воздействий — одобрено CSA; ТИП 4 и 4X; Крутящий момент 350–80 000 дюймофунтов.
- XE Взрывозащищенный — сертифицирован ATEX/IECEx Ex d IIB T4 Gb, IP67; Крутящий момент 500 — 25,900 дюйм-фунтов.
- SE Submersible — тип 4, 4X и 6; IP68 (10 м 72 часа)
Модели, на которые следует обратить внимание:
Модель WE-350 специально разработана для управления шаровыми кранами малого размера (1 дюйм и менее), заслонками и другими четвертьоборотными устройствами.
Электрические приводы WE-500 и XE-500 имеют компактную конструкцию и идеально подходят для использования с небольшими шаровыми кранами (2 дюйма и меньше), заслонками и другими четвертьоборотными устройствами. Они компактны и легки благодаря корпусу из высококачественного алюминиевого сплава. Твердое анодирование корпуса с полиэфирным порошковым покрытием на внешней поверхности придает этому приводу высокую коррозионную стойкость. Этот привод является очевидным выбором, когда требуется компактный и эффективный электрический привод!
Серия XC: Взрывозащищенный привод (сертификация CSA)
Сертификация CSA — Класс I, Раздел 1, Группы C, D T4 Ex d IIB T4 Gb Класс I, Зона 1, AEx d IIB T4 Gb; ТИП 4, 4X, 6 и 7, IP66/IP67
Приводы TRIAC® серии XC сертифицированы CSA для типов 4, 4X, 6 и 7 для опасных зон и соответствуют стандарту UL 1203. Приводы имеют прочный и надежный корпус из анодированного алюминия с порошковым покрытием и предназначены для использования в нефтяной, газовой, химической и энергетической промышленности.
Серия XC идеально подходит для упругих или высокопроизводительных дисковых затворов и демпферов A-T благодаря самоблокирующемуся червячному приводу с двойным редуктором и переключателям крутящего момента. Серия XC также идеально подходит для шаровых, плунжерных и любых поворотных клапанов, требующих автоматизации во взрывоопасных зонах.
Стандартные характеристики:
- Визуальный индикатор положения
- Моментные выключатели (XC-01350 – XC-25900)
- Противоконденсатный нагреватель и термостат
- Два вспомогательных концевых выключателя
- Самоблокирующаяся зубчатая передача
- Ручной маховик с крутящим моментом от 690 дюймо-фунтов до 25900 дюймо-фунтов
- Доступные напряжения двигателя: 12 В постоянного тока, 24 В постоянного тока, 24 В переменного тока, 120 В переменного тока и 220 В переменного тока
- Дополнительное пропорциональное управление
- Доступны различные входы с обратной связью
Серия KE: погодозащищенный привод с червячным приводом
Электрические приводы TRIAC® серии KE идеально подходят для небольших эластичных или высокоэффективных дроссельных заслонок и заслонок благодаря самоблокирующемуся червячному приводу и низкому профилю, что делает их идеальными для узкие места. Приводы серии KE используются для управления поворотными клапанами, такими как поворотные затворы, шаровые краны, пробковые клапаны и т. д. Широко используются в таких областях, как нефтяная, химическая промышленность, водоподготовка, судостроение, бумажная промышленность, электростанции, теплоснабжение, автоматизация зданий, легкая промышленность и др.
Приводы серии KE используются для управления поворотными клапанами, такими как поворотные затворы, шаровые краны, пробковые клапаны и т. д. Широко используются в таких областях, как нефтяная, химическая промышленность, водоподготовка, судостроение, бумажная промышленность, электростанции, теплоснабжение, автоматизация зданий, легкая промышленность и др.
Стандартные характеристики:
- Визуальный индикатор положения с выпуклой линзой облегчает наблюдение без скопления воды на поверхности индикатора
- Противоконденсатный нагреватель и термостат
- Два вспомогательных концевых выключателя
- Самоблокирующаяся зубчатая передача
- Ручное дублирование с помощью ключа
- Доступные напряжения двигателя: 12 В постоянного тока, 24 В постоянного тока, 120 В переменного тока и 220 В переменного тока
- Дополнительный пропорциональный регулятор 4–20 мА и 0–10 В постоянного тока
- 8000 циклов при рабочем цикле 50 %
Серия SRX: Электрические приводы с пружинным возвратом
Электрические приводы с пружинным возвратом используются в критических процессах для возврата четвертьоборотных клапанов в безопасное положение даже при отсутствии питания.
- Доступны модели на 300, 600, 1200, 1800 и 3200 дюйм-фунтов как в двухпозиционном, так и в модулирующем исполнении.
- Взрывозащищенный, класс I, раздел 1, группы C и D, конструкция T4
Всепогодный, тип 4, 4x
Серия BFS: Приводы с резервным питанием от батареи
Электрический привод TRIAC® BFS серии с отказоустойчивым аккумулятором оснащен герметичной свинцово-кислотной батареей (VRLA) с емкостью в течение пяти циклов после отключения питания. Аккумулятор автоматически подзаряжается при повторном включении. Привод настраивается либо на закрытие при отказе, либо на открытие при отказе при отключении питания.
- Отказоустойчивые электроприводы с резервным питанием от батарей для приложений аварийного отключения
- Крутящий момент до 2640 дюйм-фунтов
- Коррозионностойкий корпус и оболочка Тип 4, 4X и 6, IP65
- Стандартный двигатель 110/120 В переменного тока/1 фаза или опция двигателя 220/240 В переменного тока/1 фаза
- Герметичный, необслуживаемый аккумулятор
- Ручное дублирование с маховиком
Электропривод Triac® серии E (исходный тип)
Электроприводы серии E оригинальной линейки электроприводов TRIAC обеспечивают крутящий момент от 300 до 30 000 дюйм-фунтов. и многочисленные функции, включая ручное управление, вспомогательные переключатели, модулирующее управление 4-20 мА, несколько вариантов напряжения, включая 1-фазное 24/120 В/220 В — 12 и 24 В постоянного тока, 3-фазное 220 В, 380 В и 440 В (см. таблицу напряжений). Агрегаты оснащены зубчатой передачей EP-CYCLICAL и уникальным ручным дублером с маховиком. Все приводы относятся к типу 4x и рассчитаны на максимальный срок службы благодаря нашим прочным двигателям и зубчатым передачам. Как и для всех симисторных приводов, электрическая часть нашей серии E доступна с монтажными комплектами для большинства шаровых, дисковых и пробковых клапанов. Приводы идеально подходят для использования с дроссельными заслонками и жалюзийными заслонками благодаря преимуществам самоблокирующихся шестерен EP-CYCLICAL, что устраняет необходимость в ненадежных электромагнитных тормозах.
и многочисленные функции, включая ручное управление, вспомогательные переключатели, модулирующее управление 4-20 мА, несколько вариантов напряжения, включая 1-фазное 24/120 В/220 В — 12 и 24 В постоянного тока, 3-фазное 220 В, 380 В и 440 В (см. таблицу напряжений). Агрегаты оснащены зубчатой передачей EP-CYCLICAL и уникальным ручным дублером с маховиком. Все приводы относятся к типу 4x и рассчитаны на максимальный срок службы благодаря нашим прочным двигателям и зубчатым передачам. Как и для всех симисторных приводов, электрическая часть нашей серии E доступна с монтажными комплектами для большинства шаровых, дисковых и пробковых клапанов. Приводы идеально подходят для использования с дроссельными заслонками и жалюзийными заслонками благодаря преимуществам самоблокирующихся шестерен EP-CYCLICAL, что устраняет необходимость в ненадежных электромагнитных тормозах.
Характеристики электрических приводов клапанов серии E
- Одобрено CSA и CE
- Коррозионностойкий тип 4, конструкция 4x
- Самоблокирующаяся зубчатая передача EPI-CYCLICAL
- Стандартное ручное дублирование с маховиком
- Визуальный индикатор положения
- Стандартные два дополнительных концевых выключателя (10 А при 120 В переменного тока)
- Моментные выключатели (2) входят в стандартную комплектацию моделей ETI-8600 и выше
- Дополнительная плата сервопривода для модуляции
- Схемы крепления ISO5211
- Рабочая температура от 14º до 160ºF
Варианты электрических приводов клапанов серии E
- Потенциометр
Дополнительный потенциометр может обеспечивать сигнал сопротивления (0–135 Ом, 0–1 кОм, 0–5 кОм, 0–10 кОм), пропорциональный положению привода. Потенциометр может обеспечивать непрерывную обратную связь с панелями управления и другими устройствами с обратной связью.
Потенциометр может обеспечивать непрерывную обратную связь с панелями управления и другими устройствами с обратной связью. - Трехпозиционное управление
Привод серии E может иметь три различных положения. Трехпозиционный регулятор удобен при розливе и многоходовых клапанах. - Двухпроводное управление
При использовании дополнительного двухпроводного управления позиционный электропривод серии E (2) может управляться сигналом низкого напряжения. При наличии напряжения подпружиненное реле срабатывает, заставляя привод вращаться по часовой стрелке или против часовой стрелки. Когда напряжение снимается, пружина размыкает реле, заставляя привод вращаться в противоположном направлении. - Плата модуляции постоянного тока
Плата модуляции постоянного тока Triac (вход 4–20 мА) может использоваться с приводами Triac серии E с питанием от постоянного тока. Динамическое торможение уменьшает выбег двигателя и обеспечивает улучшенное управление.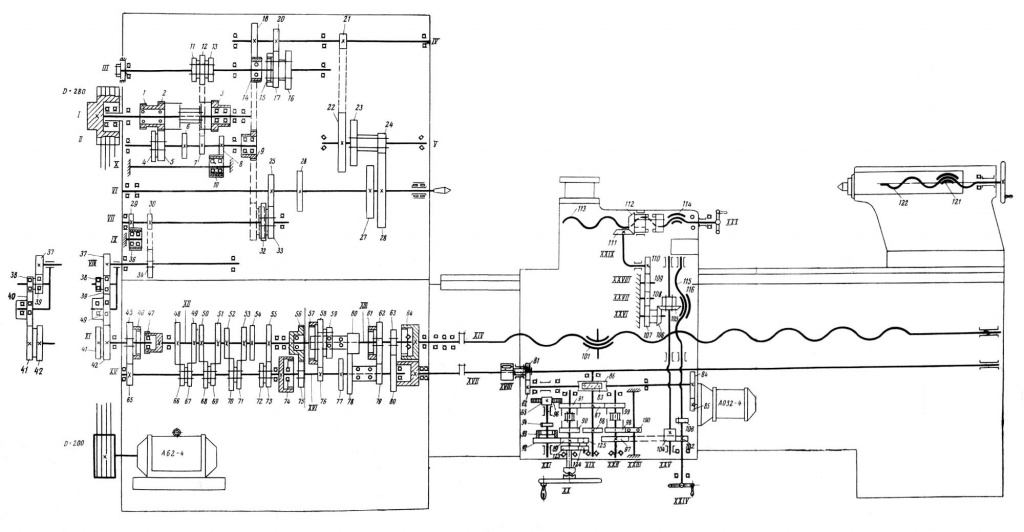 Низкий ток в режиме ожидания (типичное значение 22 мА), когда привод не работает.
Низкий ток в режиме ожидания (типичное значение 22 мА), когда привод не работает. - Регулятор скорости
Симисторный регулятор скорости представляет собой компактный модуль, который продлевает время работы привода с питанием от переменного тока серии E за счет импульсного включения и выключения двигателя. Увеличение времени цикла привода позволяет избежать проблем, связанных с гидравлическим ударом и нестабильностью системы управления. - Блоки управления
Блоки управления доступны для различных вариантов местного управления, таких как местное/дистанционное управление открытием/закрытием и толчковым управлением. Корпуса NEMA 4 используются в качестве стандарта, но другие корпуса доступны по запросу.
Функции модуляционного управления серии E
- 10-битный микропроцессорный контроллер для точного позиционирования — устраняет необходимость во внешнем управлении с зоной нечувствительности.
- Программирование контроллера осуществляется с помощью комбинации кнопок и семипозиционного DIP-переключателя без необходимости командного сигнала.

- Входные сигналы могут быть 4–20 мА, 0–10 В постоянного тока, 1–5 В постоянного тока, потенциометр командного сигнала.
- TMC2 можно запрограммировать на отказ на месте, отказ по часовой стрелке или отказ против часовой стрелки при потере командного сигнала.
- Характеристика управления — Линейная, Быстрое открытие (квадратный корень) или равнопроцентная (квадратичная) зависимость между положением привода и командным сигналом.
- Встроенный датчик 4–20 мА (дополнительно).
Машины для производства бетонных изделий — Columbia Machine
Самые технологически совершенные машины для производства бетонных изделий на рынке позволяют вам создавать самые разнообразные бетонные изделия с лучшим в отрасли временем цикла.
Связаться
Перейти к следующему разделу
CVT
Технология вибрации Columbia позволяет производителям создавать продукцию высочайшего качества и самый широкий ассортимент продукции в мире.
Производственные машины
Наши машины предназначены для производства высококачественных бетонных изделий для любого рынка. Найдите машину, соответствующую вашим производственным требованиям.
Запасные части и обслуживание
Наш квалифицированный персонал готов помочь вам и вашей работе в нужное русло, предоставив опытные консультации, а также оперативный и лучший в отрасли доступ к запасным частям.
Мы продолжаем инвестировать в оборудование Columbia, потому что мы твердо верим, что Columbia производит самые точные и стабильные блоки на рынке.
— Аллан Иствуд, Лигнацит
Columbia Vibration Technology
Запатентованная вибрационная технология Columbia, CVT, сочетает в себе более 85 лет инновационных разработок и проверенных на практике конструкций с ведущими в отрасли производственными возможностями.
Узнать больше
Представляем CPM+
Конструкция машины для производства бетонных изделий CPM+ основывается на успехе предыдущего поколения серии CPM. Первоначальный CPM надежно работает на заводах по всему миру с 1995 года. За прошедшие годы Columbia Machine добилась изменений в отраслях, которые мы обслуживаем, предъявляя повышенные требования к производственным предприятиям. CPM+ разработан для удовлетворения этих требований.
Первоначальный CPM надежно работает на заводах по всему миру с 1995 года. За прошедшие годы Columbia Machine добилась изменений в отраслях, которые мы обслуживаем, предъявляя повышенные требования к производственным предприятиям. CPM+ разработан для удовлетворения этих требований.
Производственные машины
Проверено в самых сложных условиях. Машины для производства бетонных изделий Columbia заслужили репутацию превосходных инженерных решений, непревзойденной производительности и высочайшего качества производства. В наших производственных машинах используются проверенные на практике технологии, позволяющие производить продукцию непревзойденного качества, точности и разнообразия. Благодаря частотно-регулируемому приводу, прямой вибрации пресс-формы и плавному гидравлическому перемещению, Columbia является эталоном в отрасли.
Малые машины для производства поддонов
Эти классические рабочие лошадки будут производить лучшие в отрасли блоки на протяжении десятилетий.
Технические характеристики модели
СПМ20
Детали производства
Продукт в час
500
Продуктов за цикл
2
Высота изделия мин.
2 дюйма (50 мм)
Высота изделия МАКС.
8 дюймов (200 мм)
Стандартная длина поддона
20 дюймов (508 мм)
Технические характеристики машины
Ширина
53 дюйма (1350 мм)
Высота
102 дюйма (2594 мм)
Длина
87 дюймов (2214 мм)
Масса
10 487 фунтов (4575 кг)
Загрузить брошюру »
Модель 16
Детали производства
Продуктов в час
1440
Продуктов за цикл
3
Высота изделия мин.
0,75 дюйма (19 мм)
Высота изделия МАКС.
12 дюймов (305 мм)
Стандартная длина поддона
26 дюймов (660 мм)
Технические характеристики машины
Ширина
83,5 дюйма (2121 мм)
Высота
92,5 дюйма (2350 мм)
Длина
94 дюйма (2388 мм)
Масса
15 300 фунтов (6940 кг)
Загрузить брошюру »
CPM+30
Детали производства
Продуктов за цикл
3
Высота изделия мин.
0,75 дюйма (19 мм)
Высота изделия МАКС.
12 дюймов (305 мм)
Технические характеристики машины
Ширина
165 дюймов (4191 мм)
Высота
134 дюйма (3404 мм)
Длина
174 дюйма (4420 мм)
Масса
39 130 фунтов (17 749 кг)
Размеры поддонов
Длина мин.
18,5 дюймов (470 мм)
Длина МАКС.
27,5 дюйма (670 мм)
Ширина
26 дюймов (660 мм)
Стандартная толщина
0,31 дюйма (7,8 мм)
Загрузить брошюру »
Машины для производства средних поддонов
Надежные 4-6-блочные машины с вертикальной вибрацией, чтобы раз за разом производить неизменно превосходную продукцию.
Технические характеристики модели
СРМ+40
Детали производства
Продуктов за цикл
4
Высота изделия мин.
0,75 дюйма (19 мм)
Высота изделия МАКС.
12 дюймов (305 мм)
Технические характеристики машины
Ширина
160 дюймов (4064 мм)
Высота
134 дюйма (3404 мм)
Длина
174 дюйма (4420 мм)
Масса
39 130 фунтов (17 749 кг)
Размер поддона
Длина мин.
18,5 дюймов (470 мм)
Длина МАКС.
27,5 дюйма (700 мм)
Ширина
37 дюймов (940 мм)
Стандартная толщина
0,38 дюйма (9,7 мм)
Загрузить брошюру »
CPM+50
Детали производства
Продуктов за цикл
5
Высота изделия мин.
0,75 дюйма (19 мм)
Высота изделия МАКС.
12 дюймов (305 мм)
Технические характеристики машины
Ширина
165 дюймов (4191 мм)
Высота
134 дюйма (3404 мм)
Длина
174 дюйма (4420 мм)
Масса
39 130 фунтов (17 749 кг)
Размер поддона
Длина мин.
18,5 дюймов (470 мм)
Длина МАКС.
27,5 дюйма (700 мм)
Ширина
42 дюйма (1067 мм)
Стандартная толщина
0,44 дюйма (11,2 мм)
Загрузить брошюру »
CPM+60
Детали производства
Продукт за цикл
6
Высота изделия мин.
0,75 дюйма (19 мм)
Высота изделия МАКС.
12 дюймов (305 мм)
Технические характеристики машины
Ширина
188 дюймов (4775 мм)
Высота
134 дюйма (3404 мм)
Длина
174 дюйма (4420 мм)
Масса
42 500 фунтов (20 185 кг)
Размер поддона
Длина поддона МИН.
18,5 дюймов (470 мм)
Макс. длина поддона
27,5 дюйма (700 мм)
Ширина
55,1 дюйма (1400 мм)
Стандартная толщина
0,50 (12,7 мм)
Загрузить брошюру »
Модель 1600
Детали производства
Продукт за цикл
4
Высота изделия мин.
2 дюйма (50,8 мм)
Высота изделия МАКС.
12 дюймов (305 мм)
Технические характеристики машины
Ширина
91 дюйм (2311 мм)
Высота
92,5 дюйма (2350 мм)
Длина
94 дюйма (238 мм)
Масса
22000 фунтов (9979 кг)
Размер поддона
Ширина поддона
37 дюймов (940 мм)
Глубина поддона
18,5 дюймов (470 мм)
Толщина
0,375 дюйма (9,5 мм)
Загрузить брошюру »
Машины для производства больших поддонов
Наша самая технологически продвинутая машина для производства больших поддонов.
Технические характеристики модели
СРМ+120
Детали производства
Продуктов за цикл
12
Высота изделия мин.
1,57 дюйма (40 мм)
Высота изделия МАКС.
12 дюймов (305 мм)
Технические характеристики машины
Ширина
154 дюйма (3912 мм)
Высота
138 дюймов (3505 мм)
Длина
230 дюймов (5842 мм)
Масса
69 000 фунтов (31 298 кг)
Размер поддона
Длина мин.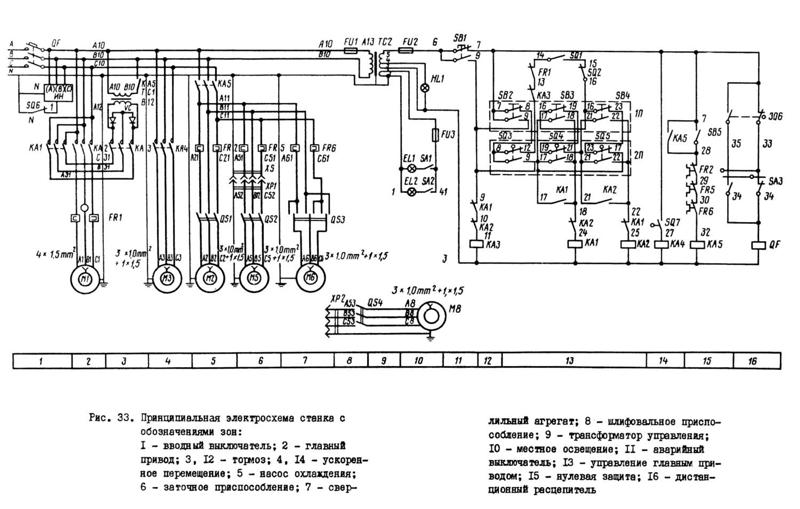
37,4 дюйма (950 мм)
Длина МАКС.
43,3 дюйма (1100 мм)
Ширина
55,1 дюйма (1400 мм)
Стандартная толщина
0,47–0,63 дюйма (12–16 мм)
ШП 5000 PRO C
Детали производства
Продуктов за цикл
12
Высота изделия мин.
40 мм
Высота изделия МАКС.
550 мм
Размер поддона
Длина мин.
1100 мм
Длина МАКС.
1100 мм
Ширина
1400 мм
Стандартная толщина
12 мм — 55 мм
Технические характеристики машины
Ширина
2660 мм
Высота
5260 мм
Длина
7600 мм
Масса
32 000 кг
ШП 6000 ПРО С
Детали производства
Продуктов за цикл
12
Высота изделия мин.
15 мм
Высота изделия МАКС.
