Дип 500 характеристики: Токарно винторезный станок ДИП-500 — цена, отзывы, характеристики с фото, инструкция, видео
Содержание
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Сверлильный
Какие существуют сверлильно-присадочные станки с ЧПУ?
Особенности выбора сверлильно-присадочных станков с ЧПУ для мебельного производства. Характеристики станков Vitap Bridge, KDT KN-2309 и Beaver Swift.
Сверлильный
Какие характеристики имеет сверлильно-присадочный станок с ЧПУ hirzt?
Характеристики итальянского сверлильно-присадочного станка с ЧПУ hirzt. Описание станков maggi hirtz f12 и f6.
Вопрос-Ответ
Описание основных преимуществ станков с ЧПУ
Цель данной статьи – рассмотреть и проанализировать основные преимущества станков с ЧПУ и указать на их недостатки, если таковые действительно имеются.
Вопрос-Ответ
Предназначение постпроцессора для станка ЧПУ
Каким образом станок с ЧПУ выполняет передаваемые ему команды? Какой узел оборудования отвечает за это? Ответив на эти вопросы, можно успешно создавать основу для программирования станков и эксплуатировать их с высокой отдачей.
Вопрос-Ответ
Как просто сделать контроллер atmega8 16au для ЧПУ своими руками
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов.
Вопрос-Ответ
Когда появился первый ЧПУ станок
Первый станок с ЧПУ (Числовое программное управление) (англ. Numerical Control, NC) был изобретен сыном владельца компании Parsons Inc, Джоном Пэрсонсом.
Numerical Control, NC) был изобретен сыном владельца компании Parsons Inc, Джоном Пэрсонсом.
Фрезерный
Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6Р82
Горизонтально-фрезерный станок модели 6Р82: производитель, история создания. Технические особенности, чертеж, схема, конструкция. Преимущества и недостатки.
Токарный
Токарный станок с ЧПУ 16К20Ф3: конструкция, работа, варианты
Универсальный и надежный токарный станок с ЧПУ 16К20Ф3 позволяет обрабатывать поверхность тел вращения (внешнюю и внутреннюю) длиной до 1000 миллиметров, выполняя множество операций.
Вопрос-Ответ
Суть программирования для станков с ЧПУ
Программирование станков с ЧПУ на современном этапе развития машиностроения и электроники. Плюсы работы в САМ системах, ход написания программ, вопросы оптимизации.
Плюсы работы в САМ системах, ход написания программ, вопросы оптимизации.
Вопрос-Ответ
Как выбрать фрезу для ЧПУ обработки
Выбор качественного инструмента для станка с ЧПУ должен основываться на таких свойствах фрезы как износоустойчивость, прочность, сбалансированность.
Токарный станок ДИП500, 3 метра, видео в объявлении Б/У
- Доска объявлений
- Металлообработка
- Токарное оборудование
- Токарно-винторезные станки
Объявление не актуально!
Токарный станок ДИП500, длина обработки (РМЦ) 3 метра. Вес станка 12,8 тн. Станок рабочий, подключен. Характеристики, видео станка см. ниже в этом объявлении. Дополнительные фото отправлю по Вашему запросу.![]() С погрузкой на транспорт в Самарской области.
С погрузкой на транспорт в Самарской области.
Характеристики станка ДИП-500 (1М65)
Класс точности по ГОСТ 8-82 Н,П
Наибольший диаметр заготовки над станиной, мм 1000
Наибольший диаметр заготовки над суппортом, мм 600
Наибольшая длина заготовки (РМЦ), мм 3000
Наибольшая масса заготовки в центрах, кг 5000
Шпидель
Диаметр сквозного отверстия в шпинделе, мм 85
Наибольший диаметр зажимаемого прутка, мм 80
Наибольший момент на шпинделе, кН/м
Наибольшее продольное усилие резания Pz, кН 1200
Наибольшее поперечное усилие резания Pх, кН 780
Число ступеней частот прямого вращения шпинделя 24
Частота прямого вращения шпинделя, об/мин 5…500
Размер внутреннего конуса в шпинделе, М 100, 1:20
Конец шпинделя по ГОСТ 12595-72, 1-15М
Подачи
Наибольшее продольное перемещение суппорта РМЦ=3000, мм 2710
Наибольшее поперечное перемещение суппорта, мм 600
Цена деления лимба при продольном перемещении, мм 0,1
Цена деления лимба при поперечном перемещении, мм 0,05
Наибольшее продольное перемещение на оборот лимба, мм 50
Наибольшее поперечное перемещение на оборот лимба, мм 6
Число ступеней продольных подач 32
Пределы продольных подач, мм/об 0,20. ..3,05
..3,05
Пределы поперечных подач, мм/об 0,07…1,04
Наибольшее перемещение резцовых салазок, мм 240
Скорость быстрых перемещений суппорта, продольных, м/мин 3
Скорость быстрых перемещений суппорта, поперечных, м/мин 1
Пределы шагов нарезаемых резьб метрических, мм 1…120
Пределы шагов нарезаемых резьб дюймовых 28…0,25
Пределы шагов нарезаемых резьб модульных 1…120
Задняя бабка
Центр в шпинделе по ГОСТ 13214-79 Морзе 5
Наибольшее перемещение пиноли, мм 300
Наибольшее перемещение пиноли с установленным инструментом, мм 280
Электрооборудование
Количество электродвигателей на станке 4
Электродвигатель главного привода, кВт/об/мин 22 / 1460
Электродвигатель быстрого хода, кВт/об/мин 1,5 / 1400
Насос смазки С12-54
Насос охлаждения (помпа) ПА-22
Габариты и масса станка
Габариты станка РМЦ=3000, мм 6140 х 2200 х 1760
Масса станка РМЦ=3000, кг 12800
Создано 18.03.2017 Изменено 24.08.2018
Токарный станок бу
Токарный по металлу БУ
Бу токарно-винторезные
Станки по металлу
1к62
Металлообрабатывающие станки
Похожие объявления
токарный станок ДИП500
Состояние: Б/У Год выпуска: 1989 Производитель: токарный станок ДИП500
Санкт-Петербург (Россия)
токарный станок ДИП500 (1М65, 165)
Состояние: Б/У Год выпуска: 1990 Производитель: токарный станок ДИП500 (1М65, 165)
Санкт-Петербург (Россия)
токарный станок ДИП500 (1м65, 165)
Состояние: Б/У Год выпуска: 1990 Производитель: токарный станок ДИП500 (1м65, 165) б/у
Санкт-Петербург (Россия)
токарный станок ДИП500, ДИП400, ДИП300 длина 3 метра
Состояние: Б/У Год выпуска: 1989 Производитель: токарный станок ДИП 500 б/утокарный станок ДИП 500 б/утокарный станок ДИП 500 б/у
Санкт-Петербург (Россия)
Интересные статьи партнеров
Британский художник создал 19 мозаичных портретов реальных людей из металлолома
Обработка дерева на фрезерном станке с ЧПУ
Экстремальная обработка металла на токарных и фрезерных станках с ЧПУ
Поставка и запуск оптоволоконного лазерного станка XTC-1530HT/1500 IPG в Краснодаре
228 000 USD за токарный копировальный станок 1838 года? Легко!
Тестовые резы на оптоволоконных лазерных станках: вариации толщин, металлов и мощностей лазерных источников
Гламурные столяры из Hellman-Chang
Как изготавливается эксклюзивная классическая мебель ручной работы
7 советов как стать хорошим сварщиком от Джима Мосмана
Вы недавно смотрели
Все просмотренные объявления →
МК6056, МК6057, МК6058 Станок токарно-винторезный повышенной точности.
 Схемы, описание, характеристики
Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка МК6056, МК6057, МК6058
Производитель токарного станка модели МК6056, МК6057, МК6058 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Токарно-винторезные станки МК 6056, МК 6057, МК 6058 пришли на смену знаменитому станку 16К20 в 1988 году.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62 — станок токарно-винторезный универсальный, Ø 400
- 1К62 — станок токарно-винторезный универсальный, Ø 400
- 1К62Б — станок токарно-винторезный повышенной точности универсальный, Ø 400
- 1К282 — станок токарный восьмишпиндельный вертикальный, Ø 250
- 1К620 — станок токарно-винторезный универсальный с вариатором, Ø 400
- 1К625 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 16А20Ф3 — станок токарный с ЧПУ, Ø 400
- 16Б20П — станок токарно-винторезный повышенной точности, Ø 400
- 16К20 — станок токарно-винторезный универсальный Ø 400
- 16К20ВФ1 — станок токарно-винторезный универсальный высокой точности с УЦИ, Ø 400
- 16К20М — станок токарно-винторезный механизированный, Ø 400
- 16К20П — станок токарно-винторезный повышенной точности, Ø 400
- 16К20ПФ1 — станок токарно-винторезный повышенной точностии с УЦИ, Ø 400
- 16К20Ф3 — станок токарный с ЧПУ, Ø 400
- 16К20Ф3С32 — станок токарный с ЧПУ, Ø 400
- 16К20Т1 — станок токарный с оперативным управлением, Ø 500
- 16К25 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 162 — станок токарно-винторезный универсальный, Ø 420
- 1622 — станок токарно-винторезный универсальный, Ø 120
- 1730 — станок токарный многорезцовый копировальный полуатомат, Ø 410
- ДИП-40 (1Д64) — станок токарно-винторезный универсальный, Ø 800
- ДИП-50 (1Д65) — станок токарно-винторезный универсальный, Ø 1000
- ДИП-200 — станок токарно-винторезный универсальный, Ø 400
- ДИП-300 — станок токарно-винторезный универсальный, Ø 630
- ДИП-400 — станок токарно-винторезный универсальный, Ø 800
- ДИП-500 — станок токарно-винторезный универсальный, Ø 1000
- МК6046, МК6047, МК6048 — станок токарно-винторезный универсальный, Ø 500
- МК6056, МК6057, МК6058 — станок токарно-винторезный универсальный, Ø 500
- МК-3002 — станок токарный настольный, Ø 220
МК6056, МК6057, МК6058 Станок токарно-винторезный повышенной точности универсальный.
 Назначение, область применения
Назначение, область применения
Станки токарно-винторезные универсальные повышенной точности моделей МК6056, МК6057, МК6058 предназначены для выполнения самых разнообразных токарных работ, а также для нарезания метрической, дюймовой и питчевой резьб.
- МК6056 — РМЦ 1000 мм
- МК6057 — РМЦ 2000 мм
- МК6058 — РМЦ 1500 мм
Токарно-винторезный станок МК6056 может быть оснащен устройством цифровой индикации (УЦИ) NVP 300 TRS фирмы «Fagor», с системой продольного и поперечного отсчета перемещений суппорта, что облегчает отсчет перемещений режущего инструмента и обеспечивает стабильную точность размеров обрабатываемых изделий.
Оснащение токарного станка МК6056 устройством цифровой индикации позволяет значительно повысить производительность труда, улучшает психофизиологические условия труда рабочего, устраняет субъективные факторы, элементы случайности при отсчете перемещений режущего инструмента, увеличивает скорость восприятия и переработки цифровой информации, уменьшает психологические нагрузки и общую утомляемость рабочего.
Станки с выемкой в станине имеют в обозначении букву (Г). Выемка в станине позволяет увеличить диаметр обрабатываемой заготовки до Ø 630 мм. Выемка при необходимости может быть закрыта «мостиком».
Станки МК6056 может оснащаются регулируемым приводом главного движения (Р)(М). Регулируемый привод станка выполнен на базе частотного преобразователя фирм «OMRON», «Fagor» и серийного асинхронного двигателя.
Станки МК6056 могут комплектоваться механизированным приводом резцовых салазок (М,Р) и цепью мелких подач.
Применение в станке регулируемого привода обеспечивает:
- бесступенчатое регулирование частоты вращения шпинделя;
- цифровую индикацию величины частоты вращения шпинделя;
- плавный пуск, торможение и реверсирование без пусковых токов и ударов;
- нарезку резьбы в оптимальных режимах, в т.ч. нарезку резьбы в упор;
- режим ползучей скорости шпинделя для его точной остановки;
- защиту электродвигателя от перегрузок свыше 150% и термозащиту;
- упрощение конструкции привода, что повышает его надежность и снижает эксплуатационные расходы.

Станки МК6056 могут применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов. В связи с этим обслуживание станков следует производить с учетом специфики их эксплуатации.
Окончательную обработку точных деталей рекомендуется производить на предварительно разогретом станке.
Класс точности станков по ГОСТ 8-82 при проверке на соответствие ГОСТ 18097-88 — П.
В части воздействия климатических факторов внешней среды станки изготавливаются в исполнении УХЛ для категории размещения 4 по ГОСТ 15150-69.
Род тока питающей сети переменный трехфазный
Частота тока 50 Гц, напряжение 380 В
Стандартный комплект поставки (Р):
- Частотный преобразователь
- Комплект электрооборудования
- Система освещения
- Система охлаждения
- Ограждение патрона (с блокировкой)
- Резцедержатель 4-х позиционный
- Патрон 3х кулачковый диаметром 250 мм
- Центр упорный 7032-00350 — Морзе 5 ПТ
- Центр вращающийся А-1-5-Н-П
- Комплект инструмента для обслуживания станка
- Комплект эксплуатационных документов
- Комплект сменных зубчатых колес
Модификации универсального токарно-винторезного станка повышенной точности МК6046, МК6056
МК6046, МК6047, МК6048 — Ø 500 — Станок токарный в базовой комплектации, частотный преобразователь для бесступенчатой регулировки частоты вращения шпинделя, и выемка в станине (Г).
МК6056, МК6057, МК6058 — Ø 500 — Станок токарный в базовой комплектации, частотный преобразователь для бесступенчатой регулировки частоты вращения шпинделя, и выемка в станине (Г).
МК6046М, МК6047МГ, МК6048МГ — Ø 500 — Станок токарный с механизированным приводом резцовых салазок и цепью мелких подач
МК6056М, МК6057МГ, МК6058МГ — Ø 500 — Станок токарный с механизированным приводом резцовых салазок и цепью мелких подач
МК6046Р, МК6056Р, МК6048РГ, МК6058РГ — Ø 500 — Станок токарный с механизированным приводом резцовых салазок и цепью мелких подач, устройством цифровой индикации в комплекте с регулируемым главным приводом.
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день — для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) — один из вариантов ДИП-200.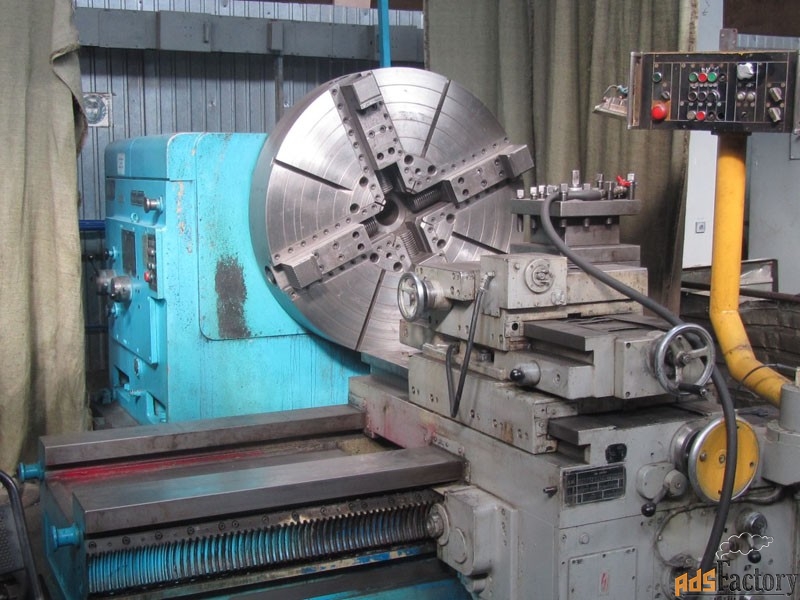
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П. 061.000 этого станка стали стандартом для всех последующих моделей этой серии.
061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
Станки с ЧПУ 16К20Ф3, 16К20Ф3С32, 16А20Ф3, 16К20Т1.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
Габариты рабочего пространства токарного станка МК6056.
 Эскиз суппорта
Эскиз суппорта
Эскиз суппорта токарно-винторезного станка МК6056
Общий вид токарно-винторезного станка МК6056, МК6057, МК6058
Фото токарного станка МК6056 с механизированным приводом резцовых салазок
Фото токарно-винторезного станка МК6056. Скачать в увеличенном масштабе
Фото токарно-винторезного станка МК6056
Фото токарно-винторезного станка МК6056. Скачать в увеличенном масштабе
Фото токарно-винторезного станка МК6056
Расположение составных частей токарно-винторезного станка МК6056
Расположение составных частей токарно-винторезного станка МК6056
Расположение составных частей токарно-винторезного станка МК6056
Перечень составных частей токарно-винторезного станка МК6056
- Станина и основание
- МК6046.010000.000
- МК6057.010000.000
- МК6058.010000.000
 030000.000
030000.000 600000.000
600000.000Расположение органов управления токарно-винторезным станком МК6056
Расположение органов управления токарно-винторезным станком МК6056
Расположение органов управления токарно-винторезным станком МК6056. Скачать в увеличенном масштабе
Перечень органов управления токарно-винторезного станка МК6056
- Указатель нагрузки станка
- Выключатель электронасоса подачи охлаждающей жидкости
- Сигнальная лампа
- Вводной автоматический выключатель
- Рукоятка установки ряда чисел оборота шпинделя
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и положения при делении многозаходных резьб
- Рукоятка установки правой и левой резьб
- Рукоятка установки величин подачи и шага
- Рукоятка установки вида работ: подачи и типа нарезаемой резьбы
- Рукоятка установки величин подачи и шага нарезаемой резьбы и отключения механизма коробки подач при нарезании резьб вручную
- Рукоятка управления шпинделем
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Маховик ручного перемещения каретки
- Рукоятка включения и выключения реечной шестерни
- Кнопочная станция включения и выключения электродвигателя станции смазки
- Болт закрепления каретки на станине
- Рукоятка включения подачи
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка управления шпинделем
- Маховик перемещения пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Рукоятка зажима пиноли задней бабки
- Рукоятка, управления механическими перемещениями каретки и поперечных салазок суппорта
- Кнопка включения электродвигателя привода быстрых перемещений каретки и поперечных салазок суппорта
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка поворота и закрепления индексируемой резцовой головки
- Выключатель лампы местного освещения
- Рукоятка ручного перемещения поперечных салазок суппорта
- Регулируемое сопло подачи охлаждающей жидкости
- Запирающее устройство вводного автоматического выключателя
- Аварийная кнопка «Стоп»
- Сигнализатор заземления
- Блок УЦИ
Схема кинематическая токарно-винторезного станка МК6056
Кинематическая схема токарно-винторезного станка МК6056
Схема кинематическая токарно-винторезного станка МК6056. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Кинематическая схема (рис. 6.39.)
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка.
На выносках проставлены числа зубьев z зубчатых колес (звездочкой обозначено число заходов червяка).
Краткое описание основных узлов токарно-винторезного станка МК6056
Шпиндельная бабка токарного станка мк6046
Шпиндельная бабка токарного станка мк6046. Скачать в увеличенном масштабе
Шпиндельная бабка (рис. 6.2., 6.3., 6.4., 6.5.)
Шпиндельная бабка жестко сбазирована на станине при сборке станка. В случае необходимости регулировки шпиндельной бабки в горизонтальной плоскости необходимо снять облицовку коробки подач, ослабив винты, крепящие переднюю бабку, и специальным регулировочным винтом отрегулировать положение оси шпинделя по пробным проточкам до необходимой точности.
При ослаблении крепления шкива 310 на валу 50 нужно подтянуть винт 180 (рис. 6.2.).
Крутящий момент на шпинделе должен соответствовать данным, приведенным в таблице 10. 1. При снижении крутящего момента нужно в первую очередь проверить натяжение ременной передачи главного привода. Реверс шпинделя осуществляется посредством рукояток 12 и 20 (рис. 6.1.).
1. При снижении крутящего момента нужно в первую очередь проверить натяжение ременной передачи главного привода. Реверс шпинделя осуществляется посредством рукояток 12 и 20 (рис. 6.1.).
Время торможения шпинделя регулируется электромагнитной муфтой 200 (рис. 6.2.).
Задняя бабка (рис. 6.6. и 6.7.)
Задняя бабка представляет собой корпус 5, в расточке которого смонтирована подвижная пиноль 6. Перемещение пиноли, в конусное отверстие которой помещается центр, осуществляется маховиком 29 через винт 17 и гайку 27. Рукояткой 30 осуществляется прижим задней бабки к станине станка. Если рукоятка 30, отведенная в крайнее заднее положение, не обеспечивает достаточного прижима задней бабки к станине, то нужно регулировочными винтами 81 и 82 при отпущенных контргайках 120 и 121, изменяя положение прижимной плиты 36, установить необходимое усилие прижима.
Установку оси пиноли 6 соосно со шпинделем станка в горизонтальной плоскости осуществляют винтами 45, совмещая в одну плоскость поверхность платиков «А», расположенных на опорной плите 21 и корпусе 5.
Суппорт (рис. 6.8., 6.9., 6.10.)
Для удобства определения величины перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками. На резцовых салазках I установлена линейка с ценой деления I мм. Отсчет производится по визиру, укрепленному на поворотной части 2 суппорта.
Каретка (рис. 6.11., 6.12., 6.13., 6.14., 6.15., 6.16., 6.17., 6.18., 6.19., 6.;20., 6.21., 6.22., 6.23.)
На каретке I установлена линейка с ценой деления 10 мм на диаметр изделия, по которой осуществляется контроль величины перемещения поперечных салазок при помощи закрепленного на них визира.
Представленные на рис. 6.15., 6.21. схемы расположения заглушек, пробок и прокладок в каретке служит для их правильной установки при ремонте станка.
Моторная установка (рис. 6.24., 6.25.)
При уменьшении крутящего момента на шпинделе в первую очередь следует проверить натяжение ремней главного привода. Если натяжение не достаточно, то, ослабив винты 12 и 20, плавным вращением гайки 25 против часовой стрелки опустить вниз подмоторную плиту 4 для обеспечения требуемого натяжения ремней. После этого винты 12 и 20 завернуть до отказа.
После этого винты 12 и 20 завернуть до отказа.
Коробка подач (рис. 6.26., 6.27., 6.28.)
Конструкция коробки подач унифицирована (16Б20П.070.000 или 077.0000.000) и позволяет получить широкий диапазон подач (0,05..2,8 мм/об), а также обеспечить нарезание метрической, дюймовой, модульной и питчевой резьб, при этом резьбы 11 и 19 ниток на дюйм можно нарезать без замены сменных зубчатых колес. Для нарезания резьб повышенной точности в коробке подач предусмотрено положение, при котором ходовой винт включается напрямую, минуя механизм коробки подча.
Входной вал коробки подач станка связан с коробкой передач, через которую осуществляется связь механизма коробки подач со шпинделем для получения подач.
Фартук (рис. 6.29., 6.30., 6.31., 6.32.)
Конструкция Фартука станка унифицирован (16Б20П.061.000 или 067.0000.000 — с встроенным двигателем быстрого хода). Фартук предназначен для преобразования вращательного движения ходового винта и ходового вала в продольное перемещение каретки и поперечное перемещение суппорта, а также для ручного управления этими перемещениями в процессе работы токарно-винторезного станка (включение и выключение рабочих и ускоренных перемещений каретки и суппорта, реверсирование перемещений и т. д.). Фартук позволяет осуществлять работу по упору с автоматическим отключением подачи.
д.). Фартук позволяет осуществлять работу по упору с автоматическим отключением подачи.
Имеет блокирующие устройства, препятствующие одновременному включению продольной и поперечной подачи суппорта и маточной гайки. Для предохранения механизма фартука от перегрузок имеется предохранительный механизм с двумя последовательно установленными кулачковыми муфтами. Это позволяет вести обработку деталей по упорам при продольном и поперечном точении. Максимальное тяговое усилие – 1000 кГ.
Регулирование усилия, развиваемого механизмом подач, производится поворотом гайки II. Величина усилия не должна превышать допустимую по таблице ЮЛ. При обработке в патроне с механической подачей каретки необходимо отрегулировать гайкой II усилие, развиваемое механизмом. Маточная гайка 62, установленная на кронштейне 61, отрегулирована на заводе-изготовителе.
Станина, рейки, ходовой винт, ходовой вал и привод быстрых перемещений суппорта (рис. 6.33.)
Натяжение ремня привода быстрых перемещений суппорта осуществляется регулировочным винтом 3, который контрится гайкой 2.
При чистке ходового винта 13 и ходового вала 14 необходимо снять щитки 9 и 10. Для этого необходимо ослабить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Станина с выемкой
Возможно оснащение станка МК6058 станиной с выемкой с установленным мостиком 22. При необходимости обработки деталей большого диаметра над выемкой в станине мостик снимается. Для этого нужно вывернуть пробки 20, удалить винты 21 и штифты 23.
Во избежание нанесения забоин мостик положить на подкладку из мягкого материала и для предотвращения коррозии покрыть тонким слоем масла.
Перед установкой мостика на станину следует очень тщательно протереть посадочные поверхности станины и мостика и убедиться в отсутствии забоин.
Следует знать, что при обработке деталей над выемкой на планшайбе диаметром 500 мм (1911; 16″) частота вращения шпинделя не должна превышать 400 об/мин. При обработке несбалансированных изделий число оборотов должно быть снижено.
Резцедержатель 4-х позиционный поворотный (рис.
 6,7.)
6,7.)
Станок комплектуется четырехпозиционным поворотным резцедержателем (рис. 6.7.). Если по мере износа рукоятка 4 в зажатом положении останавливается в неудобном для токаря месте, то посредством подшлифовывания или замены проставочного кольца 5 можно установить рукоятку 4 в требуемое положение.
При вращении рукоятки поворота против часовой стрелки происходит открепление и поворот резцовой головки. Вращение по часовой стрелке — фиксирование и закрепление резцовой головки.
Резцовая головка, кроме четырех фиксированных положений, может быть также установлена в любом промежуточном положении.
При понижении точности фиксации резцедержателя нужно разобрать резцовую головку и произвести тщательную очистку рабочих поверхностей сопрягаемых деталей. При дроблении резцедержки необходимо провести притирку конусов.
Коробка передач (сменные зубчатые колеса, рис. 6.38.)
Коробка передач (сменные зубчатые колеса) служит для передачи кинематического движения от выходного вала (ось I) шпиндельной бабки на выходной вал (ось II) коробки подач с помощью установки комбинаций сменных зубчатых колес в соответствии с таблицей (рис. 10.3.).
10.3.).
Сменные зубчатые колеса К и N монтируются на шлицевых валах и закрепляются болтами 80 через шайбы 102. Промежуточные сменные колеса L, и M устанавливаются на шлицевой втулке оси. 39, закрепляемой при помощи ключа, в требуемом месте паза кронштейна 22, который фиксируется гайкой 96. При закреплении кронштейна 22 и оси 39 необходимо сменные зубчатые колеса устанавливать с минимальным радиальным зазором.
На торцах сменных зубчатых колес K, L, M, N нанесены число зубьев z и модуль m.
Двухпозиционный неповоротный резцедержатель УГ9214
Станок может комплектоваться двухпозиционным неповоротным резцедержателем УГ9214 с быстросменными блоками для резцов: прямоугольного сечения, круглого сечения и расточной оправкой для центрового инструмента с переходной втулкой I (рис. 6.34.), что позволяет выполнять большое количество операций (черновая и чистовая обработка, нарезание резьбы, сверление, зенкерование, развертывание, отрезка и др.) и обрабатывать детали сложной конфигурации за один установ.
Сменные блоки с закрепленными в них инструментами легко и быстро устанавливаются в резцедержателе 2, закрепляются прихватом 3 и эксцентриком 4.
Простая и быстрая установка резца по высоте осуществляется без использования прокладок установочным винтом 2 (рис. 6.35.).
Резцедержатель с быстросменными блоками после окончания работы необходимо смазывать маслом.
Если блоки длительное время не используются в работе, их необходимо покрыть антикоррозионной смазкой НГ-203А.
Держатель центрового инструмента (рис. 6.36.)
В руководстве под определением «центровой инструмент» понимается режущий инструмент для обработки отверстий, ось которых совпадает с осью шпинделя (например: сверла, зенкеры, развертки и т.п.).
Держатель центрового инструмента применяется при обработке отверстий с ручной и механической подачами каретки.
Держатель I устанавливают в позицию резцедержателя, маркированную символом, обозначающим сверло, до упора в его боковую грань и зажимают винтами. В цилиндрическое отверстие держателя вставляется втулка 2 с коническим отверстием для инструмента и стопорится винтом 3.
В цилиндрическое отверстие держателя вставляется втулка 2 с коническим отверстием для инструмента и стопорится винтом 3.
Совмещение оси режущего инструмента с осью шпинделя осуществляется перемещением поперечных салазок суппорта до совпадения визира с риской на каретке, обозначенной символом, идентичным нанесенному на резцедержателе. Визир должен быть вдвинут в кронштейн до упора.
Коррекция положения оси режущего инструмента производится рукояткой перемещения поперечных салазок.
Резцовая оправка для обработки деталей над выемкой станины (рис. 6.37.)
Станок МК6058 комплектуется специальной резцовой оправкой для обработки деталей над выемкой в станине, предотвращающей свисание каретки с направляющих станины. Оправка I устанавливается в держателе 2, как показано на рис.637. Резец 4 крепится винтами 5.
Обработка с использованием оправки должна производиться на минимальных режимах.
Особенности разборки и сборки станка мк6056 при ремонте
Требования, предъявляемые при ремонте станка
Нужно избегать лишней разборки станка, в особенности узлов, определяющих выходную точность станка (шпиндельной группы, винторезной цепи).
Демонтированные при ремонте узлы и ответственные детали должны храниться на специальных мягких подкладках.
Ремонт должны выполнять специально подготовленные слесари высокой квалификации.
Применяемые измерительные инструменты и приборы должны быть проверены в измерительной лаборатории и аттестованы.
При ремонте коробки подач станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3 коробки. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке необходимо совместить риски, нанесенные на зубчатые колеса 51 и 52 (см.рис.27, 28, 29).
Мертвый ход винта 74 или 144 привода поперечных салазок, возникающий при износе гайки 16 или 42, устраняется следующим образом (см. рис.13, 14, 15, 16, 17, 19, 20, 21, 22, 23, 24):
- снимается крышка I и при помощи выколотки из мягкого металла отворачивается контргайка 131 или 165;
- вращением гайки 131 или 165 осуществляется выборка зазора в винтовой паре;
- величина зазора определяется по лимбу 88 или 125 при легком поворачивании рукоятки 80 или 120;
- затягивается контргайка 131 или 165 и устанавливается крышка 1.

Установка оптимального зазора между кареткой 6 или 19 и планками 27 или 36, 24 или 38, 25 или 40 осуществляется путем шлифования последних.
Указания по установке патронов
Патрон соединяется со шпинделем через переходной фланец 4-мя шпильками и замковым кольцом.
Беззазорное прилегание торцев вышеуказанного фланца, патрона и фланца шпинделя достигается равномерным перекрестным затягиванием гаек 158 (рис.5). Корпус патрона центрируется по цилиндрическому пояску фланца и притягивается к нему винтами.
Точность посадки патрона на шпиндель проверяется индикатором по контрольному пояску, расположенному на наружной цилиндрической поверхности корпуса патрона.
Схема электрическая принципиальная токарно-винторезного станка МК6056
Электрическая схема токарно-винторезного станка МК6046
Схема электрическая принципиальная токарно-винторезного станка МК6046. Скачать в увеличенном масштабе
Электрическая схема токарно-винторезного станка МК6046
Схема электрическая принципиальная токарно-винторезного станка МК6046. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Электрическая схема токарно-винторезного станка МК6046
Схема электрическая принципиальная токарно-винторезного станка МК6046. Скачать в увеличенном масштабе
Электрическая схема токарно-винторезного станка МК6046
Схема электрическая принципиальная токарно-винторезного станка МК6046. Скачать в увеличенном масштабе
Краткая характеристика электрооборудования
Электрооборудование станков моделей МК6056, МК6057, МК6058 включает в себя:
- аппараты защиты, управления и сигнализации;
- электродвигатели;
- другие аппараты и устройства, осуществляющие коммутацию, соединение электрических цепей и управление механизмами станка.
Полный состав электрооборудования станка указан в перечне элементов МК6046 ПЭ3.
Работа электрооборудования определяется схемой электрической принципиальной МК6046 Э3.
Электрические соединения между частями станка выполнены по схеме соединений МК6046 ТЭ4.
Описание работы электросхемы станка
Порядок включения станка
При включении вводного автомата QF1 подается напряжение к цепи питания электродвигателя главного привода, а также (при включенном автоматическом выключателе QF2) к цепи аварийного отключения KM1, деблокиратора A1, устройства индикации A15.
При закрытой двери шкафа управления, т.е. при нажатом микровыключателе SQ1, срабатывает силовой пускатель KM1 и через его контакты питание подается к остальному электрооборудованию станка.
Местное освещение включается переключателем EL1.
Работа электродвигателя привода смазки шпинделя
Пуск электродвигателя привода смазки шпинделя М2 осуществляется нажатием кнопочного выключателя SВ2, который замыкает цепь катушки силового пускателя КМ4, переводя его на самопитание.
Для ограничения времени холостого хода электродвигателя привода смазки шпинделя, в схеме имеется реле KT1, которое включается одновременно с пускателем КМ4 при неработающем электродвигателе главного привода Ml (не включены пускатели КМ2 или КМ3). Через установленную выдержку времени, если не будет включен электродвигатель главного привода, KT1 своим контактом отключит электродвигатель М2.
Через установленную выдержку времени, если не будет включен электродвигатель главного привода, KT1 своим контактом отключит электродвигатель М2.
Работа электродвигателя главного привода
Пуск электродвигателя главного привода Ml осуществляется пускателями КМ2, КМ3, которые управляются переключателями SА1 или SA2. Для вращения шпинделя в ту или другую сторону следует рукоятку переключателя SA1 или SА2 установить в соответствующее положение.
При включении КМ2 (или КМ3) включаются реле KV5, КV3, КV4. Останов электродвигателя главного привода Ml осуществляется поворотом рукоятки переключателя SA1 или SA2 в нейтральное положение. В результате выключается пускатель КМ2 (или КМ3), одновременно выключается реле KV3. Реле KV3 своим контактом замыкает цепь питания электромагнит] ной муфты УС1, осуществляется окончательное торможение шпинделя.
Через установленную выдержку времени пневмоприставка KV3 своим контактом отключает реле KV4. Контакт реле KV4 размыкает цепь электромагнитной муфты УС1.
Ток в цепи питания электродвигателя главного привода измеряется амперметром Р1.
Работа электродвигателя привода охлаждения
Пуск и останов электродвигателя привода охлаждения М3 осуществляется пускателем КМ5, управляемым переключателем SA3. Включение насоса возможно только после включения электродвигателя главного привода M1.
Работа электродвигателя привода ускоренных перемещений каретки
Управление электродвигателем привода ускоренных перемещений каретки M4 осуществляется выключателем SQ4 (встроен в рукоятку фартука), который замыкает цепь катушки силового пускателя КМ6.
Работа устройства индикации (УЦИ)
Подробное описание работы устройства индикации А15 и датчиков перемещения А16, А17 смотри сопроводительную документацию, входящую в комплект поставки станка.
Аварийное отключение
Аварийное отключение любого работающего электродвигателя производят нажатием на кнопочный выключатель SB1 с фиксацией в выключенном положении.
При нажатии на конечный выключатель SB1 происходит последовательно:
- отключение питания электродвигателя привода главного движения M1 и электродвигателя привода охлаждения М3;
- торможение шпинделя;
- отключение электрооборудования станка от электросети вследствие размыкания контактов силового пускателя КМ1.

Цепь аварийного отключения, деблокиратора, устройства индикации при этом от электросети не отключается.
Для восстановления питания электрооборудования необходимо вернуть кнопочный выключатель SВ1 в исходное состояние.
Порядок выключения станка:
- выключение всех электродвигателей и торможение шпинделя;
- выключение местного освещения;
- выключение вводного автомата QF1.
Блокировки, сигнализация, защита
Блокировки
В электросхеме станка предусмотрены следующие меры предупреждения аварийных ситуаций при неправильных действиях оператора, выходе из строя отдельных элементов станка, отключение энергопитания, обеспечивающие безопасность работы:
- предусмотрена нулевая защита, исключающая самозапуск механизмов станка после неожиданного перерыва энергоснабжения;
- запрещено включение главного привода при открытии ограждения главного привода;
- запрещено включение главного привода при открытии ограждения шпинделя;
- запрещено включение главного привода при неработающем электродвигателе привода смазки шпинделя;
- запрещено включение главного привода при одновременном включении переключателей SА1, SА2;
- установлена кнопка аварийного отключения станка с фиксацией во включенном положении.
 Работу станка при нажатии кнопки смотри п. 7.3.7;
Работу станка при нажатии кнопки смотри п. 7.3.7; - отключение электрооборудования станка от электросети (кроме цепи аварийного отключения, деблокиратора, УЦИ) при открывании двери шкафа управления. Для осмотра и наладки электроаппаратуры под напряжением при открытой двери шкафа подготовленным персоналом в электрошкафу установлен деблокиратор — выключатель кнопочный A1.
Сигнализация
Для контроля наличия напряжения между любыми из трех линейных проводов и шиной заземления служит светосигнальное устройство HL1, установленное на панели в шкафу управления. Это устройство работает только при открытой двери шкафа и показывает включенное состояние вводного автоматического выключателя QF1.
На пульте шкафа установлена лампа HL2, сигнализирующая о включении электрооборудования.
В деблокиратор A1, расположенный в шкафу управления, встроена лампа A1-HL, сигнализирующая о включении электрооборудования при открытой двери шкафа управления.
На пульте шкафа установлен сигнализатор заземления А5, сигнализирующий о наличии пробоя на землю в цепи управления 110 В.
Защита
Электрооборудование защищено от короткого замыкания автоматическими выключателями и предохранителями.
Электродвигатели (кроме электродвигателя М4) защищены от перегрузки электротепловыми реле.
УВД защищено от влияния электрических помех с помощью помехоподавляющих R-C фильтров, подключенных параллельно ко всем реактивным элементам схемы.
Сведения о первоначальном пуске
Подключение станка
При подключении станка необходимо убедиться в соответствии напряжения и частоты питающей сети электрическим параметрам станка, указанным в таблице, расположенной на шкафу управления.
Подключение станка к питающей сети и сети заземления должно производиться изолированным медным проводом сечением не менее 10 мм.
Ввод проводов питающей сети может быть выполнен как через верхнюю плоскость шкафа управления, так и через нижнюю.
Первоначальный пуск
Перед пуском станка необходимо:
- выполнить монтаж электрооборудования согласно указаниям настоящего руководства и схемы МК6046 Э4;
- внешним осмотром проверить надежность заземления и качество монтажа электрооборудования;
- проверить затяжку винтов (контактных и крепежных) и подтянуть соединения, ослабленные при транспортировании;
- подключить станок к магистральной нише заземления согласно разделов 7.
 5.1. и 7.6. настоящего руководства.
5.1. и 7.6. настоящего руководства.
Порядок работы на станке мк6056
В данном разделе приведены указания о способах установки скоростей резания, подач, о наладке для получения различных видов резьб и т.д.
Механизм главного движения
Установка числа оборотов шпинделя осуществляется двумя рукоятками 5 и 6 (рис.6.1.) по таблице (см.рис.10.3.), помещенной на шпиндельной бабке. В правой части таблицы даны ряды чисел оборотов шпинделя в минуту при прямом вращении и указаны положения рукояток для установки требуемого числа оборотов.
Рукояткой 5 устанавливается один из четырех рядов чисел оборотов шпинделя в соответствии с обозначением положения рукоятки, нанесенным на таблице.
Рукояткой 6, на ступице которой нанесены цифры от I до 6, устанавливается требуемое число оборотов из выбранного ряда. Для этого цифру, обозначающую требуемое число оборотов на таблице, нужно совместить с вертикальной стрелкой, изображенной над рукояткой.
Установка величины подач осуществляется рукоятками 9, 10 (рис. 6.1.) в соответствии со значениями, указанными в средней верхней части таблицы (рис.10.3).
6.1.) в соответствии со значениями, указанными в средней верхней части таблицы (рис.10.3).
В таблице (рис.10.3) даны значения величин продольных подач.
Величина поперечной подачи составляет 1/2 продольной.
Для установки величин подач, равных удвоенным табличным значениям, можно воспользоваться указаниями раздела 10.2.
Инструкция по нарезанию резьб
Таблица оборотов и подач токарно-винторезного станка МК6056
Таблица оборотов и подач токарно-винторезного станка МК6056. Скачать в увеличенном масштабе
При отправке с завода на станке устанавливаются сменные зубчатые колеса с числом зубьев Z= 45, Z= 86, Z= 72 и зубчатое колесо с Z= 73, выполняющее в данной комбинации функцию проставка.
Комбинация сменных зубчатых колес K/L х L/N = 45/86 х 86/72 обеспечивает нарезание метрической и дюймовой резьб с шагами, величины которых указаны в нижней части таблицы (рис.10.3).
Для этого рукояткой 10 (рис.6.1) надо установить необходимый тип нарезаемой резьбы, а рукоятками 9 и 11 выбрать требуемый шаг.
Зубчатые колеса, входящие в основной набор, указаны в разделе 3.1.
Установив на станке комбинацию, входящую в основной комплект набор сменных зубчатых колес K/L х M/N = 80/73 х 86/48, можно нарезать модульную и питчевую резьбы, величины шагов которых устанавливаются рукоятками 9 и 11 по таблице (рис.10,3). При этом рукоятку 10 следует переключить на соответствующий тип резьбы.
Установкой входящих в основной набор сменных зубчатых колес комбинации 2t = K/L x L/N = 60/90 х 90/48 создается возможность нарезания метрической и дюймовой резьб с шагами, равными удвоенным величинам, указанным в таблице (ряс.10.3).
ПРИМЕЧАНИЕ: При помощи этих комбинаций сменных зубчатых колесе аналогично описанному можно получать величины подач, равные удвоенным табличным значениям.
Кроме вышеуказанных в основные наборы входят сменные зубчатые колеса, обеспечивающие нарезание дюймовой резьбы с числом ниток на один дюйм 11 и 19. При помощи дополнительного набора сменных зубчатых колес, поставляемых по особому заказу, и основного набора на станке через механизм коробки подач можно нарезать целый ряд резьб, шаги t которых приведены в левой части таблицы (рис. 10.3). Настройка станка для нарезания этих резьб осуществляется с помощью сменных зубчатых колес, указанных в левой части таблицы.
10.3). Настройка станка для нарезания этих резьб осуществляется с помощью сменных зубчатых колес, указанных в левой части таблицы.
Эти зубчатые колеса, указанные в левой части таблицы, отсутствуют в основном наборе, но поставляются по особому заказу.
Так же, как и в описанных выше случаях, рукояткой 10 шага t, соответствующими рукоятками устанавливается табличное значение подачи.
Пример: Для нарезания питчевой резьбы с шагом 11 питчей рукоятку 10 нужно поставить в положение, соответствующее нарезанию этой резьбы, рукоятку II в положение 0 и рукоятку 9 в положение Ш, что соответствует шагу 6 питчей по таблице. На станке следует установить комбинацию сменных зубчатых колес K/L х М/N = 60/66 х 86/73.
Формулы подбора сменных зубчатых колес для нарезания через механизм коробки подач резьб, не приведенных в таблице (рис.10.3).
Пример: При необходимости нарезания метрической резьбы с шагом t = 18 мм нужно воспользоваться формулами, приведенными в таблице 6. 1.
1.
По таблице (рис. 10.3) в ряду метрических резьб находим значение шага резьбы, ближайшее к нарезаемому. Таковыми являются
t= 16 и t= 20. В нашем случае выберем, например, шаг t= 20 и подставим в формулу для нахождения числа зубьев Z шестерен, которые необходимо изготовить для нарезания этой резьбы.
t нарез. = 18; tтабл. = 20;
K/L х М/N = 5/8 х t нарез./ t табл. = 5/8 х 18/20 = 5/8 х 9/10 = 5 х 9/8 х 9 х 9 х 9/10 х 9 = 45/72 х 81/90 = 45/90 х 81/72 (I)
При вычислении чисел зубьев сменных зубчатых колес, требуемых для нарезания резьбы, шаг которой отсутствует в таблице, следует подбирать также коэффициенты, которые позволили бы максимально использовать зубчатые колеса, поставляемые со станком.
Так в выкладках (I) целесообразно принять коэффициент, равный 9, дающий возможность использовать сменные зубчатые колеса основного набора с числом зубьев Z = 45 и Z = 72, а в качестве промежуточного взять зубчатое колесо основного набора с числом зубьев z = 90.
Метрическая резьба: K/L х M/N = 5/8 х tнарез./ t табл., где
t нарез. — шаг нарезаемой резьбы, мм;
t табл. — табличное значение шага, ближайшее к t нарез.
Дюймовая резьба:
K/L х M/N = 5/8 х h табл./ h нарез., где h нарез. — число ниток на 1 дюйм нарезаемой резьбы h табл. — табличное значение резьбы, ближайшее к t нарез.
Модульная резьба:
K/L х М/N = 80/73 х 86/48 х m нарез./m табл., где m нарез. — модуль нарезаемой резьбы; m табл. — табличное значение резьбы, ближайшее к m нарез.
Питчевая резьба:
K/L х М/N = 80/73 х 86/48 х Р табл./Р нарез., где Р нарез. — шаг нарезаемой резьбы, питч. Р табл. — табличное значение шага резьбы, ближайшее к Р нарез.
После вычислений по чертежу (см.рис.10.I) следует проверить возможность сцепления шестерен найденных комбинаций. При этом надо помнить, что число зубьев у зубчатого колеса К, устанавливаемого на осп I, не должно превышать 88 при m= 2, а у зубчатого колеса N , установленного на оси П, 73 при том же модуле.
Как показывают получившиеся комбинации сменных зубчатых колес, для нарезания метрической резьбы с шагом t = 18 мм нужно дополнительно по типовому чертежу (см.рис.10.2) изготовить шестерню с числом зубьев Z = 81 и модулем m = 2. Эта шестерня входит в дополнительный набор сменных зубчатых колес, поставляемых по особому заказу и при наличии такого набора необходимость ее изготовления отпадает.
Нарезание резьб повышенной точности при непосредственном соединении ходового винта со шпинделем через сменные зубчатые колеса с отключением механизма коробки подач.
Рукояткой 10 установить соответствующий вид резьбы, а рукоятку II поставить в нейтральное положение, обозначенное стрелкой (для исключения холостого вращения механизма коробки подач).
Подбор сменных зубчатых колес для нарезания определенного шага резьбы повышенной точности производится по формуле: K/L х М/N = t/8.
Для нарезания этих резьб при помощи комплекта сменных зубчатых колес, поставляемых заводом, следует воспользоваться данными, приведенными в левой части таблицы (рис. 10.3).
10.3).
Как видно из таблицы, при помощи зубчатых колес основного набора можно нарезать метрические резьбы повышенной точности с шагами t= 5 мм, t= 10 мм, t= 12 мм.
Остальные шаги метрических резьб и дюймовые резьбы, указанные в таблице, могут быть нарезаны при использовании дополнительно набора сменных зубчатых колес, поставляемых по особому заказу.
Нарезание многозаходных резьб
Нарезание многозаходных резьб производятся следующим образом:
- Рукоятки 12 и 20 (рис.6.1) должны находиться в средних положениях.
- Рукояткой 19 включить гайку ходового винта.
- Рукоятками 5 и 9 по таблице, помещенной на шпиндельной бабке, установить требуемое чиcло оборотов шпинделя, а рукоятками 9 и II — необходимое значение шага нарезаемой резьбы.
- Проворачивая вручную фланец 144 (рис.6.2) совместить нанесенные на нем указатель-стрелку с одной из рисок делительного кольца 158 шпинделя, обозначенного каким-либо числом.
- При нарезании резьб метрических и модульных с шагами в пределах от 0,5 до 7, дюймовых и питчевых от 56 до 4 расцепление шпинделя с кинематической цепью станка для деления на число ходов производить посредством установки рукоятки 7 (рис.
 6.I) в положение, отмеченное специальным символом, обозначающим отключение шпинделя. Для остальных шагов резьб расцепление осуществлять поворотом рукоятки 5 из фиксированного в ближайшее промежуточное положение, отмеченное аналогичным символом.
6.I) в положение, отмеченное специальным символом, обозначающим отключение шпинделя. Для остальных шагов резьб расцепление осуществлять поворотом рукоятки 5 из фиксированного в ближайшее промежуточное положение, отмеченное аналогичным символом. - Деление на число заходов производить путем поворота вручную шпинделя на число рисок, соответствующее числу заходов нарезаемой резьбы (при двух заходах на 30 рисок, при трех на 20, при четырех на 15 и т.д.).
- Рукоятку 5 и 7 установить в исходное положение.
- Прорезать нитку резьбы.
- При последующем делении операции, изложенные в пунктах 5… 8. повторить.
Читайте также: Способы нарезания многозаходных резьб на токарном станке
МК6056, МК6057, МК6058 Станок токарно-винторезный повышенной точности. Видеоролик.
Технические характеристики токарного станка МК6056
| Наименование параметра | 16К20 | МК6056 | МК6057 | МК6058 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 400 | 500 | 500 | 500 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 290 | 290 | 290 |
| Наибольший диаметр заготовки обрабатываемой над выемкой (Г), мм | 630 | 630 | 630 | 630 |
| Наибольшая длина устанавливаемой детали (РМЦ), мм | 710 1000 1400 2000 | 1000 | 2000 | 1500 |
| Наибольшая масса обрабатываемого изделия в центрах, кг | 1300 | |||
| Наибольшая диаметр сверла для серления в стали, мм | 25 | 25 | 25 | |
| Шпиндель | ||||
| Мощность привода шпинделя, кВт | 11 | 11 | 11 | 11 |
| Диаметр отверстия в шпинделе, мм | 52 | 55 | 55 | 55 |
| Частота вращения шпинделя, об/мин | 12,5. .1600 .1600 | 16..2000 | 16..2000 | 16..2000 |
| Количество прямых и обратных скоростей шпинделя | 22 | 22 | 22 | 22 |
| Наибольший крутящий момент на шпинделе, кНм | 1 | 1 | 1 | |
| Подачи | ||||
| Наибольшее перемещение продольного суппорта, мм | 935 | 935 | 1935 | 1435 |
| Наибольшее перемещение поперечного суппорта, мм | 300 | 300 | 300 | 300 |
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 | 150 | 150 |
| Диапазон продольных подач, мм/об | 0,05-2,8 | 0,05-2,8 | 0,05-2,8 | 0,05-2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 | 0,025..1,4 | 0,025. .1,4 .1,4 |
| Количество продольных/ поперечных подач | 22/ 24 | 24/ 24 | 24/ 24 | 24/ 24 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 3,8/ 1,9 | 3,8/ 1,9 | 3,8/ 1,9 | 3,8/ 1,9 |
| Пределы шагов метрических резьб, мм | 0,5-112 | 0,5-112 | 0,5-112 | 0,5-112 |
| Пределы шагов модульных резьб, модуль | 0,5-112 | 0,5-112 | 0,5-112 | 0,5-112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56-0,5 | 56-0,5 | 56-0,5 | 56-0,5 |
| Пределы шагов питчевых резьб, питч диаметральный | 56-0,5 | 56-0,5 | 56-0,5 | 56-0,5 |
| Наибольшее перемещение пиноли задней бабки, мм | 150 | 150 | 150 | |
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт | 11 | 11 | 11 | 11 |
| Электродвигатель ускоренных перемещений, кВт | ||||
| Электродвигатель СОЖ, кВт | ||||
| Суммарная мощность установленных на станке электродвигателей, кВт | 12,01 | 12,01 | 12,01 | |
| Потребляемая мощность станком, кВт | 12,5 | 12,5 | 12,5 | |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2795 1190 1500 | 2800 1265 1485 | 3852 1265 1485 | 3367 1265 1485 |
| Масса станка, кг | 3005 | 3100 | 3680 | 3500 |
- Станки токарно-винторезные повышенной точности МК6056, МК6057, МК6058.
 Руководство по эксплуатации МК6056, 1991
Руководство по эксплуатации МК6056, 1991 - Станки токарно-винторезные повышенной точности МК6056, МК6057, МК6058. Руководство по эксплуатации. Схемы электрические станка МК6046, 1991
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.
 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Дип 500 токарный станок технические характеристики
Содержание
- 1 Станки ДИП — назначение и сфера применения
- 1.1 Станок ДИП-200 в процессе работы (видео)
- 2 Модельный ряд станков серии ДИП
- 2.1 ДИП-200
- 2.2 ДИП-300
- 2.3 ДИП-500
- 2.4 1М61 (токарно-винторезный)
- 2.5 Отзывы
- Технические характеристики токарного станка ДИП 500
- Комплектация
- Принцип работы
- Конструктивные особенности станка
- Составные части токарного станка
- Расположение и назначение органов управления
- Габаритные размеры рабочего пространства
- Рекомендации по эксплуатации
- Назначение и область применения модели
- Кинематическая схема
- Электрическая схема
- Заключение
- Технические характеристики токарного станка ДИП 500
- Комплектация
- Принцип работы
- Конструктивные особенности станка
- Составные части токарного станка
- Расположение и назначение органов управления
- Габаритные размеры рабочего пространства
- Рекомендации по эксплуатации
- Назначение и область применения модели
- Кинематическая схема
- Электрическая схема
- Заключение
Серия токарно-винторезных станков ДИП производилась на Рязанском станкостроительном заводе начиная с 1956 года. Данная линейка состоит и множества модификаций оборудования ДИП-200, 300 и 500, о которых мы поговорив в данной статье.
Данная линейка состоит и множества модификаций оборудования ДИП-200, 300 и 500, о которых мы поговорив в данной статье.
В материале будут рассмотрены конструктивные особенности и технические характеристики оборудования, его функциональные возможности, преимущества и недостатки, а также представлены соответствующие схемы и чертежи.
1 Станки ДИП — назначение и сфера применения
Токарный станок ДИП является одним из наиболее распространенных моделей токарно-винторезного оборудования на территории бывшего СССР. Данный агрегат имеет достаточно крупные габариты и вес, он спроектирован для работы с металлическими деталями средних и больших размеров в условиях индивидуальной эксплуатации и мелкосерийного производства.
Станок ДИП 300, являющийся самой востребованной моделью серии, а также его аналоги, способны выполнять следующие технические операции:
- точение (наружное и внутреннее), в том числе обработка конусов;
- сверление;
- растачивание;
- нарезание резьбы (метрического, дюймового и модульного типа).

За счет удачной конструкции станины и шпинделя, а также отличных как для своего класса технических характеристик, токарный станок ДИП позволяет эффективно обрабатывать детали как из черного, так и из цветного металла. Станки комплектуются резцами из быстрорежущей либо твердосплавной стали.
Плашка производителя на корпусе станка
Простая и надежная конфигурация суппорта является одним из главных достоинств данной серии. Во всех агрегатах предусмотрена возможность механического перемещения верхней части суппорта, которое позволяет обрабатывать и точить конуса большой длины. Сам суппорт может перемещаться в двух направлениях — продольном и поперечном, его автоматическая подача обеспечивается подключением к отдельному электродвигателю.
к меню ↑
1.1 Станок ДИП-200 в процессе работы (видео)
2 Модельный ряд станков серии ДИП
Линейка токарного металлообрабатывающего оборудования ДИП состоит из 4-ех моделей станков:
Рассмотрим каждую из представленных разновидностей подробнее.
к меню ↑
2.1 ДИП-200
Из всех модификаций токарных агрегатов станок ДИП 200 отличается наиболее компактными размерами. Данное устройство обладает оптимальным сочетанием жесткой станины и мощности двигателя, что обеспечивает минимальный уровень вибрации при работе и, как следствие, возможность высокоточной получистовой и чистовой обработки заготовок из металла, чугуна либо цветных сплавов.
Технические характеристики ДИП 200:
- высота центров — 20 см, расстояние между центрами — 75, 100 и 150 см;
- частота вращения шпинделя — 16-20 об/мин;
- количество скоростей — 18 шт;
- ход продольной подачи суппорта — от 0.12 до 2.15 мм/об, поперечной — от 0.03 до 0.55 об/мин;
- мощность двигателя — 3700 Вт.
В плане эксплуатационных характеристик — частоты оборотов, диапазону подач и мощности привода ДИП 200 существенно проигрывал большинству токарных станков того времени, что обуславливает достаточно быстрый выход данной модели из обихода. Среди критических недостатков также можно выделить отсутствие системы подачи охлаждающей жидкости и механизма ускоренного перемещения суппорта.
Среди критических недостатков также можно выделить отсутствие системы подачи охлаждающей жидкости и механизма ускоренного перемещения суппорта.
к меню ↑
2.2 ДИП-300
В отличие от 200-ой модели, станок ДИП 300 можно встретить на заводах либо в металлообрабатывающих цехах и по сей день. Причиной тому является надежность и выносливость конструкции, а также неплохие технические характеристики, позволяющие выполнять высокоскоростное растачивание, сверление, нарезку резьбы и точение.
Станок ДИП 300 относится к группе крупногабаритного токарного оборудования, его вес составляет 4.3 тонны, а размеры рабочих поверхностей позволяют обрабатывать заготовки диаметром до 900 мм и массой в 2 т. В данной модели присутствует второй электродвигатель, отвечающий за продольно-поперечное перемещение суппорта. Мощность основного привода составляет 13000 Вт, частота оборотов 18-1800 в минуту.
Характерными особенностями станка ДИП 300 являются:
- увеличенная скорость вращения шпинделя на реверсном ходу (в 1.
 3 раза, по отношению к обычной), что обеспечивает возможность ускоренной нарезки резьбы;
3 раза, по отношению к обычной), что обеспечивает возможность ускоренной нарезки резьбы; - наличие 2-ух призменных направляющих на станине, повышающих пространственную жесткость конструкции;
- комплектация коробки передач электромагнитными муфтами, позволяющими изменять частоту оборотов шпинделя без выключения привода;
- повышенная безопасность работы благодаря наличию ограждения патрона и системе электрической блокировки шпинделя.
Суппорт данного станка выполнен в крестообразной конфигурации. Его перемещение в продольной продольной плоскости происходит по направляющим станины, в поперечной — по направляющим каретки. Шпиндель ДИП 300 является пустотелым, частота его оборотов регулируются вручную с помощью рукояти, установленной на зубчатом вале коробки передач.
к меню ↑
2.3 ДИП-500
Станок ДИП-500 является промышленным токарным оборудованием, ориентированным на эксплуатацию в условиях мелко и среднесерийного производства. Установка имеет следующие функциональные возможности:
- растачивание;
- точение;
- нарезка резьбы;
- сверление;
- обработка конусов.

ДИП-500 в работе
В отличие от 200 и 300-ых моделей, станок ДИП 500 оснащается закрытой коробкой передач. Также значительно возросла максимальная масса обрабатываемых деталей -до 5 тонн, и их размеры: диаметр до 100 см, длина до 8 метров.
Данный агрегат комплектуется двумя двигателями — вспомогательным, мощностью 1.5 кВт, обеспечивающим автоматическое перемещение суппорта, и основным на 4 кВт. Также устройство оснащено двумя насосами: ПА-22 — для подачи охлаждающей жидкости, и С12-54 — для смазочных материалов. Электросхема станка представлена на изображении.
ДИП-500 в работе
За перемещение задней бабки по направляющей станине отвечает редуктор. Шпиндель станка установлен на трех опорах качения (две регулируемые, одна фиксированная), он передвигается посредством ручного вращения маховика.
к меню ↑
2.4 1М61 (токарно-винторезный)
Одной из модификаций оборудования серии ДИП стал многофункциональный станок 1М61.По классу точности обработки он относится к группе «Н» согласно положениям ГОСТ №8-82. Данный агрегат имеет следующие технические характеристики:
Данный агрегат имеет следующие технические характеристики:
- максимальный диаметр обрабатываемой заготовки — 320 мм, длина — 1000 мм;
- длина обтачивания — до 640 мм;
- высота центров — 170 мм;
- частота вращения шпинделя — от 12 до 1600 об/мин;
- ход пиноли задней бабки — 100 мм.
Токарно-винторезный станок 1М61 оснащен двумя электродвигателями: основным на 4000 Вт и приводом насоса охлаждения на 120 Вт.
Читайте также: технические характеристики, эксплуатация, наладка и ремонт токарно-винторезных станков 16К20.
Данный агрегат, помимо множества эксплуатационных преимуществ, также имеет ряд недостатков, связанных с низким запасом прочности кинематических цепей и плоскоременной передачи. Также нередко возникают проблемы с фрикционной муфтой. Однако 1М61 не связан с серьезными финансовыми затратами — комплектующих на советское оборудование на вторичном рынке много, и стоят они не дорого.
к меню ↑
2.
 5 Отзывы
5 Отзывы
Предлагаем вашему вниманию отзывы о токарных станках серии ДИП от людей, обладающих опытом эксплуатации данной техники.
С. К. Малышев, 56 лет:
На ДИП-500 проработал свыше 30 лет на заводе, знаю станок как свои пять пальцев. Могу сказать, что быть может он и уступает современным аналогам в плане продуктивности и удобства работы, по надежности данному оборудованию нет равных. Раньше умели делать на века, не то что современная китайщина.
О. В. Бурешин, 39 лет:
Являюсь владельцем небольшого металлообрабатывающего цеха, в котором эксплуатируется два станка 1М61. Это отличные рабочие лошадки, функциональности которых хватает для выполнения большинства технологичных операций. Настройка, техобслуживание и ремонт агрегатов элементарны, так как их конструкция предельно простая. Менять их на современные аналоги не планирую.
Обработка тел вращения была и есть одной из важнейших операций при обработке металлов. В ассортименте токарных станков, предназначенных для этого вида работ, особое место занимает токарный станок универсального назначения ДИП 500.
В ассортименте токарных станков, предназначенных для этого вида работ, особое место занимает токарный станок универсального назначения ДИП 500.
Разработанный в период индустриализации в 30-х годах прошлого века, он пережил не одно поколение работников, но остался актуальным и по сей день. Основные характеристики изделия настолько хороши, что полностью оправдывают название оборудования «Догнать и перегнать» (ДИП).
Технические характеристики токарного станка ДИП 500
Предназначено оборудование для выпуска габаритных деталей высокой точности. Широко использовались станки ДИП 500 в машиностроительном, военном производстве, авиастроении, выпуске продукции для организаций топливно-экономического, газонефтяного направления. Требования к деталям крайне высокие по всем показателям. Обеспечивают их выполнение следующие технические характеристики оборудования:
- Расстояние от станины до оси вращения — 500 мм,
- Максимальный диаметр обрабатываемой детали над суппортом — 650 мм,
- Длина заготовки до 5 м,
- Диаметр отверстия шпинделя — 128 мм,
- Расстояние между центрами — 3 000-10 000 мм,
- Количество скоростей — 24,
- Диапазон частот вращения шпинделя — 5-500 об/мин,
- Мощность основного двигателя — 22 кВт, дополнительного двигателя 1, 5 кВт,
- Система смазки,
- Приборы освещения,
- Приспособление для подачи охлаждающей жидкости,
- Подключение подачи для изготовления метрической, дюймовой, модульной резьбы,
- Ускоренное передвижение в продольном направлении 3 м в минуту, в поперечном направлении — 1 м в минуту.

Комплектация
Оригинальная комплектация отличается высоким качеством изготовления каждого элемента конструкции. Движущиеся детали, валы, шестерни проходили строгий контроль качества на всех этапах производства. Размеры в соответствии с требованиями по классности, марки сплава. Высококачественная термическая обработка, шлифование, хонингование. Комплекс мер при организации производства позволил получить по-настоящему отличный инструмент для резки металла, дерева, пластика. Жесткая конструкция, точная сборка оборудования даже при изготовлении габаритных изделий позволяет добиваться желаемых результатов.
К работе допускается специалист, получивший официальное разрешение, квалификацию для работы на ДИП 500. Операции по обработке габаритных деталей имеют свои особенности. От умения правильно сделать заточку режущих инструментов, до выбора режимов и скоростей резанья. Серьезные отличия в процессе работы имеются и при обработки различных металлов. Крупногабаритные детали дороги, рисковать порчей металла недопустимо. Ошибки главным образом происходят по человеческим факторам. Запас точности станка ДИП 500 позволяет получать высококлассные изделия для любых целей.
Ошибки главным образом происходят по человеческим факторам. Запас точности станка ДИП 500 позволяет получать высококлассные изделия для любых целей.
Принцип работы
Для нарезания резьбы конструктивно предусмотрено переключение на специальный вал подачи. Управление им находится слева от работника на корпусе. Лимб переключения позволяет выбрать шаг резьбы в метрической, дюймовой системе. Форма определяется конфигурацией резца. Поперечной подачей регулируется диаметр, глубина обработки. Современные станки отечественного и зарубежного производства используют этот же принцип. Он считается наиболее надежным и производительным. Сокращает время операций ускоренная подача. По производительности ДИП 500 мало уступает современным аналогам, за исключением оборудования с ЧПУ.
За время выпуска станка ДИП 500 происходили некоторые модификации. Отдельные партии оборудования могут иметь отличную от стандарта длину станины, набор дополнительных приспособлений. Изменение коснулись и некоторых деталей механики. При эксплуатации это нужно учитывать. В случае ремонта допускается замена только на оригинальный аналог. Не рекомендуется приобретать запчасти сомнительного производства, либо выполненные условиях, не предназначенных для изготовления элементов механической части станка. Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
При эксплуатации это нужно учитывать. В случае ремонта допускается замена только на оригинальный аналог. Не рекомендуется приобретать запчасти сомнительного производства, либо выполненные условиях, не предназначенных для изготовления элементов механической части станка. Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
Немалое внимание уделено и безопасности работника. Защитные кожуха над движущимися деталями, щиты ограждения. Система аварийной остановки в случае поломки, заклинивания.
При соблюдении правил техники безопасности токарь не подвергается рискам повреждения здоровья и жизни.
Конструктивные особенности станка
Станок имеет традиционную для оборудования этого класса конфигурацию, позволяющую выполнять все необходимые операции по обработке заготовок. Если возникла необходимость покупки данного типа оборудования, то при предпродажном осмотре лучше взять с собой специалиста, который определит аутентичность деталей, либо подтвердит обоснованность замены на другие, без потери качества.
Составные части токарного станка
Несущие детали оборудования выполнены из чугуна. Характеристики сплава оптимально подходят для долгосрочной работы. Специальные методы обработки при производстве позволили получить конструкцию, устойчивую к ударным и вибрационным нагрузкам. Станок имеет стабильную геометрию, обладает необходимой прочностью. Изделие состоит из следующих элементов:
- Станина. Цельнолитая конструкция с высокоточной обработкой функциональных узлов, поверхностей скольжения, базовых геометрических точек,
- Передняя бабка. Элемент для фиксации детали, придания ей вращения, регулировки технических параметров обработки,
- Задняя бабка. Выполняет функцию поддержки длинномерных деталей в процессе обработки, точной фиксации их в пространстве. На задней бабке крепится режущий инструмент для выполнения отверстий, выполнения других операций,
- Силовая установка. Двигатели позволяют осуществлять полный контроль скорости резания, подачи, шага резьбы,
- Электротехническая схема.
 Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.
Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.
В комплекте к оборудованию поставляется два люнета, подвижны и неподвижный для качественной обработки длинных деталей, предотвращения вибраций, получения точной геометрии изделий. Задняя бабка перемещается по станине с помощью редуктора и вращающейся рукоятки. Отдельный встроенный, регулируемый вал позволяет фиксировать центра, режущий инструмент. Мощный корпус, удачная архитектура станка, высокие требования при производстве деталей для него позволили изделию эксплуатировать его не одно десятилетие.
Расположение и назначение органов управления
Конструкция станка позволяет работнику быстро настраивать оборудование под решение предстоящей задачи. Основные органы управления находятся слева от токаря на корпусе станка. К ним относят:
- Кнопка включения/выключения станка,
- Лимб переключения скорости вращения рабочего шпинделя,
- Рукоятка переключения на резьбовой вал подачи,
- Лимбы установки шага для дюймовой, метрической, модульной резьбы,
- Рукоятки установки скорости продольной, поперечной подачи.

На суппорте установлен переключатель режима подачи. Он имеет два положения. В первом включается муфта принудительной подачи, во втором управление осуществляется в ручном режиме. Конструкция суппорта имеет дополнительные салазки для четырехпозиционного резцедержателя с независимой регулировкой поперечного движения для изготовления конусов, деталей сложной формы. Штатный патрон 4-х кулачковый, диаметром 100 мм.
Габаритные размеры рабочего пространства
В отличие от предыдущих моделей, ДИП 500 позволяет обрабатывать большие детали. Цифра в аббревиатуре означает расстояние от центра до станины. Выемка на корпусе дает возможность фиксировать заготовку диаметром даже немного больше 1 000 мм. Но над суппортом обрабатываемая деталь не может быть более 650 мм. Продольное движение зависит от модели станка. В базовом исполнении суппорт может перемещаться на расстояние 2710 мм.
Однако модификации позволяют обрабатывать и более длинные детали. Продольное перемещение суппорта — 600 мм. Шкала одного деления лимба для продольного передвижения — 0, 1 мм, для поперечного — 0, 05 мм. Таким образом, рабочее пространство станка ДИП 500 позволяет изготавливать детали диаметром 650 мм и длиной более 2, 5 м. Такие изделия необходимо дополнительно поддерживать люнетом. При торцевой обработке, без перемещения суппорта под деталь, заготовка может быть 1000 мм в диаметре.
Шкала одного деления лимба для продольного передвижения — 0, 1 мм, для поперечного — 0, 05 мм. Таким образом, рабочее пространство станка ДИП 500 позволяет изготавливать детали диаметром 650 мм и длиной более 2, 5 м. Такие изделия необходимо дополнительно поддерживать люнетом. При торцевой обработке, без перемещения суппорта под деталь, заготовка может быть 1000 мм в диаметре.
Рекомендации по эксплуатации
Для реализации всех возможностей станка необходимо правильно его смонтировать, подключить, настроить. Место для оборудования готовят с учетом его долгосрочного использования. Площадку под станок:
- Выравнивают.
- Трамбуют.
- Делают песчано-щебневую подушку.
- Армируют металлом поверхность.
- Делают бетонную стяжку по горизонтальным маякам.
Масса станка может быть более 10 тонн в зависимости от комплектации. Вместе с заготовкой вес может приближаться к 20 тонам. При работе возникают значительные вибрационные нагрузки на поверхность, поэтому пренебрегать правилами установки нельзя. Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка.
Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка.
ДИП 500 по праву входит в число лучших токарно-винтовых станков. Он актуален сегодня, надежен, точен и долговечен. Успешно используется как крупными промышленными предприятиями, так и частными предпринимателями. При относительно невысокой стоимости оборудования производитель получает достойные экономические показатели.
При выборе необходимо убедиться в качестве станка. Если базовые механизмы в сохранности, корпус не поврежден, то станок может прослужить долгие годы.
Питание осуществляется трехфазным током 380 Вольт. Подающие кабели должны быть надежно защищены бронированной оболочкой. Отдельно делается заземление по рекомендованным требованиям. Подключение и наладку осуществляет специалист, имеющий допуск к этому виду работ. При качественной установке станок может годами не требовать ремонтного вмешательства. При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.
При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.
Назначение и область применения модели
Станок предназначен для обработки твердых веществ: металла, пластиков, дерева, композитов. Представляет собой эволюционный продукт линейки ДИП. По мере развития производственных мощностей, СССР нуждался в оборудовании для обработки крупногабаритных деталей. Предыдущая версия станка ДИП 400 уже не отвечала новым требованиям и возникла необходимость в выпуске нужной техники для нужд страны. Одним из принципов при создании стала задача разработать универсальное изделие для выполнения всех необходимых операций. На ДИП 500 можно:
- Выполнять продольные режущие операции по наружной и внутренней поверхности тела вращения,
- Осуществлять обработку в поперечном направлении,
- Изготавливать деталь конусообразной формы,
- Выполнять операции по впуск изделий сложной конфигурации,
- Сверлить отверстия, делать их точную развертку,
- Делать резьбы метрические, дюймовый, модульные.

При использовании дополнительного оборудования, приспособлений, выполняется еще ряб специальных операций целевого назначения. Потенциал, заложенный разработчиками, позволил реализовывать его на протяжении десятилетий, успешно конкурируя с отечественными и зарубежными аналогами. Высокая надежность, прочность, точность необходима как для выпуска серийной продукции, таки для изготовления уникальных, штучных деталей.
На станке можно использовать широкий набор инструментов обработки: резцы из быстрорежущей стали, с напайками твердосплавных пластин, сверла, зенковки, развертки, резьбонарезные приспособления.
Кинематическая схема
Схема в полном размере
Электрическая схема
Заключение
Первые образцы оборудования были выпущены на «Рязанском станкостроительном заводе». Затем продукция выпускалась и на других предприятиях СССР. В настоящее время в Рязани производится аналог ДИП 500 под торговым названием 1Р65Н. Во многом изделия идентичны. Однако количество выпущенных станков, а главное качество позволили дожить им до наших дней и успешно конкурировать с новыми образцами техники.
Во многом изделия идентичны. Однако количество выпущенных станков, а главное качество позволили дожить им до наших дней и успешно конкурировать с новыми образцами техники.
Один из самых распространенных токарных станков ДИП 500 продолжает оставаться востребованным в металлообрабатывающей области. Характеристики в статье.
Обработка тел вращения была и есть одной из важнейших операций при обработке металлов. В ассортименте токарных станков, предназначенных для этого вида работ, особое место занимает токарный станок универсального назначения ДИП 500.
Разработанный в период индустриализации в 30-х годах прошлого века, он пережил не одно поколение работников, но остался актуальным и по сей день. Основные характеристики изделия настолько хороши, что полностью оправдывают название оборудования «Догнать и перегнать» (ДИП).
Технические характеристики токарного станка ДИП 500
Предназначено оборудование для выпуска габаритных деталей высокой точности. Широко использовались станки ДИП 500 в машиностроительном, военном производстве, авиастроении, выпуске продукции для организаций топливно-экономического, газонефтяного направления. Требования к деталям крайне высокие по всем показателям. Обеспечивают их выполнение следующие технические характеристики оборудования:
Требования к деталям крайне высокие по всем показателям. Обеспечивают их выполнение следующие технические характеристики оборудования:
- Расстояние от станины до оси вращения — 500 мм;
- Максимальный диаметр обрабатываемой детали над суппортом — 650 мм;
- Длина заготовки до 5 м;
- Диаметр отверстия шпинделя — 128 мм;
- Расстояние между центрами — 3 000-10 000 мм;
- Количество скоростей — 24;
- Диапазон частот вращения шпинделя — 5-500 об/мин;
- Мощность основного двигателя — 22 кВт, дополнительного двигателя 1, 5 кВт;
- Система смазки;
- Приборы освещения;
- Приспособление для подачи охлаждающей жидкости;
- Подключение подачи для изготовления метрической, дюймовой, модульной резьбы;
- Ускоренное передвижение в продольном направлении 3 м в минуту, в поперечном направлении — 1 м в минуту.
Комплектация
Оригинальная комплектация отличается высоким качеством изготовления каждого элемента конструкции. Движущиеся детали, валы, шестерни проходили строгий контроль качества на всех этапах производства. Размеры в соответствии с требованиями по классности, марки сплава. Высококачественная термическая обработка, шлифование, хонингование. Комплекс мер при организации производства позволил получить по-настоящему отличный инструмент для резки металла, дерева, пластика. Жесткая конструкция, точная сборка оборудования даже при изготовлении габаритных изделий позволяет добиваться желаемых результатов.
Движущиеся детали, валы, шестерни проходили строгий контроль качества на всех этапах производства. Размеры в соответствии с требованиями по классности, марки сплава. Высококачественная термическая обработка, шлифование, хонингование. Комплекс мер при организации производства позволил получить по-настоящему отличный инструмент для резки металла, дерева, пластика. Жесткая конструкция, точная сборка оборудования даже при изготовлении габаритных изделий позволяет добиваться желаемых результатов.
К работе допускается специалист, получивший официальное разрешение, квалификацию для работы на ДИП 500. Операции по обработке габаритных деталей имеют свои особенности. От умения правильно сделать заточку режущих инструментов, до выбора режимов и скоростей резанья. Серьезные отличия в процессе работы имеются и при обработки различных металлов. Крупногабаритные детали дороги, рисковать порчей металла недопустимо. Ошибки главным образом происходят по человеческим факторам. Запас точности станка ДИП 500 позволяет получать высококлассные изделия для любых целей.
Принцип работы
Для нарезания резьбы конструктивно предусмотрено переключение на специальный вал подачи. Управление им находится слева от работника на корпусе. Лимб переключения позволяет выбрать шаг резьбы в метрической, дюймовой системе. Форма определяется конфигурацией резца. Поперечной подачей регулируется диаметр, глубина обработки. Современные станки отечественного и зарубежного производства используют этот же принцип. Он считается наиболее надежным и производительным. Сокращает время операций ускоренная подача. По производительности ДИП 500 мало уступает современным аналогам, за исключением оборудования с ЧПУ.
За время выпуска станка ДИП 500 происходили некоторые модификации. Отдельные партии оборудования могут иметь отличную от стандарта длину станины, набор дополнительных приспособлений. Изменение коснулись и некоторых деталей механики. При эксплуатации это нужно учитывать. В случае ремонта допускается замена только на оригинальный аналог. Не рекомендуется приобретать запчасти сомнительного производства, либо выполненные условиях, не предназначенных для изготовления элементов механической части станка. Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
Немалое внимание уделено и безопасности работника. Защитные кожуха над движущимися деталями, щиты ограждения. Система аварийной остановки в случае поломки, заклинивания.
При соблюдении правил техники безопасности токарь не подвергается рискам повреждения здоровья и жизни.
Конструктивные особенности станка
Станок имеет традиционную для оборудования этого класса конфигурацию, позволяющую выполнять все необходимые операции по обработке заготовок. Если возникла необходимость покупки данного типа оборудования, то при предпродажном осмотре лучше взять с собой специалиста, который определит аутентичность деталей, либо подтвердит обоснованность замены на другие, без потери качества.
Составные части токарного станка
Несущие детали оборудования выполнены из чугуна. Характеристики сплава оптимально подходят для долгосрочной работы. Специальные методы обработки при производстве позволили получить конструкцию, устойчивую к ударным и вибрационным нагрузкам. Станок имеет стабильную геометрию, обладает необходимой прочностью. Изделие состоит из следующих элементов:
Характеристики сплава оптимально подходят для долгосрочной работы. Специальные методы обработки при производстве позволили получить конструкцию, устойчивую к ударным и вибрационным нагрузкам. Станок имеет стабильную геометрию, обладает необходимой прочностью. Изделие состоит из следующих элементов:
- Станина. Цельнолитая конструкция с высокоточной обработкой функциональных узлов, поверхностей скольжения, базовых геометрических точек;
- Передняя бабка. Элемент для фиксации детали, придания ей вращения, регулировки технических параметров обработки;
- Задняя бабка. Выполняет функцию поддержки длинномерных деталей в процессе обработки, точной фиксации их в пространстве. На задней бабке крепится режущий инструмент для выполнения отверстий, выполнения других операций;
- Силовая установка. Двигатели позволяют осуществлять полный контроль скорости резания, подачи, шага резьбы;
- Электротехническая схема. Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.

В комплекте к оборудованию поставляется два люнета, подвижны и неподвижный для качественной обработки длинных деталей, предотвращения вибраций, получения точной геометрии изделий. Задняя бабка перемещается по станине с помощью редуктора и вращающейся рукоятки. Отдельный встроенный, регулируемый вал позволяет фиксировать центра, режущий инструмент. Мощный корпус, удачная архитектура станка, высокие требования при производстве деталей для него позволили изделию эксплуатировать его не одно десятилетие.
Расположение и назначение органов управления
Конструкция станка позволяет работнику быстро настраивать оборудование под решение предстоящей задачи. Основные органы управления находятся слева от токаря на корпусе станка. К ним относят:
- Кнопка включения/выключения станка;
- Лимб переключения скорости вращения рабочего шпинделя;
- Рукоятка переключения на резьбовой вал подачи;
- Лимбы установки шага для дюймовой, метрической, модульной резьбы;
- Рукоятки установки скорости продольной, поперечной подачи.
На суппорте установлен переключатель режима подачи. Он имеет два положения. В первом включается муфта принудительной подачи, во втором управление осуществляется в ручном режиме. Конструкция суппорта имеет дополнительные салазки для четырехпозиционного резцедержателя с независимой регулировкой поперечного движения для изготовления конусов, деталей сложной формы. Штатный патрон 4-х кулачковый, диаметром 100 мм.
Габаритные размеры рабочего пространства
В отличие от предыдущих моделей, ДИП 500 позволяет обрабатывать большие детали. Цифра в аббревиатуре означает расстояние от центра до станины. Выемка на корпусе дает возможность фиксировать заготовку диаметром даже немного больше 1 000 мм. Но над суппортом обрабатываемая деталь не может быть более 650 мм. Продольное движение зависит от модели станка. В базовом исполнении суппорт может перемещаться на расстояние 2710 мм.
Однако модификации позволяют обрабатывать и более длинные детали. Продольное перемещение суппорта — 600 мм. Шкала одного деления лимба для продольного передвижения — 0, 1 мм, для поперечного — 0, 05 мм. Таким образом, рабочее пространство станка ДИП 500 позволяет изготавливать детали диаметром 650 мм и длиной более 2, 5 м. Такие изделия необходимо дополнительно поддерживать люнетом. При торцевой обработке, без перемещения суппорта под деталь, заготовка может быть 1000 мм в диаметре.
Рекомендации по эксплуатации
Для реализации всех возможностей станка необходимо правильно его смонтировать, подключить, настроить. Место для оборудования готовят с учетом его долгосрочного использования. Площадку под станок:
- Выравнивают.
- Трамбуют.
- Делают песчано-щебневую подушку.
- Армируют металлом поверхность.
- Делают бетонную стяжку по горизонтальным маякам.
Масса станка может быть более 10 тонн в зависимости от комплектации. Вместе с заготовкой вес может приближаться к 20 тонам. При работе возникают значительные вибрационные нагрузки на поверхность, поэтому пренебрегать правилами установки нельзя. Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка.
ДИП 500 по праву входит в число лучших токарно-винтовых станков. Он актуален сегодня, надежен, точен и долговечен. Успешно используется как крупными промышленными предприятиями, так и частными предпринимателями. При относительно невысокой стоимости оборудования производитель получает достойные экономические показатели.
При выборе необходимо убедиться в качестве станка. Если базовые механизмы в сохранности, корпус не поврежден, то станок может прослужить долгие годы.
Питание осуществляется трехфазным током 380 Вольт. Подающие кабели должны быть надежно защищены бронированной оболочкой. Отдельно делается заземление по рекомендованным требованиям. Подключение и наладку осуществляет специалист, имеющий допуск к этому виду работ. При качественной установке станок может годами не требовать ремонтного вмешательства. При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.
Назначение и область применения модели
Станок предназначен для обработки твердых веществ: металла, пластиков, дерева, композитов. Представляет собой эволюционный продукт линейки ДИП. По мере развития производственных мощностей, СССР нуждался в оборудовании для обработки крупногабаритных деталей. Предыдущая версия станка ДИП 400 уже не отвечала новым требованиям и возникла необходимость в выпуске нужной техники для нужд страны. Одним из принципов при создании стала задача разработать универсальное изделие для выполнения всех необходимых операций. На ДИП 500 можно:
- Выполнять продольные режущие операции по наружной и внутренней поверхности тела вращения;
- Осуществлять обработку в поперечном направлении;
- Изготавливать деталь конусообразной формы;
- Выполнять операции по впуск изделий сложной конфигурации;
- Сверлить отверстия, делать их точную развертку;
- Делать резьбы метрические, дюймовый, модульные.
При использовании дополнительного оборудования, приспособлений, выполняется еще ряб специальных операций целевого назначения. Потенциал, заложенный разработчиками, позволил реализовывать его на протяжении десятилетий, успешно конкурируя с отечественными и зарубежными аналогами. Высокая надежность, прочность, точность необходима как для выпуска серийной продукции, таки для изготовления уникальных, штучных деталей.
На станке можно использовать широкий набор инструментов обработки: резцы из быстрорежущей стали, с напайками твердосплавных пластин, сверла, зенковки, развертки, резьбонарезные приспособления.
Кинематическая схема
Электрическая схема
Заключение
Первые образцы оборудования были выпущены на «Рязанском станкостроительном заводе». Затем продукция выпускалась и на других предприятиях СССР. В настоящее время в Рязани производится аналог ДИП 500 под торговым названием 1Р65Н. Во многом изделия идентичны. Однако количество выпущенных станков, а главное качество позволили дожить им до наших дней и успешно конкурировать с новыми образцами техники.
Станок токарный 1М65 (ДИП 500) РМЦ 3000мм в Днепре (Токарные станки)
-
Украина -
Днепр -
Металлообрабатывающие станки -
Токарные станки
Станок токарный 1М65 (ДИП 500) РМЦ 3000мм в Днепре
Цена: 125 000 грн.
за 1 шт
Оптовые цены:
от 1 шт. – 124 000 грн.
Компания ЧП Литвин (Днепр) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар Станок токарный 1М65 (ДИП 500) РМЦ 3000мм, расчеты производятся в грн. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
станок токарно-винторезный 1М65 (ДИП300) РМЦ 3000мм капремонт со шлифовкой станины, наличие люнета диаметр 400мм
Характеристики станка токарного 1М65 (ДИПА 500) РМЦ 3000мм
-
— Производитель: Рязанский станкостроительный завод -
— Страна производитель: Россия -
— ЧПУ: Нет -
— Потребляемая мощность: 30. 0 (кВт)
-
— Тип электродвигателя станка: асинхронный
Товары, похожие на Станок токарный 1М65 (ДИП 500) РМЦ 3000мм
Вы можете оформить заказ на «Станок токарный 1М65 (ДИП 500) РМЦ 3000мм» в фирме «ЧП Литвин» через площадку BizOrg.Su. Цена составляет 125000 грн. (минимальный заказ 1 шт). Помимо этого возможен оптовый заказ по цене 124000.0 грн. — от 1 шт. Сейчас предложение находится в статусе «в наличии».
Что может предложить «ЧП Литвин»
специальное предложение по сервису и стоимости для пользователей торговой площадки BizOrg.Su;
своевременное выполнение взятых на себя обязательств;
разнообразные варианты оплаты.
Оставьте заявку прямо сейчас!
Ответы на популярные вопросы
- Как оформить заявку?Чтобы оформить заявку на «Станок токарный 1М65 (ДИП 500) РМЦ 3000мм» свяжитесь с организацией «ЧП Литвин» по контактным данным, которые указаны сверху справа. Обязательно укажите, что нашли фирму на торговой площадке BizOrg.Su.
- Где получить более подробную информацию о фирме «ЧП Литвин»?Для получения подробных даных о фирме перейдите сверху справа по ссылке с именем организации. После этого перейдите на нужную вкладку с описанием.
- Предложение указано с ошибками, телефон не отвечает и т.п.Если у вас обнаружились проблемы при сотрудничестве с «ЧП Литвин» – сообщите идентификаторы фирмы (340596) и товара/услуги (6213930) в нашу службу по работе с клиентами.
Служебная информация
«Станок токарный 1М65 (ДИП 500) РМЦ 3000мм» и другие подобные предложения можно найти в категории: «Токарные станки».
Предложение было создано 06.09.2013, дата последнего обновления — 16.11.2013.
С начала размещения предложение было просмотрено 226 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией ЧП Литвин цена товара «Станок токарный 1М65 (ДИП 500) РМЦ 3000мм» (125 000 грн.) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ЧП Литвин по указанным телефону или адресу электронной почты.
Телефоны:
+380 (67) 566-58-03
Купить станок токарный 1М65 (ДИП 500) РМЦ 3000мм в Днепре:
Днепропетровск ул Аэропорт 14, Днепропетровск, 49000, Украина
Станок токарный 1М65 (ДИП 500) РМЦ 3000мм
Токарный станок 1К62 — Поставки станков
Токарный станок 1К62 легендарная модель популярная на всем протяжении бывшего СССР и за его пределами, зарекомендовал себя, как надежное и точное оборудование. Широкое его применение обусловлено его универсальностью, простотой в эксплуатации и большим спектром работ. Применяется в индивидуальном, мелкосерийном, серийном производстве при обработке заготовок по прямолинейному, коническому, ступенчатому контуру.
Шпиндель имеет 24 прямых и 12 обратных степеней вращения. Требования по эксплуатации-УХЛ-4 (ГОСТ 15150—69).
Современным аналогом данной модели являются следующие марки: 16К20, 1В62Г, SN 50C, SN 500SA и другие.
Какие операции производят на станке
- внутреннее и наружное точение цилиндрических и конических валов;
- растачивание глубоких отверстий;
- подрезка торцевых плоскостей;
- нарезание различных видов резьбы: метрической, дюймовой, модульной, питчевой;
- обработка осевыми инструментами методами сверления, развертывания, зенкерования и т.д.
Из истории производства
Первые токарно-винторезные станки в СССР стали производиться на заводе Красный Пролетарий в г. Москва с 1932 года и назывались ДИП 200, ДИП 300, ДИП 400, ДИП 500. Отличались данные модели размерами и параметрами обработки, цифра обозначает высоту центров. Для изготовления новых станков за образец был взят немецкий станок VDF. В последствии производство моделей ДИП 300, ДИП 400, ДИП 500 было передано в Рязань и Коломну.
Первый опытный образец 1К62 произведен в 1954 г., а серийный выпуск начался с 1956 года, и до окончания производства в 1971 г. с конвейера сошли более 200 000 таких моделей.
На смену марке 1К62 пришел современный токарно-винторезный станок 16К20. В 1971 г. произведен первый образец и в течение последующего времени в месяц выпускалось около 1000 единиц оборудования, из них 10 процентов шли на экспорт.
На промышленной ярмарке в 1972 г. в г. Лейпциг токарно-винторезный станок 16К20 получил золотую медаль.
Разработанный более 60 лет токарный станок 1К62 до сих пор эксплуатируется на многих предприятиях машиностроения и других отраслях промышленности.
Технические характеристики
| Диаметр обработки, мм: | |
| над станиной | 400 |
| над суппортом | 220 |
| Класс точности | Н |
| Расстояние между центрами, мм | 1000, 1500 |
| Масса заготовки, max, кг | 1500 |
| Шпиндель | |
| Сквозное отверстие, мм | 47 |
| Число оборотов, об/мин: | |
| в прямом направлении | 12,5. .2000 |
| в обратном направлении | 19..2420 |
| Внутренний конус | МОРЗЕ 6 |
| Передний конец | 6К |
| Количество ступеней вращения прямых/обратных | 24/12 |
| Подачи | |
| Диапазон продольных рабочих подач, мм/об | 0,07..4,16 |
| Диапазон поперечных рабочих подач, мм/об | 0,035..2,08 |
| Ускоренное движение суппорта, м/мин: | |
| продольное | 3,4 |
| поперечное | 1,7 |
| Пределы шагов резьбы: | |
| метрической | 1..192 |
| модульной | 0,5..48 |
| дюймовой | 24..2 |
| питчевой | 96..1 |
| Мощность главного двигателя, кВт | 10 |
| Габаритные размеры, мм | 2795/3195х1190х1500 |
| Общая масса, кг | 3005/3225 |
Описание узлов
Станина, отлитая из высокопрочного чугуна располагается на двух тумбах. На ней монтируются все остальные узлы и механизмы, а по направляющим перемещаются суппорт и задняя бабка. В нижней части станины установлен лоток для сбора стружки и слива охлаждающей жидкости.
Передняя бабка, которая закреплена в левой части станины, включает в себя шпиндель и коробку скоростей. Сам шпиндель устанавливается на прецизионных подшипниках качения, которые выставлены на заводе изготовителе при сборке станка и не требуют последующей регулировки.
Суппорт предназначен для установки режущих инструментов и передачи им продольного и поперечного направления подачи. В верхней части размещается четырех позиционный резцедержатель, используемый для закрепления резцов. На суппорте расположена каретка, которая применяется при обработке конических поверхностей. Для этого она устанавливается на определенный угол.
Задняя бабка размещается справой части станины и перемещается по продольным направляющим. Она фиксируется в нужном положении при помощи рычага. В корпусе задней бабки расположена подвижная пиноль, в коническое отверстие которой устанавливают осевой режущий инструмент, а так же вращающийся или неподвижный центр.
Фартук преобразовывает вращение ходового винта в поступательные движения суппорта через зубчатую и реечную передачи. Фартук имеет механизм выключения подачи суппорта, который обеспечивает высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Электрический шкаф предназначен для включения, отключения и управления рабочими процессами всех механизмов и узлов.
Преимущества станка 1К62
- Широкий диапазон вращения шпинделя и параметров подачи.
- Жесткость станины и основных узлов станка позволяют вести обработку на повышенных режимах резания.
- Конструкция станка обладает высокой вибрационной стойкостью.
- Применение различного типа режущего инструмента.
- В стандартной комплектации набор сменных зубчатых колес.
- Мощность электродвигателя главного движения обеспечивает высокий крутящий момент.
- Использование дополнительных приспособлений увеличивает функциональные возможности станка.
- Точность обработки обеспечивается даже при ударных нагрузках благодаря специальным опорам.
- Для безаварийной работы оборудования и предотвращения коротких замыканий в электрической схеме предусмотрены плавкие предохранители и тепловые автоматы.
- Шпиндель установлен с двух сторон на сверхпрочных подшипниках качения.
- Простота эксплуатации и обслуживания.
Условия приобретения и оплаты
Узнать дополнительную информацию и купить токарный станок 1К62 новый или после ремонта, Вы можете, позвонив по телефону +7(4852) 66-40-25, а так же запросить коммерческое предложение по электронной почте: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Сотрудники нашей компании ответят на все интересующие вопросы. На все станки после ремонта предоставляем гарантию от 12 до 18 месяцев.
1746-UM005B, 4-канальные модули аналогового ввода/вывода SLC 500
%PDF-1.6
%
10078 0 объект
>
эндообъект
10081 0 объект
>
эндообъект
10101 0 объект
>
эндообъект
10065 0 объект
>поток
Acrobat Distiller 5.0.5 (Windows)1746-NI4, 1746-NI04I, 1746-NI04V, 1746-N04I, 1746-N04V2004-06-10T13:09:39Z2008-06-27T17:14:41-04:002008-06- 27T17:14:41-04:00FrameMaker 7.0application/pdf
UUID: f88dceb0-09bc-4eeb-a70f-de1424028cb7uuid: a4e1bc1c-7164-4592-a97d-3bd605026b58
конечный поток
эндообъект
10066 0 объект
>
эндообъект
10050 0 объект
>
эндообъект
100790 объект
[10080 0 Ч]
эндообъект
737 0 объект
>/Тип/StructTreeRoot/IDTree 739 0 R/ClassMap>>>
эндообъект
738 0 объект
>
эндообъект
739 0 объект
>
эндообъект
740 0 объект
>
эндообъект
741 0 объект
>
эндообъект
742 0 объект
>
эндообъект
743 0 объект
>
эндообъект
744 0 объект
>
эндообъект
745 0 объект
>
эндообъект
746 0 объект
>
эндообъект
747 0 объект
>
эндообъект
748 0 объект
>
эндообъект
7490 объект
>
эндообъект
750 0 объект
>
эндообъект
751 0 объект
>
эндообъект
752 0 объект
>
эндообъект
753 0 объект
>
эндообъект
754 0 объект
>
эндообъект
755 0 объект
>
эндообъект
756 0 объект
>
эндообъект
757 0 объект
>
эндообъект
758 0 объект
>
эндообъект
759 0 объект
>
эндообъект
760 0 объект
>
эндообъект
761 0 объект
>
эндообъект
762 0 объект
>
эндообъект
763 0 объект
>
эндообъект
764 0 объект
>
эндообъект
765 0 объект
>
эндообъект
766 0 объект
>
эндообъект
767 0 объект
>
эндообъект
768 0 объект
>
эндообъект
7690 объект
>
эндообъект
770 0 объект
>
эндообъект
771 0 объект
>
эндообъект
772 0 объект
>
эндообъект
773 0 объект
>
эндообъект
774 0 объект
>
эндообъект
775 0 объект
>
эндообъект
776 0 объект
>
эндообъект
777 0 объект
>
эндообъект
778 0 объект
>
эндообъект
779 0 объект
>
эндообъект
780 0 объект
>
эндообъект
781 0 объект
>
эндообъект
782 0 объект
>
эндообъект
783 0 объект
>
эндообъект
784 0 объект
>
эндообъект
785 0 объект
>
эндообъект
786 0 объект
>
эндообъект
787 0 объект
>
эндообъект
788 0 объект
>
эндообъект
7890 объект
>
эндообъект
790 0 объект
>
эндообъект
791 0 объект
>
эндообъект
792 0 объект
>
эндообъект
793 0 объект
>
эндообъект
794 0 объект
>
эндообъект
795 0 объект
>
эндообъект
796 0 объект
>
эндообъект
797 0 объект
>
эндообъект
798 0 объект
>
эндообъект
799 0 объект
>
эндообъект
800 0 объект
>
эндообъект
801 0 объект
>
эндообъект
802 0 объект
>
эндообъект
803 0 объект
>
эндообъект
804 0 объект
>
эндообъект
805 0 объект
>
эндообъект
806 0 объект
>
эндообъект
807 0 объект
>
эндообъект
808 0 объект
>
эндообъект
8090 объект
>
эндообъект
810 0 объект
>
эндообъект
811 0 объект
>
эндообъект
812 0 объект
>
эндообъект
813 0 объект
>
эндообъект
814 0 объект
>
эндообъект
815 0 объект
>
эндообъект
816 0 объект
>
эндообъект
817 0 объект
>
эндообъект
818 0 объект
>
эндообъект
819 0 объект
>
эндообъект
820 0 объект
>
эндообъект
821 0 объект
>
эндообъект
822 0 объект
>
эндообъект
823 0 объект
>
эндообъект
824 0 объект
>
эндообъект
825 0 объект
>
эндообъект
826 0 объект
>
эндообъект
827 0 объект
>
эндообъект
828 0 объект
>
эндообъект
8290 объект
>
эндообъект
830 0 объект
>
эндообъект
831 0 объект
>
эндообъект
832 0 объект
>
эндообъект
833 0 объект
>
эндообъект
834 0 объект
>
эндообъект
835 0 объект
>
эндообъект
836 0 объект
>
эндообъект
837 0 объект
>
эндообъект
838 0 объект
>
эндообъект
839 0 объект
>
эндообъект
840 0 объект
>
эндообъект
841 0 объект
>
эндообъект
842 0 объект
>
эндообъект
843 0 объект
>
эндообъект
844 0 объект
>
эндообъект
845 0 объект
>
эндообъект
846 0 объект
>
эндообъект
847 0 объект
>
эндообъект
848 0 объект
>
эндообъект
8490 объект
>
эндообъект
850 0 объект
>
эндообъект
851 0 объект
>
эндообъект
852 0 объект
>
эндообъект
853 0 объект
>
эндообъект
854 0 объект
>
эндообъект
855 0 объект
>
эндообъект
856 0 объект
>
эндообъект
857 0 объект
>
эндообъект
858 0 объект
>
эндообъект
859 0 объект
>
эндообъект
860 0 объект
>
эндообъект
861 0 объект
>
эндообъект
862 0 объект
>
эндообъект
863 0 объект
>
эндообъект
864 0 объект
>
эндообъект
865 0 объект
>
эндообъект
866 0 объект
>
эндообъект
867 0 объект
>
эндообъект
868 0 объект
>
эндообъект
8690 объект
>
эндообъект
870 0 объект
>
эндообъект
871 0 объект
>
эндообъект
872 0 объект
>
эндообъект
873 0 объект
>
эндообъект
874 0 объект
>
эндообъект
875 0 объект
>
эндообъект
876 0 объект
>
эндообъект
877 0 объект
>
эндообъект
878 0 объект
>
эндообъект
879 0 объект
>
эндообъект
880 0 объект
>
эндообъект
881 0 объект
>
эндообъект
882 0 объект
>
эндообъект
883 0 объект
>
эндообъект
884 0 объект
>
эндообъект
885 0 объект
>
эндообъект
886 0 объект
>
эндообъект
887 0 объект
>
эндообъект
888 0 объект
>
эндообъект
8890 объект
>
эндообъект
890 0 объект
>
эндообъект
891 0 объект
>
эндообъект
892 0 объект
>
эндообъект
893 0 объект
>
эндообъект
894 0 объект
>
эндообъект
895 0 объект
>
эндообъект
896 0 объект
>
эндообъект
897 0 объект
>
эндообъект
898 0 объект
>
эндообъект
82 0 объект
>
эндообъект
10054 0 объект
>
эндообъект
84 0 объект
>поток
HWYF~ׯG28f
Модифицированная погружная сетка с D-образной рамкой 500 мкм
Категории
- Labware
- Лабораторные принадлежности
- Разное
- Стопперы и аксессуары
- Элементы фарфора
- . Банки
- Принадлежности для фильтрации
- Шприцевые фильтры
- Центрифуги
- Центрифужные пробирки – MICRO
- Centrifuges
- Tubing
- Accessories
- Plastic
- Meters
- Medical
- Furniture & Storage
- Bins & Storage Units
- Equipment
- Лабораторные принадлежности
- CLEARANCE
- Microscopes
- Miscellaneous
- Лабораторное оборудование
- Физика
- Электричество
- Спектральные исследования
- Газы
- Waves & Sound
- Химия
- Химические комплекты
- Тестовые полоски, наборы и аксессуары
- Chemicals
- MOLECULAR MODEL KIT Пробирки и культуральные пробирки
- Цилиндры
- Микротриация
- Бутыли и принадлежности
- Контейнеры и контейнеры
- Flasks
- Funnels
- Bottles
- Special Bottles
- Storage
- Dispensing
- Wash Bottles
- Watch Glasses
- Glassware
- Condensers
- Specialty Glassware
- Bottles & Jars
- Funnels
- Флаконы для капель
- Стаканы для часов
- Мензурки
- Цилиндры
- Пробирки и культуральные пробирки
- Vials
- Petri Dishes
- Safety & Health
- Miscellaneous
- Wine & Brew
- Distillation
- Miscellaneous
- Hydrometers
- Beakers & Cylinders
- Bottles & Carboys
- Bins & Containers
- Бюретки и принадлежности
- Пробирки и принадлежности
- Фильтрация
- Колбы и воронки
- Оборудование
- Earth Science
- Разное наука о Земле
- Биология
- Тканевая культура
- Микробиология
- Школьное снаряжение
- . Оборудование для инсекутирования
- .
- Бентические полевые принадлежности
- Бентические захваты
- Van Veen Grab
- Box Corer
- Large Ekman Grab
- Peterson Grab
- Petite Ponar (small)
- Shipek Grab
- Standard Ekman Grab
- Standard Ponar (large)
- Tall Ekman Grab
- Benthic Совки и салазки
- Пробоотборники керна
- Всасывающий пробоотборник
- Ballcheck Corer
- Принадлежности для пробоотборника
- Инструменты для удаления керна
- Серженные трубки, 2 «
- Трубки и кепки для лайнеров Corer, 2″
- кусочки носа и ядро ловушки
- Пробоорезок флага \ русский торфянок
- ручные приведки
- .
- Полевое оборудование и аксессуары
- Ориентирование
- Пластиковые бутылки и ковши
- Товары Rite in the Rain
- Принадлежности для переноса проб
- Принадлежности для очистки пробоотборника
- Secchi Диски и аксессуары
- Техническое обслуживание сорняков
- Сумки Whirl-Pak
- ВИБЕЙ, КРАНЕС, РУКА
- Комплекты для учащихся Fieldmaster®
- Полевое оборудование для учащихся
- Пробоотборники беспозвоночных для учащихся
- Лабораторное оборудование для учащихся
- Пробоотборники для планктона для учащихся
- Служба Студенческой воды
- Промысловое оборудование
- Оборудование для рыбного промысла
- Рыбные сети
- Рыболовное лабораторное оборудование
- Мониторинг подземных вод
- Heron Product Пробоотборники и сети для проточной воды
- Дрифтерные сети
- Кольца для заделки
- Аксессуары для проточной воды
- Hess Sampler
- Surber Samplers
- 243um Surber Samplers
- 363um Surber Samplers
- 500um Surber Samplers
- 600um Surber Samplers
- 800um Surber Samplers
- 1000um Surber Samplers
- Surber Parts and Accessories
- Коллекторы и сачки для беспозвоночных
- Сачки с D-образной рамкой
- Погружная сеть с D-образной рамкой 243 мкм
- Модифицированная погружная сеть с D-образной рамкой 243 мкм
- 363um D-Frame Dip Net
- 363um Modified D-Frame Dip Net
- 425um D-Frame Dip Net
- 500um D-Frame Dip Net
- 500um Modified 6 D-Frame Dip Net 9000 900
- 750um D-Frame Dip Net
- 800 \ 900um D-Frame Dip Net
- 1000um D DIP NET
- Запасные детали для DIP-FRAME DIP NETS
- NESC NETS
- . Сети
- Modified and Tapered Kick Nets
- 243um Kick Net
- 363um Kick Net
- 425um Kick Net
- 500um Kick Net
- 600um Kick Net
- 800\900um Kick Net
- 1000um Kick Net
- Replacement Parts for Kick Сети
- Сетки-коряги
- Три-сети
- Сачки ZO
- Сачки с D-образной рамкой
- Оборудование Zebra Mussel & Veliger
- Heron Product Пробоотборники и сети для проточной воды
- Лабораторное оборудование и принадлежности0024
- General Laboratory Equipment
- Invertebrate Laboratory Equipment
- Plankton Laboratory Equipment
- Plankton Equipment & Nets
- Made to Order Plankton Nets
- Plankton Net Parts and Accessories
- Dolphin Adaptors
- Dolphin Buckets
- Guard rails for Ведра для дельфинов
- Ткань Nitex для крепления болтов
- Аксессуары для планктонной сети
- Кольцо и уздечка в сборе
- Stainless Steel Mesh
- Plankton Samplers and Processing
- Wisconsin, Tow, and Birge Plankton Nets
- Birge Closing Nets
- Tow Nets
- Wisconsin Sampler
- Soil Sampling Equipment
- Sieves and Screens
- Инструменты для обработки почвы
- Оборудование для измерения расхода воды
- Измерители течений, забродные штанги и принадлежности
- Пробоотборники с интегрированием по глубине
- Сточные воды и химические отборочки
- Химические лабораторные и полевые аксессуары
- Oakton
- Комплекты химических испытаний
- Студенческий тестовый комплект
- Сэмпллер
- .
- Фторполимерный пробоотборник для воды Kemmerer и детали
- Пробоотборники и детали для скважинных пробоотборников
- Неметаллические детали Kemmerer для серии 1500-1580
- Неметаллический кеммерер, общего назначения
- Неметаллический кеммерер, следы металлов
- Детали кеммерера из нержавеющей стали для серии 1200-1280
- Кеммерер из нержавеющей стали, экстремальные условия
- Кеммерер из нержавеющей стали, общего назначения Сталь
- 4 , Trace Organics
- Химические лабораторные и полевые аксессуары
- Пробоотборники воды Van Dorn
- Детали пробоотборника Alpha
- Пробоотборники воды Alpha, горизонтальные
- Пробоотборники воды Alpha, вертикальные
- Части бета -пробоотборника
- Пробоотборщики бета -воды, горизонтальные
- Бета -пробоотборщики, вертикальные
- серии пробоотборений. Название: от A до ZНазвание продукта: от Z до AНа складеКод: Сначала самый низкийКод: Сначала самый высокий
Сетка с D-образной рамой 500Um 2 1/8 дюйма с 2 шт.
60-дюймовой ручкой и рамой 8 концов трески, найтекс, 500 мкм, рама и 60-дюймовая ручка. Эта специальная сетка с D-образной рамой имеет открытый конец трески для крепления ведра. Вам также потребуются (продаются отдельно): ведро, ограждения и адаптер. Технические характеристики: Кожух: только снизу Рама: 305 x 254 мм (12 x 10 дюймов) Ручка: 32 мм (1-1/4 дюйма), диаметрМодифицированный погружной сачок с D-образной рамкой — конец трески 2-1/8, найтекс, 500 мкм, рама и 60-дюймовая рукояткаЭто… Рама и 60-дюймовая ручкаЭта специальная сетка с D-образной рамой имеет открытый конец для крепления ведра. Вам также потребуется (продается отдельно):…
Деталь № 3-425-G53
.
D-Fr Net 500Um 3 1/2″ W/60″ 2P. Сачок с 2 шт. рукояткой 60 дюймов.
Модифицированный подсачек с D-образной рамой – конец трески 3-1/2, найтекс, 500 мкм, рукоятка 60 дюймов.
Эта специальная сетка с D-образной рамой имеет открытый конец для крепления ведра. В 2 размерах ячеек, с ручкой. Вам также потребуются (продаются отдельно): ковш, ограждения и адаптер.
Характеристики:
Кожух: только снизу
Рама: 305 х 254 мм (12 х 10 дюймов)
Возможны другие размеры сетки — уточняйте по телефону
Рукоятка: 32 мм (1-1/4 дюйма), диаметрМодифицированный подсачек с D-образной рамой — конец трески 3-1/2, найтекс, 500 мкм, ручка 60 дюймов.
Этот специальный…Модифицированный D-образный подсачек — конец трески 3-1/2, найтекс, 500 мкм, ручка 60″.
Эта специальная сетка с D-образной рамой имеет открытый конец для крепления ведра. В 2 размерах ячеек, с ручкой. Вы также…Деталь № 3-425-H53
.
Сачок D-Fr 500Um 2 1/8″ W/40″ M. Сеть с 40-дюймовой ручкой и рамой.
Модифицированный погружной сачок с D-образной рамкой — конец трески 2-1/8, Nitex, 500 мкм, рама и 40-дюймовая ручка. Эта специальная сетка с D-образной рамой имеет открытый конец для крепления ведра. Вам также потребуются (продаются отдельно): ковш, поручни и адаптер.
Технические характеристики: Кожух: только снизу0018Модифицированный погружной сачок с D-образной рамкой — конец трески 2-1/8, найтекс, 500 мкм, рама и 40-дюймовая рукояткаЭто… Рама и 40-дюймовая ручкаЭта специальная сетка с D-образной рамой имеет открытый конец для крепления ведра. Вам также потребуется (продается отдельно):…
Деталь № 3-425-G51
.
Сачок D-Fr 500Um 2 1/8″ W/52″ M. Сачок с 52-дюймовой ручкой и рамой.
Модифицированный D-образный погружной сачок — конец трески 2-1/8, Nitex, 500 мкм, 52 » справиться
Эта специальная сетка с D-образной рамой имеет открытый конец для крепления ведра. В 2 размерах ячеек, с ручкой. Вам также потребуются (продаются отдельно): ковш, ограждения и адаптер.
Характеристики:
Кожух: только снизу
Рама: 305 х 254 мм (12 х 10 дюймов)
Возможны другие размеры сетки — уточняйте по телефону
Рукоятка: 32 мм (1-1/4 дюйма), диаметрМодифицированный подсачек с D-образной рамкой — конец трески 2-1/8 дюйма, найтекс, 500 мкм, ручка 52 дюйма
Эта специальная D-образная рама. ..Модифицированный D-образный подсачек — конец трески 2 1/8 дюйма, найтекс, 500 мкм, рукоятка 52 дюйма.
Эта специальная сетка с D-образной рамой имеет открытый конец для крепления ведра. В 2 размерах ячеек, с ручкой. Вы также…Деталь № 3-425-G52
.
Сачок D-Fr 500Um 3 1/2″ W/40″ M. Сачок с 40-дюймовой ручкой и рамой.
Модифицированный D-образный погружной сачок — конец трески 3-1/2, Nitex, 500 мкм, 40 » справиться.
Эта специальная сетка с D-образной рамой имеет открытый конец для крепления ведра. В 2 размерах ячеек, с ручкой. Вам также потребуются (продаются отдельно): ковш, ограждения и адаптер.
Характеристики:
Кожух: только снизу
Рама: 305 х 254 мм (12 х 10 дюймов)
Возможны другие размеры сетки — уточняйте по телефону
Рукоятка: 32 мм (1-1/4 дюйма), диаметрМодифицированный погружной сачок с D-образной рамой – конец трески 3-1/2, найтекс, 500 мкм, ручка 40 дюймов.
Этот специальный…Модифицированный D-образный подсачек — конец трески 3-1/2, найтекс, 500 мкм, 40-дюймовая ручка.
Эта специальная сетка с D-образной рамой имеет открытый конец для крепления ведра. В 2 размерах ячеек, с ручкой. Вы также…Деталь № 3-425-H51
.
Сачок D-Fr 500Um 3 1/2″ W/52″ M. Сачок с ручкой и рамой 52″
Модифицированный D-образный погружной сачок — конец трески 3-1/2, Nitex, 500 мкм, 52 » справиться.
Эта специальная сетка с D-образной рамой имеет открытый конец для крепления ведра. В 2 размерах ячеек, с ручкой. Вам также потребуются (продаются отдельно): ковш, ограждения и адаптер.
Характеристики:
Кожух: только снизу
Рама: 305 х 254 мм (12 х 10 дюймов)
Возможны другие размеры сетки — уточняйте по телефону
Рукоятка: 32 мм (1-1/4 дюйма), диаметрМодифицированный подсачек с D-образной рамой — конец трески 3-1/2, найтекс, 500 мкм, ручка 52 дюйма.
Этот специальный…Модифицированный D-образный подсачек — конец трески 3-1/2, найтекс, 500 мкм, ручка 52 дюйма.
Эта специальная сетка с D-образной рамой имеет открытый конец для крепления ведра. В 2 размерах ячеек, с ручкой. Вы также…Деталь № 3-425-H52
.
Серия DIP/SIP — маленькое сухое герконовое реле 0,5 А
Маленькое сухое герконовое реле 0,5 А
Характеристики
- Литой корпус из эпоксидной смолы
- Федеральная комиссия связи США, часть 68
№ файла: E75887 Информация для заказа
Данные катушки
Технические характеристики DIP
Контактная форма Номер детали Номинальное напряжение
(В постоянного тока)Сопротивление катушки
±10%Должен работать
(В постоянного тока)Необходимо выпустить
(VDC)Номинальный ток
(мА)Постоянное напряжение
(макс. )Принципиальная схема 1A
SPST-NOД1А05(Д) 5 500 3,75 1,0 10 10 D1A12(D) 12 1000 9,00 1,2 12 20 D1A24(D) 24 2150 18.00 2,4 11,1 28 1Б
SPST-NCД1Б05(Д) 5 500 3,75 1,0 10 7 D1B12(D) 12 1000 9,00 1,2 12 15 D1B24(D) 24 2150 18.00 2,4 11,1 28 2A
ДПСТ-НОД2А05(Д) 5 140 3,75 1,0 35,7 10 D2A12(D) 12 500 9,00 1,2 24 20 D2A24(D) 24 2150 18. 002,4 11,1 28 1С
SPDT-COД1С05(Д) 5 200 3,75 1,0 25 10 D1C12(D) 12 500 9,00 1,2 24 20 D1C24(D) 24 2150 18.00 2,4 11,1 28 Технические характеристики SIP
Контактная форма Номер детали Номинальное напряжение
(В постоянного тока)Сопротивление катушки
±10%Должен работать
(В постоянного тока)Необходимо выпустить
(VDC)Номинальный ток
(мА)Постоянное напряжение
(макс. )Принципиальная схема 1A
SPST-NOС1А05(Д) 5 500 3,75 1,0 10 10 S1A12(D) 12 1000 9,00 1,2 12 20 S1A24(D) 24 2000 18.00 2,4 12 28 * Форма B SIP доступна
Характеристики
Артикул 2А, 1А, 1Б 1С Контактное сопротивление 100 мОм макс. (Первоначальный) 150 мОм макс. (Первоначальный) Время работы (макс.) 0,5 мс 1,0 мс Время возврата (макс.) 0,5 мс 2,0 мс Время выпуска (макс. )0,2 мс 0,2 мс Сопротивление изоляции (мин.) 10 11 Ом 10 11 Ом Материал контактов Драгоценные металлы Драгоценные металлы Мощность (макс.) 10 ВА 3ВА Напряжение переключения (макс.) 200 В постоянного тока 100 В постоянного тока Ток переключения (макс.) 0,5 А 0,25 А Ток переноса (макс.) 1,0 А 0,5 А Ожидаемая продолжительность жизни 10 8 (уровень сигнала) 5×10 7 (уровень сигнала) Напряжение пробоя 250 В пост. тока при разомкнутом контакте 200 В пост. тока при разомкнутом контакте 500 В пост. тока между катушкой и контактомDC500V между катушкой и контактом Рабочая температура -40°С ~ +85°С -40°С ~ +85°С Температура хранения -50°С ~ +125°С -50°С ~ +125°С Минимально допустимая нагрузка 100 мВ постоянного тока 10 мкА 100 мВ постоянного тока 10 мкА Вибрация 20 г (10 ~ 2000 Гц) 20 г (10 ~ 2000 Гц) Резонансная частота 3,5 кГц 3,5 кГц Габаритные размеры Единица измерения: дюймы (мм)
DIP-тип Тип SIP Примечание:
1) В случае отсутствия допуска, указанного в габаритном размере: габаритный размер ≤1 мм, допуск должен составлять ±0,2 мм; Габаритный размер > 1 мм и ≤ 5 мм, допуск должен составлять ± 0,3 мм; контурный размер > 5 мм, допуск должен составлять ± 0,4 мм.
2) Допуск без указания компоновки печатной платы всегда составляет ±0,1 мм.Поделиться
||
Оставайтесь на связи
Выберите языкАнглийскийКитайскийПортугальский
906 Jericho Turnpike
New Hyde Park, NY 11040 USA
Тел.: 516-328-9292
Факс: 516-326-9125
[email protected]Hasco Relays and Electronics International Corp. — компания, принадлежащая и управляемая американцами.
Чтобы заказать этот продукт, позвоните по телефону 516-328-9292 или по факсу 516-326-9125. Спасибо.
Завод:
Hasco (Сучжоу) Электр. Co. LTD
Building No. 13, No. 859, Pangjin Road,
Wujiang Economic Development Zone, Suzhou
Jiangsu 215200
P.R.China
[email protected]Общие технические характеристики — PRECI-DIP SA
6 Продукция
- Подпружиненные соединители / соединители Pogo
- разъемы для печатных плат
- Разъемы DIL/SIL/TO
- Розетки PGA/BGA/PLCC
- Контакты
- МИЛ Контакты
- Подпружиненные контакты
- Индивидуальный дизайн
- Серия 0900
- СЕРИЯ 0900 -ЗАЖИМ
- Рынки
- Преци-Ком
- Преси-Сиб
- Преси-трон
- Preci-LED
- преци-мил
- Preci-Mot
- Preci-Med
- Preci-Dat
- Индивидуальный дизайн
- Дистрибьюторы
- Вход для дистрибьюторов
- О нас
- Экскурсия по заводу
- Сертификаты
- Новости
- Карьера
- События
- Помощь
- Перекрестные ссылки
- Reach/RoHs/конфликтных минералов/покрытия
- Подпружиненные соединители / соединители с пружинными штифтами
- разъемы для печатных плат
- разъемов DIL
- РАЗЪЕМЫ PGA/BGA/PLCC
- Контактная технология
- Общие положения и условия
- Политика качества
- Кодекс поведения
Коды
- Контакт
Подпружиненные соединители / соединители Pogo
Изделия SLC, изделия PAD
Разъемы для печатных плат
Гнездовые разъемы, штыревые разъемы
Квадратные штыревые разъемы, разъемы
ПеремычкиРазъемы DIL/SIL/TO
Разъемы DIL, разъемы DIL
Разъемы SIL, разъемы TOРозетки PGA/BGA/PLCC
Контакты
Гнездовые контакты, штыревые контакты
MIL Контакты
Серия 0900-CLIP
Высоконадежный подпружиненный контакт с конструкцией CLIP
Серия-0900
Подпружиненный контакт с медной пружиной из бериллия
Передовые решения для индустрии связи
Эффективные решения для машиностроения
Инновационные решения для электронной промышленности
Интеллектуальные решения для светотехнической промышленности
уникальные решения для оборонной и авиационной промышленности
Прочные решения для транспортной отрасли
Безопасные решения для медицинской промышленности
Надежные решения для отрасли обработки данных
- Перекрестные ссылки
- Reach/RoHs/конфликтные минералы/коды покрытия
- Подпружиненные соединители / соединители с пружинными штифтами
- разъемы для печатных плат
- разъемов DIL
- РАЗЪЕМЫ PGA/BGA/PLCC
- Контактная технология
- › Общие технические характеристики
- › Гнездовые контакты / контакты MIL
- › Селектор зажима-гнезда
- › Штыревые контакты
- › Контактная техника > SLC
- Общие положения и условия
- Политика качества
- Кодекс поведения
Контакты изготавливаются методом высокоскоростной токарной обработки с, при необходимости, дополнительной вторичной обработкой, например, для плоских поверхностей, пазов или припоя.
Предпочтительный диапазон диаметров составляет от 1 до 6 мм, а длина контакта до 40 мм является стандартной.МАТЕРИАЛ
КОНТАКТНЫЕ КОРПУСЫ
- Латунь CuZn36Pb3, C36000
- Латунь CuZn35Pb2, C34500 для контактов с обжимными наконечниками
- Бронза CuSn4Pb4Zn4, C54400 для контактов с запрессовкой
ЗАЖИМЫ
- Бериллиево-медный сплав C17200
ПРУЖИНЫ
- Нержавеющая сталь X12CrNi177 мат. № 1.4310, DIN 17224
- Коврик из музыкальной проволоки. № 1.1211, DIN 17223
ВЫТЯЖКИ
- Нержавеющая сталь AISI 305
Все эти материалы соответствуют требованиям RoHS. Содержание свинца в медных сплавах составляет менее 4% в соответствии с Исключением 6 директивы RoHS 2002/95/CE.
ПОКРЫТИЕ
Контактное покрытие состоит из основного слоя покрытия, выполняющего роль диффузионного барьера, и финишного слоя.ПОКРЫТИЕ
- Никель (Ni) электроосажденный, согл. по SAE-AMS-QQ-N-290
- Химический никелево-фосфорный сплав для макс. коррозионная стойкость и износостойкость, а также самая низкая магнитная проницаемость (суффикс гальванического покрытия N)
ОТДЕЛКА
- Золото (Au) в соотв. по ASTM B488, тип II C, коды покрытия 1 (0,25 мкм), 3 (0,75 мкм), 4 (1,27 мкм) и 7 (золотое покрытие)
- Олово (чистое олово Sn), код покрытия 8, стандартное лужение с отличной паяемостью, соответствует требованиям RoHS
- Олово-свинец (SnPb90/10) в соотв. ASTM B545, код покрытия 9. Это покрытие не соответствует требованиям RoHS
- Серебро (Ag) согл. ASTM B700, код покрытия 6
ЭЛЕКТРИЧЕСКИЕ И МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
См. отдельные страницы данных.ЭКОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Контакты выдерживают следующие экологические испытания без механических и электрических дефектов:- Стационарное состояние сухого тепла IEC 60512-11-9. 11i / 60068-2-2.Bb: 125 °C, 16 ч
- Циклическое влажное тепло IEC 60512-11-12.11m / 60068-2-30.Db: 25/55 °C, относительная влажность 90–100 %, 1 цикл 24 ч
- Холодный установившийся режим IEC 60512-11-10.11j / 60068-2-1.A: -55 °C, 2 ч
- Термический удар IEC 60512-11-4.11d / 60068-2-14.Na: -55/125 °C, 5 циклов 30 мин
- Синусоидальные колебания IEC 60512-6-4.6d / 60068-2-6.Fc: от 10 до 500 Гц, 10 г, 1 октава/мин, 10 циклов для каждой оси
- Удар IEC 60512-6-3.6c / 60068-2-27.Ea: 50 г, 11 мс, 3 удара по трем осям
Во время двух вышеуказанных тестов не происходит разрыва контакта >50 нс.
- Паяемость J-STD-002A, тест A, 245 °C, 5 с, припой SnAg3.8Cu0.7
- Стойкость к теплу пайки J-STD-020C, 260 °C, 20 с
- Стойкость к коррозии:
Испытание в солевом тумане IEC 60068-2-11.Ka: 48 ч
Испытание диоксидом серы (SO2) IEC 60068-2-42.Kc: 96 ч при 25 ppm SO2, 25 °C, 75 %rH
Испытание на сероводород (h3S) IEC 60068-2-43. Kd: 96 ч при 12 ppm h3S, 25 °C, 75 % относительной влажности
СТ-500 | Окружающая среда Janis
Характеристики ST-500
Диапазон температур от 3,5 до 475 K (стандарт) Начальное время охлаждения 1293 10 K (LHE): 25 мин 80 K (LN 2 ): 30 мин CryoGen RASEGE во время объединения до 4,2 K CryoGen RASEGE во время COOLDOWN до 4,2 K - . LN 2
Стабильность температуры (с температурным контроллером) <50 мк Вес (не включая линию трансфер) (не включая линию трансфер) (не в том числе трансфер. 2 номинальное использование криогена LHE при 5 K: ~ 1,1 л/ч LN 2 AT 80 K: ~ 0,1 л/ч NOMINAL nm Positional drift ‡ ±10 nm in 5 min ±60 nm in 30 min NOTE: Specifications do not include optical or experimental heat loads and assume horizontal ориентация. Технические характеристики могут меняться в зависимости от длины гибкого участка линии передачи.
† Амплитуда вибрации, измеренная на изолированном оптическом столе. Результаты могут варьироваться в зависимости от условий эксперимента.
‡ Данные предоставлены Б. Б. Голдбергом и М. С. Унлу, факультеты физики, ЕЭК и фотоники.
Центр, Бостонский университет.Измерения вибрации
Данные долгосрочного дрейфа
Данные долгосрочного дрейфа ST-500 из Оксфордского университета, Janis Research, криогеника
Данные получены К.
Х. Lee (Оксфордский университет)Группа Тейлора из Оксфордского университета выполнила некоторую характеристику дрейфа криостата ST-500. Характеристика основана на отслеживании одной КТ с течением времени, и результаты испытаний указывают на типичный позиционный дрейф около 2 нм/мин.
Ссылка: К. Х. Ли и др., «Регистрация одиночных квантовых точек с использованием криогенной лазерной фотолитографии» Appl. физ. Письма, 88, 193106, 2006.
Другие конфигурации
Компактные и сверхкомпактные конфигурации
Компактные и сверхкомпактные исполнения также доступны, если ограниченное пространство не позволяет использовать ST-500. Подробнее о криостате ST-300-MS SuperTran и сверхкомпактном криостате ST-500-UC см.
Опции для методов микроспектроскопии
Специальная ячейка с алмазной наковальней (Diacell® CryoDAC-ST), сконфигурированная для использования с ST-500, доступна в компании easyLab Technologies Ltd.
Нанопозиционирующие столики
Нанопозиционирующие столики могут быть установлены на криостаты микроскопа ST-500 для ряда приложений с коротким рабочим расстоянием.
Поскольку в этой конструкции в качестве основы используется стандартный криостат ST-500, существующие криостаты могут быть модернизированы до специального
конфигурация. На этих фотографиях показан ST-500 со специальным фланцем, установленным в нижней части, который будет соединяться с оптическим столом. Внешне этот специальный ST-500 выглядит идентично криостату для микроскопии модели ST-500-LGV, который
имеет охлаждающую пластину 2,5 дюйма и вакуумную камеру внешнего диаметра 7 дюймов. Для получения более подробной информации свяжитесь с нами.Special ST-500-LGV с вакуумным кожухом диаметром 11 дюймов
Разработанный заказчиком держатель образца был очень большим, поэтому использовался большой вакуумный кожух диаметром 11 дюймов.
Удлинитель образца для магнитных измерений
Используя ту же проверенную конструкцию криостата, что и обычный криостат ST-500, ST-500 для магнитных измерений оснащен удлиненным держателем образца для использования внутри отверстия магнита.
Это расширенное крепление для образца можно приобрести отдельно или вместе с
комплект постоянных магнитов для измерений в полях до 0,5 Тл.На этих фотографиях показан ST-500 с удлиненным держателем образца и постоянным магнитом. Длина удлинения может быть указана во время заказа, и
положение магнита относительно образца фиксируется тефлоновой прокладкой. Направление магнитного поля перпендикулярно плоскости образца.Гибкая конструкция ST-500 означает, что криостат можно заказать с
удлиненный держатель образца и вакуумный кожух для магнитных измерений, а также стандартный держатель образца и вакуумный кожух для других измерений. Переключение между двумя держателями так же просто, как смена образцов.Комплект состоит
до пяти сменных магнитов: полный набор позволяет проводить измерения с шагом 0,1 Тл. Существующие криостаты ST-500 можно модернизировать, просто заказав специальный держатель образца, верхнюю пластину вакуумного кожуха и радиационную защиту
покрытие.Принадлежность коммутационной коробки для электрических измерений
Для клиентов, которым требуется несколько вводов для электрических измерений, Janis может изготовить коммутационную коробку. На фотографии показан специальный ST-500 с закрытыми уплотнительными кольцами верхним и нижним окнами и коммутационной коробкой.
Аксессуар для удлинителя и коммутационной коробки
Верхнее и нижнее окна с уплотнительным кольцом
Для клиентов, которым требуются мягкие окна, которые не могут быть загерметизированы эпоксидной смолой, мы предлагаем вариант использования уплотнительного кольца для установки окон. Нижнее окно утоплено так, что оно находится на одном уровне с нижней поверхностью криостата. На фото показано
криостат с уплотнительным кольцом, запаянным верхним и нижним окнами. Этот криостат также имел коммутационную коробку.ST-500 со специальным верхним фланцем NW-50
На фотографии показана модель ST-500 со специальным верхним фланцем NW-50, который будет сочетаться с гибким сильфоном в существующем оборудовании заказчика.
ST-500 с двумя специальными держателями образцов и основанием из черного анодированного алюминия
Показанный ST-500 имеет два специальных держателя образцов (гнездо DIP и специальный
дизайн заказчика) и основание из черного анодированного алюминия. Базовая плита была разработана по спецификациям клиентов, чтобы они могли установить ST-500 в своей собственной установке. ST-500 будет работать вертикально. Эта конструкция базовой платы требует
адаптерный фланец. Если в опорной плите вместо резьбовых отверстий имеются сквозные отверстия, заказчик может установить ST-500 непосредственно на оптическую скамью, не приобретая самостоятельно никаких специальных приспособлений.Монтажный фланец для оптического стола
Этот ST-500 включает монтажный фланец, позволяющий прикрепить его к оптическому столу болтами.
Запасная верхняя пластина
На фотографии показана запасная верхняя пластина, доступная в качестве аксессуара или модернизации криостата для микроскопии ST-500.
Специальный столик XY-манипулятора для использования с ST-500
Конфигурации для сверхвысокого вакуума
Криостат ST-500-UHV для микроскопии в условиях сверхвысокого вакуума. Этот криостат сочетает в себе уже зарекомендовавший себя сверхнизкий уровень вибрации и теплового дрейфа стандартного криостата микроскопа ST-500 с конструктивными особенностями, совместимыми с сверхвысоким вакуумом. Этот
Криостат с непрерывным потоком имеет такую же конструкцию теплообменника, что и стандартный ST-500, что обеспечивает низкий тепловой дрейф ~ 2 нм/минуту. Он также имеет такую же низкую базовую температуру (3,8 К) и расход гелия (~1,1 л/ч).
как стандартный ST-500.Полностью прогреваемый до 175 °C (~450 K), этот криостат истинно сверхвысокого вакуума и оснащен окном просмотра, сконфигурированным для измерения коротких рабочих расстояний. Различные материалы окна доступны для соответствия требуемой передаче
диапазон. В зависимости от толщины окна рабочее расстояние может составлять всего 1 мм. Как и стандартный ST-500, эта универсальная конструкция может быть модифицирована для использования внутренних нанопозиционирующих столиков для движения x-y-z. Системы, включающие
На этапах нанопозиционирования для охлаждения образцов используются гибкие медные термоплетения сверхвысокого вакуума. Криостат также может быть сконфигурирован для измерения отражения или пропускания и включает в себя электрические вводы, позволяющие выполнять ряд электрических измерений.
быть выполненным. ST-500-UHV может работать с жидким гелием или жидким азотом и работать в любом положении. Lake Shore может поставить полный комплект «под ключ», включая регулятор температуры и насосную станцию. Свяжитесь с нами сегодня, чтобы узнать, как можно адаптировать ST-500-UHV для удовлетворения ваших конкретных экспериментальных потребностей.Сверхпроводящий магнит для микроскопии высокого разрешения
Эта система, разработанная для работы с высокостабильным криостатом для микроскопии Janis, позволяет выполнять микроскопические измерения
для работы в полях до 6 Тл. Система поставляется с трансляционными столиками xyz для сканирования и фокусировки образца и предназначена для магнитооптической визуализации при гелиевых температурах.Микроманипулируемые криогенные и вакуумные системы для тестирования чипов, пластин и устройств
Зондовые станции Janis серии ST-500 предназначены для высокопроизводительных исследований.
инструменты, предназначенные для обеспечения доступного вакуумного и криогенного зондирования пластин и устройств. Проверенный криостат ST-500 является платформой для этих зондовых станций и включает в себя технологию низкой вибрации (изначально разработанную для высоких пространственных
оптической микроскопии с высоким разрешением) для обеспечения исключительной стабильности положения образца. Исследователи по всему миру используют эти системы для проведения исследований в самых разных областях, включая МЭМС, наноэлектронику, сверхпроводимость,
сегнетоэлектрики, материаловедение и оптика.Продукция
- По технологии
Дискретные и силовые модули
МОП-транзисторы
Силовые модули
collapse-target—486474149″/>
БТИЗ-модули
- г.
МОП-транзисторы
Гибридные модули Si/SiC
- г.
Интеллектуальные силовые модули (IPM)
Модули из карбида кремния (SiC)
Карбид кремния (SiC)
Диоды из карбида кремния (SiC)
- г.
Карбид кремния (SiC) МОП-транзисторы
Защищенные МОП-транзисторы
Выпрямители
Диоды Шоттки и выпрямители Шоттки
Аудио транзисторы
Транзисторы Дарлингтона
Диоды защиты от электростатических разрядов
Транзисторы общего назначения и с низким VCE(sat)
Цифровые транзисторы (БРТ)
JFET
- г.
Диоды переключения слабого сигнала
Стабилитроны
- г.
РЧ транзисторы
ВЧ-диоды
Монолитные микроволновые интегральные схемы (MMIC)
БТИЗ
Управление энергопотреблением
collapse-target-1848604398″/>
Устройства с питанием от PoE
Драйверы ворот
- г.
Преобразование переменного тока в постоянный
Автономные контроллеры
Оффлайн регуляторы
Контроллеры коэффициента мощности
Контроллеры вторичной стороны
Преобразование постоянного тока в постоянный
collapse-target-1850116175″/>
Зарядные насосы
Контроллеры
Преобразователи
Контроллеры GFCI
Регуляторы терминации DDR
Защищенные силовые выключатели
Источники опорного напряжения и супервизоры
collapse-target-1848657315″/>
Источники опорного напряжения
Контроллеры напряжения
Драйверы светодиодов
780″/>Драйверы светодиодов AC-DC
- г.
Драйверы светодиодов DC-DC
Линейные светодиодные драйверы
- г.
Защита
Текущая защита
Защита от напряжения
Фильтры электромагнитных помех
Управление батареей
collapse-target—991018825″/> г.
Контроллеры заряда аккумуляторов
Датчики уровня заряда аккумулятора
Встроенный драйвер и МОП-транзистор
Линейные регуляторы (LDO)
Идеальные диодные контроллеры
Формирование сигнала и управление
collapse-target—486474397″/> г.
Редрайверы
Усилители и компараторы
Усилители измерения тока
Аудио усилители мощности
Операционные усилители (ОУ)
Видео усилители
Компараторы
Микроконтроллеры
collapse-target—486474335″/>
Микроконтроллеры для конкретных приложений
Микроконтроллеры общего назначения
Преобразователи данных (АЦП)
Цифровые потенциометры (POT)
Формирование сигнала датчика
Датчики
collapse-target—991260997″/>
Датчики изображения
Процессоры сигналов изображения (ISP)
Модули датчика изображения
Фотоприемники (SiPM, SPAD)
collapse-target—486474366″/>
Кремниевые фотоумножители (SiPM)
Управление температурным режимом
Контроллеры вентиляторов
Датчики температуры
Ультразвуковой датчик
Датчики внешней освещенности
Блок управления двигателем
collapse-target—486469561″/>
Драйверы двигателей
Драйверы загрузки и драйверы реле
Драйверы двигателей, Матовый
Драйверы двигателей, бесколлекторные
Драйверы двигателей, шаговый двигатель
Контроллеры двигателей ecoSpin™
Пользовательские и ASSP
collapse-target—487275809″/>
Индивидуальные литейные услуги
SoC, SiP и нестандартные продукты
Преобразование ASIC в ASIC
Система-на-чипе
Технология ASIC
collapse-target—1565876845″/>
СК5
СК3
СП110
СП65
СП40
ONC18
Система в пакете
Преобразование FPGA в ASIC
Интегрированные пассивные устройства
Пользовательские датчики изображения
Аудио/Видео АССП
collapse-target—486474304″/>
Аудио АССП
Аудио DSP-системы
Аудиологические DSP-системы
Видео Кондиционирование
Интерфейсы
collapse-target-1850169867″/>
Ethernet-контроллеры
Проводные трансиверы и модемы
Аналоговые переключатели
Интерфейсы смарт-карт и SIM-карт
USB-C
Цифровые изоляторы
Драйвер симисторных оптронов
Драйверы затворов IGBT/MOSFET Оптопары
Высокопроизводительные оптопары
collapse-target—991054382″/>
Высокопроизводительные транзисторные оптопары
Высокоскоростные оптопары с логическими вентилями
Низковольтные высокоэффективные оптопары
Оптопары специального назначения
Фототранзисторные оптопары
collapse-target—991054227″/>
Изолированные оптопары усилителя ошибки
Выходные оптопары Фото Дарлингтона
Выход фототранзистора — оптопары для измерения постоянного тока
Фототранзисторный выход — оптопары для измерения переменного тока
Инфракрасный
collapse-target—991056149″/>
Излучающие диоды
Фотодатчик
Транзистор фотодатчика
Отражающий датчик
Беспроводное подключение
collapse-target—991914477″/>
Wi-Fi решения
QCS-AX
QSR10G
QSR2000C
QSR1000
QCS-AX2
Беспроводные радиочастотные приемопередатчики
Синхронизация, логика и память
collapse-target-1848604429″/>
Распределение часов и данных
Арифметические функции
Драйверы и буферы разветвления
Триггеры, защелки и регистры
Логические ворота
Мультиплексоры и коммутационные коммутаторы
Последовательные/параллельные преобразователи
Управление перекосом
Переводчики
Генерация часов
collapse-target-1850112238″/>
Детекторы фазы/частоты
Тактовые генераторы PLL
Часы с подавлением электромагнитных помех с расширенным спектром
Генераторы, управляемые напряжением (ГУН)
Буферы с нулевой задержкой
Память
collapse-target—486473436″/>
Флэш-память
SRAM-память
Память ЭСППЗУ
Стандартная логика
collapse-target—486473405″/>
Арифметико-логические функции
Буферы
Шинные трансиверы
D-триггеры и JK-триггеры
Расширители ввода/вывода
Защелки и регистры
Логические ворота
Мультиплексоры
Переводчики уровней
1-ворота
2-ворота
3-ворота
Мини-ворота™
- По решению
Автомобильный
промышленный
Облако
5G и предприятия
Интернет вещей (IoT)
Мобильный
Услуги продукта
collapse-target—1571594547″/>
Инвентаризация распределения
Уведомления об изменении продукта
Ссылка на конкурента
Найти/заменить устаревшие/конечные продукты
Заказать образцы / оценочные доски
RoHS (состав материала)
Китай RoHS
Данные о надежности
Документация по автомобильным процессам AEC/PPAP
новые продукты
По технологии
Дискретные и силовые модули
Ассортимент продуктов, который предлагает полный спектр силовых дискретных устройств высокого, среднего и низкого напряжения, а также передовые силовые модули, включая IGBT, MOSFET, SiC, Si/SiC Hybrid, Diode, SiC Диод и интеллектуальные силовые модули (IPM).
Подробнее
Управление питанием
Инновационные продукты для управления питанием, которые обеспечивают энергоэффективные решения для всех приложений, обеспечивая улучшенный коэффициент мощности, повышенную эффективность в активном режиме и сниженное энергопотребление в режиме ожидания.
Подробнее
Формирование сигналов и управление
Предлагается широкий ассортимент продукции от усилителей и компараторов до преобразователей частоты, микроконтроллеров, преобразователей данных (АЦП) и цифровых потенциометров (ПТ).
Подробнее
Датчики
Широкий ассортимент инновационных и лучших в отрасли датчиков изображения, процессоров изображений и модулей для фотодетекторов (SPAD, SiPM) и многого другого.
Обзор
Управление двигателем
Ассортимент продукции, включающий драйверы двигателей (щеточные, бесщеточные, шаговые, нагрузочные и релейные) и интегрированные системы управления двигателями для всех ваших решений по управлению двигателями.
Узнать
Custom & ASSP
Предлагая инновационные SoC, SiP, ASIC, аудио/видео ASSP и другие индивидуальные решения и литейные услуги для широкого спектра приложений в автомобильной, промышленной, медицинской, аэрокосмической и оборонной отраслях.
Обзор
Интерфейсы
Широкий ассортимент интерфейсных технологий, обеспечивающих более низкое энергопотребление, уменьшенный размер и обеспечивающих высочайшую производительность передачи сигнала.
Обзор
Беспроводное подключение
Ассортимент продуктов для передовых решений Wi-Fi, поддерживающих стандарт 802.11ax/ac/n/a/g/b, и беспроводных приемопередатчиков RF, работающих в диапазонах суб-ГГц и 2,4 ГГц.
Подробнее
Синхронизация, логика и память
Предлагается обширный портфель продуктов для программируемых тактовых импульсов, генерации и распределения тактовых импульсов, стандартной логики и памяти (флэш-память, EEPROM и SRAM) для различных приложений.
Узнать
By Solution
Автомобильная промышленность
Мы входим в десятку крупнейших мировых поставщиков полупроводников для автомобильной промышленности и уже более двух десятилетий успешно поставляем инновационные автомобильные полупроводниковые решения для ключевых электронных систем автомобилей.
Узнать
Промышленность
Onsemi предлагает решения для различных задач по преобразованию энергии, управлению двигателем и автоматизации в промышленном пространстве. Благодаря многолетнему опыту в области силовой электроники у нас есть продукты, знания и качество для обеспечения высокой эффективности в активном режиме, низкой мощности в режиме ожидания и коррекции коэффициента мощности.
Обзор
Облако
Вычисления и связь являются ключевыми частями нашей инфраструктуры, и каждому процессору, банку памяти или базовой станции беспроводной связи требуется питание. По мере переноса этих функций в облако эффективность и надежность приобретают все большее значение.
