Плазмотрон для ручной воздушно плазменной резки: Плазмотрон для воздушно-плазменной резки
Содержание
Плазмотрон для воздушно-плазменной резки
Сегодня вместо классических болгарок и газовых резаков крупные заводы и даже мастерские чаще применяют плазмотрон для производительной воздушно-плазменной резки. Он представляет собой высокотехнологичный аппарат, при помощи которого можно качественно и быстро выполнять раскрой металла разных марок толщиной до 100 мм и больше.
Особенности воздушно-плазменной резки
Воздушно-плазменная резка является техпроцессом, при котором плазмотрон создает поток высокотемпературной плазмы, расплавляющий металл и выдувающий его из зоны реза. Технология заключается в создании плазменной дуги направленного воздействия с помощью электрического разряда в газовой среде.
Схема процесса воздушно-плазменного раскроя
По сравнению с конкурентным способом резания (газокислородным) плазменная резка отличается рядом преимуществ:
- Повышенная производительность – достигается за счет более высокой скорости прожига обрабатываемого материала, скорости реза и быстрому отключению резака.

- Высокое качество резки – на кромках практически не образуется окалина, нет наплывов и грата.
- Минимальные затраты на производство – обеспечиваются за счет отсутствия (в большинстве случаев) операций по дополнительной подготовке кромок, большего количества вырезаемых заготовок за единицу времени.
- Простота использования – нет необходимости вручную настраивать подачу газа и постоянно следить за расстоянием между соплом и металлом (для этого есть специальные приспособления).
- Универсальность – эта технология применяется для раскроя металлов различных марок и толщины.
- Точные геометрические размеры вырезаемых заготовок – достигается благодаря малой ширине реза (до 2,5 мм), минимальной зоне термического влияния, что исключает деформацию деталей даже при работе с тонколистовым металлом.
Принцип работы воздушно-плазменного устройства
Принцип его работы основан на формировании потока ионизированного газа с квазинейтральными свойствами – плазмы. Перенос плазменной дуги на обрабатываемый материал происходит при соприкосновении наконечника (сопла) с металлом.
Перенос плазменной дуги на обрабатываемый материал происходит при соприкосновении наконечника (сопла) с металлом.
Сам процесс раскроя начинается при включении кнопки розжига, после чего от источника питания на плазморез подается высокочастотный ток и возбуждается дежурная дуга. При этом ее температура достигает значений 6000-8000 °C. Через несколько секунд в камеру плазменного резака подается воздух под определенным давлением, который при прохождении через дежурную дугу ионизируется, а затем нагревается и увеличивается в объеме. За счет зауженной формы сопла воздух обжимается, что обеспечивает формирование высокоскоростного потока плазмы.
Процесс воздушно-плазменной резки металла
При соприкосновении плазмы с металлическим материалом (анодом) зажигается рабочая (режущая) дуга, которая воздействует на материал локально, нагревая его до температуры плавления и выдувая из зоны резания высокоскоростным потоком плазмы.
Плазмотрон для воздушно-плазменной резки позволяет резать металл разных видов (черный, нержавеющий, цветной) толщиной до 100 мм. С его помощью можно выполнять как фигурный, так и прямолинейный раскрой. Таким аппаратом можно разрезать трубы, профильный и листовой прокат.
С его помощью можно выполнять как фигурный, так и прямолинейный раскрой. Таким аппаратом можно разрезать трубы, профильный и листовой прокат.
Вырезание фигурных заготовок аппаратом для воздушно-плазменной резки
Основные типы оборудования и виды аппаратов для ручной резки
Устройства для воздушно-плазменной резки можно условно разделить на несколько видов:
- Трансформаторные – мощные установки, которые обычно используются в промышленных целях (для резания больших толщин на протяжении длительного времени).
Аппарат трансформаторного типа
- Инверторные – компактные и легкие аппараты, позволяющие резать металлопрокат толщиной до 20 мм (в зависимости от мощности). При этом, чем мощнее оборудование, тем оно габаритнее и тяжелее. Чаще применяется для частных нужд, в небольших мастерских и на участках, где плазменная резка не является основных технологическим процессом. Отличается повышенным КПД и небольшим энергопотреблением.

Устройство инверторного типа
Также оборудование классифицируется по назначению, уровню автоматизации и другим параметрам. Выпускаются специализированные устройства для раскроя труб, портативные (переносные) установки, портальные и консольные машины, металлургические (для резки слябов и блюмов), станки с ЧПУ.
Критерии выбора аппарата
Для выбора подходящего по всем параметрам плазмотрона для воздушно-плазменной резки нужно знать разновидности разрезаемых материалов, градацию толщин и интенсивность эксплуатации аппарата. Частные мастера и небольшие фирмы обычно покупают инверторы, поскольку они компактные, более экономичные и производительные.
Основные параметры устройств, которые надо брать во внимание:
- Рабочий ток – от него напрямую зависит максимальная толщина резки. Поэтому нужно определиться с разновидностью обрабатываемого металлопроката и его толщиной. При выборе стоит учитывать, что производители в характеристиках указывают максимальную толщину черного металла.
 Так для резки стандартной низкоуглеродистой стали толщиной 1 мм требуется 4 А, а для раскроя цветных металлов – 6 А. Также обязательно должен быть запас мощности для более качественного реза.
Так для резки стандартной низкоуглеродистой стали толщиной 1 мм требуется 4 А, а для раскроя цветных металлов – 6 А. Также обязательно должен быть запас мощности для более качественного реза. - Продолжительность включения (ПВ) – определяет интенсивность загрузки аппарата или непрерывное время его работы. Измеряется в процентах, которые отображают максимальное время его работы в течение 10-минутного рабочего цикла. Если в характеристиках указано ПВ 40 %, это означает, что он сможет работать 4 минуты, а остальные 6 минут ему нужно остывать во избежание перегрева и выхода их строя. У промышленного оборудования ПВ может составлять 100 %.
Бренды
Сегодня аппараты для воздушно-плазменной резки выпускают разные производители. Однако лучшее соотношение цены и качества оборудования предлагает Группа компаний ПУРМ. Она разрабатывает и производит недорогие устройства разных видов и назначения, которые рассчитаны на интенсивную эксплуатацию в тяжелых промышленных условиях.
В ассортименте отечественного производителя ПУРМ есть плазмотроны трансформаторного и инверторного типа с разной мощностью и продолжительностью включения. Особым спросом пользуется мощное оборудование для производственных целей, но и компактные инверторы довольно популярны – особенно среди небольших фирм, специализирующихся на металлообработке и изготовлении металлоконструкций.
Как правильно пользоваться аппаратом?
Аппарат для воздушно-плазменной резки требует наличия знаний и навыков работы с ним, поскольку считается оборудованием повышенной опасности. Во избежание получения травм и профессиональных заболеваний нужно работать в спецодежде – брезентовый костюм, перчатки, закрытая обувь, темные очки или маска (рекомендуемый класс затемнения 4-5).
Экипировка рабочего, выполняющего воздушно-плазменную резку
Аппарат надо устанавливать в местах с открытым доступом воздуха (для эффективного охлаждения – т. е. нельзя располагать вплотную к стенам или другим предметам) на небольшом удалении от места работ, во избежание попадания капель расплавленного металла. Обязательный элемент в конструкции плазмореза – масловлагоотделитель, предотвращающий попадание масла и влаги в камеру плазмотрона.
е. нельзя располагать вплотную к стенам или другим предметам) на небольшом удалении от места работ, во избежание попадания капель расплавленного металла. Обязательный элемент в конструкции плазмореза – масловлагоотделитель, предотвращающий попадание масла и влаги в камеру плазмотрона.
Качественная поверхность реза с минимумом окалины достигается при условии правильного выбора рабочих параметров для резки конкретного металла определенной толщины – силы тока, а также скорости перемещения резака.
В начале процесса плазмотрон требуется продуть воздухом с целью удаления конденсата и возможных инородных частиц путем нажатия и отпускания кнопки розжига – т.н. режим продувки. Затем можно возбуждать дугу. В ходе резки важно поддерживать постоянное расстояние между инструментом и металлической заготовкой, что обеспечит качественный рез, оптимальную ширину резания и минимальную зону термического влияния. Для облегчения этой работы производители предлагают специальные приспособления – упоры.
Специальные упоры для облегчения ведения плазмореза в процессе резки
Плазмотрон при резании надо держать перпендикулярно обрабатываемому материалу, но при необходимости угол отклонения может составлять от 10 до 50°. Например, резать тонколистовой металл рекомендуется с небольшим уклоном во избежание чрезмерного нагрева и последующей деформации вырезаемой детали.
Плазмотрон: принцип работы и конструкция
Плазмотрон – это генератор плазмы, то есть такое техническое устройство, в котором электрический ток используется для образования плазмы, которая, в свою очередь, применяется с целью обработки материалов, например, для резки плазмотроном.
Первые плазмотроны появились в середине ХХ века, что было вызвано расширением производства тугоплавких металлов и необходимостью введения технологии обработки материалов, устойчивых в условиях высоких температур. Ещё одна причина появления плазмотронов – потребность в источнике тепла повышенной мощности.
Предлагаем посмотреть, как работает ручной плазмотрон (он же плазморез):
Вот основные особенности современных плазмотронов:
- Получение сверхвысоких температур, недостижимых при использовании химического топлива
- Лёгкость регулирования мощности, пуска и остановки рабочего режима
- Компактность и надёжность устройства
Устройство плазмотрона
Устройство плазмотрона для резки металла представлено следующими конструктивными элементами:
- Электрод/катод со вставкой из циркония или гафния – металлов с высокой термоэлектронной эмиссией
- Сопло для плазмотрона, обычно изолированное от катода
- Механизм для закручивания плазмообразующего газа
Сопла и катоды – это основные расходные материалы плазмотронов. При толщине обрабатываемого металла до 10 мм одного комплекта расходных материалов бывает достаточно для одной рабочей смены – восьми часов работы. Сопла и катоды плазмотронов, как правило, изнашиваются с одинаковой интенсивностью, поэтому их замену можно организовать одновременно.
При толщине обрабатываемого металла до 10 мм одного комплекта расходных материалов бывает достаточно для одной рабочей смены – восьми часов работы. Сопла и катоды плазмотронов, как правило, изнашиваются с одинаковой интенсивностью, поэтому их замену можно организовать одновременно.
Несвоевременная замена расходников может оказать большое влияние на качество реза: например, при нарушении геометрии сопла может возникнуть эффект косого реза, или на поверхности реза будут возникать волны. Износ катода выражается в постепенном выгорании гафниевой вставки, выработка которой в объёме более 2 мм способствует пригоранию катода и перегреванию плазмотрона. Таким образом, несвоевременная замена изношенных расходных материалов влечёт за собой более скорый износ и остальных комплектующих плазмотронов.
Для защиты плазмотрона от брызг расплавленного металла и металлической пыли в процессе работы, на него надевают специальный кожух, который необходимо время от времени снимать и очищать от загрязнений. Отказ от использования защитного кожуха приводит к риску негативного влияния вышеуказанных загрязнений на качество работы плазмотрона и даже к его поломке. Кроме очистки кожуха, время от времени стоит чистить и сам плазмотрон.
Отказ от использования защитного кожуха приводит к риску негативного влияния вышеуказанных загрязнений на качество работы плазмотрона и даже к его поломке. Кроме очистки кожуха, время от времени стоит чистить и сам плазмотрон.
Узнать больше о технологии плазменной резки вы сможете, посмотрев следующее видео:
Разновидности плазмотронов для резки металлов
Все существующие плазмотроны делятся на три большие группы:
I. Электродуговые
II. Высокочастотные
III. Комбинированные
Электродуговые плазмотроны оснащены как минимум одним анодом и катодом, подключёнными к источнику питания плазмотрона постоянного тока. В качестве хладагента таких устройств используется вода, которая циркулирует в охладительных каналах.
Существуют следующие разновидности электродуговых плазмотронов
- Плазмотроны с прямой дугой
- Плазмотроны с косвенной дугой (плазмотроны косвенного действия)
- Плазмотроны с использованием электролитического электрода
- Плазмотроны с вращающимися электродами
- Плазмотроны с вращающейся дугой
Высокочастотные плазмотроны не имеют ни электродов, ни катодов, ведь для связи такого плазмотрона с источником питания используется индуктивный/ёмкостной принцип. Из этого следует, что высокочастотные плазмотроны делятся на индукционные и ёмкостные.
Из этого следует, что высокочастотные плазмотроны делятся на индукционные и ёмкостные.
Принцип работы плазмотронов высокочастотной группы требует того, чтобы разрядная камера таких устройств была выполнена из непроводящих материалов, и в качестве таковых обычно используются керамика или кварцевое стекло.
Так как поддержание безэлектродного разряда не нуждается в электрическом контакте плазмы с электродами, в плазмотронах такого типа используется газодинамическая изоляция стенок от плазменной струи, что даёт возможность избежать их перегрева и ограничиться воздушным охлаждением.
Комбинированные плазмотроны работают при совместном действии ТВЧ – токов высоких частот – и горении дугового разряда, в том числе с его сжатием магнитным полем.
Кроме общей классификации плазмотронов на электродуговые, высокочастотные и комбинированные, такие устройства можно разделять на группы по многим принципам: например, в зависимости от типа охлаждения, по способу стабилизации дуги, в зависимости от типа электродов или используемого тока.
Система стабилизации дуги в процессе работы плазмотрона
В зависимости от способа стабилизации дуги, все плазмотроны делятся на газовые, водяные и магнитные. Надо сказать, что система стабилизации дуги является очень важной для процесса функционирования плазмотрона, ведь именно она обеспечивает сжатие столба и его фиксацию по оси электрода и сопла.
Самая простая и распространённая система стабилизации дуги – газовая. Её принцип работы заключается в охлаждении и сжимании стенок столба дуги внешним, более холодным плазмообразующим газом. Водяная система даёт возможность достичь большей степени сжатия и поднять температуру столба дуги до 50000 градусов.
Плазмотроны такого типа используют графитовый электрод, подающийся в меру его сгорания, поскольку пары воды вблизи электрода обеспечивают повышенную скорость этого процесса. По сравнению с этими двумя системами стабилизации, магнитная стабилизация дуги считается менее эффективной, однако её преимущество заключается в возможности регулировки степени сжатия без потерь плазмообразующего газа.
Аппараты для плазменной резки ООО Мастер-сварщик г. Москва
Несколько слов о воздушно-плазменной резке.
Плазменная резка (международное обозначение — CUT, от англ. “cutting” – резка, произносится «кат») — это новая технология, получающая все большее распространение и, в том числе, в нашей стране. Суть ее, если коротко, состоит в том, что плазмообразующий газ (их много, разных, но чаще воздух) подается под давлением в специальную горелку — плазмотрон, где он, взаимодействуя с дугой, превращается в высокотемпературный поток, истекающий из сопла плазмотрона. Иногда, этот процесс называют «выдуванием» электрической дуги. Сама дуга вытягивается, обжимается специально закрученным потоком газа, температура ее повышается, она превращается в поток низкотемпературной плазмы, который «легко и свободно» режет углеродистые и даже нержавеющие стали.
При плазменной резке, в основном, используется сжатая дуга прямого действия, горящая между катодом плазмотрона («-») и разрезаемым металлом («+»). Однако, возбуждение основной, режущей дуги происходит от так называемой «пилотной» или дежурной дуги, горящей между катодом и соплом плазмотрона. А пилотная дуга, в свою очередь, возбуждается, в зависимости от типа аппарата, либо искровым разрядом от осциллятора, либо просто очень непродолжительным контактом сопла и катода. Подпружиненный катод, при неработающем плазмотроне, касается сопла (просто упирается в него изнутри), а при включении аппарата, после возбуждения пилотной дуги, тут же сдвигается назад под давлением воздуха.
Далее начинается собственно резка. Вначале разогревается участок края или кромки листа и происходит врезание. Затем производится основной рез (прямой или криволинейный). Начало резки не с края, а просто с поверхности (например, при резке труб), разумеется возможно, но только при очень постепенном врезании, чтобы не повредить плазмотрон. А еще лучше предварительно просверлить лист или трубу.
А еще лучше предварительно просверлить лист или трубу.
Температура плазменной струи это, как минимум, 6000-8000ОС. Поэтому резать плазмой можно любые металлы и сплавы, не стоит и перечислять. Другое дело, что нержавеющую сталь, например, резать сложнее, чем углеродистую. А такие металлы как медь, алюминий и их сплавы
или титан вообще требуют особого подхода к их резке. Кроме аппаратов большой мощности, здесь необходимы плазмообразующие газы специального состава. Так, например, при автоматизированной резке используется азот с водяным туманом, а также водород или аргон с добавлением азота или двуокиси углерода. Но в большинстве случаев, конечно, используется обычный воздух (от компрессора, встроенного в аппарат, от отдельного компрессора, но лучше всего от заводской магистрали. Остальные газы подаются, чаще всего, от баллонов.
Скорость плазменной резки выше, чем газокислородной, не требуется предварительный разогрев металла, сам металл не деформируется от локального нагрева плазмой, рез узкий, края реза ровные, наплывы металла на нижних кромках минимальны и легко удаляются.
В большинстве случаев для плазменной резки требуется только воздух и электроэнергия, что делает эту технологию очень привлекательной для производства. Однако, у наших магазинов есть свой опыт продаж аппаратов и комплектующих для плазменной резки. Тем более, что мы постоянно отслеживаем — как проявляют себя аппараты, особенно мощные, в реальных условиях.
И здесь можно сделать следующие комментарии.
Максимальная толщина реза (главный критерий для покупателей) определяется мощностью аппарата, но чем мощнее аппарат, тем выше его стоимость. А реальность такова, что толщина реза, указанная в паспорте на аппарат достигается только при выполнении всех необходимых условий:
1. Достаточное давление и расход воздуха, лучше с запасом.
2. Строгое и постоянное соблюдение факельного зазора (расстояние между соплом плазмотрона
и поверхностью разрезаемого металла). Это очень важный момент, тем более, что плазмотрон, который резчик держит в руке, постоянно колеблется, а каждое касание поверхности реза соплом
чревато быстрым выходом из строя и сопла и катода. Часто, торопясь и увлекаясь резчик, непроизвольно, буквально «утыкает» сопло плазмотрона в деталь, интуитивно полагая, что так получится быстрее. Это вторая, после недостатка воздуха, распространенная ошибка при плазменной резке. Для ручной резки с гарантированным факельным зазором в 1,5 – 5 мм, обязательно должны применяться упоры или специальные каретки, которые крепятся на защитный колпачок плазмотрона. И пренебрегать ими, при ручной резке, нельзя.
Часто, торопясь и увлекаясь резчик, непроизвольно, буквально «утыкает» сопло плазмотрона в деталь, интуитивно полагая, что так получится быстрее. Это вторая, после недостатка воздуха, распространенная ошибка при плазменной резке. Для ручной резки с гарантированным факельным зазором в 1,5 – 5 мм, обязательно должны применяться упоры или специальные каретки, которые крепятся на защитный колпачок плазмотрона. И пренебрегать ими, при ручной резке, нельзя.
3. Лучше, если мощность аппарата и максимальная толщина реза, указанные в паспорте,
будут выбраны с запасом, по отношению к реальной необходимости производства. В этом
случае и аппарат и сам недешевый плазмотрон будут служить дольше.
Еще один важный момент. Сопла и катоды плазмотрона – это расходуемые детали. Их замена
должна производиться вовремя и, как показывает практика, это нередкая процедура. И здесь
часто возникает проблема поиска этих деталей требуемого типоразмера, именно для данного
плазмотрона. Дело в том, что список типов и конфигураций сопел и катодов для плазмы
Дело в том, что список типов и конфигураций сопел и катодов для плазмы
чрезвычайно велик. Аппараты для плазменной резки производят десятки фирм, и у каждой
свой плазмотрон, со своими расходниками. Мы, в наших магазинах, часто советуем покупателям,
при поиске этих деталей иметь перед собой их оригиналы, пусть даже обгоревшие. А искать
лучше всего в интернете, например в отличном иркутском сайте компании Svarnoff, где приведен
очень большой перечень типоразмеров сопел и катодов большинства производителей. И, почти
каждый типоразмер сопровожден фотографией, по которым легко найти нужный и выяснить его
индекс. А дальше все просто.
Ниже, в таблице представлены некоторые марки и типы аппаратов для плазменной резки. Их выбор, применительно к нашим магазинам, обусловлен нормальным соотношением цена-качество, устойчивым спросом, наличием сервиса и запасных частей, особенно для плазмотронов.
К сожалению, сегодня мы не можем указать точные и постоянные цены.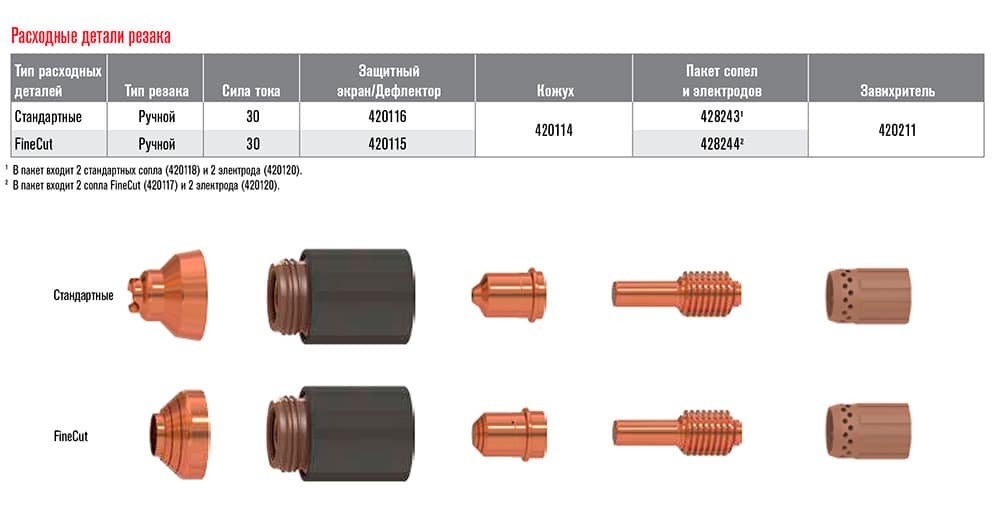 Но эта страница постоянно редактируется и дополняется. А оперативно все можно выяснить по тел. 8-967-102-06-96.
Но эта страница постоянно редактируется и дополняется. А оперативно все можно выяснить по тел. 8-967-102-06-96.
Звоните. Исчерпывающие консультации гарантируем. А наличие и цену назовем через несколько минут, связавшись со складом.
| AWI CUT-40 | AWI CUT-60 | AWI CUT-120 | AWI CUT-160 |
| Foxweld Plasma 33 | Foxweld Plasma 43 | Foxweld Plasma 103 | Foxweld Plasma 123 |
| |||
BlueWeld | BlueWeld PRESTIGE Plasma 41 Kompressor | BlueWeld PRESTIGE Plasma 54 Kompressor | BlueWeld BEST Plasma 60 HF |
| |||
РЕСАНТА ИПР-25 | РЕСАНТА ИПР-40 | Foxweld Plasma 33 Multi | Foxweld Plasma 43 Multi |
ИНВЕРТОРЫ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ «Blue Weld»
Best Plasma 60 HF
Особенности:
- Трехфазный инвертор для воздушно-плазменной резки с воздушным охлаждением, микропроцессорным управлением и высокочастотным зажиганием дуги
- Для быстрой резки без деформации стали, нержавеющей стали, гальванической стали, алюминия, меди, латуни и т.
 д.
д. - Высокая стабильность тока резки, возможность использования с длинными соплами, возможность резки на сетке с автоматическим повторным зажиганием дежурной дуги
- Индикация наличия напряжения зажигания, давления воздуха, помех при подаче сжатого воздуха
- Контроль охлаждения плазмотрона, термозащита, защита от перегрузок, повышенного и пониженного напряжения, короткого замыкания, потери фазы
- Поставляется в комплекте с плазмотроном
Технические характеристики:
| Параметры | Значения параметров |
| Напряжение | 380 В |
| Мощность при максимальной нагрузке | 7,5 кВт |
| Сварочный ток, min-max | 15-60 А |
| Сварочный ток при нагрузке в % от max по EN609741 | 35/60 %/А |
| Максимальная толщина разрезаемого металла | 20 мм |
| Габаритные размеры | 475х170х340 мм |
| Вес | 19,4 кг |
PRESTIGE Plasma 31
- Уменьшенный вес и габариты
- Индикация наличия напряжения зажигания
- Автоматическое охлаждение плазмотрона
- Индикация давления воздуха
- Термостат, защита от перегрузок, повышенного и пониженного напряжения
- Рекомендуемый компрессор: коаксиальные компрессоры
Технические характеристики
| Параметры | Значения параметров |
| Напряжение | 220 В |
| Мощность | 2,8 кВт |
| Сварочный ток | 5-25 А |
| Давление | 5-6 бар |
| Расход воздуха | 100 л/мин |
МАХ. толщина разрезаемого металла толщина разрезаемого металла | 8 мм |
| Вес | 6,4 кг |
| Габариты ДхШхВ | 400х150х235 мм |
PRESTIGE Plasma 41
Уменьшенный вес и габариты
Индикация наличия напряжения зажигания
Автоматическое охлаждение плазмотрона
Индикация давления воздуха
Термостат, защита от перегрузок, повышенного и пониженного напряжения
Рекомендуемый компрессор: коаксиальные компрессоры.
Технические характеристики
| Параметры | Значения параметров |
| Напряжение | 220 В |
| Мощность | 4,0 кВт |
| Сварочный ток | 15-40 А |
| Давление | 4-5 бар |
| Расход воздуха | 100 л/мин |
МАХ. толщина разрезаемого металла толщина разрезаемого металла | 12 мм |
| Вес | 10,7 кг |
| Габариты ДхШхВ | 450х170х300 мм |
PRESTIGE Plasma 34 Kompressor
- Уменьшенный вес и габариты
- Индикация наличия напряжения зажигания
- Автоматическое охлаждение плазмотрона
- Индикация давления воздуха
- Термостат, защита от перегрузок, повышенного и пониженного напряжения
- Оборудован компрессором, не требует дополнительного источника сжатого воздуха
Технические характеристики
| Параметры | Значения параметров |
| Напряжение | 220 В |
| Мощность | 2,8 кВт |
| Сварочный ток | 5-25 А |
| Давление | 4-5 бар |
| Расход воздуха | 100 л/мин |
МАХ. толщина разрезаемого металла толщина разрезаемого металла | 6 мм |
| Вес | 12,5 кг |
| Габариты ДхШхВ | 475х170х340 мм |
PRESTIGE Plasma 54 Kompressor
- Однофазные инверторы для воздушно-плазменной резки с контактным дуговым зажиганием.
- Применимы для быстрой резки без деформации всех проводящих материалов, таких как углеродистая и нержавеющая сталь, алюминий, медь, латунь и т.д.
- Поставляются в комплекте с плазмотроном.
- Уменьшенный вес и габариты
- Индикация наличия напряжения зажигания
- Автоматическое охлаждение плазмотрона
- Индикация давления воздуха
- Термостат, защита от перегрузок, повышенного и пониженного напряжения
- Оборудован компрессором, не требует дополнительного источника сжатого воздуха
Технические характеристики
| Параметры | Значения параметров |
| Напряжение | 220 В |
| Мощность | 4,5 кВт |
| Сварочный ток | 7-40 А |
| Давление | 5-6 бар |
МАХ. толщина разрезаемого металла толщина разрезаемого металла | 10 мм |
| Вес | 16,8 кг |
| Габариты ДхШхВ | 550х170х340 мм |
Плазменные резаки производства компании TBi (Германия), модели TBI PLC60, TBI PLC70, TBI PLC90, TBI PLC120, TBI PLC150, TBI PLC250W, TBI TTC81, TBI TTC101, TBI TTC101 и TBI TTC141 отличаются наличием пилотной дуги и высокочастотным поджигом. Длина шлейфа плазмотронов 6 или 12 метров. Окончание шлейфа — центральный евроразъем.
Компания TRAFIMET (Италия) занимается производством полного цикла плазмотронов для резки металлов и сплавов. Качество продукции подтверждается многолетним использованием продукции на российских предприятиях. Производство продукции TRAFIMET сертифицировано по системе DIN EN ISO 9001:2000.
Ручные и механизированные плазменные резаки серии Ergocut A, используются для плазменной резки металлов плазмой-сжатым воздухом. Конструкция проста, надежна и оптимальна по охлаждению, что увеличивает срок эксплуатации плазмотрона. Серия A представлена резаками с высокочастотным поджигом дуги и мощностью до 200 А. Линейка является оптимальным решением для плазменной резки с применением классических аппаратов с центральным адаптером подключения.
Линейка плазменных резаков серии S — бюджетная линейка плазмотронов с контактным поджигом дуги.
Серия Ergocut CB является аналогом резаков Cebora® в диапазоне токов резки до 150 А. Расходные элементы полностью взаимозаменяемы с Cebora®. Плазмотроны сделаны по всем современным требованиям по безопасности и эргономике. Подключения при помощи центрального евроразъема.
Головки плазмотрона П2-140, П2-180, П2-400ВР и П2-400ВА используются для качественной резки металала в составе аппаратов плазменной резки ПУРМ. Плазмотроны отличаются повышенным ресурсом сопел и катодов, за счет применения эффективной системы охлаждения воздухом или водой.
Плазмотроны ПВР-402М и его улучшенная модификация — ПВР-412, разработаны для использования в установках воздушно плазменной резки металлов типа: УПР-4010, УПР-4010К, УПР-4011, УПР-4011-1, АПР-403, АПР-404.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Линейка плазменных резаков Trafimet предлагается трех типов: серия Ergocut A (модели: ERGOCUT A51, ERGOCUT A81, ERGOCUT A101, ERGOCUT A141, ERGOCUT A151, ERGOCUT W201), серия S (модели: ERGOCUT S25, ERGOCUT S35K, ERGOCUT S45, ERGOCUT S65, ERGOCUT S75, ERGOCUT S105, ERGOCUT S125 ), серия Ergocut CB (модели: ERGOCUT CB50, ERGOCUT CB70, ERGOCUT CB100, ERGOCUT CB150, Plasma CB50, Plasma CB70, Plasma CB100, Plasma CB50).
Линейка плазменных резаков Trafimet предлагается трех типов: серия Ergocut A (модели: ERGOCUT A51, ERGOCUT A81, ERGOCUT A101, ERGOCUT A141, ERGOCUT A151, ERGOCUT W201), серия S (модели: ERGOCUT S25, ERGOCUT S35K, ERGOCUT S45, ERGOCUT S65, ERGOCUT S75, ERGOCUT S105, ERGOCUT S125 ), серия Ergocut CB (модели: ERGOCUT CB50, ERGOCUT CB70, ERGOCUT CB100, ERGOCUT CB150, Plasma CB50, Plasma CB70, Plasma CB100, Plasma CB50). Преимущество плазмотронов Trafimet серии S в понижении электромагнитных помех, снижении электрического напряжения и облегчении соединительного шлейфа, более простой конструкции. Версия Ergocut S35K имеет возможность работы с аппаратами плазменной резки со встроенным компрессором.
Преимущество плазмотронов Trafimet серии S в понижении электромагнитных помех, снижении электрического напряжения и облегчении соединительного шлейфа, более простой конструкции. Версия Ergocut S35K имеет возможность работы с аппаратами плазменной резки со встроенным компрессором.  Для ручной резки, модели П2-140, П2-180 и П2-400ВР делаются с длиной кабель-шланговых пакетов 20 и 30 метров. Модель П2-400ВА — используется для автоматической резки и имеет водяное охлаждение внутренних элементов. Охлаждение плазмотрона П2-400ВР и П2-400ВА производится за счет использвания автономной системы охлаждения БАО-0,3.
Для ручной резки, модели П2-140, П2-180 и П2-400ВР делаются с длиной кабель-шланговых пакетов 20 и 30 метров. Модель П2-400ВА — используется для автоматической резки и имеет водяное охлаждение внутренних элементов. Охлаждение плазмотрона П2-400ВР и П2-400ВА производится за счет использвания автономной системы охлаждения БАО-0,3. Плазмотрон ПВР-402М может быть установлен на любой механизм, обеспечивающий равномерное перемещение, например, на машинах для термической резки металлов по ГОСТ 5614. Плазмотрон ПВР-402М и ПВР-412 можно использовать для снятия фасок под углом. Плазменные резаки предназанчены для работы в закрытых помещениях при температуре +5 — +40°С. Плазмотрон для механизированной воздушно-плазменной резки металла ПВР-180, разработан для прецизионной резки чёрных и цветных металлов, нержавеющих сталей толщиной от 1,0 до 25 мм. Плазмотрон ПВР-180 оснащается соплами с диаметром канала 1,1 – 1,7 мм, что позволяет получать минимальную ширину реза при вертикальных кромках. Плазмотрон имеет одинаковый узел крепления с плазмотроном ПВР-402М, что позволяет, не меняя подводящих коммуникаций оперативно переходить с резки одним плазмотроном на другой. Плазмотрон для ручной воздушно-плазменной резки металла ПРВ-202М позволяет производить раскрой: черных металлов толщиной до 50 мм; нержавеющей стали до 50 мм; алюминия и его сплавов толщиной до 40 мм; меди и ее сплавов толщиной до 30 мм.
Плазмотрон ПВР-402М может быть установлен на любой механизм, обеспечивающий равномерное перемещение, например, на машинах для термической резки металлов по ГОСТ 5614. Плазмотрон ПВР-402М и ПВР-412 можно использовать для снятия фасок под углом. Плазменные резаки предназанчены для работы в закрытых помещениях при температуре +5 — +40°С. Плазмотрон для механизированной воздушно-плазменной резки металла ПВР-180, разработан для прецизионной резки чёрных и цветных металлов, нержавеющих сталей толщиной от 1,0 до 25 мм. Плазмотрон ПВР-180 оснащается соплами с диаметром канала 1,1 – 1,7 мм, что позволяет получать минимальную ширину реза при вертикальных кромках. Плазмотрон имеет одинаковый узел крепления с плазмотроном ПВР-402М, что позволяет, не меняя подводящих коммуникаций оперативно переходить с резки одним плазмотроном на другой. Плазмотрон для ручной воздушно-плазменной резки металла ПРВ-202М позволяет производить раскрой: черных металлов толщиной до 50 мм; нержавеющей стали до 50 мм; алюминия и его сплавов толщиной до 40 мм; меди и ее сплавов толщиной до 30 мм. Модель для ручной воздушно-плазменной резки металла ПРВ-301, позволяет производить раскрой:черных металлов толщиной до 70 мм; нержавеющей стали до 70 мм; алюминия и его сплавов толщиной до 60 мм; меди и ее сплавов толщиной до 40 мм. Плазмотроны ПРВ-202М и ПРВ-301 могут использоваться в установках воздушно-плазменной резки металла типа УПР-4010, УПР-4010К, УПРП-201, УВПР-2001, АПР-404, а также в комплекте с другим оборудованием для полуавтоматической (ручной) воздушно-плазменной резки, имеющим аналогичную схему возбуждения и поддержания дуги.
Модель для ручной воздушно-плазменной резки металла ПРВ-301, позволяет производить раскрой:черных металлов толщиной до 70 мм; нержавеющей стали до 70 мм; алюминия и его сплавов толщиной до 60 мм; меди и ее сплавов толщиной до 40 мм. Плазмотроны ПРВ-202М и ПРВ-301 могут использоваться в установках воздушно-плазменной резки металла типа УПР-4010, УПР-4010К, УПРП-201, УВПР-2001, АПР-404, а также в комплекте с другим оборудованием для полуавтоматической (ручной) воздушно-плазменной резки, имеющим аналогичную схему возбуждения и поддержания дуги.  газа, м3/ч
газа, м3/чПлазменная резка.
 Обзор установок для плазменной резки. Технические советы
Обзор установок для плазменной резки. Технические советы
С течением времени оборудование для плазменной резки сильно усовершенствовалось. Современная плазменная резка отличается высокой скоростью, небольшими эксплуатационными расходами, лучшим качеством. Плазменная резка может использоваться в различных отраслях промышленности.
Плазменная резка — это процесс, при котором в столб дуги постоянно подается не ионизированный газ. Благодаря энергии дуги этот газ нагревается, ионизируется и превращается в плазменную струю. В современном оборудовании плазменная дуга дополнительно сжимается вихревым потоком газа, поэтому создается очень интенсивный и концентрированный источник тепловой энергии, который превосходно подходит для резки металлов. Хотя технология плазменной резки и кажется сложной, сам процесс нетрудно изучить и выполнить.
ПРЕИМУЩЕСТВА ПЛАЗМЕННОЙ РЕЗКИ
До появления плазменной резки для разделки стали был очень популярен способ газовой резки, В настоящее время все больше отдается предпочтение плазменной резке, так как она имеет много преимуществ. Плазмой металл режется быстрее, чем кислородом, не требуется предварительный подогрев металла, ширина разреза очень небольшая, а также, меньше зона термического влияния, поэтому разрезаемый металл не деформируется, не закаливается.
Плазмой металл режется быстрее, чем кислородом, не требуется предварительный подогрев металла, ширина разреза очень небольшая, а также, меньше зона термического влияния, поэтому разрезаемый металл не деформируется, не закаливается.
Способ плазменной резки можно использовать для большинства металлов (газовой резкой нельзя резать нержавеющую сталь, алюминий, медь). Кроме того, плазменная резка более чистый, дешевый и удобный способ резки металла, так как для плазменной резки используются в качестве исходных материалов воздух и электричество.
Правильно подключенное оборудование плазменной резки более безопасно, чем оборудование газовой резки, так как в этом случае в горелке не возникает опасность обратного удара пламени.
Способ плазменной резки превосходно подходит для проплавления отверстий, так как сжатая плазменная дуга концентрированно нагревает и плавит металл в месте разреза и в то же время интенсивно, благодаря воздействию скоростного потока газа, удаляет расплавленный металл. Кроме того, для плазменного проплавления отверстий не требуется предварительный прогрев металла, способом плазменной резки легче резать разнородные металлы.
Кроме того, для плазменного проплавления отверстий не требуется предварительный прогрев металла, способом плазменной резки легче резать разнородные металлы.
ОБЛАСТЬ ПРИМЕНЕНИЯ ПЛАЗМЕННОЙ РЕЗКИ
Способом плазменной резки можно резать любой электропроводящий материал. По сравнению с флюсовой, газовой резкой, плазменная резка имеет много преимуществ: можно резать любой металл, выполнять подготовку кромок, выполнить фигурную резку, строжку и проплавление отверстий.
Способом плазменной резки можно резать металлы разнообразной толщины. В зависимости от мощности аппарата плазменной резки можно разрезать как алюминий, так и нержавеющую или углеродистую сталь, а также титан толщиной несколько сантиметров.
ПОДГОТОВКА ПЛАЗМЕННОЙ РЕЗКИ К РАБОТЕ
При подготовке оборудования к работе в аппарат плазменной резки подается сжатый воздух. Возможны три источника сжатого воздуха: баллоны сжатого воздуха, подключение к имеющейся на заводе системе сжатого воздуха или небольшой воздушный компрессор. Большинство аппаратов плазменной резки имеют регулятор, необходимый для подачи и распределения потока воздуха в системе.
Большинство аппаратов плазменной резки имеют регулятор, необходимый для подачи и распределения потока воздуха в системе.
При подборе необходимого тока и скорости резки лучше всего выполнить несколько разрезов при более высоком токе. Затем, при необходимости, в зависимости от скорости резки, можно уменьшать ток. Если ток слишком высок или скорость резки слишком маленькая, разрезаемый металл перегревается и может образоваться окалина. Правильно подобрав скорость резки и ток, мы получаем очень чистый разрез, на поверхности которого почти не образуется окалины, мало или абсолютно не деформируется разрезаемый металл.
Резку начинают, располагая плазматрон как можно ближе к краю разрезаемого основного металла. Нажмите кнопку выключателя плазматрона — зажжется дежурная дуга, а затем режущая дуга. После зажигания режущей дуги медленно двигайте плазматрон вдоль планируемой линии разреза. Регулируйте скорость движения так, чтобы искры были видны с обратной стороны листа металла. Дуга должна быть направлена вниз и под прямым углом к поверхности разрезаемого металла. Если на обратной стороне металлического листа не видно искр, это значит, что металл не прорезан насквозь. Это может происходить из-за слишком большой скорости движения, недостаточного тока или из-за того, что струя плазмы направлена не под прямым углом к поверхности разрезаемого металла.
Если на обратной стороне металлического листа не видно искр, это значит, что металл не прорезан насквозь. Это может происходить из-за слишком большой скорости движения, недостаточного тока или из-за того, что струя плазмы направлена не под прямым углом к поверхности разрезаемого металла.
По окончании резки слегка наклоните плазматрон в сторону конца разреза или временно остановитесь, чтобы закончить резку. После того, как вы отпустили кнопку выключателя на плазматроне, некоторое время будет подаваться воздух для охлаждения его нагревающихся частей, и в случае необходимости резку можно снова возобновить.
СТРОЖКА ПЛАЗМЕННОЙ ДУГОЙ
Операцию строжки можно выполнить, когда угол наклона плазматрона в среднем составляет 40 градусов. Нажмите кнопку выключателя плазматрона, чтобы зажечь дежурную, а затем и режущую дугу. В начале строжки поддерживайте как можно более короткую длину горящей плазменной дуги. Затем длину дуги и скорость прохода можно изменять в зависимости от надобности. Не делайте слишком глубокую строжку, лучше выполнить несколько проходов. После того, как вы отпустили кнопку выключателя на плазматроне, некоторое время будет подаваться сжатый воздух для охлаждения, и в случае необходимости строжку можно снова возобновить.
Не делайте слишком глубокую строжку, лучше выполнить несколько проходов. После того, как вы отпустили кнопку выключателя на плазматроне, некоторое время будет подаваться сжатый воздух для охлаждения, и в случае необходимости строжку можно снова возобновить.
ПРОПЛАВЛЕНИЕ ОТВЕРСТИЙ ПЛАЗМЕННОЙ ДУГОЙ
Проплавить отверстие при угле наклона плазматрона 40 градусов. Нажмите кнопку выключателя. Когда загорится режущая дуга, наклоните плазматрон так, чтобы угол его наклона составлял 90 градусов, и дуга насквозь проплавит основной металл. Лучше всего руководствоваться правилом, что таким способом можно проплавить металл, толщина которого не превышает наибольшей указываемой в паспорте аппарата толщины разрезаемого металла.
НА ЧТО ОБРАТИТЬ ВНИМАНИЕ ПРИ ВЫБОРЕ АППАРАТА ПЛАЗМЕННОЙ РЕЗКИ
Выходная мощность
Номинальная мощность аппарата плазменной резки подбирается в зависимости от типа и толщины разрезаемого металла. Толщину разрезаемого металла также определяет диаметр сопла, тип применяемого газового потока (воздух, азот).
Определите, какой металл вы собираетесь резать, и проверьте мощность аппарата, который вы собираетесь купить. Например, аппарат плазменной резки имеет номинальную мощность 60 А или 90 А. Используя этот аппарат, можно резать металл толщиной до 30 мм. Аппарат такого типа превосходно служит в различных отраслях промышленности, в автомобильных ремонтных мастерских, в домашних мастерских. Если планируете резать более толстый металл, вам понадобится аппарат плазменной резки который имеет номинальную мощность 90 А или 170 А. Используя этот аппарат, можно резать металл толщиной до 50 мм.
Скорость резки
Проверьте скорость резки аппарата. Обычно она измеряется сантиметрами в минуту. Некоторыми аппаратами металл толщиной 30 мм можно перерезать в течение 5 минут, другим — достаточно одной минуты. Скорость резки — очень важная характеристика, особенно при массовом производстве, когда необходимо уменьшать затраты времени.
Входная мощность
Проверьте первичное напряжение и необходимую для источника питания силу тока. Также определитесь, необходим ли вам универсальный аппарат, который мог бы работать с различным напряжением и током. Некоторые аппараты могут использовать только напряжение 220 В или 380 В, однофазный или трехфазный ток питания.
Также определитесь, необходим ли вам универсальный аппарат, который мог бы работать с различным напряжением и током. Некоторые аппараты могут использовать только напряжение 220 В или 380 В, однофазный или трехфазный ток питания.
Продолжительность работы
Это очень важная характеристика, на которую необходимо обратить внимание при покупке аппарата. Продолжительность работы — это время, в течение которого аппарат, не перегреваясь, может резать. Например: если продолжительность работы (ПН) аппарата 60 %, то аппарат без перерыва может работать 6 минут, а затем в течение оставшихся 4-х минут ему необходимо охлаждаться. Большая продолжительность работы очень важна, если требуется выполнять длинные разрезы, если требуется высокая производительность или если аппарат используется в обстановке при повышенной температуре. Соответствующая продолжительность работы обычно указывается для максимальной мощности аппарата в данном случае. Если аппарат будет использоваться с меньшей мощностью, то соответственно увеличится его продолжительность работы. Температура среды (в которой будет эксплуатироваться аппарат плазменной резки) также может иметь влияние на продолжительность работы. Некоторые производители определяют продолжительность работы своих аппаратов при температуре 40°С. Если продолжительность работы источника питания определена при температуре 25°С, то при температуре 40°С его нельзя будет длительно использовать.
Температура среды (в которой будет эксплуатироваться аппарат плазменной резки) также может иметь влияние на продолжительность работы. Некоторые производители определяют продолжительность работы своих аппаратов при температуре 40°С. Если продолжительность работы источника питания определена при температуре 25°С, то при температуре 40°С его нельзя будет длительно использовать.
ПЛАЗМАТРОН (ПЛАЗМЕННАЯ ГОРЕЛКА)
Выбор плазматрона зависит от особенностей материалов или продуктов, которые требуется резать. Плазматрон всегда должен быть достаточной мощности, должен обеспечивать качественную резку в тяжелых рабочих условиях и при интенсивной эксплуатации быть стойким к ударам. Можно использовать плазматроны разной конструкции. Плазматрон с медным соплом, которое более прочно, чем керамическое, практически не бьется, имеет воздушное охлаждение. Рукоятка может быть укомплектована крепящимся к плазматрону дополнительным элементом, который будет поддерживать наконечник на расстоянии от 1,6 мм до 3 мм от рабочей поверхности. Это облегчает работу оператора, так как можно двигать плазматрон на постоянном требуемом расстоянии от рабочей поверхности. Длина дополнительного элемента (фиксированное расстояние между рабочей поверхностью и плазматроном) зависит от толщины разрезаемого металла и требуемой силы тока. Используя при резке малые токи, можно соплом прикоснуться к поверхности металла или провести по металлу. При использовании для резки большого тока (выше 60 А) расстояние между горелкой и поверхностью металла должно быть 1,6-4,5 мм.
Это облегчает работу оператора, так как можно двигать плазматрон на постоянном требуемом расстоянии от рабочей поверхности. Длина дополнительного элемента (фиксированное расстояние между рабочей поверхностью и плазматроном) зависит от толщины разрезаемого металла и требуемой силы тока. Используя при резке малые токи, можно соплом прикоснуться к поверхности металла или провести по металлу. При использовании для резки большого тока (выше 60 А) расстояние между горелкой и поверхностью металла должно быть 1,6-4,5 мм.
При выборе плазматрона для плазменной резки необходимо определиться, для каких целей он будет использоваться, так как возможны различные конструкционные решения. Например, если он используется исключительно в диапазоне малых токов и может разрезать только тонкие листы металла, тогда для охлаждения плазматрона защитный газ не требуется, поэтому в этом случае в плазматрон подается только необходимый для резки воздух. Если плазматрон используется для резки толстых листов металла, то требуется больший ток, поэтому в плазматрон желательно подавать не воздух, а защитный газ (азот) для охлаждения плазматрона. При этом качество резки улучшается.
При этом качество резки улучшается.
Материалы
Для плазменной резки требуется не только сжатый воздух, но и другие комплектующие части и материалы. Это сопло горелки и электрод для резки. Изношенные или поврежденные сопла или электроды оказывают влияние на качество резки. Низкая квалификация оператора, влажность воздуха, резка толстых листов металла с использованием интенсивных режимов ускоряют износ данных комплектующих частей. Оптимальное качество резки достигается только при одновременной замене сопла и электрода.
Вес и размеры
Если требуется переносной аппарат плазменной резки, его вес и размеры являются очень важными факторами. Можно приобрести небольшие переносные аппараты, весящие менее 40 кг. Также существуют мощные аппараты плазменной резки, которые весят намного больше, они являются стационарными постами резки и позволяют выполнять качественную резку металлов толщиной до 50 мм.
КАК БЕЗОПАСНО РАБОТАТЬ С ОБОРУДОВАНИЕМ ПЛАЗМЕННОЙ РЕЗКИ
При работе с оборудованием плазменной резки необходимо жестко придерживаться правил техники безопасности, так как, выполняя плазменную резку, мы имеем большое количество представляющих опасность факторов: высокое напряжение, температура, ультрафиолетовое излучение и расплавленный металл. Необходимо носить одежду сварщика, иметь сварочный щиток со стеклами соответствующей степени затемнения.
Необходимо носить одежду сварщика, иметь сварочный щиток со стеклами соответствующей степени затемнения.
Перед началом резки осмотрите защитный щиток, сопло и электрод, не начинайте работу, если сопло или электрод недостаточно закреплены.
Не стучите плазматроном, стараясь удалить брызги металла, так как можете его повредить. Если хотите экономить материалы, избегайте частого зажигания и обрыва плазменной дуги. Всегда руководствуйтесь «Инструкцией пользователя».
Правильно эксплуатируя и обслуживая аппарат плазменной резки, вы сможете выполнять резку с высокой скоростью, качественно и чисто.
ОСНОВНЫЕ ПАРАМЕТРЫ ПЛАЗМЕННОЙ РЕЗКИ
Важными параметрами плазменной резки считаются: факельный зазор (между соплом и листом), состав плазмообразующего газа, скорость резки, сила тока плазменной дуги. Скорость резки будет зависеть от силы тока и зазора между соплом и листом.
При ручной плазменной резке в качестве газа используется воздух. Для автоматической плазменной резки применяется двойной газ: листы до 25 мм режутся азотом и водяным туманом, а более 25 мм – водородом или аргоном в сочетании с азотом или двуокисью углерода. В процессе плазменной резки важен не только используемый газ, но и давление, образующееся в течение резки (чем выше, тем хуже), это повлияет на качество процесса и срок службы электрода и сопла.
В процессе плазменной резки важен не только используемый газ, но и давление, образующееся в течение резки (чем выше, тем хуже), это повлияет на качество процесса и срок службы электрода и сопла.
На длительность эксплуатации электрода и сопла напрямую влияет также ток дуги. Для определенного комплекта электрод-сопло установлен свое номинальное значение тока. Если нужно увеличить ток, то следует брать сопло большего диаметра.
Факельный зазор, т.е. расстояние между соплом и листом, должен быть постоянным. Только в этом случае можно получить качественный рез. Если уменьшить зазор, то это приведет к сгоранию сопла и электрода. Особенно быстро сгорит сопло при контакте с листом.
Скорость плазменной резки влияет на качество реза, а также на образование шлака и легкость его удаления. На качество и точность резки решающее влияние оказывают ширина реза и угол наклона кромок. Эти параметры определяются током дуги, расходом газа и скоростью движения плазмотрона. Ширина реза определяется диаметром выходного отверстия сопла и током дуги. Чтобы оценить ширину, следует увеличить диаметр сопла в 1,5 раза. Широкий рез может получиться при частичном разрушении электрода, большом факельном зазоре (расстоянии между соплом и листом), высоком токе дуги, малой скорости резки.
Чтобы оценить ширину, следует увеличить диаметр сопла в 1,5 раза. Широкий рез может получиться при частичном разрушении электрода, большом факельном зазоре (расстоянии между соплом и листом), высоком токе дуги, малой скорости резки.
ЧАСТО ВСТРЕЧАЕМЫЕ ОШИБКИ ПРИ ПЛАЗМЕННОЙ РЕЗКЕ
Во время выполнения плазморезательных работ специалистами может допускаться ряд характерных ошибок, которые влияют на качество резки и повышают стоимость работ. Первая ошибка – слишком поздно или наоборот слишком рано осуществляется замена комплектующих плазматрона: сопел, электродов и пр. Использование изношенных комплектующих снижает качество резки и сокращает службу самого плазматрона. Если заменит детали ранее, то это приведет росту стоимости плазменной резки.
Вторая ошибка – использование неправильных режимов резки, которые также сокращают срок службы комплектующих плазматрона. Способствует раннему сбою в работе плазматрона небрежное к нему отношение. На плазматрон следует одевать защитный чехол, чистить от пыли и грязи, вовремя менять сопла и электроды, а также прочие комплектующие.
Третья — часто встречаемая ошибка при работе с плазматроном – отсутствие контроля расхода газа и охладителя. Несоответствие влажности, давления и замасленности этих веществ нормам приводит к электрическому пробою в плазматроне, а также к увеличению диаметра дуги, что изнашивает сопла, электроды и прочие комплектующие и ухудшает результат резки.
В режиме непрореза расплавленный металл попадает на плазматрон, к тому же плазматрон работает на повышенном токе, что сокращает срок службы его комплектующих.
Механическое повреждение плазмотрона – самая неприятная ошибка, допускаемая мастером. Могут повредиться сопло, электрод, сам механизм. Во избежание случайных контактов с листом используются стабилизаторы высоты.
УСТРОЙСТВО ПЛАЗМЕННЫХ РЕЗАКОВ
Плазменный резак, называемый также плазмотроном или плазменной горелки предназначается для образования плазмы при резке металла. Плазмотроны предназначаются как для ручной, так и механизированной плазменной резки.
В комплект резака входят следующие узлы: сопло, электродержатель с электродом, дуговая камера, изолятор, который разделяет электродный и сопловый узлы, системы водо- и газоснабжения.
Устройство резака для плазменной резки будет зависеть от рабочей среды, зажигания среды, системы охлаждения и пр. Самые простые виды плазмотронов – для инертных и восстановительных газов. Плазмотроны с водяной и магнитной стабилизацией используются редко.
Резаки с газожидкостной стабилизацией дуги комплектуются системой каналов для подачи воды в столб дуги в сопловом узле. Для стабилизации дуги при плазменной резке используются двухфазные газожидкостные потоки, которые вводятся по схеме двухпоточного плазмотрона. Такой способ стабилизации повышает режущие свойства плазменной дуги, а за счет подачи жидкости в формирующее сопло улучшается его охлаждение.
Также активно используются плазмотроны с водяной завесой и газожидкостной системой охлаждения. Они также укомплектованы системой водяных каналов, которые создают завесу вокруг дуги. Вода охлаждает кромку металла и улучшает условия и качество плазменной резки таким плазмотроном.
Сопло плазменного резака формирует дугу, разрезающую металл. На свойства дуги будут влиять форма и размеры соплового канала. Уменьшая диаметр сопла и увеличивая его длину, вы получаете поток плазмы высокой скорости и отличные условия плазменной резки.
На свойства дуги будут влиять форма и размеры соплового канала. Уменьшая диаметр сопла и увеличивая его длину, вы получаете поток плазмы высокой скорости и отличные условия плазменной резки.
ПЛАЗМЕННАЯ РЕЗКА ЗИМОЙ
В зимний период при минусовых температурах отличной альтернативой газо-кислородной резке становится плазменная резка. Этот вид резки металла не требует заправки, аттестации, доставки большого количества комплектующих. Для плазменной резки нужна лишь электроэнергия и периодическая смена комплекта сопел и электродов.
Для плазменной резки при низких температурах плазмотрон должен иметь воздушное охлаждение. Соблюдайте осторожность при работе с плазмотроном зимой. Компрессор, шланги и сам плазмотрон между работами нужно хранить в местах с плюсовой температурой.
Аппараты плазменной резки с воздушным охлаждением плазмотрона режут металл толщиной до 55 мм. Но не весь металл имеет подобную толщину, иногда требуется плазмотрон для более плотного листа. Аппараты могут комплектуются кабель-шланговыми пакетами до 30 м – это позволит осуществлять плазменную резку на морозе, не вынося само оборудование из теплого помещения.
МАШИНЫ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ
Плазменная резка может быть как ручной, так и механизированной. В комплект оборудования для механизированной резки входят плазменная горелка (плазмотрон), источник энергии, система управления процессом резки, устройство для перемещения установки.
Машины для плазменной резки могут быть стационарными и передвижными, одно-, двух- и многоместными, портального, портально-консольного и шарнирного типа, с фотоэлектронным, магнитным или числовым управлением.
На машинах для плазменной резки портального типа лист располагается под ходовой частью – порталом. На портально-консольных машинах лист находится под консолью, а на портале располагается копировальное устройство. На консоли находятся плазмотрон и суппорт. Шарнирные машины размещают лист под шарнирной рамой. В комплект такого устройства также входят суппорт, копирующий механизм и собственно плазмотрон.
При фотоэлектронном управлении машиной для плазменной резки фотокопировальное устройство отслеживает контур чертежа. Плазмотрон режет лист четко по контуру, повторяя за фотоэлементом.
Плазмотрон режет лист четко по контуру, повторяя за фотоэлементом.
Электромагнитное управление плазменной резкой используется в шарнирных машинах. Копиром является ранее вырезанная деталь. Копировальная машина комплектуется электродвигателем, редуктором, электромагнитом и металлическим стержнем. Под действием магнита стержень прижимается к копиру и обводит его по контуру. За стержнем движется и плазматрон.
Программное управление процессом резки позволяет получать комплект деталей нужного контура, а также заранее программировать плазматрон на выполнение определенной задаче по резке в зависимости от толщины металла, вида реза и пр.
Станки для плазменной резки с плазматронами различаются также по виду обрабатываемой продукции. Это может быть прокат, листовой или профильный, трубы. От вида разрезаемой продукции зависит комплектация того или иного станка.
ПЛАЗМОТРОН С МЕДНЫМ ПОЛЫМ ЭЛЕКТРОДОМ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ
Ресурс работы электрода при плазменной резке особо актуален, когда дело имеешь с толстым металлом. Для решения этой проблемы существует плазмотрон с полым медным внутренним электродом, оснащенный резьбовой нарезкой. При разработке плазмотрона за основу брались теоретические и экспериментальные исследования. За основу бралась модель непрерывно движущегося пятна привязки дуги по поверхности электрода. В каждом макро пятне есть микро пятна, которые передвигаются по поверхности разогретого электрода. Для расчета эрозии электрода высчитывают время нагрева электрода до плавления, кипения и испарения, а также принимают плотность тока в микро пятне.
Для решения этой проблемы существует плазмотрон с полым медным внутренним электродом, оснащенный резьбовой нарезкой. При разработке плазмотрона за основу брались теоретические и экспериментальные исследования. За основу бралась модель непрерывно движущегося пятна привязки дуги по поверхности электрода. В каждом макро пятне есть микро пятна, которые передвигаются по поверхности разогретого электрода. Для расчета эрозии электрода высчитывают время нагрева электрода до плавления, кипения и испарения, а также принимают плотность тока в микро пятне.
Уменьшение плотности тока в микро пятне приводит к уменьшению эрозии электрода плазмотрона. Применение резьбовой нарезки на внутренней поверхности полого электрода способствует образованию застойных зон, когда поток отрывается за каждым витком резьбы. Застойные зоны на электроде способствуют выравниванию различных параметров и увеличению интенсивности пульсации. В результате создания благоприятных условий для крупномасштабного шунтирования, опорное пятно дуги распределяется на несколько опорных пятен, тем самым предотвращается нагрев электрода плазмотрона и увеличивается срок его службы.
Плазмотрон с медным полым электродом в связи с рядом его особенностей комплектуется источником питания с более высоким напряжением холостого хода. Увеличения напряжения дуги приводит к росту мощности плазмотрона, что благоприятно влияет на резку. С медным полым электродом плазмотрон может работать и на нейтральных, и на кислородсодержащих газах.
Такого рода плазмотрон состоит из катодного и соплового узлов, которые разделены вихревой камерой, куда подается газ. Узел катода – это медный полый электрод, запрессованный в корпус. Сопловой узел – это водоохлаждаемая секция со сквозным каналом.
На мощность плазмотрона влияет увеличение тока дуги, а также изменение расстояние между срезом сопла и изделием. При силе тока на дуге 400 А и толщине металла до 80 мм стойкость сопла и внутреннего электрода плазмотрона составит 120-150 часов.
ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ КАЧЕСТВО ПЛАЗМЕННОЙ РЕЗКИ
Иногда можно встретить мнения о недостаточном качестве плазменной резки металлов. Но они однозначно ошибочны и связаны с отсутствием опыта человека в этой сфере.
Но они однозначно ошибочны и связаны с отсутствием опыта человека в этой сфере.
Плазменная резка способна справится с широким ассортиментом металлов и сплавов. Благодаря высокой температуре луча плазмотрона, плазменный резак разрежет и титан.
Комплектующие и оборудования для плазменной резки недорогие в сравнении с той же лазерной резкой. К тому же комплект сопел и электродов для резки не занимает много места.
Основных факторов, которые влияют на качество плазменной резки всего пять. Во-первых, это техническое состояние оборудования. Исправность механизмов и комплектующих, отсутствие конденсата и примесей, точность приводов, калибровка датчиков в первую очередь влияют на исход резки. Следующими факторами, обусловливающими отличную работу плазмотрона и комплектующих, а также качественную резку являются давление и качество плазмообразующего газа. Фактор номер четыре – это скорость перемещения плазмотрона на прямых и радиусных территориях.
И последний, но не менее важный показатель – контроль за состоянием электрода и сопла. Состояние этих небольших, но очень важных комплектующих аппарата для плазменной резки способно определить исход процесса.
Состояние этих небольших, но очень важных комплектующих аппарата для плазменной резки способно определить исход процесса.
Плазмотрон высокой мощности, обеспечивающий высокую концентрацию энергии в месте реза, гарантирует малую ширину реза, отличное качество кромок и отсутствие коробления. На качество реза также важное влияние оказывает скорость перемещения плазмотрона. Правильно выбранная скорость плазмотрона обеспечит узкий, шириной не более двойного диаметра сопла, рез, гладкие поверхности и отсутствие скруглений.
ПЛАЗМЕННАЯ РЕЗКА: ТЕХНОЛОГИЯ, ТИПЫ, КОМПЛЕКТУЮЩИЕ
Плазменная резка разрезает металл за счет теплоты, которая выделяется сжатой плазменной дугой. А получается плазменная дуга в специальном устройстве – плазмотроне в результате сжатия и вдувания в нее плазмообразующего газа.
Различают плазменно-дуговую резку и резку плазменной дугой. При первом типе резки дуга образуется между электродом и слоем металла. Разрезает металл энергия одного из приэлектродных пятен дуги, плазмы столба и факела.
При резке плазменной дугой дуга горит между электродом и наконечником плазмотрона, металл же не входит в электрическую цепь. Часть плазмы дуги выносится из плазмотрона в виде струи, которой и режется металл.
В плазмотроне находится цилиндрическая дуговая камера с выходным каналом, который формирует сжатую плазменную дугу. Такое комплектующее как электрод располагается в тыльной части этой камеры. Обычно возбуждение дуги между электродом и металлом затруднительно. Поэтому зажигается дежурная дуга между электродом и плазмотроном. Эта дуга выходит из сопла и при касании с металлом образуется рабочая дуга, а дежурная тухнет.
В дуговую камеру плазмотрона подается плазмообразующий газ, который под действием тепла дуги нагревается, увеличивается в объеме и истекает из сопла со скоростью 2-3 км/с.
Электроды, важнейшие комплектующие аппаратов и машин для плазменной резки, изготавливаются из вольфрама, меди, гафния и прочих металлов. Не менее важные комплектующие сопла выбираются медные и медные с вольфрамовой вставкой. Комплект электрод-сопло наряду с плазмотроном являются важнейшими составляющим устройств для плазменной резки, от качества которых зависит исход резки. На процесс резки и характеристики основных узлов плазмотрона влияет состав плазмообразующего газа. Наряду с комплектующими плазменного резака, плазмообразующая среда определяет количество тепла, которое будет выделяться в процессе, поскольку при определенной геометрии сопла и токе именно состав среды будет определять напряженность поля столба дуги внутри и снаружи сопла.
Комплект электрод-сопло наряду с плазмотроном являются важнейшими составляющим устройств для плазменной резки, от качества которых зависит исход резки. На процесс резки и характеристики основных узлов плазмотрона влияет состав плазмообразующего газа. Наряду с комплектующими плазменного резака, плазмообразующая среда определяет количество тепла, которое будет выделяться в процессе, поскольку при определенной геометрии сопла и токе именно состав среды будет определять напряженность поля столба дуги внутри и снаружи сопла.
УСТАНОВКИ ПЛАЗМЕННОЙ РЕЗКИ
Чтобы укомплектовать машины плазменной резки всем необходимым используются плазмотроны, электроды, сопла, системы и аппараты различных производителей.
Установки ручной воздушно-плазменной резки серии SHARK
Основные технические характеристики
|
Модель |
SHARK 35 compressor |
SHARK 45 |
SHARK 75 |
SHARK 105 |
SHARK 125 |
SHARK 155 |
|
Напряжение питания при 50/60 Гц, В |
1~230 |
1~230 |
3~400 |
3~400 |
3~400 |
3~400 |
|
Потребляемая мощность, кВA |
6,05 |
5,5 |
11 |
15 |
21 |
27,7 |
|
Плавкий предохранитель, A |
16 |
16 |
16 |
16 |
30 |
25 |
|
Коэффициент мощности/cos ф |
0,65/0,99 |
0,97/0,99 |
0,87/0,99 |
0,90/0,99 |
0,89/0,99 |
0,89/0,99 |
|
Максимальный КПД, % |
71 |
80 |
85 |
85 |
86 |
85 |
|
Диапазон тока, A |
10-30 |
20-40 |
20-70 |
20-100 |
25-120 |
20-150 |
|
Ток (температура 40°С) при 100 % ПВ, A |
|
20 |
55 |
70 |
100 |
100 |
|
Ток (температура 40°С) при 60 % ПВ, A |
25 |
30 |
65 |
90 |
20 |
120 |
|
Ток (температура 40°С) при X % ПВ, A |
30 (40%) |
40 (35%) |
70 (40%) |
100 (40%) |
— |
150 (30%) |
|
Толщина реза рекомендуемая, мм |
8 |
10 |
20 |
30 |
40 |
45 |
|
Толщина реза максимальная, мм |
10 |
15 |
25 |
35 |
45 |
50 |
|
Толщина реза разделительный рез, мм |
15 |
18 |
30 |
40 |
50 |
60 |
|
Давление воздуха, атм. 
|
3,5-4,0 |
5,0-5,5 |
5,0-5,5 |
5,0-6,0 |
5,0-6,0 |
5,0-6,0 |
|
Расход воздуха, л/мин |
70-80 |
130-150 |
190-210 |
280-330 |
280-330 |
360-410 |
|
Стандарты |
EN 60974-1, EN 60974-7, EN 60974-10 |
EN 60974-1, EN 60974-7, EN 60974-10 |
EN 60974-1, EN 60974-3, EN 60974-7, EN 60974-10 |
EN 60974-1, EN 60974-3, EN 60974-7, EN 60974-10 |
EN 60974-1, EN 60974-3, EN 60974-7, EN 60974-10 |
EN 60974-1, EN 60974-3, EN 60974-7, EN 60974-10 |
|
Класс защиты |
IP 23S |
IP 23S |
IP 23S |
IP 23S |
IP 23S |
IP 23S |
|
Габаритные размеры, мм |
425х220х540 |
390х185х595 |
390х185х595 |
390х185х595 |
515х290х730 |
515х290х730 |
|
Вес, кг |
20,5 |
16 |
23 |
24 |
48 |
48 |
Конструктивные особенности
Конструктивные особенности
- Электронное управление для высокого качества резки.

- Встроенный компрессор с воздушным фильтром для SHARK 25.
- Прочный металлический корпус с ударопрочной пластиковой лицевой панелью.
- Наклонная лицевая панель управления с хорошим углом обзора, удобная для чтения и регулировки.
- Плазменный резак с зажиганием дуги без использования высокочастотного осциллятора.
- Высокая скорость и качество резки.
- Возможность резки сплошного или решетчатого материала.
- Возможность контактной резки на токах до 50 А без дополнительных приспособлений.
- Плазменная строжка.
- Устройство защиты на горелке от поражения оператором электрическим током.
- Автоматическая продувка газа после резки.
- Экономное потребление электроэнергии.
- Чувствительность к перепадам в сети ±15−20%.
- Цифровой дисплей для модели SHARK 155.
- Возможность автоматической резки для моделей SHARK 75-M, 105-M и 155-M.

- Встроенный блок защиты от больших перепадов напряжений в сети PFC для SHARK 45.
В плазматронах SK для ручной резки и SKM для автоматической резки применена новейшая технология HPC, которая обеспечивает узкий прямоугольный рез за счет увеличения плотности плазменного луча и уменьшения ширины зоны реза. Металл легко удаляется из зоны реза, образуются аккуратные порезы, отсутствует окалина, обеспечиваются минимальная зона термического влияния и максимально прямые края. В плазматронах, использующих технологию HPC, потоки газа направляются к оси режущей дуги, тем самым формируя плазменный луч очень высокой температуры, который проводит расплав и испарение металла из зоны реза наиболее эффективным способом. Эта технология позволяет также избежать феномена двойной дуги – формирования двух дуг между катодом и поверхностью обрабатываемой детали, что является причиной повреждения сопла и нестабильности дуги. Таким образом, технология HPC обеспечивает высокое качество и лучшую производительность резки наряду с более длительным сроком эксплуатации расходных материалов.
Технология HPC используется в плазменных горелках с током резки выше 60 А.
Комплектация и опции
Базовая комплектация
- Установка.
- Плазматрон с рукавом 4/6 м.
- Начальный комплект ЗИП для плазматрона.
- Обратный кабель 4 м.
Дополнительная комплектация
- тележка
- циркуль для плазматрона
- воздушный фильтр и сменные картриджи к нему
- сварочная маска
- расходные материалы для плазматрона
- плазматроны для ручной резки 12 метров
- плазматроны для автоматической резки 6 и 12 метров
Плазменные резаки
: как выбрать, лучшие бренды и лидеры продаж
Поиск
Все категории/
Все сварочное оборудование/
Плазменные резаки
Аксессуары для плазменной резки
Расходные материалы для плазменной резки
Плазменные резаки по мощности резки
Столы для плазменной резки
Найдено 122 шт.
Плазменный резак Tomahawk 375 AIR с ручным резаком длиной 3,0 м #K2806-1
Плазменный резак Tomahawk 625 с ручным резаком длиной 20 футов (6,1 м) #K2807-1
Плазменный резак Miller Spectrum 875 с горелкой XT60, кабелем 20 или 50 футов
Плазменный резак Tomahawk 1000 с ручным резаком длиной 7,6 м #K2808-1
Плазменный резак Tomahawk 1500 с ручным резаком длиной 25 футов (7,6 м) #K3477-1
Thermal Dynamics Cutmaster 60i 3-Phase Plasma Cutter 20′ Резак #1-5630-2
Cutmaster 152, 120 А, SL100, провода 50 футов, 208–230 В, 1 фаза
Cutmaster 102, 100 А, SL100, провода 20 футов, 460 В, 3 фазы
Cutmaster 102, 100 А, SL100, провода 20 футов, 600 В, 3 фазы
Cutmaster 102, 100 А, SL100, провода 50 футов, 460 В, 3 фазы
Cutmaster 82, 80 А, SL60, провода 50 футов, 460 В, 3 фазы
Cutmaster 82, 80 А, SL60, провода 20 футов, 600 В, 3 фазы
Thermal Dynamics Cutmaster 82, 80 А, SL60, провода 50 футов, 208–230 В, 1 фаза
3-фазный плазменный резак Thermal Dynamics® Cutmaster® 60i с 50-футовым резаком #1-563…
Система плазменной резки Hypertherm Powermax 30xp
Система плазменной резки Thermal Dynamics Cutmaster 82 230 В
Система плазменной резки Thermal Dynamics Cutmaster 102 230 В
Резак Miller Spectrum 375 X-TREME 12FT XT30 с X-кейсом
МИЛЛЕР SPECTRUM 625 X-TREME 12FT XT40 TORCH, X-CASE
МИЛЛЕР SPECTRUM 625 X-TREME 20FT XT40 TORCH, X-CASE
Плазменный резак Powermax 125
Hypertherm Powermax 30 Air 120–240 В CSA с наклейкой Building America
Плазменная система Victor Cutmaster 82, 80 А, SL60, головка 75°, провода 50 футов
Thermal Dynamics Cutmaster 102, 100 А, SL100, провода 50 футов, 208–230 В, 1 фаза
Некоторые из наших самых популярных машин плазменной резки включают:
Hypertherm Powermax 30 XP
Узнать больше
Hypertherm Powermax 45 XP
Узнать больше
Miller Spectrum 875 Auto-Line XT60
Узнать больше
Как выбрать плазменный резак
Когда важны и скорость, и качество резки, плазменный резак — это то, что вам нужно. Плазменные резаки обеспечивают чистую резку без окалины с минимальным подводом тепла как для черных, так и для цветных металлов. В Welders Supply вы получите бесплатную доставку на все плазменные резаки и все заказы на сумму более 300 долларов США.
Плазменные резаки обеспечивают чистую резку без окалины с минимальным подводом тепла как для черных, так и для цветных металлов. В Welders Supply вы получите бесплатную доставку на все плазменные резаки и все заказы на сумму более 300 долларов США.
Учитывайте материалы и толщину.
При выборе плазменного резака первое, на что следует обратить внимание, это толщина материала, который вы хотите регулярно резать. Толстый материал требует большей силы тока. Если вы планируете резать как толстые, так и тонкие материалы, подумайте о машине с высокой силой тока и переменной мощностью. См. вкладку технических характеристик любого плазменного резака на Welders Supply, чтобы увидеть его режущую способность.
Учитывать скорость резки.
Еще одно важное соображение: как быстро должен работать ваш плазменный резак? Компания Welders Supply предлагает широкий ассортимент высокоскоростных плазменных резаков мощностью от 1/8 до 1 дюйма. Например, Hypertherm Powermax 30 XP режет низкоуглеродистую сталь толщиной ½ дюйма в три раза быстрее, чем кислородно-ацетиленовая горелка, и имеет более низкие эксплуатационные расходы.
Подумайте о расходных материалах, которые вам придется использовать.
Расходные материалы для плазменной резки — это детали, которые изнашиваются по мере использования и подлежат замене. Типичные плазменные резаки используют набор различных расходных деталей, которые необходимо периодически проверять на предмет износа и заменять по мере износа. Новая линейка плазменных резаков Hypertherm Powermax SYNC значительно упрощает этот процесс, объединяя все расходные детали в одном легко заменяемом картридже, упрощая управление запасами и сокращая время, необходимое для замены расходных деталей. С новыми резаками SmartSYNC вы сможете автоматически применять правильные настройки и точно знать, когда менять расходные картриджи SmartSYNC.
Определите необходимый рабочий цикл.
Рабочий цикл плазменной резки — это процент времени, в течение которого машина может работать за 10-минутный период времени. Например, рабочий цикл «50% при 45 А» означает, что плазменный резак может выдавать мощность 45 А в течение 5 минут из каждых 10 минут работы машины. Плазменные резаки с более высокими показателями рабочего цикла лучше подходят для профессионального использования в тех областях, где действительно важна скорость работы.
Плазменные резаки с более высокими показателями рабочего цикла лучше подходят для профессионального использования в тех областях, где действительно важна скорость работы.
Подумайте, нужны ли вам возможности ЧПУ.
Плазменные резаки с портом CPC или последовательным портом могут интегрироваться со станками с ЧПУ для автоматической плазменной резки. Плазменные резаки с CPC или последовательным портом могут использоваться для любого типа плазменной резки, включая ручную, машинную и роботизированную плазменную резку. Многие плазменные резаки Hypertherm могут поставляться с портом CPC или быть модернизированы для его использования, включая модели Powermax45® XP, Powermax65®/85/105/125 и Powermax65/85/105 SYNC™.
Сравнение моделей плазменных резаков по торговым маркам
Компания Hypertherm, являющаяся золотым стандартом плазменной резки, разработала несколько самых эффективных в отрасли плазменных резчиков. | |||
| Модели плазменной резки Hypertherm Powermax | Режущая способность | Номинальный рабочий цикл | Цена |
Powermax 30XP, Powermax 30 Air | До 5/8″ | 20 % при 120 В 35 % при 240 В | $ |
| Powermax 45XP | 1/2 дюйма | 50 % при 45 А, 200–240 В, 1 фаза 60 % при 41 А, 200–240 В, 1 фаза 100 % при 32 А, 200–240 В, 1 фаза 50 % при 45 А, 480 В, 3 фазы 60 % при 41 А, 480 В, 3 фазы 100 % при 32 А, 480 В, 3 фазы | $$ |
| Powermax 65 СИНХРОНИЗАЦИЯ | 5/8 дюйма | 50 % при 65 А, 230–600 В, 1/3 фазы 40 % при 65 А, 200–208 В, 1/3 фазы 100 % при 46 А, 230–600 В, 1/3 фазы РН | $$$ |
| Powermax 85 СИНХРОНИЗАЦИЯ | 3/4 дюйма | 60 % при 85 А, 230–600 В, 3 фазы 60 % при 85 А, 480 В, 1 фаза 50 % при 85 А, 240 В, 1 фаза 50 % при 85 А, 200–208 В, 3 фазы 40 % при 85 А, 200–208 В, 1 фаза 100 % при 66 А, 230–600 В, 1/3 фазы | $$$$ |
| Powermax 105 СИНХРОНИЗАЦИЯ | 7/8 дюйма | 70 % при 105 А, 240 В, 3 фазы 80 % при 105 А, 480–600 В, 3 фазы 100 % при 94 А, 480–600 В, 3 фазы 100 % при 88 А, 240 В, 3 фазы | $$$$$ |
| Powermax 125 | 1 1/2 дюйма | 100 % при 125 А | $$$$$$ |
 Такие инновации, как линейка Powermax SYNC с легко заменяемыми расходными картриджами, дают компании Hypertherm преимущество перед другими брендами.
Такие инновации, как линейка Powermax SYNC с легко заменяемыми расходными картриджами, дают компании Hypertherm преимущество перед другими брендами.
Вы, вероятно, уже знакомы с Miller как с производителем одних из лучших сварочных аппаратов в мире. | |||
Miller | Режущая способность | Номинальный рабочий цикл | Цена |
| Spectrum® 375 X-TREME™ | 3/8″ | 20 % при 27 А (вход 115 В) 35 % при 27 А (вход 230 В) | $$ |
| Spectrum® 625 X-TREME™ | 5/8″ | 50 % при 40 А | $$$ |
| Spectrum® 875 Auto-Line | 7/8 дюйма | 50 % при 60 А | $$$$ |
 Miller привносит свой опыт в мир плазменной резки с доступной и надежной линейкой станков плазменной резки Spectrum.
Miller привносит свой опыт в мир плазменной резки с доступной и надежной линейкой станков плазменной резки Spectrum. Thermal Dynamics — мировой лидер, устанавливающий стандарты гибкости, ценности и производительности для передового высокоточного оборудования для плазменной резки. | |||
Thermal Dynamics | Режущая способность | Номинальный рабочий цикл | Цена |
| Катмастер 40 | До 1/2 дюйма | 40 % при 27 А (110 В) 40 % при 40 А (200–240 В) | $ |
| Катмастер 58 | 1/2 дюйма | 40 % при 60 А 60 % при 50 А 100 % при 30 А | $$ |
| Катмастер 60i | 5/8 дюйма | 50 % при 60 А 60 % при 50 А 100 % при 40 А | $$$ |
| Катмастер 82 | 3/4 дюйма | 40 % при 80 А 60 % при 65 А 100 % при 55 А | $$$ |
| Катмастер 102 | 1″ | 60 % при 100 А 80 % при 80 А 100 % при 70 А | $$$$ |
| Катмастер 152 | 1 1/4″ | 60 % при 120 А | $$$$ |
 Его ручные системы, автоматизированные системы, ручные резаки, автоматические резаки и полная линейка принадлежностей охватывают все мыслимые области плазменной резки.
Его ручные системы, автоматизированные системы, ручные резаки, автоматические резаки и полная линейка принадлежностей охватывают все мыслимые области плазменной резки.Другие марки
- Плазменные резаки Hobart
- Плазменные резаки Vicor ESAB
Для получения лучших цен на качественное оборудование для плазменной резки, покупайте Welders Supply Company онлайн. По вопросам, касающимся оборудования для сварки или плазменной резки, свяжитесь с нами через Интернет или позвоните по телефону 1-800-236-8825.
По вопросам, касающимся оборудования для сварки или плазменной резки, свяжитесь с нами через Интернет или позвоните по телефону 1-800-236-8825.
Похожие категории
- НОВАЯ линейка Powermax SYNC
- Расходные материалы для плазменной резки
- Лучший дешевый плазменный резак
- Плазменные резаки по назначению
- Лучшие плазменные резаки для начинающих
- Лучшие плазменные резаки для профессионалов
Защитите свои глаза и кожу с помощью сварочных масок, сварочных перчаток и других средств безопасности при сварке, доступных в Интернете.
Избранное
Сварочные перчатки Tillman Premium MIG
Просмотр продукта
Защитные очки Gateway StarLite — прозрачные/незапотевающие
Посмотреть продукт
Наушники Jackson Safety, VIBE
Просмотр продукта
Сварочная маска Miller Digital Elite AutoDarkening «Черная»
Посмотреть продукт
Тканевая сварочная куртка Miller Indura
Просмотр продукта
Сопло Hypertherm Powermax 65/85/105 65A (5 шт. )
)
Посмотреть продукт
Накладка для удара слева Tillman
Просмотр продукта
Наконечники Miller Fastip Contact 2061(86,87,88,89,90)
Просмотр товара
Перчатка Tillman 30 Top Grain Pigskin TIG
Просмотр продукта
Рюкзак REVCO BSX Welders, сумка для инструментов, сумка для концерта
Просмотр продукта
Плазменный резак Tomahawk® 375 AIR с ручным резаком длиной 10 футов (3,0 м)
K2806-1
Плазменный резак Tomahawk 375 AIR точно режет низкоуглеродистую и нержавеющую сталь и может использоваться как с внешним, так и с внутренним компрессором.
Выход
Вход
Плазменная резка — где угодно и когда угодно
Система плазменной резки Tomahawk® 375 Air готова к работе для быстрой и точной резки. С 375 Air забудьте о шлифовальной машине — возьмите резак и режьте за считанные секунды.
С 375 Air забудьте о шлифовальной машине — возьмите резак и режьте за считанные секунды.
- Максимальная портативность – Встроенный воздушный компрессор позволяет работать в условиях, когда внешний сжатый воздух недоступен.
- Непрерывное управление выходом – Фокусировка дуги для материала различной толщины.
- Touch Start System – Надежное инициирование плазменной дуги без высокой частоты.
- Rapid Arc Restrike – Быстрая резка зазоров, даже расширенного металла.
- Регулятор продувки на передней панели — упрощает настройку расхода воздуха без запуска плазменной дуги.
- Безотказная работа, длительный срок службы расходных материалов — Новая конструкция электрода и сопла позволит вам сэкономить деньги в долгосрочной перспективе.
- Дополнительная безопасность – Наша система Parts-in-Place определяет правильную установку расходных материалов и резака.

- Совместимость с двигателем — выберите Lincoln Electric Ranger® или Vantage® для питания вашего Tomahawk® в удаленных местах
Предупреждение —
Рак и репродуктивный вред —
www.P65Warnings.ca.gov
Что включено
- Внутренний воздушный компрессор (внешнее воздушное соединение также входит в стандартную комплектацию)
Ручной резак LC25 и кабель 10 футов (3 м) с электродом | форсунка 25А | вихревое кольцо | стопорный колпачок | перетащите распорку
Регулятор воздуха и манометр
Внутренний водоотделитель
Рабочий зажим и кабель
Запасные расходные материалы включают (2) электроды | (2) сопла 25А | (1) вихревое кольцо
Погон
Входной шнур питания
Машинные входы и выходы
| Фаза 1: Входное напряжение №1 (напряжение/фаза/герц) | 208/230/1/60 |
| Фаза 1: Номинальная выходная мощность #1A (ток/напряжение/рабочий цикл) | 13А/85,2В/100% |
| Фаза 1: Номинальная выходная мощность #1B (ток/напряжение/рабочий цикл) | 18А/87,2В/60% |
| Фаза 1: Номинальная выходная мощность #1C (ток/напряжение/рабочий цикл) | 25А/90В/35% |
| Фаза 1: входной ток при максимальном номинальном выходе №1 (ток) | 21. 7А 7А |
Вес и размеры продукта
| Размеры (В x Ш x Г) | 15,2 дюйма x 8,5 дюйма x 18,9 дюйма (385 мм x 215 мм x 480 мм) |
| Вес нетто | 40 фунтов (18 кг) |
Машины
| Машины Процессы | Плазменная резка |
| Максимальный рейтинг | 25А |
Плазменные машины
| Фонарик в комплекте | Да |
| Газоснабжение | Воздух или азот |
| Требуемое давление газа | 80–110 фунтов на кв. дюйм дюйм(6–7,5 бар) |
| Рекомендуемая режущая способность (мягкая сталь) (дюйм/фут) | 5/16 дюйма при 22 дюймах в минуту |
| Рекомендуемая режущая способность (мягкая сталь) (мм/м) | 7,9 мм. при 0,56 м/мин |
| Максимальная толщина резки (мягкая сталь) (дюймы/футы) | 3/8 дюйма при 14 дюймов в минуту |
| Максимальная толщина реза (мягкая сталь) (мм/м) | 9,5 мм. при 0,36 м/мин |
| Максимальный разрыв (мягкая сталь) (дюймы/футы) | 1/2 дюйма при 5 дюймов в минуту |
| Максимальный разрыв (мягкая сталь) (мм/м) | 12,7 мм. при 0,13 м/мин |
Базовая спецификация
| Диапазон вывода | 10-25А |
Заявка
| Типичное применение | Строительство Автомобильная промышленность Общее производство |
Гарантия
| Гарантия | 3 года на машину, 1 год на горелку (двухлетняя расширенная гарантия доступна в США и Канаде) |
Горелки для плазменной резки и расходные материалы – Weldingoutfitter.
 com
com
У нас есть широкий выбор горелок для плазменной резки и расходных материалов! Мы хотели бы поставить вам: направляющие для резки, электроды, экраны, прокладки, плазменные наконечники или плазменные горелки! Если вам нужно что-то, чего нет на этой странице, звоните!
По любым вопросам звоните по телефону 1-641-201-1352!
Сортировать по
РекомендуемаяЦена, от низкой к высокойЦена, от высокой к низкойПо алфавиту, от A до ZПо алфавиту, от Z до ADДата, от старой к новойДата, от новой к старойЛучшие продажи
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Сделать выбор
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Сделать выбор
Быстрый просмотр
Быстрый просмотр
Сделать выбор
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Плазменная резка промышленного класса
Если что-то и остается неизменным в тяжелой промышленности, так это то, что технологии продолжают развиваться, и это расширяет круг возможных проектов. 100 лет назад было бы немыслимо возводить здания такой высоты, как небоскребы, которые мы видим в Дубае, или рыть огромные туннели под землей всего за несколько недель с помощью гигантских автоматизированных бурильных машин.
100 лет назад было бы немыслимо возводить здания такой высоты, как небоскребы, которые мы видим в Дубае, или рыть огромные туннели под землей всего за несколько недель с помощью гигантских автоматизированных бурильных машин.
Сегодня такие задачи — обычное дело. Но они были бы невозможны без достижений и эволюции технологий строительства и инструментов. Плазменный резак, например, — один из тех инструментов, которые изначально казались чем-то из области научной фантастики, но сегодня это электроинструмент, который любой, у кого есть деньги, может купить в магазине. И у нас есть оборудование и аксессуары, которые вам нужны, если вы заинтересованы в плазменных резаках и расходных материалах.
Теперь вы режете плазмой
В большинстве форм резки сварочных горелок используется газовый компонент, но только плазменная резка использует особую технику ионизации газа. Когда газ проталкивается через отверстие с нужной скоростью с приложенной к нему энергией, он становится «четвертым состоянием» материи после твердого, жидкого или газообразного состояния, и это плазма. Этот перегретый ионизированный газ создает огромное количество тепла, которое можно точно сфокусировать.
Этот перегретый ионизированный газ создает огромное количество тепла, которое можно точно сфокусировать.
Хотя это чрезвычайно мощная технология, которая была впервые применена в 1950-х годов, поначалу он практически не использовался в тяжелой промышленности. Эта технология была дорогой в обслуживании, и даже когда затраты снизились в 1980-х годах, технология была доступна только крупнейшим компаниям, работавшим в очень больших масштабах производства, чтобы оправдать стоимость дорогих машин. Однако сегодня эти машины может позволить себе любой желающий.
Резаки и расходные материалы
У нас есть ряд различных торговых марок, которые вы узнаете и которым доверяете, когда речь идет о плазменных резаках. Miller, Thermal Dynamics, Lincoln Electric, Trafimet и Hypertherm представлены в нашем каталоге оборудования, которое вы ищете. Все они также имеют соответствующую цену.
Если вы ищете плазменные резаки, у нас есть их в наличии, помимо резаков, дополнительные аксессуары, такие как роликовые направляющие и, конечно же, множество расходных материалов. Плазменная резка может быстро пройти через множество различных принадлежностей, таких как электроды, сопла, дефлекторы, удерживающие чашки, режущие наконечники и многое-многое другое. У нас есть все дополнительные расходные материалы, которые вам понадобятся, а также аксессуары, такие как направляющие для круговой резки и проставки для плазменной резки, которые помогут улучшить вашу работу.
Плазменная резка может быстро пройти через множество различных принадлежностей, таких как электроды, сопла, дефлекторы, удерживающие чашки, режущие наконечники и многое-многое другое. У нас есть все дополнительные расходные материалы, которые вам понадобятся, а также аксессуары, такие как направляющие для круговой резки и проставки для плазменной резки, которые помогут улучшить вашу работу.
Отличные цены, быстрая доставка
Если вы знаете, какой плазменный резак или расходные материалы вам нужны, мы можем доставить ваши товары в любую точку континентальной части США. Вам не придется долго ждать, а состояние будет в целости и сохранности благодаря сотрудничеству с опытными и уважаемыми партнерами по доставке. Если вам нужна еще большая ценность, попробуйте заказать больше у нас. Любой заказ на сумму 100 долларов и более получает бесплатную доставку и обработку!
Резка и шлифовка — Плазменная — Машины плазменной резки
Сортировать по:
Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
БЫСТРЫЙ ПРОСМОТР
Hypertherm — комплект для фильтрации воздуха
В настоящее время:
247,00 долларов США
БЫСТРЫЙ ПРОСМОТР
Hypertherm — плазменный резак Powermax85 SYNC
В настоящее время:
4725,00 долларов США
БЫСТРЫЙ ПРОСМОТР
Hypertherm — плазменный резак Powermax65 SYNC
В настоящее время:
3600,00 долларов США
БЫСТРЫЙ ПРОСМОТР
Hypertherm — установка плазменной резки Powermax30 AIR
В настоящее время:
2100 долларов США
БЫСТРЫЙ ПРОСМОТР
Hypertherm — плазменный резак Powermax45 XP
В настоящее время:
2380,00 долларов США
БЫСТРЫЙ ПРОСМОТР
Miller — Станок плазменной резки Spectrum 875 с ручным резаком XT60 длиной 20 футов
В настоящее время:
3649 долларов США.
 00
00БЫСТРЫЙ ПРОСМОТР
Miller — Spectrum 625 X-TREME Плазменный резак с 12-футовым ручным резаком XT40
В настоящее время:
2469,00 долларов США
БЫСТРЫЙ ПРОСМОТР
Miller — Станок плазменной резки Spectrum 375 X-TREME с ручным резаком XT30 длиной 12 футов
В настоящее время:
1899,00 долларов США
БЫСТРЫЙ ПРОСМОТР
Lincoln Electric — Плазменный резак Tomahawk 1000 с ручным резаком LC65
В настоящее время:
3350,00 долларов США
БЫСТРЫЙ ПРОСМОТР
Lincoln Electric — Плазменный резак Tomahawk 625 с ручным резаком LC40
В настоящее время:
2125,00 долларов США
БЫСТРЫЙ ПРОСМОТР
Lincoln Electric — Воздушно-плазменный резак Tomahawk 375
В настоящее время:
1845,00 долларов США
БЫСТРЫЙ ПРОСМОТР
Hypertherm — плазменный резак Powermax45 XP и расходные материалы в сборе
В настоящее время:
2579 долларов США0,95
БЫСТРЫЙ ПРОСМОТР
Hypertherm — Установка плазменной резки Powermax30 AIR и расходные материалы в сборе
В настоящее время:
2249,95 долларов США
БЫСТРЫЙ ПРОСМОТР
Hypertherm — плазменный резак Powermax30 XP и расходные материалы в сборе
В настоящее время:
1869,95 долларов США
БЫСТРЫЙ ПРОСМОТР
Hypertherm — плазменный резак Powermax30 XP
В настоящее время:
1710,00 долларов США
4 газа, используемых в плазменной резке, и как выбрать
Если вам нужна быстрая и чистая резка металла, плазменная дуговая резка должна быть на первом месте в вашем списке.
Но какой тип газа использует плазменная резка и как она работает?
В этом кратком руководстве мы рассмотрим четыре различных типа газов, подходящих для плазменной резки.
Читайте дальше, чтобы узнать, какой тип металла лучше всего подходит для резки, а также преимущества и недостатки каждого из них.
Какой газ использует плазменный резак?
В зависимости от типа материала и его толщины, разные газы позволяют добиться разного качества резки.
В идеале вы хотели бы иметь хороший баланс между результатами, скоростью, сроком службы деталей и эксплуатационными расходами.
Ниже приведены четыре наиболее часто используемых газа для плазменной резки.
Сжатый воздух
Это наиболее универсальный из всех плазмообразующих газов, используемых для низкоточной резки, который обеспечивает высококачественную резку низкоуглеродистой и нержавеющей стали, а также алюминия и углеродистой стали для плазменной строжки.
Сжатый воздух является экономичным выбором, поскольку воздух доступен бесплатно. Вам понадобится отдельный воздушный компрессор для запуска этой установки или плазменный резак со встроенным.
Вам понадобится отдельный воздушный компрессор для запуска этой установки или плазменный резак со встроенным.
Однако вам все равно придется удалять частицы пыли и влаги, что может значительно увеличить расходы. Чаще всего используется для резки металлов толщиной до 1 дюйма.
Плюсы
- Экономичный
- Может также использоваться для строжки
Минусы
- Оставляет окисленную область разреза, влияющую на свариваемость
- Может произойти окисление и азотирование поверхности реза, что может вызвать пористость сварных швов. Бороться с этим можно, используя качественную сварочную проволоку с денитрификаторами и раскислителями.
- Требуется отдельный воздушный компрессор
Кислород
Использование кислорода в плазменном резаке обеспечивает самую высокую скорость резки по сравнению с любым другим плазмообразующим газом, обеспечивая при этом наилучшее качество резки.
Этот газ подходит для углеродистой стали толщиной до 1-1/4 дюйма, где требуется резка высочайшего качества.
Когда газообразная плазма кислорода используется на углеродистой стали, они вступают в реакцию с образованием мелких брызг расплавленного металла, при этом каждая капля имеет низкое поверхностное натяжение. Этот мелкодисперсный спрей облегчает удаление из пропила.
При использовании кислородной плазмы воздух действует как защитный газ. Кислород также можно использовать для обработки нержавеющей стали и алюминия, но он дает более грубую поверхность среза.
Профи
- Максимальная скорость резки
- Наилучшее качество резки низкоуглеродистой стали
Минусы
- Газообразный кислород дорог.
- Срок службы расходных материалов короче. Однако высококачественные кислородные плазменные горелки используют инертные газы с кислородной плазмой, такие как азот, для получения тех же результатов.
Тем не менее, вы можете компенсировать высокие затраты, связанные с расходными деталями и самим газом, сведя к минимуму расходы на послесварочные операции, такие как удаление окалины и правка скошенных деталей.
Азот
Азот лучше всего подходит для сильноточных плазменных резаков. Он обеспечивает превосходное качество резки низкоуглеродистой и нержавеющей стали или алюминия толщиной до 3 дюймов.
Азот обычно используется в качестве стабилизатора с аргоном, чтобы добавить смачивающее действие к сварке, сохраняя при этом стоимость.
Азотная плазма очень хорошо работает с CO2 в качестве вторичного газа для повышения скорости резки и увеличения срока службы деталей по сравнению с воздухом. Вы также можете использовать воду в качестве вторичной с грунтовыми водами.
Плюсы
- Отличное качество резки.
- Прочные части жизни.
Минусы
- Использование CO2 стоит намного дороже, чем воздух, и означает использование нескольких газовых баллонов для подачи достаточного потока, который удовлетворяет потребности такого рода.
- Газообразный азот стоит дорого.
Аргон-водород
Эта конкретная смесь в основном используется для резки нержавеющей стали и алюминия.
Аргон-водород обеспечивает чистый, прямой рез и очень гладкую поверхность нержавеющей стали.
Идеальное стехиометрическое соотношение, обеспечивающее оптимальные условия, составляет 65 % аргона и 35 % водорода. Эта комбинация в этом соотношении предлагает самый горячий плазменный горящий газ, обеспечивающий почти идеальные, чистые разрезы. По этой причине не рекомендуется резать мягкую сталь.
Горелки с впрыском воды используют аргон-водород для резки нержавеющей стали толщиной до 6 дюймов. Он подходит для резки любого материала толщиной более трех дюймов.
Еще одно преимущество использования этой комбинации заключается в том, что ее также можно использовать для плазменной строжки любого материала. Тем не менее, вдоль нижнего края материала можно обнаружить зубчатые окалины, с которыми иногда неудобно работать.
В качестве контрмеры азот используется в качестве защитного газа с аргон-водородом. Эта смесь газов также имеет тенденцию быть дорогой, что увеличивает стоимость эксплуатации.
Pros
- Производит самую горячую плазму для резки материалов.
- Может использоваться для плазменной строжки любых материалов.
Минусы
- Неэкономичен из-за высокой стоимости эксплуатации.
- Уровни окалины могут образовываться вдоль нижнего края разрезаемого материала.
Выбор подходящего газа
Когда дело доходит до выбора газа для плазменной резки, вам необходимо учитывать несколько важных факторов, начиная от типа материала, с которым вы хотите работать, желаемого качества резки и заканчивая вашим бюджетом.
Приведенная ниже таблица служит ключом к выбору наилучшего газа для плазменной резки.
| Плазменный газ и защита | Мягкая сталь | Нержавеющая сталь | Алюминий |
|---|---|---|---|
| Воздух и Воздух | – Хорошее качество резки, – Более высокая скорость резки, – Экономичность | – Хорошее качество резки, – Более высокая скорость резки, – Экономичность | – Хорошее качество резки, – Более высокая скорость резки, – Экономичность |
| Кислород и воздух | – Хорошее качество резки, – Более высокая скорость резки, – Очень мало окалины | – Не рекомендуется | – Не рекомендуется |
| Азот и воздух | – Немного окалины, – Удовлетворительное качество резки, – Впечатляющий срок службы деталей | – Впечатляющий срок службы деталей, – Хорошее качество резки | – Впечатляющий срок службы деталей, – Превосходное качество резки |
| Азот и CO2 | – Небольшой окалина, – Впечатляющий срок службы деталей, – Удовлетворительное качество резки | – Впечатляющий срок службы деталей – Хорошее качество резки | – Впечатляющий срок службы деталей – Хорошее качество резки |
| Азот и вода | – Немного окалины, – Удовлетворительное качество резки, – Впечатляющий срок службы деталей | – Превосходное качество резки – Впечатляющий срок службы деталей | – Превосходное качество резки – Впечатляющий срок службы деталей |
| Аргон-водород и вода | – Не рекомендуется | – Идеально подходит для толщины >1/2″ | – Идеально подходит для толщины >1/2″ |
Читать по теме : Лучший плазменный резак – Лучшие выборы и обзоры тип используемого газа.
Рекомендации в соответствии с отраслевой практикой в отношении того, какие газы лучше всего подходят для каких материалов, следующие:
- Кислородная плазма лучше всего подходит для низкоуглеродистой стали, где воздух действует как защитный газ, обеспечивая наилучшее качество резки с минимальным образованием окалины. Это дает мало шансов на доработку, сохраняя при этом превосходную свариваемость при высоких скоростях резания.
- Используйте аргон-водород в сочетании с азотом в качестве вторичного, чтобы получить наилучшее качество резки алюминия и толстой нержавеющей стали. Убедитесь, что ваша система безопасна и совместима с газообразным аргоном-водородом.
- Используйте азотную плазму с CO2 для резки нержавеющей стали и алюминия, чтобы получить наилучшие результаты по стоимости.
- Для наиболее экономичной плазменной резки чистый сжатый воздух лучше всего подходит для резки алюминия, низкоуглеродистой и нержавеющей стали.

Как пользоваться плазменным резаком?
Лучшие сварочные проекты для начинающих
Пожалуйста, включите JavaScript
Лучшие сварочные проекты для начинающих
Когда вы только начинаете заниматься металлообработкой, это может быть довольно ошеломляюще. Есть множество принципов и практик, которые вы должны изучить, чтобы действительно стать хорошим специалистом по металлообработке… Есть несколько станков и инструментов, которые вам нужно освоить, включая плазменный резак.
Плазменный резак (или плазменный резак) используется для резки электропроводящих металлов, таких как сталь и алюминий. Это достигается за счет использования сжатого газа для ионизации воздуха в плазменную дугу, которая фактически плавит разрезаемый материал.
Это отличный инструмент. Особенно, если вы строите или ведете производственный бизнес. Он портативный, простой в использовании и действительно может быстро заработать вам деньги.
Я начал пользоваться плазменным резаком несколько лет назад и хотел бы узнать о них еще раньше. До того, как появился мой новый любимый инструмент, я использовал угловую шлифовальную машину и ленточную пилу, чтобы делать все разрезы. Но теперь мой плазменный резак с легкостью справится со всей этой тяжелой работой.
Я поделюсь своим опытом и ноу-хау, которые я узнал на этом пути. Не волнуйтесь, даже если вы никогда не слышали о плазменном резаке и о том, как его использовать, я обещаю, что у вас будут прочные практические знания, когда мы закончим.
Итак, давайте приступим к изучению плазменного резака, принципа его работы и различных типов, доступных на рынке.
Что такое плазменный резак?
Теперь, чтобы по-настоящему понять плазменный резак, важно поговорить о науке, стоящей за ним. Вы не только получите более глубокие знания о машине, но и получите лучшее представление о том, как устранять проблемы, если и когда они возникают.
Наука
» Так в чем же дело — я просто покупаю плазменный резак, подключаю газ и электричество и готово. .. верно? «Ну, не совсем так.
.. верно? «Ну, не совсем так.
Плазменные резаки работают на различных типах газа, они могут использовать сжатый воздух (например, ваш заводской компрессор), аргон или кислород. В этой статье мы остановимся на ручных плазменных резаках, поэтому большинство этих машин работают на сжатом воздухе.
Теперь , вот самое интересное.
Все мы знаем о льде, паре и жидкой воде, верно? Да, мы на секунду возвращаемся к нашему уроку естествознания в 6-м классе. Лед, пар и вода представляют различные состояния материи, с которыми мы все знакомы: твердое, жидкое и газообразное.
Но подождите минутку : есть 4-е состояние вещества, которое мы редко обсуждаем- Плазма.
Чем он отличается от обычного газа?
Одно из отличий плазмы от обычного газа состоит в том, что она содержит одинаковое количество как положительно, так и отрицательно заряженных ионов.
Всякий раз, когда к газу прикладывается высокая температура, превращая его в плазму, он наделяется довольно уникальной способностью. Когда плазма направляется с высокой скоростью на кусок металла, электроны в плазме сталкиваются с основным металлом. Следовательно, металл буквально плавится и сдувается в виде реза.
Когда плазма направляется с высокой скоростью на кусок металла, электроны в плазме сталкиваются с основным металлом. Следовательно, металл буквально плавится и сдувается в виде реза.
Теперь, когда вы немного знаете о том, как на самом деле работает плазменный резак, давайте поговорим о настройке и инструментах, которые вам понадобятся.
Плазменная машина и установка
Сам по себе плазменный резак довольно прост. С базовой портативной моделью у вас есть горелка, электрические и газовые входы. Важно знать, что для плазменной резки требуется подача сухого воздуха.
- Большинство машин поставляются с фильтром для осушения и удаления любых примесей из подаваемого воздуха. Но некоторые машины значения не имеют. Так что имейте это в виду. Хорошим компрессором для магазина будет этот .
- Для любителей плазменный резак, который может работать от сети 110 В или 220 В, является хорошим выбором. Поскольку 110 В доступно практически везде, этот тип машины очень портативный.
 Однако толщина металла, который вы можете разрезать с помощью 110 В, ограничена гораздо более тонким материалом. Взгляните на плазменный резак, который использует владелец этого сайта, здесь.
Однако толщина металла, который вы можете разрезать с помощью 110 В, ограничена гораздо более тонким материалом. Взгляните на плазменный резак, который использует владелец этого сайта, здесь. - После того, как вы настроите воздух и подключите машину к сети, вы готовы к работе. Вы просто отмечаете свой металл и начинаете резать. Имейте в виду, что большинству машин требуется 220 В для металла толщиной более ⅜ дюйма и выше.
ПРИМЕЧАНИЕ: Самое важное, что нужно помнить новому пользователю, это скорость движения . Хорошее эмпирическое правило: чем толще ваш металл, тем медленнее должна быть ваша скорость движения. Если вы будете двигаться слишком быстро, вам не удастся добиться тщательного разреза.
Расходные материалы
Как и при сварке, существуют расходные материалы, которые необходимо время от времени заменять при использовании плазменной резки. Главный элемент, который время от времени требует замены, — это наконечник.
ПРИМЕЧАНИЕ: Некоторые бренды разработаны таким образом, что их наконечники необходимо приобретать. А другие поставляются с наконечниками общего дизайна, которые доступны по гораздо более низкой цене. Это просто то, что нужно иметь в виду, когда вы решаете, какой резак купить.
Где использовать плазменный резак?
До сих пор мы немного познакомились с наукой о плазменном резаке, самой машине и настройке. Теперь давайте сменим тему и поговорим об основных областях применения плазменного резака и о том, где его лучше всего использовать.
Вы можете найти плазменные резаки в полевых условиях и в магазине. Иногда это специализированные машины для цеха, а иногда вы можете использовать переносную машину в магазине и в полевых условиях, как упоминалось ранее.
Все зависит от ваших потребностей и проектов, над которыми вы хотите работать. Но в идеале вы захотите иметь специальный магазин и отдельную полевую машину.
Портативные плазменные резаки для использования в полевых условиях
На рынке представлено множество портативных плазменных резаков. Они варьируются в цене от недорогих марок до моделей высокого класса. Большинство машин довольно надежные исполнители. Просто будьте осторожны с машинами на дне ствола. Вы, вероятно, закончите с чем-то менее чем полезным.
Yeswelder становится все более и более популярным в сфере сварки. Он предлагает отличное соотношение цены и качества, и вам обязательно стоит на них взглянуть.
Для использования в полевых условиях вам понадобится машина с выводами 15 или 20 футов. Таким образом, вы можете легко добраться до своей работы и при этом иметь возможность подключить воздух и электричество.
СОВЕТ: Вы также можете запустить плазменный резак или сварочный аппарат, если на то пошло, от генератора, если нет питания 110 В. Я делал это несколько раз, и приятно знать, что это вариант. С генератором вы действительно на 100% портативны.
Где вы обычно используете портативный плазменный резак?
Типичное использование зависит от проектов, которыми вы занимаетесь. Поэтому позвольте мне дать вам несколько идей о проектах, для которых я использовал свой полевой плазменный резак.
Ремонт квартир
У нас был проект, в ходе которого старое здание переоборудовали из сдаваемых в аренду квартир в многоквартирные дома. Проектировщики хотели, чтобы все мусоропроводы и воздуховоды HVAC были удалены для новой высокоэффективной системы. Чтобы сэкономить время, у нас было около 12 плазменных резаков одновременно (на разных этажах), чтобы вырезать и удалить все воздуховоды.
Художественные инсталляции
Художники могут быть непостоянными людьми, поэтому иногда лучше выполнять отделочные работы в полевых условиях. Когда-то у нас была 35-футовая стальная фигура, которую нужно было прикрепить к земле и к соседнему зданию.
После того, как художнику понравился «внешний вид» опоры статуи, нам пришлось изготовить стальные анкеры, чтобы подогнать их под изогнутый металл. Итак, мы обвели картон вдоль фигуры, чтобы получить точную подгонку. Затем мы обвели наш картон поверх стали и вырезали анкеры с помощью плазменного резака.
Техническое обслуживание
Иногда мы сталкиваемся с машиной или сооружением, которое нуждается в небольшом ремонте. Плазменный резак может эффективно резать нестандартную форму или небольшой кусок металла, не возвращаясь в мастерскую. Это экономит время и быстро завершает ремонт.
Использование плазменного резака в цехе
Использование плазменного резака в цеху — это немного другая история. Их можно использовать на станке с ЧПУ, и результаты могут быть потрясающими. Вы можете взять необработанный стальной лист и превратить его в произведение искусства с удивительным дизайном.
Эти рисунки можно не только создавать красиво, но и повторять снова и снова. Это позволяет вашему магазину принимать большие заказы для более крупных клиентов.
Некоторые примеры, которые я видел:
- Разработайте и изготовьте 79 оконных решеток для небольшого многоквартирного дома
- Произведите 125 металлических тыкв для праздника Хэллоуина в небольшом городе добавить)
Это только вершина айсберга, когда дело доходит до использования в цеху стола с ЧПУ. Но основная идея заключается в том, что вы можете производить точные разрезы снова и снова. Это может иметь большое значение, если вы хотите заняться производством или у вас есть работа, где вам требуется много одинаковых деталей.
Насадки и аксессуары для плазменного резака
Я хотел бы рассказать о некоторых насадках и других предметах для плазменных резаков. На всякий случай, если вы не захотите идти по маршруту ЧПУ. Возможно, у вас есть производственный цех или вы думаете о том, чтобы заняться чем-то подобным.
В этом случае вам понадобятся следующие насадки и аксессуары:
Стол для плазменной резки
Вот хороший вариант от Eastwood. Это очень удобно по двум основным причинам:
- вы не хотите резать на полу и
- если вы прикрепите металл к сварочному столу, отрезанная часть обычно падает на пол.
Этот стол позволяет выполнять безопасные разрезы и поддерживает всю заготовку.
Направляющая для резки
Вот еще один хороший инструмент от Иствуда. Иногда нужно сделать криволинейный срез. Особенно, если вы работаете с кузовными панелями или произведениями искусства. Это руководство позволит вам вести горелку вдоль края для точного реза.
- Комплект кругов
Предположим, вам нужно изготовить стальной стержень, и чтобы закрепить его на месте, вам нужно прорезать 73 сквозных отверстия, чтобы вы могли закрепить этот стержень болтами. Как вы можете сделать это легко? С круглой насадкой . Или, допустим, вам нужно вырезать круглые диски для арт-инсталляции — ну, эта насадка вам пригодится.
Вы можете эффективно использовать плазменный резак в полевых условиях и в магазине. В зависимости от проекта вам могут понадобиться дополнительные приспособления для быстрого и эффективного выполнения высококачественной работы.
Большую часть времени вы можете покупать насадки и инструменты по мере необходимости, поэтому со временем у вас будет хороший выбор насадок, которые значительно облегчат работу.
Разница между плазменными резаками и многофункциональными машинами
Основное различие между плазменным резаком и многофункциональным станком заключается в следующем: у плазменного резака будет одна функция — резка. Многофункциональная машина будет иметь несколько функций, обычно сварку электродом и сварку TIG в дополнение к плазменной резке.
Стоит ли покупать многофункциональную машину или плазменный резак?
Для ответа на этот вопрос нет жесткого и быстрого правила, но оно возникает часто, поэтому я дам вам свой лучший ответ.
- Если вы занимаетесь домашними делами и любите сваривать по выходным, то вам подойдет хороший аппарат MP. Вы можете подключить до 110 В (домашнее питание) и без проблем резать сталь толщиной ⅜ дюйма. Затем вы можете легко установить свой машинный сварной шов.
- Аппарат MP — это хорошая инвестиция, и его приобретение сэкономит вам место, а не отдельные сварочные аппараты и плазменный резак.
- Если у вас небольшой бизнес или генеральный подрядчик, вам стоит иметь специальный плазменный резак. Вы будете более эффективны в работе, а экономия на рабочей силе быстро окупится за машину, включая любые необходимые специальные навесные приспособления.
Как использовать плазменный резак в деталях?
Каждый плазменный резак работает по-своему. Следовательно, всегда лучше перед запуском ознакомиться с руководством пользователя. Некоторые из них, такие как плазменные резаки Lincoln, будут иметь встроенную воздушную и защитную решетку. В то время как другим потребуется воздух из магазина и ограниченные средства защиты.
Ниже приведены несколько общих моментов, которые мы рассмотрим в этой статье, относительно того, как эффективно использовать плазменный резак. Мы разбили их на мелкие кусочки.
1. Подготовка аппарата
Когда вы будете готовы использовать свой плазменный резак, убедитесь, что все подключено и готово к работе.
- Если вашей машине нужен внешний воздух, подключите линию прямо сейчас. Если машина сжимает собственный воздух, убедитесь, что установка подключена к электричеству, манометр активен и воздух накапливается.
- Ваша машина будет иметь определенное давление воздуха для оптимальной резки, обязательно обратитесь к руководству. Когда вы начнете резать, давление воздуха упадет. Это нормально и ожидаемо. Когда вы отпустите спусковой крючок и прекратите резку, давление вернется к выбранному вами показателю PSI, а манометр покажет ваш текущий PSI.
2. Регулировки
Теперь, когда на машину подается питание и подается воздух, вам необходимо внести некоторые коррективы.
- Проверьте силу тока. Вам нужно будет настроить усилители в соответствии с материалом, который вы режете. Здесь, конечно, действует правило: чем толще материал, тем выше сила тока. Многие машины будут иметь стандартные 50 ампер. И они будут резать все толщиной ½ дюйма и меньше. Машины с меньшим усилием обязательно будут сведены к резке более тонких материалов.
- Факел. Поскольку вы режете очень горячим сжатым воздухом, большинство пистолетов имеют две встроенные функции безопасности.
- Первая из них — неработоспособность: машина не будет работать, если горелка собрана и отсутствует часть.
- Второй предохранитель — спусковая скоба. Поскольку плазменный резак будет резать все, что проводит электрический ток, вам нужно убедиться, что вы выровнены с заготовкой и готовы к работе. Поэтому, как только вы настроите факел, вам нужно будет поднять защиту, а затем нажать на спусковой крючок, чтобы разрезать.
Безопасность
Мы только что рассмотрели текущую регулировку плазменного резака. Но давайте поговорим о вас на секунду. Резать плазмой грязно. Искры и шлак могут летать повсюду. Особенно, если скорость вашего движения выключена. Итак, чтобы быть в безопасности, вам понадобится:
- Хорошая защита для глаз. Для сварки требуется капюшон, потому что искры летят к вам, а свет намного ярче по сравнению с плазменной резкой. Мы рекомендуем вам использовать затемненные очки для резки или сварочную маску с регулируемым затемнением.
- Также необходима огнеупорная оболочка.
Операции
Итак, ваш плазменный резак готов и включен. Усилители настраиваются на материал, который вы режете, и вы и машина в безопасности. Поговорим об операциях.
Если вы используете направляющую для резки, вы должны выровнять ее для прямого реза. Если это изогнутая линия, установите магнитную защиту.
- Возьмите резак и выровняйте его под углом 90 градусов к заготовке. Затем вы нажмете на спусковой крючок и начнете перемещать его вдоль заготовки. В этот момент вы активно делаете сокращение. Обратите внимание на скорость вашего движения.
- Скорость движения важно учитывать, и легко определить, двигаетесь ли вы слишком быстро или слишком медленно. Вот как:
- Слишком высокая скорость движения: искры и окалина будут лететь вверх к вам, оператору. В этом случае немедленно снизьте скорость.
- Слишком медленное движение: вы можете заметить неровный срез. Если вы двигаетесь слишком медленно, вы можете дать камере резака блуждать влево или вправо, что приведет к неровному резу, если вы не используете направляющую.
- Скорость движения как раз подходящая: все искры и окалина будут падать на пол, пока вы делаете сквозной пропил.
- Завершение резки: Старайтесь, чтобы угол резака составлял истинные 90 градусов. Это обеспечит чистоту среза. Если есть несколько мест, которые не были прорезаны по всему желобу, вам нужно взять молоток и слегка постучать по части, чтобы она полностью отделилась.
Заключение
В этой статье мы рассмотрели науку о плазменном резаке, различные доступные типы резаков, приспособления и аксессуары, которые вы захотите рассмотреть, а также основные области применения плазменного резака.
Плазменные резаки — это универсальные и простые в использовании машины, которые могут использоваться как любителями, так и профессионалами. На сегодняшнем рынке их много, и менее чем за 800 долларов вы можете получить хорошую многоцелевую машину, небольшой комплект расходных материалов и магазинный компрессор для начала работы.
