Вес токарного станка: Вес токарного станка 1к62 год выпуска 1961
Содержание
Технические характеристики, область применения и преимущества токарно-винторезного станка 1к62
Токарный станок 1К62 по праву является одним из наиболее известных и распространённых на постсоветском пространстве. Марка 1К62 является одной из самых ходовых, так как обеспечивает качественное выполнение токарной обработки деталей более широкого спектра, чем агрегаты с аналогичными функциями.
- Общая информация о токарном станке 1К62
- Область применения оборудования
- Технические характеристики
- Преимущества агрегата
Общая информация о токарном станке 1К62
Расшифровывается буквенно-цифровой индекс 1К62 просто:
1 — группа станка — токарные;
К — поколение станка;
6 — тип — винторезные;
2 — высота центров. В данной модели это 220 мм.
Ещё в конце маркировки может стоять буква, обозначающая класс точности станка.
Биография токарно-винторезного станка 1К62 довольно интересна. Разработан он был на заводе «Красный пролетарий» в Москве, где потом и производился. Началом использования на производстве можно считать тридцатые годы прошедшего века. Правда, в его названии тогда была аббревиатура ДИП (догоним и перегоним). Но после 1937 года, когда была введена новая система классификации станков, появилась современная маркировка.
Началом использования на производстве можно считать тридцатые годы прошедшего века. Правда, в его названии тогда была аббревиатура ДИП (догоним и перегоним). Но после 1937 года, когда была введена новая система классификации станков, появилась современная маркировка.
Выпуск 1К62 давно прекращён, но большое количество этих замечательных станков всё ещё продолжает эксплуатироваться на производстве благодаря надёжности и продуманности конструкции. Конечно, найти совершено новое изделие крайне затруднительно, в процессе работы узлы и детали агрегатов изнашиваются и приходят в негодность. Но при должном уходе и обслуживании некоторые экземпляры отличаются от нового только обновлённым слоем краски.
Несомненно, некоторое оборудование приходит в полную негодность, а другим машинам требуется капитальный ремонт. Если заменить вышедшее из строя электрооборудование, провести по необходимости перешлифовку станин и направляющих либо их шабрение, то обновлённый 1К62 с уникальными техническими характеристиками ещё довольно долго сможет послужить на производстве. Для этого, разумеется, необходима вся техническая документация по станку.
Для этого, разумеется, необходима вся техническая документация по станку.
Область применения оборудования
Спектр применения данного агрегата довольно широк:
- точение цилиндрических, конических и фасонных поверхностей;
- сверление, растачивание, развёртывание и зенкерование отверстий;
- нарезание наружной и внутренней резьбы различных видов как метчиками и плашками, так и резьбовыми резцами и головками;
- накатка поверхностей;
- токарная обработка асимметричных деталей и корпусов с использованием 4-х кулачковых патронов и планшайб;
- точение тонких и длинных деталей с использованием люнетов;
- копировальные работы с применением идущего в комплекте гидрокопировального приспособления и многое другое.
Рассматриваемая нами модель является универсальным токарно-винторезным станком, технические характеристики которого довольно уникальны. У станка 1К62 имеется паспорт, в соответствии с которым на нём могут нарезаться дюймовая, питчевая, модульная резьба и Архимедова спираль. Основная резьба — метрическая. Выполнение всех токарных работ возможно с довольно широкой линейкой шагов.
У станка 1К62 имеется паспорт, в соответствии с которым на нём могут нарезаться дюймовая, питчевая, модульная резьба и Архимедова спираль. Основная резьба — метрическая. Выполнение всех токарных работ возможно с довольно широкой линейкой шагов.
Технические характеристики
Все полностью технические характеристики размещаются в паспорте, идущем в комплекте с изделием. В целях общего ознакомления с основными возможностями нашего образца представляем краткий обзор параметров.
- Самый большой диаметр заготовки: 400 мм — над станиной, 220 мм — над суппортом.
- Предельные веса обрабатываемых заготовок: наибольший вес устанавливаемой в патроне детали — 300 кг, на центрах — 1,3 тонны.
- Станок выпускался в трёх габаритных модификациях: межцентровые расстояния 710, 1000 и 1400 мм. Соответственно, максимальное расстояние продольного движения суппорта (значит, и длина обрабатываемой детали) — 640, 930 и 1330 мм.
- Наибольший рекомендуемый диаметр заготовки, проходящей через внутришпиндельное отверстие — 45 мм (само отверстие 47 мм).

- Размер посадочного конуса в шпинделе — Морзе № 6, а в пиноли задней бабки — Морзе № 5.
- Максимальное расстояние, на которое можно выдвинуть пиноль задней бабки — 200 мм.
- Высота державки резцов, устанавливаемых в резцедержателе — 25 мм.
- Габаритные размеры станка с межцентровым расстоянием 1000 мм: по длине — 2812 мм, по ширине — 1166 мм и в высоту — 1324 мм.
- Вес станка 1К62 с тем же расстоянием между центрами — 2140 кг.
- Нарезание метрических резьб с шагом в пределах от 1 до 192 мм.
- Нарезание дюймовых резьб с шагом резьбы от 2 до 24 ниток на 1 дюйм.
- Выполнение модульных резьб с шагом в пределах от 0,5 до 40 модулей.
- Выполнение питчевых резьб с шагом в пределах от 1 до 96 питчей.
- Пределы числа оборотов шпинделя — от 12,5 до 2000 об/мин.
- Пределы продольных подач суппорта — от 0,07 до 4,16 мм/об., поперечных — от 0,035 до 2,08 мм/об.
1К62 по паспорту и техническим характеристикам оснащён четырьмя электродвигателями:
- двигателем главного привода мощностью 10 кВт;
- мотором быстрых перемещений мощностью 0,8 кВт;
- двигателем гидростанции с мощностью 1,1 кВт;
- мотором насоса охлаждения с 0,125 кВт мощности.

Некоторые модели оборудования для металлообработки сконструированы с питанием силовой цепи от 220 В. Но это не правило, а исключение, касающееся небольших «домашних» образцов. Рассматриваемый нами агрегат и в базовой комплектации, и в модификациях требует питания 380 В.
Преимущества агрегата
Несмотря на давнюю историю, рассматриваемый нами агрегат всё ещё распространён на металлообрабатывающих предприятиях и в ремонтных мастерских. Несомненные достоинства модели обусловлены следующими критериями.
- Узлы и конструкционные детали оборудования имеют повышенную прочность и усиленную жёсткость, а также специальные опорные детали, что позволяет работать с закалённым материалом.
- Особая конструкция станка позволяет лучше противостоять вибрациям в процессе изготовления деталей.
- Заводская комплектация включает в себя сменные шестерни для расширенной настройки гитары передней бабки с целью увеличения диапазона нарезаемых резьб.

- Продуманная система энергоснабжения станка, включающая несколько тепловых реле и плавких предохранителей для защиты от коротких замыканий и перегрузок.
- Наличие специальных опорных элементов, компенсирующих излишние динамические нагрузки. Благодаря этому становится возможным изготовление деталей повышенной точности.
- Возможность смещения задней бабки в поперечном направлении на 15 мм в прямом и обратном направлении для точения пологих конусов.
- Широкие рамки регулировки оборотов шпинделя и рабочих подач.
- Один из главных плюсов токарно-винторезного станка 1К62 и его технических характеристик — это лёгкость и простота настройки рабочих режимов, что, несомненно, облегчает управление станком в производственном процессе и снимает с рабочего излишние физические нагрузки.
- Наличие дополнительного оборудования и оснастки, идущего в комплекте со станком либо приобретаемого отдельно. Оно значительно расширяет рабочий функционал.
Несмотря на давно прекратившийся выпуск станков этой модели, продолжают выпускаться усовершенствованные варианты станков, изготавливаемых на основе 1К62. Широкие возможности, универсальность, простота в обслуживании и управлении современных механизмов разрабатываются на основании многолетней практики использования станка 1К62 в различных условиях. До сих пор он остаётся одним из лучших металлообрабатывающих станков.
Широкие возможности, универсальность, простота в обслуживании и управлении современных механизмов разрабатываются на основании многолетней практики использования станка 1К62 в различных условиях. До сих пор он остаётся одним из лучших металлообрабатывающих станков.
1А616 технические характеристики | Станок токарный винторезный
Технические характеристики станка 1А616 позволяют проводить различные токарные операции нормальной сложности, включая нарезание резьбовых поверхностей, сверление и развертывание отверстий.
Наименование характеристики |
| |
Тип станка | Токарно-винторезный универсальный | |
Модель | 1А616 | |
Класс точности | Н | |
Вес станка, кг | Порядка 1500 | |
Габарит станка (длина х ширина х высота), мм | 2135x1225x1220
| |
Основные размеры | ||
Высота центров, мм | 165 | |
Расстояние между центрами, мм | 710 | |
Размеры обрабатываемых изделий |
| |
Наибольший диаметр обрабатываемого прутка, мм | 34 | |
Наибольший диаметр изделия, устанавливаемого над суппортом, мм | 180 | |
Наибольший диаметр изделия, устанавливаемого над станиной, мм | 320 | |
Наибольшая длина обтачивания, мм | 660 | |
Шаг нарезаемой резьбы: |
| |
метрической, мм | 0,5—24 | |
дюймовой, число ниток на 1″ | 56—1 | |
модульной, в модулях | 0,25—22 | |
питчевой, в питчах | 128—2 | |
Суппорт | ||
Количество резцов в резцедержателе | 4 | |
Наибольшие размеры державки резца, мм |
| |
ширина | 20 | |
высота | 25 | |
Расстояние от опорной поверхности резца до линии центров, мм | 25 | |
Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 170 | |
Количество суппортов: |
| |
передних | 1 | |
задних | нет | |
Количество резцовых головок в переднем суппорте | 1 | |
Наибольшее перемещение, мм: | Продольное | Поперечное |
от руки | 670 | 195 |
по валику | 670 | — |
по винту | 670 | 195 |
Выключающие упоры . | отсутствуют | |
Быстрое перемещение м/мин | отсутствует | |
Перемещение на одно деление лимба, мм: |
| |
продольное | 1 | |
поперечное | 0,05 | |
Перемещение на один оборот лимба, мм: |
| |
продольное | 110 | |
поперечное | 15 | |
Пределы продольных и поперечных подач, мм/об шпинделя | 0,005—0,91 | |
Резцовые салазки | ||
Наибольший угол поворота, град | 90 | |
Цена одного деления шкалы поворота, град | 1 | |
Наибольшее перемещение, мм | 120 | |
Цена одного деления лимба, мм | 0,05 | |
Перемещение на один оборот лимба, мм | 3 | |
Резьбоуказатель | Отсутствует | |
Предохранение от перегрузки | имеется | |
Блокировка | имеется | |
Шпиндель | ||
Пределы скоростей прямого и обратного вращения, об/мин | 9—1800 (11—2240 по заказу) | |
Внутренний конус | Морзе № 5 | |
Диаметр отверстия шпинделя, мм | 35 | |
Торможение шпинделя | имеется | |
Блокировка рукояток | Имеется | |
Задняя бабка | ||
Внутренний конус | Морзе № 4 | |
Наибольшее перемещение пиноли, мм | 120 | |
Цена одного деления шкалы перемещения пиноли, мм: |
| |
линейки | 1 | |
нониуса | — | |
Поперечное смещение, мм: |
| |
вперед | 10 | |
назад | 10 | |
Привод |
| |
Род привода | от индивидуального электродвигателя | |
Электродвигатели | ||
Главного движения: |
| |
мощность, кВт | 4 | |
число оборотов в минуту | 1450 при 50 гц | |
Насоса охлаждения: мощность, кВт | 0,125 | |
число оборотов в минуту | 2800 При 50 гц | |
Ремни по ГОСТ 1284-57 | ||
Местонахождение | главный привод | |
Тип клиновой | Б2000 | |
Количество | 5 | |
Тип клиновой | Б1400 | |
Количество | 3 | |
Подшипники шпинделя | ||
Передний |
| |
Тип | роликоподшипник двухрядный радиальный | |
Условное обозначение | 3182116 | |
Основные размеры, мм | 80 х 125 х 34 | |
Задние: |
| |
Тип | шарикоподшипник упорный | |
Условное обозначение | 8211 | |
Основные размеры, мм | 55x90x25 | |
Тип | шарикоподшипник радиально-упорный | |
Условное обозначение | 46211 | |
Основные размеры, мм | 55X 100×21 | |
Муфты | ||
Местонахождение | фартук | |
Назначение | включение продольной подачи | |
Тип | зубчатая | |
Местонахождение | фартук | |
Назначение | включение поперечной подачи | |
Тип | зубчатая | |

Рисунок — эскиз конца шпинделя 1а616
Рисунок — 1а616 эскиз суппорта
Токарный станок 16У04П: технические характеристики, эксплуатация
Токарный станок модели 16У04П выпускался в семидесятых-восьмидесятых годах прошлого века на Кироваканском заводе прецизионных станков. Он относится к классу универсального токарного оборудования повышенной точности (литера «П» в его обозначении). В декабре 1988 года Кировакан (ныне — Ванадзор) был практически полностью разрушен сокрушительным Спитакским землетрясением.
Он относится к классу универсального токарного оборудования повышенной точности (литера «П» в его обозначении). В декабре 1988 года Кировакан (ныне — Ванадзор) был практически полностью разрушен сокрушительным Спитакским землетрясением.
Почти все производственные помещения станкостроительного завода превратились в руины, и после этого он уже никогда не возобновлял свою работу. За два десятилетия было произведено большое количество 16У04П, поэтому эти токарные станки до сих пор используются на небольших производствах, а также в гаражных и домашних мастерских.
Назначение, область применения станка
Токарно-винторезный станок 16У04П был разработан для получистового и чистового точения изделий среднего размера из различных металлов и сплавов. Его конструкция и технические характеристики позволяют выполнять токарные работы на высоких оборотах и с повышенной точностью. 16У04П имеет весьма скромные размеры и вес (масса станка без подставки — 360 кг, площадь размещения — примерно 1.4 х 0.75 м), что дает возможность установки без фундамента практически в любых помещениях.
16У04П имеет весьма скромные размеры и вес (масса станка без подставки — 360 кг, площадь размещения — примерно 1.4 х 0.75 м), что дает возможность установки без фундамента практически в любых помещениях.
Вибропрес комплексы рифей предназначены для производства строительного камня методом полусухого вибропрессования и могут работать как самостоятельно так и в составе производственного комплекса ) для изготовления строительных изделий.
Этот токарный станок широко применялся там, где подчас требуется высокая точность, но при этом не нужна производительность: опытно-экспериментальные мастерские, ремонтные предприятия и цеха, инструментальные производства, мастерские при научных лабораториях. Кроме того, большое количество 16У04П было поставлено в систему профессионально-технического образования, а также в мастерские школ и учебно-производственных комбинатов. В наше время из-за очень удачного сочетания технологических и массогабаритных показателей 16У04П довольно популярен у тех, кто не располагает большими производственными площадями.
Его охотно применяют в своей деятельности как небольшие частные мастерские, так и домашние токари-умельцы.
Технические характеристики
Одна из главных особенностей токарно-винторезного станка 16У04П — бесступенчатое регулирование скорости вращения шпинделя в прямом и обратном направлениях, что обеспечивается применением клиноременного вариатора. Среди положительных характеристик обычно отмечают величины максимального диаметра обточки и вылета пиноли, а в качестве недостатка указывают на маленький размер проходного отверстия шпинделя. Основные технические характеристики 16У04П (линейные размеры в мм):
- высота: межцентровой оси над станиной — 108, точения над направляющими — 100, точения над кареткой — 59;
- межцентровое расстояние — 350;
- проходное отверстие в шпинделе — Ø 20;
- ход пиноли — 70;
- диапазон скоростей шпинделя — 70÷3500 об/мин;
- мощность главного привода — 800 Вт.

- вес станка/тумбы — 360/390 кг;
В доступных для просмотра паспортах 16У04П указан только один размер межцентрового расстояния — 350 мм. Однако абсолютно точно известно, что завод выпускал удлиненную модификацию токарного станка с РМЦ равным 450 мм.
Габаритные размеры рабочего пространства
Зона возможной обработки токарного оборудования определяется предельными возможностями его механизмов, непосредственно задействованных в процессах позиционирования и точения, а также узлов и агрегатов, ограничивающих их возможности. Предельная длина обточки при токарной обработке определяется максимальным межцентровым расстоянием. Токарный станок 16У04П производился с двумя вариантами РМЦ: 350 и 450 мм. Максимальный диаметр обточки над направляющими и кареткой у обоих вариантов одинаков и составляет соответственно 200 и 118 мм, а максимальный ход поперечных салазок — 133 мм.
Инструкция по эксплуатации
Правила эксплуатации и ухода за 16У04П подробно изложены в прилагаемом к нему «Руководстве». Помимо указаний по хранению, транспортировке, монтажу и выполнению токарных работ этот документ включает в себя его паспорт, ведомость комплектации с перечнем принадлежностей, входящих в комплект поставляемого станка, а также акт заводской приемки, в котором приводятся результаты испытания 16У04П по двадцати трем параметрам.
Первая часть «Руководства» посвящена описанию правил транспортировки, распаковки и установки. Далее следуют разделы, в которых изложены описания систем и компонентов станка, а также указания по их эксплуатации. В первых четырех из них приводятся общее описание конструкции, устройства отдельных, узлов, электрооборудования и системы смазки 16У04П. Затем идут разделы, содержащие указания по запуску станка и технике безопасности, настройке, регулировке механизмов, порядке сборки и разборки во время ремонтов. Заключительный раздел содержит ссылку на нормативную документацию по организации планово-предупредительных ремонтов. Приложениями к руководству являются спецификации подшипников и быстроизнашиваемых деталей.
Приложениями к руководству являются спецификации подшипников и быстроизнашиваемых деталей.
Расположение составных частей
В комплект поставки токарно-винторезного станка 16У04П входят сам станок и массивная тумба для его установки. В ее левой части на нижней раме размещается вариатор, в правой — шкаф с электрооборудованием, а между ними — бак для СОЖ и электронасос. На верхней плоскости тумбы находится поддон для сбора стружки и смазочно-охлаждающей жидкости. Через фильтр поддона СОЖ сливается в бак. Спереди сверху на тумбе расположен пульт управления станком, рядом с которым находится выдвижной ящик для инструмента. Тумба крепится к бетонному полу пятью анкерными болтами.
По составу базовых компонентов 16У04П подобен другим представителям семейства универсального токарного оборудования:
- станина;
- привод с вариатором;
- передняя бабка;
- суппорт;
- коробка подач;
- гитара;
- фартук;
- задняя бабка.

Станина 16У04П — это массивная литая конструкция из чугуна, которая закрепляется на тумбе болтами. К несомненным достоинствам этого станка относят большое сквозное окно в станине, через которое токарная стружка и СОЖ легко попадет на поддон. На ее верхней поверхности расположены две пары направляющих: по центру — широкие призматические, а по краям — узкие: плоская и трапецеидальная.
Если Вам нужна металлическая сетка для армирования бетона, советуем обратить внимание на производство дорожной сетки.
Центральные направляющие: слева установлена передняя, а справа — задняя бабка, на крайних — нижняя каретка суппорта. На передней бабке смонтирована гитара с трензелем — механизмом смены направления ходового винта и перевода его нейтральное положение, а ниже размещается коробка подач, от которой движение через ходовой винт и ходовой вал передается к фартуку и далее к суппорту. Суппорт у 16У04П — традиционный, крестообразный, с двумя каретками и резцовыми салазками.
Расположение органов управления
Верх тумбы 16У04П: в ряд располагаются три кнопки: останова и тормоза, нормального и реверсного вращения шпинделя, а справа от них — небольшой штурвал регулирования оборотов и рычажок переключения вариатора. Левая боковая поверхность тумбы оборудована автоматом питания и выключателем насоса системы охлаждения инструмента.
На самом станке непосредственно на шпиндельном узле расположена рукоятка перебора и рычаг переключения трензеля, а под ними, на коробке подач — две рукоятки переключения продольных подач. На фартуке станка находится штурвал ручного продольного позиционирования и ручка его включения, а также ручка механического продольного перемещения. Выше него на суппорте располагается двусторонняя вращающаяся рукоятка ручного поперечного хода, а сбоку от нее — ручка позиционирования верхней каретки. Задняя бабка оснащена тремя органами управления: рычагом крепления на поверхности направляющих, а также штурвалом выдвижения пиноли и ручкой ее зажима.
Кинематическая схема
Кинематическая схема 16У04П состоит из двух основных кинематических цепей. Цепь главного движения включает в себя:
- электродвигатель, передающий движение на вариатор;
- коробку скоростей;
- механизма перебора;
- клиноременную передачу шпинделя.
Цепь подач принимает вращение от шпинделя через шестеренчатый механизм и включает в себя следующие компоненты:
- гитару;
- коробку подач;
- ходовые винт и вал;
- механизмы фартука и суппорта.
Вторичные кинематические цепи включают в себя механизмы ручного позиционирования отдельных частей и устройств станка.
Скачать схему в полном размере
Схема электрическая
Электрическое оборудование токарного станка 16У04П включает в себя два асинхронных электродвигателя с трехфазным питанием 380/220 В: главного привода и насоса системы охлаждения, а также пусковая, защитная и осветительная электроаппаратура в составе:
- входной автоматический выключатель;
- предохранители;
- пакетно-кулачковые выключатели;
- магнитные пускатели;
- двухполюсные тепловые реле;
- трансформатор понижающий с выходными напряжениями 110 и 36 В;
- кнопки с группами контактов;
- светильник на гибкой ножке с питанием от 36 В переменного тока.

На 16У04 реализована схема индукционно-динамического торможения главного привода. При нажатии на кнопку «Стоп-тормоз» разрывается цепь питания электродвигателя и включаются контакты, один из которых закорачивает первую обмотку статора, другой подает пульсирующий постоянный ток на вторую обмотку, на третий — переменное напряжение на третью обмотку.
Электрической схемой токарного станка предусмотрено три вида защиты:
- от токов короткого замыкания с помощью автоматов и плавких вставок;
- от перегрузок электродвигателей посредством тепловых реле;
- нулевая защита при помощи катушек магнитного пускателя.
Помимо этого, при установке на рабочее место станок в обязательно порядке должен быть подключен к контуру заземления.
Установочный чертеж
Технические характеристики токарного станка 1к62
Токарно-винторезный станок 1К-62 предназнчачен для обработки цилиндрических, конических поверхностей, а также для нарезания внутренней и наружной резьбы. Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
Буквенно-цифирный индекс токарно-винторезного станка 1К62 обозначает следующее: цифра 1 – это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 2 – высота центров (220мм).
Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
От объёма и массы детали, а так же тонкости работы над ней, зависит выбор рабочих инструментов, их размер и другие параметры. Для обработки торцевых поверхностей могут использоваться резцы, развёртки, свёрла, зенкера, метчики и плашки. Использования определённых видов инструмента, заготовка приобретает необходимую сложную форму шестигранника, конуса, цилиндра с резьбой или сложной внутренней структурой (в строгом соответствии с чертежом детали).
Универсальность технических характеристик токарно-винторезного станка 1К62 даёт возможность использовать его для обработки высокопрочных заготовок из закалённого металла, благодаря установке шпинделя на специальные подшипники, которые обеспечивают его жёсткость. Ударные нагрузки при обработке не повлияют на точность изготовления детали.Применяется станок и для нарезки резьбы разной сложности. Она может быть внутренней и наружной, левой и правой.
Технические характерисики станка 1К-62 приведены в таблице 1.
| Таблица1 | |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ | 6К |
| Продолжение таблицы 1 | |
| 12593-72 | |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1300 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 – 2000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 – 2420 |
| Число ступеней рабочих подач – продольных | 42 |
| Число ступеней рабочих подач – поперечных | 42 |
| Пределы рабочих подач – продольных, мм/об | 0. 7 – 4,16 7 – 4,16 |
| Продолжение таблицы 1 | |
| Пределы рабочих подач – поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб – архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода, кВт | 10 |
| Мощность электродвигателя | 0,75 или 1.1 |
| Окончание таблицы 1 | |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2812/3200х1166х1324 |
| Масса станка, кг | 3035 |
Станок состоит из: Станины 2 служит для монтажа узлов станка, устанавливается на передней 1 и задней 13 тумбах, которые крепятся к фундаменту. К передней тумбе смонтирован электродвигатель главного привода, а задней – бак с насосной станцией для смазочно- охлаждающей жидкости. Основной частью станины являются направляющие, по которым перемещаются каретка суппорта и задняя бабка.
К передней тумбе смонтирован электродвигатель главного привода, а задней – бак с насосной станцией для смазочно- охлаждающей жидкости. Основной частью станины являются направляющие, по которым перемещаются каретка суппорта и задняя бабка.
Передняя бабка 6 (коробка скоростей) жестко закреплена на левом конце станины. В ней размещена коробка скоростей, главным элементом которой является шпиндель. Она служит для изменения частоты и направления вращения шпинделя, на котором устанавливаются приспособления (патроны и центры) для передачи крутящего момента обрабатываемой заготовке. На передней панели 5 размещены органы управления коробки скоростей. В данном случае на шпинделе установлен трёхкулачковый патрон 7, предназначенный для крепления, в основном, круглых заготовок.
Коробка подач 3 крепится к лицевой стороне станины ниже коробки скоростей. Она служит для передачи вращения ходовому винту или ходовому валу для изменения частот вращения с целью получения необходимых подач.
Коробка сменных зубчатых колёс (гитара) 4 устанавливается с левой торцевой стороны станины и служит для передачи движения от шпинделя к коробке подач и для наладки станка на нарезание различных типов резьб, т. е. для получения заданных шагов резьб.
е. для получения заданных шагов резьб.
Фартук 11 крепят к каретке суппорта. Он предназначен для преобразования вращательного движения в поступательное прямолинейное (продольное или поперечное) движение суппорта. В фартуке расположены устройства для выполнения поперечной или продольной подачисуппорта, движения для нарезания резьбы, а также ускоренного перемещения суппорта;
Суппорт 8 служит для сообщения резцу движения подач. Нижняя часть суппорта перемещается по направляющим станины и обеспечивает продольную подачу резца (продольный суппорт). Сверху расположена поперечная каретка, которая обеспечивает поперечную подачу резца (поперечный суппорт). На поперечной каретке расположен верхний поворотный суппорт 10, который может поворачиваться под любым углом к оси заготовки. На верхнем суппорте смонтирован 4-позиционный резцедержатель 9, служащий для установки и быстрой смены инструмента.
Задняя бабка 12 устанавливается с правой стороны станины и перемещается по её направляющим. Она служит для поддержания заготовки при работе в центрах и закрепления в выдвижной пиноли сверл, зенкеров, разверток для обработки отверстий. Корпус задней баки может смещаться в поперечном направлении относительно станины для обработки конических поверхностей в центрах.[3]
Она служит для поддержания заготовки при работе в центрах и закрепления в выдвижной пиноли сверл, зенкеров, разверток для обработки отверстий. Корпус задней баки может смещаться в поперечном направлении относительно станины для обработки конических поверхностей в центрах.[3]
Рисунок 1. Схема расположения узлов станка 1К62.
1 – передняя тумба; 2 – станина; 3 – коробка подач; 4 – коробка сменных зубчатых колёс; 5 – передняя панель; 6 – передняя бабка; 7 – трехкулачковый патрон; 8 – суппорт; 9 – 4-позиционный держатель; 10 – верхний поворотный суппорт; 11 – фартук; 12 – задняя бабка; 13 – задняя тумба.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Учись учиться, не учась! 10138 – | 7770 – или читать все.
78.85.5.182 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
В прошедшем веке инженерами был сконструирован винторезный токарный станок, получивший название «1К62». Сначала его маркировали аббревиатурой ДИП. После появления новых обозначений, разработанных НИИ, устройство, обрабатывающее металл, стали называть токарно-винторезный станок 1К62.
Сначала его маркировали аббревиатурой ДИП. После появления новых обозначений, разработанных НИИ, устройство, обрабатывающее металл, стали называть токарно-винторезный станок 1К62.
Основные преимущества
Сегодня токарный станок 1К62, технические характеристики которого остаются востребованными в самых разных областях промышленности, не утратил своей актуальности. Если внимательно изучить паспорт, становятся очевидными его основные положительные качества:
- Регулировка числа оборотов шпинделя;
- Подача заготовки отличается большим диапазоном;
- Кинематическая схема системы, отдельные конструктивные детали сделаны очень жесткими, имеют повышенную прочность;
- Если пользоваться резцами, оснащенными минералокерамикой или твердосплавными пластинами, аппарат способен резать заготовки практически из любого материала;
- Рама станка сделана с учетом вибрационных нагрузок, создаваемых мощным приводом. Вибрация полностью отсутствует;
- Устройство укомплектовано зубчатыми колесами, передающими движение механизму подач;
- Можно с высокой точностью обрабатывать детали, даже при сильных ударных нагрузках.
 Высокую точность обеспечивают специальные подшипники;
Высокую точность обеспечивают специальные подшипники; - Токарно-винторезный станок 1К62 оснащен специальным электродвигателем, мощностью 1Квт. От него зависит передвижение суппорта. Число оборотов выходного вал этого электродвигателя достигает 1410 оборотов в минуту.
- Чтобы можно было обрабатывать детали, имеющие форму полого конуса, предусмотрена возможность поперечного движения задней бабки.
- Электрическая схема оборудована особыми тепловыми реле, установлены плавкие вставки. Они защищают оборудование от возможного короткого замыкания, от больших перегрузок, которые могут возникнуть во время эксплуатации;
- Для надежной и безотказной работы в конструкцию шпиндельного узла включены сверхпрочные подшипники
Подача
Токарно-винторезный станок 1К62 позволяет заниматься обработкой не очень длинных, но достаточно габаритных заготовок. Кинематическая схема станка 1К62 мало чем отличается от оборудования такого же типа. Роль привода играет асинхронный силовой двигатель короткозамкнутого типа способного развить мощность около 10 кВт. Чтобы проводить регулировку движения суппорта, управлять вращением шпинделя, установлены два отдельных рычага. Именно такая конструкция считается главной особенностью этого станка.
Чтобы проводить регулировку движения суппорта, управлять вращением шпинделя, установлены два отдельных рычага. Именно такая конструкция считается главной особенностью этого станка.
Для создания быстрого движения суппорта, устройство оснащено дополнительным асинхронным электродвигателем, мощностью не превышающей, 1 кВт. Система подачи и устройство токарного станка 1К62 имеет несколько кинематических схем:
- Винторезная;
- Поперечная обработка;
- Продольное отрезание;
- Быстрое движение суппорта.
После включения станка основной двигатель создает движение ведомого шкива. Затем через специальную систему блоков, большого количества установленных муфт, вращение шкива передается передней бабки, оснащенной шпинделем. Начинает вращаться вал трензеля, включается механизм подачи. Смазка подшипников качения может осуществляться несколькими способами:
Для этого конструкция станка оборудована специальным мощным масляным насосом. По специальной направляющей станине передвигается задняя бабка. Чтобы выдвижная пиноль начала двигаться, установлен маховик, оснащенный винтовой парой. Корпус задней бабки имеет возможность поперченного движения относительно плиты. Иногда в пиноль вставляют специальный инструмент, предназначенный для обработки различных отверстий.
По специальной направляющей станине передвигается задняя бабка. Чтобы выдвижная пиноль начала двигаться, установлен маховик, оснащенный винтовой парой. Корпус задней бабки имеет возможность поперченного движения относительно плиты. Иногда в пиноль вставляют специальный инструмент, предназначенный для обработки различных отверстий.
Суппорт
В конструкцию входит несколько деталей:
- Салазки нижние;
- Поперечная каретка, оснащенная поворотной плитой.
Крепление плиты может происходить под нужным углом, относительно шпинделя.
Фартук
Его механизм находится внутри каретки суппорта. Через реечное колесо происходит передача суппорту нужного продольного движения. Специальный винт заставляет суппорт двигаться поперек.
Технические характеристики
- Высота заготовки (наибольшая) над суппортом — 224 мм ;
- Максимальная высота обрабатываемой детали, закрепленной над станиной – 430 мм ;
- Наибольшая длина обрабатываемой заготовки — 750- 1500 мм ;
- Масса детали, зафиксированной в центрах, — 460- 900 кг ;
- Вес детали, установленная в шпинделе — 200 кг ;
- Число оборотов вращения шпинделя 2000- 2420 об/мин;
- Вес — 2520 кг ;
- Габариты — 2500х1200х1500 мм.

Параметры подачи суппорта
- Передвижение каретки: 640 – 1330 мм ;
- Поперечный ход —250 мм;
- Количество ступеней продольной подачи — 49 шт.;
- Скорость подачи. При быстром продольном движении – 3,4м/мин, поперечном — 1.7 м/мин;
- Число типоразмеров метрической резьбы – 44 шт.;
- Шаг резьбы —1 -192 мм ;
- Вес суппорта — 2,14 тонны.
Дополнительные приспособления
В качестве дополнительной опоры, позволяющей обрабатывать различны вращающиеся детали, токарно-винторезный станок 1К62 оснащен специальными люнетами. После их установки исключается прогиб детали во время ее обработки. Люнет для токарного станка 1К62 полностью ликвидирует появление вибрации. Конструкция люнетов имеет несколько видов:
Каждый из таких люнетов отличается своими характеристиками. Неподвижная система обеспечивает поддержку очень длинных деталей. Такой люнет полностью исключает появление вибрации. Он крепится к станине, при помощи плиты, имеющей нижнюю фиксацию.
Подвижный люнет крепят к продольному суппорту. В результате он начинает двигаться согласно траектории движения токарного резца. Установленные подвижные элементы не позволяют возникнуть упругому зажиму особо длинных деталей небольшого диаметра из-за давления, которое создает токарный резец при обработке.
Как проводится ремонт 1К62
Надо сказать, что технические характеристики данного токарного станка отличаются хорошими показателями. Поэтому 1К62 руководство по эксплуатации гарантирует его стабильную работу очень долгое время. Но за устройством нужно следить и периодически проводить его обслуживание и ремонт. Для этого выполняется:
- Обкатка станка. Проверяются все подачи и скорости;
- Определяется точность станка;
- Очищаются направляющие.
Если имеет место частичная разборка, детали хорошо промывают и протирают. Ремонт токарного станка 1К62 помогает выявить негодные узлы и агрегаты. Если их нельзя восстановить устанавливают новые. Внешние нерабочие поверхности обычно красят яркой краской.
Внешние нерабочие поверхности обычно красят яркой краской.
Заключение
Сегодня токарно-винторезный станок 1К62 подвергся значительной модернизации. Станок оснащен числовым программным управлением, работает в автоматическом режиме. Он, как и в прежние времена, остается востребованным на заводах и фабриках. Работать на нем удобно и очень просто.
Технические характеристики токарного станка 1К62Д, преимущества перед другими станками, инструкция по эксплуатации и подробный разбор области применения.
Подобные модели получили широкое распространение, еще при Советском Союзе. Но и сейчас можно наблюдать за использованием машин внутри цехов. В числе положительных сторон токарного станка 1к62 – надёжность и продуктивность, выносливость. Заготовки даже с крупными габаритами режутся без проблем.
Преимущества модели
Станок 1к62 представляет лобовой тип оборудования. Допустима даже обработка деталей, изготовленных из закалённого металла.
Вышеперечисленным положительные стороны не ограничиваются:
- Высокая прочность каждой из деталей в комплекте.
- Большой диапазон рабочих скоростей.
- Универсальность устройства в работе.
- Возможность применять твёрдосплавные резцы.
- Виброустойчивость.
Технические характеристики и паспорт
Начиная с основных параметров, внимание рекомендуется уделять следующим цифрам:
- Максимальный вес для заготовок выглядит следующим образом: масса в центрах до 1500 килограмм, масса в патроне – до 500.
- Общая длина заготовок – до 150 миллиметров.
- Диаметр обработки: над суппортом до 200 мм, над станиной 400.
Шпиндель, которым снабжается винторезный тип оборудования, обладает следующими параметрами:
- Используется корпус серии М6.
- Обороты при реверсном ходе имеют частоту оборотов, равную 2420 оборотов в минуту.
- Вращение происходит с частотой от 12,5 до 2000 оборотов в минуту.
- Прямое вращение на 25 скоростях.
- До 45 миллиметров диаметра стального прутка.
- Отверстие с 47-миллиметровым диаметром.
У подач суппорта так же имеются определённые параметры:
- От 1 до 192 мм шага нарезаемой резьбы.
- 44 штуки возможных типоразмеров для резьб метрического вида.
- 3,4 метра в секунду – скорость подачи вдоль, когда перемещение быстрое. Поперечная составляет 1,7 метр в секунду.
- 49 ступеней у продольных подач.
- 250 мм – поперечный ход суппорта.
- Ход каретки – 1330, 930 и 660 мм.
Назначение и область применения
На аппарате работают с любыми заготовками, сочетающими большой диаметр с небольшой длиной. С пологими конусами можно работать благодаря тому, что задняя балка выполняет поперечную регулировку. Оборудование повышает функциональность, когда выполняются сверлильные операции.
Инструкция по эксплуатации
Главное преимущества – широкий набор возможностей у владельцев таких станков. Обработка пройдёт без проблем, как с небольшими, так и с огромными деталями. Внутри патронов легко крепятся заготовки, имеющие общий вес до 300 килограмм.
Обработка пройдёт без проблем, как с небольшими, так и с огромными деталями. Внутри патронов легко крепятся заготовки, имеющие общий вес до 300 килограмм.
Будущие тонкости работы и масса детали определяют, какие следует выбрать инструменты, как выставить параметры. Торцевые поверхности обрабатываются следующими приспособлениями:
Форма необходимой сложности будет приобретена изделием только в том случае, если при обработке применяется подходящая разновидность инструмента. Когда шпиндель монтируется на подшипниках – открывается доступ к обработке конструкций из закалённых разновидностей металла. Даже появление ударных нагрузок не сказывается отрицательно на итоговой точности.
Габаритные размеры рабочего пространства
Оборудование обладает следующими габаритами:
- Общая масса токарной установки – 2,7 тысячи килограмм.
- Сечение у резца – до 25 миллиметров.
- Допустимая длина детали – до 1,5 тысячи мм.
Расположение и спецификация составных частей
Станина становится основанием для установки оборудования. Вся нагрузка равномерно распределяется по конструкции благодаря такому устройству. Специальные тумбы отвечают за крепление. Передняя бабка закрепляется с левой стороны на станине. В ней располагаются коробки скоростей вместе со шпинделем, прикреплённому к патрону.
Вся нагрузка равномерно распределяется по конструкции благодаря такому устройству. Специальные тумбы отвечают за крепление. Передняя бабка закрепляется с левой стороны на станине. В ней располагаются коробки скоростей вместе со шпинделем, прикреплённому к патрону.
Бабка заднего типа – в правой части. При перемещении детали не возникает проблем, если использовать продольную направляющую у каркаса. Сама направляющая часто используется, чтобы закрепить какие-либо дополнительные детали.
Режущие инструменты крепят внутри специального держателя на суппорте.
Подача у суппортов идёт вдоль, либо поперёк. Два механизма внутри фартука движения реализуют две возможные схемы. Выбор задействованного станка зависит от операции, которая требуется в настоящее время. Расточке энергия подаётся от вращающегося ходового вала. Винт хода задействуется, когда проводят резьбу. От настроек коробки подач зависит то, какой будет амплитуда.
Нижняя часть используется для закрепления отходного корыта.
Расположение органов управления
У механизма присутствуют следующие рукоятки, отвечающие за управление:
- Для перемещения салазок и каретки в механическом режиме.
- Для перемещения салазок.
- Соединения со станиной у задней бабки.
- Зажима пиноли, её перемещения.
- Управления ходовым винтом.
- Поворота резцовой индексируемой головки, её крепления.
- Муфтой фрикционной части.
- Шаг и положение резьбы – на нормальном, либо максимальном уровне.
- Для управления шестернёй.
- Выбора вида резьбы.
- Для левой резьбы, подачи.
- Показателя шага резьбы, подачи.
- Частоты работы шпинделя.
У каждой рукоятки несколько положений, чтобы управления было функциональным.
Краны и выключатели, кнопки, регуляторы – дополнительные органы управления, доступные каждому оператору.
Передняя бабка
Общий паспорт с техническими параметрами подтвердит, что деталь способствует тому, что шпинделю передаётся определённая частота при вращениях. Сколько операций проводят мастера – столько и выставляется частот. Передняя бабка устроена так, что способствует появлению следующих возможностей:
Сколько операций проводят мастера – столько и выставляется частот. Передняя бабка устроена так, что способствует появлению следующих возможностей:
- Резьба многозаходного типа.
- Правосторонняя резьба, либо обратная левая.
- Увеличенное в 8, 32 передаточное число.
- Резьба, увеличенная в 16 с шагом больше в 4 раза по сравнению со стандартным.
Задняя бабка
Направляющие элементы продвигают задние бабки вперёд. Обязательно крепление к станине. Определённое закрепление этого узла позволит выполнять те или иные определённые работы. Дополнительными фиксаторами становятся эксцентрик рукояти вместе с простой рычажной системой. Пиноль дополнительно крепится тоже рукояткой. Вращательные движения рычага обуславливаются смещением рукоятки.
Характерно активное применение поперечных смещений задних бабок. Конусы пологой формы не должны доставить проблем. Благодаря чему просто ювелирно обрабатывать детали, чьи габариты небольшие. Метрическая резьба делается с минимальной глубиной.![]()
Суппорт
Главное назначение – перемещение резца, закреплённого в резцедержателе. Такое движение проводится вдоль оси шпинделя, поперёк этой части, либо под определённым углом. Крестовая конструкция всегда характерна для этой детали. Всего у неё три основных движущихся узла:
- Каретка.
- Поперечные салазки.
- Резцовые салазки.
Эти узлы иногда имеют разные названия в различной технической литературе. Поворотная плита закрепляется буквально под любыми углами по отношению к основанию. Главное – чтобы подача суппорта не включалась одновременно от нескольких деталей сразу. Для этого предусмотрен специальный блокировочный механизм.
Коробка подач
Определённые виды резьбы создаются благодаря модулю с подачами. Ходовой винт с фиксированным шагом в 12 миллиметров становится главным помощником во время всевозможных манипуляций. В специальных звеньях нет необходимости, даже когда требуется увеличить текущий шаг. Если верить паспорту, то механизм облегчает создание следующих видов резьбы:
- Питчевая 1-96.

- Модульную – 0,5-3.
- Дюймовую – с 2 до 34 ниток.
- Метрическую. Минимум шага – 0,5 миллиметров. Максимальное ограничение по шагу равно 12.
Достаточно применения соответствующих деталей, чтобы резьба в итоге увеличила шаг. Несмотря на универсальность агрегата, и у него есть определённые пределы эксплуатации.
Схема кинематическая
Схема электрическая
Для агрегата любых модификаций движение шпинделя относится к главным рабочим движениям. Оно передаётся от привода, через коробку скоростей с клинноременной передачей. Паспорт сообщает о том, что поддерживаются 23 скорости. Но число уменьшается по факту. Некоторые зубчатые колёса работают с примерно одинаковыми передаточными числами и отношениями.
Согласно кинематике, станок состоит из следующих цепей:
- 3 из них приходятся на суппорт.
- Есть ещё поперечная подача.
- Ускоренное перемещение.
- Последняя цепь представляет собой винторезную подачу.

Когда нарезается резьба – активируется винтовая часть. В ней используется 68-ой ходовой винт. На фартуке фиксируется специальная гайка, которая также становится неотъемлемой частью процесса.
Только рабочее состояние муфт обеспечит поперечную подачу. Они передают крутящий момент ходовому валу, по колёсам зубчатого типа. Потом энергия передаётся поперечному суппорту. Если необходимо – муфты обеспечат и движение поперёк. Движение проходит по зубчатым колёсам, а сообщается реечному. На станине рейку фиксируют неподвижно. В результате осуществляется вращение механизма. Вместе перемещаются фартук и суппорт.
От вспомогательного электропривода непосредственно проводится ускоренная подача, когда возникает необходимость. Пользуясь винтовыми парами, владельцы легко отрегулируют положение пиноли у задней бабки, салазок.
Подробнее об электрической схеме
Основа работы – трёхфазная сеть переменного тока, она источник питания для всего электрооборудования. Заземляющий провод присутствует в обязательном порядке. Электрическая аппаратура представлена несколькими узлами, всегда идущими в комплекте со станками:
Заземляющий провод присутствует в обязательном порядке. Электрическая аппаратура представлена несколькими узлами, всегда идущими в комплекте со станками:
- Кнопочная станция у передней бабки, отвечает за пуск или отключение привода.
- Трансформатор вместе с лампочками местного освещения.
- Насос.
- Выключатели пакетного типа.
- Двигатель с электронасосом работают от теплового реле.
Отдельно предусматривается так называемый магнитный пускатель, который предотвращает самопроизвольное включение мотора.
Заключительные мысли
Тракторного завода, который выпускает эти станки, давно не существует. Но станки, выпущенные много десятилетий назад, до сих пор работают благодаря своей надёжности. Происходит износ некоторых из деталей. При необходимости проводится их замена, если нет: меняется весь станок полностью. Практически невозможно найти новое оборудование, которое относилось бы к серии 1К62. Потому к основной маркировке добавляются различные буквы, обозначающие модификацию.
Выпускаются и аналоги этого станка. Часто достаточно лишь подкрасить корпус, чтобы придать оборудованию товарный вид. Главное – регулярное проведение технического обслуживания. Его объём тоже должен быть полным, справиться с работой может любой механик.
Технические характеристики токарного станка 1А62
Модернизация
Токарно-винторезные станки нового поколения, созданные по образу и подобию 1К62, имеют комплектующие более высокого качества, созданные из прочных сплавов, отличающихся от тех, что использовались ранее. Изменилась и электросхема. Электрооборудование станков стало более надёжным, современное оборудование для работ по металлу может иметь разную мощность. Необходимую электрическую схему потребитель оговаривает с поставщиком оборудования в момент заключения договора на поставку. Неизменным показателем в электроприводах является степень безопасности сетей.
Электрическая схема 1К62
Усовершенствованный механизм управления отличается эргономичностью, что позволяет оператору токарного станка 1К62 не прилагать больших физических усилий, чтобы запустить или остановить станок. Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Что можно производить на станке 1К62
Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
От объёма и массы детали, а так же тонкости работы над ней, зависит выбор рабочих инструментов, их размер и другие параметры. Для обработки торцевых поверхностей могут использоваться резцы, развёртки, свёрла, зенкера, метчики и плашки. Использования определённых видов инструмента, заготовка приобретает необходимую сложную форму шестигранника, конуса, цилиндра с резьбой или сложной внутренней структурой (в строгом соответствии с чертежом детали).
Универсальность технических характеристик токарно-винторезного станка 1К62 даёт возможность использовать его для обработки высокопрочных заготовок из закалённого металла, благодаря установке шпинделя на специальные подшипники, которые обеспечивают его жёсткость. Ударные нагрузки при обработке не повлияют на точность изготовления детали.
Применяется станок и для нарезки резьбы разной сложности. Она может быть внутренней и наружной, левой и правой.
Станок 1А62. Альбом чертежей запасных деталей
В альбом включены чертежи быстроизнашивающихся деталей токарно-винторезного станка модели 1А62, а также деталей, которые могут быть выведены из строя при перегрузках и авариях станка. Кроме того, в альбоме помещены: техническая характеристика, кинематическая и принципиальная электрическая схемы, спецификация подшипников качения и общие виды групп, в которых установлены детали станка, приведенные в альбоме. Альбом предназначен для инженерно-технических работников предприятий, эксплуатирующих указанные станки. На чертежах деталей, требующих подгонки по месту при монтаже, сделаны соответствующие указания. Во избежание брака рекомендуется до изготовления новой детали проверить соответствие изношенной детали чертежу, помещенному в альбоме. Для деталей, конструкция которых при дальнейшем усовершенствовании станка была изменена, даны добавочные чертежи и соответствующие примечания. Настоящий альбом чертежей запасных деталей токарно-винторезного станка модели 1А62 подготовлен к изданию заводом „Красный пролетарий» имени А. И. Ефремова и ЭНИМС.
На чертежах деталей, требующих подгонки по месту при монтаже, сделаны соответствующие указания. Во избежание брака рекомендуется до изготовления новой детали проверить соответствие изношенной детали чертежу, помещенному в альбоме. Для деталей, конструкция которых при дальнейшем усовершенствовании станка была изменена, даны добавочные чертежи и соответствующие примечания. Настоящий альбом чертежей запасных деталей токарно-винторезного станка модели 1А62 подготовлен к изданию заводом „Красный пролетарий» имени А. И. Ефремова и ЭНИМС.
Классификация резьбы
- Метрическая — является в России наиболее распространённой – это треугольные бороздки с углом расположения 60º. На чертежах обозначается в мм. Есть 2 вида – с мелким и крупным шагом, задаётся в зависимости от назначения.
- Дюймовая — имеет угол 55⁰. Применяется крайне редко, лишь для ремонта импортного оборудования. Детали с такой резьбой не разрабатываются для нового отечественного оборудования.
- Модульная — измеряется в модулях, для получения более понятного русскому человеку значения, цифру необходимо умножить на π≈3,14.

- Питчевая спиральная резьба, на чертежах отмечается в питчах. Это единица измерения, где определённые параметры делятся на число π≈3,14.
- Архимедова спираль – детали с этим видом резьбы больше всего похожи на ледобур. Саморезы являются яркими представителями класса деталей с таким типом резьбы.
- Цилиндрическая (трубная) – разновидность дюймовой резьбы. Угол может быть 55 и 60⁰, что регламентировано ГОСТ. Применяется для сращивания труб малого диаметра между собой без сварки и уплотнительных волокон.
- Трапецеидальная — равнобочная, имеет угол 30⁰. Используется в сложных поворотных механизмах реверсивных кранов с большой подъёмной силой и трансмиссиях.
- Упорная – не равнобочная 30⁰ резьба используется в конструкциях мощных прессов и домкратов. Существует ещё одна её разновидность — 0⁰ на стороне детали, испытывающей при работе большую нагрузку и 45⁰ со стороны, где нагрузки нет. ГОСТ 87 года.
На токарно-винторезном станке можно выполнить любую резьбу из перечисленных выше, и многие другие операции.
Необходимо только разобраться с терминологией и обозначениями на чертежах и в настройках станка.
Узлы токарно-винторезного станка 1К62
Вся нагрузка равномерно распределяется на основании станка, которым служит станина. Она крепится на тумбах. С левой стороны на станине закреплена передняя бабка. В ней расположена коробка скоростей и шпиндель, прикреплённый к патрону. Справа располагается задняя бабка – эта деталь легко перемешается по продольной направляющей каркаса. С её помощью на станке крепятся заготовки разной длины. Режущие инструменты крепятся на суппорте (в центральной части токарного станка) в специальном держателе.
Суппорт токарно-винторезного станка 1К62 имеет два варианта подачи суппорта – продольную и поперечную. Определённую схему движения осуществляют 2 механизма, расположенных в фартуке. В зависимости от операции, выполняемой на станке, определяется, какой из механизмов будет задействован. Для расточки детали подачу осуществляет вращающийся ходовой вал, при выполнении резьбы – ходовой винт. Амплитуда движения суппорта определяется настройками коробки подач.
Амплитуда движения суппорта определяется настройками коробки подач.
В нижней части станка, на станине закреплено корыто для отходов, к которым относится стружка и СОЖ, охлаждающая заготовки в процессе работы.
Кинематическая схема токарно-винторезного станка 1К62
Технические характеристики станка 1А62
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станке. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D)
- наибольшая длина L обрабатываемой заготовки (детали)
- Класс точности станка
Ниже приводится таблица с техническими характеристиками токарно-револьверного станка 1А62. Более подробно технические характеристики станка можно посмотреть в паспорте станка 1А62.
| Величины | ||
| Расстояние между центрами | мм | 750, 1000, 1500 |
| Наибольший диаметр точения над станиной | мм | 400 |
| Наибольший диаметр точения над суппортом | мм | 210 |
| Наибольший диаметр обрабатываемого прутка | мм | 36 |
| Наибольшая длина точения | мм | 650, 900, 1400 |
| Диаметр отверстия в шпинделе | мм | 38 |
| Конус передней части отверстия в шпинделе | мм | Морзе 5 |
| Количество рабочих скоростей шпинделя | 21 | |
| Число оборотов шпинделя при рабочем ходе | об/мин | 11,5…1200 |
| Количество обратных скоростей шпинделя | 12 | |
| Число оборотов шпинделя при обратном ходе | об/мин | 18…1520 |
| Число оборотов приводного шкива | об/мин | 730 |
| Количество продольных и поперечных подач | 35 | |
| Продольные подачи суппорта на один оборот шпинделя | мм/об | 0,082…1,59 |
| Поперечные подачи суппорта на один оборот шпинделя | мм/об | 0,027…0,522 |
| Число метрических резьб | 19 | |
| Величина шагов при метрической резьбе | мм | 1…12 |
| Число дюймовых резьб | 20 | |
| Число ниток на один оборот при дюймовой резьбе | дюйм | 2…24 |
| Число модульных резьб | 10 | |
| Величина модульных резьб | модулей | 0,50…3 |
| Число питчевых резьб | 24 | |
| Величина питчевых резьб | питч | 7…96 |
| Мощность электродвигателя шпинделя | кВт | 7,0 |
| Число оборотов электродвигателя шпинделя | об/мин | 1440 |
| Высота станка | мм | 1210 |
| Площадь станка занимаемая станком при РМЦ 750 (Длина х Ширина) | мм | 2510х1580 |
| Площадь станка занимаемая станком при РМЦ 1000 (Длина х Ширина) | мм | 2650х1580 |
| Площадь станка занимаемая станком при РМЦ 1500 (Длина х Ширина) | мм | 3170х1580 |
| Вес станка (без электрооборудования) при РМЦ 750 | кг | 2045 |
| Вес станка (без электрооборудования) при РМЦ 1000 | кг | 2105 |
| Вес станка (без электрооборудования) при РМЦ 1500 | кг | 2370 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Для того, что бы было легче подобрать станок с требуемыми характеристиками, рекомендуется пользоваться справочником «Универсальные металлорежущие станки. Номенклатурный справочник» который можно скачать по ссылке расположенной ниже:
Система смазки 1К62
Схема системы смазки такова, что весь процесс происходит автоматически. Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Смазка приводится в движение плунжерным насосом, который втягивает масло внутрь системы трубок идущих к разным узлам станка. Сам насос, находящийся на нижней крышке фартука, приводится в действие эксцентриковым кулачком, которому передаёт движение вал. Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Задний подшипник имеет 2 способа смазки. Вторым, дополнительным, является фитильный способ смазки. Наличие масла в системе можно увидеть в левой стороне верхней крышки передней бабки, где через небольшое окошечко хорошо видна струя смазочного вещества.
В смазочной системе 1К62 используется пластинчатый фильтр. Его характеристика такова, что для очистки вытаскивать из корпуса его части не нужно, достаточно лишь прокрутить рукоятку 2-3 раза. Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Поперечная рейка станины, по которой перемещается суппорт, смазывается в ручном режиме по мере необходимости. Для этого служит краник, расположенный над ней.
Для этого служит краник, расположенный над ней.
Техническое обслуживание
Существует ряд правил, которые помогут содержать токарно-винторезный станок 1К62 в прекрасном рабочем состоянии на протяжении всего срока его использования.
- Осмотр станка на отсутствие видимых повреждений до включения электросети. На слух оценить работу двигателя. Через минуту после запуска двигателя проверить подачу масла в систему. При наличии посторонних звуков, необходимо разобраться, что их создаёт – механизмы фартука, коробка скоростей или другие механизмы. Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования.
- Согласно карте смазки, необходимо менять масло в резервуаре, чистить фильтр и трубы системы. Делать профилактические осмотры и промывку агрегатов. Своевременно менять резцы, что снизит нагрузку на двигатель.
- Ничего, кроме обрабатываемой заготовки, на рабочем месте быть не должно.
 Это убережёт от несчастных случаев и поломок механизма.
Это убережёт от несчастных случаев и поломок механизма. - Делая перерыв в работе, не оставлять двигатель работающим. При выполнении задач, не требующих автоматической подачи, суппорт необходимо отключать, выставив трензель в нейтральное положение.
- После смены необходимо протереть поверхность от грязи и масла при помощи ветоши, смоченной в керосине. После чего смазать неокрашенные поверхности маслом, что будет препятствовать возникновению ржавчины.
- Ежемесячно проводить генеральную чистку механизмов и внутренней стороны кожухов. Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.
Перечень органов управления токарного станка 1К62
- Рукоятка включения на подачу, резьбу, ходовой винт и архимедову спираль
- Рукоятки установки чисел оборотов шпинделя
- Рукоятка установки увеличенного, нормального шага резьбы и положения при делении на многоэаходные резьбы
- Рукоятка установки правой и левой резьбы и подачи
- Рукоятки установки чисел оборотов шпинделя
- Кнопка включения реечной шестерни при нарезании резьбы
- Рукоятка индексации и закрепления резцовой головки
- Рукоятка поперечной подачи суппорта
- Кнопочная станция пуска и останова электродвигателя главного привода
- Рукоятка подачи верхней части суппорта
- Рукоятка управления быстрыми перемещениями каретки и суппорта
- Рукоятка крепления пиноли задней бабки
- Выключатель насоса охлаждения
- Линейный выключатель
- Рукоятка крепления задней бабки
- Выключатель местного освещения
- Маховичок перемещения пиноли задней бабки
- Рукоятки включения, выключения и реверсирования шпинделя
- Рукоятка включения маточной гайки
- Маховичок ручного перемещения суппорта и каретки
- Рукоятки включения, выключения и реверсирования шпинделя
- Рукоятка установки величины подачи и шага резьбы
Технические и эксплуатационные характеристики токарного станка 1М63
Содержание
- 1 Предназначение
- 2 Маркировка моделей
- 3 Модификационные модели
- 4 Как работает?
- 5 Конструктивные особенности
- 5.
 1 Люнет
1 Люнет - 5.2 Суппорт
- 5.3 Задняя бабка
- 5.4 Охлаждающая система
- 5.5 Фартук
- 5.6 Электрооборудование
- 5.7 Блок скоростей и подач агрегата
- 5.
- 6 Паспорт
Станок по металлу модели 1М63 пользовался особой популярностью на территории стран бывшего Советского Союза. Агрегатом осуществляли обработку заготовок различного диаметра. Токарная установка отправлялась на экспорт в разные страны, отличаясь от конкурентов надежностью и неприхотливостью использования.
Содержание
- Предназначение
- Маркировка моделей
- Модификационные модели
- Как работает?
- Конструктивные особенности
- Люнет
- Суппорт
- Задняя бабка
- Охлаждающая система
- Фартук
- Электрооборудование
- Блок скоростей и подач агрегата
- Паспорт
Предназначение
Токарный станок 1М63 предназначается для обработки сложных и округлых металлических поверхностей. Кроме того, он применяется для нарезки резьбы. Для обработки торцов заготовки могут использоваться различные резцы, сверла, метчики, зенкеры, плашки. Обрабатываемые заготовки устанавливаются в центрах либо патроне.
Для обработки торцов заготовки могут использоваться различные резцы, сверла, метчики, зенкеры, плашки. Обрабатываемые заготовки устанавливаются в центрах либо патроне.
Главными его достоинствами считаются элементарность использования, жесткость опоры и сильные двигательные системы. Эти преимущества определяют работу токарного оборудования в течение длительного периода времени.
Маркировка моделей
Число — буквенный индекс винторезного агрегата 1М63 показывает:
- цифра 1 – токарное оборудование;
- число 6 показывает, что станок относят к разряду металлорежущих установок;
- буква «М» указывает на поколение токарного устройства;
- цифра 3 – допустимый радиус обрабатывания болванки, составляет 315 мм.
Среди модифицированных версий токарного станка возможно следующее обозначение:
- Г – агрегат с углублением в несущей станине;
- А, М – в токарном устройстве присутствует механический привод резцового суппорта;
- Б – показатель быстроходности станка;
- К – установка с копировальной оснасткой;
- П – показывает точность обработки согласно «ГОСТ 8-82»;
- Ф1 – прибор с установкой цифровой индикации;
- Ф2 – винторезная установка с системой численного позиционирования ЧПУ;
- Ф3 – агрегат оснащен непрерывным ЧПУ.

Модификационные модели
Время и повышенный спрос заставляет специалистов совершенствовать токарное оборудование. Станок 1М63, определенный для обработки металлических поверхностей, пришел на смену стандартной модели 163. Агрегаты выпускались в большом объеме. Неудивительно, но на некоторых производственных площадках сохранились эти токарные агрегаты в надлежащем виде и до сих пор эксплуатируются, несмотря на все пройденные гарантийные сроки. Токарно-винторезный станок 1М63 через некоторое время сам послужил прототипом модели 1М63Н. Токарный станок 1М63Н отличается усовершенствованной оснасткой по сравнению с прежними моделями серии. Буква «Н» показывает, что устройство обеспечивает нормальную точность.
Главные отличия 1М63Н от предыдущих версий серии:
- повышенная мощность основного привода;
- увеличенная скорость обработки резьбы;
- расширенный диаметр проема в шпинделе;
- способность обрабатывать изделия до 10 м в длину и массой до 3,5 тонн с повышенной точностью;
- внушительный срок службы токарного оборудования;
- применение легированной стали в шестернях;
- повышенная безопасность использования.

Среди основных модификаций устройства 1М63 выделяют следующие модели: 1М63Ф101, 1М63БГ, 1М63М, 1М63Н 1М63НГ, 1М63НП.
Стоит отметить, что популярный прежде токарно-винторезный станок 1М63 снят с производства и больше не выпускается.
Как работает?
Перед тем как непосредственно приступить к выполнению токарных работ, необходимо внимательно ознакомиться с техникой безопасности и правилами эксплуатации станка.
Пренебрежение данными инструкциями влечет за собой последствия. Поэтому если у рабочего не имеется навыка работ с токарным оборудованием, то в его же интересах заручиться поддержкой специалиста, который проконтролирует эксплуатацию установки.
После того как токарный агрегат смонтирован и подключен, необходимо предварительно подготовить его к эксплуатации. Рабочее место должно быть в чистоте, без лишних деталей и инструментария. Чтобы запустить привод следует нажать кнопку запуска на блоке подач. Дополнительная кнопка включения располагается на панели приборов каретки.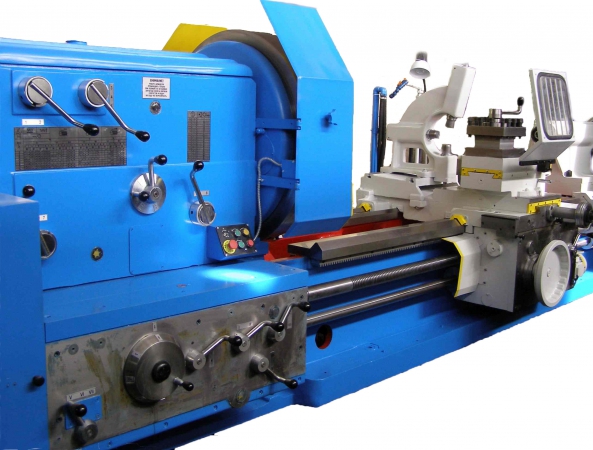 Фрикцион должен быть в выключенном состоянии.
Фрикцион должен быть в выключенном состоянии.
Движение суппорта приводится посредством четырех фрикционных муфт, располагающихся в фартуке устройства. На фартуке также предусмотрен переключатель зажимных устройств (муфт), две из которых предоставляют продольный ход, а другая половина поперечное движение. Тумблер обладает несколькими режимами — нейтральным и наклонными положениями, соответствующие вектору хода каретки. Верхушка переключателя обладает кнопкой, которая контролирует скоростное движение суппорта.
В ситуациях, когда токарно-винторезный станок 1М63 серьезно поврежден, его нужно отправить на восстановление, предварительно приведя в надлежащий порядок. Наряду с оборудованием, в сервис должен быть предоставлена и техническая документация, чтобы решить вопрос с запасными деталями.
Конструктивные особенности
Как уже выяснилось, то токарно-винторезный станок 1М63 способен осуществлять различные виды точения, обработку конусов, изготовление резьбы любого типа.
Среди основных технических характеристик 1М63 выделяют:
- допустимый поперечник детали, смонтированный над главной опорой – 700 мм;
- предельный диаметр изделия над суппортом – 350;
- максимальный вес болванки – 3,5 т;
- степень вращения шпиндельного узла – 22 ед.;
- диаметр цилиндрического проема в шпинделе – 105 мм;
- степень вращения – от 10 до 1250 об/мин;
- крестообразное перемещение суппорта – 5,2 (продольное) и 2 (поперечное) м/мин;
- мощность силового агрегата – 15 кВт;
- размеры устройства — 5 240 x 1 780 x 1 550;
- масса оборудования – 5750 кг.
Так выглядят основные технические характеристики станка 1М63. Если требуется просмотреть полную документацию оборудования или 1М63 паспорт, то их можно скачать бесплатно, нажав на пункт «скачать паспорт на станок 1М63». Электрическая схема оборудования представлена ниже.
Люнет
Что такое люнет? Люнет – станочное приспособление, служащее дополнительной опорой при обработке заготовок. Они предназначаются для возделывания деталей круглого и конического типа.
Они предназначаются для возделывания деталей круглого и конического типа.
Люнет меняется при разных видах обработки. Неподвижный люнет производят из чугуна. Монтируя конструкцию, необходимо учитывать факт соответствия направляющим установки. Установка детали осуществляется по винтовой схеме. В случаях, когда рабочую поверхность следует закрепить по центру, то люнет выступает в роли вспомогательной опоры.
Фото: люнет для станка 1М63
Суппорт
Этот элемент станка предназначается для фиксации режущего инструментария. Он имеет крестовидную конструкцию и может передвигаться, как по осевым направляющим несущей станины, так и в перпендикулярном направлении – по кареткам токарного станка. Перемещение осуществляется ручным, механическим способом, для этого в устройстве предусмотрен специальный механизм.
Задняя бабка
Этот механизм системы устанавливается к направляющим несущей станины посредством 2 планок и 4 болтов. Легкое передвижение задней бабки по направляющим обусловлено наличием установленных в мостик четырех радиальных шарикоподшипниках. Чтобы определить степень удаления пиноли при сверлении металлических поверхностей, монтируется винтовой лимб, а осевое перемещение пиноли производится посредством маховика.
Чтобы определить степень удаления пиноли при сверлении металлических поверхностей, монтируется винтовой лимб, а осевое перемещение пиноли производится посредством маховика.
Охлаждающая система
Из описания в паспорте следует, что система охлаждения 1М63 – это насос, смонтированный в правой тумбе, откуда охладитель поступает к инструменту. Отработанный раствор собирается в поддоны, находящиеся в лицевой и оборотной стороне станка. Далее эта смесь снова поступает в резервуар правой тумбы.
Фартук
В станке этот механизм — закрытого типа, с удаляемой лицевой стенкой. Передник получает вращательные движения посредством ходового винта либо ролика. Так как токарно-винторезный станок 1М63 обладает электромагнитными муфтами, регулировка фартука сконцентрирована в одной рукояти. Вектор поворота рукояти совпадает с направленностью хода подач либо каретки. В фартуке присутствует обгонная муфта, позволяющая включать скоростной режим при задействованной рабочей подаче. Чтобы избежать одновременного запуска бегунка и рабочего винта, в оборудовании предусмотрена электрическая блокировка.
Чтобы избежать одновременного запуска бегунка и рабочего винта, в оборудовании предусмотрена электрическая блокировка.
Электрооборудование
Станок токарно-винторезный оборудован 4 двигателями:
- Основной движок A02-6I-4 СПУЗ со степенью вращения до 1750 об/мин.
- Силовой агрегат охлаждающей системы XI4-22М. Частота вращения мотора 3350 об/мин, с номинальной мощностью 0,12 кВт. Система способна подавать охладитель – 22 л/мин.
- Движок, способствующий ускоренному передвижению каретки A02-2I-4. Частота вращательного хода – 1690 об/мин, мощность — 1,1 кВт.
- Насос С12-54, служащий для подачи смазывающей смеси — 8,2 л/мин. На него устанавливается стандартный фильтр модели Г41-22.
Электрическая схема 1М63
Стоит отметить, что основной двигатель 1М63 запускается только при включенном фрикционе.
Блок скоростей и подач агрегата
В левой лицевой зоне станины расположена коробка скоростей, а шкив ее привода вращается за счет работы мотора. Все скорости регулируются по принципу ступенчатой работы коробки. Шкив, приведенный в движение, запускает работу многочисленных составных элементов коробки скоростей, а контролирует и регулирует скорость – оператор, путем выбора подходящей скорости, которых всего 22. Причем от самого вала шпиндель получает 6 максимальных скоростей, благодаря чему коэффициент полезного действия (КПД) агрегата значительно повышается.
Все скорости регулируются по принципу ступенчатой работы коробки. Шкив, приведенный в движение, запускает работу многочисленных составных элементов коробки скоростей, а контролирует и регулирует скорость – оператор, путем выбора подходящей скорости, которых всего 22. Причем от самого вала шпиндель получает 6 максимальных скоростей, благодаря чему коэффициент полезного действия (КПД) агрегата значительно повышается.
Все шестерни, с помощью которых изменяется скорость работы станка, производят из термически закаленной стали и имеют высокие показатели прочности. Эти детали размещены на шлицевых металлических валиках, а валы, в свою очередь, работают на роликовых и шариковых видах подшипников. Помимо этого, узел контроля и регулировки скоростей оснащен двумя специальными устройствами, позволяющие изменять ход работы суппорта на обратное движение и делать больше шаг изготавливаемой резьбы в четыре или шестнадцать раз.
Подобный агрегат сделан в двухосной закрытой комплектации. За счет работы шестерней и переключения рычагов коробки подач, оператор без особого труда может контролировать и регулировать работу во время выполнения поставленных задач.
Сама же коробка подач станка 1М63 выполнена в закрытом варианте. Использованием необходимых рычагов и заменой специальных зубчатых шестерней, при производственной необходимости, можно произвести отладку процесса подач для изготовления нормального ряда различных видов резьбы, а также получения нужных подач при возделывании всевозможных деталей на данном токарном станке. А для создания высокоточных и специализированных индивидуальных резьб лучше воспользоваться возможностью перехода на прямое включение винта.
На основе 1М63 было создано невероятное количество модификационных моделей, придавая этому токарному агрегату особую значимость. Несмотря на новое поколение современных станков, установка 1М63 продолжает стоять на многих производственных предприятиях страны, обрабатывая ежедневно огромное количество заготовок.
Паспорт
Скачать паспорт токарно винторезного станка 1М63
Токарные станки Саут-Бенд | вес токарного станка 9 дюймов | Практик-механик
Джонс
Алюминий
#1
Привет,
Я подумываю о покупке токарного станка, я обнаружил, что токарные станки South Bend распространены в штатах Новой Англии, мне любопытно, сколько они весят.
http://nh.craigslist.org/tls/1527767669.html
Он ведет в подвал, без ступенек, но с уклоном 4 фута вниз на расстоянии 10 футов. Можно ли их легко разобрать для уменьшения веса.
Это тоже южный поворот? Выглядит похоже
http://nh.craigslist.org/tls/1526567834.html
У меня есть подъемник двигателя и фургон ford E350 для его перевозки.
Я недалеко от Бостона, спасибо, Джерард.
gfphoto
Алюминий
#2
Не знаю точный вес, но мы с сыном доставили его домой на заднем сиденье маленькой машины, легко сняли несколько кусочков и спустили по лестнице.
…никаких ступеней, но есть уклон на 4 фута вниз на расстоянии 10 футов.
У меня есть подъемник двигателя и фургон ford E350 для его перевозки.Нажмите, чтобы развернуть…
Какая роскошь! Похоже, можно было просто сдвинуть все это вниз, не разбирая. (Можно не отключать переключатель прямого/обратного хода, или если вы очень тщательно заметите, что куда идет. Не спрашивайте, откуда я знаю.)
Удачи!
Гэри
Джонс
Алюминий
#3
Ничего себе в машине, я думал 600-900 фунтов.
Полагаю, в такую погоду я мог бы просто взять пару лыж и дать толчок.
Я нахожу много южных поворотов в пределах 2-3 часов езды от меня, текущая цена кажется $500-700 в зависимости от состояния..
ура.
плоская головка4
Горячекатаный
#4
Если снять его со скамейки, его смогут передвинуть двое взрослых. Я снял заднюю бабку, затем повернул каретку вправо, чтобы немного сбалансировать вес. Двое из нас сняли его со скамейки и положили в багажник моего Рейнджера. Когда я принес его домой, я использовал свой моторный подъемник, чтобы поднять его из грузовика. Позже, во время чистки и покраски, я смог сам поднять каждую деталь, включая кровать. Чтобы ответить на ваш последний вопрос, 9″ Токарные станки, которые вы показываете выше, довольно легко разбираются.
Двое из нас сняли его со скамейки и положили в багажник моего Рейнджера. Когда я принес его домой, я использовал свой моторный подъемник, чтобы поднять его из грузовика. Позже, во время чистки и покраски, я смог сам поднять каждую деталь, включая кровать. Чтобы ответить на ваш последний вопрос, 9″ Токарные станки, которые вы показываете выше, довольно легко разбираются.
Том
стнекут
Горячекатаный
#5
будет проще, чем вы думаете
Что ж, все ребята, которые откликнулись, правы. Он легко поместится в фургоне, для 9″. два человека должны быть в состоянии нести его после снятия со скамейки. Снимите столько, сколько сможете в доме владельцев.
Снимите столько, сколько сможете в доме владельцев.
Да, кстати, первый выглядит «симпатичным», но я не вижу ни одного Ни один из них не имеет быстрой замены Второй имеет цанговый доводчик и сверлильный патрон…..все это будет стоить около 120 долларов, если вы пойдете покупать их позже.
РонКо
Алюминий
#6
Для оценки веса токарного станка я всегда просматриваю старые каталоги Саут-Бенда, чтобы узнать, какой вес был при транспортировке. Похоже, около 350+# для 9-дюймового (только для токарного станка).
Вот ссылка на некоторые каталоги.
http://www. wswells.com/catalog_index4.html
wswells.com/catalog_index4.html
Этот первый токарный станок стоит на верстаке, сделанном из очень затратного алюминиевого монтажного материала.
Рон
deerepower74
Пластик
#7
На бирке моей машины 9А указано, что рабочий вес составляет 370 фунтов.
ронлайк
Чугун
#8
Достаточно легко с помощью. Просто помните, что если вы переместите его на стол, он, вероятно, будет очень тяжелым. Вы же не хотите, чтобы он опрокинулся.
Просто помните, что если вы переместите его на стол, он, вероятно, будет очень тяжелым. Вы же не хотите, чтобы он опрокинулся.
Джонс
Алюминий
#9
Большинство людей, рекламирующих их, не знают ни модели, ни производителя, ни того, какие «штучки» прилагаются к ним. Я полагаю, это может быть хорошо.
Я думаю, что могу перевезти несколько сотен фунтов, мой подвесной двигатель весит почти 400 фунтов, и это очень тяжело.
Внешний парень44
Алюминий
#10
Привет, я купил 4 небольших токарных станка SB или Logan, и мне кажется, что проще всего их полностью разобрать, когда берешь в руки. Когда я перевез свой первый Саут-Бенд (винтажная модель 9А 1959 года), я поместил все, кроме ножек, поддона для стружки и привода, в кабину своего 9-го года.9 Удлиненная кабина Ranger. После того, как редуктор Q/C и ходовой винт, передняя бабка, задняя бабка и каретка были удалены, было просто положить остальную часть и перевернуть, чтобы я мог открутить болты, которые скрепляли ножки, поддон для стружки и станину. С пустой кроватью можно было справиться в одиночку, и она довольно хорошо вписалась за наборы ведер. Разборка дает вам возможность узнать, как все это сочетается, а также очистить части, которые в этом нуждаются, прежде чем снова собрать их. До того, как я купил свой 9О: Я никогда не работал на токарном станке в Саут-Бенде, и все же мне удалось собрать все это вместе, и теперь я действительно могу им пользоваться.
Надеюсь, это поможет.
Крис С
СВИГИН
Чугун
#11
Этот токарный станок выглядит как старая широкая кровать, такая же, как моя 9-дюймовка 1922 года.
Если да, то он намного тяжелее токарного станка A, B, C. У моего 1922 станина 36 дюймов, а у моего приятеля есть 10k, который на 6 дюймов длиннее с быстрой заменой, и мой токарный станок требует гораздо больше усилий, чтобы переместить его.
Джонс
Алюминий
#12
Это логан, он тоже разбирается?
Есть идеи, что это за модель?
На номерном знаке написано 7510 ?
http://newlondon.craigslist.org/tls/1528217691.html
Выглядит солиднее, чем SB, но фотографии обманчивы.
Cppdungeon
Пластик
№13
На днях я передвинул девятидюймовый токарный станок, для этого потребовалось всего два человека. Это было НЕ УЖАСНО тяжело, но это, безусловно, то, что нужно быть осторожным при перемещении. Снимите заднюю бабку и столько вещей, сколько сможете, и убедитесь, что путь свободен (вам не нужно паркурить какие-либо препятствия или открывать какие-либо двери), и все будет в порядке. Черт, он даже поместился в фургоне. Вы должны быть в порядке.
Черт, он даже поместился в фургоне. Вы должны быть в порядке.
—Cpp
Джимдруитт
Пластик
№14
В имеющемся у меня каталоге вес 9-дюймовой скамьи в упаковке составляет от 500 до 530 фунтов в зависимости от длины станины для моделей B/C. «Вес в ящике» составляет от 390-420 фунтов.
Я не знаю, чем объясняется разница в ~110 фунтов… возможно, задняя бабка, редуктор и каретка упакованы отдельно? В любом случае… 500-550 кажется правильным для целей планирования.
FWIW, я попросил второго владельца листинга предоставить либо Cat#, либо Ser #, и он либо не смог это понять, либо не был достаточно мотивирован, чтобы попробовать. Тот факт, что у него задняя бабка и патрон лежат на станине… и что токарный станок не работает из-за обрыва ремня, отвратил меня от любого «рыночного» предложения. У меня уже есть 10K, которые я еще не начал переделывать, поэтому у меня нет много денег/пространства/времени, чтобы посвятить их другому проекту TLC. Инструмент делает его интересным вариантом … 2 патрона, цанговый доводчик, фонарный резцедержатель с 3-4 держателями, включая накатной инструмент, патрон в стиле Джейкобса и набор ключей … неплохая машина для запуска для хобби. Удачи в общении с владельцем … иногда парень, который «не знает, что у него есть», требует больше работы / риска, чем средний.
Тот факт, что у него задняя бабка и патрон лежат на станине… и что токарный станок не работает из-за обрыва ремня, отвратил меня от любого «рыночного» предложения. У меня уже есть 10K, которые я еще не начал переделывать, поэтому у меня нет много денег/пространства/времени, чтобы посвятить их другому проекту TLC. Инструмент делает его интересным вариантом … 2 патрона, цанговый доводчик, фонарный резцедержатель с 3-4 держателями, включая накатной инструмент, патрон в стиле Джейкобса и набор ключей … неплохая машина для запуска для хобби. Удачи в общении с владельцем … иногда парень, который «не знает, что у него есть», требует больше работы / риска, чем средний.
JD
твалш441
Алюминий
№15
Мой 9″A находился в подвале, когда я пошел за ним. Я снял защитный кожух банджо, кронштейн и заднюю бабку. Повернул каретку вправо, чтобы выровнять вес; я поднял заднюю бабку (тяжелая ) конец, и мой папа схватился за ногу. Мы поднялись по предательски крутым внешним ступеням подвала с двойной высокой ступенькой наверху. Затем совершили еще около десяти поездок со столом, инструментами, металлоломом и другими вещами. Маленький внедорожник, который мы привезли, был полный около 700 # токарных станков и инструментов, сука, чтобы двигаться, но оно того стоит.0007
Тревор
Дэвикрокет
Горячекатаный
№16
Вес токарного станка.
Gerard
Загляните на WWW.lathes.co.uk и посмотрите, сможете ли вы найти свой токарный станок.
Вес очень часто включается в его описания машин.
Rgds Дэвид C
Джонс
Алюминий
# 17
джимдреветт сказал:
FWIW, я попросил второго владельца листинга предоставить либо Cat#, либо Ser #, и он либо не смог понять это, либо не был достаточно мотивирован, чтобы попробовать.
Тот факт, что у него задняя бабка и патрон лежат на станине… и что токарный станок не работает из-за обрыва ремня, отвратил меня от любого «рыночного» предложения.
JDНажмите, чтобы развернуть…
Я тоже не получил от него такого же ответа, я прошел.
Еще один человек, которому я написал по электронной почте, спрашивая, была ли плохая фотография с Логаном, сказал, что это не Логан, но не сказал мне, что это такое.! Я сдаюсь.
Ну, если в субботу не будет снега, я пойду возьму SB модель С у парня из Коннектикута.
У парня есть трактор с вилами для погрузки.
Я выложу фотографии, когда получу, этот форум очень помог мне в поисках.
Привет, Жерар.
Джонс
Алюминий
# 18
davycrocket сказал:
Gerard
Загляните на WWW.lathes.co.uk и посмотрите, сможете ли вы найти свой токарный станок.
Вес очень часто включается в его описания машин.
Rgds David CНажмите, чтобы развернуть…
Да, я просматривал веб-сайт Великобритании, много истории.
Я вижу, вы в Уоррингтоне, я проезжал там на велосипеде по дороге в Пикмир. Мы приехали в штаты, когда мне было 17, это немного назад.
Уэбб Вайман
Нержавеющая сталь
# 19
Здравствуйте,
Джонс сказал:
Это логан, он тоже разбирается?
Есть идеи, что это за модель?
На номерном знаке написано 7510 ?
http://newlondon.craigslist.org/tls/1528217691.htmlВыглядит солиднее, чем SB, но фотографии обманчивы.
Нажмите, чтобы развернуть…
Я посмотрел этот токарный станок, и он указан как
14-дюймовый поворотный патрон с переменной скоростью и
привод постоянного тока для ходового винта (без редуктора).
Длина станины указана как 56 дюймов, шпиндель
2-1/4″ x 8 tpi. со сквозным отверстием 1-3/8 дюйма.
Из него не получится хороший токарный станок
(особенно для новичков) из-за отсутствия редуктора и задней бабки. Патроны
Патроны
используются для производства деталей в больших количествах. но
необходимо настроить и отрегулировать, а также приобрести инструменты
(больше, чем стандартный двигатель
или токарный станок в инструментальном цехе) и не являются такими «универсальными»
, как двигатель или токарный станок в инструментальном цехе.
Кроме того, будучи ориентированной на производство машиной,
, вероятно, уже исчерпал себя и готов к восстановлению (или утилизации).
Удачи!
-Голубые фишки-
Уэбб
Джонс
Алюминий
#20
га, вот что такое патрон, и я вижу контроллер двигателя на стене рядом с (отсутствующей) задней бабкой.
Сегодня кто-то выложил 4 SB на Craigslist CT по 345 долларов за штуку, но я подозреваю, что они изношены. ….вне.
http://hartford.craigslist.org/tls/1540888310.html
Ручной токарный станок
MI-1440L – smithy.com
Станки спроектированы и изготовлены таким образом, чтобы их можно было использовать для производства деталей. Реальность такова, что из-за разумной цены эти станки пользуются популярностью у покупателей в домашних магазинах.
**НА ИЗОБРАЖЕНИИ МАШИНА ПОКАЗАНА С ОПЦИОНАЛЬНЫМ УЦИ**
Высокоточный, сверхмощный токарный станок с зубчатой головкой 14” X 40” для инструментального цеха
Высокая точность и повторяемость превосходят встроенные этот промышленный токарный станок для тяжелого инструмента. Токарные станки кузнечного цеха работали в полевых условиях, изготавливая детали… и зарабатывают деньги в течение 30 лет. 1100 фунтов. тяжелое чугунное основание обеспечивает наилучшую основу для токарных операций с низкой вибрацией и высокой точностью в инструментальном цехе. Чрезвычайно большое расстояние между направляющими и подшипники высшего качества повышают точность и долговечность этого прочного токарного станка.
Чрезвычайно большое расстояние между направляющими и подшипники высшего качества повышают точность и долговечность этого прочного токарного станка.
Механическая подача, изменение скорости с помощью зубчатой передачи и точные, легко читаемые циферблаты делают этот удивительный токарный станок еще более простым в использовании. Не забывайте о двухлетней гарантии Smithy и лучшей в отрасли поддержке запасных частей.
Обзор продукта:
- 14 X 40 дюймов Токарный станок для инструментальной мастерской
- 2 л.с., 110/220 В
- Тяжелая литая станина – 1100 фунтов. массы гашения вибрации
- Ручные зачищенные, закаленные и отшлифованные направляющие – с большим расстоянием между ними
- Подшипники премиум-класса
- Включает : БЕСПЛАТНАЯ стойка для токарного станка с ножным тормозом -подробнее-
БЕСПЛАТНЫЙ насос/резервуар охлаждающей жидкости
(579 долларов США)
- БЕСПЛАТНО Быстрый Сменить резцедержатель ($___ ЗНАЧЕНИЕ)
- Стандартное крепление патрона D1-5 — простая замена
- Приводные винты – ходовой винт и поперечная подача
- Быстросменная/встроенная масляная ванна
- Редуктор High Precision Classic Norton -подробнее-
- Съемный зазор – качание 19 2/3 дюйма
- Люнет/ведомый люнет
- Превосходный БЕСПЛАТНЫЙ набор инструментов – сразу же приступит к работе! -подробнее-
- Дополнительные сведения см.
 в характеристиках и спецификациях
в характеристиках и спецификациях
Гарантийное покрытие:
- 2 года гарантии на детали — ПЛЮС, лучшая в отрасли поддержка Smithy
Токарный станок MI-1440 с инструментальным отделением – уникальные характеристики:
14-дюймовый поворот – центры 40”0022 2 л.с. — 110/220
Надежная и надежная мощность — дополнительная настройка на 110 В или 220 В.
Сверхтяжелые отливки – весит более 1100 фунтов.
Базовые отливки весом более 1100 фунтов. обеспечивает идеальную основу для высокой точности и длительного срока службы.
Сверхширокие направляющие для станины
Увеличенная ширина между направляющими для станины обеспечивает максимальную точность и надежность при перемещении и работе рабочего стола.
Подшипники премиум-класса
Высокая точность и повторяемость не вызывают сомнений. Длительный срок эксплуатации гарантирован.
Патрон D1-5 – быстрая и простая замена
Стандартное крепление на патрон D1-4 позволяет быстро менять патроны, пластины и другие монтажные системы.
Съемный зазор – поворот 19 2/3”
Удаление заглушки позволяет обтачивать заготовки большего диаметра – до 17-3/4” в диаметре.
Кузнечный токарный станок Стандартные характеристики:
Закаленные, отшлифованные и зачищенные вручную направляющие
Индуктивно закаленные, прецизионно отшлифованные и зачищенные вручную направляющие обеспечивают максимальную точность и повторяемость.
Силовая передача с зубчатой передачей
Тяжелые литые шестерни передают мощность непосредственно на шпиндель, обеспечивая максимальный крутящий момент.
Управление шпинделем оператора E-Z
Кнопки «Нейтраль», «Вперед» и «Назад» удобно расположены на фартуке машины вместе со всеми циферблатами и переключателями передач, обеспечивая надежное удобство оператора.
Механические подачи – ходовой винт и поперечная подача
Механическая подача обеспечивает ручную подачу для получения точных и гладких и аккуратных поверхностей.
Редуктор Norton Style
30 лет продажи токарных станков Smithy показали, что разработанная в США стандартная коробка передач типа Norton на сегодняшний день является наиболее точной для токарных станков, построенных с дюймовыми шестернями и компонентами. Мы также выбираем коробку передач Norton, потому что она доказала свое превосходство в обслуживании, долговечности и простоте использования.
Большое отверстие шпинделя
Позволяет прутку диаметром 1,5 дюйма проходить через головку токарного станка.
Задняя бабка со смещением
Ручное смещение и блокировка позволяют нарезать конусы.
Диск для нарезания резьбы и полугайка
Упрощают нарезание резьбы и нарезание резьбы.
Нарезка резьбы
Нарезает различные правые и левые резьбы. А также дюймовые и метрические. Имеет сменные шестерни для операций нарезания метрической резьбы.
БЕСПЛАТНЫЙ набор инструментов Особенности:
Быстросменный резцедержатель
После того, как фрезы установлены в отдельные монтажные блоки, можно быстро и легко менять различные инструменты, сохраняя при этом высокую точность. Помогает ускорить операции обработки.
6-дюймовый патрон с 3 кулачками
Включает два комплекта кулачков – внутренний и внешний. Подходящая задняя пластина, соответствующая станку, предварительно установлена на патроне.
Подходящая задняя пластина, соответствующая станку, предварительно установлена на патроне.
8-дюймовый 4-кулачковый патрон
Тяжелый и прочный для поддержки операций, требующих прерывистого резания. Реверсивные губки могут захватывать заготовки в различных конфигурациях. Подходящая задняя пластина, соответствующая станку, предварительно установлена на патроне.
12-дюймовая планшайба
Большая площадь поверхности для установки заготовок уникальной формы – используйте с токарными упорами в качестве приводной пластины.
Защитный кожух патрона
Включен Требуемый OSHA и одобренный защитный кожух токарного патрона.
Неподвижный люнет/следящий люнет
Важный аксессуар для поддержки сверхдлинных или гибких заготовок — позволяет безопасно и плавно резать детали, которые не соответствуют стандартным процедурам монтажа.
ХАРАКТЕРИСТИКИ
| Модель | МИ-1440Л |
| Отверстие шпинделя | 1,5 дюйма |
| Размер двигателя | 2 л.с. |
| Электрические требования | 110 В переменного тока или 220 В переменного тока (трансформируемый) |
| Сила тока | 9 А при 220 В / 18 А при 110 В |
| Размер патрона (3-х и 4-х кулачковый) | 6 дюймов с 3 кулачками и 8 дюймов с 4 кулачками (отверстие патрона 2 дюйма на обоих) |
| Крепление патрона | Промышленный стандарт «Д1-4» |
| Качели над кроватью | 13,90 дюйма |
| Поворотная тележка | 8,75 дюйма |
| Качели со снятой зазорной секцией | 19,68″ |
| Расстояние между центрами | 40 дюймов |
| Смазка передней бабки, редуктора и фартука | Масляная ванна с резервуаром и уровнемером |
| Ручки, маховики и рычаги | Металлическая конструкция, без пластика |
| Рабочее освещение | Стандартный |
| Подставка с поддоном и брызговиком | Стандартный |
| Защита шпинделя | Стандартный |
ЭЛЕКТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | МИ-1440Л |
| Требования к питанию | 110 В/220 В переменного тока, однофазный (трансформируемый) |
| Тип соединения | Вилка и шнур |
| Заглушка | 6-15P 220 В (поставляется), 5-15P 110 В (не поставляется) |
| Выход | 5-15R для 110 В переменного тока, 6-15R для 220 В переменного тока |
| Тип двигателя | Индукционный тип A/C |
| Мощность двигателя | 2 л. с. с. |
| Потребляемый ток двигателя | 18 А при 110 В переменного тока / 9 А при 220 В переменного тока |
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | МИ-1440Л |
| Регулятор скорости шпинделя | Механический |
| Количество скоростей | 8 |
| Доступная скорость | 84, 140, 230, 360, 430, 700, 1150, 1850 |
| Продольное перемещение | 33 дюйма |
| Поперечный ход | 6,3 дюйма |
| Соединение Путешествие | 2,76 дюйма |
| Ход ствола задней бабки | 3,74 дюйма |
| Конус задней бабки | МТ3 |
| Расстояние между центрами | 40 дюймов |
| Поворотная тележка | 8,75 дюйма |
| Качели над кроватью | 13,75 дюйма |
| Перекидной съемный зазор | 19,68 дюйма |
| Диаметр отверстия шпинделя и патрона | Позволяет использовать пруток диаметром 1,50 дюйма |
| Конус шпинделя | МТ5 |
| Нос шпинделя | Д1-4 |
| Диаметр 3-х кулачкового патрона | 8 дюймов |
| Диаметр 4-х кулачкового патрона | 8 дюймов |
| Шаг винта подачи | 8 витков на дюйм |
| Продольные подачи | 0,002–0,0548”/об |
| Скорость поперечной подачи | 0,0007–0,187”/об |
| Количество резьб в дюймах | 34 |
| Шаг резьбы в дюймах | от 4 до 112 шагов на дюйм |
| Количество метрических резьб | 26 |
| Шаг метрической резьбы | от 0,04 до 7,0 мм |
| Размер инструмента | 1/2” или 5/8” |
ФИЗИЧЕСКИЕ РАЗМЕРЫ
| Модель | МИ-1440Л |
| Вес машины | 1114 фунтов |
| Размер машины | 26″ Ш x 26″ В x 70″ Д |
| Транспортировочный вес | 1245 фунтов |
| Размер транспортировочного ящика | 30 дюймов Ш x 36 дюймов В x 76 дюймов Д |
| Материал транспортировочного ящика | Дерево |
КТО ПОКУПАЕТ ЭТИ КУЗНЕЧНЫЕ СТАНКИ?
Школы покупают довольно много. Частыми покупателями являются военные организации, научно-исследовательские лаборатории и небольшие механические/производственные цеха. Станки спроектированы и изготовлены таким образом, чтобы их можно было использовать при производстве деталей. Реальность такова, что из-за разумной цены эти токарные станки пользуются популярностью у покупателей в домашних магазинах.
Частыми покупателями являются военные организации, научно-исследовательские лаборатории и небольшие механические/производственные цеха. Станки спроектированы и изготовлены таким образом, чтобы их можно было использовать при производстве деталей. Реальность такова, что из-за разумной цены эти токарные станки пользуются популярностью у покупателей в домашних магазинах.
ПОЛЕЗЕН ЛИ НАБОР ИНСТРУМЕНТОВ?
БЕСПЛАТНЫЙ набор инструментов предназначен для того, чтобы дать вам базовую настройку инструментов, чтобы вы могли приступить к работе, когда получите машину. Это сбалансированный набор инструментов, но вам, вероятно, понадобится больше инструментов, как только вы определитесь с конкретными проектами, которые хотите реализовать.
ЧТО ВЫ ПОНИМАЕТЕ ПОД «ПРОВЕРЕНО ДВАЖДЫ?»
Каждый токарный станок проверяется обученными сотрудниками компании на заводе. ПЛЮС, вторая полная проверка проводится на нашем складе в Анн-Арборе, штат Мичиган, перед отправкой клиенту.
ПЛЮС, вторая полная проверка проводится на нашем складе в Анн-Арборе, штат Мичиган, перед отправкой клиенту.
ПОЧЕМУ ЭТИ СТАНКИ ЛУЧШЕ ДРУГИХ НА РЫНКЕ?
Чтобы станок был действительно великим, необходимо уделять внимание каждому этапу его разработки — проектированию, производству, контролю качества, испытаниям и послепродажному обслуживанию. Другие настольные токарные станки, которые вы найдете, как правило, не обеспечивают такого уровня качества на каждом этапе, как эти токарные станки MIDAS.
КАК ДОЛГО ВЫ ПРОДАЕТЕ ЭТИ СТАНКИ?
Более 30 лет.
МНОГИЕ ПОКУПАТЕЛИ СТАНКОВ ТАКЖЕ ПОКУПАЮТ ФРЕЗЕРНЫЕ СТАНКИ?
Да, токарный станок МИ-1337Л хорошо сочетается с фрезерным станком МИ-329МЗ — комплекс, созданный на века. Многие клиенты покупают эту комбинацию.
ПОЧЕМУ Я ДОЛЖЕН КУПИТЬ ТОКАРНЫЙ СТАНОК SMITHY?
- Прочная конструкция
- Качественный встроенный
- проверено дважды
- Лучшее обслуживание, гарантия и поддержка
Лучший токарный станок с зубчатой передачей уже более 30 лет!
НУЖНО ЛИ МНЕ БЫТЬ МАШИНИСТОМ, ЧТОБЫ ПОЛЬЗОВАТЬСЯ МАШИНОЙ?
Многие покупатели этих токарных станков не имеют опыта обработки/токарной обработки – у них есть потребность в изготовлении деталей. Обычно у них уже есть что-то на уме, что им нужно сделать. Что необходимо, так это стремление учиться и любознательность. Это займет время, но вы разберетесь. На нашем веб-сайте есть набор обучающих видеороликов по механической обработке — обычно вы можете найти курсы в местном колледже или технической школе. Бери машину и вперед! Вы не будете разочарованы.
Бери машину и вперед! Вы не будете разочарованы.
Станки спроектированы и изготовлены таким образом, чтобы их можно было использовать для производства деталей. Реальность такова, что из-за разумной цены эти станки пользуются популярностью у покупателей в домашних магазинах.
**PICTURED MACHINE IS SHOWN WITH OPTIONAL DRO**
OVERVIEW
High Precision, Heavy-Duty 14” X 40” Gear Head Tool Room Lathe
High precision and superior repeatability встроены в этот промышленный токарный станок. Токарные станки кузнечного цеха работали в полевых условиях, изготавливая детали… и зарабатывают деньги в течение 30 лет. 1100 фунтов. тяжелое чугунное основание обеспечивает наилучшую основу для токарных операций с низкой вибрацией и высокой точностью в инструментальном цехе. Чрезвычайно большое расстояние между направляющими и подшипники высшего качества повышают точность и долговечность этого прочного токарного станка.
Механическая подача, изменение скорости с помощью зубчатой передачи и точные, легко читаемые циферблаты делают этот удивительный токарный станок еще более простым в использовании. Не забывайте о двухлетней гарантии Smithy и лучшей в отрасли поддержке запасных частей.
Обзор продукта:
- 14 X 40 дюймов Токарный станок для инструментальной мастерской
- 2 л.с., 110/220 В
- Тяжелая литая станина – 1100 фунтов. массы гашения вибрации
- Ручные зачищенные, закаленные и отшлифованные направляющие – с большим расстоянием между ними
- Подшипники премиум-класса
- Включает : БЕСПЛАТНАЯ стойка для токарного станка с ножным тормозом -подробнее-
БЕСПЛАТНЫЙ насос/резервуар охлаждающей жидкости
(579 долларов США)
- БЕСПЛАТНО Быстрый Сменить резцедержатель ($___ ЗНАЧЕНИЕ)
- Стандартное крепление патрона D1-5 — простая замена
- Приводные винты – ходовой винт и поперечная подача
- Быстросменная/встроенная масляная ванна
- Редуктор High Precision Classic Norton -подробнее-
- Съемный зазор – качание 19 2/3 дюйма
- Люнет/ведомый люнет
- Превосходный БЕСПЛАТНЫЙ набор инструментов – сразу же приступит к работе! -подробнее-
- Дополнительные сведения см.
 в характеристиках и спецификациях
в характеристиках и спецификациях
Гарантийное покрытие:
- 2 года гарантии на детали — ПЛЮС, лучшая в отрасли поддержка Smithy
Особенности
ОСОБЕННОСТИ
Токарный станок MI-1440 Tool Room – Уникальные особенности:
14-дюймовый поворот – 40-дюймовые центры
Переворачивание материала диаметром до 14 дюймов над станиной – Переворачивание материала до 40 дюймов между центрами
2 л.с. — 110/220
Надежная и надежная мощность – дополнительная настройка на 110 В или 220 В.
Сверхтяжелые отливки – весит более 1100 фунтов.
Базовые отливки весом более 1100 фунтов. обеспечивает идеальную основу для высокой точности и длительного срока службы.
Сверхширокие направляющие для станины
Увеличенная ширина между направляющими для станины обеспечивает максимальную точность и надежность при перемещении и работе рабочего стола.
Подшипники премиум-класса
Высокая точность и повторяемость не вызывают сомнений. Длительный срок эксплуатации гарантирован.
Патрон D1-5 – быстрая и простая замена
Стандартное крепление патрона D1-4 позволяет быстро менять патроны, пластины и другие монтажные системы.
Съемный зазор – поворот 19 2/3”
Удаление заглушки позволяет обтачивать заготовки большего диаметра – до 17-3/4” в диаметре.
Кузнечный токарный станок Стандартные функции:
Закаленные, отшлифованные и зачищенные вручную направляющие
Индуктивно закаленные, прецизионно отшлифованные и зачищенные вручную направляющие обеспечивают максимальную точность и воспроизводимость.
Зубчатая передача Силовая передача
Тяжелые литые шестерни передают мощность непосредственно на шпиндель, обеспечивая максимальный крутящий момент.
Управление шпинделем оператора E-Z
Кнопки «Нейтраль», «Вперед» и «Назад» удобно расположены на фартуке машины вместе со всеми циферблатами и переключателями передач, обеспечивая надежное удобство оператора.
Механическая подача – ходовой винт и поперечная подача
Механическая подача обеспечивает ручную подачу для получения точных и гладких и аккуратных поверхностей.
Коробка передач Norton Style
30 лет продажи токарных станков в Smithy показали, что разработанная в США стандартная коробка передач Norton, безусловно, является наиболее точной для токарных станков, построенных с дюймовыми шестернями и компонентами. Мы также выбираем коробку передач Norton, потому что она доказала свое превосходство в обслуживании, долговечности и простоте использования.
Большое отверстие шпинделя
Позволяет прутку диаметром 1,5 дюйма проходить через головку токарного станка.
Задняя бабка со смещением
Ручное смещение и блокировка позволяют нарезать конусы.
Диск для нарезания резьбы и полугайка
Облегчает нарезание резьбы и нарезание резьбы.
Нарезка резьбы
Нарезает различные правые и левые резьбы. А также дюймовые и метрические. Имеет сменные шестерни для операций нарезания метрической резьбы.
БЕСПЛАТНЫЙ набор инструментов Особенности:
Быстросменный резцедержатель
После того, как фрезы установлены в отдельные монтажные блоки, можно быстро и легко менять различные инструменты, сохраняя при этом высокую точность. Помогает ускорить операции обработки.
6-дюймовый 3-х кулачковый патрон
Включает два набора кулачков – внутренний и внешний. Подходящая задняя пластина, соответствующая станку, предварительно установлена на патроне.
8-дюймовый 4-кулачковый патрон
Тяжелый и прочный для поддержки операций, требующих прерывистого резания. Реверсивные губки могут захватывать заготовки в различных конфигурациях. Подходящая задняя пластина, соответствующая станку, предварительно установлена на патроне.
12-дюймовая планшайба
Достаточная площадь поверхности для установки заготовок уникальной формы – используйте с токарными упорами в качестве приводной пластины.
Защитный кожух патрона
Включен Требуемый OSHA и одобренный защитный кожух токарного патрона.
Неподвижный люнет/следящий люнет
Важный аксессуар для поддержки сверхдлинных или гибких заготовок — позволяет безопасно и плавно резать детали, которые не соответствуют стандартным процедурам монтажа.
СПЕЦИАЛЬНЫЕ
| Модель | МИ-1440Л |
| Отверстие шпинделя | 1,5 дюйма |
| Размер двигателя | 2 л.с. |
| Электрические требования |  594px;» data-mce-fragment=»1″> 110 В переменного тока или 220 В переменного тока (трансформируемый) 594px;» data-mce-fragment=»1″> 110 В переменного тока или 220 В переменного тока (трансформируемый) |
| Сила тока | 9 А при 220 В / 18 А при 110 В |
| Размер патрона (3-х и 4-х кулачковый) | 6 дюймов с 3 кулачками и 8 дюймов с 4 кулачками (отверстие патрона 2 дюйма на обоих) |
| Крепление патрона | Промышленный стандарт «Д1-4» |
| Качели над кроватью |  594px;» data-mce-fragment=»1″> 13,90 дюйма 594px;» data-mce-fragment=»1″> 13,90 дюйма |
| Поворотная тележка | 8,75 дюйма |
| Качели со снятой зазорной секцией | 19,68″ |
| Расстояние между центрами | 40 дюймов |
| Смазка передней бабки, редуктора и фартука | Масляная ванна с резервуаром и уровнемером |
| Ручки, маховики и рычаги |  594px;» data-mce-fragment=»1″> Металлическая конструкция, без пластика 594px;» data-mce-fragment=»1″> Металлическая конструкция, без пластика |
| Рабочий фонарь | Стандартный |
| Подставка с поддоном и брызговиком | Стандартный |
| Защита шпинделя | Стандартный |
ЭЛЕКТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | МИ-1440Л |
| Требования к питанию | 110 В/220 В переменного тока, однофазный (трансформируемый) |
| Тип соединения | Вилка и шнур |
| Заглушка | 6-15P 220 В (поставляется), 5-15P 110 В (не поставляется) |
| Выход | 5-15R для 110 В переменного тока, 6-15R для 220 В переменного тока |
| Тип двигателя | Индукционный тип A/C |
| Мощность двигателя | 2 л. с. с. |
| Потребляемый ток двигателя | 18 А при 110 В переменного тока / 9 А при 220 В переменного тока |
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | МИ-1440Л |
| Регулятор скорости шпинделя | Механический |
| Количество скоростей | 8 |
| Доступная скорость | 84, 140, 230, 360, 430, 700, 1150, 1850 |
| Продольное перемещение | 33 дюйма |
| Поперечный ход | 6,3 дюйма |
| Соединение Путешествие | 2,76 дюйма |
| Ход ствола задней бабки | 3,74 дюйма |
| Конус задней бабки | МТ3 |
| Расстояние между центрами | 40 дюймов |
| Поворотная тележка | 8,75 дюйма |
| Качели над кроватью | 13,75 дюйма |
| Перекидной съемный зазор | 19,68 дюйма |
| Диаметр отверстия шпинделя и патрона | Позволяет использовать пруток диаметром 1,50 дюйма |
| Конус шпинделя | МТ5 |
| Нос шпинделя | Д1-4 |
| Диаметр 3-х кулачкового патрона | 8 дюймов |
| Диаметр 4-х кулачкового патрона | 8 дюймов |
| Шаг винта подачи | 8 витков на дюйм |
| Продольные подачи | 0,002–0,0548”/об |
| Скорость поперечной подачи | 0,0007–0,187”/об |
| Количество резьб в дюймах | 34 |
| Шаг резьбы в дюймах | от 4 до 112 шагов на дюйм |
| Количество метрических резьб | 26 |
| Шаг метрической резьбы | от 0,04 до 7,0 мм |
| Размер инструмента | 1/2” или 5/8” |
ФИЗИЧЕСКИЕ РАЗМЕРЫ
| Модель | МИ-1440Л |
| Вес машины | 1114 фунтов |
| Размер машины | 26″ Ш x 26″ В x 70″ Д |
| Транспортировочный вес | 1245 фунтов |
| Размер транспортировочного ящика |  016px;» data-mce-fragment=»1″> 30 дюймов Ш x 36 дюймов В x 76 дюймов Д 016px;» data-mce-fragment=»1″> 30 дюймов Ш x 36 дюймов В x 76 дюймов Д |
| Материал транспортировочного ящика | Дерево |
 016px;» data-mce-fragment=»1″>
016px;» data-mce-fragment=»1″>
Часто задаваемые вопросы
КТО ПОКУПАЕТ ЭТИ СТАНКИ SMITHY?
Школы покупают довольно много. Частыми покупателями являются военные организации, научно-исследовательские лаборатории и небольшие механические/производственные цеха. Станки спроектированы и изготовлены таким образом, чтобы их можно было использовать при производстве деталей. Реальность такова, что из-за разумной цены эти токарные станки пользуются популярностью у покупателей в домашних магазинах.
ПОЛЕЗЕН ЛИ НАБОР ИНСТРУМЕНТОВ?
БЕСПЛАТНЫЙ набор инструментов предназначен для того, чтобы дать вам базовую настройку инструментов, чтобы вы могли приступить к работе, когда получите машину. Это сбалансированный набор инструментов, но вам, вероятно, понадобится больше инструментов, как только вы определитесь с конкретными проектами, которые хотите реализовать.
Это сбалансированный набор инструментов, но вам, вероятно, понадобится больше инструментов, как только вы определитесь с конкретными проектами, которые хотите реализовать.
ЧТО ВЫ ПОНИМАЕТЕ ПОД «ПРОВЕРЕНО ДВАЖДЫ?»
Каждый токарный станок проверяется обученными сотрудниками компании на заводе. ПЛЮС, вторая полная проверка проводится на нашем складе в Анн-Арборе, штат Мичиган, перед отправкой клиенту.
ПОЧЕМУ ЭТИ СТАНКИ ЛУЧШЕ ДРУГИХ НА РЫНКЕ?
Чтобы станок был действительно великим, необходимо уделять внимание каждому этапу его разработки — проектированию, производству, контролю качества, испытаниям и послепродажному обслуживанию. Другие настольные токарные станки, которые вы найдете, как правило, не обеспечивают такого уровня качества на каждом этапе, как эти токарные станки MIDAS.
КАК ДОЛГО ВЫ ПРОДАЕТЕ ЭТИ СТАНКИ?
Более 30 лет.
МНОГИЕ ПОКУПАТЕЛИ СТАНКОВ ТАКЖЕ ПОКУПАЮТ ФРЕЗЕРНЫЕ СТАНКИ?
Да, токарный станок МИ-1337Л хорошо сочетается с фрезерным станком МИ-329МЗ — комплекс, созданный на века. Многие клиенты покупают эту комбинацию.
ПОЧЕМУ Я ДОЛЖЕН КУПИТЬ ТОКАРНЫЙ СТАНОК SMITHY?
- Прочная конструкция
- Качественный встроенный
- Проверено дважды
- Лучшее обслуживание, гарантия и поддержка
Лучший токарный станок с зубчатой передачей уже более 30 лет!
НУЖНО ЛИ МНЕ БЫТЬ МАШИНИСТОМ, ЧТОБЫ ПОЛЬЗОВАТЬСЯ МАШИНОЙ?
Многие покупатели этих токарных станков не имеют опыта обработки/токарной обработки – у них есть потребность в изготовлении деталей. Обычно у них уже есть что-то на уме, что им нужно сделать. Что необходимо, так это стремление учиться и любознательность. Это займет время, но вы разберетесь. На нашем веб-сайте есть набор обучающих видеороликов по механической обработке — обычно вы можете найти курсы в местном колледже или технической школе. Бери машину и вперед! Вы не будете разочарованы.
Обычно у них уже есть что-то на уме, что им нужно сделать. Что необходимо, так это стремление учиться и любознательность. Это займет время, но вы разберетесь. На нашем веб-сайте есть набор обучающих видеороликов по механической обработке — обычно вы можете найти курсы в местном колледже или технической школе. Бери машину и вперед! Вы не будете разочарованы.
17-дюймовый токарный станок — Sherline Products
Описание
инструкции
Характеристики
Запасные части
3D вид
Сравните токарные станки
Доставка и возврат
Этот токарный станок имеет 17 дюймов между центрами. Электронный регулятор скорости позволяет плавно регулировать скорость от 70 до 2800 об/мин без замены ремня. Доступно второе положение шкива, которое при необходимости обеспечивает дополнительный крутящий момент на низких оборотах.
Многие операторы считают, что дополнительное пространство между центрами удобно при работе с деталью, удерживаемой в патроне, и в патроне задней бабки большего размера с установленным длинным сверлом. Комбинация патрона, детали и сверла может занять большую часть доступного расстояния между центрами, и часто ценится небольшая дополнительная емкость. Этот токарный станок обеспечивает токарную обработку того же диаметра, что и более короткий токарный станок, и такой же мощный двигатель/регулятор скорости. Различия заключаются как в дополнительном 9-дюймовом межосевом расстоянии, так и в добавлении дополнительных функций, таких как регулируемые нулевые маховики и качающийся инструментальный пост, что делает этот токарный станок хорошим соотношением цены и качества.
В стандартную комплектацию станка входят:
- Мощный двигатель постоянного тока 90 В с электронным регулятором скорости*
- 2,75″ (70 мм) x 6,0″ (152 мм) поперечная направляющая
- Стальная станина 24 дюйма (610 мм) с расстоянием между центрами 17 дюймов (431 мм)
- 2,5-дюймовый (63 мм) сбрасываемый «нулевой» маховик на ходовом винте, 2-дюймовый (51 мм) сбрасываемый «нулевой» маховик на винте поперечной подачи и 2-дюймовый (51 мм) сбрасываемый «нулевой» маховик на задней бабке. Каждый маховик имеет алюминиевые втулки маховика с лазерной гравировкой
- Стойка коромысла вместо стандартной стойки, используемой на токарных станках с короткой станиной
- Шкивы, приводной ремень, планшайба, токарная собачка, две мертвые точки, три шестигранных ключа, резцедержатель, заточенный режущий инструмент из быстрорежущей стали, восьмифутовый трехжильный шнур питания и руководство по эксплуатации
* Не входит в комплект поставки токарного станка без двигателя и регулятора скорости
Неправильное использование станков и их принадлежностей может привести к серьезным травмам. | Всегда надевайте защитные очки при работе со станками . |
Скачать PDF Руководство по сборке и эксплуатации
| Поворот над кроватью | 3,50″ (90 мм) |
|---|---|
| Поворотная тележка | 1,75″ (45 мм) |
| Расстояние между центрами | 17,00″ (430 мм) |
| Сквозное отверстие | .405″ (10 мм) |
| Резьба на носу шпинделя | 3/4″-16 T.P.I. |
| Конус шпинделя | #1 Морзе |
| Выступ шпинделя конуса Морзе | .0005″ или меньше |
| Путешествие Crosslide | 4,25″ (110 мм) |
| Конус шпинделя задней бабки | #0 Морзе |
| Градуировка транспортира | от 0° до 45° на 5° |
| Градуировка маховика | 0,001″ (0,01 мм) |
| Общая длина | 32,5″ (826 мм) |
| Ширина Комбинезон | 8,00″ (267 мм) |
| Общая высота | 8,00″ (216 мм) |
| Транспортировочный вес | 31 фунт (14,1 кг) |
| Двигатель | 90 В пост. тока с электронной регулировкой скорости, который принимает любой входящий ток от 100 В до 240 В перем. тока, 50 Гц или 60 Гц. Щелкните здесь для ознакомления с техническими характеристиками двигателя |
| Диапазон скоростей шпинделя | 70–2800 об/мин, бесступенчатая регулировка скорости с помощью электронного регулятора скорости |
Токарный станок с ручным приводом серии 4400
Нажмите на ссылку, чтобы увидеть покомпонентное изображение токарного станка с ручным управлением серии 4400 , чтобы найти запасные части.
Если вы все еще не уверены, позвоните в нашу службу поддержки клиентов, чтобы получить помощь по этому пункту.
Щелкните P/N ниже, чтобы загрузить заархивированную версию файла IGS 3D CAD. Вам нужно будет распаковать zip-файл перед просмотром файлов.
17-дюймовый токарный станок серии 4400, 3D-модель IGS
17-дюймовый токарный станок серии 4400 с трехкулачковым патроном 1041, 3D-модель IGS
Для открытия файлов . igs требуется программа просмотра IGS. НАЖМИТЕ ЗДЕСЬ , чтобы загрузить БЕСПЛАТНУЮ программу просмотра IGS .
| 4000 (4100) | 4400 (4410) | |
|---|---|---|
| Качели над кроватью | 3,50″ (90 мм) | 3,50″ (90 мм) |
| Качели над кареткой | 1,75″ (44,5 мм) | 1,75 дюйма (44,5 мм) |
| Расстояние между центрами | 8,00″ (200 мм) | 17,00″ (430 мм) |
| Отверстие через шпиндель | .405″ (10 мм) | .405″ (10 мм) |
| Резьба на конце шпинделя | 3/4-16 T.P.I. | 3/4-16 T.P.I. |
| Конус шпинделя | #1 Морзе | #1 Морзе |
| Биение шпинделя конуса Морзе | 0005″ или менее | .0005″ или меньше |
| Ход поперечного суппорта | 4,25″ (110 мм) | 4,25″ (110 мм) |
| Конус шпинделя задней бабки | #0 Морзе | #0 Морзе |
| Ход шпинделя задней бабки | 1,75 дюйма (44,5 мм) | 1,75 дюйма (44,5 мм) |
| Шкала транспортира | от 0° до 45° на 5° | от 0° до 45° на 5° |
| Градуировка маховика | 001″ (0,01 мм) | 001″ (0,01 мм) |
| Маховик | Стандартные маховики | Маховики с регулировкой нуля (за исключением станков с УЦИ, которые поставляются с маховиками УЦИ) |
| Диапазон скоростей шпинделя с электронным управлением | от 70 до 2800 об/мин | от 70 до 2800 об/мин |
| Общая длина | 23″ (584 мм) | 32,5″ (826 мм) |
| Ширина общая | 10,25″ (260 мм) | 10,55″ (267 мм) |
| Общая высота | 8 дюймов (203 мм) | 8,5″ (216 мм) |
| Вес брутто | 24 фунта (10,9 кг) | 30 фунтов (13,6 кг) |
| Технические характеристики двигателя | ||
| Входное напряжение | от 100 до 240 В переменного тока, 50 или 60 Гц | |
| Выход к двигателю | 90 В постоянного тока | |
| Текущий розыгрыш | от 0,5 до 15 А в зависимости от нагрузки | |
| Частота вращения выходного вала без нагрузки | 6000 об/мин (без шкива) | |
| Щелкните здесь, чтобы получить более подробные характеристики | ||
| Характеристики шпинделя | ||
| Осевой люфт шпинделя (заводская регулировка предварительного натяга) | 0,0002″ (0,005 мм) или меньше, обычные шкивы | |
| Биение на носу | 0,0005″ (0,013 мм) или менее | |
| Подшипники | Два 20-мм шарикоподшипника со смазкой на весь срок службы и регулируемым предварительным натягом | |
Доставка
Мы не взимаем фиксированную плату за доставку из-за различий в весе нашей продукции. Вместо этого мы взимаем с вас плату, которую транспортная компания взимает с нас. На нашем веб-сайте используется калькулятор доставки, основанный на ежедневных тарифах для USPS и UPS в зависимости от веса и места назначения отправления. Вы также можете попросить нас использовать номер вашего счета UPS/FedEx для оплаты доставки. Просто введите его в соответствующее поле на странице оформления заказа.
Внутренние заказы отправляются с понедельника по пятницу. Срочные заказы должны быть размещены до 9:00 по тихоокеанскому стандартному времени для отправки в тот же день.
Срок обработки заказов наземной доставки составляет 7 рабочих дней для внутренних заказов и 14 рабочих дней для международных заказов. НАЖМИТЕ ЗДЕСЬ для получения дополнительной информации о нашей политике доставки и заказа.
Возврат
Большинство товаров можно вернуть в течение 30 дней с даты покупки. Возврат будет произведен на первоначальную форму оплаты по первоначальной продажной цене. Ознакомьтесь с нашей полной политикой возврата и/или начните возврат онлайн здесь.
Если вы работаете с латунью или деревом, мы рекомендуем вам использовать пылезащитный чехол тумблера для защиты двигателя и регулятора скорости.
Токарный станок с ЧПУ для продажи — CNCMachines.com
Какие оси относятся к обработке с ЧПУ?
Стандартная номенклатура для обработки с ЧПУ относится к направлению движения, из которого можно обрабатывать заготовку. X, Y и Z — это линейные оси, ось Z которых выровнена со шпинделем станка, удерживающего заготовку. A, B и C — оси вращения вокруг X, Y и Z соответственно. U, V и W могут использоваться для обозначения параллельных линейных осей вдоль X, Y и Z. Некоторые из наиболее распространенных марок — токарные станки Haas, Mori seiki и токарные станки Mazak.
2-осевые токарные станки
Стандартный 2-осевой токарный станок с ЧПУ имеет оси X и Z. Прутковая заготовка либо подается, либо вставляется в ось Z через цангу, и инструмент режет при вращении заготовки. Используется для круглых деталей.
3-осевые токарные станки и токарные центры с ЧПУ
Когда третья ось (Y) добавляется перпендикулярно X и Z, можно обрабатывать кривые. Они приводятся в действие шарико-винтовыми приводами. Ось Y скользит по линейным направляющим или коробчатым направляющим. Многие производители добавили другие способы перемещения инструментов, превратив 3-осевой станок в токарные центры, чтобы сделать их более наглядными. Граница между 3-осевой и 4-осевой токарной обработкой может быть размыта, поскольку производители добавляют функции к 3-осевой обработке, которые позволяют использовать больше углов обработки, но могут не обеспечивать полный диапазон движения по 4-й оси.
В 3-осевом токарном станке с ЧПУ инструменты расположены на круглой револьверной головке с инструментальными пазами. Пруток подается через устройство подачи прутка, а револьверная головка запрограммирована на вращение и сочленение, чтобы встретить пруток для резки материала. Некоторые токарные станки с ЧПУ имеют более одного шпинделя. В токарном центре с ЧПУ с двумя шпинделями деталь подается с исходного шпинделя на вторичный шпиндель, где на другой стороне детали может быть выполнена дополнительная обработка. Револьверные головки токарных станков с ЧПУ с двумя шпинделями имеют пазы для инструментов с обеих сторон револьверной головки и могут изготавливать более сложные детали, чем одношпиндельные. Инструмент (на револьверной головке) запрограммирован на перемещение к стержню.
4-осевой токарный станок
Чтобы точно сориентировать заготовку для приводного инструмента (например, сверла), можно использовать поворотную ось С, создавая 4-осевой станок. Крошечные двигатели в инструменте, установленном на револьверной головке, превращают токарный станок в обычный фрезерный станок. Эти серводвигатели удерживают положение, чтобы обеспечить контурное движение на 4-осевых токарных станках с ЧПУ. Таким образом, станок может выполнять профилирующие разрезы, используя одновременное движение осей X, Y и Z с осью C.
Сложность деталей, которые можно изготавливать на этих 3-осевых токарных центрах, обусловлена возможностями приводных инструментов, а также количеством слотов для инструментов на револьверной головке. Некоторые производители устанавливают независимые фрезерные головки с возможностью смены инструмента, что делает этот обрабатывающий центр еще более эффективным.
Токарные станки с 5 осями
Пятой добавляемой осью обычно является ось A или B. Станок имеет траекторию XYZAC или XYZBC. Именно эта возможность оси B отличает этот тип токарного станка с ЧПУ. Он вращается вокруг оси Y, что делает возможным резку под сложным углом. Можно выполнять все фрезерные и токарные операции за один установ, поскольку станок поддерживает весь спектр фрезерных и токарных операций. Это самый универсальный из всех токарных станков. У нас есть списки 5-осевых токарных станков.
Швейцарские токарные станки с ЧПУ
Швейцарские токарные станки с ЧПУ обычно изготавливают детали с наружным диаметром менее 2 дюймов. Они работают путем перемещения фиксированного приспособления к прутку. Эти инструменты режут очень близко к шпинделю, что позволяет очень быстро менять инструмент. Ключевое отличие CNC Swiss от других токарных станков с ЧПУ заключается в том, как устройство подачи прутка и шпиндель работают вместе для производства деталей. Шпиндель швейцарского токарного станка с ЧПУ управляет движением прутка относительно стационарного инструмента на инструментальном приспособлении. Бар делает движение вместо инструмента. Вся резка производится прямо рядом с цангой. Это отличается от токарного станка с ЧПУ, где резка происходит по мере движения инструмента к прутку. Швейцарские токарные станки отлично подходят для высокопроизводительной работы. В сочетании с устройством подачи прутка они предназначены для работы без света и производства деталей без присмотра. При правильном программировании и участии оператора они могут производить точные детали в соответствии со спецификацией с высоким уровнем повторяемости, часто с временем цикла менее минуты.
Выбор бывшего в употреблении токарного станка с ЧПУ
Бывшие в употреблении токарные станки с ЧПУ имеют множество вариантов оптимизации для производства различных видов деталей. Например, вам необходимо учитывать:
Вместимость прутка (максимальный наружный диаметр, который может быть подан в станок), максимальную длину детали, вместимость инструмента, количество позиций приводного инструмента, возможности вспомогательного шпинделя, коллекторы тумана, приспособления для длинной оснастки. , Лотки для сбора , Инструменты, такие как цанги, направляющие втулки (спросите, какие инструменты поставляются со станком), тип управления ЧПУ (распространен Fanuc), варианты инструментов, скорости подачи, устройства подачи прутка (это может поставляться с подержанным токарным станком с ЧПУ Swiss или может необходимо приобретать отдельно.Податчик длины прутка определяет длину прутка, которую вы покупаете, необходимое пространство и процент брака, который у вас будет.)
Выбор токарного станка с ЧПУ наилучшего размера
При выборе станка с ЧПУ наилучшего размера необходимо учитывать размеры наружного диаметра детали. что вы будете делать. Точно так же, как движение оси, приводной инструмент и ряд позиций инструмента определяют сложность деталей, которые могут быть изготовлены, размер внешнего диаметра прутка определяет размер деталей. Устройство подачи прутка проталкивает заготовку через цанговые патроны для производственных циклов. Максимально возможные собранные и забракованные размеры сильно различаются. Наилучшая эффективность достигается за счет станков, размер которых ближе всего к нужным вам деталям, хотя вы можете выточить что-то очень маленькое из очень большого запаса. Некоторые токарные станки с ЧПУ могут уже поставляться с загрузчиками. Обязательно спросите продавца, включает ли он загрузчик по текущей цене.
PM-1440GT Ультраточный токарный станок 14″x40″ — Precision Matthews Machinery Co. в одну или в 3 фазы, выберите из выпадающего списка при заказе)
- База в сборе с поддоном для стружки
- СВЕТОДИОД Рабочий свет
- NACHI (Япония) Подшипники шпинделя, с максимальным биением шпинделя +/- 0,0001″
- Быстросменное крепление шпинделя D1-5
- Задний брызговик
- Переходная втулка для центра передней бабки
- 4-ходовой резцедержатель
- Мертвая точка передней бабки
- Мертвая точка задней бабки
- Шкала нарезки резьбы (4-дюймовая шкала хода резьбы, для облегчения нарезки дюймовой резьбы)
- Муфта подающего стержня (для предотвращения перегрузки и использования ограничителей каретки)
- Все необходимое для перечисленных дюймовых и метрических шагов резьбы
- Люнет
- Следовать за остальными
- Система охлаждения
- Ножной тормоз
- Блокировочный выключатель крышки ремня
- Лицевая пластина D1-5 (диаметр 12 дюймов)
- 5 лет гарантии
*Примечание: патроны не входят в стандартную комплектацию. Если вам нужен патрон со станком, выберите вариант патрона из дополнительных принадлежностей.
шпиндельной бабки
Работа
и внутрь и наружу, как для токарной обработки, так и для операций торцевания с автоматической подачей
. Обеспечивает наилучшее качество поверхности во всех направлениях
.
стойкость к износу и длительный срок службы
отшлифованы для долговечности и очень тихой работы
и позволяющая использовать прочную микрометрическую каретку
Ограничитель для повторяющихся работ
, обеспечивающих максимальную долговечность, высокую точность и лучшую отделку поверхности
.
Гарантированное биение +/- 0,0001″ для максимальной точностиГлавный ходовой винт с истинным ДЮЙМОВЫМ ШАГОМ, поперечная подача и составные ходовые винты
упрощают использование для измерительной системы INCH
, но при этом имеют метрические показания на циферблатах
для максимальная универсальность для любой работы, которая может возникнуть
о
для эффективной смазки и длительного срока службы, но в то же время простого и надежного обслуживания
, как и в системах смазки масляных насосов. Также отсутствует риск потери потока масла
на дорогостоящие детали, как это может быть с системами
, смазываемыми насосом
.
, бренд NACHI
.
Размеры, примерные габаритные, вкл. подставка
Ширина 70 дюймов x высота 47 дюймов x глубина 29 дюймов (полный диапазон поперечного скольжения
движения)
Занимаемая площадь: 68 дюймов в ширину x 16-1/2 дюйма в глубину 16,5 D x 14,25 W, основание задней бабки 16,5 D, 11,125 W и 42-5/8″ между основаниями)
Длина станины без передней бабки: 51 дюйм
От оси шпинделя до пола: 43 дюйма
Масса, приблизительная: 1750 фунтов нетто
Двигатель Тип TEFC, 1725 об/мин, дополнительно 2 л.с. 1Ø или 3 л.с., 3Ø
От центра передней бабки до центра задней бабки 40 дюймов макс.
906 Диаметр 14 дюймов
Поворот над поперечным суппортом Диаметр 8-3/4 дюйма
Поворот над зазором Диаметр 20-3/4 дюйма
Длина пластины с зазором 7-3/4 дюйма
Сторона шпинделя к поверхности пиноли задней бабки макс. 44 дюйма
Ход седла 36-1/4 дюйма
Ход поперечного суппорта 6-1/2 дюйма
Составной ход (верхний суппорт) 3-1/2 дюйма
Скорость шпинделя:
Низкий диапазон, об/мин 50, 70, 95, 140
Средний диапазон 180, 250, 340, 510
Высокий диапазон, об/мин 700, 980, 1350, 2000
Ходовой винт 4 Винт с кареткой 4,
Дюймовая резьба Выбор из 36, от 3 до 56 TPI
Метрическая резьба Выбор 34, от 0,4 мм до 7,2 мм шага
Скорость продольной подачи от 0,0026 до 0,0368 дюйма/SPINDLE Rev
Скорость подачи поперечного скольжения от 0,0013 до 0,0184 в./spindle Rev
9013 9018 9018 9018 9018 9018 9018 9018 9018 4. Крепление для патрона/планшайбы D1-5 Camlock
Внутренний конус MT5-1/2
Отверстие шпинделя Диаметр 2 дюйма (чуть больше, пройдет 2000-дюймовая деталь)
Длина шпинделя, левый конец к креплению патрона лицо 15-1/2 дюйма в целом
Длина шпинделя, левый конец к поверхности патрона (типичное значение) 19-1/2 дюйма прибл.
Хвост
Внутренний конус MT3
Quill Travel 4 дюйма
. до 1 дюйма в диаметре
Страна происхождения : Тайвань
Требуемая мощность 208–240 В перем. тока, 60 Гц, 1Ø, макс. 13 А (опция: 220 В перем. тока, 3Ø, макс. 9 А) (оба рекомендуют цепь на 20 А) за передней бабкой
Доставка
Фиксированная ставка 499 долларов США Доставка в любую точку 48 штатов США. Доступна доставка на заднюю дверь за 79 долларов, ее можно добавить при оформлении заказа.
Вес брутто ок. 1800 фунтов, корабли в полной упаковке и на салазках размером 46″Ш x 78″Д
Руководства и документы
Щелкните здесь, чтобы просмотреть руководство и список запасных частей для PM-1440GT: PM 1440GT V9 2021 3
Продукция|Takisawa Machine Tool Co., Ltd.
Продукция
- По модели
- По отраслям
- По размеру патрона
- Токарный станок с ЧПУ
- Многозадачная машина
- Овальный токарный станок с ЧПУ
(для обработки поршней) - Вертикальный обрабатывающий центр
- ЧПУ / Ручной токарный станок
- Ручной токарный станок
- Программное обеспечение
Многозадачная машина
Серия TMX, многозадачный станок (тип шпинделя: ось B и ATC)
| Станок | Размер патрона | Макс. Диаметр поворота | Макс. Длина поворота | Бар Производительность | |
|---|---|---|---|---|---|
| в | мм | мм | мм | ||
| ТМХ-2000 | 8+8 | 500 (инструментальный шпиндель) | 610 | 65 | |
| ТМХ-4000СТ | 10+10 | 500 (инструментальный шпиндель) | 1500 | 80 |
Серия TM Многозадачный станок (двухшпиндельный, двухревольверный)
| Станок | Размер патрона | Макс. Диаметр поворота | Макс. Длина поворота | Производительность бар | |
|---|---|---|---|---|---|
| в | мм | мм | мм | ||
| ТМ-2000Y2 | 6+6 | 215 | 640 | 51 (левый шпиндель) | |
| ТМ-4000Y2 | 8+8 | 215 | 800 | 82 (левый шпиндель) |
Серия TMM Высокоэффективный многозадачный станок (двухшпиндельный, двухседельный)
| Станок | Размер патрона | Макс. Диаметр поворота | Макс. Длина поворота | Производительность бар | |
|---|---|---|---|---|---|
| в | мм | мм | мм | ||
| ТММ-250М3 | 10+8 | 350 | 800 | 76,2 (левый шпиндель) | |
| ТММ-250М1 | 10+8 | 500 (инструментальный шпиндель) | 1300 | 76,2 (левый шпиндель) |
Поршневая машина
Серия TPS Токарный станок с ЧПУ для некруглой обработки
| Станок | Макс. Диаметр поворота | Макс. Длина поворота | Назначение | |
|---|---|---|---|---|
| мм | мм | |||
| ТПС-В1000 | 130 | 160 | Писотн | |
| TPS-3100HⅡ | 290 | 370 | Писотн | |
| TPS-3200HⅡ | 246 | 320 | Кольцо Писотна | |
| TPS-3300HⅡ | — | — | Пинхол | |
| TPS-3400HⅡ | 285 | Писотн | ||
| TPS-3500HⅡ | 260 | 250 | Писотн | |
| TPS-4100HⅡ | 320 | 250 | Писотн | |
| TPS-5000HⅡ | 320 | 250 | Писотн |
Обрабатывающий центр
Серия MAC
| Станок | Перемещение по осям X/Y/Z | Макс. Длина поворота | |
|---|---|---|---|
| мм | мм | ||
| MAC-V40 | 650/410/460 | 900×410 | |
| MAC-Y520 | 850/520/610 | 1000×520 |
ЧПУ / Ручной токарный станок
Серия TAC
| Станок | Качели над кроватью | Поворотная поперечная направляющая | С-С | |
|---|---|---|---|---|
| мм | мм | |||
| ТАС-360 | 360 | 190 | — | |
| ТАС-510 | 510 | 270 | Л10, Л15 | |
| ТАС-650 | 650 | 400 | Л10, Л15, Л20, Л30 | |
| ТАС-800 | 820 | 540 | Л10, Л20, Л30, Л40, Л50, Л60 | |
| ТАС-950 | 950 | 600 | Л20, Л30, Л40, Л50, Л60 | |
| ТАС-1500 | 1500 | 1080 | Л20, Л30, Л40, Л50, Л60 | |
| ТАС-1800F | 1300 | 880 | Л10, Л20 |
Ручной токарный станок
Серия TSL
| Станок | Качели над кроватью | Поворотная поперечная направляющая | С-С | |
|---|---|---|---|---|
| мм | мм | |||
| ТСЛ-550 | 360 | 210 | 550 мм | |
| ТСЛ-800 | 360 | 210 | 800 мм |
Серия TAL
| Станок | Качели над кроватью | Поворотная поперечная направляющая | С-С | |
|---|---|---|---|---|
| мм | мм | |||
| ТАЛ-460 | 460 | 250 | Л8, Л10 | |
| ТАЛ-510 | 510 | 300 | Л10, Л15 | |
| ТАЛ-540Н | 540 | 270 | Л8 | |
| ТАЛ-600 | 600 | 380 | Л10, Л15, Л20, Л30 |
Программное обеспечение
Программное обеспечение
| Программное обеспечение | Обзор. | |
|---|---|---|