Электрод мр 3 характеристика: Электроды МР-3 – технические характеристики
Содержание
в чем разница, технические характеристики, описание, расшифровка – Расходники и комплектующие на Svarka.guru
Электроды МР 3 для сварки низкоуглеродистых сталей с содержанием углерода до 0,25% имеют рутиловое покрытие. Они используются для ручной электродуговой сварки различных металлоконструкций.
Электроды не требовательны к условиям сварки, дают прочный и долговечный шов даже в сложных условиях. Они способны справиться с повышенной влажностью и даже с небольшими следами коррозии. Обмазка электродов выполнена на основе рутила, минерала, содержащего диоксид титана.
Содержание
- 1 Общая информация
- 2 Конструкция и материал изготовления
- 3 Технические характеристики
- 4 Особенности использования
- 5 Рекомендуемые значения тока
- 6 Заключение
Общая информация
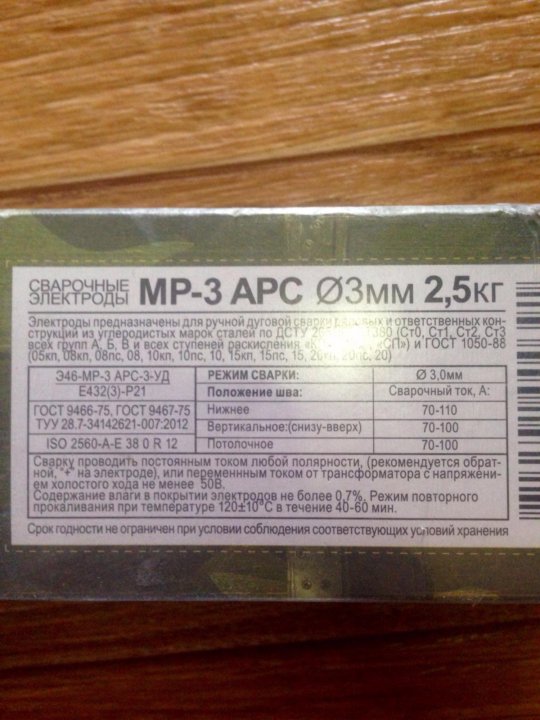
Для чего они предназначены? Электроды МР3 применяются для сварки деталей из сплавов с содержанием углерода до 0,25%. Они могут работать в самых сложных условиях, при повышенной влажности заготовок и даже при наличии налета ржавчины. Такое свойство особенно полезно при выполнении ремонтных работ на трубопроводах.
Такое свойство особенно полезно при выполнении ремонтных работ на трубопроводах.
Варить допускается во всех сварочных положениях, кроме вертикального. Сварку можно производить как при тесном контакте деталей, так и с некоторым зазором между ними. При этом следует снизить значение сварочного тока во избежание появления трещин.
Чем отличаются: легким розжигом электродуги и высокой стабильностью ее горения. Разбрызгивание капель расплава из сварочной ванны сведено к минимуму. Состав обмазки подобран таким образом, что в ходе сварки она выделяет мало токсичных веществ. Образующуюся корку шлака легко отделить от материала шва при зачистке.
В качестве источника рабочего тока можно использовать как традиционные сварочные трансформаторы, таки современные инверторы. Они должны обеспечивать напряжение от 50 вольт и выше. Электроды для сварки углеродистых сплавов МР 3 годятся для работы как переменным, так и постоянным током. Они позволяют сваривать заготовки различной толщины.
При правильной разделке кромок они осуществляют качественный глубокий провар. Следует уделять особое внимание правильному выбору значения рабочего сварочного тока. Он зависит как от диаметра электрода, таки от сварочного положения. Завышенный ток не позволит в полной мере воспользоваться преимуществами изделия.
[stextbox id=info’]Для получения прочного и долговечного шва сами электроды должны быть качественно просушены и прокалены.[/stextbox]
Конструкция и материал изготовления
В центре изделия находится стержень из сварочной проволоки Св -08, он покрыт обмазкой на основе рутила. В него добавлены в качестве присадок алюмосиликат либо карбонат. Присадки повышают вязкость металла наплавки, предохраняют от появления трещин и пор в материале шва.
Имеют такие электроды 3 модификации: собственно МР 3, МР 3с и МР 3м. В обмазку стержней марки МР-3м добавлен ильменит, а в обмазку электродов марки МР-3с – добавки для повышения степени ионизации. В чем между ними разница: по основным физико-механическим характеристикам разницы между всеми тремя моделями практически нет. Различия проявляются в ходе работы: МР-3с благодаря ионизирующим присадкам в обмазке позволяет проводить легкий розжиг дуги на бытовых сварочных инверторах малой мощности.
Различия проявляются в ходе работы: МР-3с благодаря ионизирующим присадкам в обмазке позволяет проводить легкий розжиг дуги на бытовых сварочных инверторах малой мощности.
У них также снижен объем выделяемых в атмосферу вредных веществ, прежде всего: марганца. С таким составом проще получить однородный шов на сварочных аппаратах малой мощности.
Диаметр проволоки находится в диапазоне 2-6 мм, а длина- от 30 до 45 см. По нему определяется и диаметр электрода, указанный в маркировке.
Если стержни хранились на сухом складе в заводской упаковке, в их дополнительном прокаливании нет нужды. Однако, если по каким –либо причинам влажность обмазки превысит 1,5 %- потребуется прокаливание от 40 до 60 минут при температуре около 170оС. Работать влажными электродами недопустимо: обмазка теряет свои свойства, и вряд ли получится прочный и долговечный шов.
Обмазка делается на основе рутила, или диоксида титана в состоянии порошка. Он смешивается со связующим, и стрежни окунают в получившуюся массу. Концы стержня на 20 мм не покрывают обмазкой: один из них будет зажат в держателе, а другой используют, чтобы разжечь электрическую дугу. Далее обмазанные электроды просушивают при высокой температуре.
Концы стержня на 20 мм не покрывают обмазкой: один из них будет зажат в держателе, а другой используют, чтобы разжечь электрическую дугу. Далее обмазанные электроды просушивают при высокой температуре.
Готовые изделия после просушки окрашивают в синий цвет и наносят на покрытие маркировку. Расшифровка МР-3 означает:
- М – рутиловое покрытие;
- Р – высокое качество шва;
- 3- номер модели в модельном ряду производителя
В состав материала стержня, кроме железа, входят присадки в следующих процентных долях:
- Марганец 0,66;
- Кремний 0,1;
- Углерод 0,1;
- Фосфор 0,03;
- Сера 0,019.
Готовые изделия пакуют в коробки, герметизируемые полимерной пленкой для сохранения низкого уровня влажности. Допускается отгрузка в картонных коробках и в пачках из технической бумаги.
Технические характеристики
Технические условия производства МР 3 регламентируются ГОСТ 9466 и 9467. В этих документах также есть описание порядка проведения контроля качества и приемочных испытаний и применимости изделия.
МР-3 относятся к группе сварочных материалов Э46. Они рекомендованы для соединения низколегированных, углеродистых и конструкционных сплавов, механическое сопротивление разрыву которых менее 50 кгс/мм2. Толщина деталей может составлять от 3 до 20 мм.
Сопротивление на разрыв материала шва должно составлять 46 кгс/мм2. Коэффициент наплавки сварного соединения определяется равным 8,5 г/А*ч. Производительность наплавки приблизительно 1,7 кг в час. Для получения 1 кг наплавленного материала уходит до 1,7 кг электродов.
Чтобы сваривать металлоконструкции большой толщины в нижнем сварочном положении, следует наклонять электрод в сторону движения держателя. Сварка большими токами требует особой внимательности сварщика и строгого соблюдения технологических указаний, поскольку на этих режимах велик риск появления пористости шовного материала и других дефектов шва.
Изделия расфасовываются по коробкам со следующими параметрами (для длины 30 см):
| Диаметр, мм | Вес одного электрода, г | Количество в коробке, шт. | Вес коробки, кг |
| 3 | 30 | 83 | 2,5 |
| 4 | 60 | 41 | 2,5 |
| 5 | 92 | 54 | 5,0 |
Для длины в 45 см вес больше в полтора раза.
Хранить изделия следует в сухом теплом складе, температура не должна опускаться ниже +15оС. Условия хранения должны исключать возможность повреждения упаковки и увлажнения стержней.
Увлажненные изделия применять для сварки недопустимо, они должны быть прокалены в специальном шкафу или муфельной печи при температуре 170о С не менее одного часа.
Особенности использования
При работе с МР 3 допустимо использование как переменного, так и постоянного тока. Сварочный источник должен давать напряжение холостого хода от 50 вольт. При работе постоянным током используется обратная полярность подключения. При этом положительный контакт присоединяется к держателю, а отрицательный- к заготовке.
Электроды отличаются следующими преимуществами:
- легкий розжиг и стабильное горение электродуги;
- выполнение долговечного, хорошо проваренного шва с заданными геометрическими параметрами;
- минимизировано разбрызгивание капель расплава;
- хрупкая корка шлака, образующаяся над шовным материалом, просто и быстро удаляется при зачистке;
- облегченный повторный розжиг электродуги после перерыва в ведении электрода;
- высокая производительность сварки.
Несмотря на то, что изделие оптимизировано для сложных условий работы, ни в коем случае нельзя пренебрегать подготовкой зоны шва к соединению. Чем лучше будет зачищена и обезжирена заготовка, тем прочнее и долговечнее получится шов.
Шовный материал имеет ударную вязкость 80 Дж./см2, допускает изгиб до 150о, а величина относительного удлинения равна 18%.
Материал шва имеет физико-механические параметры, близкие к характеристикам металла самой детали. Поэтому шов не создает дополнительных механических напряжений, ослабляющих всю конструкцию и снижающих ее прочность и надежность.
Поэтому шов не создает дополнительных механических напряжений, ослабляющих всю конструкцию и снижающих ее прочность и надежность.
Рекомендуемые значения тока
Рабочий ток зависит от диаметра выбранного электрода и от сварочного положения. Рекомендации по выбору сведены в таблицу, сила тока дана в амперах
| Диаметр, мм | Вертикальный шов, сила тока | Нижнее положение, сила тока | Потолочное положение, сила тока |
| 3 | 90-110 | 100-140 | 100-120 |
| 4 | 140-180 | 160-220 | 140-180 |
| 5 | 150-200 | 180-260 | Не применяется |
| 6 | Не применяется | 300-360 | Не применяется |
Важно помнить, что это ориентировочные значения. Для конкретных деталей выполняется пробный шов, и сила тока подстраивается в зависимости от его результатов. Начинать следует с минимальных значений, поскольку рутиловые электроды не любят завышенных значений силы тока.
Если пробный шов демонстрирует недостаточный уровень провара, силу тока следует постепенно, шагами по 5 ампер, увеличивать до получения удовлетворительных результатов. При завышенных значениях рабочего тока повышается разбрызгиваемость металла, снижается стабильность дуги. На заготовках малой толщины возможно появление прожогов.
Заключение
Электроды МР 3 пользуются заслуженной популярностью среди сварщиков. Их с удовольствием применяют как профессионалы, так и домашние мастера. Возможность соединения влажных и заржавевших деталей, а также пониженный уровень выброса вредных веществ в атмосферу, являются главными достоинствами рутиловых электродов.
Электроды МР-3С: характеристики, разновидности и преимущества
Где используются
Сварочные электроды МР-3С предназначены для соединения деталей, изготовленных из низколегированных сталей с небольшим содержанием углерода, методом дуговой сварки ручным методом. Их используют для сварки таких ответственных конструкций, как трубопроводы, цистерны, трубная арматура, подъемно-транспортное оборудование.
При монтаже трубопроводов имеется возможность осуществлять формирование неповоротных стыков. Можно обслуживать и чинить резервуары, которые работают под высоким давлением. Областью применения являются нефтегазовая отрасль, судостроительная и машиностроительная промышленности. Находят они применение и в быту.
Электроды МР-3С можно использовать независимо от климатических условий, в которых происходит процесс сварки.
Электроды мр-3с синие.
- Классификация электродов
- О Электродах
- Электроды по Маркам
Сегодня купить электроды не составит никакого труда. В магазине или на рынке высококвалифицированные специалисты помогут и подскажут, что лучше выбрать. Главное нужно точно знать, что нужно варить или наплавлять, из какого материала состоят конструкции и основные изделия. Так как от вида и химического и технического состава исходного материала зависит выбор электрода.
Так как от вида и химического и технического состава исходного материала зависит выбор электрода.
Для ручной сварки предназначены электроды мр-3с. В зависимости от видов работ и используемых сталей они отличаются друг от друга по цвету. Сегодня широко применяются с синей и зеленой обмазкой. Синий цветовая гамма говорит о рутилово-основном составе электрода. Используются при проведении сварочных работ конструкций, состоящих из углеродистых и низколегированных сталей. Характеризуются временным сопротивлением разрыву до 450 МПа. Можно использовать при создании сварочного шва в потолочном положении, при постановке прихваток и сварке неповоротных стыков трубопроводов. Благодаря своим техническим характеристикам электроды мр-3с легки и просты в использовании, позволяют проводить работы на низких токах и от источника питания бытовой электросети. При сварке в различных пространственных положениях используется переменный и постоянный прямополярный ток.
Электроды марки МР-3с имеют коэффициент наплавки 8,5 г/Ач, как расходный материал получается 1,7 кг электродов на 1 кг наплавленного металла. Механический состав металлического шва обладает временным сопротивлением разрыву в 480 МПа, относительным удлинением 22%, ударной вязкостью 100 Дж/см2. Наплавленный металл имеет химический состав: углерод до 0,10%, марганец 0,50-0,70%, кремний 0,10-0,20%, сера и фосфор не более, чем по 0,040%.
Механический состав металлического шва обладает временным сопротивлением разрыву в 480 МПа, относительным удлинением 22%, ударной вязкостью 100 Дж/см2. Наплавленный металл имеет химический состав: углерод до 0,10%, марганец 0,50-0,70%, кремний 0,10-0,20%, сера и фосфор не более, чем по 0,040%.
При выполнении сварочных работ в нижнем положении готового шва используются электроды диаметром от 2,5 до 6 мм, при вертикальном от 2,5 до 5,0 мм, а для потолочного пространственного положения применяют электроды диаметром от 2,5 до 4,0. При этом, конечно же, требуется различная сила тока, от 60 до 250 ампер. Содержание влаги в покрытии электрода перед началом эксплуатации допускается по стандартам не более 1%.
- Расшифровка электродов
- Электроды золотой мост
- Электроды Сормайт
- Электроды lincoln electric
- Электроды Plasmatec
- Электроды Castolin
- Электроды ProfHelper
- Электроды Capilla
Электроды для тонкого металла Электроды для сварки ответственных конструкций Электроды для низколегированной стали Электроды Restaw
Характеристики
В строительных магазинах без труда можно найти электроды ЛЭЗ МР-3С, производителем которых является хорошо себя зарекомендовавший Лосиноостровский электродный завод. Они соответствуют требованиям ГОСТа 9466.
Они соответствуют требованиям ГОСТа 9466.
Электроды ЛЭЗ МР-ЗС обладают рутиловой обмазкой, которая состоит в основном из диоксида титана, которым и является минерал рутил. Помимо этого в покрытие могут входить другие элементы, повышающие вязкость наплавляемого металла. Это снижает вероятность появления в сварном шве таких дефектов, как поры и трещины. Рутиловое покрытие обеспечивает быстрый поджог дуги, как первичный, так и повторный.
Сварочная ванна при этом оказывается надежно защищенной от вредоносного действия кислорода и азота. ЛЭЗ электроды МР-ЗС имеют технические характеристики:
- Электрод с рутиловым покрытием относится к разряду плавящихся расходных элементов.
- Внутренние стержни изготовлены из проволоки Св-08.
- Основные легирующие элементы, входящие в стержень, — углерод и кремний. В небольшом количестве содержатся марганец, сера и фосфор.
- Сварка может осуществляться во всех положениях, за исключением движения электродом сверху вниз.

- Возможность работы при различных видах тока.
- Допустима сварка удлиненной дугой.
- Коэффициент разбрызгивания находится в пределах 9-13 процентов.
- Хорошая расплавляемость кромок свариваемого металла.
- Электродами могут свариваться детали толщиной от 3 до 20 миллиметров.
Диаметры электродов находятся в диапазоне 3-6 миллиметров. С увеличением размера поперечного сечения увеличивается длина электродов.
Ток при сварке выставляется в зависимости от диметров используемых электродов и пространственного положения при сварочном процессе. Так, например, если используются электроды МР-ЗС 3мм, то при вертикальном положении выставляется ток силой 90-110 Ампер. При нижнем и потолочном положении эти значения могут быть повышены.
Электроды сварочные МР-ЗС 3мм имеют различную расфасовку. Например, при необходимости использовать большое количество расходников, имеет смысл приобрести сварочные электроды МР-ЗС 3мм 5кг. От веса зависит количество электродов, которое помещается в одной упаковке. Вес одного электрода диаметром 3 миллиметра составляет 30 грамм. Если приобретается пачка, вес которой составляет два с половиной килограмма, то в ней будет находиться 86 электродов с поперечным сечением три миллиметра. В пятикилограммовой упаковке поместится 54 электрода диаметром 5 миллиметров.
Вес одного электрода диаметром 3 миллиметра составляет 30 грамм. Если приобретается пачка, вес которой составляет два с половиной килограмма, то в ней будет находиться 86 электродов с поперечным сечением три миллиметра. В пятикилограммовой упаковке поместится 54 электрода диаметром 5 миллиметров.
Технические характеристики
Технические условия производства МР 3 регламентируются ГОСТ 9466 и 9467. В этих документах также есть описание порядка проведения контроля качества и приемочных испытаний и применимости изделия.
МР-3 относятся к группе сварочных материалов Э46. Они рекомендованы для соединения низколегированных, углеродистых и конструкционных сплавов, механическое сопротивление разрыву которых менее 50 кгс/мм2. Толщина деталей может составлять от 3 до 20 мм.
Сопротивление на разрыв материала шва должно составлять 46 кгс/мм2. Коэффициент наплавки сварного соединения определяется равным 8,5 г/А*ч. Производительность наплавки приблизительно 1,7 кг в час. Для получения 1 кг наплавленного материала уходит до 1,7 кг электродов.
Для получения 1 кг наплавленного материала уходит до 1,7 кг электродов.
Чтобы сваривать металлоконструкции большой толщины в нижнем сварочном положении, следует наклонять электрод в сторону движения держателя. Сварка большими токами требует особой внимательности сварщика и строгого соблюдения технологических указаний, поскольку на этих режимах велик риск появления пористости шовного материала и других дефектов шва.
Изделия расфасовываются по коробкам со следующими параметрами (для длины 30 см):
| Диаметр, мм | Вес одного электрода, г | Количество в коробке, шт. | Вес коробки, кг |
| 3 | 30 | 83 | 2,5 |
| 4 | 60 | 41 | 2,5 |
| 5 | 92 | 54 | 5,0 |
Для длины в 45 см вес больше в полтора раза.
Хранить изделия следует в сухом теплом складе, температура не должна опускаться ниже +15оС. Условия хранения должны исключать возможность повреждения упаковки и увлажнения стержней.
Увлажненные изделия применять для сварки недопустимо, они должны быть прокалены в специальном шкафу или муфельной печи при температуре 170о С не менее одного часа.
Обозначение
Буква «Э» свидетельствует о том, что речь идет об электродах, предназначенных для дуговой сварки ручным методом. Цифры «46» дают информацию о значении сопротивления разрыву, которое измеряется в кгс/мм2. МП-3 — это марка обозначаемых электродов. «ЛЮКС» — торговое название, которое присваивает своей продукции производитель.
Далее следует диаметр поперечного сечения электрода. Буква «У» показывает, что сварке этими электродами подлежат низколегированные стали с небольшим содержанием углерода. Следующая буква «Д» означает, что электрод имеет толстое покрытие. Буква «Е» относится к обозначению плавящихся электродов, имеющих покрытие, согласно международной классификации.
Число «43» — это значение сопротивления разрыву уже после окончания сварочного процесса. «0» означает, что относительное удлинение не превышает 18 процентов. (3) относится к значению ударной вязкости наплавленного металла.
(3) относится к значению ударной вязкости наплавленного металла.
Буквы «РЦ» расшифровываются как рутилово-целлюлозное покрытие. Одна буква «Р» будет означать, что покрытие чисто рутиловое. Последние две цифры «11» свидетельствуют о том, что сварку этими электродами можно осуществлять во всех положениях, исключая движение электрода сверху вниз. Обозначение наносится на бирку, наклеенную на упаковку. Это позволяет узнать, какие электрод МР-3С имеет характеристики и сделать правильный выбор.
Содержание
- Основные особенности электродов МР-3
- Технические характеристики электродов
- Преимущества электродов
- Особенности сварки электродами
- Применение электродов для сварки
- Каталог электродов для сварки
Электроды для сварки МР-3 для ручной дуговой сварки являются одними из самых востребованных на современном рынке. В списке ответственных конструкций, которые ими варят – трубопроводы и трубная арматура, котлы и цистерны, практически весь спектр подъемно-транспортного оборудования. Широко используются они и в быту, не вызывая особых трудностей в работе для непрофессиональных сварщиков.
Широко используются они и в быту, не вызывая особых трудностей в работе для непрофессиональных сварщиков.
Преимущества
Электроды ЛЭЗ МР-3С имеют характеристики, благодаря которым они обладают несомненными достоинствами:
- Получаемое соединение обладает высокой прочностью.
- Легким является поджог дуги, также как и ее повторное зажигание.
- Дуга может быть короткой и средней длины.
- Образуемый шов отличается ровностью, имеет хороший внешний вид.
- Отсутствуют четко выраженные переходные зоны между наплавкой и основным металлом.
- Рутиловое покрытие осуществляет защиту шва от попадания в него шлака и образования на поверхности окисления.
- Разбрызгивание металла при сварке является незначительным.
- Легкое отделение шлаковой корки.
- Имеется возможность соединять детали значительной толщины.
- Соединение влажных поверхностей, а также имеющих следы коррозии.
- Отсутствие выделения вредных веществ при сгорании обмазки.

- Шов обладает стойкостью к возникновению коррозии.
- Сварочный процесс обладает высокой производительностью.
- Электродами можно осуществлять не только длинный шов, но и короткие прихватки.
Эти достоинства являются причиной широкого распространения электродов этой марки.
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Разновидности
Имеется несколько разновидностей электродов этой марки. Это иногда приводит в тупик при необходимости выбора. Поэтому необходимо, например, разобраться, чем отличаются электроды МР-3 от МР-ЗС . Между собой эти виды имеют много общего. Идентичными являются их состав и основные характеристики. Однако, имеется одна особенность, которая дает ответ в чем разница между электродами МР-3 и МР-ЗС.
Это иногда приводит в тупик при необходимости выбора. Поэтому необходимо, например, разобраться, чем отличаются электроды МР-3 от МР-ЗС . Между собой эти виды имеют много общего. Идентичными являются их состав и основные характеристики. Однако, имеется одна особенность, которая дает ответ в чем разница между электродами МР-3 и МР-ЗС.
Расходники марки МР 3С в своем составе имеют добавки, благодаря наличию которых происходит более легкий поджог дуги и повышается стабильность ее горения. Их допустимо применять при использовании сварочного инвертора небольшой мощности. При сварочном процессе выделяется меньше марганца, швы получаются более однородными, и проще происходит их формирование.
Марка МР 3С хорошо себя зарекомендовала при бытовом применении. Зато электроды МР 3 можно назвать более универсальными. Они используются и в быту, и при выполнении промышленных работ.
Электроды с рутиловым покрытием
Рутиловое покрытие представляет собой диоксид титана в порошкообразной форме, используемый для повышения прочностных характеристик шва и стабилизации процесса горения. Хотя электроды, имеющие рутиловое покрытие, стоят заметно дороже, они обладают рядом достоинств, которые обеспечивают им неоспоримые преимущества на фоне прочих видов электродов. Рутиловые наиболее эффективны при соединении элементов, содержащих влагу и ржавчину, способствуют уменьшению брызг металла, сокращая тем самым его расход. Отличительной особенностью электродов является простота отделения шлака.
Хотя электроды, имеющие рутиловое покрытие, стоят заметно дороже, они обладают рядом достоинств, которые обеспечивают им неоспоримые преимущества на фоне прочих видов электродов. Рутиловые наиболее эффективны при соединении элементов, содержащих влагу и ржавчину, способствуют уменьшению брызг металла, сокращая тем самым его расход. Отличительной особенностью электродов является простота отделения шлака.
МР-3
Достаточно известной и востребованной разновидностью рутиловых электродов являются элементы МР-3. Их используют преимущественно для соединения ответственных конструкций, выполненных из углеродистых сталей с содержанием углерода не менее 0,25% и низколегированных сталей. Во время работы электродами МР-3 образуется непрерывная дуга, что гарантирует аккуратный, прочный и ровный шов. Эти электроды могут работать при любом токе.
Во время работы электродами МР-3 образуется непрерывная дуга, что гарантирует аккуратный, прочный и ровный шов. Эти электроды могут работать при любом токе.
Во время сварки электроды МР-3 можно держать в любом положении, кроме вертикального. Это обусловлено тем, что качественное соединение можно создать только при неправильной полярности. МР-3 позволяют выполнять сварочные работы даже по окислительной поверхности и с использованием удлиненной дуги.
Высокая востребованность сварочного материала этой марки обусловлена наличием у них массы положительных свойств, среди которых следует выделить способность обеспечить качественное соединение даже при наличии на поверхности следов ржавчины, влаги и загрязнений, а также высокую производительность сварочных работ.
Техпроцесс
Сварку можно осуществлять обоими видами токов. Если применяется постоянный ток, то необходимо установление на оборудовании обратной полярности. Силу тока выбирают в зависимости от значения поперечного сечения расходника и положения в пространстве.
Свариваемую поверхность желательно предварительно очистить, но допускается сварка поверхностей со следами загрязнений и окислами. Во время сварочного процесса электрод следует держать под углом приблизительно 45 градусов. Это снизит образование шлака и попадание его в сварочную ванну.
Движения электродом следует совершать быстро, перемещаясь от края одной кромки до края второй. При сварке крупногабаритных изделий целесообразно осуществлять их фиксацию прихватками с помощью этих же электродов.
Применение
Сварочный аппарат и электроды МР-3 работают в паре. Сварка возможна двумя видами тока, как на постоянном так и на переменном. При постоянном токе требуется установка обратной полярности.
Диаметр стержня прямо пропорционален от значения сварочного тока.
При работе с электродами 3 мм с условием варки в вертикальном положении можно установить от 90 до 110А. Потолочном-от 100-120А, нижнем- от 100 до 140А.
Если выбор пал на моедли 4 мм, сварка в вертикальном положении при силе токе от 140 до 180А. Потолочном положении от 140А до 180, нижнем положении— от 160 до 220А.
Потолочном положении от 140А до 180, нижнем положении— от 160 до 220А.
С изделиями диаметром 5мм следует работать только в нижнем и вертикальном положении. В вертикальном положении установите силу тока от 160 до 220А, в нижнем положении -от 180 до 260А
Модели диаметром 6мм и больше годятся только для сварки при нижнем положении при силе тока от 300 до 360А.
Хранение
Качество сварного шва, а также срок годности собственно электродов зависит от соблюдения правил их хранения. Главное условие — хранение в помещении, в котором отсутствует сырость и поддерживается необходимая температура. Выполнению этих требований помогут термометр и прибор для определения влажности.
Если электроды хранятся в картонной упаковке, то надо устанавливать их на стеллаже на некотором расстоянии от пола. Также хранить их допустимо в специальных пластиковых тубусах.
МР-3
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОДА MP-3
Основное назначение сварочных электродов. Электроды марки МР-3 тип Э46 по ГОСТ 9467-75 предназначены для сварки ответственных конструкций из малоуглеродистых сталей марок Ст1, Ст2, Ст3, по ГОСТ 380-2005, марок 0,8, 10, 15, 20 по ГОСТ 1050-88. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности.
Электроды марки МР-3 тип Э46 по ГОСТ 9467-75 предназначены для сварки ответственных конструкций из малоуглеродистых сталей марок Ст1, Ст2, Ст3, по ГОСТ 380-2005, марок 0,8, 10, 15, 20 по ГОСТ 1050-88. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности.
Электроды изготавливаются в соответствии с требованиями ГОСТ 9466-75, ГОСТ 9467-75 и технологической инструкции.
|
ГОСТ 9466-75
|
ISO 2560 : E432RR26
|
|
ГОСТ 9467-75
|
AWS А5.1 : E6013
|
|
ТУ 1272-033-48265127-2009
|
Eh599 : E382RC22
|
Характеристики плавления сварочных электродов при сварке
|
Устойчивость дуги
|
— высокая
|
|
Разбрызгивание
|
— умеренное
|
|
Формирование шва
|
— отличное
|
|
Отделимость шлаковой корки
|
— хорошая
|
|
Коэффициент наплавки
|
— 8,5 г/А·ч
|
|
Коэффициент разбрызгивания
|
— 8÷13 %
|
|
Выход металла
|
— 65 ÷ 68 %
|
|
Расход электродов на 1 кг наплавленного материала
|
— 1,7 кг
|
Химический состав наплавленного металла сварочных электродов при сварке, %
|
Массовая доля элементов, %
| ||||
|
Углерод
|
Кремний
|
Марганец
|
Сера
|
Фосфор
|
|
Не более
| ||||
|
0,08÷0,12
|
0,07÷0,20
|
0,50÷0,80
|
0,040
|
0,045
|
Механические свойства металла шва сварного соединения при нормальной температуре:
|
Временное сопротивление разрыву, кгс/м2, не менее
|
46
|
|
Относительное удлинение, % не менее
|
18
|
|
Ударная вязкость, кгс/см2, не менее
|
8
|
Режим сварки
Род тока — переменный, постоянный обратной полярности
Длина дуги — короткая, средняя
Напряжение холостого хода источника питания — 60÷80 вольт
Рекомендуемые значения тока сварочных электродов при сварке (А)
|
Диаметр электрода, мм
|
Сила тока, А
|
Напряжение дуги, В
| ||
|
Положение шва
| ||||
|
Нижнее
|
Вертикальное /снизу-вверх/
|
Потолочное
| ||
|
3
|
100÷140
|
80÷100
|
80÷100
|
20÷23
|
|
4
|
160÷220
|
140÷180
|
140÷180
|
22÷25
|
|
5
|
170÷260
|
160÷200
|
—
|
22÷25
|
|
6
|
220÷290
|
—
|
—
|
24÷28
|
Содержание влаги в покрытии электродов, перед использованием – не более 1,0 %.
В случае увлажнения /длительного хранения/, необходимо провести прокаливание (сушку) электродов при температуре 150÷180ºС.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15оС.
Расшифровка обозначения
Э46-МР-3-d-УД
——————————— ГОСТ 9466, ГОСТ 9467
Е 430/3/-Р 26
где Э46 — тип электрода;
МР-3 — марка электрода;
d- диаметр электрода;
У — для сварки углеродистых и низколегированных сталей;
Д — с толстым покрытием;
43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре не менее 46 кгс/мм2;
О — относительное удлинение менее 18%;
/3/ -ударная вязкость наплавленного металла αн45 /при температуре — 20оС/, не менее 3,5 кгс·м/см2;
Р — кислое покрытие; рутиловое покрытие;
2 — для сварки во всех пространственных положениях кроме вертикального сверху вниз;
6 — для сварки на постоянном токе обратной полярности или переменном токе от источника питания с напряжением холостого хода 60÷80±5В.
Как расшифровать электроды марки МР 3
Сварка рутиловыми электродами МР-3С протекает легко. Многие новички ощущают себя специалистами, пока не перейдут на другие марки с более сложными параметрами работы. МР имеют свои особенности. Сварочные характеристики, в основном, положительные. Достоинством является способность накладывать шов по ржавчине и соединять сырые детали.
Электроды марки МР-3 являются основными при сваривании трубопроводов, строительных и других ответственных конструкций при любых погодных условиях. Основное назначение электродов с рутиловым покрытием марки 3С – соединение свариванием проката и деталей из среднеуглеродистых сталей.
Производство электродов МР-3
Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%. Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.
Классификация по назначению
Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.

Мнение эксперта
Левин Дмитрий Константинович
Не всегда электроды используют по прямому назначению. Пример: присадку для работы со сталью (и нержавейкой) применяют для сварки некоторых сплавов чугуна.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Условное обозначение электродов МР 3 — пример полной расшифровк
- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву — не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре — 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.

Количество электродов в пачке в зависимости от диаметра
Каждый параметр изделия влияет на размеры упаковки, а соответственно и на ее вместительность. С учетом того, что многие производители продают их на вес, то чем больше диаметр стержня, его длина и толщина обмотки, тем меньше штук в пачке. Для тех, кто не берет их в больших объемах, данная информация не так уж важна, но для крупных закупок все это требуется знать для расчета. Стандартные данные для одной из самых распространенных марок электродов УОНИ-13/55, выглядят примерно так:
| Диаметр | Длина, м | Масса, г | Количество в упаковке, шт. | Общий вес упаковки, кг |
| 3 | 0,35 | 26,5 | 95 | 2,5 |
| 4 | 0,45 | 60 | 82 | 5 |
| 5 | 0,45 | 95 | 52 | 5 |
Для остальных марок тенденция сохраняется примерно такой же, но само количество будет меняться, так как марка электрода также влияет на физические параметры, от которых определяется размер упаковки. При ограничении по весу количество изделий может меняться, в иных же случаях меняется вес упаковки.
При ограничении по весу количество изделий может меняться, в иных же случаях меняется вес упаковки.
Электроды МР — 3 технические характеристики
Электроды МР-3 используются для сварки при постоянном (обратной полярности) или переменном токе, который обеспечивает напряжение в режиме холостого хода не ниже 50 Вольт. В условиях нормальных температур металл получаемого соединения демонстрирует следующие характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
- Расход электродов МР-3 на 1 кг металла — около 1,7 кг МР-3.
- Предел коэффициента наплавки шва — 8,5 г/А*ч.
- Коэффициент разбрызгивания металла при сварке — 9-13%;
- Напряжение холостого хода — 60-80 В.
- Сварка во всех пространственных положениях, кроме вертикального сверху вниз.

Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
Правила хранения
А Вам приходилось пользоваться сварочным аппаратом?
Было дело!Не довелось
Основная проблема, с которой сталкиваются при хранении — высокая влажность воздуха. Обмазка электродов быстро впитывает в себя влагу, в результате работать таким присадочным материалом становится невозможно. Единственный способ исправить положение — прокалить сварочные электроды.
Обмазка электродов быстро впитывает в себя влагу, в результате работать таким присадочным материалом становится невозможно. Единственный способ исправить положение — прокалить сварочные электроды.
Для этого существуют специальные печи или портативные пеналы с нагревательными элементами. В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
Влажные электроды могут стать причиной проявления пор на поверхности и внутри шва, также будет наблюдаться повышение разбрызгивания металла.
Для правильного выбора сварочных электродов нужно хорошо понимать, с каким сплавом нужно работать.
Также следует тщательно подготовить саму присадку и свариваемые поверхности к операции:
- Убрать грязь, ржавчину.
- Прокалить электроды.
- Настроить правильно сварочный ток.
При соблюдении технологии, можно рассчитывать на получение швов с заданными производителем электродов характеристиками.
Недостатки
- Получаемое сваркой соединение характеризуется высокой прочностью.
- Дуга отличается легких поджигом и стабильностью горения, особенно — при низкой силе тока.
- Без труда достигается повторное зажигание.
- В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
- Между металлом шва и детали отсутствуют выраженные переходные зоны.
- Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
- Для электрода характерно очень малое разбрызгивание металла.
- Работы характеризуются высокой производительностью.
- МР-3 в равной степени подходит как для сварки, так и для прихваток.
- Относительно высокая цена — стоимость этого расходного материала несколько выше, чем многих других электродов.
- Невозможность производства сварки вертикально сверху вниз — однако этим не могут «похвастаться» и многие другие марки.

- Не самый низкий расход материала — 1,7 кг на 1 кг шва (у МР-3Р несколько меньше — 1,62 кг).
- В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали. Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
- Крайне важно установить нужную силу тока — в противном случае есть риски образования пор в металле шва.
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Читать также: Какую электроплиту выбрать для кухни отзывы
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:
Области использования:
- сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;
- сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;
- судостроение;
- машиностроение.
Особенности
Присадочный материал этой марки можно использовать для соединения конструкций как длинной другой, так и при помощи коротких прихваток. С их помощью можно может выполняться без предварительной подготовки соединение металла, который может иметь:
- влажную поверхность;
- следы окислов и загрязнений;
- признаки ржавчины.
Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Если сравнивать эти два вида электродов по характеристикам, то это те же самые электроды МР-3.
Сварной материал МР-3 упрощает процесс зажигания дуги благодаря наличию в покрытии специальных добавок при использовании сварочных аппаратов малой мощности с напряжением порядка 50 В. К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей. Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
Дополнительно к этому элементы МР-3 позволяют выполнять более однородные швы, что положительно сказывается на механических характеристиках соединения.
Электроды мр-3с технические характеристики в Новосибирске: 651-товар: бесплатная доставка, скидка-50% [перейти]
Партнерская программаПомощь
Новосибирск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Промышленность
Промышленность
Сельское хозяйство
Сельское хозяйство
Торговля и склад
Торговля и склад
Все категории
ВходИзбранное
Электроды мр-3с технические характеристики
Электроды TIGARBO МР-3С 3мм — 1кг
В МАГАЗИНЕще цены и похожие товары
Электроды сварочные Patriot МР-3С, 3 мм, 1 кг
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/5235429/img_id4141353744372001185.jpeg/300×300″>
mds.yandex.net/get-mpic/5235429/img_id4141353744372001185.jpeg/300×300″>
Электроды Patriot МР-3С 2.5mm 1kg 605012000
В МАГАЗИНЕще цены и похожие товары
Электроды TIGARBO МР-3С 4мм — 5кг
В МАГАЗИНЕще цены и похожие товары
 jpeg/300×300″>
jpeg/300×300″>
Электроды TIGARBO МР-3С 2,5 мм — 1кг
В МАГАЗИНЕще цены и похожие товары
Электроды TIGARBO МР-3С 2мм — 1кг
В МАГАЗИНЕще цены и похожие товары
Электроды Patriot МР-3С 4. 0mm 1kg 605012010
0mm 1kg 605012010
В МАГАЗИНЕще цены и похожие товары
Электроды PATRIOT МР-3С, d= 4мм, L= 450мм, Э46, назначение: углеродистая сталь, коробка, 1кг (605012010)
В МАГАЗИНЕще цены и похожие товары
 jpeg/300×300″>
jpeg/300×300″>
1 515
1515
Электроды сталь МР-3С 3 мм 5 кг, цвет синий Тип: Электроды для сварки, Размер: Длина 10.000 Ширина
В МАГАЗИНЕще цены и похожие товары
410
600
Электроды для ручной дуговой сварки TIGARBO МР-3С 2мм 1кг Тип: Электроды для сварки, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/1661973/pic79c7fe3342dd8d607648b1cbcae94b08/300×300″>
mds.yandex.net/get-marketpic/1661973/pic79c7fe3342dd8d607648b1cbcae94b08/300×300″>
410
790
Электроды TIGARBO МР-3С 2мм, пачка 1кг. Тип: Электроды для сварки, Размер: Длина 30.000 Ширина
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/1907452/pic87fd4f264245bff390071e0f0d9ce7e1/300×300″>
mds.yandex.net/get-marketpic/1907452/pic87fd4f264245bff390071e0f0d9ce7e1/300×300″>
389
790
Электроды TIGARBO МР-3С 3мм, пачка 1кг. Тип: Электроды для сварки, Размер: Длина 35.000 Ширина
В МАГАЗИНЕще цены и похожие товары
390
585
Электроды TIGARBO МР-3С диаметр 3 мм (1 кг) Тип: Электроды для сварки, Размер: Длина 33. 000 Ширина
000 Ширина
В МАГАЗИНЕще цены и похожие товары
1 499
1950
Электроды МР-3С (d-2,5мм, 5кг) г.Москва Тип: Электроды для сварки, Размер: Длина 37.000 Ширина
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/5327057/img_id3740243765728562248.jpeg/300×300″>
mds.yandex.net/get-mpic/5327057/img_id3740243765728562248.jpeg/300×300″>
1 186
1336
Электроды Оливер МР-3С Премиум-3,0 5кг Тип: Электроды для сварки, Размер: Длина 36.000 Ширина 8.000
В МАГАЗИНЕще цены и похожие товары
 jpeg/300×300″>
jpeg/300×300″>
399
790
Электроды МР-3С d.2,5мм (1кг) Спецэлектрод Тип: Электроды для сварки, Размер: Длина 35.000 Ширина
В МАГАЗИНЕще цены и похожие товары
395
790
Электроды TIGARBO МР-3С 2,5мм, пачка 1кг. Тип: Электроды для сварки, Размер: Длина 30.000 Ширина
В МАГАЗИНЕще цены и похожие товары
835
835
Электроды СЗСМ МР-3С д. 1,6мм 1 кг 7350018 Тип: Сменный нагреватель к сварочному аппарату, Размер:
1,6мм 1 кг 7350018 Тип: Сменный нагреватель к сварочному аппарату, Размер:
В МАГАЗИНЕще цены и похожие товары
495
650
Электроды TIGARBO МР-3С, д 3.0 мм., уп. 1кг Тип: Электроды для сварки, Размер: Длина 30.000 Ширина
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/5939333/pic6c208992acc72d30164a22df8c4b3dab/300×300″>
mds.yandex.net/get-marketpic/5939333/pic6c208992acc72d30164a22df8c4b3dab/300×300″>
Электроды сварочные Patriot МР-3С, 2,5 мм, 1 кг
В МАГАЗИНЕще цены и похожие товары
410
790
Электроды TIGARBO МР-3С АССОРТИ 2мм, 2.5мм, 3мм, пачка 1кг. Тип: Электроды для сварки, Размер:
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/5268639/img_id4049718161992575159.jpeg/300×300″>
mds.yandex.net/get-mpic/5268639/img_id4049718161992575159.jpeg/300×300″>
Электроды СпецЭлектрод МР-3С Тип: Э46, Аналоги: СЭ ОК-46, ОЗС-12, АНО-36, Длина: 450
В МАГАЗИНЕще цены и похожие товары
Электроды Тантал МР-3С Тип: Э46, Длина: 450. 000, Вес нетто: 5.000
000, Вес нетто: 5.000
В МАГАЗИНЕще цены и похожие товары
Электроды СпецЭлектрод МР-3С Тип: Э46, Аналоги: СЭ ОК-46, ОЗС-12, АНО-36, Длина: 300
В МАГАЗИНЕще цены и похожие товары
Электроды СЗСМ МР-3С Тип: Э46, Вес нетто: 3.000, Свариваемый материал: углеродистые стали
В МАГАЗИНЕще цены и похожие товары
Электроды СпецЭлектрод МР-3С Тип: Э46, Аналоги: СЭ ОК-46, ОЗС-12, АНО-36, Длина: 350
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/4867510/img_id3484277916678013140.jpeg/300×300″>
mds.yandex.net/get-mpic/4867510/img_id3484277916678013140.jpeg/300×300″>
395
494
Электроды сварочные Patriot МР-3С диам. 3,0мм для сварки Тип: Электрод для плазменной резки,
В МАГАЗИНЕще цены и похожие товары
Электроды Ватра МР-3С Тип: Э46, Длина: 450. 000, Вес нетто: 5.000
000, Вес нетто: 5.000
В МАГАЗИНЕще цены и похожие товары
Электроды для MMA-сварки СЗСМ МР-3С Тип: Э46, Вес нетто: 3.000, Марка электрода: МР-3С
В МАГАЗИНЕще цены и похожие товары
Электроды для MMA-сварки СЗСМ МР-3С Тип: Э46, Вес нетто: 1.000, Свариваемый материал: углеродистые
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/5330487/img_id5074622650233142295.jpeg/300×300″>
mds.yandex.net/get-mpic/5330487/img_id5074622650233142295.jpeg/300×300″>
1 013
1115
Электрод сварочный Ротекс МР 3С 3,0мм (уп.3кг) Тип: Электроды для сварки, Размер: Длина 30.000
В МАГАЗИНЕще цены и похожие товары
Электроды для MMA-сварки СЗСМ МР-3С Тип: Э46, Вес нетто: 1.000, Свариваемый материал: углеродистые
В МАГАЗИНЕще цены и похожие товары
Электроды для MMA-сварки СЗСМ МР-3С Тип: Э46, Вес нетто: 3.000, Диаметр: 3.0
В МАГАЗИНЕще цены и похожие товары
Электроды СпецЭлектрод МР-3С Тип: Э46, Аналоги: СЭ ОК-46, ОЗС-12, АНО-36, Вес нетто: 1. 000
000
В МАГАЗИНЕще цены и похожие товары
Электроды TIGARBO МР-3С Тип: Э46, Вес нетто: 1.000, Свариваемый материал: углеродистые стали
В МАГАЗИНЕще цены и похожие товары
Электроды СпецЭлектрод МР-3С Тип: Э46, Аналоги: СЭ ОК-46, ОЗС-12, АНО-36, Длина: 450
В МАГАЗИНЕще цены и похожие товары
1 568
1960
Сварочные электроды от Михалыча МР-3С Тип: Э46, Вес нетто: 5.000, Диаметр: 4.0
В МАГАЗИНЕще цены и похожие товары
Сварочные электроды TIGARBO МР-3С Тип: Э46, Аналоги: Plasmatec — МР-3 АРС, Длина: 300.000
В МАГАЗИНЕще цены и похожие товары
Электроды СпецЭлектрод МР-3С Тип: Э46, Аналоги: СЭ ОК-46, ОЗС-12, АНО-36, Вес нетто: 1.000
В МАГАЗИНЕще цены и похожие товары
Электроды Ватра МР-3С Тип: Э46, Длина: 450. 000, Вес нетто: 1.000
000, Вес нетто: 1.000
В МАГАЗИНЕще цены и похожие товары
Электроды СЗСМ МР-3С Тип: Э46, Вес нетто: 5.500, Покрытие: рутиловое
В МАГАЗИНЕще цены и похожие товары
292
400
Электроды ЛЭЗ МР-3С 5мм 5кг
В МАГАЗИНЕще цены и похожие товары
Сварочные электроды TIGARBO МР-3С ф3 (пачка 5 кг) Диаметр: 3, Покрытие: рутиловое, Марка электрода:
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
технические характеристики и особенности сварочных электродов МР-3
Несмотря на то что сварку придумали еще в 1803 году, этот вид соединения металлов остается самым надежным и прочным. Конечно, с совершенством технологий совершенствуется прогресс сварки. Становится все больше ее разновидностей. Так, электроды МР-3 можно увидеть не только одной марки, но и производства множества других компаний. Строительный рынок предоставляет огромный выбор сварочных аппаратов и его комплектующих для всевозможной сварки.
Строительный рынок предоставляет огромный выбор сварочных аппаратов и его комплектующих для всевозможной сварки.
Основы электросварки
К электроду и свариваемой детали подводится электрический ток. При соприкосновении свариваемого изделия передается сварочный ток. Благодаря тому, что сварочная дуга имеет до 7 тыс. градусов, кромки на свариваемой детали плавятся, образуя сварочную «ванну». Вместе с кромками плавится электрод, а его покрытие защищает от воздействия окружающей среды. На месте сварочного шва образуется шлак, который также защищает от воздействия внешних дефектов. Сырость, влага, воздух — это все может плохо сказаться на сварочном шве.
Главная составляющая при сварке — это сварочный аппарат. Существует множество видов, от ручных до автоматических. Некоторые из них работают от электричества, другие от газа. Чаще всего используют аппараты для таких видов сварки:
- Ручной дуговой.
- Полуавтоматической.
- Автоматической.
- Аргоновой.
Ручная дуговая сварка самый первый и распространненый вид. Ее используют не только на производстве и строительстве, но и быту. Такой вид удобен в использование и не требует особых условий окружающей среды. При использовании ручного аппарата пользуются специальными электродами. Их подбирают соответственно изготавливаемой детали. Свариваемые детали могут варьироваться от 2 мм до 20 мм и более. Однако стоит помнить о снятии кромок для провара.
Полуавтоматическую сварку чаще используют при соединении тонких металлов. Однако на производстве, где свариваются толстые металлы, такая сварка имеет место. Стоит учесть, что в этом виде используют специальную сварочную проволоку.
Автоматические устройства используют в промышленных зонах. Чаще это могут быть заводы и другие предприятия, занимающиеся постоянным производством одинаковых конструкций.
Аргоновая сварка производится газом. При работе с таким аппаратом используется специальная проволока, которая плавится при помощи газовой горелки.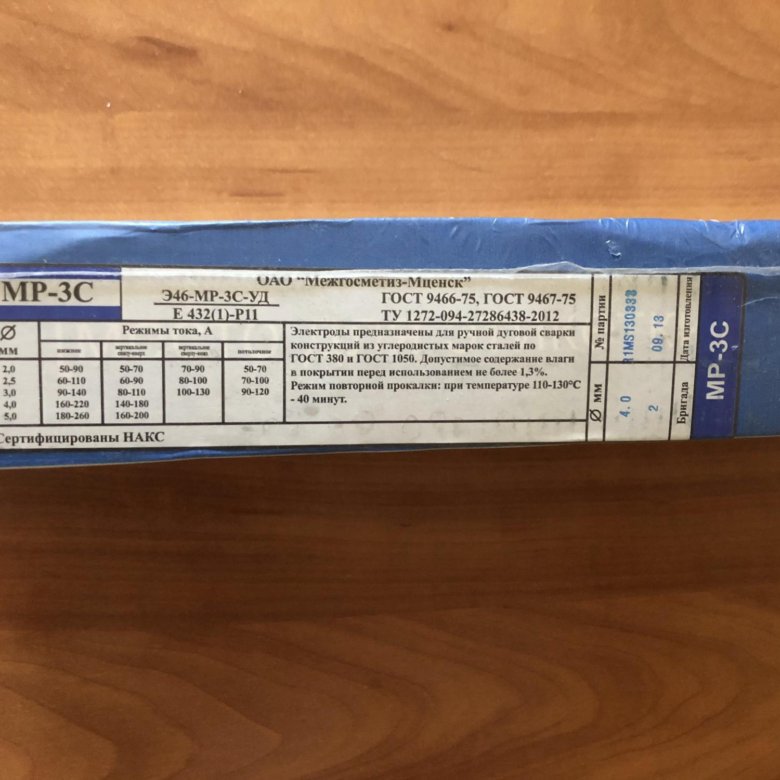
Описание электродов
Сварочный электрод представляет собой стержень, сделанный из различного металла и покрытый специальной обмазкой. Состав стержня, как и обмазки, будет зависеть от их предназначения. Некоторые из них могут быть для стали, другие для более мягкого металла. К примеру, существуют электроды по чугуну и меди.
Стержни для электросварки могут отличаться не только составом, но и диаметром. Обычно для сварочных работ используют электроды диаметром 3−4. Но бывают случаи, где может потребоваться стержень с более толстым диаметром и наоборот.
Также существуют виды, которые предназначены не для сварки деталей, а наоборот, для их резки. Однако для таких электродов требуется специальные станки и электрододержатели.
В связи с тем, что существует большое количество металлов и сплавов, существует множество видов электродов. Наиболее распространенные из них:
Наиболее распространенные из них:
- УОНИ.
- ЦУ-5.
- МР-3 и МР-3С (Э46).
УОНИ одни из самых универсальных видов. Они имеют хороший и прочный сплав, что придает прочность деталям. Однако ими лучше пользоваться людям, которые имеют хорошие знания в электросварке.
ЦУ-5 отлично сваривают детали. Однако из-за их стоимости и быстрого сгорания, их используют в редких и особенно важных случаях. К примеру, такими стержнями сваривают корень трубы под давление.
МР-3 и МР-3С имеет более практичные стержни. Они не имеют повышенной нагрузки на разрыв или излом, однако, хорошо подходят для простого вида электросварки.
Характеристики МР-3 и МР -3С
Если произвести расшифровку сварочных электродов МР-3, то можно понять что это универсальный стержень с рутиловым покрытием.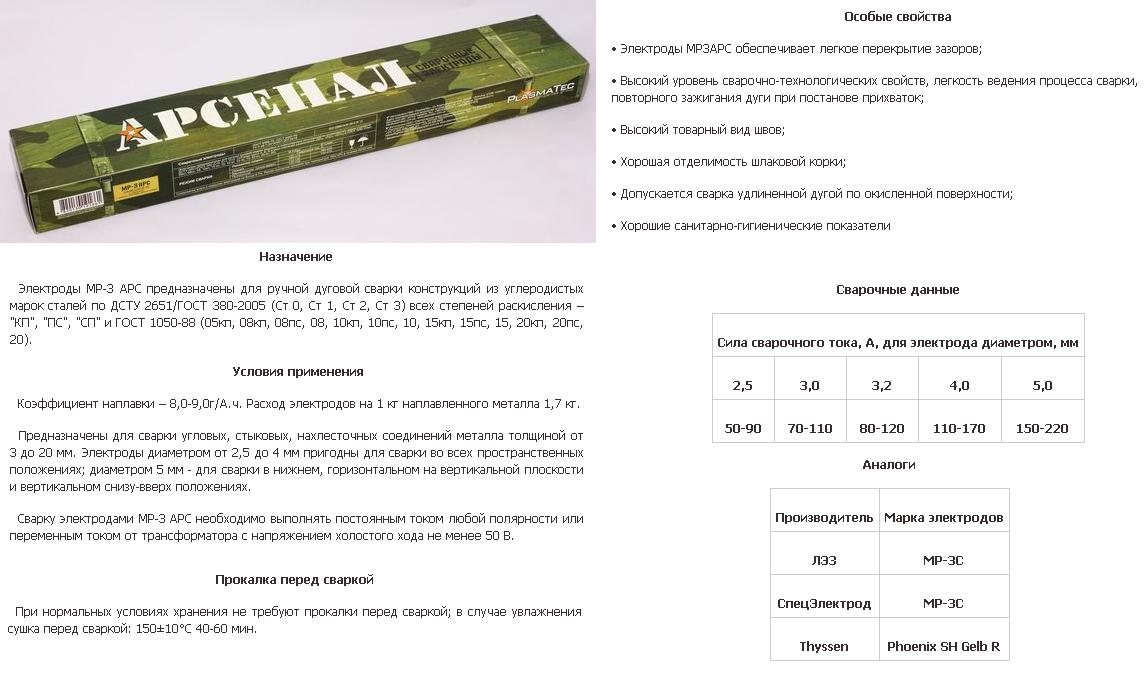 В связи с требованием стандарта этот вид относится к типу Э46. Стержень МР-3 изготавливается из качественной проволоки Св-08. По стандарту она может иметь диаметр от 3 мм до 6 мм. Однако бывают отдельные случаи, где диаметр может быть меньше.
В связи с требованием стандарта этот вид относится к типу Э46. Стержень МР-3 изготавливается из качественной проволоки Св-08. По стандарту она может иметь диаметр от 3 мм до 6 мм. Однако бывают отдельные случаи, где диаметр может быть меньше.
Более подробные технические характеристики электродов МР-3С указываются на упаковке. Помимо их характеристик на упаковке находится специальная таблица, по которой можно настроить требуемый сварочный ток.
Особенности использования МР-3
Если характеристики электродов МР3 стали ясны, стоит обратить внимание на их особенности. Благодаря универсальному стержню они с легкостью справляются со сваркой грязных и необработанных металлов. Но не стоит забывать, что такой материал будет менее прочным. Если сравнить УОНИ и МР-3, то УОНИ более пластичны. Однако у них гораздо сложнее зажигается сварочная дуга.
На работе стараются использовать зарубежные марки электродов.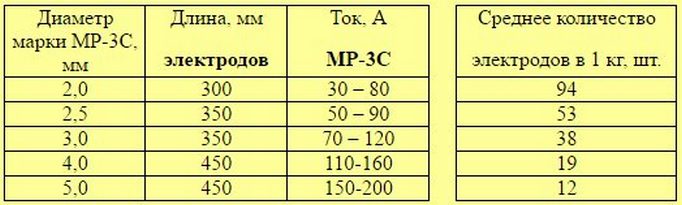 Но не так давно столкнулись со ржавым материалом. Именно тут нам пригодились старые, добрые МР-3. В то время как зарубежной маркой не могли даже зажечь сварочную дугу.
Но не так давно столкнулись со ржавым материалом. Именно тут нам пригодились старые, добрые МР-3. В то время как зарубежной маркой не могли даже зажечь сварочную дугу.
Столкнулся со сварочным инвертором малоизвестной фирмы. Использовал и УОНИ, ЦЛ, ЦУ-5. Но никаким из них не смог поставить даже прихватку. Последняя надежда была на МР-3, и как оказалось, не зря. Напряжение в доме было понижено, и только на их стержнях получилось заварить деталь.
После начала дождя, по своей глупости, оставили все электроды на улице. Промокли они не сильно, но варить было практически невозможно. УОНИ сразу убрали сушиться, а МР-3 еще работали. Пусть не так хорошо, но продолжали варить.
В стержень МР-3С добавляют больше рутила, что способствует более качественному шву. Но с избытком этого элемента стержни имеют большее количество брызг при сварке.
- Автор: admin
- Распечатать
Оцените статью:
(4 голоса, среднее: 5 из 5)
Поделитесь с друзьями!
Электрохимические характеристики микроэлектрода, предназначенного для электростимуляции | Биомедицинская инженерия онлайн
- Исследования
- Открытый доступ
- Опубликовано:
- Хунъян Цуй 1 na1 ,
- Сяобо Се
ORCID: orcid.org/0000-0003-3002-3150 1 na1 , - Shengpu Xu 1 ,
- Leanne L. H. Chan 3 &
- …
- Yong Hu 1,2 1004 9005 1,2
Биомедицинская инженерия онлайн
том 18 , Номер статьи: 86 (2019)
Процитировать эту статью7122 Доступ
10 цитирований
Сведения о показателях
Abstract
Background
Массивы микроэлектродов играют важную роль в протезных имплантатах для записи нервных сигналов или применения электрических импульсов для стимуляции целевой нервной системы.
 Безопасность и долговременная надежность являются важными требованиями к массивам микроэлектродов, применяемых для электростимуляции. При проектировании и изготовлении массива микроэлектродов в качестве подложки обычно выбирают мягкие материалы с целью достижения лучшего соответствия окружающей ткани при сохранении минимального повреждения. Изгибая матрицу к поверхности, матрица способна поддерживать более стабильный электрический контакт, что приводит к значительному улучшению обнаруживаемого сигнала.
Безопасность и долговременная надежность являются важными требованиями к массивам микроэлектродов, применяемых для электростимуляции. При проектировании и изготовлении массива микроэлектродов в качестве подложки обычно выбирают мягкие материалы с целью достижения лучшего соответствия окружающей ткани при сохранении минимального повреждения. Изгибая матрицу к поверхности, матрица способна поддерживать более стабильный электрический контакт, что приводит к значительному улучшению обнаруживаемого сигнала.Методы
В этом исследовании мы разрабатываем и изготавливаем гибкую матрицу микроэлектродов с золотом в качестве электродного материала и парилен-C в качестве подложки. Представлен процесс изготовления массива. Электрохимические характеристики микроэлектрода in vitro исследованы методами спектроскопии электрохимического импеданса и циклической вольтамперометрии в трехэлектродной электрохимической ячейке, содержащей фосфатно-солевой буфер.
 Измерения емкости инжекции заряда проводятся многоканальными системами и рассчитывается CSC микроматрицы.
Измерения емкости инжекции заряда проводятся многоканальными системами и рассчитывается CSC микроматрицы.Результаты
Электрохимические результаты показали, что импеданс уменьшается с увеличением частоты. Среднее сопротивление электродов из золота на частоте 1 кГц составляло 36,54 ± 0,88 кОм. Средний фазовый угол на частоте 1 кГц составлял - 73,52 ± 1,3°, а CIC микроэлектрода составлял 22,3 мкКл/см 2 . Результаты показали, что массив микроэлектродов работает, как и ожидалось, для записи или стимуляции нейронных сигналов.
Выводы
При использовании парилена-C в качестве подложки микрочип обладает хорошей гибкостью. Результаты электрохимических характеристик показывают, что массив обладает способностью противостоять любой коррозии на границе раздела металл-электролит и обладает хорошей биосовместимостью. Эта недорогая, гибкая матрица золотых микроэлектродов на основе парилена демонстрирует потенциал для использования в приложениях для сбора неврологических сигналов имплантатов или нейростимуляции.
История вопроса
Дегенерация сетчатки, характеризующаяся потерей фоторецепторов, включая такие состояния, как пигментный ретинит (RP) и возрастная дегенерация желтого пятна (AMD), поражает миллионы людей во всем мире [1,2,3,4]. Разработка протезов сетчатки человека для восстановления зрения дает надежду людям, страдающим заболеваниями наружной сетчатки [5,6,7,8]. Пациенты с РП и ВМД теряют зрение в основном из-за повреждения или дегенерации фоторецепторов. Два типа фоторецепторных клеток, палочки и колбочки, проявляют разную степень дегенерации. Концепция искусственного зрения заключается в том, что электронные компоненты используются для преобразования света в электрический сигнал, который стимулирует нейроны зрительного пути. Затем нервный сигнал обрабатывается мозгом для генерации фосфенов (то есть вспышек света). На практике реализация протезного зрения оказалась сложной и сложной задачей [9].]. Кроме того, успех протезирования сетчатки зависит от нескольких факторов: эффективного захвата визуальных образов извне, преобразования захваченных изображений в значимые неврологические сигналы и последующей активации остаточной внутренней части сетчатки (ганглиозных клеток), откуда зрительная информация могут передаваться в зрительную кору по зрительному нерву.
 На ранней стадии дегенерации, когда ганглиозные клетки сетчатки сохранены, возможна передача электрических сигналов от сетчатки к мозгу посредством электрической стимуляции. В этом процессе выжившие ганглиозные клетки сетчатки электрически стимулируются, передавая сигналы в зрительную кору через зрительный нерв, после чего зрительный образ интегрируется в мозг.
На ранней стадии дегенерации, когда ганглиозные клетки сетчатки сохранены, возможна передача электрических сигналов от сетчатки к мозгу посредством электрической стимуляции. В этом процессе выжившие ганглиозные клетки сетчатки электрически стимулируются, передавая сигналы в зрительную кору через зрительный нерв, после чего зрительный образ интегрируется в мозг.Помимо стимуляции сетчатки, электрическая стимуляция используется в некоторых нейропротезных подходах. Платино-иридиевый сплав обладает превосходными механическими свойствами и коррозионной стойкостью; эта функция очень хорошо подходит для биоинженерного кабеля; окислительно-восстановительные характеристики платиновых и Pt-Ir электродов в физиологическом растворе позволяют искусственно моделировать нервы в течение длительного времени. Он использовался в качестве биометрического датчика внутри улитки [10]. В качестве электродных материалов всегда используются пленка активированного оксида иридия (AIROF) и платиновая чернь, последняя была выбрана для регистрации АВП из мозга крысы.
 Было показано, что массив микроэлектродов на основе полиимида способен регистрировать АЭП коры головного мозга крыс с разумной амплитудой, когда в качестве материала электрода была выбрана платиновая чернь [11]. В предыдущем исследовании [12] была изготовлена и испытана система внутриулитковый датчик звука-электрод, состоящая из внутриулиткового датчика звука (ISS) и проволочного электрода Pt-Ir диаметром 50 мкм. Система может воспринимать акустические сигналы и передавать электрические импульсы внутри улитки, и у нее есть потенциальное применение, в том числе в качестве передней части кохлеарного имплантата для лечения сенсоневральной глухоты или в качестве преобразователя в экспериментах по механике улитки.
Было показано, что массив микроэлектродов на основе полиимида способен регистрировать АЭП коры головного мозга крыс с разумной амплитудой, когда в качестве материала электрода была выбрана платиновая чернь [11]. В предыдущем исследовании [12] была изготовлена и испытана система внутриулитковый датчик звука-электрод, состоящая из внутриулиткового датчика звука (ISS) и проволочного электрода Pt-Ir диаметром 50 мкм. Система может воспринимать акустические сигналы и передавать электрические импульсы внутри улитки, и у нее есть потенциальное применение, в том числе в качестве передней части кохлеарного имплантата для лечения сенсоневральной глухоты или в качестве преобразователя в экспериментах по механике улитки.Биоэлектродная технология гибких тонкопленочных микроэлектродных массивов на основе микроэлектромеханических систем (МЭМС) способствует развитию эпиретинальных протезных имплантатов и быстро прогрессирует [13,14,15,16,17]. Микроэлектроды для нервной стимуляции диаметром от 50 до 500 мкм исследовались в предыдущих исследованиях [18, 19].
 С практической точки зрения желательна высокая разрешающая способность зрительных протезов. Однако высокое разрешение означает более высокую плотность и меньший размер электрода, это также означает более высокую плотность заряда для активации нейронной реакции, хотя это может вызвать повреждение ткани из-за тепла окружающей ткани, а также будет генерироваться сигнал для зрительной системы. выше мощность. В дополнение к обычным проблемам с биоматериалами, таким как токсичность, инкапсуляция тканей и клеточные или иммунные реакции, которые могут быть вызваны инородными материалами, электрический протез также должен обеспечивать долговременную стабильность металлических электродов, сводя при этом к минимуму любые повреждения тканей, возникающие при результате электростимуляции. Индуцированное повреждение ткани снизит возбудимость ткани и ограничит возможность восстановления зрения [9].]. Микроэлектроды должны быть биосовместимы и подходить для долгосрочной имплантации. Платина (Pt) является наиболее часто используемым электродным материалом из-за ее низкого импеданса и высокой емкости накопления заряда [20, 21].
С практической точки зрения желательна высокая разрешающая способность зрительных протезов. Однако высокое разрешение означает более высокую плотность и меньший размер электрода, это также означает более высокую плотность заряда для активации нейронной реакции, хотя это может вызвать повреждение ткани из-за тепла окружающей ткани, а также будет генерироваться сигнал для зрительной системы. выше мощность. В дополнение к обычным проблемам с биоматериалами, таким как токсичность, инкапсуляция тканей и клеточные или иммунные реакции, которые могут быть вызваны инородными материалами, электрический протез также должен обеспечивать долговременную стабильность металлических электродов, сводя при этом к минимуму любые повреждения тканей, возникающие при результате электростимуляции. Индуцированное повреждение ткани снизит возбудимость ткани и ограничит возможность восстановления зрения [9].]. Микроэлектроды должны быть биосовместимы и подходить для долгосрочной имплантации. Платина (Pt) является наиболее часто используемым электродным материалом из-за ее низкого импеданса и высокой емкости накопления заряда [20, 21]. Однако долгосрочное (42 дня) испытание на стабильность показало, что золотые (Au) электроды демонстрируют более высокую стабильность емкостного поведения к обратимому заряду, чем Pt-электроды [22].
Однако долгосрочное (42 дня) испытание на стабильность показало, что золотые (Au) электроды демонстрируют более высокую стабильность емкостного поведения к обратимому заряду, чем Pt-электроды [22].При выборе материалов электродов для использования в протезах сетчатки необходимо учитывать биосовместимость, проводимость и коррозионную стойкость. Парилен-С часто используется в качестве материала подложки из-за его превосходного сочетания барьерных свойств (влагонепроницаемость) и биосовместимости. Парилен-С [23] широко используется в качестве покрытия для многих хронических имплантатов человеческого организма, таких как стенты, дефибрилляторы и кардиостимуляторы.
В нашем исследовании разработана гибкая матрица микроэлектродов с использованием Au в качестве материала электрода и парилена-C в качестве подложки. Исследованы электрохимические характеристики массива микроэлектродов. Мы рассмотрели этот массив как возможную комбинацию материалов для приложений нервной стимуляции.

Методы
Материалы
Парилен-C превосходит другие материалы подложки с точки зрения диэлектрической проницаемости, диэлектрических потерь, водопоглощения, прочности на разрыв и модуля Юнга [24]. Как показано в таблице 1, парилен-C превосходит свой аналог парилан N по механическим и электрическим свойствам. Parylene-C также выдерживает химическое осаждение из паровой фазы при комнатной температуре. Его низкая водопроницаемость подходит для долгосрочной имплантации.
Таблица 1 Свойства Parylane C по сравнению с его аналогом Parylane N [25]
Полноразмерная таблица
Расположение микроэлектродов
В этом исследовании использовались микроэлектроды диаметром 200 мкм [26]. Гибкая матрица микроэлектродов на основе парилена-C имеет четыре участка микроэлектрода, которые расположены в линию, как показано на рис. 1. Шаги между двумя соседними электродами показаны на рис. 1b. Ширина соединительных дорожек составляет 40 мкм, а минимальное расстояние между соединительными дорожками – 60 мкм.

Рис. 1
Схемы массива микроэлектродов. а Схема микроэлектродной матрицы, б увеличенная схема наконечника матрицы с четырьмя электродными площадками
Изображение в натуральную величину
Процесс изготовления
Микроэлектродная матрица на основе парилена-С была изготовлена по аналогичной методике. по сравнению с используемой для массива микроэлектродов на основе полиимида [21]. Процесс изготовления массива представлен на рис. 2. Массив был собран на кремниевой пластине, покрытой жертвенным слоем алюминия (Al) толщиной 300 нм, чтобы освободить структуру после изготовления. Слой парилена-C толщиной от 12 до 14 мкм наносили на кремниевую пластину в качестве изолирующего слоя после засоления для повышения адгезии. Металлические слои Cr/Au/Cr (70/200/70 нм) затем формировали методом напыления и литографии для формирования электродов, металлических проводов и соединительных площадок. На золото наносили Cr для увеличения адгезии золота и изолирующего париленового слоя.
Затем массив был покрыт верхним изолирующим слоем парилена-C толщиной от 12 до 14 мкм. Слой Al толщиной 500 нм наносился в качестве маскирующего слоя методами напыления, литографии и электрохимической эрозии. Верхний слой парилена-С был обработан О 2 плазменное сухое травление. После того, как маскирующий слой был удален, а покрытие Cr на поверхности электродов и контактные площадки подверглись коррозии, матрица была отделена от кремниевой подложки путем электролиза расходуемого слоя Al. Поверхность микроэлектродов слоя золота обнажалась, как показано на рис. 2h.Рис. 2
Технологическая схема изготовления массива микроэлектродов на основе парилена. a Напыление жертвенного слоя алюминия на кремниевую пластину, b парилен-C в качестве гибкой подложки, c Cr/Au/Cr в качестве электродов, металлических проводов и соединительных площадок, d слой парилена-C в качестве изоляционного слоя, e слой алюминия, добавленный в качестве маскирующего слоя , f парилен-C, обработанный плазменным сухим травлением, g фотолитография и процесс снятия электродов стока и истока, h микроэлектродная матрица, снятая с кремниевой подложки
Изображение в натуральную величину
Электрохимические измерения in vitro
Эксперименты по электрохимической импедансной спектроскопии (ЭИС) и циклической вольтамперометрии (ЦВА) проводили в трехэлектродной электрохимической ячейке, содержащей электрод сравнения Ag/AgCl, противоэлектрод Pt и микроэлектрод Au, погруженных в фосфатно-солевой буфер (PBS) при температуре рН 7,4 (рис.
3). Напряжение переменного тока 50 мВ применяли с помощью потенциостата (Reference 600; Gamry Instruments, Уорминстер, Пенсильвания, США). Во время испытания экран Фарея окружал испытуемый электрод, при этом все части экрана были электрически соединены. Экран Фарадея был электрически подключен к клемме заземления Reference 600+, а дополнительное соединение экрана и плавающего заземления Reference 600+ — к заземлению. Все данные были собраны при комнатной температуре. Метод среднего и дисперсии был применен для проведения статистического анализа результатов импедансного и фазового тестирования. Статистический анализ был выполнен с помощью статистического анализа данных Excel.Рис. 3
Схема трехэлектродной электрохимической системы. EA — испытуемая микроэлектродная матрица
Полноразмерное изображение
Измерения емкости инжекции заряда
На основании результатов предыдущих исследований [27] были проверены и зарегистрированы пороги активации электродов различных размеров до 200 мкм; в соответствии с пороговым током мы рассчитали среднюю плотность тока в таблице 2.
Таблица 2 Средний порог для различных диаметров электродов до 200 мкм составляет T (мкА) ± стандартная ошибка среднего (SEM). Средняя плотность тока CD (мА/см 2 ) ± SEM
Полноразмерная таблица
Емкость инжекции заряда (CIC) микроэлектрода из Au была измерена с использованием первого катодного, сбалансированного по заряду, двухфазного и симметричного импульса тока, приложенного четырехканальным, общим генератор стимулов (Multichannel Systems, STG4004, MCS GmbH, Германия) с длительностью импульса 1 мс [26]. Амплитуда импульсов тока была увеличена с 1 до 7 мкА. Отклики микроэлектрода по напряжению в зависимости от амплитуды тока регистрировали с помощью осциллографа. Эксперименты проводились в PBS (pH = 7,4) при комнатной температуре с использованием двухэлектродной конфигурации с электродом сравнения Ag/AgCl.
Результаты
Электрохимические характеристики были измерены в разработанном электроде, как показано на рис.
1. Данные ЭИС, полученные для массива микроэлектродов, показаны на рис. 4. Импеданс уменьшался с частотой. Среднее сопротивление электродов из золота на частоте 1 кГц составляло 36,54 ± 0,88 кОм. Средний фазовый угол на частоте 1 кГц составлял − 73,52 ± 1,3°. CV, записанные для микрочипа при скорости развертки 100 мВ/с, представлены на рис. 5. Площадь, ограниченная CV, представляет собой емкость накопления заряда (CSC) микрочипа. CSC микроматрицы рассчитывали путем деления общего заряда катода, т. е. интеграла катодного тока по времени, на скорость сканирования. Средняя CSC электродов из Au составила 103,33 ± 15 мкКл/см 9 .0014 2 .Рис. 4
Спектроскопия среднего электрохимического импеданса (ЭИС). a Среднее сопротивление, b Средняя фаза. Он показывает изменение средних импедансов и фаз в зависимости от частоты соответственно. Столбцы указывают стандартное отклонение
Полноразмерное изображение
Рис.
5 Циклическая вольтамперограмма, измеренная в растворе PBS (pH = 7,4) при комнатной температуре
Полноразмерное изображение
CIC представляет собой максимальный заряд, переносимый микроэлектродами до необратимых реакций происходить. CIC микроматрицы рассчитывали как произведение тока и ширины импульса на единицу площади. На рис. 6 показан репрезентативный отклик потенциального напряжения на приложенные импульсы тока, записанные с одного из золотых микроэлектродов. Критический ток составлял 7 мкА, когда потенциальное напряжение катода достигало 0,55 В. CIC микроэлектрода составлял 22,3 мкКл/см 9 .0014 2 .
Рис. 6
Отклик золотого микроэлектрода по напряжению на двухфазный и симметричный импульс тока. Здесь длительность импульса составляет 1 мс с амплитудой I = 7 мкА
Изображение в натуральную величину
Обсуждение
Биосовместимость материалов, плотность расположения электродов и электрохимические характеристики являются важными параметрами конструкции микроэлектродной матрицы.
Мы спроектировали, изготовили и испытали гибкую матрицу микроэлектродов с парилен-C в качестве подложки, Au в качестве материала микроэлектрода и с различными шагами между электродами. Электрохимические характеристики массива in vitro предполагают возможность его использования в качестве имплантата сетчатки. Процесс изготовления прост и экономичен.При проектировании электрода для нервной стимуляции интерфейс с низким импедансом электрод-электролит имеет решающее значение, и полное понимание физических процессов, влияющих на импеданс, необходимо при разработке интерфейса с низким импедансом [28]. Эквивалентные схемные модели уже давно используются для моделирования импеданса интерфейса. В начале 1899 г. [29] впервые было предложено, чтобы интерфейс был представлен поляризационным сопротивлением, включенным последовательно с поляризационным конденсатором. Результаты более поздних исследований показали, что поляризационная емкость имеет частотную зависимость, что привело к введению закона Фрике [30] и использованию импеданса с постоянным фазовым углом для представления импеданса интерфейсной емкости.
Более поздняя работа с системами быстрой электродной реакции привела к хорошо известной модели Рэндлса, состоящей из емкости интерфейса, шунтированной реактивным импедансом последовательно с сопротивлением раствора [31]. В предыдущем исследовании [28] электрическая модель использовалась для описания физических процессов и расширена для количественной оценки влияния органических покрытий и времени инкубации, а спектроскопия электрохимического импеданса (ЭИС) использовалась для электрической характеристики интерфейса для различных электродных материалов. и результаты демонстрируют преимущества использования этой модели для лучшего понимания физических процессов, происходящих на границе раздела в более сложных, важных с биомедицинской точки зрения ситуациях.Разработка оптимальных активных нервных протезов, которые могут отслеживать физиологическое состояние нервной ткани, проводилась в течение десятилетий. В нейропротезных исследованиях характеристика импеданса интерфейса электрод-электролит имеет первостепенное значение в области основанных на импедансе нейропротезов и связи in vitro с электрогенными клетками [28].
Высокий импеданс может привести к большому приложенному напряжению электрода, что приведет к нежелательным электрохимическим реакциям, которые могут быть вредными для клеточных культур. Со стороны записи внеклеточные сигналы низкие, порядка микровольт для нейронов. Нейронные сигналы будут потеряны в шумных электрических колебаниях окружающей электролитной среды на основе ионов, если импеданс электрода недостаточно низок. Хорошо охарактеризованный, полностью понятный импеданс интерфейса приводит к оптимизированной конструкции интерфейса электрод-электролит. Нейропротезы и, в частности, кохлеарные имплантаты представляют собой важное применение характеристики импеданса. Ток, применяемый для стимуляции слуха через кохлеарный имплант, определяется по известному импедансу электрода [32], который должен быть как можно более низким, чтобы избежать повреждения клеток [33]. Нервные протезы используют механизмы восстановления заряда, чтобы обеспечить сбалансированный заряд электрического стимула. Кохлеарные имплантаты Nucleus уменьшают все стимулирующие электроды между импульсами, чтобы достичь баланса заряда, что приводит к небольшому остаточному постоянному току (DC) [32]. Цзян и др. [22] имплантировали платиновые электроды в глаза кроликам. Электрохимический импеданс электрода диаметром 200 мкм (рис. 4b) в 0,1 М электролите PBS показывает фазовый угол, ожидаемый для Au-стимулирующего электрода, по сравнению с найденными в литературе [21, 22]. Хорошая характеристика верхних частот массива согласовывалась с импедансами других электродов, описанными в литературе [22]. Столбики погрешностей на рис. 4 представляют распределение данных. Как мы видим, импеданс электрода довольно стабилен с очень небольшой погрешностью в диапазоне частот 1–10 кГц, а как импеданс, так и значение фазы имеют устойчивый тренд в диапазоне частот 1 к–10 кГц, который падает. в интервале 0,1–1 мс длительность импульса, используемая для нейронной стимуляции. Наш микроэлектрод имел меньшие размеры и более низкий импеданс, чем у Li [21]. По сравнению с Pt электроды из Au более экономичны. Во-первых, золото уже давно используется в производстве микрофабрик, и можно найти ряд отчетов. Это обещает более высокую удовлетворительную скорость изготовления массива [34]. Во-вторых, механически Pt значительно жестче, чем нервная ткань, с которой она взаимодействует. Было показано, что покрытия электродов, в частности полимерные пленки, в которых используются проводящие полимеры или гидрогели, обеспечивают более мягкую поверхность раздела электродов [35]. В-третьих, в области нервных электродов с растущим спросом на уменьшение размера электродов, вызванным необходимостью изготовления имплантатов меньшего размера, но с более высоким разрешением, электрические свойства Pt стали сложной проблемой. Pt, как обычный материал нейронных электродов, его способность инжекции заряда (CIC) ограничена ниже 0,15 мКл/см 2 [20]. Для увеличения способности переноса заряда в качестве слоя покрытия используется широкий спектр материалов [36]. Таким образом, покрытие электрода необходимо учитывать при оценке стоимости изготовления, и Rodger et al. [23] сообщают о платиновых или титан-платиновых микроэлектродах на основе париленовой подложки. Высокая мощность инжекции заряда, гибкость и биосовместимость являются ключевыми свойствами микростимуляции и нейронных приложений [37]. В процессе производства в качестве материала подложки электрода использовался парилен-С из-за его хорошей гибкости и биосовместимости [38, 39].]. CSC (103,33 ± 15 мкКл/см 2 ) как параметр для качественного сравнения различных электродов и электродных материалов не может предоставить количественные данные для протоколов стимуляции. Для стимуляции заряд, который может быть фактически инжектирован во время импульса стимуляции (емкость инжекции заряда, CIC), определяемый реакциями, способствующими переносу заряда во время одиночной стимуляции, меньше, чем CSC [40]. Поскольку электрод имплантирован в ткань, контакт электрода с тканью, электрохимические реакции и выделение тепла обычно сопровождают инжекцию заряда. Эти факторы ограничивают максимальные уровни инжекции заряда и площадь стимулирующего электрода, что в конечном итоге ограничивает пространственное разрешение, которое может быть достигнуто с помощью электрической стимуляции. Потенциальная биосовместимость и долгосрочная функциональная стабильность протеза сетчатки дополнительно осложняются продолжающимися анатомическими и физиологическими изменениями, которые неизбежно происходят в сетчатке у пациентов с пигментным ретинитом [41]. Хотя CIC нашей матрицы микроэлектродов из Au ниже, чем у Pt-микроэлектрода и Pt-Ir-микроэлектрода, разработанных Petrossians et al. [26], наш массив по-прежнему соответствует электрохимическим требованиям зрительных имплантатов. В более ранних исследованиях McCreery et al. сообщили, что плотность электрического заряда для вызова электрически вызванного потенциала без повреждения нервной ткани составляла 10 мкКл/см 2 [42]. Для точного измерения очень малых токов были применены некоторые методы эффективного снижения шума оборудования [43]. В настоящем исследовании на рис. 5 представлена циклическая вольтамперограмма массива, измеренная в растворе PBS. Ток низкого уровня измерялся с использованием коробки Фарея для экранирования массива и тестовой системы для снижения шума из-за помех переменного тока. Хумаюн и его коллеги сообщили о плотности заряда лягушки-быка (2,98 мкКл/см 2 ), кролика с нормальным зрением (8,92 мкКл/см 2 ) и кролика с наружной дегенерацией сетчатки (11,9 мкКл/см 2 ) в качестве пороговых стимулирующих плотностей заряда [44, 45]. В этом исследовании была разработана гибкая матрица микроэлектродов с золотом на подложке из парилена-C. Эти плотности заряда находятся в безопасном пределе для нашей решетки микроэлектродов из золота (22,3 мкКл/см 2 ).В принципе, чем больше площадь электроактивной поверхности, тем ниже сопротивление переносу заряда [23]. Для записывающих электродов требуется низкий электрохимический импеданс (по сравнению с импедансом аналогового входного каскада) для достижения высокого отношения сигнал/шум [46].
Среднее сопротивление наших электродов на частоте 1 кГц составляло 36,54 ± 0,88 кОм при расчетной площади электрода 0,04. Это соответствует электрохимическому сопротивлению 1,15 Ом/см 9 .0014 2 , что ниже, чем у стандартного золота 10 Ом/см 2 [46]. Эти результаты показывают, что наш электрод подходит для внеклеточной записи отдельных или небольших популяций нейронов. Кроме того, следует учитывать поверхностный контакт в трех измерениях. Другими словами, электроактивная площадь поверхности не является площадью в 2D. Поверхность микроэлектрода в нашем производственном процессе улучшит контакт с помощью поверхностного процесса, что может увеличить трехмерные контакты для достижения более низкого импеданса на меньшей площади. Наши электроды также соответствуют требованиям по напряжению. Сообщается, что ток стимуляции для 1024-канального протеза сетчатки составляет 30–300 мкА [47]. Таким образом, требуемое напряжение соответствия формирователя тока будет составлять до 10,8 В (умножая 300 мкА на импеданс 36,54 кОм), что может быть реализовано с помощью схемотехники.Что касается имплантации глаза, тот факт, что сетчатка является исключительно мягкой и хрупкой тканью, увеличивает сложность эпиретинальной хирургии и имплантации протезов. Соответствующая жесткость конструкции протеза необходима для облегчения имплантации во время операции, чтобы протез плотно соприкасался с ганглиозным слоем и принимал форму сетчатки без сжатия сетчатки. Однако чрезмерное увеличение жесткости протеза увеличивает механическое давление на сетчатку и может привести к повреждению тканей. С другой стороны, как особый нейроимплантат, микроэлектроды также должны быть безопасными и приемлемыми для длительного использования [22]. Чтобы спроектировать идеальный эпиретинальный микроэлектрод, необходимо учитывать соображения биологии, медицины, электротехники и машиностроения, а также химические свойства каждого компонента [48] для стимуляции сетчатки и, следовательно, зрительного пути посредством электрической стимуляции. В некоторых ранних субретинальных конструкциях в качестве источников питания использовались фотодиоды, но они вышли из строя из-за отсутствия питания.
Более поздние конструкции с питанием от внешних источников питания сообщают о замечательных успехах [7].В процессе имплантации во время операции могут возникнуть разрывы сетчатки и большие отслойки сетчатки; размещение эпиретинальных устройств на поверхности сетчатки может привести к компрессионному повреждению сетчатки. Наблюдается, что эпиретинальные устройства, закрепленные гвоздями на нормальной сетчатке, демонстрируют незначительные гистологические изменения в подлежащей сетчатке. Присутствие имплантата в глазу может вызвать пролиферацию фиброзной ткани и ее осложнения, такие как тракционная отслойка сетчатки и стрии сетчатки, которые вызывают отрыв электродов от поверхности сетчатки. Это мешает проведению тока и, следовательно, функционированию имплантата [49].].
Роджер и др. спроектированы массивы, в которых точки перегиба соединяющих линий находились под прямым углом [23]. В результате концентрация напряжений под прямым углом увеличивала вероятность разрушения в процессе изготовления.
В нашем массиве углы изгиба микроэлектродов были изменены, чтобы уменьшить концентрацию локальных напряжений, что позволило избежать разрушения в точке изгиба в процессе производства. Конструкция изогнутого угла основана на рассмотрении производственного процесса и процесса вставки электрода. При изготовлении электрода используется технология «отрыва» [37]: металлическая пленка Au была напылена и сформирована в соответствии с отводом электрода, а электроды, контактные площадки и соединительные линии находятся на этом слое. Позже, после того как маскирующий слой был удален и Cr, нанесенный на поверхность электродов, и контактные площадки подверглись коррозии, матрица была отделена от подложки путем электролиза расходуемого слоя Al. Во время процесса «отрыва» в точке перегиба соединительной линии, если она спроектирована как прямой угол, легко может произойти расслоение или излом линии из-за напряжения в точке перегиба. Также сообщалось о проблемах расслаивания во время нервной стимуляции, что могло быть связано с плохой адгезией между материалом покрытия и металлическим электродом [37]. Конструкция с изогнутым углом увеличит площадь контакта, чтобы усилить сцепление в точке перегиба.В аспекте имплантации нервов острый конец точки перегиба прямого угла имеет тенденцию вызывать повреждение окружающей нервной ткани; изогнутые углы использовались для уменьшения повреждения нервной системы в результате имплантации массива электродов [22]. Наша конструкция обеспечивает широкий диапазон гибкости массива микроэлектродов, который поможет в имплантации.
Выводы
В этом исследовании мы спроектировали, изготовили и испытали недорогую матрицу микроэлектродов с использованием Au в качестве электродных материалов и парилена-C в качестве подложки с различными шагами. Электрохимические результаты in vitro показали, что массив отвечает требованиям для стимуляции нервной ткани с точки зрения низкого импеданса и приемлемого CIC. Мы предлагаем новое решение для технологии биоэлектродов благодаря экономичным производственным процедурам, низкому импедансу и хорошей гибкости.
Это внесет большой вклад в разработку зрительных протезов.Доступность данных и материалов
Наборы данных, проанализированные в этом исследовании, можно получить у соответствующего автора по обоснованному запросу.
Сокращения
- RP:
пигментный ретинит
- Драм:
возрастная дегенерация желтого пятна
- МЭМС:
микроэлектромеханические системы
- ЭИС:
Электрохимическая импедансная спектроскопия
- Резюме:
циклическая вольтамперометрия
- PBS:
фосфатно-солевой буфер
- ЦИК:
мощность впрыска заряда
- CSC:
емкость для хранения заряда
Ссылки
«>
Сантос А., Хумаюн М.С., де Хуан Э. мл., Гринбург Р.Дж., Марш М.Дж., Клок И.Б., Милам А.Х. Сохранение внутренней части сетчатки при пигментном ретините. Морфометрический анализ. Арка Офтальмол. 1997; 115: 511–5. https://doi.org/10.1001/archopht.1997.01100150513011.
Артикул
Google ученый
Ким С.Ю., Садда С., Хумаюн М.С., Де Хуан Э., Мелиа Б.М., Грин В.Р. Морфометрический анализ макулы в глазах с географической атрофией вследствие возрастной макулодистрофии. Сетчатка. 2002; 22: 464–70. https://doi.org/10.1097/00006982-200208000-00011.
Артикул
Google ученый
Хартонг Д.Т., Берсон Э.Л., Дрийя Т.П. Пигментный ретинит. Ланцет. 2006; 368: 1795–809. https://doi.org/10.1016/S0140-6736(06)69740-7.
Артикул
Google ученый
Риволта С., Шэрон Д.
, ДеАнджелис М.М., Дрижа Т.П. Пигментный ретинит и родственные заболевания: многочисленные заболевания, гены и модели наследования. Генетика Хам Мол. 2002; 11:1219–27. https://doi.org/10.1093/hmg/11.10.1219.Артикул
Google ученый
Надиг М.Н. Разработка силиконового имплантата сетчатки: кортикальные вызванные потенциалы после фокальной стимуляции сетчатки кролика светом и электричеством. Клин Нейрофизиол. 1999;110:1545–53. https://doi.org/10.1016/S1388-2457(99)00027-9.
Артикул
Google ученый
Хумаюн М.С. Внутриглазной протез сетчатки. Trans Am Ophthalmol Soc. 2001; 99: 271–300. https://doi.org/10.1109/MEMB.2006.1705748.
Артикул
Google ученый
Humayun MS, Weiland JD, Fujii GY, Greenberg R, Williamson R, Little J, Mech B, Cimmarusti V, Van BG, Dagnelie G, de Juan E.
Зрительное восприятие слепого человека с хроническим микроэлектронным протезом сетчатки . Видение Рез. 2003;43:2573–81. https://doi.org/10.1016/S0042-6989(03)00457-7.Артикул
Google ученый
Мюллер Дж.К., Гриль В.М. Модельный анализ стимуляции несколькими электродами для эпиретинальных зрительных протезов. Дж. Нейронная инженерия. 2013;10:036002. https://doi.org/10.1088/1741-2560/10/3/036002.
Артикул
Google ученый
Винтер Дж., Коган С., Риццо Дж. Протезы сетчатки: текущие проблемы и перспективы на будущее. J Biomater Sci Polymer Edn. 2007;18(8):1–25. https://doi.org/10.1163/1568562077814
.
Артикул
Google ученый
Дональдсон ПЭК. Роль платиновых металлов в неврологических протезах. Plat Metals Rev. 1987; 31 (1): 2–7.
Google ученый
Чжао С., Книсли К.Е., Колеса Д.Дж., Пфингст Б.Е. Система внутрикохлеарного датчика-электрода для полностью имплантируемого кохлеарного импланта. J Acoust Soc Am. 2016;140(4):3377. https://doi.org/10.1121/1.4
1. Артикул
Google ученый
Hambrecht FT. Зрительные протезы на основе прямых интерфейсов со зрительной системой. Baillères Clin Neurol. 1995; 4: 147–65. https://doi.org/10.1002/ana.410370419.
Артикул
Google ученый
Магриби М.
, Полла Д., Роуз К., Уилсон Т., Крулевич П. Растягивающаяся микроэлектродная матрица. В: Труды второй ежегодной международной специальной тематической конференции IEEE-EMBS по микротехнологиям в медицине и биологии, Мэдисон, США, 2–4 мая 2002 г.; п. 80–3. https://doi.org/10.1109/mmb.2002.1002269.Хунг А., Чжоу Д., Гринберг Р., Джуди Дж.В. Микроэлектроды для протезов сетчатки. В: Труды 2-й ежегодной международной специальной тематической конференции IEEE-EMBS по микротехнологиям в медицине и биологии, Мэдисон, США, 2–4 мая 2002 г.; п. 76–9. https://doi.org/10.1109/mmb.2002.1002268.
Роджер Д.С., Тай Ю.К. Микроэлектронная упаковка для протезов сетчатки. IEEE Eng Med Biol Mag. 2005; 24:52–7. https://doi.org/10.1109/memb.2005.1511500.
Артикул
Google ученый
Моква В. Медицинские имплантаты на основе микросистем. Meas Sci Techn. 2007; 10:47–57.
https://doi.org/10.1088/0957-0233/18/5/R01.Артикул
Google ученый
Chloé B, Patel S, Roy A, Freda R, Greenwald S, Horsager A, Mahadevappa M, Yanai D, Matthew JM, Humayun MS, Greenberg RJ, Weiland JD, Ione F. Факторы, влияющие на пороги восприятия в протезах сетчатки . Исследование Ophthalmol Visual Sci. 2008;49:2303–14. https://doi.org/10.1167/iovs.07-0696.
Артикул
Google ученый
Коган С.Ф., Тройк П.Р., Эрлих Дж., Планте Т.Д., Детлефсен Д.Э. Асимметричные формы сигналов со смещением потенциала для введения заряда с активированными электродами из оксида иридия (airof) для нервной стимуляции. IEEE Trans Biomed Eng. 2006; 53: 327–32. https://doi.org/10.1109/ТБМЭ.2005.862572.
Артикул
Google ученый
Роуз ТЛ, Роббли ЛС. Электростимуляция электродами pt.
VIII. электрохимически безопасные пределы ввода заряда с импульсами 02 мс (нейронное приложение). IEEE Trans Biomed Eng. 1990; 37:1118–20. https://doi.org/10.1109/10.61038.Артикул
Google ученый
Li XQ, Pei WH, Tang RY, Gui Q, Guo K, Wang Y, Chen HD. Исследование гибких электродов, модифицированных оловом, чернью и железом. Sci China Technol Sci. 2011; 54:2305–9. https://doi.org/10.1007/s11431-011-4436-7.
Артикул
Google ученый
Цзян Х, Суй Х, Лу Ю, Янь Ю, Чжоу С, Ли Л, Рен QS, Чай XY. In vitro и in vivo оценка светочувствительного полиимидного тонкопленочного микроэлектродного массива, подходящего для эпиретинальной стимуляции. J Neuroeng Rehabil. 2013; 10:1–12. https://doi.org/10.1186/1743-0003-10-48.
Артикул
Google ученый
Роджер Д.
С., Фонг А.Дж., Ли В., Амери Х., Ахуджа А.К., Гутьеррес С., Лавров И., Чжун Х., Менон П.Р., Мэн Э., Бердик Дж.В., Рой Р.Р., Эдгертон В.Р., Вейлан Д.Д., Хумаюн М.С., Тай Ю.К. . Гибкая технология многоэлектродной матрицы на основе парилена для нейронной стимуляции и записи высокой плотности. Приводы датчиков Б. 2008;132:449–60. https://doi.org/10.1016/j.snb.2007.10.069.Артикул
Google ученый
Bo LI, Chun H, Ai-Lan XU, Yu-Mei X, Qiu-Shi R. Разработка и характеристика гибких нейронных микроэлектродов на основе парилена. Transd Microsyst Technol. 2007; 26:101–7. https://doi.org/10.1631/jzus.2007.A1596.
Артикул
Google ученый
PARA COAT TECHNOLOGIES. Электрические свойства парилена. https://pctconformalcoating.com/parylene/parylene-mechanical-properties/.
Махадеваппа М., Вейланд Д.
Д., Янаи Д., Файн И., Гринберг Р.Дж., Хумаюн М.С. Пороги восприятия и импеданс электродов у трех пациентов с протезами сетчатки. IEEE Trans Neural Syst Rehabil Eng. 2005;13:201–6. https://doi.org/10.1109/tnsre.2005.848687.Артикул
Google ученый
Беренд М.Р., Ахуджа А.К., Хумаюн М.С., Чоу Р.Х., Вейланд Д.Д. Разрешение эпиретинального протеза не ограничивается размером электрода. IEEE Trans Neural Syst Rehabil Eng. 2011;19(4):436–42. https://doi.org/10.1109/tnsre.2011.2140132.
Артикул
Google ученый
Franks W, Schenker I, Schmutz P, Schmutz P, Hierlemann A. Определение характеристик импеданса и моделирование электродов для биомедицинских приложений. IEEE Trans Biomed Eng. 2005;52(7):1295–302. https://doi.org/10.1109/TBME.2005.847523.
Артикул
Google ученый
«>
Warburg E. Ueber das Verhalten sogenannter unpolarisbarer Elektroden gegen Wechselstrom. Аннален дер Physik und Chemie. 1899; 67: 493–9. https://doi.org/10.1002/andp.189
302.Артикул
МАТЕМАТИКАGoogle ученый
Фрике Х. Теория электролитической поляризации. Философ Маг. 1932;7:310–8. https://doi.org/10.1080/1478644320
64. Артикул
Google ученый
Рэндлс ДЖЭБ. Кинетика быстрых электродных реакций. Обсудить Faraday Soc. 1947; 1: 11–9. https://doi.org/10.1039/DF
00011.
Артикул
Google ученый
Huang CQ, Shepherd RK, Center PM, Seligman PM, Tabor B. Электрическая стимуляция слухового нерва: измерение постоянного тока in vivo. IEEE Trans Biomed Eng. 1999;46:461–9. https://doi.org/10.1109/10.752943.
Артикул
Google ученый
«>
Тыкочински М., Дуан Ю., Табор Б., Коуэн Р.С. Хроническая электрическая стимуляция слухового нерва с использованием платиновых электродов с высокой площадью поверхности (HiQ). Услышьте рез. 2001;159(1):53–68.
Артикул
Google ученый
Бени В., Арриган Д. Массивы микроэлектродов и микроизготовленные устройства в электрохимическом стриппинг-анализе. Curr Anal Chem. 2008;4:229–41. https://doi.org/10.2174/1573411087846.
Артикул
Google ученый
Aregueta-Robles UA, Woolley AJ, Poole-Warren LA, Lovell NH. Органические покрытия электродов для нейронных интерфейсов следующего поколения. Фронт Нейроинж. 2014;7:15. https://doi.org/10.3389/fneng.2014.00015.
Артикул
Google ученый
Оннела Н., Саволайнен В., Хилтунен М., Келломяки М.
, Хиттинен Дж. Спектры импеданса платиновых электродов с полипиррольным покрытием. Опубликовано в: 35-я ежегодная международная конференция IEEE Engineering in Medicine and Biology Society (EMBS), Осака, Япония, 3–7 июля 2013 г.; п. 539–42. https://doi.org/10.1109/embc.2013.6609556.Лу Ю., Лю Х., Ричардсон А.Г. и др. Гибкая решетка нейронных электродов на основе пористого графена для микростимуляции и сенсорики коры головного мозга. Научные отчеты. 2016;6:33526. https://doi.org/10.1038/srep33526.
Артикул
Google ученый
Metallo C, белый RD, триммер BA. Гибкие массивы микроэлектродов на основе парилена для записи ЭМГ с высоким разрешением у свободно движущихся мелких животных. J Neurosci Методы. 2011;195: 176–84. https://doi.org/10.1016/j.jneumeth.2010.12.005.
Артикул
Google ученый
«>
Castagnola V, Descamps E, Lecestre A, Dahan L, Remaud L, Nowak LG, Bergaud C. Гибкие нейронные зонды на основе парилена с покрытием PEDOT для стимуляции и регистрации мозга. Биосенс Биоэлектрон. 2015;67:450–7. https://doi.org/10.1016/j.bios.2014.09.004.
Артикул
Google ученый
Mccreery DB, Agnew WF, Yuen TGH, Bullara L. Плотность заряда и заряд на фазу как кофакторы повреждения нервной системы, вызванного электрической стимуляцией. IEEE Trans Biomed Eng. 1990; 37: 96–1001. https://doi.org/10.1109/10.102812.
Артикул
Google ученый
Джонс Б.В., Ватт К.Б., Марк Р.Е. Ремоделирование сетчатки. Клин Эксп Оптомол. 2005;88(5):282–91. https://doi.org/10.1111/j.1444-0938.2005.tb06712.x.
Артикул
Google ученый
Хумаю М.С., Пропст Р.
, Хуан Э.Д., Маккормик К., Хикингботэм Д. Биполярная поверхностная электрическая стимуляция сетчатки позвоночных. Арка Офтальмол. 1994; 112:110–6. https://doi.org/10.1016/0042-6989(94)-6.
Артикул
Google ученый
Тектроникс. Справочник по измерениям низкого уровня, 7-е изд. https://www.tek.com/document/handbook/low-level-measurements-handbook.
Сакагути Х., Фудзикадо Т., Фанг Х., Канда Х., Осанай М., Накаучи К., Икуно Ю., Камей М., Яки Т., Нисимура С., Охджи М., Яги Т., Тано Ю. Трансретинальная электрическая стимуляция супрахориоидальным многоканальным электрод в глазах кролика. Jpn J Офтальмол. 2004; 48: 256–61. https://doi.org/10.1007/s10384-004-0055-1.
Артикул
Google ученый
Chen K, Lo, Y K, Liu W. A 37,6 мм 2 1024-канальный высокоэластичный аккумулятор для эпиретинальных протезов.
В: Сборник технических документов Международной конференции по твердотельным схемам IEEE 2013 г., Сан-Франциско, США, 17–21 февраля 2013 г.; п. 294–5. https://doi.org/10.1109/isscc.2013.6487741.Вонг Ю.Т., Ахнуд А., Матурана М.И., Кентлер В., Ганесан К., Грейден Д.Б., Меффин Х., Правер С., Ибботсон М.Р., Беркитт А.Н. Возможности легированных азотом ультрананокристаллических алмазных микроэлектродов для электрофизиологической регистрации нервной ткани. Фронт Биоэнг Биотехнолог. 2018;6:85. https://doi.org/10.3389/fbioe.2018.00085.
Артикул
Google ученый
Fu Y, Yuan R, Xu L, Chai Y, Zhong X, Tang D. Обнаружение безиндикаторной гибридизации ДНК с помощью eis на основе самособирающихся наночастиц золота и двухслойного двумерного 3-меркаптопропилтриметоксисилана на золотой подложке. Biochem Eng J. 2005; 23:37–44. https://doi.org/10.1016/j.bej.2004.10.008.
Артикул
Google ученый
«>
Rizzo JF, Wyatt J, Loewenstein J, Kelly S, Sbire D. Методы и пороги восприятия для кратковременной электрической стимуляции сетчатки человека с помощью массивов микроэлектродов. Методы и пороги восприятия для кратковременной электрической стимуляции сетчатки человека с помощью массивов микроэлектродов. Invest Ophthalmol Vis Sci. 2003; 44: 5355–461. https://doi.org/10.1167/iovs.02-0819.
Артикул
Google ученый
Хусейн Д., Левенштейн Д.И. Хирургические подходы к имплантации сетчаточного протеза. Международная офтальмологическая клиника. 2004;44(1):105–11. https://doi.org/10.1097/00004397-200404410-00012.
Артикул
Google ученый
Скачать ссылки
Благодарности
Золотые микроэлектродные матрицы на основе парилена-C для этого исследования были любезно предоставлены Государственной ключевой лабораторией интегрированной оптоэлектроники Института полупроводников Китайской академии наук.
Финансирование
Это исследование финансировалось Национальной ключевой программой исследований и разработок Китая (2017YFB1300301), Инициативой инновационной медицины Китайской академии медицинских наук (2016-I2 M-2-006) и Тяньцзиньским фондом естественных наук (18JCYBJC29).600).
Информация об авторе
Примечания автора
Хунъян Цуй и Сяобо Се внесли равный вклад в эту работу 236 Baidi Road, Nankai District, Tianjin, 300192, China
Hongyan Cui, Xiaobo Xie, Shengpu Xu & Yong Hu
Кафедра ортопедии и травматологии, Гонконгский университет, 12 Sandy Bay Road, Pokfulam, Hong Конг, Китай
Yong Hu
Департамент электронной инженерии, Городской университет Гонконга, Тэт Чи -авеню, Коулун, Гонконг, Китай
Линн Л. Х. Чан
Авторы
- 9005
. Вы также можете искать этого автора в
PubMed Google Scholar- Xiaobo Xie
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Академия- Shengpu Xu
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar- Leanne L.
H. ChanПросмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar- Yong Hu
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google ScholarВклады
Отдельные вклады авторов в эту статью: Курирование данных и формальный анализ, HC; Концептуализация и исследование, XX; Ресурсы, SX; Методология, LLHC; Администрирование проекта, получение финансирования и надзор, YH. Все авторы прочитали и одобрили окончательный вариант рукописи.
Автор, ответственный за переписку
Юн Ху.
Декларация этики
Согласие на публикацию
Каждый участник согласился с тем, что полученные данные могут быть использованы и оценены в дальнейшем в научных целях. Для публикации мы позаботились о том, чтобы никто не мог быть идентифицирован.
Конкурирующие интересы
Авторы заявляют об отсутствии конкурирующих интересов.
Дополнительная информация
Примечание издателя
Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Права и разрешения
Открытый доступ Эта статья распространяется в соответствии с условиями международной лицензии Creative Commons Attribution 4.0 (http://creativecommons.org/licenses/by/4.0/), которая разрешает неограниченное использование, распространение, и воспроизведение на любом носителе, при условии, что вы укажете автора(ов) оригинала и источник, предоставите ссылку на лицензию Creative Commons и укажете, были ли внесены изменения. Отказ от права Creative Commons на общественное достояние (http://creativecommons.org/publicdomain/zero/1.0/) применяется к данным, представленным в этой статье, если не указано иное.
Перепечатки и разрешения
Об этой статье
Нацеливание на субталамическое ядро для глубокой стимуляции мозга: технический подход и объединение до- и послеоперационных МРТ-изображений для определения точности размещения электродов
Текст статьи
Меню статьи
- Статья
Текст - Артикул
инфо - Цитата
Инструменты - Поделиться
- Быстрое реагирование
- Статья
метрика - Оповещения
PDF
Ориентация на субталамическое ядро для глубокой стимуляции мозга: технический подход и объединение до- и послеоперационных МРТ-изображений для определения точности размещения электродов
Бесплатно
- n a hamid,
- R D Mitchell,
- P Mocroft,
- G W M Westby,
- J Milner,
- H Pall
- Neuroscience Center, Queen Elizabeth Histor0759
- Адрес для переписки: г-жа Р. Д. Митчелл Отделение нейрохирургии, Медицинский центр королевы Елизаветы, Университетская клиника Бирмингема, Бирмингем, B15 2TH, Великобритания; Rosalind.Mitchelluhb.nhs.uk
Abstract
Цели: Определить роль магнитно-резонансной томографии (МРТ) и интраоперационной электрофизиологической записи в нацеливании на субталамическое ядро (STN) при болезни Паркинсона и определить точность размещения электродов .
Пациенты и методы: Мы имплантировали 54 электрода в STN 27 пациентам. Целевое планирование было выполнено с помощью координатных ориентиров и визуализации STN на МРТ и определено относительно средней точки линии AC-PC. Использовалась интраоперационная микроэлектродная запись. Мы скорректировали положение электродов для размещения в центре электрической активности STN и проверили это на послеоперационной МРТ в 16 случаях, которые были объединены с предоперационными изображениями для измерения фактической ошибки в размещении электродов по трем осям.
Результаты: На основании расчета координат и локализации МРТ среднее значение цели было на 11,5 мм латеральнее, на 2,5 мм кзади и на 4,1 мм ниже середины линии AC-PC. Было получено 50 хороших электрофизиологических записей STN (средняя длина 4,65 мм), и целевая точка была скорректирована в 90% случаев размещения отведений. Среднее значение конечной цели после электрофизиологической коррекции составило 11,7 мм латеральнее, 2,1 мм сзади и 3,8 мм ниже средней точки. Расстояние от центра артефакта электрода до конечной мишени, используемой после электрофизиологической регистрации на слитых изображениях, составило 0,48 мм, 0,69 мм.мм и 2,9 мм по осям x, y и z соответственно. Послеоперационных осложнений, связанных с МРТ, не наблюдалось.
Заключение: Как прямая визуализация STN на МРТ, так и интраоперационная электрофизиологическая запись важны для определения наилучшей цели. Существуют отдельные варианты расположения цели STN. Для определения активности STN на стороне, работавшей первой, требовалось меньше треков.
Наш текущий стереотаксический метод размещения электродов относительно точен.- AC, передняя комиссия
- DBS, глубокая стимуляция мозга
- МРТ, магнитно -резонансная томография
- , задний составляющий
- STN, субталамное ядро
- Deep Brain Stimulation 9000 40005. Electrophysiolos визуализация
- Болезнь Паркинсона
- субталамическое ядро
http://dx.doi.org/10.1136/jnnp.2003.032029
0061
Запросить разрешения
Если вы хотите повторно использовать часть или всю эту статью, воспользуйтесь приведенной ниже ссылкой, которая приведет вас к службе RightsLink Центра защиты авторских прав. Вы сможете получить быструю цену и мгновенное разрешение на повторное использование контента различными способами.
- AC, передняя спайка
- DBS, глубокая стимуляция мозга
- МРТ, магнитно-резонансная томография
- PC, задняя спайка
- STN, субталамическое ядро
- deep brain stimulation
- electrophysiology
- fusion
- magnetic resonance imaging
- Parkinson’s disease
- subthalamic nucleus
Since the pioneering work of Benabid et al 1 and Pollak et al 2 в 1993–1994 годах, хроническая высокочастотная стимуляция субталамического ядра (STN) стала предпочтительным хирургическим методом лечения фармакорезистентной болезни Паркинсона.
3– 5 STN приобрел популярность в качестве потенциальной мишени для лечения болезни Паркинсона в 1990 г., когда Bergman et al. обратил вспять симптомы болезни Паркинсона.Степень клинического улучшения, достигаемая с помощью глубокой стимуляции мозга (DBS), в значительной степени зависит от точности размещения электродов. 7– 9 Для локализации STN использовались различные методы. Один из методов предполагает использование атласа структур головного мозга и ранее существовавших данных, полученных работниками, имеющими значительный опыт в области стимуляции STN. 10 Полученные таким образом координаты относятся к линии, проведенной от передней спайки (AC) к задней спайке (PC). Это можно определить с помощью стереотаксической вентрикулографии или трехмерной магнитно-резонансной томографии (МРТ). Однако, поскольку этот метод не принимает во внимание индивидуальные вариации в расположении STN, прямая визуализация STN на специальных последовательностях МРТ является подходящим методом для точной локализации.
3, 7 С помощью микроэлектродов во время операции можно получить электрофизиологическую запись STN. Это обеспечивает физиологическое подтверждение цели в реальном времени и считается очень полезным дополнением к современным передовым методам визуализации мозга и локализации цели многими исследователями. 10– 12 Сообщалось, что гибридный метод, учитывающий оба описанных выше метода локализации STN, является полезной стратегией. 3 Поскольку STN представляет собой относительно небольшую структуру, размеры которой оцениваются в 9×7×5 мм, 13, 14 важно определить точное местоположение электрода, используемого для стимуляции. Послеоперационное документирование фактического местоположения электрода важно для проверки точности используемой хирургической техники и определения стимулируемой области. Эти знания при изучении в сочетании с клиническим ответом окажутся жизненно важными при определении наилучшей области для стимуляции при болезни Паркинсона.
В настоящем исследовании мы стремились оценить роль МРТ и интраоперационной электрофизиологической записи в нацеливании на STN у пациентов с болезнью Паркинсона и определить точность размещения электродов.ПАЦИЕНТЫ И МЕТОДЫ
Пациенты
В период с июня 2000 г. по июнь 2003 г. 54 электрода DBS были имплантированы 27 пациентам с болезнью Паркинсона (16 мужчин: средний возраст 55 лет, диапазон 41–66 лет; 11 женщин: средний возраст 58 лет, диапазон 49–69). Всем пациентам была выполнена двусторонняя имплантация при одной и той же операции.
Все пациенты были совместно осмотрены нейрохирургом и неврологом, и диагноз болезни Паркинсона был подтвержден более чем одним неврологом-консультантом. Постоянный хороший ответ на дофаминергическую терапию наблюдался у всех пациентов, и только тем пациентам, у которых были медикаментозно рефрактерные двигательные флуктуации, было предложено хирургическое вмешательство. Всем пациентам перед операцией проводилось психометрическое тестирование.
Информированное согласие было получено от всех пациентов.Хирургическая процедура
Накладывали стереотаксическую раму Leksell-G, и пациентов доставляли в кабинет МРТ (Siemens Magnetom Vision, Siemens AG, Medical Solutions, Эрланген, Германия), где на аппарате мощностью 1,5 Тесла были получены специальные последовательности. Были получены подготовленные намагничиванием последовательности градиентного эхо-сигнала быстрого сбора данных (MPRAGE) (толщина пластины 240 мм (эффективная толщина 2,0 мм), матрица 256×256, TR 9,7), а время сканирования составляло шесть минут и 30 секунд. Для расчетов использовалась последовательность MPRAGE (3D-съемка). Чтобы лучше определить STN, изображения, взвешенные по T2 (TR 2800, TE 90, угол поворота 90°, толщина среза 2,0 мм). Эта последовательность заняла шесть минут и 47 секунд (см. рис. 1 для МРТ, показывающей глубокие ядра). Эти параметры были использованы у последних 21 пациента в серии, поскольку было замечено, что они более четко определяют STN.
У первых шести пациентов использовалась другая последовательность (TR 6612, TE 112, угол переворота 180°, толщина среза 3 мм).Рисунок 1
Аксиальное Т2-взвешенное изображение, показывающее гипоинтенсивные глубокие ядра и субталамическое ядро.
Все изображения были переданы на рабочую станцию BrainLAB и спроецированы во всех трех измерениях (аксиальном, коронарном и сагиттальном). Были отмечены АК и ПК и определен центр линии АК-ПК. Для начальной локализации мишени мы использовали значения, предложенные Benabid et al. 9 для стимуляции STN, то есть на 12 мм латеральнее, на 3 мм кзади и на 4 мм ниже средней точки линии AC-PC. У первых шести пациентов эти рекомендации были соблюдены с небольшими изменениями, обусловленными предполагаемыми анатомическими отношениями, например, третий желудочек и красное ядро. После этого спецификации МРТ для получения Т2-взвешенных МР-изображений были изменены для более четкой визуализации STN и других ядер (см.
спецификации МРТ выше). Из-за улучшенной визуализации STN в остальных позициях (n = 42) начальные координаты цели, основанные на значениях Benabid и др. 9 были изменены, чтобы получить лучшее место в STN.Однодорожечные микроэлектродные записи (интраоперационный микроэлектрод; Medtronic Ltd, Уотфорд, Великобритания) были получены с использованием системы мониторинга нейронной активности Medtronic Leadpoint. У первоначальных восьми пациентов запись начиналась на 5 мм выше предполагаемой цели, но у последующих 19 пациентов использовался новый микропривод, и запись начиналась на 10 мм выше и продолжалась до тех пор, пока не регистрировалась дальнейшая активность STN (обычно на 5 мм ниже цели). ). По мере продвижения регистрирующего электрода вход в STN определялся внезапным увеличением плотности клеточного разряда с характерной нерегулярной картиной разряда — пиками разного размера, возникающими через случайные интервалы (рис. 2). При выходе из STN наблюдался спокойный период (фоновый шум), за которым следовала запись из черной субстанции, если запись продолжалась достаточно далеко, описываемая как высокочастотный (50–60 импульсов в секунду) разряд.
11 Были идентифицированы характерные записи STN (визуальные и звуковые) и отмечена глубина активности STN. Идентификация активности STN была основана только на визуальной идентификации исходного следа. Интраоперационная стимуляция в данном исследовании не использовалась. Если удовлетворительная запись не была получена, записывающий электрод удаляли и снова вставляли на 2 мм от исходной мишени. Изменение направления определяли после повторного изучения МР-изображений на рабочей станции BrainLAB. Была выбрана следующая лучшая цель, которая может пройти через STN.Рисунок 2
Типичная запись STN (от -5,000 мм до 0,000 мм), показывающая неравномерную картину разряда с шипами разных размеров, возникающими через случайные промежутки времени.
Центр точки наибольшей электрической активности был выбран в качестве конечной цели. Микроэлектрод был заменен постоянным четырехполярным макроэлектродом (электрод Medtronic № 3389) для нацеливания на центр электрической активности STN.
Проксимальная часть этого электрода состоит из четырех никелевых проводов, изолированных политетрафторэтиленовой оболочкой. Дистальная часть имеет четыре металлических неизолированных контакта по 1,5 мм, расположенных с интервалом 0,5 мм. Диаметр дистального электрода 1,27 мм. В зависимости от клинического ответа для стимуляции можно использовать любой из четырех контактов. В большинстве случаев боковой череп 9В этой точке было получено 0845 x лучей с усилителем изображения, тщательно расположенным так, чтобы найти целевую точку в центре колец рамки Leksell-G (рис. 3). Это должно было проверить глубину электрода. У первых 18 пациентов из-за трудностей с фиксацией выводов электродов в трепанационном отверстии было возможно некоторое смещение положения электродов по линии траектории; для исправления этого движения использовались лучи x . У последних девяти пациентов использовалось новое фиксирующее устройство Navigus Cranial Base and Cap (Image-guided Neurologics, Мельбурн, Флорида). Наконец, под общей анестезией проводники были проложены и стимулятор (Kinetra; Medtronic Ltd) был помещен подкожно в стенку грудной клетки.Рис. 3
Снимок с ЭОП во время операции, показывающий центр массива электродов в целевой точке (в центре колец рамки Leksell-G).
Послеоперационная МРТ и слияние изображений
Первым последовательным 16 пациентам послеоперационная МРТ выполнялась в плановом порядке. После изучения удовлетворительных результатов у этих 16 пациентов рутинная послеоперационная МРТ остальным пациентам не проводилась. При МРТ соблюдался строгий протокол: использовались только катушки для головы в магните 1,5 Тесла, и за пациентами наблюдали во время и после процедуры. Последовательности МРТ для послеоперационной визуализации были аналогичны предоперационной визуализации (MPRAGE; толщина пластины 240 мм (эффективная толщина 2,0 мм), матрица 256×256, TR 9.7). С помощью имеющейся в продаже программы слияния твердых тел, которая автоматически объединяет изображения путем сопоставления вокселей с вокселами (BrainLAB), до- и послеоперационные изображения были объединены для проверки точности размещения электродов путем сравнения фактического положения электродов с конечной целью, используемой после электрофизиологической записи (рис.
4). ).Рисунок 4
Совмещенные изображения МРТ до и после операции, показывающие конечную цель, использованную после электрофизиологической записи (белые крестики), наложенные на артефакты электрода (черные).
Центр артефакта отведения определяли в аксиальной плоскости, а расстояние от этой точки до конечной мишени, используемой после электрофизиологической регистрации, измеряли по осям x (медиально-латеральная) и y (передне-задняя). Это была ошибка размещения выводов в соответствующих плоскостях. Для оси z (верхняя-нижняя) была идентифицирована самая нижняя точка артефакта электрода. Центр массива электродов, который должен находиться в конечной целевой точке, находится на расстоянии 4,25 мм от этой точки. Расстояние между центром массива электродов и конечной мишенью, используемой после электрофизиологической регистрации, представляло собой ошибку по оси z.
РЕЗУЛЬТАТЫ
Локализация мишени: МРТ
Приведенные цифры для стимуляции STN: 12 мм латеральнее, 3 мм сзади и 4 мм ниже середины линии AC-PC 9 использовались только в качестве исходных рекомендаций.
У 21 пациента (42 мишени STN), у которых STN была четко визуализирована на Т2-взвешенных изображениях, мишень была перемещена на основе этой информации. Было замечено, что фактическое перемещение цели составляло 1 мм или более в 20 определениях цели по оси X (48%), 20 по оси Y (48%) и 3 по оси Z (7%). Вероятно, это отражает разницу в индивидуальной анатомии. Основываясь на хорошей визуализации STN на МРТ при последних 42 установках электродов, средняя расчетная цель составляла 11,6 (SD 0,87) мм латеральнее, 2,3 (0,85) мм сзади и 4 (0,50) мм ниже средней точки AC– Линия ПК. Включая начальные 12 размещений, в общей сложности 54 размещения, основанных на расчете координат и локализации МРТ, среднее отклонение цели составило 11,5 (1,18) мм латерально, 2,5 (0,9) мм.0) мм кзади и на 4,1 (0,53) мм книзу от середины линии AC-PC.Интраоперационная электрофизиология
Интраоперационные электрофизиологические записи для локализации STN были получены у всех пациентов. Хорошие записи были замечены в 52 местах размещения (96%).
У одного пациента, вероятно, из-за какой-то механической проблемы с используемым оборудованием, не было получено характерной записи, несмотря на использование трех разных дорожек с обеих сторон. У другого пациента, перенесшего в прошлом правостороннюю паллидотомию, активность STN регистрировалась только на 2 мм справа и на 1 мм слева. Из-за его предыдущего повреждения считалось, что попытка улучшить запись STN путем создания нескольких дорожек может привести к большему повреждению, поэтому дальнейшие дорожки не делались. В остальных 50 записях средняя длина характерной записи STN составила 4,65 мм (диапазон 3–7 мм). Типичная запись показана на рис. 2.На основании этих результатов в общей сложности 52 имплантации (пациент, у которого не наблюдалась активность STN, был исключен из статистики электрофизиологической записи), мишень была перенастроена в 47 положениях электродов (90%), чтобы лежать в центре активности STN для максимальной точности. В 18 установках электродов (35%) целевая точка была смещена на 2 мм или более по сравнению с целевой точкой, определенной на МРТ.
Среднее перемещение по оси х составило 0,42 мм, по оси у 1,0 мм и по оси z 0,88 мм. Однако наибольшее движение наблюдалось по глубине или по траектории движения электрода, которое в среднем составляло 1,19.мм.Следует понимать, что любое движение по линии или траектории электрода будет влиять на положение целевой точки по осям x, y и z в зависимости от угла траектории в коронарной и сагиттальной самолеты. Следует также отметить, что фактическая используемая траектория не соответствует ни одной из трех осей; поэтому изменение глубины электрода — это не то же самое, что изменение оси z. В этом исследовании средний угол траектории составил 17,5° в коронарной плоскости и 38° в сагиттальной плоскости. Любое перемещение по глубине электрода будет иметь небольшое влияние на целевое положение по оси x и пропорционально большее влияние по осям y и z. Приведенные выше значения, отражающие перемещение положения цели по осям x, y и z, были рассчитаны после внесения необходимых поправок с учетом углов используемых траекторий.
Дорожки
При 14 размещениях отведений необходимо было сделать более одной дорожки, чтобы получить лучшее определение электрической активности STN. Две дорожки были сделаны в 12 местах размещения и три дорожки в двух местах. Среди 12 первоначальных размещений (шесть пациентов), где STN был менее четко виден на МРТ, требовалось более одной дорожки в пяти размещениях (42% размещений электродов в этой группе). В последующих 42 размещениях (21 пациент), где специальные последовательности МРТ использовались более эффективно для определения анатомии, второй трек потребовался в девяти размещениях (21% размещения электродов).
Запись STN была лучше на той стороне, которая тестировалась первой, вторая дорожка требовалась только в 5 из 14 случаев. Во-вторых, 9/14 требовалось более одной дорожки для хорошей записи STN (35% и 64% соответственно).
Конечная мишень
Среднее значение конечной мишени, которая использовалась после электрофизиологической записи, составляла 11,7 (SD 1,30) мм латеральнее, 2,1 (1,43) мм сзади и 3,8 (1,22) мм ниже центра линии AC-PC.
(медиана: 12,0 мм, 2,30 мм и 3,8 мм соответственно). Заметные различия в этих значениях были отмечены среди пациентов во всех трех плоскостях (см. рис. 5A, B и C для осей x, y и z соответственно). Последний четырехполюсный электрод Medtronic №. 3389был размещен на определенной цели таким образом, что в каждом отдельном размещении средняя точка массива находилась на цели.Рисунок 5
Целевые значения по оси x (A), оси y (B) и оси z (C) в каждом из 54 мест размещения. Видна разница в расположении определенных МРТ целей (светлые квадраты) и окончательных целей после электрофизиологической корректировки (закрашенные ромбы) в каждом положении. Количество мест размещения указано в хронологическом порядке, то есть по дате размещения.
Послеоперационная МРТ и слияние изображений
Послеоперационные МРТ-изображения были объединены с предоперационными МРТ-изображениями у 16 пациентов (см. рис. 4). На аксиальных изображениях среднее расстояние от центра свинцового артефакта до конечной мишени, скорректированной после регистрации микроэлектродом, составило 0,48 (0,38) мм по оси x и 0,69 (0,58) мм по оси y.
По оси z измерялась самая нижняя точка артефакта электрода в сагиттальной и коронарной плоскостях. Из этой точки было вычтено значение 4,25 мм, чтобы получить центр массива электродов. Ошибка была 2.9(1,95) мм по оси z. Было замечено, что электроды лежат ниже конечной используемой мишени. Поскольку послеоперационная МРТ и совмещение изображений были выполнены только для первых 16 пациентов, у которых черепное основание и колпачок Navigus не использовались для фиксации, предполагается, что вероятность этой ошибки была снижена.Осложнений, связанных с послеоперационной МРТ, не наблюдалось. В это исследование были включены только те пациенты, у которых были имплантаты STN, но, возможно, стоит упомянуть, что в общей сложности 35 пациентов с глубокими стимуляторами мозга прошли послеоперационное МРТ в нашем отделении без каких-либо побочных эффектов.
ОБСУЖДЕНИЕ
Локализация мишени: МРТ
Прямая визуализация STN на Т2-взвешенных быстрых спиновых эхо-последовательностях МРТ широко освещалась.
11, 15 Многие группы используют гибридный метод локализации цели, используя прямую визуализацию STN и косвенные координаты, основанные на связи AC и PC. 3, 10, 16 Точка, которую мы использовали для первоначальной локализации цели, находилась на 12 мм латеральнее, на 3 мм кзади и на 4 мм ниже средней точки AC-PC. Используя прямую визуализацию STN в 42 размещениях отведений на МРТ, положение цели было смещено на 1 мм или более в 20 определениях цели по оси x (48%), 20 по оси y (48%) и 3 по оси z. ось (7%). В другом исследовании, посвященном этой проблеме, разница более 1 мм наблюдалась в 34% мест размещения по оси X и в 70% по оси Z. 3 В нашем исследовании, на основании МР-локализации STN в последних 42 положениях, среднее значение цели было на 11,6 мм латеральнее, на 2,3 мм кзади и на 4 мм ниже середины AC-PC. линия. Как видно из запланированных значений, показанных на рис. 5A-C, индивидуальные значения после прямой визуализации STN на МРТ значительно отличаются от рекомендуемых значений: 12 мм латеральнее, 3 мм сзади и 4 мм снизу. Эти вариации, вероятно, отражают различия в индивидуальной анатомии.В этой серии, в начальных 12 местах, где STN был менее четко виден, вторая дорожка требовалась в 42% мест по сравнению с 21% в последующих 42 местах, где STN определялся более эффективно. Улучшенные характеристики МРТ и хорошая визуализация STN оказываются полезными в нацеливании на STN. Предполагается, что с увеличением использования МРТ и более совершенных методов визуализации интраоперационная микрозапись может стать менее важной.
Локализация мишени: электрофизиология
В этой серии длина активности STN в 50 записях (92,6%) составила 4,65 мм (диапазон 3–7 мм). Bejjani et al. 11 сообщают о хорошей записи у всех своих пациентов с самой длинной записью 6–7 мм. В другом исследовании хорошая активность была зарегистрирована у 100% пациентов со средней длиной 5,4 мм (диапазон 2,2–6,6 мм). 10
В настоящем исследовании определяемая МРТ целевая точка была «точно настроена» в 90% случаев имплантации.
Большинство этих регулировок включало изменение глубины электрода. Корректировка составила более 2 мм при 35% размещении электродов. Некоторые рабочие изучали изменение положения электрода количественно. Беджани et al. 11 сообщили, что в 21% случаев окончательное расположение электродов отличалось более чем на 2 мм от исходного расчетного целевого до электрофизиологической записи. Starr и соавт. 3 сообщили о разнице более 2 мм в 19% мест установки. Интраоперационная электрофизиология привела к корректировке мишени в значительном количестве имплантаций в других опубликованных сериях. 7, 17 Несоответствие между целями, определенными различными методами стереотаксической визуализации, и целями, определенными электрофизиологически, наблюдалось различными исследователями, и было предложено множество возможных объяснений, одно из которых заключается в том, что определение координат цели не очень точно. 7, 18 Другим является искажение МР-изображения 19 , а также сдвиги мозга после того, как были получены исходные изображения.
3, 20 В этой серии пациенту, оперированному первым, требовалось меньше электрофизиологического картирования, чтобы получить хорошую запись STN. Истечение спинномозговой жидкости, происходящее в период времени до операции на второй стороне, может быть причиной мозговых сдвигов. Электрофизиология, вероятно, обеспечивает объективную оценку этих ошибок в режиме реального времени.Полезность и даже необходимость электрофизиологии до сих пор обсуждаются. Некоторые группы сообщили о хороших результатах без интраоперационной записи. 16
Траектория
Траектория или угол подхода, используемые для достижения STN, значительно различаются среди хирургов. Это влияет на электрофизиологические записи, поскольку записываемая область может варьироваться. По сравнению с нашим средним углом 17,5° в коронарной проекции, Bejjani et al 11 использовал немного больший латерально-медиальный угол 20–30° от вертикали. С другой стороны, Starr et al.
3 использовали более медиальный доступ со средним углом 10,2°. Наш средний угол в сагиттальной проекции составил 38° от вертикальной плоскости. Родригес и др. 17 сообщают об аналогичной горизонтальной траектории с углом 45°, в то время как другая группа использовала более вертикальную траекторию со средним углом 29,2°. 3 Эти значения также важны при расчете величины перемещения по различным осям, если глубина электрода изменяется.Окончательное расположение мишени
В нашем исследовании среднее значение конечной мишени, используемой для имплантации (после электрофизиологических записей и коррекции), было на 11,7 (1,30) мм латеральнее, на 2,1 (1,43) мм сзади и на 3,8 (1,22) мм ниже центр линии AC-PC. В одном исследовании с использованием локализации МРТ и электрофизиологии средние координаты активных контактов составляли 11,8 мм латеральнее, 2,4 мм сзади и 3,7 мм ниже центра линии AC-PC. 3 Эти значения очень похожи на средние значения, найденные в нашей серии.
Интересно, что как в этом отчете, так и в нашем исследовании конечная используемая цель была немного впереди и выше цели, определенной Бенабидом 9.0845 и др. . 9 Следует понимать, что расположение отдельных целей значительно различалось. Следовательно, фиксированные референтные значения не могут быть рекомендованы для использования у всех пациентов без разбора. Однако было отмечено, что, хотя размещение стимулирующего электрода в центре STN дает наилучший клинический результат, соседние структуры могут использоваться в качестве альтернативных целей. 21 Послеоперационная МРТ
Безопасность МРТ с глубокими стимуляторами мозга всегда подвергалась сомнению. В дополнение к 16 случаям, представленным в этом исследовании, еще 19в нашем отделении пациенты с СКК прошли послеоперационную МРТ. Производитель этих устройств (Medtronic) продолжает предостерегать от рутинного использования послеоперационной МРТ. Многие рентгенологи по понятным причинам сопротивляются этому.
Несмотря на эти подводные камни, многие работники используют его для проверки положения лида. 3, 7, 12, 22 Ни в одной из этих групп не было описано побочных эффектов. Мы использовали головные катушки и магнит на 1,5 Тесла. Эти параметры признаны безопасными. 23, 24 Электрод производит артефакт, который больше его фактического диаметра. Центр этого артефакта считался наиболее репрезентативной точкой. Хотя то же предположение использовалось для расчетов другими исследователями, 3, 25 , нет окончательного доказательства того, что фактический контакт находится в центре артефакта. Однако в недавнем исследовании, где этот вопрос рассматривался специально, было установлено, что средний диаметр артефакта электрода составляет 1,5–1,9 мм.мм (фактический диаметр стержня составляет 1,27 мм) и что центр артефакта действительно представляет собой центр электрода. 21 Ошибка в размещении электродов
Для проверки местоположения электродов и точности размещения электродов использовались различные методы.
Cuny et al. 7 использовали совмещение предоперационной МРТ с послеоперационной компьютерной томографией для определения местоположения электродов по отношению к STN. В нашей серии предоперационные МРТ-изображения (показывающие конечные целевые точки, используемые после электрофизиологической коррекции) были объединены с послеоперационными МРТ-изображениями, показывающими фактическое расположение электродов, для измерения ошибки в размещении электродов. Была использована автоматическая компьютеризированная программа слияния, согласующая воксель за вокселем. Это позволило нам увидеть положение электрода по отношению к используемой целевой точке. Это относительно новый метод, поэтому сравнительные данные в литературе отсутствуют.В недавнем исследовании, проведенном Schrader et al. , 12 , в котором использовалось слияние пред- и послеоперационных МРТ путем совместной регистрации ориентиров, предварительный обзор шести случаев выявил ошибку 0,5 мм по оси x и 2 мм по оси Z.
Наши цифры 0,48 мм, 0,69 мм и 2,9 мм по осям x, y и z соответственно сопоставимы. В аксиальной плоскости хорошее расположение электродов по осям x и y означает, что стереотаксическая техника с использованием рамы Leksell-G является достаточно точной. Однако размещение было менее точным по оси Z. К сожалению, когда точность размещения электродов была проверена у наших первых 16 пациентов, техника фиксации электрода означала, что некоторые электроды были сдвинуты ниже цели. Некоторые электроды пришлось немного отвести назад после проверки положения ЭОП (см. рис. 3). Обнаружение на МРТ того, что электроды были немного ниже, чем точка, которая фактически была целью, подтверждает нашу ожидаемую во время операции неточность при фиксации электрода в трепанационном отверстии.ЗАКЛЮЧЕНИЕ
Как прямая визуализация STN на МРТ, так и интраоперационная электрофизиологическая запись важны для определения наилучшей цели для стимуляции. Пероперационная электрофизиология определяет электрическую активность STN в режиме реального времени.
Из-за того, что существуют индивидуальные различия в анатомическом расположении STN и месте наибольшей электрической активности STN, использование фиксированных значений для нацеливания не рекомендуется. В настоящей серии было легче определить электрическую активность STN на стороне, оперируемой первой, поэтому предполагается, что в первую очередь следует нацеливаться на более пораженную сторону. Автоматическое программное обеспечение для слияния вокселов позволило нам подтвердить, что размещение стереотаксического электрода было точным, особенно при измерении в осевой плоскости по осям x и y. Послеоперационная МРТ — это безопасный и простой способ определения местоположения электродов. Следовательно, если предсказуемого клинического улучшения не происходит, можно проверить точность размещения.Благодарности
Мы благодарим доктора А. Сатклиффа, который проявил личный интерес к контролю за местной и общей анестезией на различных этапах операций, медсестру-специалиста по хирургии болезней миссис Дж.
Марти Паркинсон за ее поддержку и г-на Майкла Порта из Университета Шеффилду за разработку микропривода, первоначально использовавшегося для записи.РЕФЕРЕНЦИИ
- ↵
Benabid AL , Pollak P, Gross C, и др. Острые и отдаленные эффекты стимуляции субталамического ядра при болезни Паркинсона. Стереотактная функция Нейрохирург 1994;62:76–84.
- ↵
Pollak P , Benabid AL, Gross C, et al. Эффекты стимуляции субталамического ядра при болезни Паркинсона. Преподобный Нейрол (Париж) 1993; 149: 175–176.
- ↵
Старр PA , Кристин К.В., Теодосопулос П.В., и др. Имплантация стимуляторов глубокого мозга в субталамическое ядро: технический подход и расположение отведений, подтвержденное магнитно-резонансной томографией. Дж. Нейросург, 2002; 97:370–87.
Pahwa R , Wilkinson SB, Overman J, et al.
Двусторонняя субталамическая стимуляция у пациентов с болезнью Паркинсона: долгосрочное наблюдение. Дж. Нейрохирург 2003; 99:71–7. - ↵
Limousin P , Krack P, Pollak P, и др. Электрическая стимуляция субталамического ядра при прогрессирующей болезни Паркинсона. N Engl J Med 1998;339:1105–11.
- ↵
Бергман Х , Вичманн Т, Делонг М.Р. Реверсия экспериментального паркинсонизма за счет поражения субталамического ядра. Наука, 1990; 249:1436–8.
- ↵
Cuny E , Guehl D, Burbaud P, и др. Несоответствие между прямой магнитно-резонансной томографией и статистическим определением субталамической мишени: роль электрофизиологического контроля. Дж. Нейросург, 2002; 97:591–7.
Лимузен П. , Поллак П.
, Беназзуз А., и др. Влияние признаков и симптомов паркинсонизма на двустороннюю стимуляцию субталамического ядра. Ланцет 1995; 345: 91–5. - ↵
Бенабид А.Л. , Поллак П., Беназзуз А., и др. Гренобльские рекомендации по глубокой стимуляции мозга, на Первом Европейском симпозиуме по стимуляции при болезни Паркинсона. Гренобль, Франция: Гренобльский университет Жозефа Фурье, 1998:13.
- ↵
Зоненшайн М , Резай А.Р., Могильнер А.Ю., и др. Сравнение анатомических и нейрофизиологических методов нацеливания на субталамическое ядро. Нейрохирургия 2000;47 282–92, обсуждение 292–4.
- ↵
Bejjani BP , Dormont D, Pidoux B, и др. Двусторонняя субталамическая стимуляция при болезни Паркинсона с использованием трехмерной стереотаксической магнитно-резонансной томографии и электрофизиологического контроля.
Дж. Нейрохирург 2000; 92:615–25. - ↵
Schrader B , Hamel W, Weinert D, et al. Документация по локализации электродов. Мов Беспорядок 2002: 167–74.
- ↵
Морель А. , Маньин М., Жанмонод Д. Мультиархитектонический и стереотаксический атлас таламуса человека. J Comp Neurol1997;387:588–630 Ошибки в: J Comp Neurol1998;391:545.
- ↵
Schaltenbrand G , Wahren W. Атлас стереотаксии человеческого мозга. Нью-Йорк: Георг Тиме, 1977.
.
- ↵
Старр Пенсильвания , Vitek JL, DeLong M, и др. Стереотаксическая локализация бледного шара и субталамического ядра на основе магнитно-резонансной томографии. Нейрохирургия 1999;44:303–13.
- ↵
Voges J , Volkmann J, Allert N, et al.
Двусторонняя высокочастотная стимуляция субталамического ядра для лечения болезни Паркинсона: корреляция терапевтического эффекта с анатомическим расположением электродов. Дж Нейрохирург 2002;96: 269–79. - ↵
Rodriguez MC , Guridi OJ, Alvarez L, et al. Субталамическое ядро и тремор при болезни Паркинсона. Mov Disord 1998; 13 (дополнение 3): 111–18.
- ↵
Мерелло М , Каммарота А, Черкетти Д, и др. Несоответствие между теоретическими целями, определенными электрофизиологически и на основе вентрикулографии, для задне-вентральной паллидотомии при болезни Паркинсона. Дж. Нейрол Нейрохирург Психиатрия 2000; 69: 787–91.
- ↵
Sumanaweera TS , Adler JR Jr, Napel S, et al. Характеристика пространственных искажений в магнитно-резонансной томографии и их значение для стереотаксической хирургии.
Нейрохирургия 1994;35:696–704. - ↵
Kirschman DL , Milligan B, Wilkinson S, et al. Нацеливание микроэлектрода паллидотомии: уточнение цели на основе нейрофизиологии. Нейрохирургия 2000;46:613–22.
- ↵
Ельник Дж. , Дамье П., Демерет С., и др. Локализация стимулирующих электродов у пациентов с болезнью Паркинсона методом совместной регистрации трехмерного атласа с магнитно-резонансной томографией. Дж. Нейрохирург 2003; 99:89–99.
- ↵
Saint-Cyr JA , Hoque T, Pereira LC, и др. Локализация клинически эффективных стимулирующих электродов в субталамическом ядре человека на магнитно-резонансной томографии. Дж Нейрохирург 2002;97:1152–66.
- ↵
Rezai AR , Lozano AM, Crawley AP, et al.
Стимуляция таламуса и функциональная магнитно-резонансная томография: локализация корковой и подкорковой активации с имплантированными электродами. Техническое примечание. Дж. Нейрохирург 1999; 90:583–90. - ↵
Tronnier VM , Staubert A, Hahnel S, et al. Магнитно-резонансная томография с имплантированными нейростимуляторами: исследование in vitro и in vivo. Нейрохирургия 1999;44:118–25 обсуждение 125–6.
- ↵
Ельник Дж. , Дамьер П., Беджани Б.П., и др. Функциональное картирование бледного шара человека: контрастный эффект стимуляции внутреннего и внешнего бледного шара при болезни Паркинсона. Неврология 2000; 101:77–87.
Сноски
Прочитать полный текст или скачать PDF:
Подписаться
Войти под своим именем пользователя и паролем
Для личных счетов ИЛИ менеджеров институциональных счетов
Имя пользователя *
Пароль *
Забыли данные для входа? Зарегистрировать новую учетную запись?
Забыли имя пользователя или пароль?
Характеристика сухих электродов Ag/AgCl для переносных электрофизиологических датчиков
1 Введение
Существует множество электрофизиологических сигналов от тела, которые помогают сделать вывод о состоянии пациента.
Такая информация может быть полезна при диагностике и лечении различных заболеваний (Kamarajan and Porjesz, 2015). Однако появление симптомов может быть вызвано факторами окружающей среды вне профессионального ухода. Таким образом, носимые электрофизиологические датчики полезны для исследователей и медицинских работников для наблюдения за здоровьем и самочувствием пациента в различных условиях окружающей среды (Bonato, 2010; Borhani et al., 2021). Чтобы записи были надежным ориентиром для диагностики и исследования, необходимы электроды с хорошим контактом и качеством сигнала. Обычные электроды, используемые для электрофизиологических измерений, основаны на электролитическом геле, образующем мостик между кожей и слоем серебра/хлорида серебра (Ag/AgCl) на поверхности электрода для обеспечения хорошего электрического соединения. К сожалению, гель может вызывать раздражение, что вызывает дискомфорт у пациента, и со временем высыхает, что снижает качество сигнала и делает его неудобным для длительного использования (Myers et al. , 2015; Li et al., 2018).Так называемые «сухие» электроды не требуют геля и, таким образом, больше подходят для носимых датчиков из-за их длительного действия и возможности повторного использования (Li et al., 2018). Однако из-за отсутствия влажного электролитического материала сильное токопроводящее соединение с кожей существенно затруднено. Поэтому поддержание низкого импеданса контакта кожи с электродом гораздо важнее и труднее (Spach et al., 1966; Li et al., 2018). Чаще всего Ag/AgCl наносят непосредственно на кожу, что достаточно хорошо работает благодаря неполяризованному слою, стабильному полуклеточному потенциалу и нетоксичности (Rohaizad et al., 2019).; Мезиан и др., 2013).
К сожалению, для носимых устройств записи с сухим электродом подвержены большему шуму, если нет хорошего контакта между электродом и кожей. Поэтому обычно требуются электроды нестандартной формы, чтобы они соответствовали часто неоднородной геометрии тела или проникали в волосы (Fayyaz Shahandashti et al.
, 2019; Paul et al., 2019; Gargiulo et al., 2019). Поскольку разработчики работают над все более сложными и замысловатыми конструкциями электродов, возникает потребность в эффективном и надежном методе изготовления, применимом для различных геометрических форм, что позволяет упростить производственный процесс.В этой статье рассматриваются три метода изготовления электродов Ag/AgCl: окисление Ag в растворе хлора, гальваническое покрытие Ag и отверждение чернил Ag/AgCl. Все три метода изготовления имеют уникально разные протоколы для жизнеспособного изготовления Ag/AgCl с высокой применимостью для различных форм. Здесь мы исследуем различия в механических, электрических свойствах и свойствах согласованности сигнала, полученных каждым из этих методов. Было проведено три измерения на теле для характеристики каждого типа электродов Ag/AgCl (т. е. отбеливающих, гальванических и чернильных): электрокардиограмма (ЭКГ), которая измеряет биопотенциал сердца, слуховой устойчивый ответ (АССР), который измеряет ЭЭГ.
ответ на частотно-модулированный слуховой стимул и спектроскопию электрохимического импеданса (EIS), которая используется для характеристики импеданса контакта электрода с кожей (Posada-Quintero et al., 2015).2 Методы и материалы
2.1 Изготовление формы электрода
Чистое серебро (Ag) было впервые смоделировано в различных формах. Затем был изготовлен Ag/AgCl с модельным чистым Ag в качестве основного материала. Для электродов Ag/AgCl были изготовлены три формы: пуля, стержень и диск, потенциально подходящие для различных мест восприятия, включая грудь, кожу головы и ушные раковины. Пуля и стержень были изготовлены из проволоки Ag 10-го калибра с чистотой 99,99%. Диски 99,9% Ag Â1/2’RND 24-го калибра (Rio Grande Inc., Детройт, Мичиган, США) были приобретены на коммерческой основе.
2.2 Изготовление электродов Ag/AgCl
Для создания электродов Ag/AgCl использовались три метода изготовления: отбеливание, гальваническое покрытие и краска. Отбеленные электроды изготавливали путем погружения Ag в 6,0% гипохлорит натрия (The Clorox Company, Окленд, Калифорния, США) на 30 мин.
Электроды для гальванического покрытия были изготовлены путем подачи 3,3 В на резистор 5,1 кОм последовательно с электродами из серебра, погруженными в 1 М солевого раствора на 6 минут. Если есть участки, на которых гальваническое покрытие не произошло, участки зашлифовывают и меняют полярность для удаления слоя хлора при том же напряжении и сопротивлении. Затем полярность снова меняется на противоположную, чтобы нанести слой хлора. 1 M заменяется при повторном нанесении нового слоя. Резистор 330 Ом использовался для диска в течение 3 мин. Чернильные электроды были изготовлены путем отверждения электропроводящих чернил медицинского назначения (124-36 от Creative Materials Inc., Айер, Массачусетс, США) в конвекционной печи при 80°F в течение 20 мин. Процедура каждого метода изготовления показана на рисунке 1.РИСУНОК 1 . Схема изготовления отбеливающего электрода (A) , электрода для гальванического покрытия (B) и красящего электрода (C) .
2.3 Сканирующая электронная микроскопия и энергодисперсионная рентгеновская спектроскопия
Для характеристики морфологии поверхности и микроструктуры электродов, изготовленных каждым методом, были получены изображения, полученные с помощью сканирующей электронной микроскопии (СЭМ) и энергодисперсионной рентгеновской спектроскопии (EDX). взятые за три типа стержнеобразных электродов и стержень из чистого серебра (FEI Apreo HiVac Schottky Field Emission Scanning Electron Microscope). Для СЭМ были установлены текущие значения 0,10 нА, величина 20 000x и PW 6,74. Среднее значение диаметра гранул рассчитывали с помощью ImageJ. Для EDX использовалась настройка 30 кВ и 0,80 нА.
2.4 Измерения на теле и в физиологическом растворе
2.4.1 Электрокардиограмма
Было выполнено три измерения на теле: ЭКГ, ASSR и EIS. Для всех трех изготовленные электроды находились в сухом контакте с кожей. Записи ЭКГ отведения II отбеленных, гальванических, чернильных и влажных гелевых коммерческих электродов 3 M Red Dot (3 M, Сент-Пол, Миннесота, США) были одновременно измерены у 52-летней женщины.
Для каждого канала как отрицательные, так и положительные отведения использовали только пулевидные электроды одного и того же типа, а заземляющий вывод использовал электрод с влажным гелем для всех записей. Для ЭКГ с мокрыми электродами мокрые электроды использовались во всех трех отведениях. Прибор BioRadio допускает только одно заземление для одновременной записи, и мы выбрали электрод с влажным гелем для заземления из-за его более низкого импеданса и меньшего влияния артефактов движения, поэтому искажение сигнала в других каналах было сведено к минимуму. Электроды в форме пули использовались для всех измерений на теле, чтобы оставаться последовательным в использовании одной формы во всех записях на теле. Запись была сделана с частотой 250 Гц с использованием BioRadio и обработана с помощью BioCapture v5.5 9.0845 через Bluetooth (Great Lakes Neurotechnologies, Кливленд, Огайо, США). В Matlab R2020a был применен и проанализирован полосовой фильтр Баттерворта четвертого порядка с частотой среза 0,50 и 100 Гц вместе с режекторным фильтром Баттерворта 60 Гц второго порядка.Эпоха кривой ЭКГ была разделена путем нахождения пиков R каждого сердечного сокращения и захвата первых 70 выборок до и первых 180 выборок после, что дает период в 1 с. Среднее значение 35 эпох сигналов для каждого электрода вместе с его стандартным отклонением в виде заштрихованных полос показано на рисунке 2C. Среднее значение дисперсии в каждый момент времени эпохи вместе со значением корреляции эпох от изготовленных электродов до эпох от влажного коммерческого электрода, который является нашим золотым стандартом, было указано в легенде подграфика. Отношение средней дисперсии каждого изготовленного электрода к средней дисперсии влажного промышленного электрода показано на рисунке 2E для сравнения вариаций сигнала изготовленных электродов.
РИСУНОК 2 . Запись и анализ ЭКГ, где синий график соответствует отбеленному, оранжевый — гальванопокрытию, желтый — чернилам, а фиолетовый — мокрому промышленному электроду. (A) Записи ЭКГ электродов во времени.
(B) Размещение электродов для отведения II. (C) Подграфик среднего значения ЭКГ со средним значением и ошибкой, а также его дисперсией. (D) Наложение среднего значения кривой ЭКГ для каждого электрода. (E) Отношение средней дисперсии для отбеливателя, гальванического покрытия (EP) и чернил к средней дисперсии для мокрого.Эксперимент с артефактом движения, показанный на рис. 3, записал ЭКГ во II отведении одновременно с использованием BioRadio в трех разных состояниях, неподвижно, 90 ударов в минуту и 120 ударов в минуту для трех разных субъектов, 24-летний мужчина, 26 лет. -старый мужчина и 52-летняя женщина. Было использовано то же размещение и конфигурация электродов, что и в предыдущем эксперименте с ЭКГ, с электродами, прикрепленными к коже с помощью вспененной ленты 3M. В первом состоянии регистрировали ЭКГ испытуемого, когда он не двигался. Во втором и третьем состоянии испытуемый ходил на месте в ритме метронома в 9 часов.
0 и 120 ударов в минуту (BPM). Каждый эксперимент имел продолжительность 30 с. К необработанным данным фильтр не применялся. Регистрировали среднюю логарифмическую спектральную плотность мощности по субъектам для каждого электрода для каждого состояния вместе с площадью под кривой спектральной плотности мощности в единицах мк В 2 /Гц от 0 до 20 Гц. Единицей площади является мк В.РИСУНОК 3 . Анализ артефактов движения. Средняя логарифмическая спектральная плотность мощности записей ЭКГ еще (A) , субъект ходил на месте со скоростью 90 ударов в минуту (B) и субъект ходил на месте со скоростью 120 ударов в минуту (C) . Площадь под кривой PSD в единицах мк В 2 /Гц от 0 до 20 Гц. Единицы значений в этой таблице: мк В.
2.4.2 Слуховая стационарная реакция
Измерение ASSR выполнялось асинхронно в течение 1 минуты с отбеливающим, гальваническим и чернильным цилиндрическими электродами, а также влажным коммерческим электродом.
электроды у 24-летнего мужчины, 26-летнего мужчины и 52-летней женщины. Во время записи использовались три электрода одного и того же типа, а размещение электродов представляло собой отрицательное дифференциальное отведение на левом сосцевидном отростке, положительное дифференциальное отведение на правом лбу и заземление на левом лбу (рис. 4А). Слуховые стимулы мощностью 65 дБ представляли собой однородный белый шум с полной амплитудой, модулированной на частоте 40 Гц. ЭЭГ была измерена с частотой дискретизации 1000 Гц с помощью BioRadio и обработана с помощью BioCapture v5.5 через Bluetooth . Перед вычислением спектральной плотности мощности в Matlab фильтр не применялся. Кроме того, амплитуда пика 40 и 60 Гц была найдена в Matlab для сравнения вместе с его SNR.РИСУНОК 4 . (A) Контур головы с размещением электродов для ASSR. Средняя логарифмическая спектральная плотность мощности отбеливателя (B) , гальванического покрытия (C) , чернил (D) и влажного коммерческого (E) .
2.4.3 Спектроскопия электрохимического импеданса
Трехпроводные измерения ЭИС проводились на левой ладонной поверхности предплечья мужчине 24 лет, мужчине 26 лет и женщине 52 лет тремя пулевидными электродами из одного и того же метод изготовления в качестве рабочего, эталонного и счетчика для каждого метода изготовления. Для каждого запуска эксперимента три электрода помещали в одно и то же место на расстоянии 4 см друг от друга, где очень мало волос. Используемым оборудованием был PalmSens4 вместе с его совместимым фирменным программным обеспечением PSTrace v5.8 (PalmSens, Утрехт, Хаутен, Нидерланды). Используемые настройки: спектроскопия гальваностатического импеданса, диапазон предварительной обработки установлен от 100 пА до 100 9.0845 µ A, диапазон применяемого тока 100 µ A, фиксированный тип сканирования, i dc 0,0, i ac 0,01 и частотное сканирование. Было проведено три повторных измерения для каждого типа изготовленных электродов Ag/AgCl и влажных коммерческих электродов для каждого субъекта.
В Matlab среднее значение записей по субъектам и его стандартное отклонение в виде заштрихованных полос были нанесены на график для всех четырех типов электродов: отбеливающий, гальванический, чернильный и влажный на рис. 5.РИСУНОК 5 . (A) Установка EIS для физиологического раствора. Красный — изготовленный рабочий электрод. Синий — водный электрод сравнения Ag/AgCl. Черный — платиновый противоэлектрод. (B) Среднее сопротивление в зависимости от частоты EIS в физиологическом растворе. (C) Средняя отрицательная фаза в зависимости от частоты EIS в физиологическом растворе. (D) Установка EIS для кожи. В качестве противоэлектрода, электрода сравнения и рабочего электрода использовались электроды-пули, изготовленные по той же технологии. (E) Среднее сопротивление в зависимости от частоты EIS на коже. (F) Средняя отрицательная фаза в зависимости от частоты EIS в коже.
Для измерений EIS в солевом растворе один из изготовленных электродов, эталонный электрод Ag/AgCl [заполненный электродом с насыщенным хлоридом калия (36% вес./вес.): 199 мВ по сравнению с электродом с нормальным водородом (NHE)] и платиновый стержень в качестве рабочего, электрода сравнения и противоэлектрода использовали соответственно (Gamry Instruments, Warminster, PA, США). Каждая из них была погружена в 1 М раствор NaCl на расстоянии 2 см друг от друга. Использовались тот же прибор и программное обеспечение, за исключением применяемого диапазона тока, установленного на 1 мА вместо 100 9.0845 μ A. Вместо влажного коммерческого Ag использовали чистоту 99,99%. Было выполнено три последовательных измерения, а затем данные были обработаны в Matlab для вычисления среднего значения.
3 Результаты
3.1 Электроды
На рис. 6 показаны результаты изготовления каждого метода. Отбеливатель и гальваническое покрытие сохранили форму серебра под ним. Тем не менее, чернила имеют кажущуюся толщину, которая выходит за пределы формы Ag под ними.
Это может привести к явным вмятинам и выступам, как показано на диске, и искажению формы, как показано на наконечнике пули и стержня чернилами.РИСУНОК 6 . (A) Электроды Ag/AgCl, изготовленные с использованием различных методов изготовления для различных форм. Три формы: стержень, пуля и диск для первого, второго и третьего ряда соответственно. Отбеленные, чернильные и гальванические электроды находятся в первой, второй и третьей колонках слева направо.
3.2 Сканирующая электронная микроскопия и энергодисперсионная рентгеновская спектроскопия
На рис. 7 показаны результаты СЭМ трех изготовленных электродов. Среднее значение для пяти случайных гранул составило 0,30 9.0845 мкм мкм для чистого Ag, 0,41 мкм мкм отбеливателя, 0,88 мкм мкм гальваники и 2,7 мкм мкм чернил. Отбеленные электроды демонстрируют образование гранул, которые вырастают из первоначальной формы чистого Ag. Электроды с гальваническим покрытием демонстрируют больший размер гранул и появление близлежащих гранул.
Чернильные электроды имеют пористую структуру с слоистыми чешуйками. Согласно EDX, весовое процентное отношение Ag к Cl составило 3,87 для отбеливателя, 4,09 для гальванического покрытия и 14,36 для чернил.РИСУНОК 7 . Изображение стержневого электрода, результат EDX и изображение SEM для чистого Ag (A) , отбеливателя (B) , гальванического покрытия (C) и чернил (D) .
3.3 Спектроскопия электрохимического импеданса
Общий импеданс физиологического раствора намного ниже, чем у кожи из-за более быстрого переноса ионов в физиологическом растворе с высокой концентрацией ионов хлора. В солевом EIS изготовленные электроды имеют гораздо более низкий импеданс в порядке чернил, отбеливателя и гальванического покрытия по сравнению с чистым Ag. Для эксперимента с солевым раствором импеданс на частоте примерно 10 Гц составлял 790,22 Ом для отбеливателя, 178,19 Ом для гальванического покрытия, 22,53 Ом для чернил и 893,27 Ом для чистого серебра.
Импеданс при частоте примерно 100 Гц составлял 41,78 Ом для отбеливателя, 105,48 Ом для гальванического покрытия, 18,70 Ом для чернил и 158,72 Ом для чистого серебра. Чистый Ag обладает большей емкостью, чем изготовленные электроды, потому что он имеет более крутой наклон импеданса в зависимости от частоты. В случае ЭИС кожи мокрый электрод имел самый низкий импеданс и более высокую общую емкость, чем изготовленные электроды для сухого контакта (Chi et al., 2010). Средний импеданс чернил был ниже, чем средний импеданс отбеливателя и гальванических покрытий на всех частотах. Средний импеданс для гальваники и отбеливателя был очень похож на более низких частотах, но гальванопокрытие имело более высокий средний импеданс на более высоких частотах. Импеданс при частоте примерно 10 Гц составлял 6,2 МОм для отбеливателя, 6,5 МОм для гальванического покрытия, 4,0 МОм для чернил и 0,15 МОм для влажной рекламы. Импеданс на частоте примерно 100 Гц составлял 1,7 МОм для отбеливателя, 1,9МОм для гальванического покрытия, 0,89 МОм для чернил и 0,033 МОм для влажной рекламы.3.4 Электрокардиограмма
Отбеливатель имел самую высокую ошибку во все моменты времени, за ним следовали гальванические, чернильные и мокрые электроды. Среднее значение дисперсии каждой временной точки составляло 0,013 для отбеливателя, 0,0058 для гальванического покрытия, 0,0039 для чернил и 0,0002 для влажной рекламы. Значение корреляции составило 75,5% для отбеливателя, 84,5% для гальванического покрытия и 90,7% для чернил. Отношение средней дисперсии отбеливателя к мокрому составляет 56,59., гальваническое покрытие до намокания составляет 24,83, а чернила до намокания — 16,83.
Различия в измерениях ЭКГ, сделанных для разных типов электродов, показали очевидный минимум в комплексе QRS с центром примерно в 0,3 с на рисунке 2C. В частности, расчетная дисперсия приближается к 0 на переднем и заднем фронтах комплекса QRS, при этом сам пик R указывает на небольшую дисперсию в пользовательском электроде. Дисперсия, наблюдаемая вдоль областей P и T кривой ЭКГ, менее консервативна для трех пользовательских типов сухих электродов, но очень консервативна в области QRS.
Дисперсия коммерческого мокрого электрода, как и ожидалось, является самой низкой, с почти нулевыми значениями по всему комплексу QRS, а также в точках P и T.3.5 Слуховая реакция в устойчивом состоянии
На рисунке 3B-E логарифмическая спектральная плотность мощности пика 40 Гц составила 6,21 × 10 −11 мк В 2 × /Гц для отбеливателя, 10,20 −11 μ V 2 /Hz for the electroplating, 4.50 × 10 −11 μ V 2 /Hz for the ink, and 2.51 × 10 −12 μ V 2 900 15 / Гц для мокрой рекламы. Логарифмическая спектральная плотность мощности пика 60 Гц составила 2,76 × 10 −8 μ V 2 /Гц для отбеливателя, 3,26 × 10 −8 μ В 2 /Гц для ползутизации, 1,65 × –8 /Гц. /Гц для чернил и 5,41 × 10 −10 мк В 2 /Гц для влажной рекламы.
ОСШ ASSR был рассчитан путем отношения PSD в единицах мк В 2 /Гц при 40 Гц к средней PSD в единицах мк В 2 /Гц от 35 до 45 Гц, за исключением 40 Гц (Kaveh et al.
, 2020). SNR составил 32,14 для отбеливателя, 65,78 для гальванического покрытия, 74,53 для чернил и 5,82 для влажной рекламы.4 Обсуждение
В этом исследовании сначала рассматриваются применение и физические характеристики трех различных методов изготовления электродов Ag/AgCl. Мы показали, что каждый метод применим для различных форм, и каждый метод имеет уникальный профиль поверхности в микроскопическом масштабе на рисунках 6, 7.
Затем в этом исследовании рассматриваются различные характеристики каждого изготовления. Исследование показывает, что чернила показали наилучшие результаты из трех методов изготовления с последующим отбеливанием и гальванопокрытием в солевом растворе и EIS кожи. Однако это не подтверждает, что последние два метода изготовления не являются жизнеспособными, а также не предполагает, что протокол нельзя улучшить для повышения их производительности. Как показано в эксперименте с ЭКГ и ASSR, все электроды способны регистрировать желаемый электрофизиологический сигнал.
Кроме того, в эксперименте EIS в солевом растворе, в котором электроды, изготовленные из Ag/AgCl, сравнивались с электродами из чистого Ag, было показано, что все электроды Ag/AgCl имеют меньшие измеренные импеданс и емкость по всем направлениям. Это подтверждает общее понимание в данной области, что Ag/AgCl из-за их большей неполяризуемости и более низкого удельного сопротивления лучше подходят для поверхностного электрода с сухим контактом, чем один только Ag (Albulbul, 2016).В записях ЭКГ мы видим большую разницу между сухими индивидуальными электродами и влажными коммерческими электродами. Этого следовало ожидать при сравнении поверхностей сухого и влажного электродов, при этом граница раздела сухой электрод-кожа имеет более высокий импеданс и больший шум. Очевидно, что среди электродов, изготовленных по индивидуальному заказу, вариация была самой высокой для отбеливающего электрода и самой низкой для электродов с серебряными чернилами, которые также имели самый низкий измеренный импеданс среди электродов, изготовленных по индивидуальному заказу, в результатах EIS.
Кроме того, в эксперименте ASSR отбеливатель имел самое низкое отношение сигнал-шум из трех изготовленных электродов. Отбеленные электроды, однако, не имели самого высокого импеданса, как можно было бы ожидать из-за высокой дисперсии ЭКГ. Гальванопокрытие имело несколько более высокий импеданс и было эффективно как при записи ASSR, так и при записи ЭКГ, аналогично чернильным электродам.С точки зрения технологичности отбеливатель был лучшим, потому что большие количества можно было легко производить сразу партиями. Чернила были на втором месте, потому что купленные в продаже чернила можно легко наносить, а процесс отверждения можно проводить одновременно в конвекционной печи. Гальваника получает самый низкий балл по нашему протоколу, потому что его нужно делать по одному. По производительности чернила показали лучшие результаты в измерениях импеданса и на теле. Гальваническое покрытие действительно имело более высокий импеданс, чем отбеливатель, но имело более многообещающие биометрические записи, чем отбеливатель.
С точки зрения воспроизводимости отбеливатель и чернила были примерно одинаковыми, поскольку используемые коммерческие материалы контролировались. Тем не менее, трудно иметь постоянно определенную трехмерную форму из-за начальных этапов изготовления, требующих, чтобы чернила в жидкой форме приняли желаемую форму. Поскольку гальванопокрытие производится по одному и зависит от площади поверхности и расстояния между катодом и анодом, оценка была ниже. По стоимости отбеливатель является самым дешевым с точки зрения материалов, необходимых для изготовления больших количеств. Для гальваники требуется регулируемый источник питания, резисторы и решение, которое можно сделать с помощью простой макетной платы, 9В и регулятор напряжения. Проводящие чернила были приобретены на коммерческой основе и могут оказаться более дорогими, чем другие. В индивидуальном времени изготовления у гальванического покрытия был самый короткий протокол, за которым следовали чернила и отбеливатель. Отбеленные электроды показали наихудшие характеристики в этом наборе проверок; однако по-прежнему есть веские основания для их использования в конкретных приложениях. Например, когда обнаружение интервала R–R (сердцебиение) и недорогое последовательное массовое производство важнее, чем мониторинг клинического уровня (например, мерцательной аритмии), скажем, для потребительского фитнес-трекера отбеленные электроды из серебра с их высококонсервативным низким дисперсия в обнаружении QRS и простой протокол изготовления могут быть наиболее подходящими. Баллы на рисунке 8 были основаны на наблюдениях и результатах методов изготовления, которые мы протестировали, и могут варьироваться в зависимости от споров каждого человека о методах и их применениях. В целом, мы надеемся, что наша работа будет полезна читателям для принятия обоснованных решений после изучения методов и характеристик каждого типа электродов, прежде чем приступить к созданию своего носимого устройства.РИСУНОК 8 . Оценка технологичности, производительности, воспроизводимости, стоимости и времени изготовления электрода на основе результатов и наблюдений за текущими протоколами для трех методов изготовления.
Заявление о доступности данных
Необработанные данные, подтверждающие заключение этой статьи, будут предоставлены авторами без неоправданных оговорок.
Заявление об этике
Исследования с участием людей были рассмотрены и одобрены Институциональным контрольным советом UCSD. Участники дали письменное информированное согласие на участие в этом исследовании.
Вклад авторов
Все авторы внесли свой вклад в анализ данных, план эксперимента и содержание рукописи. ML, AP и YX провели эксперименты, обсуждение и написание рукописи.
Финансирование
Это исследование было поддержано Центром носимых датчиков UCSD, Национальными институтами здравоохранения и NBMC. Это исследование также спонсировалось Армейской исследовательской лабораторией и проводилось в соответствии с Соглашением о сотрудничестве № W911NF-20-2-0259.. Взгляды и выводы, содержащиеся в этом документе, принадлежат авторам и не должны интерпретироваться как представляющие официальную политику, выраженную или подразумеваемую, Военной исследовательской лаборатории или правительства США.
Правительство США имеет право воспроизводить и распространять репринты для правительственных целей, несмотря на какие-либо примечания об авторских правах в настоящем документе.Конфликт интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могли бы быть истолкованы как потенциальный конфликт интересов.
Примечание издателя
Все утверждения, изложенные в этой статье, принадлежат исключительно авторам и не обязательно представляют претензии их дочерних организаций или издателя, редакторов и рецензентов. Любой продукт, который может быть оценен в этой статье, или претензии, которые могут быть сделаны его производителем, не гарантируются и не поддерживаются издателем.
Благодарности
Авторы выражают благодарность Хён Джунг Киму и Мин Кю Ли за помощь в эксперименте, Эллисон Чен и Аннике Сео за рецензирование рукописи, Майклу Дж. МакБрарти за консультации по EIS и серебряным чернилам и Райану Николлу за измерения и консультации с помощью SEM и EDX.
Эта работа была частично выполнена в Нанотехнологической инфраструктуре Сан-Диего (SDNI) UCSD, члена Национальной координируемой инфраструктуры нанотехнологий (NNCI), которая поддерживается Национальным научным фондом (грант ECCS-1542148). Авторы также благодарят Роберта Са за предоставление нам оборудования для экспериментов.Ссылки
Албулбул, А. (2016). Оценка основных типов электродов для измерения биологических сигналов в режиме ожидания для современных медицинских технологий. Bioengineering 3, 20. doi:10.3390/bioengineering3030020
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Бонато, П. (2010). Носимые датчики и системы. IEEE англ. Мед. биол. Маг. 29, 25–36. doi:10.1109/MEMB.2010.
4
PubMed Abstract | Полный текст перекрестной ссылки | Академия Google
Borhani, S., Zhao, X., Kelly, M.R., Gottschalk, K.E., Yuan, F., Jicha, G.A., et al. (2021). Измерение объема рабочей памяти по дифференциальным колебаниям мозга в состоянии покоя у пожилых людей с помощью носимого устройства.
Фронт. Стареющие нейроски. 13, 36. doi:10.3389/fnagi.2021.625006CrossRef Full Text | Google Scholar
Чи, Ю.М., Юнг, Т.-П., и Каувенбергс, Г. (2010). Сухие и бесконтактные биопотенциальные электроды: методологический обзор. IEEE Rev. Biomed. англ. 3, 106–119. doi:10.1109/RBME.2010.2084078
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Файяз Шахандашти П., Пурхейроллах Х., Джаханшахи А. и Гафурифард Х. (2019). Эластичные сухие электроды с высокой конформностью на основе недорогой гибкой подложки для длительного мониторинга биопотенциалов (ЭМГ/ЭКГ). Датчики Приводы A: физ. 295, 678–686. doi:10.1016/j.sna.2019.06.041
CrossRef Полный текст | Google Scholar
Gargiulo, G., Bifulco, P., Cesarelli, M., McEwan, A., Nikpour, A., Jin, C., et al. (2019). Пассивные сухие электроды полностью открытого доступа Bioadc: открытая электроэнцефалография (ЭЭГ) заново изобретена. Sensors 19, 772.
doi:10.3390/s172
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Камараян, К., и Поржеш, Б. (2015). Успехи в электрофизиологических исследованиях. Спирт Рез. 37, 53–87.
Реферат PubMed | Google Scholar
Каве Р., Дунг Дж., Чжоу А., Швендеман К., Гопалан К., Бургхардт Ф. Л. и др. (2020). Беспроводная универсальная ушная ЭЭГ. IEEE Trans. Биомед. Цепи Сист. 14, 727–737. doi:10.1109/TBCAS.2020.3001265
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ли Г., Ван С. и Дуань Ю. Ю. (2018). На пути к электродам без проводящего геля: понимание импеданса поверхности раздела мокрого электрода, полусухого электрода и сухого электрода и кожи с использованием спектроскопии электрохимического импеданса. Датчики Приводы B: Хим. 277, 250–260. doi:10.1016/j.snb.2018.08.155
CrossRef Полный текст | Академия Google
Мезиан, Н., Вебстер, Дж. Г., Аттари, М., и Нимункар, А.
Дж. (2013). Сухие электроды для электрокардиографии. Физиол. Изм. 34, Р47–Р69. doi:10.1088/0967-3334/34/9/r47PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Майерс А.С., Хуанг Х. и Чжу Ю. (2015). Носимые серебряные нанопроволочные сухие электроды для электрофизиологического зондирования. RSC Adv. 5, 11627–11632. doi:10.1039/C4RA15101A
CrossRef Полный текст | Академия Google
Пол А., Акинин А., Ли М. С., Клеффнер М., Дайсс С. Р. и Каувенбергс Г. (2019). «Интегрированное внутриушное устройство для слуховой оценки здоровья», 41-я ежегодная международная конференция IEEE Engineering in Medicine and Biology Society (EMBC), Берлин, Германия, 23–27 июля 2019 г. (IEEE). doi:10.1109/EMBC.2019.8856455
CrossRef Полный текст | Google Scholar
Посада-Кинтеро, Х. Ф., Рейес, Б. А., Бернхэм, К., Пеннас, Дж., и Чон, К. Х. (2015). Низкоимпедансные углеродные клеящиеся электроды с длительным сроком хранения. 908:45 Энн.
Биомед. англ. 43, 2374–2382. doi:10.1007/s10439-015-1282-yPubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Рохайзад, Н., Майорга-Мартинес, К.С., Новотны, Ф., Вебстер, Р.Д., и Пумера, М. (2019). Электроды сравнения Ag/AgCl, напечатанные на 3D-принтере. Электрохимия Комм. 103, 104–108. doi:10.1016/j.elecom.2019.05.010
CrossRef Полный текст | Google Scholar
Спах М.С., Барр Р.К., Хавстад Дж.В. и Лонг Э.К. (1966). Кожный электродный импеданс и его влияние на регистрацию сердечных потенциалов. Тираж 34, 649–656. doi:10.1161/01.cir.34.4.649
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Электрод | Покемон Вики | Фэндом
в:
Покемоны электрического типа, Покемоны первого поколения, Покемоны одного типа,а также
еще 9Английский
Посмотреть источник
Кантонская форма
Хисуанская форма
Электрод
マルマイン
Поколение
Первое поколение
Эволюционная линия
Тип(ы)
Виды
Мяч Покемонов
Способности
Звукоизоляция
Статика
Последствия (HA)Предыдущий
Индекс
Следующий
Волторб
101
Exeggcute
Канто
Джото
101
121/122
Хоэнн
Синно
085/088
Н/Д
Юнова
Гора Калос
Н/Д
073
Алола
Галар
Н/Д
Н/Д
Из
Волторб
В
Нет
Пол
Вес
Бесполый
146,8 фунта.
66,6 кг
Высота
Цвет покедекса
3’11»
1,2 м
Красный
Яичная группа
Форма
Минерал
След
Плакать
Электрод
マルマイン
Поколение
Поколение VIII
Эволюционная линия
Нет линии эволюции
Тип(ы)
Виды
Сфера Покемон
Предыдущий
Индекс
Следующий
Волторб
101А
Exeggcute
Канто
Джото
Н/Д
Н/Д
Хоэнн
Синно
Н/Д
Н/Д
Унова
Калос
Н/Д
Н/Д
Алола
Галар
Н/Д
Н/Д
Начиная с
Нет
В
Нет
Пол
Вес
Бесполый
156,5 фунтов.
76,0 кг
Высота
Яичная группа
3’11»
1,2 м
Минерал
Форма
Электрод (マルマイン, Marumain ) — покемон электрического типа, представленный в Поколении I.
Имеет хисуанскую форму электрического/травяного типа, представленную в поколении VIII.
Содержание
- 1 Биология
- 1.1 Физиология
- 1.1.1 Кантонский
- 1.1.2 Хисуиан
- 1.2 Поведение
- 1.1 Физиология
- 2 Эволюция
- 3 Информация об игре
- 3.1 Записи Pokédex
- 3.2 Местоположение
- 3.3 Статистика
- 3.4 Набор для обучения
- 3.4.1 Выравнивание
- 3. 4.2 ТМ/ТМ
- 3.4.3 Разведение
- 3.4.4 Репетиторство
- 3.5 Спрайты
- 4 Аниме
- 5 Другие появления
- 5.1 Super Smash Bros./Melee/Brawl/3DS и Wii U
- 5.1.1 Описание трофея ближнего боя
- 5.1.2 Описание трофея потасовки
- 5.1.3 Описание трофея 3DS/Wii U
- 5.1 Super Smash Bros./Melee/Brawl/3DS и Wii U
- 6 Мелочи
- 6.1 Происхождение
- 6.2 Этимология
- 7 Галерея
- 7.1 Кантоновский электрод
- 7.2 Хисуйский электрод
- 8 См. также
Биология
Физиология
Кантониан
Электрод — сферический покемон, напоминающий перевернутый покебол. Его верхняя половина белая, а нижняя — красная. У Электрода два маленьких черных глаза-бусинки, большие выступающие брови и широкий озорно ухмыляющийся рот.
Hisuian
Электрод также напоминает перевернутые покеболы того времени с деревянным узором на верхней половине.
Его глаза представляют собой большие черные дыры внутри рельефного узора, напоминающего гневный взгляд. Его нижняя половина темно-красная с постоянным хмурым взглядом. Интересно, что его поверхностная ткань похожа на ткань априкорна.Поведение
Электрод — непредсказуемый и непостоянный покемон, который взорвется практически без каких-либо стимулов или провокаций. Он хранит много электричества внутри своего сферического тела и часто дрейфует по ветру, переполненный накопленным электричеством. Многие боятся его из-за его взрывного и непредсказуемого характера.
Как показано в четвертом эпизоде Pokémon Generations, Электрод способен левитировать.
Эти покемоны преобразуют солнечную энергию в электричество и хранят ее в своем животе. В гневе они выпускают эту энергию в потоки, образующие дугу в окружающем воздухе, которые, как говорят, по силе равны 20 разрядам молнии. После того, как Хисуйский Электрод высвобождается, окружающая земля часто полностью выжжена, а воздух все еще потрескивает, что является явным признаком его присутствия.
Если их отверстия забиты, они не смогут высвобождать эту энергию до тех пор, пока она не накопится достаточно, чтобы освободить пробку. Хисуианские Электроды, хотя и не такие раздражительные, как их родственники, все же вызывали страх в Хисуи из-за их способности уничтожать целые деревни сразу. Согласно легенде, одно поселение настолько устало от этих покемонов, что отправило их далеко-далеко, в далекий регион, откуда они уже никогда не смогут вернуться. Именно здесь эти Электроды стали ожесточенными и темпераментными, в конечном итоге став Волторбами и Электродами, распространенными в других частях мира.Эволюция
Электрод — это развитая форма Волторба, начиная с 30-го уровня.
Электрод Хисуиана эволюционировал из Хисуанского Вольторба с Листовым Камнем.
Информация об игре
Записи Pokédex
- Красный и Синий
Он хранит электроэнергию под очень высоким давлением. Он часто взрывается практически без провокации.
- Желтый
Сохраняет электрическую энергию внутри своего тела.
Даже малейший толчок мог спровоцировать огромный взрыв. - Золото
Это опасно. Если у него слишком много электричества и ему нечего делать, он развлекается тем, что взрывается.
- Серебро
Он хранит огромное количество электроэнергии внутри своего тела. Даже небольшой толчок заставляет его взорваться.
- Кристалл
Чем больше энергии он заряжает, тем быстрее он становится. Но это также повышает вероятность взрыва.
- Рубин
Электрод питается электричеством в атмосфере. В дни, когда ударяет молния, вы можете увидеть, как этот покемон взрывается повсюду от слишком большого количества электричества.
- Сапфир
Одной из характеристик Электрода является его притяжение к электричеству. Это проблематичный покемон, который собирается в основном на электростанциях, чтобы питаться только что выработанным электричеством.
- FireRed
Взрывается даже при незначительном раздражении. Его боятся по прозвищу «Бомба».
- LeafGreen
Аккумулирует электроэнергию под очень высоким давлением. Он часто взрывается практически без провокации.
- Изумруд
Они появляются в большом количестве на электростанциях. Поскольку они питаются электричеством, они вызывают массовые и хаотичные отключения электроэнергии в близлежащих городах.
- Алмаз
Известно, что он может дрейфовать по ветру, если он раздулся до предела из-за накопленного электричества.
- Жемчуг
Известно, что он может дрейфовать по ветру, если он раздулся до предела из-за накопленного электричества.
- Платина
Известно, что он может дрейфовать по ветру, если он раздулся до предела из-за накопленного электричества.
- HeartGold
Это опасно. Если у него слишком много электричества и ему нечего делать, он развлекается тем, что взрывается.
- SoulSilver
Он хранит огромное количество электрической энергии внутри своего тела. Даже небольшой толчок заставляет его взорваться.
- Черный
Известно, что он может дрейфовать по ветру, если он раздулся до предела из-за накопленного электричества.
- Белый
Известно, что он может дрейфовать по ветру, если он раздулся до предела из-за накопленного электричества.
- Черный 2
Известно, что он может дрейфовать по ветру, если он раздулся до предела из-за накопленного электричества.
- Белый 2
Известно, что он может дрейфовать по ветру, если он раздулся до предела из-за накопленного электричества.
- X
Он взрывается в ответ даже на незначительные раздражители. Его боятся по прозвищу «Бомба».
- Д
Он хранит огромное количество электроэнергии внутри своего тела. Даже небольшой толчок заставляет его взорваться.
- Омега Рубин
Электрод питается электричеством в атмосфере. В дни, когда ударяет молния, вы можете увидеть, как этот покемон взрывается повсюду от слишком большого количества электричества.
- Альфа Сапфир
Одной из характеристик Электрода является его притяжение к электричеству.
Это проблематичный покемон, который собирается в основном на электростанциях, чтобы питаться только что выработанным электричеством. - Пошли, Пикачу!
Сохраняет электрическую энергию внутри своего тела. Даже малейший толчок мог спровоцировать огромный взрыв.
- Поехали, Иви!
Сохраняет электрическую энергию внутри своего тела. Даже малейший толчок мог спровоцировать огромный взрыв.
Места
Места Версия(и) Район(ы) Редкость Красный и Синий Электростанция, Лазурная пещера Необычный Желтый Электростанция Два Золото и Серебро Ракетное убежище Три Кристалл Ракетное убежище Три Рубиновый и Сапфировый Нью-Мовиль, убежище команды «Магма/Аква» Редкий FireRed и LeafGreen Лазурная пещера Редкий Изумруд Нью-Мовиль, Акваубежище Редкий Алмаз и Жемчуг Эволюция Вольторб Нет Платина Эволюция Вольторб Нет HeartGold и SoulSilver Лазурная пещера, Ракетное убежище Редкий Черный и Белый Передача поке, мир грез Нет X и Y Затерянный отель Необычный Статистика
Статистика электрода HP 60
Атака 50
Оборона 70
Сп. Атк 1
Сп. Защита 1
Скорость 150
Итого 332
Статистика электродов HP 60
Атака 50
Оборона 70
Сп. Атк 1
Сп. Защита 1
Скорость 140
Итого 322
Learnset
Leveling
LevelingGeneration VII Уровень Переместить Мощность Точность ПП Тип Категория 1 Магнитный поток — —% 20 Электрический Статус 1 заряд — —% 20 Электрический Статус 1 Снасть 40 100% 35 Нормальный Физический 1 Звуковой удар — 90% 20 Нормальный Специальный 1 Жуткий импульс — 100% 15 Электрический Статус 4 Звуковой удар — 90% 20 Нормальный Специальный 6 Жуткий импульс — 100% 15 Электрический Статус 9 Искра 65 100% 20 Электрический Физический 11 Развертывание 30 90% 20 Рок Физический 13 Визг — 85% 40 Нормальный Статус 16 Зарядный луч 50 90% 10 Электрический Специальный 20 Свифт 60 —% 20 Нормальный Специальный 22 Электробол — 100% 10 Электрический Специальный 26 Самоуничтожение 200 100% 5 Нормальный Физический 29 Световой экран — —% 30 Экстрасенс Статус 36 Подъем магнита — —% 10 Электрический Статус 41 Разгрузка 80 100% 15 Электрический Специальный 47 Взрыв 250 100% 5 Нормальный Физический 54 Гироскопический шар — 100% 5 Сталь Физический 58 Зеркальное покрытие — 100% 20 Экстрасенс Специальный Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.LevelingGeneration VI Уровень Переместить Мощность Точность ПП Тип Категория Категория соревнований Обращение Варенье 1XY
1ОРАСМагнитный поток — —% 20 Электрический Статус 1 ♥ 0 ♥ 1XY
1ОРАСзаряд — —% 20 Электрический Статус 1 ♥ 0 ♥ 1XY
1ОРАССнасть 50 100% 35 Нормальный Физический 4 ♥ 0 ♥ 1XY
1ОРАСЗвуковой Бум — 90% 20 Нормальный Специальный 3 ♥ 0 ♥ 1XY
1ОРАСИскра 65 100% 20 Электрический Физический 4 ♥ 0 ♥ Н/АКСИ
4ОРАСЗвуковой удар — 90% 20 Нормальный Специальный 3 ♥ 0 ♥ 8XY
6ОРАСЖуткий импульс — 100% 15 Электрический Статус 1 ♥ 3 ♥ 12XY
9ОРАСИскра 65 100% 20 Электрический Физический 4 ♥ 0 ♥ 15XY
11ОРАСРазвертывание 30 90% 20 Рок Физический 3 ♥ 0 ♥ 19XY
13ОРАСВизг — 85% 40 Нормальный Статус 3 ♥ 0 ♥ 22XY
16ОРАСЗарядный луч 50 90% 10 Электрический Специальный 1 ♥ 0 ♥ 40XY
20ОРАССвифт 60 —% 20 Нормальный Специальный 2 ♥ 0 ♥ 29XY
22ОРАСЭлектробол — 100% 10 Электрический Специальный 3 ♥ 0 ♥ 35XY
26ОРАССамоуничтожение 200 100% 5 Нормальный Физический 8 ♥ 0 ♥ 26XY
29ОРАССветовой экран — —% 30 Экстрасенс Статус 2 ♥ 0 ♥ 46XY
36ОРАСПодъем магнита — —% 10 Электрический Статус 2 ♥ 0 ♥ Н/АКСИ
41ОРАСРазгрузка 80 100% 15 Электрический Специальный 2 ♥ 2 ♥ 57XY
47ОРАСВзрыв 250 100% 5 Нормальный Физический 8 ♥ 0 ♥ 51XY
54ОРАСГироскопический шар — 100% 5 Сталь Физический 1 ♥ 0 ♥ 62XY
58ОРАСЗеркальное покрытие — 100% 20 Экстрасенс Специальный 2 ♥ 0 ♥ 5XY
Н/АОРАССнасть 50 100% 35 Нормальный Физический 4 ♥ 0 ♥ Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.Прокачка Поколение V Уровень Переместить Мощность Точность ПП Тип Категория 1 заряд — —% 20 Электрический Статус 1 Снасть 50 100% 35 Нормальный Физический 1 Звуковой удар — 90% 20 Нормальный Специальный 1 Искра 65 100% 20 Электрический Физический 5 Снасть 50 100% 35 Нормальный Физический 8 Звуковой удар — 90% 20 Нормальный Специальный 12 Искра 65 100% 20 Электрический Физический 15 Развертывание 30 90% 20 Рок Физический 19 Визг — 85% 40 Нормальный Статус 22 Зарядный луч 50 90% 10 Электрический Специальный 26 Световой экран — —% 30 Экстрасенс Статус 29 Электробол — 100% 10 Электрический Специальный 35 Самоуничтожение 200 100% 5 Нормальный Физический 40 Свифт 60 —% 20 Нормальный Специальный 46 Подъем магнита — —% 10 Электрический Статус 51 Гироскопический шар — 100% 5 Сталь Физический 57 Взрыв 250 100% 5 Нормальный Физический 62 Зеркальное покрытие — 100% 20 Экстрасенс Специальный Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.Прокачка Поколения IV Уровень Переместить Мощность Точность ПП Тип Категория Категория соревнований Обращение 1 заряд — —% 20 Электрический Статус 0 ♥ 1 Снасть 30 95% 35 Нормальный Физический 3 ♥ 1 Звуковой удар — 90% 20 Нормальный Специальный 3 ♥ 1 Искра 65 100% 20 Электрический Физический 3 ♥ 5 Снасть 30 95% 35 Нормальный Физический 3 ♥ 8 Звуковой удар — 90% 20 Нормальный Специальный 3 ♥ 12 Искра 65 100% 20 Электрический Физический 3 ♥ 15 Развертывание 30 90% 20 Рок Физический 2 ♥ 19 Визг — 85% 40 Нормальный Статус 2 ♥ 22 Световой экран — —% 30 Экстрасенс Статус 2 ♥ 26 Зарядный луч 50 90% 10 Электрический Специальный 2 ♥ 29 Самоуничтожение 200 100% 5 Нормальный Физический 0 ♥ 35 Свифт 60 —% 20 Нормальный Специальный 2 ♥ 40 Подъем магнита — —% 10 Электрический Статус 2 ♥ 46 Гироскопический шар — 100% 5 Сталь Физический 2 ♥ 51 Взрыв 250 100% 5 Нормальный Физический 0 ♥ 57 Зеркальное покрытие — 100% 20 Экстрасенс Специальный 2 ♥ Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.Прокачка Поколения III Уровень Переместить Мощность Точность ПП Тип Категория соревнований Обращение Варенье 1 заряд — —% 20 Электрический 2 ♥ 0 ♥ 1 Снасть 35 95% 35 Нормальный 4 ♥ 0 ♥ 1 Визг — 85% 40 Нормальный 1 ♥ 3 ♥ 1 Звуковой удар — 90% 20 Нормальный 2 ♥ 0 ♥ 8 Визг — 85% 40 Нормальный 1 ♥ 3 ♥ 15 Звуковой удар — 90% 20 Нормальный 2 ♥ 0 ♥ 21 Искра 65 100% 20 Электрический 1 ♥ 4 ♥ 27 Самоуничтожение 200 100% 5 Нормальный 8 ♥ 0 ♥ 34 Развертывание 30 90% 20 Рок 3 ♥ 0 ♥ 41 Световой экран — —% 30 Экстрасенс 1 ♥ 0 ♥ 48 Свифт 60 —% 20 Нормальный 2 ♥ 0 ♥ 54 Взрыв 250 100% 5 Нормальный 8 ♥ 0 ♥ 59 Зеркальное покрытие — 100% 20 Экстрасенс 2 ♥ 0 ♥ Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.LevelingGeneration II Уровень Переместить Мощность Точность ПП Тип 1 Снасти 30 95% 35 Нормальный 1 Визг — 85% 40 Нормальный 1 Звуковой удар — 90% 20 Нормальный 1 Самоуничтожение 200 100% 5 Нормальный 9 Визг — 85% 40 Нормальный 17 Звуковой удар — 90% 20 Нормальный 23 Самоуничтожение 200 100% 5 Нормальный 29 Развертывание 30 90% 20 Рок 34 Световой экран — —% 30 Экстрасенс 40 Свифт 60 —% 20 Нормальный 44 Взрыв 250 100% 5 Нормальный 48 Зеркальное покрытие — 100% 20 Экстрасенс Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.Прокачка Поколение I Уровень Переместить Мощность Точность ПП Тип 1 Снасти 35 95% 35 Нормальный 1 Визг — 85% 40 Нормальный 1 Звуковой удар — 90% 20 Нормальный 17 Звуковой удар — 90% 20 Нормальный 22 Самоуничтожение 130 100% 5 Нормальный 29 Световой экран — —% 30 Экстрасенс 40 Свифт 60 —% 20 Нормальный 50 Взрыв 170 100% 5 Обычный Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.TM/HM
TM, TR и HM Поколение VII ТМ/ХМ/ТР Переместить Мощность Точность ПП Тип Кат. ТМ06 Токсичный — 90% 10 Яд Статус ТМ10 Скрытая сила 60 100% 15 Нормальный Специальный ТМ12 Насмешка — 100% 20 Темный Статус ТМ15 Гипер Луч 150 90% 5 Нормальный Специальный ТМ16 Световой экран — —% 30 Экстрасенс Статус ТМ17 Защитить — —% 10 Нормальный Статус ТМ18 Танец дождя — —% 5 Вода Статус ТМ21 Разочарование — 100% 20 Нормальный Физический ТМ24 Удар молнии 90 100% 15 Электрический Специальный ТМ25 Гром 110 70% 10 Электрический Специальный ТМ27 Возврат — 100% 20 Нормальный Физический ТМ32 Двойная команда — —% 15 Нормальный Статус ТМ41 Мучение — 100% 15 Темный Статус ТМ42 Фасад 70 100% 20 Нормальный Физический ТМ44 Отдых — —% 10 Экстрасенс Статус ТМ46 Вор 60 100% 25 Темный Физический ТМ48 Раунд 60 100% 15 Нормальный Специальный ТМ57 Зарядный луч 50 90% 10 Электрический Специальный ТМ64 Взрыв 250 100% 5 Нормальный Физический ТМ68 Гига Удар 150 90% 5 Нормальный Физический ТМ72 Переключатель напряжения 70 100% 20 Электрический Специальный ТМ73 Громовая волна — 90% 20 Электрический Статус ТМ74 Гироскопический шар — 100% 5 Сталь Физический ТМ87 Чванство — 85% 15 Нормальный Статус ТМ88 Разговор во сне — —% 10 Нормальный Статус ТМ90 Замена — —% 10 Нормальный Статус ТМ93 Дикий заряд 90 100% 15 Электрический Физический ТМ100 Довериться — —% 20 Нормальный Статус Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает на то, что развитая или альтернативная форма этого покемона получает STAB от этого движения.ТМ, ТР и ТМ VI поколения ТМ/ХМ/ТР Переместить Мощность Точность ПП Тип Кат. Конкурс Кат. Обращение Варенье ТМ06 Токсичный — 90% 10 Яд Статус 3 ♥ 0 ♥ ТМ10 Скрытая сила 60 100% 15 Нормальный Специальный 3 ♥ 0 ♥ ТМ12 Насмешка — 100% 20 Темный Статус 2 ♥ 1 ♥ ТМ15 Гиперлуч 150 90% 5 Нормальный Специальный 4 ♥ 4 ♥ ТМ16 Световой экран — —% 30 Экстрасенс Статус 2 ♥ 0 ♥ ТМ17 Защитить — —% 10 Нормальный Статус 2 ♥ 0 ♥ ТМ18 Танец дождя — —% 5 Вода Статус 1 ♥ 0? ♥ ТМ21 Разочарование — 100% 20 Нормальный Физический 2 ♥ 3 ♥ ТМ24 Удар молнии 90 100% 15 Электрический Специальный 4 ♥ 0 ♥ ТМ25 Гром 110 70% 10 Электрический Специальный 1 ♥ 0 ♥ ТМ27 Возврат — 100% 20 Нормальный Физический 4 ♥ 0 ♥ ТМ32 Двойная команда — —% 15 Нормальный Статус 1 ♥ 0 ♥ ТМ41 Мучение — 100% 15 Темный Статус 2 ♥ 0 ♥ ТМ42 Фасад 70 100% 20 Нормальный Физический 2 ♥ 0 ♥ ТМ44 Отдых — —% 10 Экстрасенс Статус 1 ♥ 0 ♥ ТМ46 Вор 60 100% 25 Темный Физический 1 ♥ 0 ♥ ТМ48 Раунд 60 100% 15 Нормальный Специальный 2 ♥ 0 ♥ ТМ57 Зарядный луч 50 90% 10 Электрический Специальный 1 ♥ 0 ♥ ТМ64 Взрыв 250 100% 5 Нормальный Физический 8 ♥ 0 ♥ ТМ68 Гига Удар 150 90% 5 Нормальный Физический 4 ♥ 4 ♥ ТМ70 Вспышка — 100% 20 Нормальный Статус 3 ♥ 0 ♥ ТМ72 Переключатель напряжения 70 100% 20 Электрический Специальный 4 ♥ 0 ♥ ТМ73 Громовая волна — 100% 20 Электрический Статус 1 ♥ 3 ♥ ТМ74 Гироскопический шар — 100% 5 Сталь Физический 1 ♥ 0 ♥ ТМ87 Чванство — 90% 15 Нормальный Статус 3 ♥ 0 ♥ ТМ88 Разговор во сне — —% 10 Нормальный Статус 1 ♥ 0 ♥ ТМ90 Заменитель — —% 10 Нормальный Статус 2 ♥ 0 ♥ ТМ93 Дикий заряд 90 100% 15 Электрический Физический 6 ♥ 0 ♥ ТМ94 Секретная силаORAS 70 100% 20 Нормальный Физический 1 ♥ 0 ♥ ТМ100 Довериться — —% 20 Нормальный Статус 3 ♥ 0 ♥ Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.TM, TR и ТМ поколения V ТМ/ХМ/ТР Переместить Мощность Точность ПП Тип Кат. ТМ06 Токсичный — 90% 10 Яд Статус ТМ10 Скрытая сила — 100% 15 Нормальный Специальный ТМ12 Насмешка — 100% 20 Темный Статус ТМ15 Гиперлуч 150 90% 5 Нормальный Специальный ТМ16 Световой экран — —% 30 Экстрасенс Статус ТМ17 Защитить — —% 10 Нормальный Статус ТМ18 Танец дождя — —% 5 Вода Статус ТМ21 Разочарование — 100% 20 Нормальный Физический ТМ24 Удар молнии 95 100% 15 Электрический Специальный ТМ25 Гром 120 70% 10 Электрический Специальный ТМ27 Возврат — 100% 20 Нормальный Физический ТМ32 Двойная команда — —% 15 Нормальный Статус ТМ41 Мучение — 100% 15 Темный Статус ТМ42 Фасад 70 100% 20 Нормальный Физический ТМ44 Отдых — —% 10 Экстрасенс Статус ТМ46 Вор 40 100% 10 Темный Физический ТМ48 Раунд 60 100% 15 Нормальный Специальный ТМ57 Зарядный луч 50 90% 10 Электрический Специальный ТМ64 Взрыв 250 100% 5 Нормальный Физический ТМ68 Гига Удар 150 90% 5 Нормальный Физический ТМ70 Вспышка — 100% 20 Нормальный Статус ТМ72 Переключатель напряжения 70 100% 20 Электрический Специальный ТМ73 Громовая волна — 100% 20 Электрический Статус ТМ74 Гироскопический шар — 100% 5 Сталь Физический ТМ87 Чванство — 90% 15 Нормальный Статус ТМ90 Заменитель — —% 10 Нормальный Статус ТМ93 Дикий заряд 90 100% 15 Электрический Физический Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.ТМ, ТР и ТМ IV поколения ТМ/ХМ/ТР Переместить Мощность Точность ПП Тип Кат. Конкурс Кат. Обращение ТМ06 Токсичный — 85% 10 Яд Статус 2 ♥ ТМ10 Скрытая сила — 100% 15 Нормальный Специальный 1 ♥ ТМ12 Насмешка — 100% 20 Темный Статус 0 ♥ ТМ15 Гиперлуч 150 90% 5 Нормальный Специальный 2 ♥ ТМ16 Световой экран — —% 30 Экстрасенс Статус 2 ♥ ТМ17 Защитить — —% 10 Нормальный Статус 0 ♥ ТМ18 Танец дождя — —% 5 Вода Статус 2 ♥ ТМ21 Разочарование — 100% 20 Нормальный Физический 2 ♥ ТМ24 Удар молнии 95 100% 15 Электрический Специальный 2 ♥ ТМ25 Гром 120 70% 10 Электрический Специальный 2 ♥ ТМ27 Возврат — 100% 20 Нормальный Физический 2 ♥ ТМ32 Двойная команда — —% 15 Нормальный Статус 2 ♥ ТМ34 Ударная волна 60 —% 20 Электрический Специальный 2 ♥ ТМ41 Мучение — 100% 15 Темный Статус 0 ♥ ТМ42 Фасад 70 100% 20 Нормальный Физический 2 ♥ ТМ43 Тайная сила 70 100% 20 Нормальный Физический 2 ♥ ТМ44 Отдых — —% 10 Экстрасенс Статус 0 ♥ ТМ46 Вор 40 100% 10 Темный Физический 0 ♥ ТМ57 Зарядный луч 50 90% 10 Электрический Специальный 2 ♥ ТМ58 Терпеть — —% 10 Нормальный Статус 2 ♥ ТМ64 Взрыв 250 100% 5 Нормальный Физический 0 ♥ ТМ68 Гига Удар 150 90% 5 Нормальный Физический 2 ♥ ТМ70 Вспышка — 100% 20 Нормальный Статус 2 ♥ ТМ73 Громовая волна — 100% 20 Электрический Статус 2 ♥ ТМ74 Гироскопический шар — 100% 5 Сталь Физический 2 ♥ ТМ82 Разговор во сне — —% 10 Нормальный Статус 3 ♥ ТМ83 Природный дар — 100% 15 Нормальный Физический 2 ♥ ТМ87 Чванство — 90% 15 Нормальный Статус 2 ♥ ТМ90 Заменитель — —% 10 Нормальный Статус 1 ♥ Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.TM, TR и ТМ поколения III ТМ/ХМ/ТР Переместить Мощность Точность ПП Тип Конкурс Кат. Обращение Варенье ТМ06 Токсичный — 85% 10 Яд 3 ♥ 0 ♥ ТМ10 Скрытая сила — 100% 15 Нормальный 3 ♥ 0 ♥ ТМ12 Насмешка — 100% 20 Темный 2 ♥ 0 ♥ ТМ15 Гиперлуч 150 90% 5 Нормальный 4 ♥ 4 ♥ ТМ16 Светлый экран — —% 30 Экстрасенс 1 ♥ 0 ♥ ТМ17 Защитить — —% 10 Нормальный 1 ♥ 0 ♥ ТМ18 Танец дождя — —% 5 Вода 1 ♥ 0 ♥ ТМ21 Разочарование — 100% 20 Нормальный 1 ♥ 0 ♥ ТМ24 Удар молнии 95 100% 15 Электрический 4 ♥ 0 ♥ ТМ25 Гром 120 70% 10 Электрический 2 ♥ 2 ♥ ТМ27 Возврат — 100% 20 Нормальный 1 ♥ 0 ♥ ТМ32 Двойная команда — —% 15 Нормальный 2 ♥ 0 ♥ ТМ34 Ударная волна 60 —% 20 Электрический 2 ♥ 0 ♥ ТМ41 Мучение — 100% 15 Темный 2 ♥ 0 ♥ ТМ42 Фасад 70 100% 20 Нормальный 2 ♥ 0 ♥ ТМ43 Тайная сила 70 100% 20 Нормальный 1 ♥ 0 ♥ ТМ44 Отдых — —% 10 Экстрасенс 2 ♥ 0 ♥ ТМ46 Вор 40 100% 10 Темный 1 ♥ 0 ♥ ХМ05 Вспышка — 70% 20 Нормальный 3 ♥ 0 ♥ Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.TM, TR и ТМ поколения II ТМ/ХМ/ТР Переместить Мощность Точность ПП Тип ТМ02 Удар головой 70 100% 15 Нормальный ТМ03 Проклятие — —% 10 ??? ТМ04 Развертывание 30 90% 20 Рок ТМ06 Токсичный — 85% 10 Яд ТМ07 Разрядная пушка 100 50% 5 Электрический ТМ10 Скрытая сила — 100% 15 Нормальный ТМ13 Храп 40 100% 15 Нормальный ТМ15 Гиперлуч 150 90% 5 Нормальный ТМ17 Защитить — —% 10 Нормальный ТМ18 Танец дождя — —% 5 Вода ТМ20 Терпеть — —% 10 Нормальный ТМ21 Разочарование — 100% 20 Нормальный ТМ25 Гром 120 70% 10 Электрический ТМ27 Возврат — 100% 20 Нормальный ТМ32 Двойная команда — —% 15 Нормальный ТМ34 Чванство — 90% 15 Нормальный ТМ35 Разговор во сне — —% 10 Нормальный ТМ39 Свифт 60 —% 20 Нормальный ТМ44 Отдых — —% 10 Экстрасенс ХМ05 Вспышка — 70% 20 Нормальный Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает на то, что развитая или альтернативная форма этого покемона получает STAB от этого движения.ТМ, ТР и ТМ I поколения ТМ/ХМ/ТР Переместить Мощность Точность ПП Тип ТМ06 Токсичный — 85% 10 Яд ТМ09 Снять 90 85% 20 Нормальный ТМ15 Гиперлуч 150 90% 5 Нормальный ТМ20 Ярость 20 100% 20 Нормальный ТМ24 Удар молнии 95 100% 15 Электрический ТМ25 Гром 120 70% 10 Электрический ТМ30 Телепорт — —% 20 Экстрасенс ТМ31 Мимик — —% 10 Нормальный ТМ32 Двойная команда — —% 15 Нормальный ТМ33 Отражение — —% 20 Экстрасенс ТМ34 Биде — —% 10 Нормальный ТМ36 Самоуничтожение 130 100% 5 Нормальный ТМ39 Свифт 60 —% 20 Нормальный ТМ40 Удар Черепом 100 100% 15 Нормальный ТМ44 Отдых — —% 10 Экстрасенс ТМ45 Громовая волна — 100% 20 Электрический ТМ47 Взрыв 170 100% 5 Нормальный ТМ50 Заменитель — —% 10 Нормальный ХМ05 Вспышка — 70% 20 Нормальный Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.Разведение
Электрод не учится движениям путем размножения. Репетиторство
Репетиторство Поколение VII Переместить Мощность Точность ПП Тип Категория Грубая игра USUM 95 100% 15 Темный Физический Волшебное пальто USUM — —% 15 Экстрасенс Статус Магнитный подъем USUM — —% 10 Электрический Статус Ударная волна USUM 60 —% 20 Электрический Специальный Сигнальный луч USUM 75 100% 15 Ошибка Специальный Храп USUM 50 100% 15 Нормальный Специальный Телекинез USUM — —% 15 Экстрасенс Статус Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.Репетиторство VI поколения Переместить Мощность Точность ПП Тип Категория Категория соревнований Обращение Варенье Грубая игра ORAS 95 100% 15 Темный Физический 1 ♥ 0 ♥ Волшебное пальто ORAS — —% 15 Экстрасенс Статус 2 ♥ 0 ♥ Магнитный подъем ORAS — —% 10 Электрический Статус 2 ♥ 0 ♥ Ударная волна ORAS 60 —% 20 Электрический Специальный 2 ♥ 0 ♥ Сигнальная балка ORAS 75 100% 15 Ошибка Специальный 3 ♥ 0 ♥ Храп ORAS 50 100% 15 Нормальный Специальный 4 ♥ 0 ♥ Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.Репетиторство V поколения Переместить Мощность Точность ПП Тип Категория Грубая игра 95 100% 10 Темный Физический Волшебное пальто — —% 15 Экстрасенс Статус Подъем магнита — —% 10 Электрический Статус Сигнальный луч 75 100% 15 Ошибка Специальный Разговор во сне — —% 10 Нормальный Статус Храп 40 100% 15 Нормальный Специальный Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.Репетиторство IV поколения Переместить Мощность Точность ПП Тип Категория Категория соревнований Обращение Удар головой HGSS 70 100% 15 Нормальный Физический 3 ♥ Волшебное пальто HGSS — —% 15 Экстрасенс Статус 2 ♥ Подъем магнита — —% 10 Электрический Статус 2 ♥ Развертывание 30 90% 20 Рок Физический 2 ♥ Сигнальный луч 75 100% 15 Ошибка Специальный 0 ♥ Храп 40 100% 15 Нормальный Специальный 3 ♥ Выталкиватель 80 100% 5 Темный Физический 2 ♥ Стриж 60 —% 20 Нормальный Специальный 2 ♥ Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.Репетиторство III поколения Переместить Мощность Точность ПП Тип Категория соревнований Обращение Варенье Терпеть E — —% 10 Нормальный 2 ♥ 0 ♥ Взрыв FRLGE 250 100% 5 Нормальный 8 ♥ 0 ♥ Мимик FRLGEXD — —% 10 Нормальный 1 ♥ 0 ♥ Развертывание E 30 90% 20 Рок 3 ♥ 0 ♥ Самоуничтожение XD 200 100% 5 Обычный 8 ♥ 0 ♥ Разговор во сне E — —% 10 Нормальный 3 ♥ 0 ♥ Храп E 40 100% 15 Нормальный 4 ♥ 0 ♥ Замена FRLGEXD — —% 10 Нормальный 2 ♥ 0 ♥ Swagger EXD — 90% 15 Нормальный 2 ♥ 0 ♥ Свифт E 60 —% 20 Нормальный 2 ♥ 0 ♥ Громовая волна FRLGEXD — 100% 20 Электрический 2 ♥ 1 ♥ Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.Репетиторство II поколения Переместить Мощность Точность ПП Тип Тандерболт C 95 100% 15 Электрический Жирный шрифт означает, что этот покемон получает STAB от этого движения.
Курсив указывает, что развитая или альтернативная форма этого покемона получает STAB от этого движения.Спрайты
Спрайт Электрода Красный и Синий
Спрайт Электрода Желтый
Спрайт Электрода Зеленый
Electrode’s back sprite
Electrode’s Gold sprite
Electrode’s Silver sprite
Electrode’s Crystal sprite
Electrode’s back sprite
Electrode’s Gold shiny sprite
Electrode’s Silver shiny sprite
Electrode’s Crystal shiny sprite
Electrode’s back shiny sprite
Рубиновый и сапфировый спрайт Электрода
Огненно-красный и зеленый спрайт Электрода
Изумрудный спрайт Электрода
Electrode’s back sprite
Electrode’s Ruby and Sapphire shiny sprite
Electrode’s FireRed and LeafGreen shiny sprite
Electrode’s Emerald shiny sprite
Electrode’s back shiny sprite
Electrode’s Diamond and Pearl sprite
Electrode’s Platinum sprite
Electrode’s HeartGold and Спрайт SoulSilver
Задний спрайт Электрода
Блестящий спрайт Electrode’s Diamond and Pearl
Блестящий спрайт Electrode’s Platinum
Electrode’s HeartGold and SoulSilver shiny sprite
Electrode’s back shiny sprite
Electrode’s Black and White/Black 2 & White 2 sprite
Electrode’s back sprite
Electrode’s Black and White shiny sprite
Electrode’s back shiny sprite
Electrode’s X и Y/Omega Ruby и Alpha Sapphire спрайт
Задний спрайт электрода
X и Y/Omega Ruby электрода и Alpha Sapphire блестящий спрайт
Задний блестящий спрайт электрода
Аниме
- Электрод Дэнни
- Электрод (TB116)
- Электрод начальника охраны
- Электрод Наташи
- Электрод (Поколения)
- Электрод Вискеса
Другие появления
Super Smash Bros.
/Melee/Brawl/3DS и Wii UВ оригинальной игре Smash Bros. Взрыв, наносящий урон всем игрокам рядом с ним. В сиквелах он будет выпущен случайным образом из покебола. После отпускания Электрод сделает паузу на несколько секунд, прежде чем использовать Взрыв. Его можно поднять и бросить, хотя это рискованно, поскольку Электрод нанесет вред всем, кто находится рядом с ним, включая игрока, бросившего покебол. Электрод работает в драке почти так же, как и в ближнем бою, однако иногда он не взрывается. В других случаях Электрод просто делает вид, что не взрывается, а затем внезапно взрывается через несколько секунд. Электрод появляется в четвертой части и работает так же, как и в Brawl.
Описание трофея ближнего боя
Электрод, покемон с электрическим шаром, является развитой формой Волторба. Он имеет тенденцию взрываться даже при малейшей провокации, за что получил прозвище «Разрушающий шар». Электрод — самый быстрый покемон, найденный на сегодняшний день, и его характерная окраска белого поверх красного цвета противоположна окраске Волторба.
Описание трофея Brawl
«Покемон-шар. Чем больше электричества хранится в его теле, тем быстрее он движется. Одна из опасностей накопления такого количества электричества заключается в том, что малейший раздражитель может привести к взрыву. Взрыв. Его любовь к электричеству заставляет его собираться возле электростанций».
Описание трофея 3DS/Wii U
NA : Покемон электрического типа, хранящий энергию внутри своего тела. По прозвищу «Бомба-шар», малейший удар может вывести этого покемона из себя. Если вы чувствуете себя храбрым, вы можете бросить Электрод в своих врагов, прежде чем он взорвется. Обращайтесь с ним осторожно, иначе он упадет у вас в руках!
PAL : Этот покемон электрического типа хранит в своем теле огромное количество электричества. Он также известен как Шар-бомба из-за того, что даже самое легкое прикосновение может заставить его взорваться. Иногда Электроду требуется некоторое время, чтобы использовать взрывную атаку, так что у вас может быть достаточно времени, чтобы бросить его в чью-то сторону! Чувствуете себя храбрым?
Общая информация
- В HeartGold и SoulSilver, если с персонажем игрока путешествует Электрод, если он поговорит с ним в Ракетном убежище, можно получить сообщение «Электрод дрожит» , указывающее, что он либо напуган, либо взволнован присутствием там из-за того, что Команда R использует Электрод для питания своей машины.
- Он очень похож на свою предэволюцию, Вольторб, но намного больше, 23,5 дюйма в диаметре и около 54362 кубических дюймов в объеме.
- Voltorb имеет диаметр всего 10 дюймов и объем 4189 кубических дюймов.
- Следовательно, Электрод в 2,33 раза больше по высоте и в 13 раз больше по объему.
- В Super Smash Bros. Электрод — один из покемонов, которых можно освободить из покеболов. В это время он использует движение Взрыв.
- В версиях Pokémon Red and Blue и Pokémon FireRed и LeafGreen можно получить Электрод уровня 3 в ходе внутриигровой торговли в Лаборатории киновари. Это можно сделать, поймав Пикачу 3-го уровня в Виридианском лесу, развивая его, а затем обменивая на Дорис (красный и синий) или Клифтон (огненно-красный и зеленый лист), так как до поколения V покемоны, полученные в результате внутриигровых сделок, всегда того же уровня, что и доставленный покемон.
Происхождение
Хотя Электрод и напоминает перевернутый покебол, в его основе лежит бомба или мина.
Это также может быть вдохновлено явлением шаровой молнии, поскольку известно, что последняя дрейфует в атмосфере и взрывается, когда она полна электричества. Он также может быть основан на ёкаях вида Цукумогами, неодушевленных предметах, которые обретают дух/чувство на 100-м году своего существования. Это еще раз подтверждается его предварительной эволюцией, Voltorb, который занимает 100-е место в Национальном покедексе. Это может быть похоже на архетип врага мимического типа в ролевых играх, похожий на Amoongus.Его форма Хисуи в значительной степени основана на дизайне покеболов в Хисуи, а также на «мимическом» архетипе, на котором основан Кантонский Электрод. Это также может быть основано на том факте, что покеболы можно делать из априкорнов.
Этимология
Название электрода происходит от фактического слова электрод , которое является проводником, через который электричество входит или выходит. Это также может быть комбинация электрических и взрывных 9.
0042 .Его японское имя, Marumine, происходит от maru (круг или круг) и mine (как наземная мина, которая, как известно, взрывается).
Его немецкое название Lektrobal происходит от electro и ball .
Галерея
Кантонский электрод
Форма Хисуя
Хисуанский электрод
См. также
- Pokémon.com Pokédex
- Легендарные данные покемонов
- База данных покемонов
- Pokémon Dream Данные Pokédex
- Psypokes Данные Psydex
v · d · eEvolutionary Line Vol
- | Электрод | Exeggcute →
Контент сообщества доступен по лицензии CC-BY-SA, если не указано иное.
404 — СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
404 означает, что файл не найден.
Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.Другие возможные причины
Вы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.
Если вы перейдете по своему временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле .htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневой каталог документов или вам может потребоваться повторное создание вашей учетной записи. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлы
Когда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере.
Это сообщает серверу, какой ресурс он должен использовать попытка запроса.http://example.com/example/Example/help.html
В этом примере файл должен находиться в папке public_html/example/Example/
Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра e xample и E xample не совпадают.
Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Неработающее изображение
Если на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным размером X , где отсутствует изображение. Щелкните правой кнопкой мыши на X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши страницу, затем выберите «Просмотреть информацию о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/ пример. На платформах, которые обеспечивают чувствительность к регистру PNG и png — это не одно и то же место.
Ошибки 404 после перехода по ссылкам WordPress
При работе с WordPress ошибки 404 Page Not Found часто могут возникать, когда была активирована новая тема или когда были изменены правила перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1. Исправьте постоянные ссылки
- Войдите в WordPress.
- В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете пользовательскую структуру, скопируйте или сохраните ее где-нибудь.)
- Выберите По умолчанию .
- Нажмите Сохранить настройки .
- Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.
- Нажмите Сохранить настройки .
Во многих случаях это приведет к сбросу постоянных ссылок и устранению проблемы. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Вариант 2. Измените файл .htaccess
Добавьте следующий фрагмент кода в начало файла .htaccess:
# НАЧАЛО WordPress
RewriteEngine On
RewriteBase / 9index.php$ — [L]
RewriteCond %{REQUEST_FILENAME} !-f
RewriteCond %{REQUEST_FILENAME} !-d
RewriteRule . /index.php [L]
# Конец WordPressЕсли ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .htaccess
Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле .htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассматривается, как редактировать файл в cPanel, но не то, что может потребоваться изменить. статьи и ресурсы для этой информации.)
Существует множество способов редактирования файла .htaccess
- Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
- Использовать режим редактирования программы FTP
- Использовать SSH и текстовый редактор
- Используйте файловый менеджер в cPanel
Самый простой способ отредактировать файл .
htaccess для большинства людей — через диспетчер файлов в cPanel.Как редактировать файлы .htaccess в диспетчере файлов cPanel
Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.
Откройте файловый менеджер
- Войдите в cPanel.
- В разделе «Файлы» щелкните значок File Manager .
- Установите флажок для Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, в раскрывающемся меню.
- Убедитесь, что установлен флажок Показать скрытые файлы (dotfiles) «.
- Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
- Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
Для редактирования файла .htaccess
- Щелкните правой кнопкой мыши файл . htaccess и выберите Редактировать код в меню. Кроме того, вы можете щелкнуть значок файла .htaccess, а затем Редактор кода Значок вверху страницы.
- Может появиться диалоговое окно с вопросом о кодировании. Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.
- При необходимости отредактируйте файл.
- Нажмите Сохранить изменения в правом верхнем углу, когда закончите. Изменения будут сохранены.
- Протестируйте свой веб-сайт, чтобы убедиться, что ваши изменения были успешно сохранены. Если нет, исправьте ошибку или вернитесь к предыдущей версии, пока ваш сайт снова не заработает.
- После завершения нажмите Закрыть , чтобы закрыть окно диспетчера файлов.
«Наша мечта — создать юридическую платформу, обеспечивающую полную взаимосвязь между юристами»
MR. ХУАН НИННИН ГЕНРИ | УПРАВЛЯЮЩИЙ ПАРТНЕР GRANDALL LAW FIRM (ШАНХАЙ)
Глобализация 4.
0 характеризуется крупными глобальными изменениями, вызванными такими технологиями, как искусственный интеллект, робототехника и Интернет вещей, в сочетании с быстро меняющейся экономикой. сигнал о грядущем сдвиге в глобализированных структурах — уже на нас. Поскольку он обещает освободить недавно преобразованный мир, он должен сначала преодолеть несколько серьезных препятствий, таких как социальное неравенство, нарушение трудовых отношений и протекционистские настроения. Каковы проблемы и возможности в этой все более глобализированной структуре? Для таких международных фирм, как Grandall, проблемы, вызванные глобализацией, создают возможность обслуживать постоянно растущее количество клиентов. В рамках этой новой структуры крупные трансграничные юридические фирмы должны развивать обширную глобальную сеть услуг, охватывающую множество рынков и стран. Вопрос не в том, будет ли глобализация 4.0 регулироваться многосторонними институтами, такими как ВТО, или двусторонними договоренностями.
Настоящая проблема заключается в том, что с течением времени мир постоянно развивается. Эта постоянно меняющаяся среда требует от юристов систематической адаптации к последним тенденциям мирового рынка; и это ключ. Следовательно, стратегия интернационализации Grandall направлена на развитие своих возможностей обслуживания, которые не ограничиваются нашей фирмой, но также нашими партнерами и нашей сетью.Насколько важно реформировать многосторонние организации, такие как ВТО, чтобы не отставать от сбоев, вызванных Глобализацией 4.0?
С юридической точки зрения наша точка зрения довольно проста: если поиск консенсуса требует много времени и его трудно осуществить, то должна быть проблема. Если мы посмотрим на структуру ВТО, то проблемы, с которыми мы сталкиваемся, возникают из-за позиции доминирующих экономик, таких как США, ЕС, Япония и, в последнее время, Китай. Поддержка этих экономик и вера в систему решат, могут ли быть проведены успешные реформы.
Мое личное мнение таково, что большинство стран понимают, что ВТО необходимо реформировать, чтобы она лучше соответствовала текущим тенденциям. Но поскольку все крупные экономики действуют в своих личных интересах, и поскольку эти личные интересы подвержены внезапным изменениям, эффективное решение еще предстоит найти. Примером этого аргумента является быстрое развитие Транстихоокеанского партнерства (ТТП). После многих лет переговоров при администрации Обамы первым указом, подписанным новоизбранным президентом Дональдом Дж. Трампом, был выход из ТТП. Точно так же изменился и взгляд Китая на ТТП. Если сначала КНР беспокоила соглашение, то позже оно стало одним из его сторонников. Интересно, что эти повороты произошли всего за 3 года, что показывает, что все меняется с пугающей скоростью. С американскими выборами в 2020 году, кто знает, что будет дальше?Быстрый экономический рост Китая поразил мир. Его политика реформ и открытости, а также его комплексное долгосрочное планирование привели к десятилетиям быстрого экономического роста, который превратил его экономику во вторую по величине в мире.
Тем не менее, этот процесс экономической либерализации и структурных реформ является исключительно китайским, поскольку он способствовал развитию социалистической рыночной экономики. Каковы основные факторы, способствовавшие такому быстрому росту, и какова роль частного сектора в этом развитии? Китай имеет уникальную экономическую модель под названием « социалистическая рыночная экономика с китайской спецификой». »
Важнейшей движущей силой экономического подъема Китая стало всестороннее, последовательное и систематическое планирование рыночных реформ и политики открытости. При достигнутых результатах очевидно, что стратегия Правительства увенчалась откровенным успехом. Во-вторых, важную роль сыграл национальный дух Китая. Китайская рабочая сила характеризуется трудолюбивым менталитетом и способностями к быстрому обучению. Кроме того, мы смогли использовать уже существующие передовые технологии, чтобы совершить скачок в развитии. Благодаря запоздалому экономическому подъему Китай смог воспользоваться опоздавшим преимуществом учиться у других.
Еще одним преимуществом китайского менталитета было то, что китайские граждане не являются заядлыми транжирами. По сравнению с другими группами населения, у китайцев высокая норма сбережений, которая снабжает всю систему достаточным капиталом, чтобы выдерживать финансовую неопределенность. Однако в сегодняшних условиях этот менталитет представляет собой проблему. Теперь, когда экономический рост Китая рационализировался, а международная экономика находится в состоянии постоянных колебаний, одна из стратегий правительства состоит в том, чтобы стимулировать внутренний рынок путем поощрения потребления. Эту стратегию будет сложно реализовать, потому что, чтобы побудить граждан тратить больше, вы должны изменить их привычки. Хотя этот новый менталитет уже был принят в городах первого и второго уровня, распространение его на Китай в целом будет сложным, но важным процессом. Если мы не сможем стимулировать потребление, рост ВВП может упасть ниже 6%.
В последние годы правительство подтвердило свою приверженность политике реформ и открытости.
В 2018 году Китай поднялся на поразительные 32 позиции в «рейтинге по простоте ведения бизнеса» — утвердил новый Закон об иностранных инвестициях, который обещает создать равные условия для иностранных компаний и защитить интеллектуальную собственность; и сократил свой негативный список, особенно для финансового и добывающего секторов, среди других инициатив. Насколько всеобъемлющим является новый закон об инвестициях и каковы ваши ожидания с точки зрения воздействия? Новый Закон об иностранных инвестициях будет способствовать дальнейшему стимулированию иностранных инвестиций. Сегодня три структурных типа предприятий с иностранными инвестициями (ПИИ) сталкиваются с рядом проблем. Ключевое различие между текущим законом FIE и китайским законом о компаниях заключается в корпоративной структуре. В отечественной фирме собрание акционеров является высшим органом власти. Однако в совместном предприятии (СП) совет директоров является единственным лицом, принимающим решения, и собрание акционеров не проводится.
Первый закон о совместных предприятиях был принят в 1979, более 40 лет назад. Смысл закона 1979 года заключался в том, чтобы отдать предпочтение « людям » над « акционерами ». В нормальной корпоративной структуре мажоритарный акционер будет играть гораздо более важную роль, чем миноритарный. Однако в структуре СП китайские акционеры, как правило, находились в меньшинстве, поэтому правовая логика при разработке и принятии Закона заключалась в том, чтобы отдать приоритет « человек ».
Когда реформы открытости были впервые введены в действие, список секторов, ограниченных для иностранных инвестиций, был обширным, а затем постепенно сокращался. Сегодня Китай понимает, что пришло время относиться к ПИИ и отечественным компаниям как можно более равноправно.
В соответствии с новым Законом об иностранных инвестициях выделяются две основные политики. Во-первых, это «национальный режим до учреждения». Во-вторых, негативные списки. Анализируя эту тему, важно иметь в виду, что Закон об иностранных инвестициях был принят на фоне торгового спора между США и Китаем или торговой войны между США и Китаем, в зависимости от того, как это называть.
Если сравнить действующий закон с его предшественником, который был опубликован в 2015 году Министерством торговли (МОФКОМ) под названием «Закон об инвестициях в иностранные государства», то можно заметить, что прежний документ представлял собой более объемный и сложный проект. По сравнению со 170 статьями проекта 2015 года, действующий Закон об иностранных инвестициях состоит только из 42 статей. Кроме того, правительство Китая занялось некоторыми деликатными темами, такими как структура структур с переменным интересом (VIE). Еще в 2015 году проект MOFCOM не поддерживал модель VIE, и в течение многих лет обсуждался этот вопрос. Для сравнения, Всекитайскому собранию народных представителей потребовалось всего 4 месяца, чтобы согласовать новый Закон об иностранных инвестициях.
Критики поставили под сомнение возможность реализации нового Закона об иностранных инвестициях. Насколько, по вашему мнению, это будет реализуемо?
Когда дело доходит до реализации нового закона, всегда возникают сомнения.
Но каким бы реализуемым он ни был, новый закон внесет улучшения и станет еще одним шагом в правильном направлении.При этом важно учитывать, что новый документ содержит только 42 новых положения, поэтому есть большой простор для доработки. Например, в новом Законе об иностранных инвестициях четко не разъясняется механизм охраны ИС. Хотя в самом документе этого нет, Минюст опубликовал проект этих механизмов защиты ИС всего месяц назад. В этом документе министерство изложило систему наказания за нарушение прав интеллектуальной собственности, которая в конечном итоге станет надежным механизмом.
В прошлом споры в области ИС разрешались исключительно на финансовой основе, когда нарушитель должен был выплачивать компенсацию нарушителю. Однако в будущем штрафы удвоят или утроят сумму этих репараций, и это представляет собой поистине революционное изменение.
Чтобы ориентироваться в правовой среде Китая, нужно понимать, что Китай — чрезвычайно большая страна. Чиновники из малых городов и внутренних регионов могут не знать о правовых механизмах.
Хотя они знают, что действует новый закон, они не знают, как эффективно применять новый закон. С юридической точки зрения мы должны продолжать общение с различными уровнями власти по поводу нового закона. Тем не менее видно, что у Китая есть желание меняться к лучшему.Китай присоединился к рядам наиболее улучшенной экономики в мире в простоте Всемирного банка на второй год подряд благодаря надежной программе реформ. B y Сняв бюрократическую нагрузку, оцифровав бизнес-реестр и интегрировав лицензии, коды и сертификаты в единый документ, известный как система «Пять-в-одном», КНР упростила процесс регистрации компаний. За 12 месяцев до 1 мая в стране было проведено рекордное количество бизнес-реформ – восемь. Насколько сегодня благоприятна деловая среда? И как она соотносится с другими ведущими экономиками?
Рейтинг Китая улучшился благодаря двум основным факторам. Во-первых, я считаю, что первоначальная система ранжирования не отражала истинных фактов.
Меня попросили заполнить анкету Всемирного банка «Легкость ведения бизнеса». Упомянутая анкета была, безусловно, сложной. Этот документ состоит из 10 разделов с несколькими вопросами в каждом разделе, ответы на которые даны в формате «да» или «нет». Если человек отвечает «нет», ему не нужно оправдываться соответствующими положениями закона. Однако, если кто-то говорит «да», он должен доказать свой ответ и сделать ссылки на соответствующие положения закона; настоящая юридическая работа! Субъектами, которые должны ответить на эти вопросники, являются как юристы, так и участники рынка, такие как предприятия.Занятому юристу не терпится ответить на эти вопросы более часа. Но чтобы дать качественный ответ, анкета требует трех-четырех часов работы. Подсознательно я считаю, что многие люди отвечали «нет» на множество вопросов, чтобы сократить время, затрачиваемое на анкету. Следовательно, этот механизм создает предвзятые ответы и не отражает истинных фактов.
Во-вторых, Китай смог определить юридические параметры, где необходимо обновление.
В значительной степени оценка бизнес-среды по своей сути является оценкой правовой среды. По мере того, как Правительство начало совершенствовать законы и правовые процессы, мы начали набирать очки в тех областях, где раньше их теряли. Хотя Китай по-прежнему делает акцент в определенных областях, мы должны проявлять осторожность в нашей программе реформ. Было бы несправедливо проводить ряд мер, направленных на удовлетворение иностранных инвесторов в ущерб интересам других заинтересованных сторон.Например, одним из параметров проверки «ведения бизнеса» является защита миноритарных акционеров. В указанном разделе мы теряем довольно много пунктов, один из-за ограниченной ответственности директоров в случае злоупотребления служебным положением, а другой из-за минимальной защиты, которую миноритарные акционеры могут добиваться в судебном порядке.
Если бы мы хотели повысить наш рейтинг, мы могли бы легко изменить обязанности и обязанности этих директоров. Однако это приведет к увеличению количества жалоб и не обязательно соответствует существующей структуре предприятия.
Сравнивать Китай со странами впереди нас, такими как Новая Зеландия, в какой-то степени бессмысленно, поскольку не учитываются уникальные особенности каждой страны. Хотя мы можем сравнить самые высокие мировые стандарты, реализовать каждый стандарт на практике невозможно.
Каковы конкурентные преимущества юридической фирмы Grandall?
Грандалл полагается на множество ведущих экспертов отрасли, таких как я. Лично я помогаю иностранным компаниям выходить на китайский рынок уже более 20 лет. Список американских компаний, которым я помогал, длинный и престижный. Кроме того, я имел удовольствие работать в American International Group и AIA Insurance Co. в течение длительного периода времени, что свидетельствует о моем опыте и передовом опыте.
Китай недавно запустил долгожданную доску инноваций в области науки и технологий (рынок STAR). Ожидается, что этот новый STAR Market станет ключевым каналом сбора средств для технологических компаний из множества стадий, учитывая, что его критерии менее строгие, чем у других отечественных советов директоров.
Какое влияние окажет эта плата на технологическую экосистему и на Грандалла? Grandall имеет наибольшую долю рынка IPO на рынке STAR. Для первой партии IPO нам удалось получить от 15 до 20% доли рынка.
Во время прошлогодней Китайской международной выставки импортных товаров президент Си Цзиньпин заявил, что нам необходимо создать доску, посвященную науке и технологиям. Вскоре доска была готова! Настоящая прелесть этой доски в том, что она подтолкнет наши компании к внедрению четкой системы регистрации. В будущем зарегистрированные на бирже фирмы смогут рассказывать свои истории и раскрывать общественности, кто они и чего они на самом деле стоят. Вместо того, чтобы регулирующее агентство рассматривало каждую фирму в отдельности, чтобы решить, подходит ли она для IPO, компании будут поощряться к прозрачности и проведению самоанализа с помощью посредников.
Юридическая фирма Grandall вложила значительные средства в развитие района Большого залива Жемчужной реки.
Можете ли вы рассказать нам больше о своем участии в этом мегагородском кластере? Правительство в настоящее время инвестирует в три кластера мегаполисов мирового класса. Первый — это регион Пекин-Тяньцзинь-Хэбэй, также известный как Цзин-Цзинь-Цзи. Второй — дельта реки Янцзы (YRD), а третий — район Большого залива дельты Жемчужной реки (PRD). Недавно было объявлено, что Шанхай будет возглавлять дельту реки Янцзы, которая включает в себя три региона, а именно Аньхой, Цзянсу и Чжэцзян, и один город, а именно Шанхай. На юге дельта Жемчужной реки будет включать Шэньчжэнь, Гонконг, Макао и провинции Гуандун.
Роль Grandall в каждом из этих трех кластеров Mega City заключается в том, чтобы помогать своим клиентам в оптимизации развивающейся правовой среды каждого кластера. Мы проводим обширные исследования, чтобы найти новые возможности и проанализировать обоснованность бизнес-моделей в каждом конкретном регионе. Вместе с нашими клиентами наша цель состоит в том, чтобы адаптироваться к этой новой и постоянно развивающейся среде.
В октябре 2019 года премьер-министр Ли Кэцян объявил, что Китай снимет ограничения на деятельность иностранных банков, брокерских компаний и фирм по управлению фондами. Правительство также объявило, что ограничения будут сняты досрочно. Как вы оцениваете эти объявления?
Финансовые показатели Китая уже сильны. Таким образом, я считаю, что снятие этих ограничений существенно не улучшит наши финансовые показатели. Однако такое добровольное отношение посылает миру четкий сигнал: мы стремимся к дальнейшему открытию нашей экономики.
2013 год ознаменовался началом инициативы «Один пояс, один путь» (ОПОП), первостепенного инфраструктурного проекта, направленного на интеграцию 3 континентов, более 60 стран и более 65% населения мира посредством расширенной физической и цифровой связи. Юридическая фирма Grandall создала целое бизнес-подразделение, занимающееся исследованием BRI. Какие услуги вы предлагаете организациям, участвующим в BRI?
Наши исследования начались одновременно с запуском BRI в 2013 году.
В 2015 году мы создали центр юридических исследований и обслуживания «Один пояс, один путь».Одна из корпоративных философий Грандалла заключается в том, чтобы следить за новыми разработками с юридической точки зрения. Эта приверженность новизне позволяет нам оставаться экспертами рынка и отвечать постоянно меняющимся тенденциям современности. В 2017 году мы пригласили более 50 юридических фирм из разных стран на организованный нами саммит. В конце упомянутого саммита 34 юридические фирмы, в том числе Grandall, подписали серию статей, в которых изложено создание трансграничной платформы под названием «Платформа сотрудничества юридических услуг в рамках одного пояса и одного пути». Сотрудничая с другими фирмами, наша цель состоит в том, чтобы предоставить нашим клиентам опыт, необходимый им для работы в сложной правовой среде BRI.
Подписание Платформы сотрудничества юридических услуг «Один пояс, один путь» (фото предоставлено юридической фирмой Grandall)
Существует теория, что любые два незнакомца связаны шестью уровнями знакомств.
На протяжении всей моей карьеры клиенты часто спрашивали меня, знаю ли я юристов в том или ином городе. Если бы я не знал, я мог бы представить их кому-то, кто знал. Точно так же моей личной мечтой было бы создать юридическую платформу, обеспечивающую полную взаимосвязь между юристами. Эта воображаемая платформа позволила бы любой организации, независимо от ее сектора, исследовать любую информацию, независимо от ее юридической тематики, в любом городе мира и беспрепятственно связаться с соответствующим экспертом на местах.Поскольку BRI охватывает более 60 стран, насколько сложно ориентироваться в различных правовых ландшафтах стран BRI?
Различные юридические ландшафты не представляют особой сложности. В рамках платформы Grandall BRI правовое разнообразие стран BRI гарантирует, что у каждого члена платформы есть возможности для роста. Например, слияния и поглощения обычно затрагивают более двух юрисдикций. Если американская компания стремится приобрести китайскую фирму, необходимо проанализировать юрисдикции как США, так и Китая.
Таким образом, Грандалл привык иметь дело с несколькими юрисдикционными сценариями. И здесь наша обширная партнерская сеть является преимуществом.Не могли бы вы рассказать нам об истории Грандалла и роли, которую вы играете в правовой экосистеме Китая?
Grandall была создана в 1998 году в результате слияния трех разных юридических фирм. Один базировался в Шанхае, который является предшественником шанхайского офиса Grandall, а два других базировались в Пекине и Шэньчжэне. Мы быстро наработали экспертизу для IPO и рынка ценных бумаг. Со временем мы продолжали укреплять свои позиции в этих двух сегментах.
По мере того, как мир становился все более глобализированным, крупным юридическим фирмам было важно расширить свою деятельность в разных юрисдикциях. Следовательно, мы открыли офис в Гонконге, прежде чем развернуть наше физическое присутствие в других местах. На протяжении многих лет мы инвестировали в необычные места, такие как Париж, Мадрид и Стокгольм, которые обычно не являются европейскими городами первого выбора.
Мы выбрали эти места, потому что у нас были правильные проекты, правильные клиенты и нужные люди, находящиеся в этом районе.По мере того, как Китай и Америка становились все более взаимосвязанными, наше присутствие в США становилось все более важным. Сначала мы открыли офис в Силиконовой долине, а затем открыли офис в Нью-Йорке.
Второй уровень усилий Grandall по интернационализации был создан через сеть наших партнеров. В то время как первая такая сеть была создана Grandall, мы также присутствуем в 3 других сетях, а именно, ALFA International, Interlex и APG. Каждая из этих сетей имеет разные направления. Например, APG концентрируется на странах Юго-Восточной Азии и позволяет нам иметь широкое покрытие в этом регионе.
Как текущая ситуация между США и Китаем влияет на ваших клиентов и услуги в Америке?
Рынок США уже много лет дает положительные результаты. С одной стороны, торговая война привела к резкому замедлению инвестиций в США.
С другой стороны, быстро растет количество дел, связанных с торгово-экономическими средствами правовой защиты. Строго с юридической точки зрения, количество проектов, связанных с Китаем и США, не уменьшилось, они просто изменились.Многие наблюдатели утверждают, что частичное разделение США и Китая может произойти на финансовом рынке, где китайские компании котируются на американском совете директоров. Какие выгоды могут получить американские инвесторы от покупки акций китайских компаний, зарегистрированных в США?
Если вы посмотрите на рост акций крупных китайских предприятий, они часто выглядят как беспроигрышные сценарии как для американских инвесторов, так и для китайских фирм. Большинство китайских компаний, котирующихся на фондовых биржах США, являются высококачественными предприятиями с высокими стандартами.
Однако важно отметить, что и в Китае, и в США мнения экспертов по этому вопросу расходятся. Тот факт, что Alibaba снова вышла на рынок Гонконга, свидетельствует о том, как торговый спор повлияет на будущие потоки капитала.
Schuettler M, Praetorius M, Kammer S, Schick B, Stieglitz T. Запись слуховых вызванных потенциалов у крыс с использованием 60-канальной матрицы полиимидных электродов: предварительные результаты. В: Материалы второй совместной конференции EMBS/BMES, Хьюстон, США, 23–26 октября 2002 г.; п. 2109–10. https://doi.org/10.1109/iembs.2002.1053192.
