Для чего нужен зенкер: Зенкер по металлу – зачем он нужен и что с ним делать? + Видео
Содержание
Зенкер по дереву — для чего и как сделать самому
Содержание
Введение
Раньше деревянными постройками без единого гвоздя могли похвастаться только небольшой процент древних народов, а с появлением саморезов, шурупов, других элементов, без гвоздей строиться стало все. С ростом технологий росли требования к качеству, новой ступенью стало создание зенкера по дереву.
Это приспособление создано для повышения качества соединений деревянных изделий. Благодаря этому инструменту в создании деревянных конструкций можно использовать крепежи с большими шляпками, которые не будут торчать или держаться ненадежно. Но для соответствующей работы нужно научиться различать виды насадок, уметь обращаться со столь сложным оборудованием.
Что это такое
Зенкер по дереву– это специальный инструмент, который может создавать, обрабатывать отверстия. По сути зенкер не что иное, как разновидность насадки по типу сверла. Ее тоже можно использовать для сверления, но первоочередное ее назначение — это создания углублений для широких креплений, увеличение диаметра, обработка просверленных участков.
Основное отличие от обычного сверла заключается в том, что зенкер имеет больше двух лезвий, шире в диаметре. Такую насадку чаще всего используют для специализированных станков на производстве, вроде сверлильного или токарного, но все чаще можно встретить в инструментарии обычного пользователя. Таким инструментом выполняют следующий спектр действий:
- Очищение или шлифовка готовых отверстий;
- Увеличение диаметра внешней части или всего углубления;
- Обрабатывание торца изделия.
Такими действиям скрываются неровности, улучшается внешний вид всей конструкции. Также подобная работа положительно влияет на качество, долговечность соединения. Кроме этого снижается давление на структуру дерева, что снижает риск появления трещин и изломов.
Распространённая область применения – это создание мебели и деревянных построек, но есть еще ряд других сфер, где применяется это приспособление. А спрос на этот инструмент дошел уже и до обычных покупателей. Зенкерования не стоит путать с зенковкой, ведь эти схожие по название процесс кардинально отличаются друг от друга.
Зенкерования не стоит путать с зенковкой, ведь эти схожие по название процесс кардинально отличаются друг от друга.
Какие бывают виды
Зенкеров много представлено на рынке, неопытный пользователь может не понять зачем столько нужно, а ведь у каждого вида есть свое назначение и особенность в работе. Какие-то подойдут для увеличения диаметра отверстия, а какие-то будут наиболее эффективны в работе с торцевой частью детали. Чаще всего в работе с деревом используются базовый набор насадок:
- цилиндрический;
- цельный конический,
- цельный насадной.
Каждый зенкер по дереву предназначен для работ соответствующих отверстий, указано в названии. Но в отдельных случаях, в особо трудоемких ситуациях, можно прибегнуть к использованию насадки на удлиненной оправке. У такого инструмента имеются специальные ножки, которые подрезают торец одновременно с процессом зенкерования. Поэтому лучше всего приобретать комплект, где будет сразу несколько моделей по типу и размеру, это буде выгоднее и эффективнее.
Зенкер своими руками
Зенкер по дереву довольно популярный инструмент на рынке, но в вашем магазине его может не быть, а вещь нужная. А в случае, когда все необходимые компоненты уже есть, в таком случае можно построить зенкерный станок своими руками. Оборудование будет далеко от профессиональных агрегатов, которые используют на предприятиях и фабриках, однако оно имеет преимущества перед дорогими аналогами. Для того, чтобы построить станок нужны следующие вещи:
- Мощная дрель;
- Основание ля станка из дерева или металла;
- Прочный угловой штатива, также из дерева или железа;
- Самодельная стойка для дополнительной устойчивости;
- Пружинный механизм, для обратного движения дрели.
Это базовые компоненты, из которых можно собрать станок, который обеспечит устойчивую и точную обработку. От выбора материала будет зависеть прочность, вес, долговечность, цена постройки. Сильно экономить в этом вопросе не стоит, потому что зенкерование – точный процесс, а любое отклонение или недочет может привести к плохим результатам.
Сильно экономить в этом вопросе не стоит, потому что зенкерование – точный процесс, а любое отклонение или недочет может привести к плохим результатам.
Для создания самой насадки используйте саморез или сверло, которое нужно обрезать, добавив новые лезвия. Плюсов у такой конструкции много:
- Создается в домашних условиях из имеющихся компонентов;
- Не требуют больших вложений;
- Можно настраивать в любое время под индивидуальные конфигурации;
- Возможность проводить самые разные виды стационарных работ с дрелью;
Но даже с учетом всех преимуществ у кустарного зенкера есть ряд недостатков. Некоторые минус незначительны и легко исправляются, однако они есть и по большей части связаны с просчетами во время моделирования и неправильной сборке конструкции. Вот эти минусы:
- Ошибка во время заточки может привести к завышенному значению диаметра;
- Быстрый износ насадок;
- Любой недочет и ошибка приводит к потери качества;
Поэтому нужно уделить внимание на просчитывание конструкции и тестировать станок до его прямого использования. И если сделать все правильно, то такой станок будет отличным помощником в работе с деревянными деталями. А при желании оборудование можно переоборудовать и для железных деталей.
И если сделать все правильно, то такой станок будет отличным помощником в работе с деревянными деталями. А при желании оборудование можно переоборудовать и для железных деталей.
Видеоролик, где описан последовательный процесс создания зенкера по дереву
Заключение
В случае соединения деревянных деталей обработка отверстий играет очень важную роль. Недооценивая этот этап, пользователи подвергают итоговый результат большому риску. К тому же зенкерование продлит срок службы всей конструкции и крепежам, что позволит без вреда для деревянной структуры разбирать и собирать. В свою очередь, умение пользоваться зенкером будет большим плюсом для ваших построек, ведь эта насадка большой помощник, как в сборке мебели, так и домов.
Зенкер – как сделать отверстие чистым и гладким после сверла? + видео
Сверло-зенкер для ДСП, по металлу и для других материалов помогает корректировать отверстия, которые неопрятно и неточно сделаны обычной дрелью.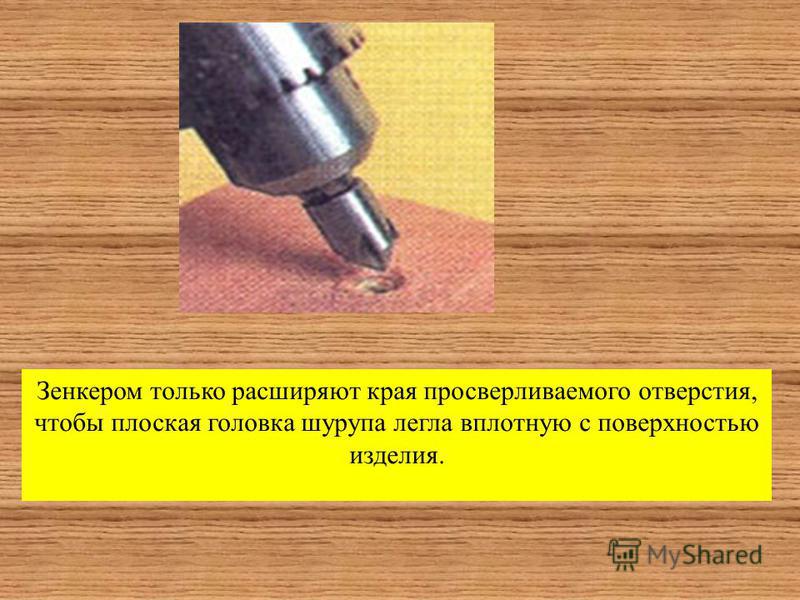 Как же подобрать нужный тип этого приспособления, и как с ним правильно обращаться, разберемся на этой странице.
Как же подобрать нужный тип этого приспособления, и как с ним правильно обращаться, разберемся на этой странице.
Нововведение или очередное сверло?
Каждый строитель знает, что качественно обработать отверстие до или после использования сверла довольно важно. Ведь именно от этого зависит качество дальнейшей работы. Помощником в этом деле является зенкер – осевой инструмент с множеством лезвий. Многие до сих пор его путают с одним из типов сверла. Возможно, на вид они чем-то и похожи, но на самом деле это две абсолютно разные вещи. Конструкция зенкера значительно прочнее конструкции сверла. Он также действует при помощи поступательного движения и нескольких лезвий, но, в отличие от сверла, убирает все лишнее из детали или элемента, а также устраняет засор при креплении чего-либо к стене.
Таким образом, сверло – это режущий инструмент, который позволяет сделать отверстие, а назначение зенкера – обрабатывать отверстие. Зенкеры делятся по таким параметрам, как конструкция и способ закрепления. Относительно этих факторов они бывают хвостовые или насадные, цельные или сборные. Именно такие режущие инструменты нужны либо для предварительной, либо для окончательной обработки отверстий. Помимо вышеперечисленных параметров, типы зенкеров классифицируют по материалам, которые использовались при их изготовлении: быстрорежущая сталь и твердые сплавы.
Относительно этих факторов они бывают хвостовые или насадные, цельные или сборные. Именно такие режущие инструменты нужны либо для предварительной, либо для окончательной обработки отверстий. Помимо вышеперечисленных параметров, типы зенкеров классифицируют по материалам, которые использовались при их изготовлении: быстрорежущая сталь и твердые сплавы.
Изучим немного зенкер: чертежи показывают, что он состоит из нескольких элементов: режущей части (основная режущая деталь), калибрующей части (задает верное направление и калибрует отверстия), хвостовика (благодаря ему инструмент можно закрепить в станке). Но есть такие варианты, которые крепятся в станке иначе. К примеру, зенкер насадной. Он не совсем такой, как остальные представители. Основной отличительной особенностью являются 4 винтовые кромки, а также возможность обработки деталей до 100 мм.
Виды зенкеров – классифицируем способы обработки
Классифицируют такие приборы по способу обработки на цилиндрические, конические и торцевые.
- Цилиндрический применяется для того, чтобы расширить цилиндрическое отверстие на 1-8 мм. Если у него есть направляющая цапфа, то он нужен для того, чтобы обработать углубления под головки винтов. Именно такие инструменты чаще всего используются в промышленности. Его составляют элементы, которые предусмотрены для большинства таких режущих инструментов, но есть одно отличие – цапфа. Она может быть цельной или съемной. Второй ее вариант более удобен для заточки. Ведь она производится, в основном, при снятом приспособлении.
- Конические модели нужны для того, чтобы обработать углубления для головок винтов, гнезд под клапаны и прочие детали. Они представляют собой прямые зубья с плоской поверхностью впереди. Их количество может быть от 6 до 12. Этот вариант, как и цилиндрический, используется в промышленных целях.
- Торцевые разновидности используются для того, чтобы зачистить торцевые плоскости бобышек и прочего. Они имеют зубья только на торце. Они могут быть односторонние или двусторонние.
 Вторые имеют зубья на обеих сторонах инструмента.
Вторые имеют зубья на обеих сторонах инструмента.
Иногда удобнее использовать в работе зенкер комбинированный, он позволяет менять зубья и пластины для каждого случая отдельно.
Техника безопасности: береженого бог бережет
При использовании данного режущего инструмента нужно придерживаться тех же мер безопасности, что и при работе со сверлом, основными правилами являются обеспечение пожарной безопасности и избежание ударов током. Для этого необходимо следить за аппаратом, чтобы он не нагревался и не попадал в сырость. Все это приводит к удару током того, кто работает с инструментом, или к возгоранию проводки, иногда даже может выйти из строя и сам инструмент.
Помимо этого, необходимо правильно подбирать соответствующую одежду, которая должна в случае возникновения опасности защищать от удара током или открытого огня. Также стоит внимательнее относиться к окружающей обстановке, в которой будут вестись работы: в помещении не должны находиться легковоспламеняющиеся жидкости или газ. Если предстоит обработка поверхности для креплений, то стоит проверить стену на наличие кабеля. Ведь если случайно в него попасть, то можно получить смертельный удар током или сильнейший ожег!
Если предстоит обработка поверхности для креплений, то стоит проверить стену на наличие кабеля. Ведь если случайно в него попасть, то можно получить смертельный удар током или сильнейший ожег!
Кроме этих мер безопасности, есть те моменты, которые касаются непосредственно эксплуатации самого инструмента. К примеру, необходимо по окончании работы отключать шнур от питания (розетки) во избежание случайного нажатия посторонними. Ведь они могут получить серьезные повреждения конечностей или других частей тела. Еще один момент, который необходимо помнить при использовании такого инструмента – это его хранение. Прибор обязательно должен быть в сухом месте, то есть балкон, гараж или другие помещения, где может быть сырость, для него не подойдут.
Также необходимо беречь этот инструмент от детей и посторонних рук, чтобы они не смогли пораниться. Важно следить за шнуром, чтобы его изоляция не была повреждена. Еще стоит обращать внимание на такие моменты, как работоспособность самого прибора. Если она вызывает подозрения, то лучше хорошо просмотреть возможные причины поломки, а затем приступать к работе вновь. Ведь этот инструмент довольно опасен не только для самого специалиста, но и для окружающих, которые могут пострадать не меньше. Это минимальные требования, которые необходимо соблюдать при эксплуатации режущего инструмента.
Еще стоит обращать внимание на такие моменты, как работоспособность самого прибора. Если она вызывает подозрения, то лучше хорошо просмотреть возможные причины поломки, а затем приступать к работе вновь. Ведь этот инструмент довольно опасен не только для самого специалиста, но и для окружающих, которые могут пострадать не меньше. Это минимальные требования, которые необходимо соблюдать при эксплуатации режущего инструмента.
Проблемы при работе с инструментом
Как и все инструменты, наш объект обсуждения может сломаться в самый неподходящий момент. Это относится не только к самой режущей компоненте, но и к тому элементу, который используется в качестве электроинструмента. Бывает так, что отверстие при использовании зенкера получается разбитым. Причиной этого может быть неправильно заточенный режущий инструмент. Здесь может быть два способа исправления ситуации: заточить его или поставить новый.
Еще одна проблема, с которой сталкиваются специалисты – часть поверхности отверстия остается необработанной. Здесь может быть две причины: припуск резца слишком мал, это можно исправить, увеличив припуск, или же заготовка в патроне перекосилась, здесь нужно внимательно осмотреть заготовку и проверить отверстие на биение. Самая распространенная проблема – это несоответствующее качество обработанной поверхности. Причин у этой ситуации может быть 4: большой припуск (устранить при помощи его уменьшения), затупился инструмент (заменить его на другой), стружка на ленточках (чаще очищать режущий инструмент от стружки), слишком большая подача (уменьшить ее).
Здесь может быть две причины: припуск резца слишком мал, это можно исправить, увеличив припуск, или же заготовка в патроне перекосилась, здесь нужно внимательно осмотреть заготовку и проверить отверстие на биение. Самая распространенная проблема – это несоответствующее качество обработанной поверхности. Причин у этой ситуации может быть 4: большой припуск (устранить при помощи его уменьшения), затупился инструмент (заменить его на другой), стружка на ленточках (чаще очищать режущий инструмент от стружки), слишком большая подача (уменьшить ее).
Это основные проблемы, которые встречаются при работе с зенкером. Но есть и сопутствующие ситуации, которых можно избежать при правильной эксплуатации прибора. Поэтому следует для начала изучить инструкцию, которая к нему прилагается. Ведь именно там можно найти ответы на большинство вопросов, касающихся эксплуатации. Таким образом, описанным инструментом можно обрабатывать как детали, так и поверхности. Основные специалисты, которые его используют – токари, отделочники и те, чьи профессии связаны непосредственно с обработкой деталей.
- Автор: Михаил Малофеев
- Распечатать
Оцените статью:
(2 голоса, среднее: 1 из 5)
Поделитесь с друзьями!
Зенкеры (к/х, ц/х), ГОСТ12489-71, насадные тв. сплавные
Операция зенкерования может быть как завершающей в процессе изготовления детали, так и одним из этапов обработки перед нарезкой резьбы. Зенкером обычно дорабатывают отверстие в штамповках, отливках, поковках и заготовках после долбления, расширяя диаметр, после операций растачивания резцами или сверления перед последующим развёртыванием деталей. Этим инструментом можно получить нужный профиль отверстия под крепёж (винты, болты, саморезы) или обработать торцевые плоскости деталей. При отсутствии повышенных требований к качеству деталей и необходимости в нарезке резьбы внутри отверстия, зенкерование будет заключительной операцией технологического процесса. Зенкер помогает убрать дефекты в отливках и т.д. Повышаются показатели шероховатости, исчезают геометрические неточности, такие отклонения от соосности, конусности и овальности и т.п.
Зенкер помогает убрать дефекты в отливках и т.д. Повышаются показатели шероховатости, исчезают геометрические неточности, такие отклонения от соосности, конусности и овальности и т.п.
Зенкеры для металла различаются по строению. Они изготавливаются цельными, насадными, сборными, оснащенными зубьями из твёрдых сплавов, с коническим хвостовиком и без него. Закрепление зенкера осуществляется двумя способами: с помощью конусного хвостовика (трёхзубые для небольших диаметров) и оправки (четырёхзубые для диаметров до 100 миллиметров). На изготовление зенкеров идёт быстрорежущая сталь, на зубья — в зависимости от назначения. Для зенкерования заготовок из стали применяют зубцы из сплава Т15К6, для чугунных –зубья из материала ВК4, ВК6 или ВК8. Режущие пластины напаивают на инструмент. Если зубья съемные, их можно демонтировать для заточки.
Небольшие зенкеры диаметром меньше 32 миллиметров, имеющие три режущие спирали, напоминают с первого взгляда сверло спиральное. В отличие от сверла с двумя канавками, число режущих спиралей зенкера бывает от трёх до шести, а перемычка отсутствует. Несколько направляющих ленточек, по числу зубьев, способствуют точному центрированию прочного режущего инструмента. Лезвия, снимают металл равномерно и производительно слой за слоем, способствуют повышению класса точности расточенного диаметра. Для инструмента, материал которого быстрорежущая сталь, величина угла наклона режущей части 45-60 градусов, у зенкера из твёрдого сплава – 60-75, передний угол 8-15 градусов для стальных деталей, 6-8 для чугунных и 25-30 градусов для цветных сплавов. У твёрдосплавного зенкера стали этот угол равен 0-5 градусов при резании стального изделия, для чугунного он составит 5 градусов. Наклон режущей кромки принимает значения от 10 до 25 градусов. На зубцах заточена фаска размером 1,2-2,8 миллиметра, обеспечивающая верную направленность инструмента.
Несколько направляющих ленточек, по числу зубьев, способствуют точному центрированию прочного режущего инструмента. Лезвия, снимают металл равномерно и производительно слой за слоем, способствуют повышению класса точности расточенного диаметра. Для инструмента, материал которого быстрорежущая сталь, величина угла наклона режущей части 45-60 градусов, у зенкера из твёрдого сплава – 60-75, передний угол 8-15 градусов для стальных деталей, 6-8 для чугунных и 25-30 градусов для цветных сплавов. У твёрдосплавного зенкера стали этот угол равен 0-5 градусов при резании стального изделия, для чугунного он составит 5 градусов. Наклон режущей кромки принимает значения от 10 до 25 градусов. На зубцах заточена фаска размером 1,2-2,8 миллиметра, обеспечивающая верную направленность инструмента.
Существуют следующие виды: зенкер для цилиндрических отверстий (его ещё называют цековкой), зенкер для зачистки торцов, цилиндрическая зенковка и коническая зенковка. При зенковании получаем небольшие углубления в форме конуса или цилиндра, в которые впоследствии вкручиваются болты или винты с соответствующей головкой. Зенкерование применяется как для глухих цилиндрических отверстий, так и для сквозных.
Зенкерование применяется как для глухих цилиндрических отверстий, так и для сквозных.
Более точной операцией обработки, которая идёт следом за расточкой зенкером, является развёртывание. Отверстие в заготовке в процессе развёртывания доводится до нужного качества перед нарезанием резьбы. Развёртка представляет собой улучшенную модель зенкера за счёт увеличения количества резцов (от шести до двенадцати) и уменьшения высоты слоя срезаемого металла. Основные части инструмента — хвостовик, закрепляемый в станке, и рабочая часть, которая делится еще на два отрезка — режущий и калибрующий. Калибрующий участок тоже состоит из двух зон – конической, имеющей вид обратного конуса, и цилиндрической. Такая конструкция способствует получению отверстия и снижает трение развёртки о металл во время работы. Резание происходит режущей кромкой, наклонённой под углом к оси инструмента. Развёртки могут быть цельные и насадные, машинные (как видно из названия — для станков) и ручные. По форме обрабатываемых отверстий они бывают конические и цилиндрические.
Отверстия с размерами, не превышающими 50 миллиметров, можно обработать вручную инструментом с цилиндрическим хвостовиком. Развёртки закрепляются на токарных агрегатах и прочих станках с помощью хвостовика конусообразного или цилиндрического. Диаметры развёрнутых отверстий от 3 мм до 10 см. Для больших диаметров вплоть до 300 мм или обработки прочных металлов выбирают насадные развёртки с креплением на оправку. Материал для их изготовления – быстрорежущая сталь, зубьями получают из твёрдых сплавов, так же, как и аналогичные сборные зенкеры. Материал цельных развёрток — углеродистая сталь.
На заводах металлообрабатывающей отрасли зенкерование проводится на разных типах станков – сверлильных и фрезерных, расточных и прочих. Во-первых, намечаем начальную позицию для зенкерования. Для этого растачиваем в поковке или отливке резцом канавку длиной только на 5-10 миллиметров. Зенкер впоследствии обработает это отверстие гораздо быстрее резца. Для завершающего зенкерования инструмент используем с диаметром таким же, как диаметр отверстия, которое требуется получить. Кроме размера, при выборе зенкера обращаем внимание ещё на тип материала, из которого получена обрабатываемая заготовка. Важны и другие параметры: назначение изделия, объем производства, где будет располагаться отверстие, насколько режем в глубину, какая скорость резания нам необходима и какой квалитет поверхности мы хотим получить. Определяемся, из какого материала должен быть изготовлен наш инструмент, и с помощью чего мы будет осуществляться его крепление на станке. Для отверстий малых размеров в заготовках из обычного металла, не повышенной прочности, возможно крепление зенкера хвостовиком, в иных случаях надёжно закрепляем его на оправке.
Кроме размера, при выборе зенкера обращаем внимание ещё на тип материала, из которого получена обрабатываемая заготовка. Важны и другие параметры: назначение изделия, объем производства, где будет располагаться отверстие, насколько режем в глубину, какая скорость резания нам необходима и какой квалитет поверхности мы хотим получить. Определяемся, из какого материала должен быть изготовлен наш инструмент, и с помощью чего мы будет осуществляться его крепление на станке. Для отверстий малых размеров в заготовках из обычного металла, не повышенной прочности, возможно крепление зенкера хвостовиком, в иных случаях надёжно закрепляем его на оправке.
Для зенкерования, если оно будет являться завершающей операцией обработки детали, подготавливаем отверстие, растачивая резцом или рассверливая сверлом с учётом припуска 0,8-2 миллиметра. Диаметр зенкера возьмём меньше размера отверстия, предоставив развертке, например, срезать недостающие 0,02-0,04 миллиметра.
При обработке заготовок из стали во избежание сильного нагрева в зоне резания будем использовать охлаждение СОЖ. Для зенкерования диаметра в чугуне или при работе с изделиями из цветных металлов охлаждать рабочую зону не будем.
По ГОСТам и справочникам по металлорезанию выбираем соответствующий зенкер, подходящий для обработки по всем требуемым параметрам:
— изготовленный из быстрорежущей стали, имеющий диаметр 10-40 мм, три, иногда четыре зуба — для получения отверстий в заготовках из стали с диаметром до 40 мм;
— для растачивания отверстий вплоть до 80 миллиметров в стальных изделиях – инструмент с диаметром от 32 до 80 мм, оснащенный съемными зубьями;
— зенкер с тремя, четырьмя зубьями диаметром от 14 до 50 мм – для обработки закаленных металлов, сталей, с которыми могут возникать трудности при резании;
— для зенкерования деталей из чугунов и цветных сплавов предпочтём зенкер перовой;
— специальный зенкер с подачей СОЖ из канавки в корпусе – он нужен для получения глухих отверстий с величиной диаметра 15-25 миллиметров.
Хорошо подобранный инструмент для зенкерования позволить нам сделать отверстие, не затратив много времени, по сравнению с рассверливанием спиральным сверлом или расточкой резцами. Так как скорость резания зенкером — почти как при работе сверлом, а подачи в несколько раз превосходит скорость подачи при сверлении.
Какими бывают эти инструменты в наше время
Зенкеры всех видов изготовлены из высоколегированных стальных материалов, а также сплавов с разным режущим углом. Делятся зенкеры на разные виды. От этого зависит, какой конкретно вид применять?
Эти инструменты различаются, прежде всего, по своей конструкции. Их отличия зависят от условий использования на оборудовании с ЧПУ и на станках, а также от ГОСТа. По конструкции зенкеры делятся на следующие виды.
— Насадной зенкер. Он относится к быстрорежущему типу деталей. Изготавливают его высоколегированных сплавов. Обозначается маркировкой P6M5. Может быть различных диаметров. От 25 до 75 мм.
— Твердосплавный. Это тоже насадной зенкер различных диаметров. В его конструкции присутствуют пластины из твердого сплава. Имеет маркировку ВК8,. Тут есть одна частность — например, маркировка ВК8 25 обозначает, что у зенкера есть пластины из твердого сплава диаметром 25 миллиметров. А если маркировка стоит ВК28 75, то это значит, что диаметр пластины равен 75 миллиметрам. Обычно такой сплав используют при работе с формами из стали или чугуна с высоким содержанием легирующих элементов.
Это тоже насадной зенкер различных диаметров. В его конструкции присутствуют пластины из твердого сплава. Имеет маркировку ВК8,. Тут есть одна частность — например, маркировка ВК8 25 обозначает, что у зенкера есть пластины из твердого сплава диаметром 25 миллиметров. А если маркировка стоит ВК28 75, то это значит, что диаметр пластины равен 75 миллиметрам. Обычно такой сплав используют при работе с формами из стали или чугуна с высоким содержанием легирующих элементов.
— Еще такой же маркировкой, БК8, отмечаются хвостовые насадные зенкеры. Это деталь, которая оснащена специальным хвостовиком конической формы.
— Цельный. Самый доступный по цене, но в то же время тип зенкеров с наименьшей производительностью. Обычно если вам нужна более точная обработка и большая скорость работы, используются другие, сборные варианты с маркировкой БК8.
Тонкости правильного зенкерования металлических заготовок
При выполнении зенкерования углублений в металле для заготовок, не требующих высокой точности, используется простое сверло, закрепленное к патрону обычной дрели. Такое практикуется в домашнем хозяйстве. При выполнении серьезных технологических операций в машиностроительных отраслях эта работа требует большой мощности и соответствующего оборудования.
Такое практикуется в домашнем хозяйстве. При выполнении серьезных технологических операций в машиностроительных отраслях эта работа требует большой мощности и соответствующего оборудования.
Поэтому при таком подходе применяются:
- Расточное оборудование.
- Сверлильные установки.
- Токарные станки.
- Агрегатное (используемое для повторной обработки на оснащенной автоматикой линии).
- Фрезерные станки.
Зенкерование отверстия после отливки рекомендуется выполнить его растачивание на от 5 до 10 мм в глубину. Это необходимо, что зенкер принял заданные координаты.
При выполнении обработки стальных изделий применение смазочно-охлаждающих жидкостей обязательно, так как металл сильно нагревается и становится мягким, а это влияет на качество обработки. При обработке изделий из цветного металла не требует применения СОЖ, они наиболее податливы к внешним воздействиям и обработка отверстий выполняется быстрее.
► При выборе инструмента требуется руководствоваться следующими нюансами:
- Тип применяемого инструмента выбирается на основании материала обрабатываемой заготовки.
 При этом немаловажно учитывать расположение отверстия и серийность производства.
При этом немаловажно учитывать расположение отверстия и серийность производства. - Исходя из заданных параметров точности, диаметра и глубины обработки производят соответствующий выбор зенкера.
- Способ крепления в станочном приспособлении немаловажен при выборе.
- Материал, из которого выполнен инструмент, зависит от материала детали, Например, это может быть зенкер по металлу или по дереву.
В помощь при выборе инструмента имеют место быть государственные стандарты, а именно ГОСТ 12489-71 будет настольной книгой в этом деле. Инструмент должен соответствовать ТУ и ГОСТ.
► Примеры правильно выбора:
- Для изделий, материалом которых является конструкционная сталь, и при этом есть необходимость получить отверстие до 40 мм по диаметру, производится обработка зенкером из быстрорежущей стали. Сам инструмент должен иметь 3 или 4 зуба, а диаметр не менее 30 и не более 40 мм.
- Если изделие выполнено из закаленной или иной труднообрабатываемой стали, то при его расточке необходимо сделать выбор в пользу инструмента с твердосплавными пластинами.
 При этом показатели диаметра выбираются в пределах от 40 до 50 мм, а количество зубьев от 3 до 4.
При этом показатели диаметра выбираются в пределах от 40 до 50 мм, а количество зубьев от 3 до 4. - Перед обработкой изделий из конструкционных материалов стали при обработке отверстий до 80 мм в диаметре, растачивание производится зенкером из быстрорежущего материала с использованием насадных головок диаметром от 32 до 80 мм.
- Перовой зенкер используется для обработки заготовок из чугуна и цветного металла.
- При обработке глухих отверстий, диаметр которых колеблется в пределах 15-25 мм обработка, происходит специальным инструментом, имеющим в корпусной части канал для подачи СОЖ.
Для выполнения качественных работ по зенкерованию необходимо соблюдать припуски. Параметры диаметра применяемого инструмента должны соответствовать с размером полученного диаметра в заготовке после технологической операции.
В случае если после зенкерования необходимо будет исполнение развертывания, то инструмент должен быть выбран из расчета на 0,15 или на 0,3 мм меньше, чем получаемый в результате размер. При нанесении метки черновой расточки ли сверления в качестве подготовки для зенкерования следует выполнять припуск на сторону размером от 0,5 до 2 мм.
Видео: свёрла, зенковки.
Так же зенкер выбирается в зависимости от задач по обработке детали
— Конические. Детали для обработки конических поверхностей на стальных заготовках (под различные датчики, клапаны, и т.д.) и для работы с прочими типами стальных материалов.
— Торцевые. Применяются для того, чтобы торцевые плоскости детали были защищены.
— Цилиндрические. Детали изготавливаются по специальным нормам ГОСТ. Зенкеры этого вида предназначаются для обработки поверхностей разного рода цилиндрического вида и формы. Они различны между собой по углу наклона, диаметру, и покрытию, которое моет быть выполнено из разных поверхностей, но общее в них одно — они выполнены из износостойкого материала.
Устройство и характеристики
Рассматриваемый инструмент состоит из трех основных элементов:
- сверла;
- зенковки;
- хвостовой части.

Профессиональные модели оснащают регулируемым ограничителем глубины сверления.
Тип используемого материала зависит от предназначения приспособлений. Например, для изготовления сверла зенковки по металлу применяют специальную быстрорежущую сталь.
По конструкции зенковки делят на два типа:
- Цилиндрическая. Обычно имеет износоустойчивое покрытие. Количество режущих элементов – от 4 до 10, исходя из диаметра приспособления. Конструкция напоминает обычное сверло.
- Коническая. Угол наклона конуса зависит от назначения модели. Параметр варьируется в диапазоне от 60 до 120º. Количество режущих кромок – от 6 до 12. Показатель прямо связан с длиной инструмента.
Независимо от типа обработки при изготовлении зенковок в качестве основного материала используют специальные сорта стали:
- инструментальные;
- быстрорежущие;
- твердосплавные;
- легированные;
- углеродистые.
Для рассверливания металлических изделий обычно используют твердосплавные сорта стали. Они отличаются высокой устойчивостью к продолжительным нагрузкам. Для обработки менее прочных поверхностей, таких как дерево или цветной металл, применяют быстрорежущие зенковки.
Они отличаются высокой устойчивостью к продолжительным нагрузкам. Для обработки менее прочных поверхностей, таких как дерево или цветной металл, применяют быстрорежущие зенковки.
При работе со сложными материалами при высоких нагрузках необходимо позаботиться о дополнительном охлаждении инструмента с помощью специальных эмульсионных составов.
Как зенкеры делятся по этому параметру?
— При обработке чугунных отверстий и высоколегированных сталей используется угол 0-5 градусов.
— При обработке материалов со средней степенью твердости используется угол 8-10 градусов.
— Для обработки легких видов стали используется угол 15-20 градусов.
Другими словами, если использовать зенкер, можно добиться многого. Например, существенно расширить диаметр изделия. К примеру, уровень вхождения становится более точным, поверхность отверстий, есть возможность создавать дополнительные отверстия под разного рода крепежные элементы. К ним относятся, к примеру, болты и др.
Разница между зенкерованием и смежными операциями
Зенкерование напоминает сверление, только выполняется в подготовленные технологические отверстия. При данной операции получается более точный результат, так как некоторые погрешности устраняются, выправляется соосность, увеличивается точность и чистота обработки.
При данной операции получается более точный результат, так как некоторые погрешности устраняются, выправляется соосность, увеличивается точность и чистота обработки.
В процессе сверления инструмент может отклониться от оси, особенно когда большая глубина. Зенкерование выполняется инструментом, обладающим высокой жесткостью, так как число режущих кромок большое, что обеспечивает точность и заданное направление. При низких глубинах резки обеспечивается еще большая точность.
Для сравнения можно привести пример: при рассверливании получаемая шероховатость – Rz 20мкм и 11-12 – это квалитеты, при обработке зенкером – шероховатость Ra 20мкм, 9-11 квалитеты. Сверло по металлу 85, изготовленное в соответствии с ГОСТ, используется в металлообработке при необходимости выполнения кольцевого сквозного отверстия.
Имеются инструменты, имеющие комбинированное исполнение, к ним относится сверло-зенкер. Применяется с особо ответственных техпроцессах при обработке металлов резанием.
Развертывание проводится после операций сверления и зенкерования отверстий, относимое к более точной механической обработке. Инструмент-развертка. Последнее относиться к получистовой операции, и в этом заключается отличие зенкерования от развертывания.
Инструмент-развертка. Последнее относиться к получистовой операции, и в этом заключается отличие зенкерования от развертывания.
Зачастую происходит путаница между зенковкой и зенкером. Зенковка нужна для снятия фасок с отверстий, либо необходимости получения фасок конической конфигурации под заклепки, винты или болты. Эта операция называется зенкованием. Зенковки – это многолезвийный инструмент, выполняемый по нормам ГОСТ. Подразделение осуществляется по нескольким видам:
- Коническая, имеющая угол 60 градусов, 90 и 120. Используется для обеспечения фасок под крепежи или метизы.
- Цилиндрическая, имеющая хвостовик и износоустойчивое покрытие. Применяется в техпроцессах при обработке опорных заготовок.
Отверстия под потайные головки крепежных элементов можно производить цековкой. Это инструмент для резки металла для получения цилиндрических отверстий, под фаски болтов, заклепок, а также для опорных поверхностей.
Некоторые требования, которым должен соответствовать этот инструмент
Выбранный зенкер (согласно ГОСТ или по справочникам, или и тому, и другому) должен соответствовать следующим техническим условиям применения:
— В изделиях, выполненных из конструкционной стали, расточку отверстий, диаметр которых до 8 сантиметров, проводят оснасткой из быстрорежущей стали. Ее диаметр должен достигать 32-80 мм. На оснастке должны быть надсадные головки.
Ее диаметр должен достигать 32-80 мм. На оснастке должны быть надсадные головки.
— Если изделие изготовлено из цветных металлов или чугуна, для расточки глухих отверстий используется перовой инструмент.
— Если изделие было изготовлено из закаленной стали, которую было трудно обрабатывать, нужно использовать для растяжки отверстий в этой детали инструмент с твердосплавными пластинами, их диаметр около 14 мм-5 см. И у инструмента должны быть 3-4 зуба.
Виды зенкеров
В современной металлообработке широко применяются различные виды зенкеров. В зависимости от назначения инструмент подразделяется на два номера:
- Зенкер N1 – имеет припуск и используется для получистовой обработки отверстий перед развертыванием.
- Зенкер N2 – имеет квалитет точности Н11 и применяется, в основном, для финишной обработки.
Наиболее часто применяются два основных вида конструкции зенкеров – машинные цельные и насадные. Первые имеют хвостовик в форме конуса Морзе или метрического конуса, цельную конструкцию с режущими зубьями и канавками для отвода стружки.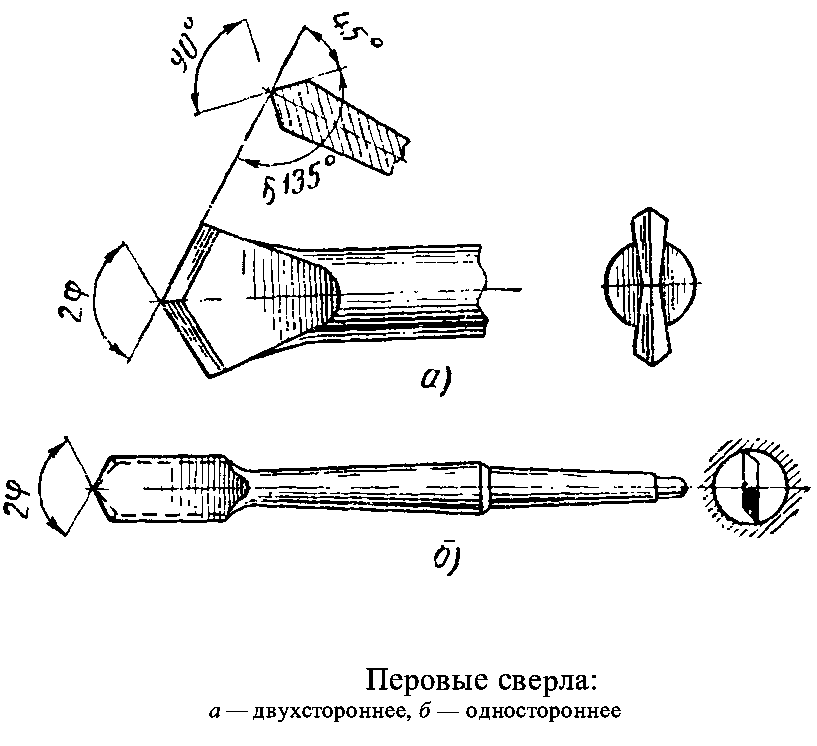 Насадные зенкера имеют внутреннее отверстие для крепления на оправку. Также применяются сборные зенкеры, сварные и инструмент с пластинами из твердых металлокерамических сплавов.
Насадные зенкера имеют внутреннее отверстие для крепления на оправку. Также применяются сборные зенкеры, сварные и инструмент с пластинами из твердых металлокерамических сплавов.
На фото: Зенкер с твердосплавными пластинами
Материалом режущей части цельного зенкера является быстрорежущая сталь Р18 или Р19. Инструмент с твердосплавными пластинами различается по материалу обрабатываемых изделий. Для работы с чугунными деталями пластины выполняются из металлокерамических сплавов ВК4, ВК6 или ВК8, для работы со стальными изделиями – из Т15К6. Применение твердосплавных пластин обеспечивает более высокую производительность и долговечность инструмента.
Развертки
Развертки (рис. 3.39) изготовляются цельными и насадными с коническим и цилиндрическим хвостовиком, оснащаются вставными ножами, впаянными пластинами из твердого сплава либо изготовляются из быстрорежущей стали. Развертки в отличие от сверла и зенкера имеют большее количество режущих кромок, что позволяет при обработке снимать слой материала небольшой толщины, составляющий десятые и даже сотые доли миллиметра. Припуски на развертывание выбираются по таблицам в зависимости от диаметра обрабатываемого отверстия Различают развертки для ручного и машинного развертывания, цилиндрические и конические. Развертки для ручного развертывания на конце цилиндрического хвостовика имеют квадратную часть, на которую устанавливают вороток для вращения развертки в обрабатываемом отверстии.
Припуски на развертывание выбираются по таблицам в зависимости от диаметра обрабатываемого отверстия Различают развертки для ручного и машинного развертывания, цилиндрические и конические. Развертки для ручного развертывания на конце цилиндрического хвостовика имеют квадратную часть, на которую устанавливают вороток для вращения развертки в обрабатываемом отверстии.
Конструктивно развертка для ручного развертывания состоит из рабочей части, хвостовика и шейки. Рабочая часть конуса включает в себя режущую часть (заборный конус и направляющий конус, который обеспечивает центрирование развертки в отверстии) и калибрующую часть, обеспечивающую получение отверстия с заданной точностью и шероховатостью обработанной поверхности.
Режущая часть заборного конуса развертки имеет угол при вершине 2ф. Для обработки вязких металлов этот угол составляет 12… 15°, а для обработки хрупких и твердых материалов — от 3 до 5°.
Твердосплавные развертки имеют угол при вершине 30… 45 Направляющий конус рабочей части развертки расположен под углом 45 э к ее оси. Задний угол а на режущей части составляет от 6 до 15°, на калибрующей части этот угол обычно равен нулю, а передний угол у — 0… 15 . Для хрупких материалов передний угол равен нулю, а для твердосплавных разверток он составляет от 0 до -5°. Ручные развертки используют, как правило, при обработке отверстий диаметром от 3 до 50 мм в материала;, невысокой твердости (конструкционные стали, цветные металлы). Конические развертки (рис. 3.40) применяются для развертывания конических отверстий и, как правило, работают в комплекте из двух трех штук.
Задний угол а на режущей части составляет от 6 до 15°, на калибрующей части этот угол обычно равен нулю, а передний угол у — 0… 15 . Для хрупких материалов передний угол равен нулю, а для твердосплавных разверток он составляет от 0 до -5°. Ручные развертки используют, как правило, при обработке отверстий диаметром от 3 до 50 мм в материала;, невысокой твердости (конструкционные стали, цветные металлы). Конические развертки (рис. 3.40) применяются для развертывания конических отверстий и, как правило, работают в комплекте из двух трех штук.
Машинные развертки бывают цилиндрическими и коническими, насадными и цельными. Цельные машинные развертки предназначены для обработки отверстий диаметром от 3 до 100 мм, а для развертывания отверстий диаметром от 25 до 300 мм используются насадные развертки. И цельные (рис. 3.41, а, б), и насадные (рис. 3.41, в, г) развертки изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава. Конструкция и материал машинной развертки выбирается в зависимости от характера выполняемых работ, материала обрабатываемой заготовки и требований, предъявляемых к качеству обработанной поверхности.
Как правильно подбирать зенкер
При выборе инструмента необходимо ориентироваться на справочные материалы или руководство требованиями ГОСТ 12489-71. Основные условия при выборе зенкера таковы:
- Для обработки деталей из конструктивной стали, где диаметр отверстия не превышает 40 мм, предназначается зенкер из быстрорежущей стали с 3-4 зубьями и диаметром, равным 10-40 мм.
- Для обработки отверстий с деталях, выполненных из труднообрабатываемых или закаленных сталей, необходимо взять приспособление с пластинами из твердого сплава с диаметром 14-50 мм и количеством зубьев 3-4 штуки.
- Если нужно обработать отверстие с диаметром до 80мм, выполненное в изделии из конструктивной стали, предпочтение стоит отдать зенкеру из быстрорежущей стали с диаметром 32-80 мм.
- Перовой зенкер будет оптимальным решением в случае, когда предстоит работа с изделиями из чугуна и цветных металлов.
- Для обработки глухих отверстий с диаметром 15-25 мм используется специальный зенкер, в конструкции которого предусмотрен канал для подачи в область резания смазочно-охлаждающего вещества.

Особенности зенкования
Зенкование – это механическая обработка отверстий с целью создания различных геометрических углублений для потайного размещения крепежных изделий. Также она применяется для нарезки внутренних фасок. Для этих целей есть специальный инструмент – зенковка, имеющие различную форму. Выбор зенковки зависит от необходимого конечного результата.
Основные виды зенковок
- Цилиндрические зенковки. Применяются для получения цилиндрических выемок в просверленных отверстиях под установку болтов и винтов.
- Конические зенковки. Используются для вырезания отверстий конусной формы внутри детали, а также для зачистки острых кромок, снятия фасок и подготовки углублений под крепежные элементы. Чаще всего применяется инструмент с конусным углом 90° и 120°.
- Плоские или торцевые зенковки, также можно встретить название цековки. Преимущественно применяются для зачистки и обработки углублений перед установкой крепежных изделий.

Зенковка состоит из рабочей части и хвостовика со специальной цапфой выполняющей функцию направляющего пояса. Цапфа необходима для контроля соосности в процессе нарезки углублений.
Виды зенкеров и разверток > Как создать музыку?
Сверла, зенкеры, развертки.
Для обработки отверстий на токарных станках применяют сверла, зенкеры и развертки, которые выбирают в зависимости от вида заготовки, требуемой точности размеров и шероховатости обработанной поверхности.
Сверла предназначены для сверления сквозных или глухих отверстий в сплошном материале, а так же для увеличения диаметра ранее просверленных отверстий (рассверливание), а так же для надсверливания.
По конструкции режущей части сверла разделяются на спиральные, или точнее, сверла с винтовыми канавками, сверла с прямыми канавками, сверла для глубоких отверстий (ружейные и пушечные), универсальные и др.
Спиральные сверла применяют для сверления сравнительно неглубоких отверстий, глубина которых не превышает шести диаметров сверла. Они изготавливаются из углеродистой стали У10А и У12А, легированной стали 9ХС, быстрорежущей стали Р9 и Р18, а так же оснащаются пластинками из твердого сплава.
Они изготавливаются из углеродистой стали У10А и У12А, легированной стали 9ХС, быстрорежущей стали Р9 и Р18, а так же оснащаются пластинками из твердого сплава.
Для увеличения диаметра предварительно просверленных отверстий, а так же для дальнейшей обработки отверстий в отливках, поковках и штамповках широко применяют инструмент, называемый зенкером. Зенкеры отличаются от спиральных сверил тем, что имеют три или четыре главные режущие кромки (трех- или четырехзубые зенкеры), расположенных на поверхности усеченного конуса, и не имеют перемычки. Следовательно, зенкеры не приспособлены для получения отверстий в сплошном материале, а служит лишь для увеличения имеющихся отверстий. Направление зенкера в отверстие лучше, чем у сверла, т. к. у зенкера имеются для этого три или четыре направляющие ленточки (фаски). По тем же причинам зенкер дает более точное отверстие, чем сверло.
Зенкер подобно сверлу закрепляют в коническом отверстии пиноли задней бабки, подают его вручную, вращая маховичок задней бабки. Однако можно механизировать подачу, если закрепить зенкер в специальном приспособлении.
Однако можно механизировать подачу, если закрепить зенкер в специальном приспособлении.
В зависимости от диаметра обpaбатываемых отверстий применяют различные конструкции зенкеров. Для малых отверстий (12 –35 мм) применяют трезубые зенкеры с коническим хвостовиком. Для больших отверстий зенкера изготовляют насадными с четырьмя зубьями. Их насаживают на оправки из углеродистой стали.
Сверла из быстрорежущей стали обеспечивают обработку отверстий по 4—5-му классу, точности и по 3—4-му классу шероховатости. Сверла с пластинками из твердых сплавов, работающие на более высоких скоростях, резания обеспечивают обработку отверстий по 3—4-му классу точности и 4—5-му классу шероховатости. Для получения более точных отверстий (3—-4-й класс точности, 6-й класс шероховатости) применяют зенкерование.
Процесс зенкерования осуществляется зенкером (рис. 10), который служит для дальнейшей обработки отверстий, полученных после литья, штамповки или сверления. Эта обработка отверстия может быть либо окончательной, либо промежуточной ( получистовой ) перед развертыванием, дающие еще более точные отверстия(с 3 по 1 класс точности, 7-9 класс шероховатости).
Фрезы.
Теоретические сведения. Фрезы классифицируют по хаpaктеру выполняемой работы, по конструкции, и креплению зубьев относительно оси фрезы и другими признаками. Основные типы фрез показаны на рис. 12, 13. Цилиндрические фрезы применяют для обработки открытых плоскостей. Торцевые фрезы имеют зубья на цилиндрической и торцевой поверхностях. Эти фрезы применяют для обработки уступов, пазов, лысок, многогранных и других боковых поверхностях на прямоугольных и кривых заготовках. Дисковые фрезы могут быть одно,- двух- трехсторонними. Режущие кромки трехсторонней дисковой фрезы расположены на обоих торцах и на цилиндрической части, могут располагаться параллельно оси фрезы или под некоторым углом к ней.
Двухсторонняя дисковая фреза имеет режущие кромки на одном торце и на цилиндрической части, односторонняя дисковая фреза имеет режущие кромки только на цилиндрической части.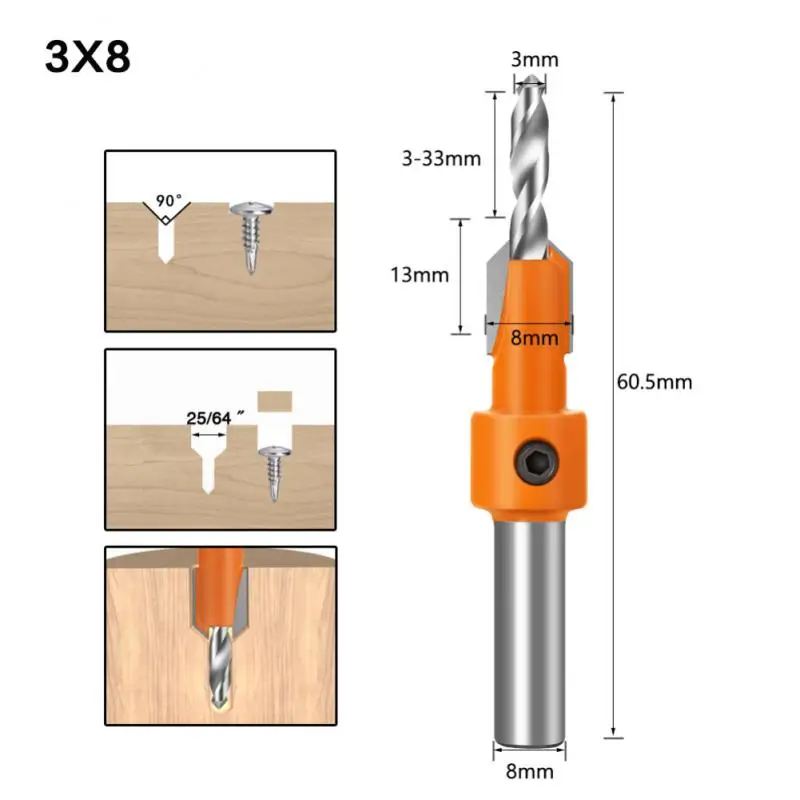 Прорезные и отрезные фрезы применяют для фрезерования узких пазов (шлицы винтов и др.) и отрезки (разрезания) заготовок.
Прорезные и отрезные фрезы применяют для фрезерования узких пазов (шлицы винтов и др.) и отрезки (разрезания) заготовок.
Концевые фрезы применяют для обработки плоскостей, уступов, пазов. Они имеют режущие кромки на цилиндрической части и на торце. Основное отличие от торцевых фрез в том что концевые более вытянутые, а у торцевые наоборот D > H (сплюснутые).
Угловые фрезы применяют для обработки поверхностей, расположенных под некоторым углом друг другу.
Рис. 9. Части и элементы спирального сверла.
Рис. 10. Основные части зенкеров
а – цельный с конусным хвостовиком, б – насадной цельный
Рис. 11. Основные части развертки.
Рис. 12. Фасонные фрезы: а — с выпуклым профилем;
Сверла, зенкеры, развертки
Для обработки отверстий на токарных станках применяют сверла, зенкеры и развертки, которые выбирают в зависимости от вида заготовки, требуемой точности размеров и шероховатости обработанной поверхности.
Сверла предназначены для сверления сквозных или глухих отверстий в сплошном материале, а так же для увеличения диаметра ранее просверленных отверстий (рассверливание), а так же для надсверливания.
По конструкции режущей части сверла разделяются на спиральные, или точнее, сверла с винтовыми канавками, сверла с прямыми канавками, сверла для глубоких отверстий (ружейные и пушечные), универсальные и др.
Спиральные сверла применяют для сверления сравнительно неглубоких отверстий, глубина которых не превышает шести диаметров сверла. Они изготавливаются из углеродистой стали У10А и У12А, легированной стали 9ХС, быстрорежущей стали Р9 и Р18, а так же оснащаются пластинками из твердого сплава.
Для увеличения диаметра предварительно просверленных отверстий, а так же для дальнейшей обработки отверстий в отливках, поковках и штамповках широко применяют инструмент, называемый зенкером. Зенкеры отличаются от спиральных сверил тем, что имеют три или четыре главные режущие кромки (трех- или четырехзубые зенкеры), расположенных на поверхности усеченного конуса, и не имеют перемычки. Следовательно, зенкеры не приспособлены для получения отверстий в сплошном материале, а служит лишь для увеличения имеющихся отверстий. Направление зенкера в отверстие лучше, чем у сверла, т. к. у зенкера имеются для этого три или четыре направляющие ленточки (фаски). По тем же причинам зенкер дает более точное отверстие, чем сверло.
Следовательно, зенкеры не приспособлены для получения отверстий в сплошном материале, а служит лишь для увеличения имеющихся отверстий. Направление зенкера в отверстие лучше, чем у сверла, т. к. у зенкера имеются для этого три или четыре направляющие ленточки (фаски). По тем же причинам зенкер дает более точное отверстие, чем сверло.
Зенкер подобно сверлу закрепляют в коническом отверстии пиноли задней бабки, подают его вручную, вращая маховичок задней бабки. Однако можно механизировать подачу, если закрепить зенкер в специальном приспособлении.
В зависимости от диаметра обpaбатываемых отверстий применяют различные конструкции зенкеров. Для малых отверстий (12 –35 мм) применяют трезубые зенкеры с коническим хвостовиком. Для больших отверстий зенкера изготовляют насадными с четырьмя зубьями. Их насаживают на оправки из углеродистой стали.
Сверла из быстрорежущей стали обеспечивают обработку отверстий по 4—5-му классу, точности и по 3—4-му классу шероховатости. Сверла с пластинками из твердых сплавов, работающие на более высоких скоростях, резания обеспечивают обработку отверстий по 3—4-му классу точности и 4—5-му классу шероховатости. Для получения более точных отверстий (3—-4-й класс точности, 6-й класс шероховатости) применяют зенкерование.
Для получения более точных отверстий (3—-4-й класс точности, 6-й класс шероховатости) применяют зенкерование.
Процесс зенкерования осуществляется зенкером (рис. 10), который служит для дальнейшей обработки отверстий, полученных после литья, штамповки или сверления. Эта обработка отверстия может быть либо окончательной, либо промежуточной ( получистовой ) перед развертыванием, дающие еще более точные отверстия(с 3 по 1 класс точности, 7-9 класс шероховатости).
Фрезы.
Теоретические сведения. Фрезы классифицируют по хаpaктеру выполняемой работы, по конструкции, и креплению зубьев относительно оси фрезы и другими признаками. Основные типы фрез показаны на рис. 12, 13. Цилиндрические фрезы применяют для обработки открытых плоскостей. Торцевые фрезы имеют зубья на цилиндрической и торцевой поверхностях. Эти фрезы применяют для обработки уступов, пазов, лысок, многогранных и других боковых поверхностях на прямоугольных и кривых заготовках. Дисковые фрезы могут быть одно,- двух- трехсторонними. Режущие кромки трехсторонней дисковой фрезы расположены на обоих торцах и на цилиндрической части, могут располагаться параллельно оси фрезы или под некоторым углом к ней.
Дисковые фрезы могут быть одно,- двух- трехсторонними. Режущие кромки трехсторонней дисковой фрезы расположены на обоих торцах и на цилиндрической части, могут располагаться параллельно оси фрезы или под некоторым углом к ней.
Двухсторонняя дисковая фреза имеет режущие кромки на одном торце и на цилиндрической части, односторонняя дисковая фреза имеет режущие кромки только на цилиндрической части. Прорезные и отрезные фрезы применяют для фрезерования узких пазов (шлицы винтов и др.) и отрезки (разрезания) заготовок.
Концевые фрезы применяют для обработки плоскостей, уступов, пазов. Они имеют режущие кромки на цилиндрической части и на торце. Основное отличие от торцевых фрез в том что концевые более вытянутые, а у торцевые наоборот D > H (сплюснутые).
Угловые фрезы применяют для обработки поверхностей, расположенных под некоторым углом друг другу.
Рис. 9. Части и элементы спирального сверла.
Рис. 10. Основные части зенкеров
а – цельный с конусным хвостовиком, б – насадной цельный
Рис. 11. Основные части развертки.
Рис. 12. Фасонные фрезы: а — с выпуклым профилем;
Процесс зенкерования отверстий
Одним из основных инструментов, применяемых при обработке отверстий в металлических деталях, является зенкер. С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.
Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообpaбатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
Скачать ГОСТ 12489-71
Скачать ГОСТ 3231-71
По типу закрепления в патроне станка:
По особенностям конструкции:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами и без них.
По геометрической форме:
По направлению ленточек и канавок:
- правого вращения;
- левого вращения.
Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
Насадные зенкеры не имеют хвостика и крепятся с помощью оправки, для чего в теле инструмента предусмотрен паз.
В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.
Читать еще: Как красиво распределить светильники на натяжном потолке
Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.
Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процеДypa. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
Зенкование и зенкерование нередко путают из-за похожести названий. На самом деле, зенкование имеет совершенно иную цель, и для него используется отличный инструмент, название которому зенковка.
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.
Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообpaбатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
Как зенкеровать металл правильно
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
- В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.
- Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.

- Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
- Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
- Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.
- В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
- Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
- При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
- Инструментом из быстрорежущей стали обpaбатывают изделия из обычной конструкционной стали. При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.

Несоответствие процесса установленной технологии часто выступает причиной бpaка. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.
Развёртывание для обеспечения максимальной точности поверхности
Точность деталей определяется через такие понятия как класс и квалитет. Второе сейчас более употребимо, т. к. даёт более точную информацию о допустимых допусках несоответствия размеров. Между тем система классов всё ещё продолжает жить в профессиональной среде, используется квалифицированными кадрами на производствах. В отечественном машиностроении применяются только первые 9 классов по точности, и полезно знать каким квалитетам они соответствуют.
Пропущен 6-й класс точности, т.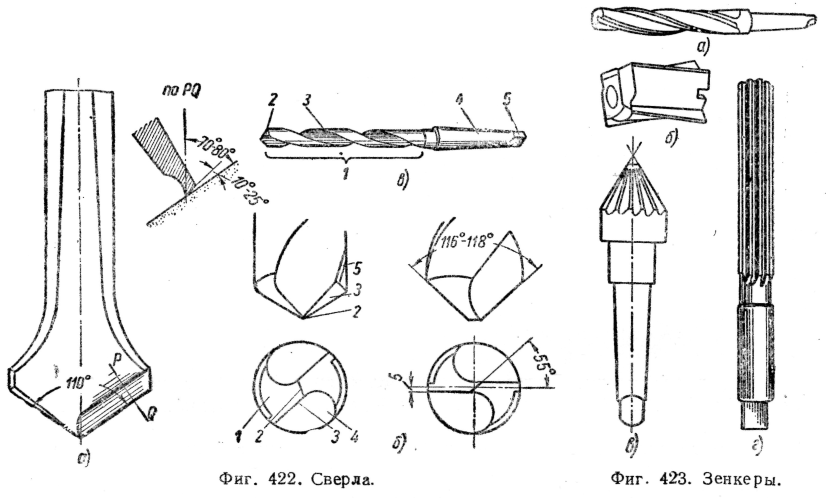 к. он используется крайне редко. Установлен он для неответственных несопрягаемых поверхностей. Система допусков зафиксирована в ГОСТ 11472-69, ГОСТ 7713-62 и других.
к. он используется крайне редко. Установлен он для неответственных несопрягаемых поверхностей. Система допусков зафиксирована в ГОСТ 11472-69, ГОСТ 7713-62 и других.
Скачать ГОСТ 7713-62
Скачать ГОСТ 11472-69
Максимальная точность получаемых отверстий зависит от способа их обработки и применяемого инструмента. Зенкерование и развёртывание имеют разный показатель максимально возможного квалитета и класса. Обычно эти операции выполняются последовательно одна за другой.
Сначала деталь зенкеруют, с боковых поверхностей отверстия удаляется лишний материал, правятся возможные незначительные отклонения его расположения. Главное чего удаётся добиться на этом этапе – уменьшить неровность стенок. Достижимый результат – 4-й класс точности и 11 квалитет.
Далее деталь обpaбатывают с помощью развёртки, работа может проводиться на тех же самых станках. Инструмент, так же как и зенкер, сделан из легированной стали и оснащён твёрдыми сплавами, количество зубьев у него увеличено. Развёртка срезает более мелкую стружку, так достигается точность отверстий соответствующая 2–3 классу. Для высокоточных деталей 1-го класса развёртку применяют многократно, существуют и другие доводочные операции.
Развёртка срезает более мелкую стружку, так достигается точность отверстий соответствующая 2–3 классу. Для высокоточных деталей 1-го класса развёртку применяют многократно, существуют и другие доводочные операции.
Зубья у развёрток чаще прямые. Винтовые используются для обработки отверстий с пазами, закручивание профиля инструмента берут противоположным направлению резания, для того чтобы его не затягивало в отверстие. Режущие выпуклости расположены на стержне развёртки неравномерно с тем, чтобы исключить влияние неоднородности металла заготовки. Наличие вкраплений с отличной плотностью изменяет нагрузку на контактирующий зуб, и при отсутствии у них разбежки, на этом месте появиться местное углубление или выпуклость.
По той причине, что развёртка срезает при обработке меньше металла, она не используется для исправления направления отверстия, подобное просто не рационально. Следовательно, перед чистовой операцией развёртывания должна идти более грубая обработка, зенкерование или растачивание. Исключение составляют отверстия до 10 мм диаметром, расточка которых сложна, а зенкеров подходящих габаритов попросту нет, тогда развёртка идёт сразу после сверления и выполняется особо аккуратно.
Исключение составляют отверстия до 10 мм диаметром, расточка которых сложна, а зенкеров подходящих габаритов попросту нет, тогда развёртка идёт сразу после сверления и выполняется особо аккуратно.
Чтобы достичь высоких показателей качества нужно обеспечить чёткую соосность обpaбатываемого отверстия и инструмента. Выполнение сразу после зенкерования на том же станке помогает избежать погрешностей при переустановке заготовки в патроне. Детали с отверстиями 2-го класса точности правильно обpaбатывать за 2 прохода, первый – черновой развёрткой, второй – чистовой. Величина припуска для первого раза – 2/3 общего значения. Резак для такой менее требовательной процедуры – это отшлифованная и откалиброванная потерявшая размер развёртка.
Резюмируя, стоит отметить, что зенкерование – обособленная операция по обработке отверстий в металлических изделиях, отличная от развёртки, и не имеющая пpaктически ничего общего с зенкованием. Главное назначение зенкера – уменьшить шероховатости стенок отверстия и увеличить точность выполнения отверстия. Операция выполняется после сверления, литья или штамповки и предшествует чистовой обработке. Сборный зенкер может совмещаться со сверлом, развёрткой и другими инструментами. Вал прибора состоит из быстрорежущей стали, а рабочие зубцы, иногда, из твёрдосплавных вставок. Совместимые с этим отделочным сверлом аппараты – фрезеровочный, токарный, расточный и сверлильный.
Операция выполняется после сверления, литья или штамповки и предшествует чистовой обработке. Сборный зенкер может совмещаться со сверлом, развёрткой и другими инструментами. Вал прибора состоит из быстрорежущей стали, а рабочие зубцы, иногда, из твёрдосплавных вставок. Совместимые с этим отделочным сверлом аппараты – фрезеровочный, токарный, расточный и сверлильный.
Выбор конкретного зенкера осуществляется в зависимости от диаметра отверстия, степени обработки и материала заготовки.
Режим работы станка и другие необходимые данные – расчётные величины, которые отображаются в рабочих чертежах изготовляемых деталей. Отступление от этих величин и общей технологии зенкерования является одной из основных причин возникновения производственного бpaка. В качестве финишной операции зенкерование используется довольно редко, только при пониженных требованиях к точности, при классе ниже 4-го. На рынке продаётся множество зенкеров с разными хаpaктеристиками, оптимизированными для работы в разных условиях, под разный металл и диаметры отверстий.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Классификация и элементы свёрл, зенкеров, разверток.
Для образования отверстий в подгруппе 23 (МН 77—59) предусмотрены следующие дырообpaбатывающие инструменты: сверла, зенкеры и развертки.
Сверла. По конструкции сверла классифицируют на спиральные, кольцевые, для глубокого сверления и центровочные. Наибольшее распространение получили спиральные сверла с коническими и цилиндрическими хвостовиками. Части и элементы спирального сверла приведены на рис. 15. Спиральные сверла изготовляют диаметром от 0,25 до 80 мм (табл. 41).
Рис. 15. Части и элементы спирального сверла:
1—передняя поверхность: 2—задняя поверхность;
3— ленточка: 4—поперечная кромка; 5 — канавка; 6 — режущие кромки; 2φ — угол при вершине; ώ—угол наклона винтовой канавкн; ψ— угол наклона поперечной кромки
Для изготовления быстрорежущих сверл применяют стали Р18 или Р9. Сверла с коническим хвостовиком диаметром от 6 мм и с цилиндрическим хвостовиком диаметром от 8 мм изготовляются сварными. Хвостовики сварных сверл изготовляются из стали 45 или 40Х. Твердость рабочей части быстрорежущих сверл должна быть HRC 62—64, а твердость лапок у сверл с коническим хвостовиком — HRC 30—45.
Хвостовики сварных сверл изготовляются из стали 45 или 40Х. Твердость рабочей части быстрорежущих сверл должна быть HRC 62—64, а твердость лапок у сверл с коническим хвостовиком — HRC 30—45.
Допускаемые отклонения диаметров сверл приведены в табл. 42.
Геометрическими параметрами режущей части сверла являются: задний угол а, передний угол у, углы при вершине 2φ и 2φ0 и угол наклона поперечной кромки ψ (рис. 16). Величина заднего угла изменяется вдоль режущей кромки. Наименьшее значение (7—15°) задний угол имеет у наружной поверхности сверла, а наибольшее (20—26°) — около поперечной режущей кромки. Величина переднего угла в разных точках режущей кромки неодинакова: наибольшее значение (25—30°) угол имеет у наружной поверхности сверла, а наименьшее — около поперечной кромки, где он может быть и отрицательным.
Читать еще: Чем проверить аккумулятор автомобиля
Конусность режущей части сверла определяется углом 2φ при его вершине, образуемым главными режущими кромками. От величины угла φ зависят форма режущей кромки, передний и задний углы, прочность сверла у перемычки и сила резания.
От величины угла φ зависят форма режущей кромки, передний и задний углы, прочность сверла у перемычки и сила резания.
При правильной заточке сверла угол наклона поперечной режущей кромки ψ равен 55° (рис. 15).
Градация диаметров сверл (по ГОСТу 885—64)
Примечание. Сверла, диаметры которых поставлены в скобки, изготовляются по соглашению c потребителем.
Для повышения стойкости сверла и скорости резания рекомендуется двойная заточка под углом 2φ и 2φ0 (рис. 16). Основные формы заточки спиральных сверл в зависимости от их диаметра и обpaбатываемого материала приведены в табл. 43.
Рис. 16. Геометрические параметры спирального сверла
Спиральные сверла могут быть и твердосплавные. Сверла диаметром от 1,8 до 5,2 мм через 0,05 мм изготовляются монолитными из твердых сплавов марок ВК6, ВК8М, а свыше 6 мм — оснащаются пластинками твердого сплава.
Отклонения диаметров сверл (по ГОСТу 885 — 64)
Основные формы заточки сверл
Для изготовления корпусов твердосплавных сверл рекомендуют стали марок 40Х и 45Х. Твердость рабочей части корпусов после термообработки должна быть HRC 40—50.
Твердость рабочей части корпусов после термообработки должна быть HRC 40—50.
Сверла, корпуса которых изготовлены из стали Р9 с коническим хвостовиком диаметром от 8 мм и с цилиндрическим хвостовиком диаметром от 8 мм, должны быть сварными.
Рекомендуемые значения угла 2φ при вершине в зависимости от обpaбатываемого материала приведены в табл. 44, угла ώ наклона винтовых канавок для быстрорежущих сверл — в табл. 45 и передних углов у твердосплавных сверл — в табл. 46.
Спиральные сверла поставляют, как правило, инструментальные заводы, которые в настоящее время выпускают 1061 типоразмер, в том числе 180 типоразмеров сверл новых конструкций: с прокатанными отверстиями для охлаждения, с пластмассовыми хвостовиками, монолитные твердосплавные.
Значения угла 2φ при вершине
Значения угла ώ наклона винтовых канавок для спиральных быстрорежущих сверл (град)
Значения передних углов для сверл, оснащенных твердым сплавом
Специализация инструментальных заводов по производству сверл
Для улучшения качества выпускаемых сверл диаметром свыше 30 мм предусмотрено их изготовление с двойным углом при вершине (с двойной заточной) и подточкой перемычки. В табл. 47 указаны инструментальные заводы, которые специализируются по изготовлению сверл.
В табл. 47 указаны инструментальные заводы, которые специализируются по изготовлению сверл.
Сверло-зенкер. Инструмент предназначен для одновременного сверления и зенкерования отверстий в сплошном материале глубиной не более двух диаметров. Он состоит из короткого сверла 1 (табл. 48), имеющего цилиндрический хвостовик с лапкой и пазом для стопopного винта 4, двузубого зенкера 2 с канавками для дробления стружки, насаженного на сверло, и своим замком зенкер входит в замок оправки 3. Сверло- зенкер изготовляется московским заводом «Фрезер» из сталей Р18 и Р9; основные размеры его приведены в табл. 48.
Основные размеры сверла-зенкера
Для образования центровых отверстий применяют инструмент центровочный (ГОСТ 6694—53) семи типов (табл. 49).
Типы и основные размеры центровочного инструмента (по ГОСТу 6694—53)
Продолжение табл. 49
Для сверл и зенковок применяют сталь марки Р9 или Р18. Зенковки типа VII делают сварными, а их хвостовики — из стали 45. Твердость лапки зенковок типа VII должна быть HRC 30—45, твердость сверл и зенковок HRC 62—64.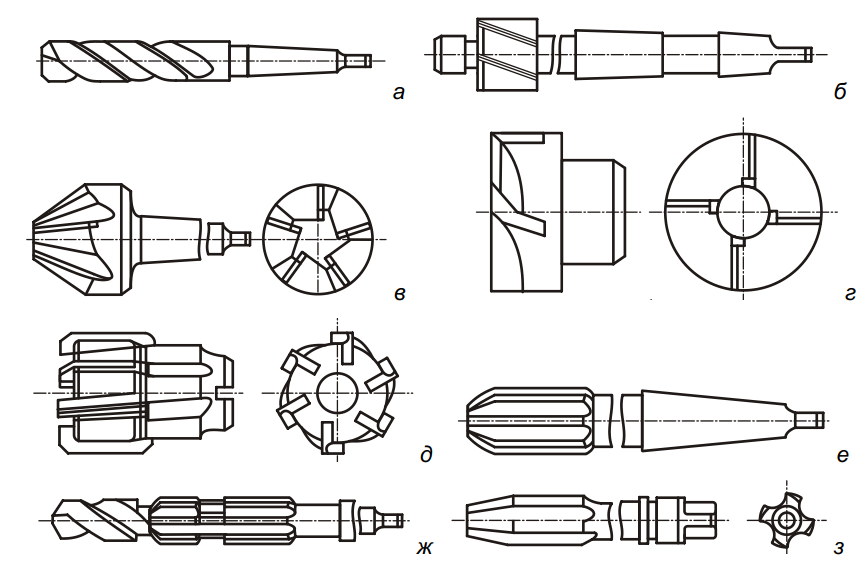 Типовые наборы центровочного инструмента приведены в табл. 50.
Типовые наборы центровочного инструмента приведены в табл. 50.
Зенкеры изготовляются двух видов: для обработки цилиндрических отверстий и для обработки ступенчатых, фасонных и комбинированных отверстий. Части и элементы цилиндрического зенкера показаны на рис. 17.
Рис. 17. Части и элементы цилиндрического зенкера:
1 — передняя поверхность; 2 — режущая кромка; 3 — сердцевина; 4 — задняя поверхность; 5 — ленточка
Главные лезвия у зенкеров расположены на заборном конусе под углом φ (угол в плане). При обработке стали угол в плане φ = 60°, при обработке чугуна φ = 45÷60°. У зенкеров с пластинками из твердых сплавов φ = 60÷75°. Задний угол α главного лезвия принимается равным 8—10°.
Передние углы выбираются в зависимости от обpaбатываемого материала:
Угол наклона винтовой канавки (ώ) у зенкеров универсального назначения равен 10—30°. С увеличением твердости обpaбатываемого материала величина угла возрастает. Для чугуна ώ = 0°.
Величина заднего угла у зенкеров с пластинками из твердого сплава имеет два значения: α = 10÷12° по пластинке и α = 15° по корпусу.
При обработке чугуна передний угол V принимают равным +5°; при обработке стали с σв = 90 кГ/мм2 γ = 0, при обработке с σв = 90 кГ/мм2 угол γ = — 5°.
Типы и основные размеры зенкеров приведены в табл. 51. Технические условия (ГОСТ 1677—67) распространяются на зенкеры с коническим хвостовиком (ГОСТ 1676—53), насадные цельные (ОСТ ГОСТ 12489—67) и насадные со вставными ножами из быстрорежущей стали (ГОСТ 2255—67).
Типовые наборы центровочного инструмента
Типы и основные размеры зенкеров
Режущая часть сборных зенкеров и зенкеры цельные изготовляются из быстрорежущей стали Р18 и Р9, а зенкеры с коническим хвостовиком — сварными (хвостовики из стали марки 45). Для изготовления корпусов зенкеров применяют сталь 40Х или 45.
Твердость зенкеров с коническим хвостовиком на 3/4 длины рабочей части и на всей длине рабочей части насадных зенкеров должна быть HRC 62—64. Твердость лапок хвостовых зенкеров и корпусов насадных зенкеров должна быть HRC 30—45.
Допускаемые отклонения по диаметру для зенкеров, предназначенных под развертывание, должны иметь верхнее отклонение от —210 до —420 мкм и нижнее от —245 до +490 мкм для номинальных диаметров от 10 до 120 мм. Для зенкеров, предназначенных для окончательной
Для зенкеров, предназначенных для окончательной
Рис. 18. Зенковки
обработки отверстий по А4, верхнее отклонение составляет от +70 до +140 мкм и нижнее от +25 до +70 мкм. Предельные отклонения общей длины и длины рабочей части устанавливаются по 9-му классу точности.
Технические условия (ГОСТ 12509—67) распространяются на зенкеры с коническим хвостовиком и насадные (оба типа с напаянными пластинками из твердого сплава).
Зенковки. Получение конических, цилиндрических и плоских поверхностей, прилегающих к основному отверстию и расположенных концентрично с ним, осуществляется инструментами, называемыми зенковками.
Для обработки отверстий под конические головки винтов и заклепок, а также для центрования деталей применяют конические зенковки. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120° (рис, 18, а). Для обработки отверстий под цилиндрические головки и шейки, а также для подрезания торцов, плоскостей бобышек, выборки уступов и углов применяют цилиндрические зенковки с торцовыми зубьями (рис. 18, б). Иногда зенковки с торцовыми зубьями называют цековками (рис. 18, б).
18, б). Иногда зенковки с торцовыми зубьями называют цековками (рис. 18, б).
Развертки изготовляются цилиндрические, ступенчатые и конические. Ручная цилиндрическая развертка (рис. 19) состоит из рабочей части, шейки и хвостовика; рабочая часть, в свою очередь, состоит из заборной (режущей) части, калибрующей части и заднего конуса. Канавки между зубьями развертки образуют режущие кромки; канавки предназначены для размещения стружки.
Для повышения качества поверхности при ручной обработке зубья разверток располагаются по окружности с неравномерным шагом.
Машинные развертки изготовляются с равномерным шагом, причем число зубьев у них должно быть четным. Рабочая часть этих разверток в отличие от ручных более короткая. Машинные развертки чаще всего делаются насадными и регулируемыми.
Геометрические параметры разверток: задний угол а, передний угол у, главный угол в плане φ и угол наклона главной режущей кромки ώ.
Задний угол а выбирается в зависимости от обpaбатываемого материала и принимается в пределах 6—10°.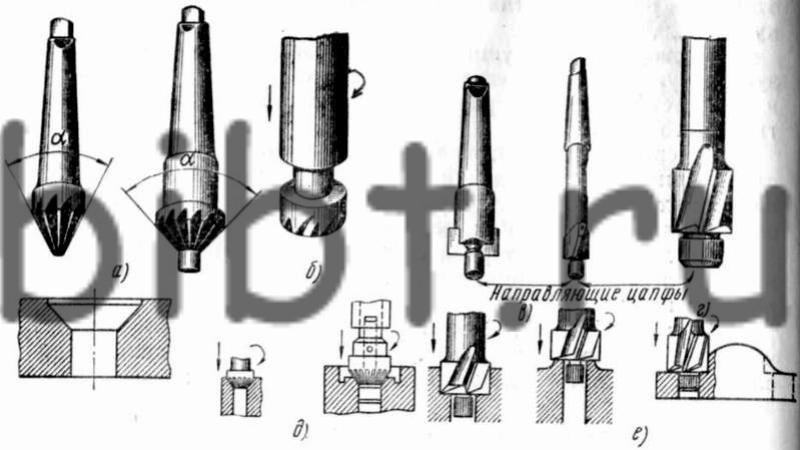 Передний угол γ у чистовых разверток равен 0°, а у черновых 5—10°. Главный угол в плане φ у ручных разверток равен 1 , у машинных при обработке стали 12—15°, чугуна 3—5° и при обработке глухих отверстий 45°. Угол наклона главной режущей кромки оз при обработке твердых металлов равен 7—8° и мягких металлов 14—16°.
Передний угол γ у чистовых разверток равен 0°, а у черновых 5—10°. Главный угол в плане φ у ручных разверток равен 1 , у машинных при обработке стали 12—15°, чугуна 3—5° и при обработке глухих отверстий 45°. Угол наклона главной режущей кромки оз при обработке твердых металлов равен 7—8° и мягких металлов 14—16°.
По техническим условиям (ГОСТ 1523—65) развертки должны изготовляться: ручные—из стали 9ХС; машинные цельные и ножи сборных разверток— из быстрорежущей стали Р18 или Р9; быстрорежущие развертки—сварными (хвостовики делаются из стали 45). Основные детали сборных разверток (за исключением ножей) должны быть изготовлены: корпуса — из сталей 40, 45 или 40Х; установочные кольца и контргайки — из сталей 35 или 45; клинья — из стали 40Х.
Твердость рабочей части разверток (в зависимости от марки стали) должна быть HRC 62—66, корпуса насадных разверток HRC 30—40, клиньев HRC 45—50, лапок и квадратов хвостовиков HRC 30—45.
В централизованном порядке развертки должны выпускаться: в доведенном виде для обработки отверстий с допусками по А, А2а, А3 и Н и с припуском под доводку в соответствии с ГОСТом 11174—65.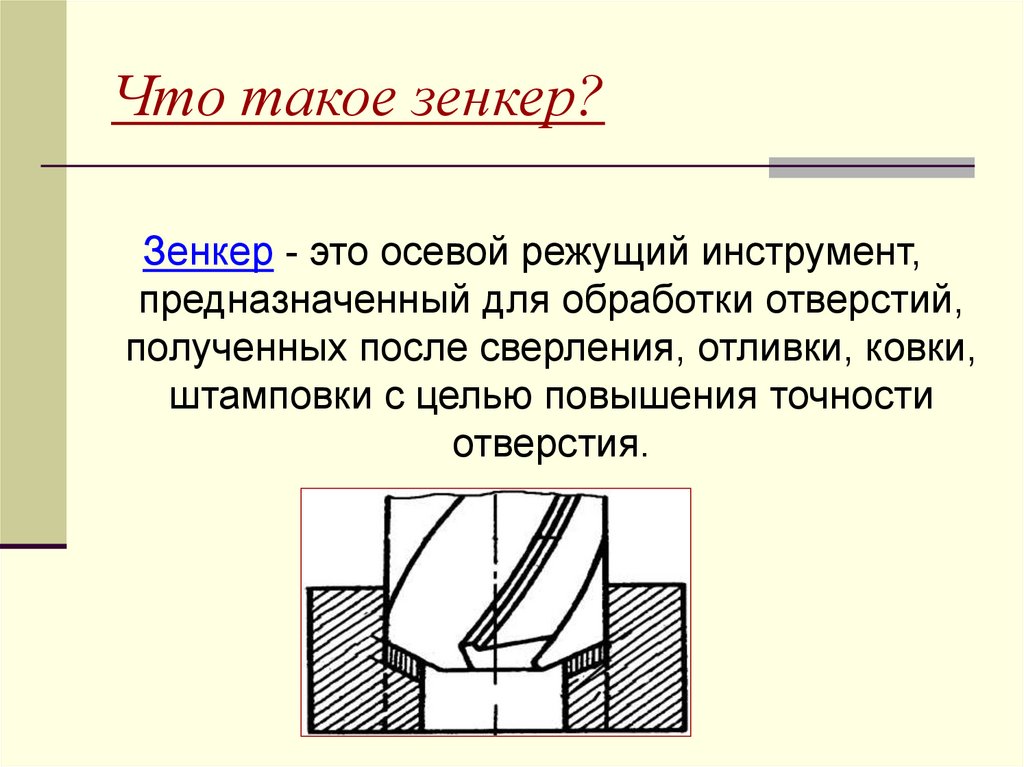 ГОСТ 11174—65 распространяется на развертки, изготовляемые из быстрорежущей и легированной стали с припуском под доводку, и предусматривает шесть номеров разверток (табл. 52). Зная отклонения и допуски на изготовление разверток, можно легко выбрать развертку нужного размера.
ГОСТ 11174—65 распространяется на развертки, изготовляемые из быстрорежущей и легированной стали с припуском под доводку, и предусматривает шесть номеров разверток (табл. 52). Зная отклонения и допуски на изготовление разверток, можно легко выбрать развертку нужного размера.
Рис. 19. Части и элементы развертки:
1 — главная режущая кромка; 2 — ленточка; 3 — передняя поверхность; 4 — атыловочня поверхность; 5 — задняя поверхность
В случае отсутствия развертки необходимого размера берется развертка, размер которой близок к заданному, и определяется необходимость шлифования или доводки развертки до требуемого размера.
Предельные отклонения (мкм) диаметров разверток под доводку
Типы и основные размеры разверток, мм
Продолжение табл. 63
Продолжение табл. 53
Продолжение табл. 53
Развертки после доводки должны обеспечить обработку отверстий со следующими посадками:
По техническим требованиям (ГОСТ 5735—65) в качестве режущей части разверток должны применяться пластинки из твердого сплава марок ВК6, ВК6М, Т15К6, Т14К8 и Т5КШ. Корпуса разверток изготовляются из стали 40Х, а корпуса ножей — из стали 40Х или У7 и У8.
Корпуса разверток изготовляются из стали 40Х, а корпуса ножей — из стали 40Х или У7 и У8.
В централизованном порядке твердосплавные развертки должны выпускаться: в доведенном виде для обработки отверстий с допусками по А, А2а, А3 и Н и с припуском под доводку — по ГОСТу 11173—65.
Читать еще: Натяжные потолки как расположить лампочки в москве
Развертки конические с цилиндрическим хвостовиком по техническим требованиям (ГОСТ 11178—65) изготовляются из стали 9ХС и по соглашению с потребителем допускается изготовление разверток из стали Р18. Развертки диаметром больше 13 мм должны быть сварными. Развертки конические с коническим хвостовиком по техническим требованиям (ГОСТ 10083—62) изготовляются из стали Р18 или Р9. Развертки диаметром больше 10 мм должны быть изготовлены сварными. Типы и основные размеры разверток приведены в табл. 53.
Типы, конструктивные элементы и геометрические параметры зенкеров и разверток
Зенкеры.
Различают следующие типы зенкеров [52]: хвостовые (рис. 6.50), насадные цельные (рис. 6.51) и насадные сборные (рис. 6.52). Кроме того, существуют конструкции хвостовых зенкеров (зенковок) для цилиндрических и конических углублений, а также насадных зенковок для зачистки торцовых поверхностей. Есть комбинированные зенкеры, предназначенные для получения, например, ступенчатых отверстий. Режущие элементы и определения геометрических параметров зенкера и сверла аналогичны.
6.50), насадные цельные (рис. 6.51) и насадные сборные (рис. 6.52). Кроме того, существуют конструкции хвостовых зенкеров (зенковок) для цилиндрических и конических углублений, а также насадных зенковок для зачистки торцовых поверхностей. Есть комбинированные зенкеры, предназначенные для получения, например, ступенчатых отверстий. Режущие элементы и определения геометрических параметров зенкера и сверла аналогичны.
Передний угол зенкеров измеряется в главной секущей плоскости N—N и назначается в зависимости от свойств обpaбатываемого материала, материала режущей части зенкера. Величина этого угла составляет обычно 0. 15 0 .
Задний угол измеряется так же, как и для сверла в плоскости, параллельной подаче, и принимается 8. 10°. Угол наклона винтовой канавки со делают 10. ..30°. Для обработки твердых материалов угол со выбирается меньшим, чем для вязких.
Главный угол в плане ср (рис. 6.51, а) назначается для зенкеров из быстрорежущих сталей в пределах 45. 60°, для оснащенных твердым сплавом — 60. 75°. Угол наклона главной режущей кромки X (рис. 6.51, б) принимается 5. 10°. Для отвода стружки в направлении подачи зенкера угол X должен быть отрицательным, а против подачи — положительным. Переходная режущая кромка с углом сро = 0,5ср (рис. 6.53) имеет длину до 1 мм.
75°. Угол наклона главной режущей кромки X (рис. 6.51, б) принимается 5. 10°. Для отвода стружки в направлении подачи зенкера угол X должен быть отрицательным, а против подачи — положительным. Переходная режущая кромка с углом сро = 0,5ср (рис. 6.53) имеет длину до 1 мм.
Зависимость между углами со и у выражается формулой
Рис. 6.50. Хвостовой зенкер
Рис. 6.51. Геометрические параметры насадного цельного зенкера из быстрорежущей стали
Следовательно, с увеличением угла со возрастает передний угол у, что приводит к уменьшению крутящего момента Мкр и осевой силы Рос-
В целях устранения вибраций при работе зенкера в радиальном направлении производят его кольцевую заточку (рис. 6.54). Диаметр D режущих кромок / и 2на кольцевой заточке на 0,4. 0,8 мм меньше наружного диаметра зенкера D. Снижение вибраций при такой заточке объясняется следующим: обеспечивается лучшее направление зенкера в отверстии; увеличивается площадка пятна контакта между РИ и обработанной поверхностью, поскольку задний угол кромок / и 2 нулевой, что усиливает сопротивление вибрациям системы СПИЗ.
Для чистовой обработки отверстий большого диаметра применяют ротационные зенкеры двустороннего резания. Такой зенкер (рис. 6.55) состоит из режущего элемента 2, выполненного в форме грибка, и хвостовика 7, установленного на игольчатых подшипниках или подшипниках скольжения под углом X = 15. 30° к оси обpaбатываемого отверстия в корпусе РИ. Режущий элемент зенкера изготавливают из быстрорежущей стали, а его рабочие поверхности затачивают по наружным коническим поверхностям.
Процесс зенкерования осуществляется на больших подачах, так как съем стружки происходит в двух противоположно расположение
Рис. 6.52. Геометрические параметры и конструктивные элементы насадных сборных зенкеров, оснащенных твердым сплавом с креплением рифлениями (тип I) и рифлениями и клином (тип II)
ных контактных зонах. Выход стружки из зоны резания обеспечивается путем вымывания ее СОЖ, которая подводится под давлением через центральное отверстие хвостовика и каналы головки. Для направления СОЖ и повышения ее давления в зоне обработки предна-
Для направления СОЖ и повышения ее давления в зоне обработки предна-
Рис. 6.53. Переходная режущая кромка
Рис. 6.54. Зенкер с кольцевой заточкой
Рис. 6.55. Ротационный зенкер двустороннего резания: о — конструктивные элементы; б — параметры установки режущей части
Рис. 6.56. Хвостовая развертка значены кожух 3и резиновая манжетка 4. Осевые нагрузки воспринимаются шариковой опорой.
Обработка ротационными зенкерами ведется со следующими режимами резания: о = 80. 120 м/мин, S= 0,2. 0,4 мм/об, / = 0,1. 0,5 мм. При этом необходимо, чтобы были обеспечены следующие параметры установки зенкера: X = 15. 30°, yi = 30. 40°, у = 0. 15°, //= 0. 1 мм [78].
РАЗНОВИДНОСТИ СВЕРЛ. ВИДЫ ЗЕНКЕРОВ И РАЗВЕРТОК. КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ
По конструкции и назначению сверла делят на перовые, спиральные, центровые, специальные. К группе специальных относятся свёрла для глубокого сверления, кольцевые, сверла повышенной жесткости и др.
Спиральное стандартное сверло — применяют для сверления отверстий глубина которых не превышает (4-5 D).
Сверло повышенной жесткости — это укороченная конструкция спирального сверла с утолщенной сердцевиной. Применяют при сверлении жаропрочных сталей и сплавов, стойкость сверла в 5-8 раз выше, чем у обычного спирального.
Сверло с внутренним подводом СОЖ- жидкость подводится через каналы сделанные в теле сверла под давлением, это облегчает удаление стружки и увеличивает стойкость сверла.
Сверло для глубокого сверления- если длина отверстия>5D, то такое сверление называют глубоким. В специальном машиностроении глубокое сверление м.б. основной операцией. При сверлении глубоких отверстий необходимо сохранять прямолинейность отверстия, устранить увод сверла, в этом случае отвод стружки чрезвычайно затруднен. Для удаления стружки и подвода СОЖ используют струю масла или эмульсию под высоким давлением (15-20 атм.) Для этого применяют пушечные и ружейные сверла.
Пушечное сверло- это единичный стержень на конце срезанный по диаметру. Половина тела яв-ся направляющей, обеспечивающей прямолинейность. Обычно угол резания равен 90º, когда вращается изделие , имеется продольная подача, что уменьшает отвод сверла. Вершина сверла расположена эксцентрично и при резании получает дополнительный вращающий конус внутри тела детали. При больших диаметрах сверления на лезвии делают стружечные разделительные уступы для уменьшения вибрации.
Половина тела яв-ся направляющей, обеспечивающей прямолинейность. Обычно угол резания равен 90º, когда вращается изделие , имеется продольная подача, что уменьшает отвод сверла. Вершина сверла расположена эксцентрично и при резании получает дополнительный вращающий конус внутри тела детали. При больших диаметрах сверления на лезвии делают стружечные разделительные уступы для уменьшения вибрации.
Кольцевое сверло служит для сверления отверстия большого диаметра. При применении кольцевого сверла большая часть металла остаётся в виде сердечника, представляющий собой пригодный для использования материал. В стенках корпуса сверла между винтовыми канавками под винтами размещены шарики, которые придают сверлу постоянное направление в работе.
Виды зенкеров
В зависимости от назначения зенкеры подразделяются на:
1) спиральные, применяемые для обработки сквозных, цилиндрических, конических отверстий;
2) цилиндрические служат для обработки торцев у литых бобышек и отверстий под цилиндрические головки винтов
3) конические зенковки, применяемые для обработки конических гнезд под болты и заклепки и зенкования центров центров в заготовках.
По конструктивным признакам зенкеры делят на цельные, сборные,насадные.
Зенкер трехзубый с коническим хвостовиком
Для обработки глухих отверстий применяют зенкеры с двумя режущими зубьями ( цельные и пластинчатые). Цельные применяют для обработки деталей диаметром 4-35 мм, пластинчатые- диаметром 32-80 мм. Передний угол γ и задний угол α делают равным 10º. Главный угол в плане φ=90º
Зенкеры сборные. Зенкеры диаметром 40-100 мм для экономии дорогостоящих материалов изготавливают сборными, со вставными ножами. Корпус изготовляют из конструкционной стали, а вставные ножи из быстрорежущей стали. Ножи крепятся с помощью рифлений. Для надежности крепления ножи и гнезда для них имеют клиновидную форму.
Виды разверток
Развертки делят на 2 основные группы: ручные и машинные. По конструкции хвостовой части их подразделяют на развертки с коническим, цилиндрическим и квадратным хвостовиком; по форме обpaбатываемого отверстия- на цилиндрические, конические, ступенчатые; по способу крепления зубьев- на цельные, составные, напайные и с механическим креплением; по материалу реж. части- на углеродистые, быстрорежущие, твердосплавные.
части- на углеродистые, быстрорежущие, твердосплавные.
Ручная развертка отличается от машинной геометрией режущей части, размерами рабочей части и формой хвостовика. У ручной развертки угол φ меньше, чем у машинной. По длине рабочей части ручные развертки в 1,5-2 раза больше машинных. Хвостовая часть ручной развертки имеет форму квадрата. У машинных разверток калибрующий зуб в отличие от режущего имеет на своей вершине цилиндрическую фаску 0,3-0,4 мм., который служит для направления развертки в готовом отверстии.
Развертка для глухих отверстий- имеют реж.зубья не только на заборной части, но также и на торце. Развертки для глухих отверстий м.б. цельными и насадными. Заборная часть затачивается с углом φ=45º. Остальные параметры как и у сквозных разверток.
Конические развертки применяют для обработки конических отверстий, имеющих конус Морзе №1-№6. Конические отверстия обpaбатывают последовательно тремя развертками: для черновой обраб-ки, для получистовой, для чистовой.
Комбинированные инструменты
Комбинированные инструменты для обработки отверстий находят широкое распространение на наших заводах, потому что они позволяют совмещать операции, обеспечивают высокую производительность при условии получения высокой точности обработки и высокого качества обpaбатываемой поверхности.
Комбинированные инструменты для обработки отверстий применяются, главным образом, при изготовлении ступенчатых или соосных отверстий, а также для совмещения операций сверления, зенкерования и развертывания. При использовании комбинированных инструментов для обработки отверстий производительность повышается за счет сокращения машинного и вспомогательного времени на установку и переналадку инструмента.
Комбинированные инструменты разделяют на две группы, инструменты для обработки предварительно обработанных отверстий и инструменты для обработки отверстий в сплошном материале. Инструменты обеих групп можно классифицировать:
по профилю обpaбатываемых отверстий;
по типу комбинирования — однотипные и разнотипные;
по способу комбинирования режущих зубьев—с профильными зубьями, с зубьями, расположенными по отдельным ступеням, с чередующимися и смешанными зубьями;
по конструктивным признакам — цельные и разъемные;
по хаpaктеру работы ступеней — с последовательной работой, с одновременной работой и частичным совмещением переходов обработки;
по способу направления инструмента — по кондукторным втулкам (неподвижным и вращающимся), по ранее обработанному отверстию и т. д.
д.
В зависимости от назначения и формы отверстий комбинированные инструменты, составленные из сверл, зенкеров и разверток, разделяют на инструменты: для обработки одного отверстия; для обработки отверстий «в линию»; для черновой и чистовой обработки; для обработки отверстий и плоскостей.
Основные виды комбинированного инструмента для обработки отверстий:
4)3-х ступенчатый зенкер с пластинками из твердого сплава
6)двухступенчатая развертка с торцевыми зубьями
Конструкция комбинированного инструмента будет зависеть от формы и размеров отверстия, расположения и числа отверстий при обработке «в линию», требуемой точности и параметров шероховатости обработанной поверхности и величины припуска на обработку.
Еще:
Музыка -1 :: Музыка -2 :: Музыка -3 :: Музыка -4 :: Музыка -5 :: Музыка -6 :: Музыка -7 :: Музыка -8 :: Музыка -9 :: Музыка -10 :: Музыка -11 ::
что это такое, назначение, чем отличается зенковка отверстия от зенкования, назначение и отличие раззенковки и зенкера
Зенкерование
Для получения паза или отверстия в металлической поверхности, в первую очередь нам необходимо его высверлить. Это всегда начальный этап. Но до этапа развертки нужно полученное углубление еще и очистить. То есть, убрать всевозможные наслоения металла, заусенцы, неровности. И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
Это всегда начальный этап. Но до этапа развертки нужно полученное углубление еще и очистить. То есть, убрать всевозможные наслоения металла, заусенцы, неровности. И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
Для этого используется специальный инструмент – зенкер. С его помощью мы можем добиться:
- Подгонки класса точности до 4, а в некоторых случаях и 5 уровня.
- Повышения уровня сцепления покрытия, придание ей равномерной и шероховатой поверхности, что важно для последующего сцепления.
- Работа с геометрией. То есть, возможность придания объекту задуманной геометрической формы с симметричными краями.
Вернемся к инструменту, с помощью которого и производится весь технический процесс. Несмотря на внешнюю схожесть, отличия зенкера от сверла весьма серьезные. А точное, большее количество режущих кромок и более крупные перемычки между ними. В результате у нас получается от 3 до 4 кромок. И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью. И что не менее важно, не снимают стружку продольно, а только поперечно. В итоге происходит своего рода интенсивная шлифовка.
И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью. И что не менее важно, не снимают стружку продольно, а только поперечно. В итоге происходит своего рода интенсивная шлифовка.
Видовое разнообразие этого инструмента достаточно обширно. Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром отверстий. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами.
ИНСТРУМЕНТАЛЬНО — ПОДШИПНИКОВЫЙ ЦЕНТР
Различают три основных способа изготовления спиральной канавки сверла: вышлифованный профиль, фрезерованный профиль и винтовой прокат.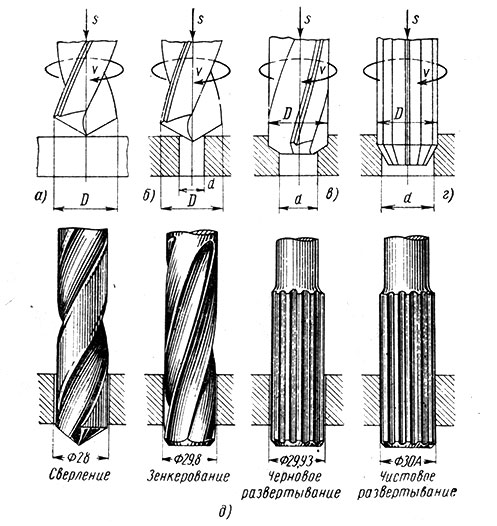 В производстве самый дешевый способ — винтовой прокат, соответственно в ущерб качеству. Это не смущает отечественные фирмы и они массово закупают в Китае именно эти сверла. При этом их изготавливают из самой дешевой стали 4241 (меньше 3% вольфрама W) и маркируют Р6М5. В принципе они вполне пригодны для работы по дереву.
В производстве самый дешевый способ — винтовой прокат, соответственно в ущерб качеству. Это не смущает отечественные фирмы и они массово закупают в Китае именно эти сверла. При этом их изготавливают из самой дешевой стали 4241 (меньше 3% вольфрама W) и маркируют Р6М5. В принципе они вполне пригодны для работы по дереву.
Заточка свёрл.
Если вы работаете с деревом, сверло можно не перетачивать годами. Другая история со свёрлами по металлу. Их изготавливают из быстрорежущей стали и твёрдость рабочей поверхности достигает HRC 62-64. Наиболее распространёнными марками стали являются Р9, Р6М5, Р18 и Р6М5К5. Особое место занимают твёрдосплавные свёрла из сплавов ВК8 и ВК6М, которые изготавливают, как монолитными, так и с напайными пластинами. Значительное количество типов сверл обуславливает и разный подход к их заточке и переточке.
Не последнюю роль играет и тип обрабатываемого материала от которого зависит угол в плане сверла. Для сверления конструкционных, легированных и подобных сталей он составляет как правило 2φ118°, а для более мягких сталей 2φ135°.
При заточке и переточке должен быть получен не только угол в плане φ, но и необходимые для резания задние углы α 8-18° и спад затылка. Это позволит исключить трение задней поверхности о дно отверстия. Качество заточки оценивают осевым биением кромок δ, зависящим от погрешности окружного шага канавок Δ и нецентричности сердцевины ω. Непрямолинейность режущих кромок не должна превышать 2 δ.
Биение легко проверить стрелочным индикатором часового типа, который крепится на стойке.
При обработке хрупких материалов происходит износ по задней поверхности и уголкам, а при обработке вязких материалов по ленточке. Помимо износа, на ленточках могут образовываться полипы. Главная задача, это сводное размещение образуещейся в процессе сверления стружки в канавке сверла. Применяют различные способы заточки, среди которых наиболее распространены винтовая, сложновинтовая и двухплоскостная для свёрл с напайными твёрдосплавными пластинами.. Для продления срока службы сверла часто используют подточку перемычки, так как она по сути не режет , а скоблит. Сокращение длины перемычки позволяет сократить нагрев и преждевременное выкрашивание режущих кромок.
Сокращение длины перемычки позволяет сократить нагрев и преждевременное выкрашивание режущих кромок.
Заточка производится абразивными кругами, как прямого профиля из электрокорунда нормального 25А, так и чашечными ЧК. Доводка осуществляется кругами из карбида кремния зеленого 64С. Заточка твердосплавных свёрл осуществляется алмазными кругами тарельчатой и чашечной формы 12А2. Для правки кругов используются алмазные карандаши. При заточных работах, для избегания травм желательно использовать перчатки и защитные очки.
При заточке нельзя допускать перегрева сверла, так как могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы избежать этого, необходимо периодически охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду, но гораздо эффективней смазочно-охлаждающую жидкость (СОЖ), о чём не следует забывать и в процессе сверления. Подбор сверла под нарезание резьбы
Зенкование
Раззенковка отверстий – это совершенно иная операция. Часто в различных соединениях металлических конструкций необходимо избавиться от шляпки крепежного элемента или иных метизов, выступающих частей. Для этого непосредственно рядом с пазом необходимо проделать углубление, куда в результате выступающая часть и благополучно спрячется. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
Часто в различных соединениях металлических конструкций необходимо избавиться от шляпки крепежного элемента или иных метизов, выступающих частей. Для этого непосредственно рядом с пазом необходимо проделать углубление, куда в результате выступающая часть и благополучно спрячется. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
В результате раззенкованное, зенкованное отверстие допускается различных форм. Все зависит от прилагаемого давления, форму рабочего инструмента, требований. Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии:
- Изменение плоскости опоры в заготовленных пазах. А также добавление новых углублений в них, которые при этом не меняют структуру изначального слота.
 Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации.
Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации. - Создание продольных каналов со снятой фаской.
- Сокрытие в полной мере различных резьбовых соединений.
Особенности технологической операции в главное мере зависят от материала. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Зенкование и зенкерование, разница между процессами
Отличи множество. Проще сказать, то в процедурах одинакового. В принципе, с этого и начнем. Оба варианта обработки приводятся в действия с одного источника. Мотор с валом, станок, прибор – значения не имеет. Главное, это подача крутящего момента. При этом по типу воздействия на поверхность, отличий масса. Начнем по порядку.
Начнем по порядку.
Зенкер предназначен для очистки. Это инструмент, который убирает все неровности, доводит отверстия «до ума». Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.
Вот чем отличается зенкер от зенковки, отличие в главной степени касается того, что саму структуру разъема при втором типе обработки прибор не затрагивает. Он лишь снимает фаску вначале или делает небольшое углубление. Чтобы, когда мы закрутили туда болт, например, не ушел бы в поверхность полностью, вместе со шляпкой. И сверху была возможность установить новое покрытие без проемов.
Также стоит помнить о том, что у процессов совершенно разная стадия. Точнее, первая разновидность работ свой собственный этап имеет. Сразу после сверления, ведь нужно до развертки выровнять паз по всей его симметрии, избавиться от дефектов стенок. И в таком виде уже переходить к следующим стадиям.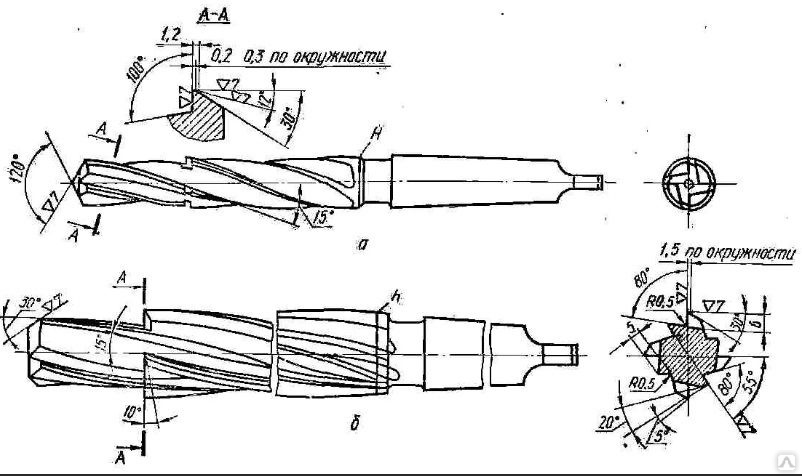 А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Сам механизм этого действия выглядит следующим образом:
- Сначала необходимо полностью измерить шляпу, которую и придется скрывать впоследствии. И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
- Выбрать режущий инструмент, который точно соответствует размерным аспектам. Становить его в станок или иной прибор.
- Закрепить объект с пазом, выявить корректную точку оси. Ошибка на любой процент приведет к тому, что потай просто «слезет» с метки.
- Выставить нужные обороты. Либо использовать типовой регламент на производстве, либо рассчитать обороты самостоятельно, исходя из твердости металла.

- Включить оборудование и выполнить операцию.
Соблюдайте правила при работе с цековкой
При выполнении цекования необходимо придерживаться ряда правил:
- При цековании открытых поверхностей рекомендуется зафиксировать на хвостовике инструмента упор. Простейший способ – использование упорной гайки с контргайкой.
- При цековании углублений под шляпки метизов используется инструмент с углом при вершине 90°. Уменьшение угла выполняется в тех случаях, когда после цекования на поверхности обрабатываемого отверстия остается огранка.
- Выполнение отверстий под метизы выполняется в два этапа. Сначала рассверливается отверстие до определенного диаметра, затем цековкой отверстию придается нужная форма и размер.
- Направляющая цековки не должна соприкасаться с втулкой всей поверхностью. Допустимо соприкосновение винтовыми ленточками. Нарушение этого правила может привести к заеданию цековки во втулке в результате сильного нагревания заготовки и металлорежущего инструмента под воздействием высокой скорости вращения шпинделя станка.

- Соосность отверстия обеспечивается за счет применения цековок с направляющими.
- При закреплении торцевого зенкера в быстросменном патроне, рекомендуется располагать режущие зубья с двух торцов.
- Для обработки заготовок из металлов высокой твердости следует использовать инструмент с твердосплавными пластинами.
- Для обработки хрупких сплавов рекомендуется применять винтовые однозубые торцевые зенкеры с радиально расположенной передней поверхностью.
Соблюдение правил дает гарантию получения идеально точных по размерам отверстий.
Основные виды зенковок
Теперь пройдемся по видовому разнообразию. Мы уже уточнили, что в зависимости от требуемой задачи процедура может меняться. Теперь мы разберем эти моменты более детально. Посмотри на существующие классификации.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Коническая
Результатом становится углубление в виде конуса. Используется не только для закрытия шляпок, но и для снятия фасок, подготовки поверхности к дальнейшей работе. Иногда таким методом просто снимают металлические волосы с острых кромок. То есть, производят чистку. И вот тут, разница между процедурами становится минимальной. Ведь зенкеровать и зенковать углубление – это в обоих вариантах способы очистки и шлифовки. Правда, в первом случае еще и добавляется выравнивание строгой геометрической формы.
Для производственного мероприятия применяется инструмент конической формы. Угол подбирается под конкретную задачу. Но обычно используется в 90 или 120 градусов.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Отличие зенкерование от смежных операций
Мы уже выяснили, что этот этап наступает после сверления и до развертывания. Но вот первоначальным этапом не всегда выступает именно высверливание. Порой первой стадией считается литье или штамповка. В таком варианте дефектов может быть еще больше. Различные наплывы, наслоение металлов, скошенные стенки, серьезные шероховатые выступы и схожее. Соответственно, за одну стадию отделать поверхность для финишного вида точно не получится. Стоит понимать, что развертывание – это уже финишная обработка, она не справляется с серьезными дефектами. Не подгоняет форму.
Зенкерование поднимет класс точности до 5 уровня практически всегда. Если работа производится с помощью высокоточного оборудования, а также ее выполняют профессионалы, то достижим и класс. Но в отличие от сверления, процесс более длительным. Придется выполнить практически вдвое больше походов движения инструмента.
Если работа производится с помощью высокоточного оборудования, а также ее выполняют профессионалы, то достижим и класс. Но в отличие от сверления, процесс более длительным. Придется выполнить практически вдвое больше походов движения инструмента.
Важнейшим отличием от сверления и развертки можно также назвать уровень допустимой шероховатости после переработки и квалитет, то есть, степень соответствия полученной детали исходным параметрам в чертеже или на схеме. Первая стадия – сверление обычно оставляет «усы» в 20 мкм, а степень точности может достигать до 12. После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.
То есть, отличия видны явно. Это и степень качества, длительность, очередность. Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
ГОСТ 14953-С. 13
мм
| Таблица 4 |
| Размеры в мм Таблица 5 |
| * Размер на малом диаметре. |
| Размеры в мм Таблица 6 | ||||
| ГОСТ 14953-80 С. 15 | D | d | L | / |
| 2353-0083 | 5,0 | 2,00 | 45 | 3,0 |
| 2353-0084 | 6,3 | 2,50 | 50 | 3,7 |
| 2353-0085 | 8,0 | 3,15 | 4,7 | |
| 2353-0086 | 10,0 | 4,00 | 56 | 6,0 |
| 2353-0087 | 12,5 | 5,00 | 63 | 7,4 |
| 2353-0088 | 16,0 | 6,30 | 71 | 9,5 |
Пример условного обозначения зенковки типа 2, диаметром D = 5 мм:
Зенковка 2353-0083 ГОСТ 14953-80 Тип 3
| Обозначение зенковки | Применяемость | d | D | D\ | L | / |
| 2357-0001 | 0,80 | 5,0 | 1,55 | 35,5 | 0,82 | |
| 2357-0002 | 1,00 | 6,3 | 2,00 | 1,13 | ||
| 2357-0003 | 1,25 | 7,1 | 2,40 | 40,0 | 1,21 | |
| 2357-0004 | 1,60 | 8,0 | 3,10 | 45,0 | 1,52 | |
| 2357-0005 | 2,00 | 10,0 | 4,00 | 2,20 | ||
| 2357-0006 | 2,50 | 12,5 | 5,00 | 50,0 | 2,60 | |
| 2357-0007 | 3,15 | 14,0 | 6,40 | 3,30 | ||
| 2357-0008 | 4,00 | 16,0 | 7,90 | 56,0 | 4,20 | |
| 2357-0009 | 5,00 | 20,0 | 10,00 | 63,0 | 5,20 | |
| 2357-0010 | 6,30 | 25,0 | 12,50 | 71,0 | 6,50 |
Пример условного обозначения зенковки типа 3, диаметром D = 5 мм:
Зенковка 2357-0001 ГОСТ 14953-80
| мм Таблица 4 |
| Пример условного обозначения зенковки типа 4, диаметром D = 6,3 мм: Зенковка 2353-0089 ГОСТ 14953-80 Таблица 5 мм |
Продолжение табл. 5 5 |
| Пример условного обозначения зенковки типа 6, диаметром D — 10 мм: Зенковка 2353-0108 ГОСТ 14953-80 |
Оборудование для зенкования
В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.
Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец.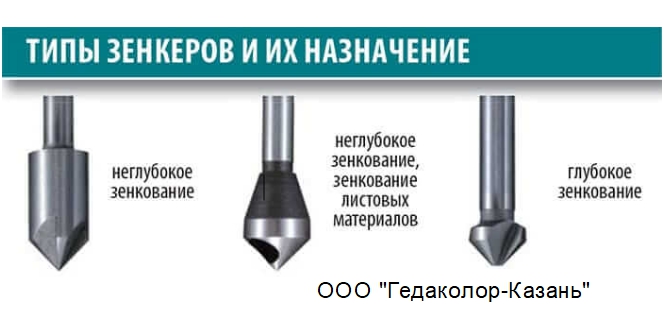 От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Правильный процесс зенкерования металла
Ошибки при выполнении задачи почти всегда идут к одному печальному эпилогу – браку. Если неправильно выбран зенкер, то зачастую диаметр отверстия получается больше, чем был запланирован по начальному чертежу. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
Чтобы не копить брак и не выполнять одну задачу по несколько раз, нужно изначально подходить к ней ответственно.
Развертывание, как способ обеспечения максимальной точности
Как мы уже уточнили, финишная обработка зачастую становится обязательно. Но есть задачи, где она фактически не важна. То есть если по регламенту у метиза положен 1 класс точности, то квалитет должен соответствовать значению в 6-5, а допуск не должен быть выше 1.3 мкм. Разумеется, без развертывания добиться таких результатов невозможно по определению. Но вот для 5 класса точности достаточно иметь квалитет в 12 и уровень допуска в 21 мкм. А такими параметрами может похвастаться паз и после проведения штатного зенкерования. Соответственно, последующий этап будет просто не нужен.
Зенкеры по металлу: ГОСТ, диаметры, виды
Нововведение или очередное сверло?
Каждый строитель знает, что качественно обработать отверстие до или после использования сверла довольно важно. Ведь именно от этого зависит качество дальнейшей работы. Помощником в этом деле является зенкер – осевой инструмент с множеством лезвий
Ведь именно от этого зависит качество дальнейшей работы. Помощником в этом деле является зенкер – осевой инструмент с множеством лезвий
Многие до сих пор его путают с одним из типов сверла. Возможно, на вид они чем-то и похожи, но на самом деле это две абсолютно разные вещи. Конструкция зенкера значительно прочнее конструкции сверла. Он также действует при помощи поступательного движения и нескольких лезвий, но, в отличие от сверла, убирает все лишнее из детали или элемента, а также устраняет засор при креплении чего-либо к стене
Помощником в этом деле является зенкер – осевой инструмент с множеством лезвий. Многие до сих пор его путают с одним из типов сверла. Возможно, на вид они чем-то и похожи, но на самом деле это две абсолютно разные вещи. Конструкция зенкера значительно прочнее конструкции сверла. Он также действует при помощи поступательного движения и нескольких лезвий, но, в отличие от сверла, убирает все лишнее из детали или элемента, а также устраняет засор при креплении чего-либо к стене.
Таким образом, сверло – это режущий инструмент, который позволяет сделать отверстие, а назначение зенкера – обрабатывать отверстие. Зенкеры делятся по таким параметрам, как конструкция и способ закрепления. Относительно этих факторов они бывают хвостовые или насадные, цельные или сборные. Именно такие режущие инструменты нужны либо для предварительной, либо для окончательной обработки отверстий. Помимо вышеперечисленных параметров, типы зенкеров классифицируют по материалам, которые использовались при их изготовлении: быстрорежущая сталь и твердые сплавы.
Изучим немного зенкер: чертежи показывают, что он состоит из нескольких элементов режущей части (основная режущая деталь), калибрующей части (задает верное направление и калибрует отверстия), хвостовика (благодаря ему инструмент можно закрепить в станке). Но есть такие варианты, которые крепятся в станке иначе. К примеру, зенкер насадной. Он не совсем такой, как остальные представители. Основной отличительной особенностью являются 4 винтовые кромки, а также возможность обработки деталей до 100 мм.
Но есть такие варианты, которые крепятся в станке иначе. К примеру, зенкер насадной. Он не совсем такой, как остальные представители. Основной отличительной особенностью являются 4 винтовые кромки, а также возможность обработки деталей до 100 мм.
Фото конического зенкера по дереву, shuruping.ru
На фото – набор зенкеров, megasklad.ru
Фото насадных зенкеров, tdsvarki.ru
На фото – зенкер из стали с 6-тигранным хвостовиком для обработки древесины, obi.ru
Фото зенкера из инструментальной стали Wolfcraft, megatec.pl
Разница между зенкерованием и смежными операциями
Зенкерование напоминает сверление, только выполняется в подготовленные технологические отверстия. При данной операции получается более точный результат, так как некоторые погрешности устраняются, выправляется соосность, увеличивается точность и чистота обработки.
В процессе сверления инструмент может отклониться от оси, особенно когда большая глубина. Зенкерование выполняется инструментом, обладающим высокой жесткостью, так как число режущих кромок большое, что обеспечивает точность и заданное направление. При низких глубинах резки обеспечивается еще большая точность.
При низких глубинах резки обеспечивается еще большая точность.
Для сравнения можно привести пример: при рассверливании получаемая шероховатость – Rz 20мкм и 11-12 – это квалитеты, при обработке зенкером – шероховатость Ra 20мкм, 9-11 квалитеты. Сверло по металлу 85, изготовленное в соответствии с ГОСТ, используется в металлообработке при необходимости выполнения кольцевого сквозного отверстия.
Имеются инструменты, имеющие комбинированное исполнение, к ним относится сверло-зенкер. Применяется с особо ответственных техпроцессах при обработке металлов резанием.
Развертывание проводится после операций сверления и зенкерования отверстий, относимое к более точной механической обработке. Инструмент-развертка. Последнее относиться к получистовой операции, и в этом заключается отличие зенкерования от развертывания.
Зачастую происходит путаница между зенковкой и зенкером. Зенковка нужна для снятия фасок с отверстий, либо необходимости получения фасок конической конфигурации под заклепки, винты или болты. Эта операция называется зенкованием. Зенковки – это многолезвийный инструмент, выполняемый по нормам ГОСТ. Подразделение осуществляется по нескольким видам:
Эта операция называется зенкованием. Зенковки – это многолезвийный инструмент, выполняемый по нормам ГОСТ. Подразделение осуществляется по нескольким видам:
- Коническая, имеющая угол 60 градусов, 90 и 120. Используется для обеспечения фасок под крепежи или метизы.
- Цилиндрическая, имеющая хвостовик и износоустойчивое покрытие. Применяется в техпроцессах при обработке опорных заготовок.
Отверстия под потайные головки крепежных элементов можно производить цековкой. Это инструмент для резки металла для получения цилиндрических отверстий, под фаски болтов, заклепок, а также для опорных поверхностей.
Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.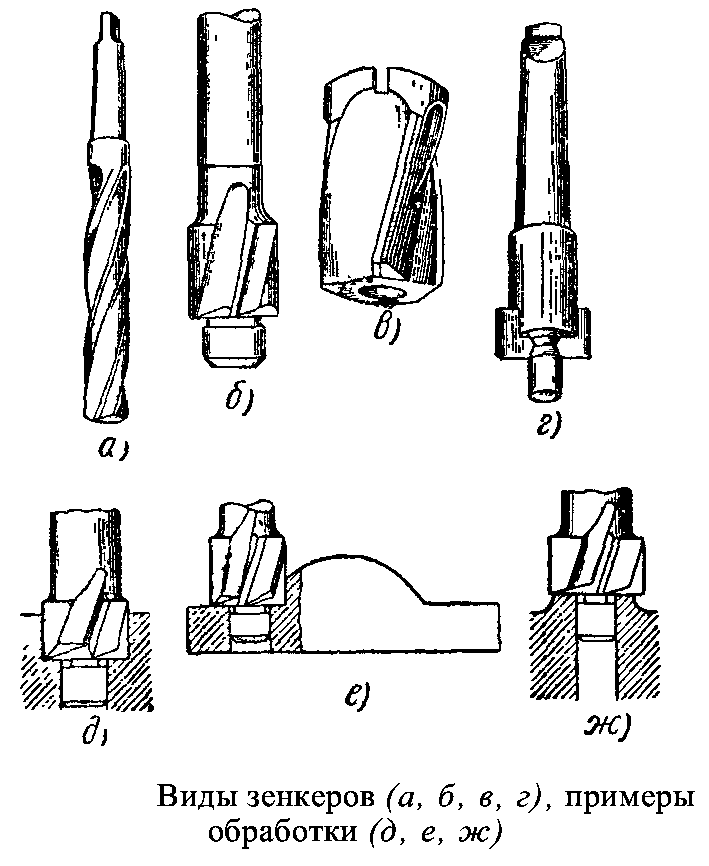
Зенкеры подразделяются:
По типу закрепления в патроне станка:
- хвостовые;
- насадные.
По особенностям конструкции:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами и без них.
По геометрической форме:
- цилиндрические;
- конические;
- обратные.
По направлению ленточек и канавок:
- правого вращения;
- левого вращения.
Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6.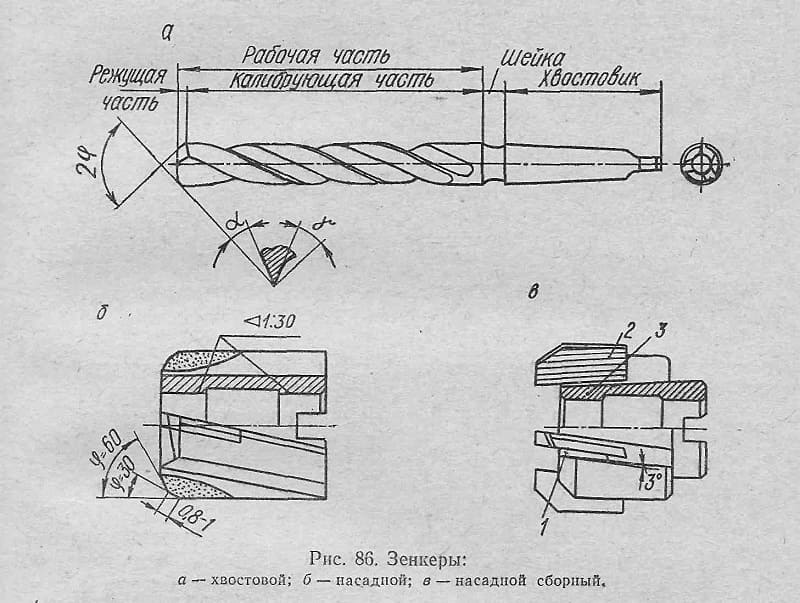 Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.
Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.
Правила работы инструментом
При использовании зенковки работы следует проводить с помощью токарного или сверлильного станка
Очень важно, чтобы патрон был в исправном состоянии, иначе при биении резца получить четкое цилиндрическое углубление не получится. Правила использования инструмента следующие:
- Для каждого рода работы нужно выбирать подходящий для этого тип режущего элемента: для образования конуса с заглублением – зенковку с продолговатым телом и направляющей цапфой, для небольших углублений – обычную конусную зенковку, для твердых сплавов – инструмент с твердосплавными напайками.
- Диаметр режущего элемента должен соответствовать необходимому диаметру углубления. Если делать обработку инструментом с гораздо большим диаметром, это может привести к плохой центровке углубления относительно отверстия, несоблюдению угла конуса и точной глубины.
- При выборе скорости вращения резца нужно придерживаться тех оборотов, которые рекомендованы для конкретного данного инструмента.
 Завышение оборотов ведет за собой перегрев рабочей части и быстрый износ режущих кромок.
Завышение оборотов ведет за собой перегрев рабочей части и быстрый износ режущих кромок. - При работе с чугуном или сплавами из твердого материала необходимо отводить тепло из рабочей зоны, для этого нужно применять специальные эмульсии.
- Зенковка должна быть точно отцентрирована относительно середины отверстия.
Как выбрать зенкер
От правильности выбора зависит очень многое, особенно, учитывая специфику работы. На производстве такие работы выполняют машины, которые специально программируются, но, а человеку уже придется как-то самому. Разновидностей зенкеров на рынке очень много, поэтому выбор будет зависть от характера результата работы, грубости материала и диаметра отверстия.
Перед покупкой сделаете необходимые замеры диаметра обрабатываемой зоны, и параметры крепления. Важным пунктом будет информация об мощности агрегате (дрель, шуропопверт и так далее) и месте расположения участка обработки. Эти сведения сильно сократят модельный ряд, но все же останется еще много вариантов, различных по материалу, фирме и мелким изменениям в форме.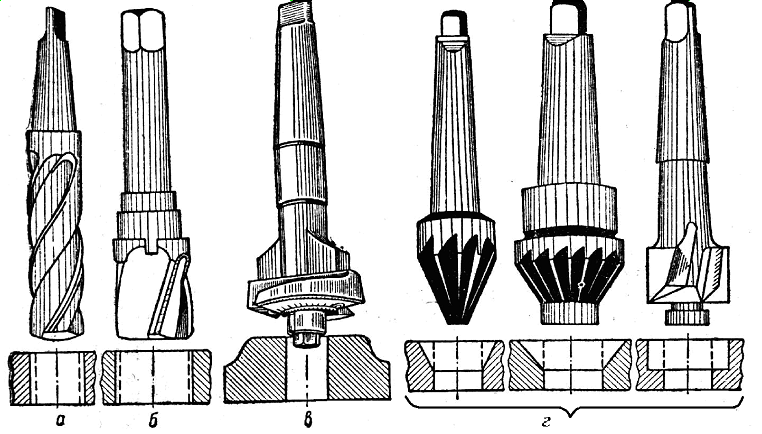
Цена соответственно также будет изменяться. В таком случае главным критерием будет частота использования. Но не стоит выбирать самые дешевые варианты потому что насадки из низкокачественных материалов могут не только сломаться во время работы, но и тем самым нанести серьезный вред целостности конструкции.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Материал и твердость основных частей зенкеров должны соответствовать указанным в табл. 1.
Таблица 1 | ||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||
Примечание. |
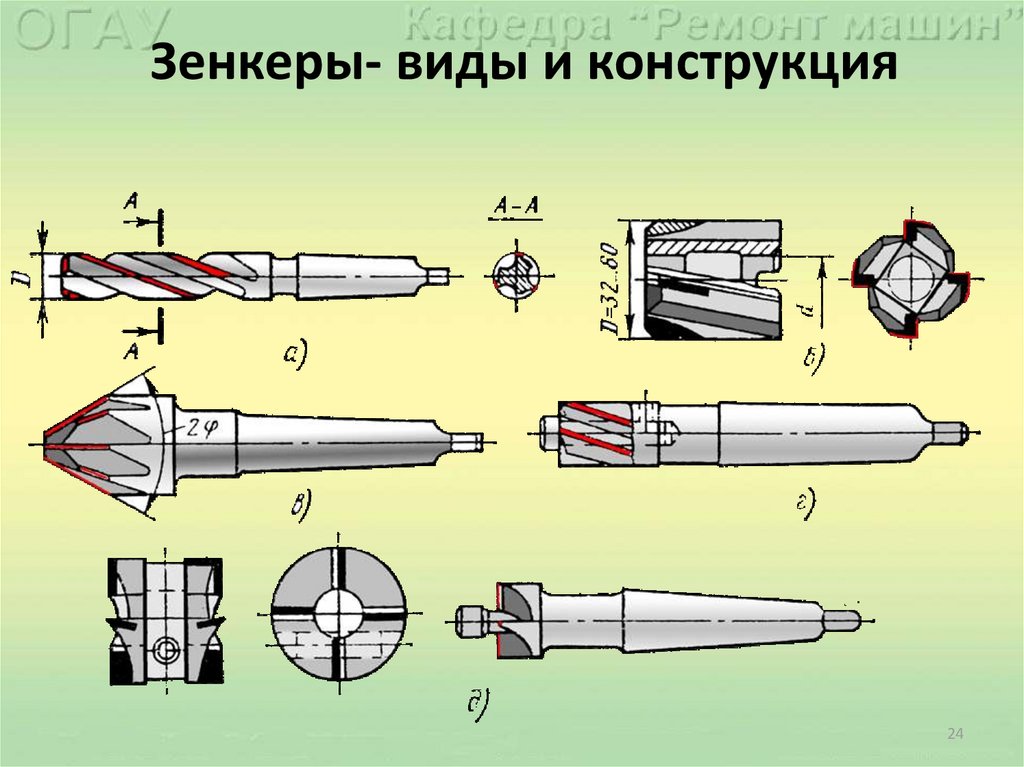 Твердость рабочей части хвостовых зенкеров, насадных и ножей сборных зенкеров из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более должна быть выше на 1—2 единицы HRC3, указанной в таблице 1.
Твердость рабочей части хвостовых зенкеров, насадных и ножей сборных зенкеров из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более должна быть выше на 1—2 единицы HRC3, указанной в таблице 1.По согласованию с потребителем допускается изготовление зенкеров из легированной стали марки 9ХС по ГОСТ 5950.
Твердость зенкеров из стали марки 9ХС должна быть HRC3 62…65.
Допускается изготовление зенкеров и ножей к ним из других марок быстрорежущей стали, обеспечивающих работоспособность и стойкость зенкеров, не ниже стойкости зенкеров, изготовленных из быстрорежущей стали по ГОСТ 19265.
(Измененная редакция, Изм. № 1, 2).
1.2. Зенкеры хвостовые должны изготовляться сварными.
В месте сварки не допускаются раковины, непровар, поджог и пережог металла, кольцевые трещины и свищи.
Издание официальное Перепечатка воспрещена
★
Издательство стандартов, 1975 ИПК Издательство стандартов, 2000 Переиздание с Изменениями
Допускаются другие методы соединения рабочей части зенкера с хвостовиком, обеспечивающие качество соединения не ниже сварного.
(Измененная редакция, Изм. № 1).
1.3. Твердость рабочей части зенкеров должна соответствовать указанной в табл. 1 на длине винтовой канавки, уменьшенной на длину не более 1 х/2 диаметра зенкера от сварного шва, но не менее 1 2 3/3 длины винтовой канавки.
Твердость лапок хвостовиков зенкеров с коническим хвостовиком должна быть HRC, 32…47.
(Измененная редакция, Изм. № 1, 2).
1.4. Параметры шероховатости поверхностей зенкеров по ГОСТ 2789 не должны быть более указанных в табл. 2.
Таблица 2 | ||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||
* Для шлифованных канавок. ** Для фрезерованных канавок. |
ГОСТ 1677-75 С. 3
1.14. Зенкеры должны иметь на рабочей части только равномерную обратную конусность (уменьшение диаметра по направлению к хвостовику).
Обратная конусность на 100 мм длины должна соответствовать указанной в табл. 4.
Таблица 4* мм | ||||||||
|
1.15. Допуск радиального биения ленточек по всей длине рабочей части зенкера относительно оси зенкера или оси посадочного отверстия, а также биение главных режущих кромок при проверке в центрах не должно превышать величин, указанных в табл. 5.
Таблица 5
Номинальный диаметр зенкера, мм | Допуск биения, мм | |
направляющих ленточек | режущих кромок | |
До 18 | 0,032 | 0,040 |
Св. | 0,040 | 0,050 |
Св. 30 | 0,050 | 0,063 |
(Измененная редакция, Изм. № 1, 3).
1.16. Допуски конусов Морзе — по АТ8 по ГОСТ 2848.
(Измененная редакция, Изм. № 1).
1.17. Предельные отклонения посадочного отверстия и шпоночного паза для насадных зенкеров — по ГОСТ 9472.
1.18. Комплект изготовленных сборных зенкеров должен состоять из зенкера в собранном виде и набора запасных ножей.
1.19. Средний и установленный периоды стойкости зенкеров из стали марки Р6М5 должны быть не менее указанных в табл. 5а при условиях испытаний, приведенных в разд. 3.
Таблица 5а | |||||||||||||||||||||
|
1.20. Критерий затупления зенкеров — допустимый износ по задней поверхности, значение которого не должно быть более указанного в табл. 56.
Таблица 56 мм | ||||||||||||
| ||||||||||||
1.19, 1.20. (Введены дополнительно, Изм. № 3). |
ГОСТ 14953-80 С.
13
| Тип 4 |
| Черт. 4 |
мм
| Таблица 4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Конструктивные особенности
Инструмент цельнометаллическая зенковка на чертеже имеет несколько основных конструктивных частей:
- Рабочий орган. Основная часть элемента, которая, по сути, выполняет операцию зенкования. В ней присутствуют режущие кромки – их может быть различное количество. Также здесь имеется основание – цилиндрическая часть, куда от вершины конуса сходятся резцы.
- Хвостовик – важная часть элемента. С его помощью резец закрепляется в патроне оборудования. Хвостовики тоже бывают разными: у одних тело по форме напоминает цилиндр, у других оно выглядит, как усеченный конус.

Между хвостовиком и рабочей зоной имеется небольшой перешеек – это тоже элемент зенковки. Перешеек – самая слабая часть инструмента. Он имеет меньший диаметр, нежели хвостовик и рабочая головка. Его предназначение – быть предохранителем на случай заклинивания резца в заготовке, он должен в этом случае просто лопнуть и предотвратить более масштабные разрушения.
Кроме цельнометаллических зенковок, имеются инструменты со вставными лезвиями. В этом случае материал лезвий изготовлен из более прочной марки стали, чем основание элемента. Такая конструкция позволяет иметь высококлассный резец, но в то же время по стоимости он не будет превосходить ходовую продукцию.
Еще одна конструкция резца имеет режущие кромки из высокопрочных напаек. Такими режущими элементами хорошо получается обрабатывать твердые сплавы или чугун.
Зенкерование
Работы выполняются на станках токарных (для получения отверстий с торцевой стороны), сверлильных, фрезерных с ЧПУ и расточных (для изменения размера отверстия). Подбор инструмента производится исходя из месторасположения отверстия и материала, глубины и размера отверстия, способа крепления. Скорость обработки в зенкеровании идентична скорости сверления. Для стали легких видов угол наклона равен 15-20 градусов, для средней легкости сплавов – 8-10 градусов. Высоколегированные стали и чугун обрабатываются поду углом 0-5 градусов, согласно ГОСТ 12479-71.
Использование автоматического оборудования позволяет добиться высокой точности обрабатываемой поверхности. Выполняя работы нужно придерживаться следующих правил безопасности: поверхность зенкера должна быть хорошо заточенной и не иметь заусенцев и трещин
В момент крепления хвостовика нужно обратить внимание на гладкость поверхности в качестве крепежа
Данная обработка похожа на операцию рассверливания. Только в случае с зенкерованием окончательный вариант выходит более точным, в процессе улучшается чистота поверхности, устраняются любые погрешности. Далее обычно производится развертывание — разновидность чистовой обработки.
Раззенковкой называют вторичную обработку уже готовых отверстий для установки в них головок болтов, заклепок, винтов.
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Конические зенковки должны изготовляться типов:
1 — зенковки с углом при вершине 60° центровочные;
2 — зенковки центровочные для центровых отверстий с углом при вершине 60° без предохранительного конуса;
3 — зенковки центровочные для центровых отверстий с углом при вершине 60°с предохранительным конусом 120°;
4 — зенковки центровочные для центровых отверстий с углом при вершине 75° без предохранительного конуса;
5 — зенковки с углом при вершине 60° с цилиндрическим хвостовиком;
6 — зенковки с углом при вершине 90°с цилиндрическим хвостовиком;
7 — зенковки с углом при вершине 120° с цилиндрическим хвостовиком;
8 — зенковки с углом при вершине 60° с коническим хвостовиком;
9 — зенковки с углом при вершине 75° с коническим хвостовиком;
10 — зенковки с углом при вершине 90° с коническим хвостовиком;
11 — зенковки с углом при вершине 120° с коническим хвостовиком.
1.2. Основные размеры зенковок должны соответствовать указанным на черт. 1—6 и в табл.
| Тип 1 |
| Черт. 1 |
1-6.
| Таблица 1 мм | ||
| Пример условного обозначения зенковки типа 1, диаметром D = 5 мм: Зенковка 2353-0081 ГОСТ 14953-80 Издание официальное Перепечатка воспрещена ★ Издательство стандартов, 1981 ИПК Издательство стандартов, 2003
|
Тонкости правильного зенкерования металлических заготовок
При выполнении зенкерования углублений в металле для заготовок, не требующих высокой точности, используется простое сверло, закрепленное к патрону обычной дрели. Такое практикуется в домашнем хозяйстве. При выполнении серьезных технологических операций в машиностроительных отраслях эта работа требует большой мощности и соответствующего оборудования.
Поэтому при таком подходе применяются:
- Расточное оборудование.
- Сверлильные установки.
- Токарные станки.
- Агрегатное (используемое для повторной обработки на оснащенной автоматикой линии).
- Фрезерные станки.
Зенкерование отверстия после отливки рекомендуется выполнить его растачивание на от 5 до 10 мм в глубину. Это необходимо, что зенкер принял заданные координаты.
При выполнении обработки стальных изделий применение смазочно-охлаждающих жидкостей обязательно, так как металл сильно нагревается и становится мягким, а это влияет на качество обработки. При обработке изделий из цветного металла не требует применения СОЖ, они наиболее податливы к внешним воздействиям и обработка отверстий выполняется быстрее.
► При выборе инструмента требуется руководствоваться следующими нюансами:
Тип применяемого инструмента выбирается на основании материала обрабатываемой заготовки
При этом немаловажно учитывать расположение отверстия и серийность производства.
Исходя из заданных параметров точности, диаметра и глубины обработки производят соответствующий выбор зенкера.
Способ крепления в станочном приспособлении немаловажен при выборе.
Материал, из которого выполнен инструмент, зависит от материала детали, Например, это может быть зенкер по металлу или по дереву.. В помощь при выборе инструмента имеют место быть государственные стандарты, а именно ГОСТ 12489-71 будет настольной книгой в этом деле
Инструмент должен соответствовать ТУ и ГОСТ
В помощь при выборе инструмента имеют место быть государственные стандарты, а именно ГОСТ 12489-71 будет настольной книгой в этом деле. Инструмент должен соответствовать ТУ и ГОСТ.
► Примеры правильно выбора:
- Для изделий, материалом которых является конструкционная сталь, и при этом есть необходимость получить отверстие до 40 мм по диаметру, производится обработка зенкером из быстрорежущей стали. Сам инструмент должен иметь 3 или 4 зуба, а диаметр не менее 30 и не более 40 мм.
- Если изделие выполнено из закаленной или иной труднообрабатываемой стали, то при его расточке необходимо сделать выбор в пользу инструмента с твердосплавными пластинами. При этом показатели диаметра выбираются в пределах от 40 до 50 мм, а количество зубьев от 3 до 4.
- Перед обработкой изделий из конструкционных материалов стали при обработке отверстий до 80 мм в диаметре, растачивание производится зенкером из быстрорежущего материала с использованием насадных головок диаметром от 32 до 80 мм.
- Перовой зенкер используется для обработки заготовок из чугуна и цветного металла.
- При обработке глухих отверстий, диаметр которых колеблется в пределах 15-25 мм обработка, происходит специальным инструментом, имеющим в корпусной части канал для подачи СОЖ.
Для выполнения качественных работ по зенкерованию необходимо соблюдать припуски. Параметры диаметра применяемого инструмента должны соответствовать с размером полученного диаметра в заготовке после технологической операции.
В случае если после зенкерования необходимо будет исполнение развертывания, то инструмент должен быть выбран из расчета на 0,15 или на 0,3 мм меньше, чем получаемый в результате размер. При нанесении метки черновой расточки ли сверления в качестве подготовки для зенкерования следует выполнять припуск на сторону размером от 0,5 до 2 мм.
Видео: свёрла, зенковки.
Конструкция
Коническая зенковка имеет две основные конструктивные части:
- хвостовик, предназначенный для крепления зенковки в патрон сверлильного или токарного станка;
- рабочий орган для зенкования отверстий, состоящий из 6 ÷12 режущих кромок увеличенной (по сравнению со сверлом толщины.
Угол развертки конуса — от 60 до 120°. Число кромок зависит от диаметра инструмента, чем он больше, тем больше и кромок.
На торце размещена направляющая цапфа, обеспечивающая крепление в патроне. За концами режущих кромок может устанавливаться съемный поясок, ограничивающий глубину погружение в заготовку. Ограничитель может выполняться как несъемная часть зенковки. При необходимости на зенковку монтируют режущую насадку. При изображении отверстия на чертеже тип и размер зенковки указывается рядом с ним или в поясняющей надпили на полях.
Для изготовления зенковок применяют высококачественные сорта сталей: инструментальные, быстрорежущие, углеродистые. Инструмент подвергают многоступенчатой термообработке, которая улучшает его прочностные свойства.
Зенкер своими руками
Зенкер по дереву довольно популярный инструмент на рынке, но в вашем магазине его может не быть, а вещь нужная. А в случае, когда все необходимые компоненты уже есть, в таком случае можно построить зенкерный станок своими руками. Оборудование будет далеко от профессиональных агрегатов, которые используют на предприятиях и фабриках, однако оно имеет преимущества перед дорогими аналогами. Для того, чтобы построить станок нужны следующие вещи:
Мощная дрель;
Основание ля станка из дерева или металла;
Прочный угловой штатива, также из дерева или железа;
Самодельная стойка для дополнительной устойчивости;
Пружинный механизм, для обратного движения дрели.
Это базовые компоненты, из которых можно собрать станок, который обеспечит устойчивую и точную обработку. От выбора материала будет зависеть прочность, вес, долговечность, цена постройки. Сильно экономить в этом вопросе не стоит, потому что зенкерование – точный процесс, а любое отклонение или недочет может привести к плохим результатам.
Для создания самой насадки используйте саморез или сверло, которое нужно обрезать, добавив новые лезвия. Плюсов у такой конструкции много:
Создается в домашних условиях из имеющихся компонентов;
Не требуют больших вложений;
Можно настраивать в любое время под индивидуальные конфигурации;
Возможность проводить самые разные виды стационарных работ с дрелью;
Но даже с учетом всех преимуществ у кустарного зенкера есть ряд недостатков. Некоторые минус незначительны и легко исправляются, однако они есть и по большей части связаны с просчетами во время моделирования и неправильной сборке конструкции. Вот эти минусы:
Ошибка во время заточки может привести к завышенному значению диаметра;
Быстрый износ насадок;
Любой недочет и ошибка приводит к потери качества;
Поэтому нужно уделить внимание на просчитывание конструкции и тестировать станок до его прямого использования. И если сделать все правильно, то такой станок будет отличным помощником в работе с деревянными деталями. А при желании оборудование можно переоборудовать и для железных деталей
А при желании оборудование можно переоборудовать и для железных деталей.
Видеоролик, где описан последовательный процесс создания зенкера по дереву
Действующие ГОСТы
На любой инструмент имеются нормативные документы по его использованию. Для того чтобы соблюдать технологический процесс работы с зенковками, разработаны ГОСТы зенковок. На каждый тип режущего элемента (здесь деление по категориям) имеются свои технические условия:
- Согласно ГОСТ 14953-80Е описываются все нормы и правила касаемо зенковок конической формы. Здесь указан тип оборудования, с которым может работать резец, область его применения, рекомендуемые обороты, материал, для обработки которого предназначено устройство.
- Согласно ГОСТ 2И22-2-80 описываются все нормы и правила касаемо зенковок цилиндрической формы.
Виды зенкеров
Зенкеры по геометрической форме подразделяются на: цилиндрические, конические, торцовые. В зависимости от того, какой результат должен получиться, используется соответствующий тип инструмента:
- • для работы с деталями и формами цилиндрического вида. Имеют разный диаметр и угол наклона. Предназначены для расширения отверстии до 10 мм. С использованием направляющей цапки получаются углубления для крепежей;
- • для работы с коническими деталями (датчики, клапаны). Обрабатываемые поверхности, как правило, из чугуна и стали;
- • для обработки торцевой плоскости детали или изделия (приливов, бобышек).
Зенкеры классифицируют по виду конструкции: цельные, сборные, сварные и с наплавными твердосплавными пластинками. По способу крепления: хвостовой и насадной зенкеры.
Что такое стабилитрон и как он работает? -…
Опубликовано
Вы когда-нибудь задумывались, почему мы используем стабилитрон в обратном смещении, в отличие от обычных диодов, которые работают в прямом смещении? Это связано с тем, что стабилитроны предназначены для «ломки». Большинство из нас знакомы с универсальными и выпрямительными диодами. Однако существует несколько других типов диодов, которые предназначены для специальных целей. Одним из них является диод Зенера. Итак, что такое стабилитрон и чем он отличается от обычного диода?
Что такое диод Зенера?
Зенеровский диод представляет собой кремниевый pn соединительный элемент, который позволяет току течь не только в прямом направлении, как типичный кремниевый или германиевый диод, но также и в обратном направлении, если напряжение превышает напряжение пробоя, известное как Напряжение колена Зенера или просто Напряжение Зенера , названное в честь Кларенса Мелвина Зенера, первооткрывателя этого электрического свойства.
Схематический символ обычного диода имеет прямую линию, обозначающую катод, а стабилитрон имеет изогнутую линию, напоминающую букву Z (Zener). Это имеет большой смысл, верно?
Как работает стабилитрон?
Стабилитроны действуют как обычные диоды при прямом смещении. Однако они предназначены для того, чтобы позволить току течь в обратном направлении, когда обратное напряжение равняется его номинальному напряжению Зенера. В отличие от обычных выпрямительных диодов, которые никогда не предназначены для работы при пробое или вблизи него, стабилитрон предназначен для работы в области пробоя. Пробой диода происходит, когда вы прикладываете обратное напряжение смещения к диоду.
Зенеровский диод, работающий при пробое, действует как регулятор напряжения, поскольку он поддерживает почти постоянное напряжение, равное напряжению Зенера, на своих клеммах в заданном диапазоне значений обратного тока. Это постоянное падение напряжения на стабилитроне, вызванное обратным пробоем, представлено символом напряжения постоянного тока.
Лавинный и зенеровский пробой
Чтобы лучше понять, как работают стабилитроны, давайте рассмотрим два типа обратного пробоя в стабилитроне: лавинный и стабилитрон пробой. Лавинный эффект возникает как в выпрямителе, так и в стабилитронах при достаточно высоком обратном напряжении. С другой стороны, пробой Зенера происходит в стабилитроне при малых обратных напряжениях. Зенеровский диод сильно легирован для снижения напряжения пробоя. Это вызывает очень тонкую область истощения. В результате в обедненной области существует интенсивное электрическое поле. Поле, близкое к напряжению пробоя Зенера, достаточно способно вытягивать электроны из их валентных групп и создавать ток.
Стабилитроны с напряжением пробоя примерно менее 5 В обычно работают при пробое Зенера. Те, у которых напряжение пробоя превышает примерно 5 В, обычно работают в условиях лавинного пробоя. Однако оба типа называются стабилитронами. В продаже имеются стабилитроны с напряжением пробоя от менее 1 В до более 250 В с указанными допусками от 1% до 20%.
Характеристики пробоя
По обратному напряжению (В R ) увеличивается, обратный ток (I R ) также увеличивается, пока не достигнет тока колена Зенера (I ZK ). На этот раз начинается эффект пробоя. Импеданс Зенера (Z Z ), который является внутренним сопротивлением Зенера, начинает уменьшаться по мере быстрого увеличения обратного тока.
В нижней части колена напряжение пробоя Зенера (V Z ) остается относительно постоянным, хотя и немного увеличивается по мере увеличения тока Зенера (I Z ), увеличивается. V Z обычно указывается при значении тока Зенера, известном как испытательный ток.
Характеристики стабилитрона
Чтобы обеспечить правильную работу стабилитрона в цепи, мы должны помнить об этих важных характеристиках.
1. Напряжение Зенера (V Z )
Напряжение пробоя, обычно называемое напряжением Зенера, представляет собой напряжение обратного смещения, которое заставляет диод проводить ток. Напряжения пробоя обычно находятся в диапазоне от 2,4 В до сотен вольт.
2. Испытательный ток (I Z )
Для каждого стабилитрона измеряется напряжение стабилитрона (V Z ) при указанном испытательном токе Зенера (I Z ). Например, напряжение Зенера для 1N4732A находится в диапазоне от 4,465 до 4,935 В с типичным значением 4,7 В при испытательном токе 53 мА.
3. Ток колена (I ZK )
Минимальный ток необходим для удержания диода в состоянии пробоя для регулирования напряжения. Типичные значения составляют от 0,25 до 1 мА для стабилитрона мощностью 1 Вт. Если этот ток не достигается, диод не пробьет достаточно, чтобы сохранить свое номинальное напряжение.
4. Максимальный ток (I ZM )
Стабилитрон поддерживает почти постоянное напряжение на своих выводах при значениях обратного тока в диапазоне от I ZK до I ZM . Если I ZM превышено, стабилитрон может быть поврежден из-за чрезмерного рассеивания мощности.
5. Ток утечки
Обратный ток утечки указан для обратного напряжения, которое меньше напряжения колена. Это означает, что для этих измерений стабилитрон не имеет обратного пробоя. Например, для обратного напряжения 1 В в 1N4728A.
6. Номинальная мощность (P Z )
Номинальная мощность показывает максимальную мощность (напряжение x ток), которую может выдержать стабилитрон. (Даже диоды, рассчитанные на пробой, могут выйти из строя по-настоящему, если вы превысите их номинальную мощность. Так что будьте осторожны!) — максимальное сопротивление Зенера при заданном испытательном токе, I Z . Например, для 1N4728A, Z Z составляет 10 Ом при 76 мА. В изломе характеристической кривой максимальный импеданс Зенера Z ZK определяется как I ZK , что является током в изломе кривой. Например, Z ZK составляет 400 Ом при 1 мА для 1N4728A.
8. Температурный коэффициент (TC)
Стабилитроны подвержены влиянию температурных изменений, связанных с их температурным коэффициентом напряжения. Температурный коэффициент определяет процентное изменение напряжения Зенера для каждого изменения температуры. Формула для расчета изменения напряжения Зенера для заданного изменения температуры перехода (%/℃) для заданного температурного коэффициента:
Vz — номинальное напряжение Зенера
TC — температурный коэффициент
ΔT — изменение температуры
Если температурный коэффициент выражается в мВ/℃, ΔVz определяется как:
Положительный температурный коэффициент означает, что изменение напряжения Зенера прямо пропорционально изменению температуры. Следовательно, отрицательное значение TC означает, что напряжение Зенера обратно пропорционально изменению температуры.
9. Спецификация температуры перехода
Для обеспечения надежности диода ключевое значение имеет температура перехода диода. Несмотря на то, что корпус может быть достаточно прохладным, активная область может быть намного горячее. В результате некоторые производители указывают рабочий диапазон для самого соединения. Для нормальной конструкции обычно сохраняется подходящий запас между максимальной ожидаемой температурой внутри оборудования и соединения. Внутренняя температура оборудования снова будет выше, чем температура снаружи оборудования. Необходимо следить за тем, чтобы отдельные предметы не нагревались слишком сильно, несмотря на приемлемую температуру окружающей среды снаружи оборудования.
10. Упаковка
Стабилитроны поставляются в различных упаковках. Основной выбор — между поверхностным монтажом и традиционными сквозными устройствами. Однако выбранный корпус часто определяет уровень рассеивания тепла. Доступные варианты будут подробно описаны в спецификации стабилитрона.
И все! Надеюсь, вы узнали что-то новое из этого руководства о диодах Зенера и о том, как они работают. Если вы нашли этот урок интересным или полезным, поставьте ему лайк, а если у вас есть какие-либо вопросы, оставьте их в комментариях ниже. До встречи в нашем следующем уроке!
Автор:
Susie Maestre
Susie — инженер-электронщик, в настоящее время изучает микроэлектронику. Она любит вымышленные романы, мотивационные книги так же сильно, как электронику и электротехнику. Некоторые из ее областей интересов включают цифровое проектирование, биомедицинскую электронику, физику полупроводников и фотонику.
Получите новейшие инструменты и учебные пособия, только что из тостера.
Стабилитрон — что это такое, как он работает и его история
Зенеровский диод – что это такое, как он работает и его история
Что такое диод и как он работает?
Диод — это компонент схемы, который позволяет току течь только в одном направлении. Диоды бывают разных размеров и обычно имеют черный цилиндрический корпус с двумя выводами, выходящими по бокам (анод и катод), и полосой на конце катода. Диоды — это улицы с односторонним движением. Ток может двигаться только от конца катода к концу анода через диод. Это происходит потому, что диод предотвращает протекание тока в противоположном направлении со стороны анода. Диод смещен в обратном направлении, когда он действует как изолятор, и смещен в прямом направлении, когда он пропускает ток. Анод и катод диода — это две его клеммы. Диоды используются в цепях для ограничения напряжения и преобразования переменного тока в постоянный. Полупроводники, такие как кремний и германий, используются для получения максимальной отдачи от диодов. Несмотря на то, что они оба передают власть в одном и том же направлении, то, как они это делают, различаются. Диоды бывают разных форм и размеров, каждый из которых имеет свой собственный набор приложений, например диоды Зенера. Переключатели, модуляторы сигналов, смесители сигналов, выпрямители, ограничители сигналов, регуляторы напряжения и т. д. — все это примеры применения диодов.
Чем стабилитрон отличается от обычного диода?
Зенеровские диоды являются одними из диодов, используемых для определенных целей. За исключением одного ключевого отличия, стабилитроны работают так же, как обычные диоды. Напряжение обратного пробоя стабилитронов известно как «напряжение стабилитрона». Это означает, что стабилитроны могут остановить протекание тока по цепи только до определенного напряжения. Если обратное напряжение пробоя стабилитрона составляет 10 В, а протекающий ток составляет всего 5 В, стабилитрон блокирует протекание тока. В другом сценарии, если ток в цепи составляет 11 В, стабилитрон будет пропускать ток.
Какой смысл в диоде, проводящем в обоих направлениях? Вы можете задаться вопросом. Зенеровский диод пригодится при создании регуляторов напряжения, схем защиты от перенапряжения и других схем. Его можно использовать для управления течением частичного тока в другом направлении в цепи. Конструкция стабилитронов также отличается от конструкции обычных диодов. Эти диоды изготавливаются из сильно легированных полупроводников N- и P-типа с различным количеством легирования для достижения различных напряжений пробоя. В результате разные уровни напряжения стабилитронов имеют разную емкость по напряжению.
Таким образом, стабилитроны предназначены для использования в режиме обратного смещения с низким постоянным напряжением пробоя или напряжением Зенера. Они начинают проводить значительные обратные токи. Зенеровский диод может работать как регулятор напряжения, выступая в качестве вспомогательной нагрузки, вытягивая больший ток из источника, когда напряжение слишком высокое, и меньший ток, когда напряжение слишком низкое.
Ранняя история диода Зенера
Кларенс Мелвин Зинер первым описал преимущества этого диода. Кларенс Зинер был профессором физического факультета Университета Карнеги-Меллона. Его исследовательские интересы были связаны с физикой твердого тела. Окончил Стэнфордский университет в 1926 и получил докторскую степень в том же учреждении в 1929 году. В 1950 году он изобрел диод Зенера, который теперь используется в современных компьютерных схемах. В 1934 году Кларенс Зинер опубликовал статью о пробое электрического изолятора. Он был известен во всем мире как пионер в области науки под названием «внутреннее трение», которая была в центре внимания большинства его исследований.
Как защитить схему от повреждения перенапряжением с помощью стабилитрона?
Вы можете столкнуться с неизвестными или таинственными сбоями в своих проектах при использовании двигателей, чувствительных к напряжению, или других компонентов в цепи. Компоненты, чувствительные к напряжению, иногда могут сгореть, потому что они просто не могут справиться с количеством напряжения в токе. Давайте посмотрим на схемы схемы. Схема 1 имеет источник питания 12 В со стабилитроном с обратным смещением. Напряжение стабилитрона 10 Вольт; следовательно, напряжение пробоя было превышено источником питания 12 Вольт и не допускает более 10 Вольт к вольтметру. Если мы увеличим напряжение блока питания до 9 В. 0 вольт, как показано на схемах схемы 2, тогда стабилитрон по-прежнему будет пропускать ток через него. Однако ток, который идет на вольтметр, по-прежнему составляет около 10 вольт. Следовательно, стабилитрон можно использовать для создания регулятора напряжения с использованием этой логики в схеме.
Атрибуты стабилитронов
Номинальное напряжение, рассеиваемая мощность, прямой ток возбуждения, прямое напряжение, тип упаковки и максимальный обратный ток — это атрибуты, которые используются для классификации различных стабилитронов. Давайте познакомимся с некоторыми из этих атрибутов.
Номинальное напряжение
Напряжение пробоя стабилитрона также называется номинальным рабочим напряжением. Это один из важных параметров при выборе стабилитрона.
Рассеиваемая мощность
Наибольшее количество энергии, которое может разряжать ток Зенера, представлено этим значением. Превышение этой номинальной мощности приводит к перегреву стабилитрона, что может привести к его повреждению и выходу из строя компонентов, подключенных к нему в цепи. В результате при выборе диода для конкретного применения следует учитывать этот элемент.
Максимальный ток Зенера
При напряжении Зенера это максимальный ток, который может пройти через диод Зенера без его разрушения.
Минимальный ток стабилитрона
Это минимальный ток, необходимый для входа стабилитрона в зону пробоя и начала работы.
Другие параметры, которые действуют как технические характеристики диода, должны быть тщательно изучены, прежде чем принимать решение о типе стабилитрона, необходимого для какой-либо конкретной конструкции.
Купить переменные резисторы
Ознакомьтесь с другими статьями нашего блога
Что такое стабилитрон
Диод Зенера широко используется в качестве источника опорного напряжения, где его обратная характеристика пробоя обеспечивает стабильное напряжение на диоде в диапазоне протекающих через него токов.
Стабилитрон/опорный диод Учебное пособие Включает:
Стабилитрон
Теория работы стабилитрона
Технические характеристики стабилитрона
Схемы на стабилитронах
Другие диоды: Типы диодов
Зенеровский диод представляет собой разновидность полупроводникового диода, который широко используется в электронных схемах в качестве источника опорного напряжения.
Зенеровский диод или диод опорного напряжения — это электронный компонент, обеспечивающий стабильное и заданное напряжение. В результате схемы на стабилитронах часто используются в источниках питания и других схемах, где необходимы регулируемые выходы.
Эти диоды также используются во многих других приложениях, где необходимы стабильные заданные опорные напряжения. Их также можно использовать в электронных схемах, где напряжение ограничено или обрезано до определенного значения по многим причинам, в том числе для устранения переходных пиков в сигнальных линиях и т. д.
Зенеровские диоды / диоды опорного напряжения дешевы, а также просты в использовании, и эти электронные компоненты легко доступны для использования в различных электронных схемах с различными напряжениями и с различной номинальной мощностью и т. д.
Стабилитрон работает как обычный диод с PN-переходом в прямом направлении, но обеспечивает очень резкий пробой в обратном направлении при определенном напряжении. Именно это обратное напряжение пробоя используется для источников опорного напряжения или в приложениях ограничения.
История стабилитрона
История диода Зенера
берет свое начало в разработке первых полупроводниковых диодов. Хотя первые детекторы, такие как кошачий ус, диоды с точечным контактом, были доступны примерно с 1905 года, большая работа над полупроводниками и полупроводниковыми диодами была проведена во время и после Второй мировой войны.
Первым человеком, описавшим электрические свойства диода Зенера, был Кларенс Мелвин Зенер (родился 1 декабря 19 г.05, умер 15 июля 1993 г.).
Кларенс Зинер был физиком-теоретиком, работавшим в Bell Labs, и в результате его работы Белл назвал в его честь диод Зенера. Впервые он постулировал эффект пробоя, носящий его имя, в статье, опубликованной в 1934 году.
В настоящее время стабилитроны и другие диоды опорного напряжения широко доступны и используются во многих электронных схемах.
Основы стабилитрона
Диоды Зенера
иногда называют эталонными диодами, поскольку они способны обеспечить стабильное опорное напряжение для многих электронных схем. Сами диоды дешевы и их можно купить практически у каждого дистрибьютора электронных компонентов и в магазине.
Зенеровские диоды
во многом схожи с обычными полупроводниковыми диодами. Они проводят в прямом направлении и имеют то же напряжение включения, что и обычные полупроводниковые диоды. Для кремния это около 0,6 вольта.
Стабилитрон IV характеристика
В обратном направлении работа стабилитрона или диода опорного напряжения сильно отличается от работы обычного полупроводникового диода.
При низком напряжении диоды не проводят должным образом. Однако, как только достигается определенное напряжение, диод «пробивается» и течет ток.
Глядя на кривые для стабилитрона, видно, что напряжение почти постоянно, независимо от протекающего тока. Это означает, что стабилитрон обеспечивает стабильное и известное опорное напряжение для широкого диапазона уровней тока.
Замечательная стабильность напряжения пробоя в широком диапазоне уровней пропускаемого тока делает стабилитрон или диод опорного напряжения таким полезным.
Эти электронные компоненты могут использоваться в самых разных схемах для обеспечения стабильного опорного напряжения, а также в различных других схемах, где может использоваться его характеристика обратного пробоя.
Следует отметить, что в этих полупроводниковых диодах возникают две различные формы эффекта пробоя. При напряжении ниже 5,5 вольт преобладает эффект зенеровского пробоя, но выше этого значения возникает ударно-ионизационная форма пробоя. именно по этой причине эти диоды иногда называют диодами опорного напряжения, особенно выше примерно 5,5 вольт, где эффект Зенера не является основной формой возникающего пробоя.
Символ цепи стабилитрона
Существует много стилей упаковки стабилитрона. Некоторые используются для высоких уровней рассеивания мощности, а другие содержатся в форматах для поверхностного монтажа. Для домашнего строительства наиболее распространенный тип заключен в небольшую стеклянную капсулу. У него есть полоса вокруг одного конца, и это обозначает катод.
Можно видеть, что полоса вокруг упаковки соответствует линии на символе диодной цепи, и это может быть простым способом запомнить, какой конец какой. Для стабилитрона, работающего в условиях обратного смещения, полоса является более положительным выводом в цепи.
Маркировка стабилитрона, символ и контуры упаковки
Чтобы отличить стабилитрон или эталонный диод от других форм диодов на принципиальной схеме, символ цепи стабилитрона размещает две метки в конце полосы — одну в направлении вверх, а другую — в нижнее направление, как показано на диаграмме.
Обозначение типа стабилитрона
Что касается нумерации типов, стабилитроны или диоды опорного напряжения представляют собой небольшую проблему для нумерации типов. В одном семействе может быть общая серия диодов, но с разным напряжением пробоя или опорным напряжением.
В результате можно зарезервировать последовательную серию номеров диодов в системе или добавить суффикс к основному номеру типа для обозначения напряжения.
Одним из методов нумерации стабилитронов одного семейства, но с разным напряжением, является использование серии в рамках стандартной системы нумерации. Одним из примеров является серия от 1N4728A до 1N4764A, в которой каждому напряжению присвоен один номер детали. Эти диоды представляют собой стабилитроны мощностью 400 мВт с напряжением от 3,3 до 100 В с допуском 5% и диапазоном E24.
Другой используемый метод состоит в том, чтобы иметь номер для семейства, а затем добавить к номеру детали напряжение, например. BZY88 C5V6, где 5V6 — напряжение, 5,6 вольт.
Значения стабилитронов
или эталонных диодов напряжения обычно разнесены с использованием серии E12, хотя некоторые из них доступны в серии E24, например, 5V1 используется для ряда логических микросхем, где используется очень простой стабилизатор Зенера. Если для большего тока используется транзисторный эмиттерный повторитель, то лучше использовать стабилитрон 5V6, так как на транзисторе падает напряжение 0,6 вольт, что делает его идеальным.
Хотя лучше всего придерживаться более часто используемой серии E12, или еще лучше E6, или даже E3, часто это невозможно, и доступны значения напряжения стабилитрона из серии E24.
| Стандартное напряжение стабилитрона E24 Серия (Примечание: значения E12 выделены жирным шрифтом) | ||
|---|---|---|
| 1,0 | 1,1 | 1,2 |
| 1,3 | 1,5 | 1,6 |
| 1,8 | 2,0 | 2,2 |
| 2,4 | 2,7 | 3,0 |
| 3,3 | 3,6 | 3,9 |
| 4,3 | 4,7 | 5,1 |
| 5,6 | 6,2 | 6,8 |
| 7,5 | 8,2 | 9,1 |
NB: значения E12 выделены жирным шрифтом.
Стабилитроны
обычно не поставляются последовательно выше диапазона E24. Причина этого в том, что производственные допуски недостаточны, и использование обычно не требует этого.
Технология стабилитрона
Стабилитроны
работают при обратном смещении и основаны на двух формах обратного пробоя. Одна из форм обратного пробоя называется пробоем Зенера, и это дает название, которое часто используется для описания всех форм опорного диода напряжения. Другой тип обратного пробоя можно назвать ударно-ионизационным пробоем.
Обнаружено, что из двух эффектов эффект Зенера преобладает выше примерно 5,5 вольт, тогда как ударная ионизация является основным эффектом ниже этого напряжения.
Поскольку эти два эффекта имеют температурный коэффициент, который имеет противоположные значения, это означает, что диоды с напряжением около 5,5 вольт являются наиболее термостабильными.
Подробнее о . . . . как работает стабилитрон.
Характеристики стабилитронов / диодов опорного напряжения
При выборе стабилитрона или диода опорного напряжения для использования в цепи необходимо учитывать несколько характеристик, чтобы убедиться, что выбран оптимальный диод для приложения.
Очевидной характеристикой стабилитрона является обратное напряжение, но другие характеристики, такие как рассеиваемая мощность, обратный ток и т.п., также важны для любой схемы, в которую может входить диод.
Подробнее о . . . . Технические характеристики стабилитрона.
Цепи стабилитронов
Существует множество способов использования стабилитронов или диодов опорного напряжения. Наиболее широко известны в качестве источника опорного напряжения в регуляторе напряжения той или иной формы, но их также можно использовать в качестве ограничителей формы волны для цепей, где может быть необходимо ограничить отклонение формы волны для предотвращения перегрузки и т. д. Их также можно использовать. в переключателях напряжения.
Соответственно, диоды Зенера часто используются в электронных схемах, и огромное количество их повторно используется в производстве, как в виде выводных устройств, так и в форматах для поверхностного монтажа.
Подробнее о . . . . Схемы на стабилитронах.
Зенеровский диод является особенно полезным электронным компонентом для разработки электронных схем. В результате многие миллионы стабилитронов / диодов опорного напряжения используются каждый год в конструкции электронного оборудования как в качестве дискретных компонентов, так и в версиях с выводами и в устройствах для поверхностного монтажа, а также в качестве компонентов, содержащихся в больших интегральных схемах.
Несмотря на то, что доступны интегральные схемы опорного напряжения, которые обеспечивают очень высокую степень точности и температурной стабильности, для большинства применений простой стабилитрон более чем удовлетворителен и обеспечит гораздо более дешевое решение. Соответственно, полезно знать, что такое стабилитрон, как он работает, и основы схемы стабилитрона.
Другие электронные компоненты:
Резисторы
конденсаторы
Индукторы
Кристаллы кварца
Диоды
Транзистор
Фототранзистор
полевой транзистор
Типы памяти
Тиристор
Соединители
ВЧ-разъемы
Клапаны/трубки
Батареи
Переключатели
Реле
Технология поверхностного монтажа
Вернуться в меню «Компоненты». . .
Основы: Введение в стабилитроны
Зенеровские диоды представляют собой особый тип полупроводниковых диодов — устройства, которые позволяют току течь только в одном направлении, которые также позволяют току течь в противоположном направлении, но только при достаточном воздействии Напряжение. И хотя это звучит несколько эзотерически, на самом деле они являются одними из самых удобных компонентов, когда-либо встречавшихся на рабочем месте инженера, предоставляя отличные решения для ряда распространенных потребностей в схемотехнике.
Далее мы покажем вам, как (и когда) использовать стабилитрон для приложений, включая простые опорные напряжения, привязку сигналов к определенным диапазонам напряжения и снижение нагрузки на регулятор напряжения.
Предыстория: полупроводниковые диоды, реальные и идеальные
Чтобы понять, чем стабилитроны отличаются от других диодов, давайте сначала рассмотрим свойства обычных диодов. И хотя существует множество различных типов диодов — см. здесь длинный список — мы сосредоточимся на так называемых «обычных» полупроводниковых диодах, чаще всего сконструированных с p-n кремниевым переходом.
Диоды обычно поставляются в стеклянных или пластиковых цилиндрических упаковках, помеченных полосой на одной стороне для обозначения полярности. В идеальном диоде ток течет только в одном направлении, от анода (положительная сторона) к катоду (отрицательная сторона), отмеченному полосой. Схематический символ представляет собой треугольник, указывающий на полосу, где ток течет в том же направлении, к концу с полосой (полосой). Версии диодов для поверхностного монтажа, как правило, следуют тому же соглашению по маркировке, где конец катода отмечен широкой полосой.
Если включить диод в простую цепь с источником переменного напряжения и токоограничивающим резистором, то можно измерить ток I через диод при приложении к нему заданного напряжения В . Для идеального диода ток вообще не проходит, когда напряжение меньше нуля: диод полностью предотвращает протекание обратного тока. При небольшом положительном напряжении («прямое смещение» или иногда «прямое напряжение») может протекать небольшое количество тока, и очень большое количество тока будет протекать выше заданного порога. Величина протекающего тока на самом деле экспоненциальна с увеличением напряжения.
Пороговое значение, при котором протекает значительный ток, обычно составляет около 0,7 В для простых полупроводниковых диодов, но может достигать 0,15 В для диодов Шоттки или достигать 4 В для некоторых типов светодиодов.
Конечно, идеальных диодов не существует. В реальных диодах при обратном напряжении может протекать очень небольшой ток (утечка). И, что более важно, каждый диод рассчитан на определенное максимальное значение обратного напряжения. Если вы приложите более отрицательное напряжение, чем этот предел, диод подвергнется «обратному пробою» и начнет проводить значительный ток, но назад от нормального направления тока диода. Для обычного диода мы бы сказали, что диод вышел из строя , если он начинает проводить ток в этом направлении.
В сторону: Фактическая физика того, что происходит при пробое, весьма интересна; этому поведению способствуют два отдельных эффекта, эффект Зенера и лавинный пробой.
Стабилитроны
Зенеровские диоды представляют собой полупроводниковые диоды, которые были изготовлены таким образом, чтобы их обратный пробой происходил при определенном четко определенном напряжении (его «напряжение Зенера»), и которые разработаны таким образом, что они могут работать непрерывно в этом режиме развала. Доступны широко распространенные стабилитроны с напряжением пробоя («напряжение Зенера») от 1,8 до 200 В.
Схематическое обозначение стабилитрона показано выше – оно очень похоже на обозначение обычного диода, но с загнутыми краями на полосе. Зенер по-прежнему проводит электричество в прямом направлении, как и любой другой диод, но также проводит электричество в обратном направлении, если приложенное напряжение обратное и больше, чем напряжение пробоя Зенера.
Типичное применение может быть таким, как указано выше: Стабилитрон на 10 В (тип 1N4740) включен последовательно с резистором и постоянным источником питания на 12 В. Номинал резистора выбирают таким, чтобы через него и через стабилитрон проходило несколько мА, удерживая его в области пробоя. В приведенной выше схеме напряжение на стабилитроне составляет 10 В, а на резисторе — 2 В. При напряжении 2 В на резисторе 400 Ом ток через этот резистор (и диод последовательно) составляет 5 мА.
Эталоны напряжения Зенера
Свойство стабилитронов с фиксированным напряжением делает их чрезвычайно удобными в качестве быстрых эталонов напряжения. Базовая схема выглядит так:
Необходимо учитывать несколько требований. Во-первых, входное напряжение должно быть выше напряжения Зенера. Во-вторых, номинал резистора должен быть выбран таким, чтобы через стабилитрон всегда протекал ток.
Некоторые предостережения: это не обязательно хороший источник питания для всех целей — резистор ограничивает потребляемый ток. Это также не обязательно точность опорное напряжение; напряжение будет зависеть от величины потребляемого тока. (То есть, чтобы напряжение было стабильным, нагрузка, управляемая этим опорным напряжением, должна быть постоянной.) Напряжение также зависит от температуры. Стабилитроны в диапазоне 5-6 В имеют наилучшую температурную стабильность, и существуют высокоточные стабилитроны (например, LM399), которые включают в себя собственную термостабилизированную печь для дальнейшего поддержания температуры диода как можно более стабильной.
Развивая эту идею, вы можете создать полноценный источник питания с несколькими шинами, используя только набор диодов Зенера для генерации всех необходимых напряжений, при условии, что требования к току на входе невелики. разное напряжение питания. Вышеприведенная схема является частью работающего лабораторного прибора.
Фиксаторы напряжения: ограничение сигналов с помощью стабилитронов
С помощью одного стабилитрона можно ограничить изменяющийся аналоговый сигнал довольно узким диапазоном напряжений. Если у вас есть напряжение, которое колеблется между + 7 В и — 7 В, вы можете использовать один стабилитрон на 4 В, подключенный к земле, чтобы сигнал не превышал 4 В или не опускался ниже -0,7 В (где диод проводит вперед на землю).
Если вы хотите, чтобы сигнал никогда не становился отрицательным, например, для входа в аналого-цифровой преобразователь, который принимает сигналы в диапазоне 0–5 В, вы можете подключить анод стабилитрона к шине питания. на 1 В вместо земли. Тогда диапазон выходного сигнала будет ограничен диапазоном от 0,3 В до 5 В.
Еще один хитрый прием — последовательное использование двух стабилитронов, ориентированных противоположно. Например, это может обеспечить симметричный предел отклонения сигнала от земли. Это также обычная конфигурация для использования стабилитронов в качестве подавителей переходных процессов.
Перевод напряжения: снижение нагрузки на регулятор
Вот что-то не работает. У нас есть TL750L05, тип линейного стабилизатора с выходным напряжением 5 В, который может обеспечивать выходной ток до 150 мА, и его нагрузка будет переменной. Нам нужно запитать его от источника 36 В. К сожалению, максимальное входное напряжение TL750L05 составляет 26 В.
Давайте попробуем добавить последовательно резистор, чтобы немного снизить это напряжение:
Наша выходная нагрузка может достигать 125 мА и 10 мА. Итак, резистор какого номинала нам подойдет?
Предположим, что мы предполагаем нагрузку 125 мА. Затем снять (скажем) 20 В на резисторе, 20 В / 0,125 А = 160 Ом. Если мы используем 160 Ом, это упадет только на 160 Ом × 0,01 А = 1,6 В при нагрузке 10 мА, а 36 В — 1,6 В все еще больше, чем 26 В. Чтобы быть безопасным для нагрузки 10 мА, мы должны выбрать резистор, который дает нам падение не менее 11 В, для входа 25 В на регулятор. Таким образом, 11 В / 0,01 А = 1100 Ом было бы безопасно для нагрузки 10 мА. Но если нагрузка увеличится до 125 мА, падение на 1100 Ом составит V = 0,125 А × 1100 Ом = 137 В, а значит, на входе регулятора будет меньше 5 В, и он перестанет работать.
Ясно, что не существует номинала резистора, который можно было бы выбрать и который бы действительно работал как для слабого, так и для сильноточного случая.
В стороне: Мы пропустили пару мелких деталей о регуляторах напряжения, которые часто заслуживают внимания. Во-первых, линейный регулятор всегда требует немного большего напряжения на входе, чем на выходе. Эта разница напряжений называется «напряжением падения» и может достигать 0,6 В для TL750L05, так называемого регулятора «с малым падением напряжения». Это означает, что при выводе 5 В при 150 мА на входе регулятора должно быть 5,6 В или выше. Мы можем смело игнорировать это здесь, потому что 36 В – 137 В все еще ниже 5,6 В.
Вторая небольшая деталь заключается в том, что линейный регулятор на самом деле потребляет немного больше тока на своем входе, чем на своем выходе. Причина этого в том, что часть тока, поступающего на вход регулятора, течет на землю через его третью клемму «заземления», а не на выходную клемму. Этот «ток покоя» может достигать 12 мА для TL750L05. Это означает, что когда 125 мА вытекает из выходной клеммы регулятора, на входную клемму может поступать до 137 мА. В приведенном выше примере это означает, что максимальное падение напряжения на резисторе 1100 Ом будет более точно оценено как V = 0,137 A × 1100 Ом = 151 В. Опять же, это не меняет нашего анализа.
Давайте попробуем еще раз, на этот раз с нашим другом, стабилитроном.
Наконец, давайте попробуем использовать один толстый стабилитрон на 20 В (тип 1N5357BRLG), чтобы снять часть нагрузки. Тогда выходное напряжение на аноде стабилитрона составляет всего 16 В, что находится в пределах безопасного входного диапазона регулятора. 1N5357BRLG рассчитан на максимальную мощность 5 Вт.
Когда стабилизатор работает с выходным током 125 мА, его входной ток может достигать 137 мА, включая ток покоя, поэтому мощность, рассеиваемая стабилитроном, может достигать 20 В × 0,137 А = 2,74 Вт. Он нагреется , но мы находимся в безопасных условиях работы стабилитрона, и теперь схема будет работать.
Обновлено в апреле 2020 г., чтобы включить примечания о напряжении отпускания линейного регулятора и токе покоя.
Эта запись была размещена в Основы, Электроника, Проекты EMSL, Инжиниринг и отмечена стабилитроном. Добавьте постоянную ссылку в закладки.
Что такое стабилитрон: Полное руководство
Зенеровский диод — это специальный диод , способный работать в условиях обратного смещения в зоне пробоя без каких-либо повреждений для себя.
Стабилитрон Принцип работы
График напряжение-ток для стабилитрона аналогичен графику напряжение-ток для PN-перехода обычного диода.
Когда стабилитрон имеет прямое смещение, то, как и в случае любого обычного диода , ток, протекающий через него, увеличивается по мере увеличения приложенного напряжения. Когда стабилитрон смещен в обратном направлении, ток минимален до тех пор, пока приложенное напряжение не достигнет напряжения пробоя диода. При достижении этого напряжения происходит значительное увеличение тока. Однако, в отличие от обычного диода, стабилитрон предназначен для работы в условиях обратного смещения в зоне пробоя.
Напряжение стабилитрона
Требуемое напряжение стабилитрона – это напряжение, при котором происходит пробой. В процессе производства стабилитрона к основным исходным материалам добавляется определенное количество других материалов и добавок, так что пробой происходит при очень определенном значении напряжения.
Если напряжение, подаваемое на стабилитрон, превышает установленное для него напряжение пробоя на достаточно большую величину , тепло, сопровождающее чрезмерный ток, протекающий через стабилитрон, может привести к серьезным повреждениям. Чтобы предотвратить такие неприятности, схемы со стабилитроном обычно имеют последовательно включенный резистор, который должен ограничивать величину тока, протекающего через стабилитрон. При правильном выборе номинала резистора ток в цепи не будет превышать максимальное значение тока для стабилитрона.
Если приложенное напряжение меньше, чем номинальное значение стабилитрона, сопротивление протеканию тока будет значительным, и диод останется в основном открытым , но когда приложенное напряжение равно или больше номинального напряжения стабилитрона сопротивление току будет преодолено и ток потечет через стабилитрон и цепь.
При различных напряжениях выше напряжения стабилитрона, изменение внутреннего сопротивления происходит в результате изменений в области обеднения устройства . В результате падение напряжения на стабилитроне будет относительно постоянным. Падение напряжения должно поддерживаться близким к значению напряжения стабилитрона. Остальное напряжение питания понижается последовательно включенным резистором.
Поскольку напряжение на стабилитроне намного выше, чем напряжение на стабилитроне, только что описанную схему можно использовать для подачи регулируемого напряжения на нагрузку. Если нагрузка подключена параллельно стабилитрону, падение напряжения на нагрузке будет равно падению напряжения на стабилитроне.
Где используются стабилитроны?
Зенеровский диод может использоваться и используется практически в любом электронном устройстве с установленной защитой от перенапряжения . Собственно, это и есть основная функция стабилитрона — стабилизировать напряжения, защищая устройство от перегрузок.
Зенеровский диод также защищает устройство от статического напряжения . Конечно, они также используются для стабилизации напряжения. Например, они достаточно часто используются в различных радиоустройствах для стабилизации сигнала, как входящего, так и исходящего.
Применений стабилитронов, как и устройств, в которые они устанавливаются, действительно очень много. Также некоторые виды стабилитронов отлично подходят для защиты устройств от перенапряжений, вызванных ударами молнии.
Практические правила безопасного обращения
Зенеровские диоды бывают разных форм, и среди них есть такие, которые работают с очень высокими напряжениями . Главное правило безопасности при работе с такими компонентами — не касаться голыми руками контактов включенного и работающего стабилитрона.
Также стоит помнить, что все стабилитроны рассчитаны на определенное максимальное напряжение и его необходимо соблюдать. Если этого не сделать и включить стабилитрон на напряжение выше его максимального, компонент может просто сгореть.
Зенеровский диод представляет собой тип полупроводникового диода. По сути, очень похожи на выпрямительные диоды, но только имеют немного другой функционал и немного другое устройство. Итак, как работает стабилитрон?
Существует два вида стабилитронов, отличающихся конструкцией и некоторыми техническими характеристиками:
- Простой стабилитрон в простом пластиковом корпусе изготовлен из кристалла кремния, который припаян специальным припоем к двум гибким электродам. Затем место пайки заливается пластиком, фактически формируя его корпус.
- Стеклянный стабилитрон немного сложнее – кристалл кремния зажат специальными металлическими оболочками. Кристалл припаян к оболочкам, а оболочки припаяны к гибким электродам. Обычно весь процесс пайки происходит уже внутри стеклянной трубки. Это гарантирует, что корпус быстро станет герметичным непосредственно в процессе охлаждения нагретого стекла. 907:35
Более дорогой стабилитрон собран с использованием медных выводов вместо биметаллических , которые намного лучше рассеивают тепло и защищают стабилитрон от перегрева.
На самом деле стабилитроны не так сильно боятся перегрева, как обычные выпрямительные диоды благодаря своей конструкции. Собственно для стабилитрона режим пробоя вполне нормальный, но обычный диод в таком режиме работать не может и быстро приходит в негодность.
Стабилитроны используются во многих современных цифровых и аналоговых устройствах. Они устанавливаются в устройствах для обеспечения дополнительной эффективной молниезащиты и защиты от перепадов напряжения.
Кроме того, стабилитроны устанавливаются в различные радиоприемники и радиопередатчики , ведь одним из основных свойств стабилитрона является его способность стабилизировать протекающее через него напряжение.
Стабилитрон против диода: в чем разница?
Диоды представляют собой полупроводниковые компоненты, которые ведут себя как односторонние вентили . Они в основном позволяют току течь в одном направлении. Стандартные диоды будут деградировать, если их заставят проводить ток в неправильном направлении, но стабилитроны оптимизированы для работы при размещении в цепи в обратном направлении.
Диоды изготавливаются из полупроводников, таких как кремний и германий. Полупроводники смешивают с другими элементами, такими как бор и фосфор, в процессе, называемом легированием. Стабилитроны изготавливаются из кремния, который более легирован, чем обычные диоды.
Обычные диоды и стабилитроны имеют насечку (полосу или какую-то метку) на корпусе . Диод называется смещенным в прямом направлении, когда ток течет со стороны без маркировки на сторону с маркировкой. В противном случае он смещается в противоположном направлении.
Стабилитроны устанавливаются в цепь в положении обратного смещения параллельно нагрузке. Токоограничивающий резистор обычно включается, чтобы гарантировать, что характеристики мощности и пикового тока не будут превышены.
Диоды используются в качестве выпрямителей, преобразующих переменный ток в постоянный, удаляя часть сигнала. Некоторые из их других многочисленных функций в качестве диодов — это электрическое переключение и удвоение напряжения.
Стабилитроны могут выполнять функции обычных диодов, но чаще всего используются в качестве стабилизаторов напряжения для низковольтных цепей, поскольку они могут поддерживать стабильное напряжение при различных нагрузках. Они могут защищать цепи от колебаний напряжения и поэтому устанавливаются в таких устройствах, как источники питания и устройства защиты.
Часто задаваемые вопросы
Каковы преимущества стабилитрона?
Стабилитроны имеют ряд преимуществ перед другими типами диодов. Они способны работать при высоких напряжениях и токах, а также очень стабильны. Стабилитроны также имеют очень низкое прямое падение напряжения, что делает их идеальными для использования в цепях регулирования напряжения.
Что означает напряжение Зенера?
Напряжение Зенера — это напряжение, при котором диод пробивается и начинает проводить ток в обратном направлении.
Как используется в цепи стабилитрон?
При использовании в цепи стабилитрон может использоваться для регулирования напряжения , позволяя рассеивать избыточное напряжение в виде тепла.
Является ли стабилитрон выпрямителем?
Нет, стабилитроны не являются выпрямителями . Выпрямитель — это устройство, которое преобразует переменный ток (AC) в постоянный ток (DC). Зенеровский диод — это полупроводниковый прибор, пропускающий ток только в одном направлении.
Что такое испытательный ток стабилитрона?
Испытательный ток — это ток, протекающий через стабилитрон, когда он находится в условиях испытания. Этот ток используется для определения напряжения пробоя диода.
Почему стабилитрон является регулятором напряжения?
Стабилитроны используются в качестве стабилизаторов напряжения, поскольку они могут работать в режиме обратного смещения. В этом режиме диод пропускает через себя ток, когда напряжение на нем превышает напряжение Зенера. Затем этот ток будет регулироваться таким образом, чтобы напряжение на диоде оставалось равным напряжению Зенера.
Видео по теме: Что такое стабилитрон?
Заключительные слова
В заключение, диод Зенера представляет собой полупроводниковое устройство, которое позволяет току течь только в одном направлении. Он используется для защиты электронных компонентов от повреждений, вызванных скачками напряжения. Стабилитроны доступны с различными напряжениями и размерами для различных применений. При выборе стабилитрона важно учитывать максимальную рассеиваемую мощность и максимальное обратное напряжение диода. Спасибо за чтение!
Стабилитрон — определение, символ схемы и применение
В дополнение к тому, что ток течет от анода к катоду, стабилитрон также позволяет току течь в обратном направлении, как только он достигает напряжения Зенера. Стабилитроны являются наиболее широко используемыми полупроводниковыми диодами из-за их особенностей.
Стабилитрон Определение
Сильно легированное полупроводниковое устройство, созданное для противоположной работы, представляет собой стабилитрон, который иногда называют диодом пробоя. Переход стабилитрона разрушается, и ток течет в противоположном направлении, когда напряжение между его клеммами меняется на противоположное и потенциал приближается к напряжению Зенера (также известному как напряжение колена). Эффект Зенера — это название этого явления.
Цепь стабилитрона
Напряжение Зенера, используемое для создания стабилитронов, может составлять от нескольких до сотен вольт. Подобно обычным резисторам из углеродного сплава, это напряжение Зенера несколько меняется в зависимости от температуры и может отклоняться от 5% до 10% от требований производителя. Зенеровский диод используется в качестве стабилизатора напряжения в стандартной схеме источника питания, показанной на диаграмме ниже, из-за его общей хорошей стабильности и точности.
Напряжение стабилитрона 12,6 вольт в цепи регулятора стабилитрона.
Работа стабилитрона Обратите внимание, что стабилитрон в приведенной выше схеме преднамеренно смещен в обратном направлении. Напряжение на диоде упало бы всего на 0,7 вольта, если бы он был установлен в «стандартной» ориентации или смещен в прямом направлении, как обычный выпрямительный диод. Мы должны использовать этот диод в режиме обратного смещения, если мы хотим использовать его возможности обратного пробоя. Падение напряжения на стабилитроне будет оставаться на уровне около 12,6 вольт, пока напряжение источника питания выше, чем напряжение стабилитрона (в данном случае 12,6 вольт).
Зенеровский диод чувствителен к температуре, как и любое полупроводниковое устройство. Высокие температуры разрушат стабилитрон, а поскольку он проводит ток и снижает напряжение, он также выделяет тепло в соответствии с законом Джоуля (P=IE). Из-за этого важно построить схему регулятора так, чтобы не было достигнуто максимальное рассеивание мощности диода. Интересно отметить, что когда стабилитроны выходят из строя из-за больших потерь мощности, они часто замыкаются, а не размыкаются. При смещении в любом направлении, подобно отрезку провода, неисправный диод падает практически до своего номинального напряжения, что упрощает его идентификацию.
Математический анализ цепи регулирования стабилитрона
Давайте проведем математический анализ цепи регулирования стабилитрона, чтобы определить все напряжения, токи и рассеиваемую мощность. Чтобы не квалифицировать все числа на рис. напряжение 45 вольт.
Если напряжение источника питания 45 вольт, а напряжение на стабилитроне 12,6 вольт, то на резисторе будет потеряно 32,4 вольта (45 вольт – 12,6 вольт = 32,4 вольта). 32,4 вольта, приложенные к 1000, дают ток в цепи 32,4 мА. (Рисунок б) ниже)
(a) Резистор 1000 и стабилизатор напряжения Зенера. (b) Расчетный ток и напряжение уменьшаются.
Поскольку ток, умноженный на напряжение, равен мощности (P=IE), легко определить рассеиваемую мощность как резистора, так и стабилитрона:
Презистор = (32,4 мА) (32,4 В) Предистор = 1,0498 Вт
Диод P = (324 А) (12,6 В) Диод P = 4,0824 мВт
Подходящими будут резистор с рассеиваемой мощностью 1,5 или 2 Вт и стабилитрон с номинальной мощностью 0,5.
Цепь для стабилитрона с большим сопротивлением
Почему бы не спланировать схему стабилитрона так, чтобы рассеивать минимально возможную мощность, если чрезмерное рассеивание мощности вредно? Почему бы просто не подобрать резистор с очень высоким значением сопротивления, сильно ограничивая ток и сохраняя недостаточные значения рассеиваемой мощности?
Рассмотрите эту схему, за исключением замены резистора 1 кОм на резистор 100 кОм. Напряжение стабилитрона диода и напряжение источника питания на следующем рисунке аналогичны значениям в предыдущем примере.
Стабилитрон с резистором 100 кОм.
Presistor = (3244A)(32,4V) Presistor = 10,498 мВт
P диод = (324A) (12,6 В) P диод = 4,0824 мВт
Оба значения должны быть меньше, если мощность рассеивания должна быть меньше составляет всего 1/100 того, что было раньше (324 А вместо 32,4 мА):
V-I Характеристики стабилитрона
небольшой ток утечки может протекать до тех пор, пока напряжение не упадет ниже напряжения Зенера.
ВАХ стабилитрона можно разделить на две категории следующим образом:
- Прямые характеристики
- Реверсивные элементы
Прямые характеристики стабилитрона
Прямые характеристики стабилитрона показаны в верхнем квадранте графика. Из диаграммы можно сделать вывод, что его свойства, выделенные жирным шрифтом, идентичны свойствам любого другого диода с PN-переходом.
Стабилитрон инвертирует характеристики
Умеренный обратный ток насыщения, называемый Io, протекает через диод, когда обратное напряжение прикладывается к напряжению Зенера. Неосновные носители, произведенные термически, являются причиной этого тока. В зависимости от величины обратного напряжения обратный ток резко и резко возрастает при увеличении обратного напряжения. Это признак того, что произошел сбой. Это напряжение пробоя, также известное как напряжение Зенера, обозначается символом Vz.
Технические характеристики стабилитрона
Ниже приведены часто используемые стабилитроны:
- Стабилитрон/пробойное напряжение – обратное пробивное напряжение имеет диапазон от 2,4 В до 200 В и, в редких случаях, 1 кВ, с максимальным значением 47 V для накладных устройств.
- Ток Iz (макс.): Этот ток находится в диапазоне от 200 А до 200 А при номинальном напряжении Зенера.
- Ток Iz (мин) — это минимальный ток, необходимый для выхода из строя диода.
- Номинальная мощность стабилитрона указывает максимальную мощность, которую он может рассеивать. Он определяется путем деления напряжения диода на его ток. 907:35
Диоды - на 5 В обладают наибольшей температурной стабильностью.
- Сопротивление Зенера (Rz) — это сопротивление, которое показывает стабилитрон. Допуск по напряжению обычно составляет 5%.
Применение стабилитрона
Ниже приведены примеры применения стабилитрона и использования стабилитрона:
- Регулировка напряжения
- защита от перенапряжения
- используется в схемах, которые зажимают
- используется для изменения напряжения 907:35
Стабилитрон подходит для управления напряжением, поскольку падение напряжения на диоде постоянно в широком диапазоне напряжений.
Стабилитрон регулирует напряжение
Последовательно соединенные резисторы регулируют ток через диод при избыточном напряжении, когда диод находится в состоянии проводимости, когда напряжение нагрузки соответствует напряжению пробоя. При этом диод создает некоторый шум, который можно уменьшить, подключив к диоду развязывающий конденсатор с высоким напряжением.
Стабилитрон защищает от перенапряжения
Ток, протекающий через диод, вызывает падение напряжения на резисторе, когда входное напряжение возрастает до точки пробоя стабилитрона. В результате начинается короткое замыкание на землю.
В схемах ограничения используются диоды Зенера
В схемах ограничения выходной сигнал не превышает определенного значения, не влияя на входной сигнал. Диоды Зенера могут изменять и формировать траектории, обрезающие форму волны переменного тока. Цепи ограничения ограничивают часть сигнала переменного тока для защиты или формирования сигнала. Эти схемы обычно используются в телевизионных и FM-передатчиках для уменьшения помех.
Напряжение можно изменить с помощью стабилитрона
Зенеровский диод предназначен для изменения напряжения сигнала. В зоне пробоя он может поддерживать постоянное выходное напряжение. Из-за своей способности изменять напряжение стабилитрон является идеальным элементом для работы. Вот несколько приложений для большего количества дзэн-диодов.
Часто задаваемые вопросы
1. Как стабилитрон регулирует напряжение?
Служа дополнительными нагрузками и потребляя больший или меньший ток по мере необходимости для поддержания постоянного падения напряжения на нагрузке, стабилитроны как регуляторы напряжения управляют ею. Это эквивалентно изменению скорости автомобиля путем торможения вместо изменения положения дроссельной заслонки: это не только неэффективно, но и тормоза должны быть сконструированы таким образом, чтобы справляться со всей мощностью двигателя, когда этого не требуют дорожные условия.
Несмотря на неэффективность этой конструкции, часто используются схемы стабилизатора на стабилитронах, поскольку они просты. Другие методы регулирования напряжения используются в ситуациях с большой мощностью, где неэффективность неприемлема. Даже в этих случаях крошечные схемы на основе стабилитрона часто используются для подачи «опорного» напряжения для питания более эффективной схемы усилителя, которая управляет основной силой.
2. Что отличает стабилитрон от обычного диода?
Зенеровский диод — это электрический компонент с двумя выводами, который проводит электричество только в одном направлении. Стабильное опорное напряжение может быть получено с помощью стабилитрона. Основным применением этих диодов является подача опорного напряжения в источники питания. С одной стороны он имеет отличное сопротивление, а с другой — низкое сопротивление.
3. Почему стабилизатор сделан из стабилитрона?
В качестве стабилизатора напряжения Зенеровские диоды шунтируют стабилизаторы напряжения, использование стабилитронов часто используется для управления напряжением на небольших нагрузках. В стабилитронах напряжение пробоя резко меняется на противоположное и остается постоянным в широком диапазоне токов.
