Дробеметная очистка: Дробеметная обработка и особенности ее применения
Содержание
Дробеметная очистка металла — Блог компании ЛипецкТехноЛит
Когда и зачем очищают металл дробеметными установками?
Перед тем, как приступить к изготовлению оборудования и деталей из металла, его очищают от окалин, ржавчины, загрязнений различного характера, сколов, ржавчины и прочих дефектов и следов разрушения. Кроме этого, металл выравнивают и удаляют предыдущие слои лакокрасочных и защитных покрытий при необходимости.
С этими задачами отлично справляются дробеметные аппараты.
Кроме того, что эти агрегаты очищают металлическую поверхность, они дополнительно укрепляют ее, повышают ударную прочность, износостойкость и сопротивляемость коррозии.
Дробеметная очистка металла придает элементам из сплавов определенные свойства поверхности – делает ее матовой либо глянцевой, шероховатой или гладкой. Все зависит от того, какие задачи будет выполнять деталь или конструкция в процессе эксплуатации. Также большое значение имеет то, в каких условиях будет работать конкретный элемент.
После обработки дробеметом защитные и лакокрасочные покрытия лучше ложатся на металл и дольше сохраняют свои декоративные и антикоррозионные свойства. Сцепление их с поверхностью увеличивается в 2,5 раза.
КАК ДЕЙСТВУЕТ ДРОБЕМЕТНЫЙ АППАРАТ
Лопасти дробемета разгоняют дробь и выбрасывают на изделие со скоростью 100 м/с. Дробинки с силой ударяются о металл и очищают его от ржавчины, старых покрытий, окалин и неровностей. В месте удара образуется слой со сжимающим напряжением. Это повышает прочность и долговечность обработанных деталей и оборудования – металл меньше ржавеет, на нем не появляются сколы и трещины.
Особенно важно это для механизмов, которые постоянно двигаются – шестеренки, пружины, валы, двигатели внутреннего сгорания и т.д.
Удаленный слой отделяется с помощью промышленного пылесоса, воздух пропускается через фильтр и выходит наружу. Очищенные от пыли дробинки поступают обратно в камеру с лопастями и используются повторно. До полного истирания дробь проходит до 2000 циклов.
До полного истирания дробь проходит до 2000 циклов.
Замкнутый цикл работы дает высокую производительность — за один час дробемет очищает 40 – 150 м2 металлических поверхностей.
Современные дробеметные установки обрабатывают крупногабаритные изделия, а также чистят металл в труднодоступных местах.
ВИДЫ ДРОБЕМЕТНЫХ АППАРАТОВ
Дробеметы проходного типа
Применяют на производстве металлоконструкций, металлопроката и профиля.
Проходные дробеметы очищают металл и подготавливают его к нанесению защитных и декоративных покрытий. Изделия помещают в рабочую камеру с рольгангом.
Дробеметная машина проходного типа может быть совмещена с камерой покраски и сушки.
Дробеметы подвесного типа
Очищают детали массой от 5 кг. Дробеметная установка имеет от двух метателей. Изделия для обработки навешивают на крюк электродвигателя, поднимают на нужную высоту и перемещают в камеру дробемета.
Дробеметы барабанного типа
Изделия помещают в барабан, где они очищаются дробью и трением друг о друга.
Дробеметы барабанного типа с ленточным транспортером используют там, где нужно очистить большое количества мелких деталей. Материал укладывают в конвеер, где он очищается дробью и биением друг о друга.
При таком способе уменьшается расход дроби.
Дробеметы для очистки труб
Дробеметы чистят трубы как с наружной, так и с внутренней стороны. Очистка продлевает срок службы и защищает от коррозии.
Один дробеметный аппарат не может чистить трубы разного диаметра. К каждому виду подбирают соответствующую дробеметную машину.
ДРОБЬ ДЛЯ ДРОБЕМЕТА
Дробеметы очищают и укрепляют металл, защищают от коррозии. Также с помощью дробеметной машины можно придать изделию нужный вид – сделать его матовым или глянцевым, гладким или шероховатым.
Для создания определенного эффекта используют разную дробь.
Стальная и чугунная колотая
Белый чугун или металл со структурой мартенсита расплавляют, затем делают гранулы диаметром от 0,3 до 3,6 мм. Дробь создает шероховатую поверхность, матирует, удаляет нагар и ржавчину, делает детали прочными. Чаще всего такой дробью обрабатывают отливки, поковки, прокат, чистят котлы электростанций, а также упрочняют детали с большой нагрузкой — валы, рессоры, пружины, зубчатые колеса и т.д.
Дробь создает шероховатую поверхность, матирует, удаляет нагар и ржавчину, делает детали прочными. Чаще всего такой дробью обрабатывают отливки, поковки, прокат, чистят котлы электростанций, а также упрочняют детали с большой нагрузкой — валы, рессоры, пружины, зубчатые колеса и т.д.
Стальная рубленная
Стальная рубленая дробь прочная, поэтому очищает сложные загрязнения.
Используется для упрочнения поверхностей в автомобиле-, вагоно- и судостроении, авиационной, космической и медицинской промышленности для наклепа пружин, лопастей, колесных пар, дисков и т.п.
Стальная литая
Ею чистят крупные и мелкие детали — отливки электроаппаратуры, измерительных приборов, швейных машин, гидравлические турбины, прокатные станки, стальное и чугунное тяжелое литье.
Дробь подготавливает покрытие под эмалирование, покраску.
Алюминиевая
Обрабатывает алюминиевое литье и детали. Очищает, выглаживает и делает поверхность шероховатой.
Металл после дробеметной очистки чистый и светлый.
Керамическая
Не загрязняет изделие, почти не раскалывается. Используют в авиационной и космической промышленности.
Пластиковая дробь
Применяют для щадящей обработки и удаления заусенцев с пластмасс и алюминия. Образует незначительное количество пыли, нетоксична.
ПРЕИМУЩЕСТВА ДРОБЕМЕТНОЙ ОЧИСТКИ МЕТАЛЛА
Кроме дробеметной очистки металл обрабатывают ручным и механическим способом. Для этого используют обрубочные молотки, зачистные молотки с электро- и пневмоприводом, проволочные щётки, шпатели, скребки, наждачную бумагу, шлифовочные диски и т.п.
Молотками удаляют рыхлый слой ржавчины, затем зачищают щеткой. Ручная обработка не подходит для общей подготовки поверхности перед нанесением покрытий.
В чем же привлекательность очистки металла дробеметным аппаратом?
1 — Дробемётная обработка не только очищает, но и укрепляет металл. Изделия и детали становятся меньше подвержены ржавчине, сколам и трещинам.
Изделия и детали становятся меньше подвержены ржавчине, сколам и трещинам.
2 — Универсальный способ очистки металла — дробемётная машина обрабатывает отливки и тонкостенный прокат перед покрытием, витые цилиндрические пружины, зубчатые колёса и другие детали сложных форм, металлические изделия после термообработки из любой стали — низкоуглеродистой, углеродистой или легированной.
3 — Чистый процесс. Дробеметная установка не создает жидкие токсичные отходы.
4 — Дробь используют многократно – до 2000 циклов.
5 — Высокая производительность. За один час дробемет очищает 40 – 150 м2 металлических поверхностей.
Современное производство не может обойтись без дробеметно-очистного оборудования.
Часто требуется применить нестандартные решения. Например, совместить или заменить оборудование разных производителей.
Компания ООО «ЛипецкТехноЛит» проектирует и изготавливает дробеметное оборудование и запасные части к ним для любой сферы производства с учетом индивидуальных технических требований.
Дробеметная очистка металла — «ОХТА»
Металлические поверхности часто имеют следы ржавчины, масел, старых лакокрасочных покрытий. Качественная очистка профильного и листового металлопроката подразумевает полное удаление возможных загрязнений, ржавчины, окисления. Среди способов обработки – дробеметная (дробеструйная).
К преимуществам относят:
- высокую скорость проведения;
- упрочнение поверхности за счет созданного дробинками напряжения металла в верхних слоях;
- полное очищение поверхности от окислов (высокопрочной оксидной пленки, что важно перед проведением сварочных работ и нанесением антикоррозийных составов), от старых покрытий и масел.
Обрабатываемые детали поступают с помощью кран-балки в специальную камеру, где расположены дробеметы. Весь процесс обработки автоматизирован. Далее детали проходят окончательную очистку от остатков дроби, пыли. В качестве рабочей фракции применяют чугунную (стальную) дробь или другие абразивы.
Кроме очищения от загрязнений и окислов, дробеструйная обработка металла применяется для:
- удаления окалины, остающейся на металле в процессе заводской обработки;
- матирования или полировки металлических поверхностей;
- придания определенной степени шероховатости для дальнейшей обработки;
- лучшего сцепления антикоррозийных покрытий с поверхностью металла – после дробеструйной обработки обезжиривание металла не требуется;
- удаления оксидных пленок высокой прочности перед выполнением сварочных работ.
Благодаря высокой производительности и возможности любой степени очистки, дробеметные установки применяют на крупных предприятиях по изготовлению металлоконструкций и металлообработке.
Дробеметная установка для очистки металла
Дробеметная обработка представляет собой эффективный метод подготовки поверхности к дальнейшей эксплуатации. Для обеспечения сцепления последующего покрытия с обрабатываемой деталью дробеметную очистку осуществляют при температуре не меньше +10°С и относительной влажности воздуха от 65 до 75%.

ООО «ОХТА» использует дробеметную установку кранового типа УИД-376.
Характеристики:
Эффективный размер очистки (Ø мм) | 800 |
Эффективный размер очистки (высота мм) | 1500 |
Очистка со всех сторон | да |
Производительность (тонн/час) | 1 |
Мощность установки (кВт) | 22.5 |
Дробеметная установка производит очистку поверхности согласно ИСО 8501-1, степень очистки SA-2 – SA-2.5. Оборудование оснащено тельфером, что упрощает и ускоряет проведение работ, а также пылеуловителем. Для разных операций, проводимых с помощью дробеметной установки (шлифование, матирование, очистка или упрочнение металла) применяют дробь и абразивные частицы диаметром от 0,3 до 3,6 мм.
Стены камеры дробеметного оборудования обшиты высоколегированной сталью, специальный транспортер забирает со дна абразив, который направляется для вторичного использования (только целая дробь). Технология очистки с установкой УИД-376 максимально проста и быстра. Деталь или лист металла помещается с помощью тельфера в камеру, далее происходит метание дроби (установка оснащена специальными лопатками).
Все процессы полностью автоматизированы и управляются компьютером, поэтому через заданное время, необходимое для завершения обработки, метание дроби прекращается, камера открывается. Благодаря продуманной конструкции установки на выходе качественный результат.
Очистка металла от ООО «ОХТА»
ООО «ОХТА» производит дробеметную и пескоструйную очистку металлических изделий в соответствии с установленным порядком и правилами.
В таблице ниже указана стоимость на услуги:
Дробеметная очистка металла | от 190 руб/м2 |
Пескоструйная обработка металла | от 350 руб/м2 |
Подробности узнавайте по телефону 8 (812) 645-51-15 или приходите в наш офис по адресу 195030, г.
Санкт-Петербург, ул.Коммуны, д.67, лит. Ж, а/я 36. (территория завода “Пластполимер”).
Примеры:
Также мы предлагаем:
- Токарные работы на станках с ЧПУ
- Фрезерные работы (в том числе с ЧПУ)
- Шлифовальные работы
- Сверлильные работы
- Сварочные работы
- Слесарная обработка
- Гибка металла
Абразивоструйная и дробеметная очистка, дробеметная обработка металла
Изучая различные технологические процессы, всё больше удивляешься, насколько сильно могут быть зависимы друг от друга, казалось бы, не самые близкие из них. Например, металлообработка и производство лакокрасочной продукции. Тем не менее, в последнее время именно эти сферы стали весьма взаимосвязаны.
Так, заказчики металлоконструкций предъявляют очень серьезные требования к их эстетическому виду. То есть, продукт должен быть не просто загрунтован и качественно окрашен, но и долгое время сохранять свои защитные антикоррозийные свойства. В свою очередь, производители лакокрасочных товаров требуют перед покраской обеспечения достаточно высокого уровня очистки металлической поверхности. По международному стандарту ISO он должен быть не ниже SA2,0–2,5.
В свою очередь, производители лакокрасочных товаров требуют перед покраской обеспечения достаточно высокого уровня очистки металлической поверхности. По международному стандарту ISO он должен быть не ниже SA2,0–2,5.
Своеобразным «мостом» между двумя отраслями, позволяющим в полной мере удовлетворить все эти требования, является организация третьего процесса – абразивоструйной или дробеметной очистки. Поскольку мы говорим о профессиональной обработке, а не бытовой, где для этих целей используются небольшие пескоструйные аппараты, то в нашем случае (в заводских условиях) необходимо применять дробеструйные камеры.
Сегодня очистка различных металлических деталей с их помощью – наилучший, а, главное, экономически выгодный способ получить необходимое качество поверхности для окрашивания. Что же собой представляет промышленное абразивоструйное оборудование?
Конструкция
Каждая дробеметная камера – это фактически индивидуальный проект (собирается «под ключ»). Даже не смотря на то, что все они имеют так называемый базовый набор необходимых для работы компонентов. В него входит: корпус камеры, система подачи металлоконструкций, дробеструйные аппараты, пылесборники, системы очистки абразива, глушитель и прочие узлы. А всё потому, что размер камеры определяется исходя из максимальных габаритов очищаемых изделий. От чего, в свою очередь, зависит какими абразивными установками будет в итоге оснащена дробеметная камера. В качестве абразива чаще всего используется стальная (чугунная) колотая дробь, обеспечивающая высочайшее качество очистки. При этом она легко поддается регенерации, то есть предназначена для многоразового использования.
Даже не смотря на то, что все они имеют так называемый базовый набор необходимых для работы компонентов. В него входит: корпус камеры, система подачи металлоконструкций, дробеструйные аппараты, пылесборники, системы очистки абразива, глушитель и прочие узлы. А всё потому, что размер камеры определяется исходя из максимальных габаритов очищаемых изделий. От чего, в свою очередь, зависит какими абразивными установками будет в итоге оснащена дробеметная камера. В качестве абразива чаще всего используется стальная (чугунная) колотая дробь, обеспечивающая высочайшее качество очистки. При этом она легко поддается регенерации, то есть предназначена для многоразового использования.
Стены камеры, обычно, возводятся из кирпича или подобных материалов (если это большая, стационарная камера) или металла (если не очень большая или мобильная). Изнутри для уменьшения их износа обшиваются листовой армированной резиной, фанерой или прорезиненной тканью толщиной от 6 до 12 мм (без промежутков внахлест) с помощью спецкреплений.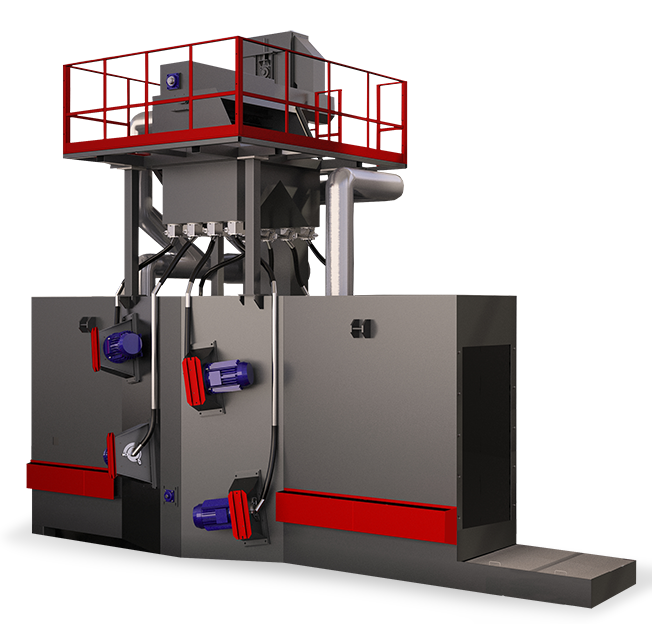 Светильники используются, как правило, со специальным противоударным стеклом. А вот вентилятор системы вентилирования камеры обязательно оснащается глушителем. Дело в том, что скорость потока воздуха почти равна скорости звука и производимый шум доходит до 90 db. С глушителем он снижается до 68-75 db.
Светильники используются, как правило, со специальным противоударным стеклом. А вот вентилятор системы вентилирования камеры обязательно оснащается глушителем. Дело в том, что скорость потока воздуха почти равна скорости звука и производимый шум доходит до 90 db. С глушителем он снижается до 68-75 db.
Ноу-хау
Ноу-хау в технологии дробеметной очисткки по единогласным мнениям инженеров является аддитивная добавка в дробь PANTATEC (Германия).
Дробеструйная и дробеметная обработка деталей, осуществляемая на установках любого производителя, сегодня не решает и не избавляет от главной проблемы – удаления жиров, масел и других клейких агломератов с поверхности изделий. Только в недавнее время немецкими инженерами из тихого города Бад-Ойхазен, в результате продолжительных научно-производственных исследований, был произведен и с успехом внедрен на своем предприятии уникальный продукт. Использование добавки позволило добиться невиданных результатов качества обработки поверхности изделий, стабильности процесса и огромной экономии за счет отказа от закупки дорогостоящего моющего и очистного оборудования, а также снижения затрат на претензии к качеству продукции.
После внедрения данной технологии, предприятию удалось сэкономить более 500 тысяч евро. На основе этого успешного опыта, добавка стала стремительно внедряться на многих европейских производствах. Сегодня эту технологию использует более 600 предприятий Европы.
Впоследствии немецкими инженерами для поддержания стабильного качества на основе компонентов Siemens был разработан автоматический дозатор. Это универсальное устройство успешно агрегируется с любой дробеметной и дробеструйной камерой любого производителя.
Что это за добавка, как она работает, какие выгоды и перспективы таит в себе можно подробно изучить на сайте представительства PANTATEC в России.
Обзор дробеметных камер
В мире на сегодняшний день есть несколько ведущих компаний, чье абразивоструйное оборудование соответствует самому высокому уровню качества: GOSTOL TST d.d (Словения), CLEMCO (Германия-Эстония), MUNKEBO (Дания), COGEIM EUROPE (Италия) и др. Об их установках и поговорим.
Об их установках и поговорим.
Камеры Gostol – это яркий пример того, как одна компания может обеспечить соответствующим оборудованием бизнес абсолютно любого уровня. Словенские инженеры уже создали более 500 установок для заказчиков по всему миру. К слову, поражают разнообразием типоразмеры камер: от 600х400 до 4000х600. Благодаря немецкой технологии изготовления корпусов и внутренних компонентов срок службы машин достигает 30 лет!
Основное предназначение дробеметных камер Gostol заключается в подготовке металлических поверхностей перед сваркой, резкой и другими видами дальнейшей обработки изделий (покраска или её удаление, съем ржавчины и пр.). Установки могут работать с листовым металлом, I и Н профилями, сварными конструкциями. Мощность турбин, изготавливаемых из износостойких материалов, и обеспечивающих эффективное дробометание, варьируется от 5,5 до 30 кВт (по желанию заказчика).
Для работ малого и среднего объема идеально подойдет последняя разработка компании Clemco. Это пескоструйный кабинет KIT-CAB ZERO нового поколения. В своем классе – лучшая модель в мире. Предназначена для очистки металлических деталей от загрязнений, ржавчины, придания поверхности необходимой степени шероховатости и пр. Установка проста в эксплуатации и в то же время достаточно универсальна.
Это пескоструйный кабинет KIT-CAB ZERO нового поколения. В своем классе – лучшая модель в мире. Предназначена для очистки металлических деталей от загрязнений, ржавчины, придания поверхности необходимой степени шероховатости и пр. Установка проста в эксплуатации и в то же время достаточно универсальна.
Машина имеет встроенную систему автоматической циркуляции абразива по замкнутому циклу для очистки его от пыли и вредных примесей. В качестве абразивного материала может использоваться: стальная колотая дробь, кварцевый песок, шлак, корунд и даже стеклянные шарики. Мощность установки – 0,55 кВт, а больше и не нужно, учитывая её габариты 890х750х760. Производительность: 8 м³/мин.
Из всех дробеметных камер от ведущих производителей можно, тем не менее, особо выделить установки датской Munkebo. Машины этой компании даже на фоне других не менее качественных аппаратов отличаются повышенной надежностью, демонстрируя самый высокий уровень прочности и безопасности. В своей основе имеют модульную конструкцию, благодаря чему заказчик легко может подобрать для себя необходимый типоразмер камеры с мощностью: от 3 до 90 кВт.
Установки имеют ряд уникальных систем, одной из которых является замкнутая система регенерации абразива. По словам разработчиков, заложенный в неё принцип работы позволяет фактически неограниченно использовать в обработке один и тот же абразивный материал. Другая система занимается регулировкой влажности внутри камеры с помощью специальных осушителей, что дает возможность производить более оптимальную обработку металлических изделий.
А вот для работы в специальных условиях, когда в индивидуальный проект заказчика дробеметной камеры требуется внедрить ряд уникальных решений, лучше всего подойдут установки итальянской COGEIM EUROPE. Уровень профессионального подхода к делу виден даже в системе работы с клиентом.
Во-первых, для покупателя из России над проектом будут трудиться не только итальянские инженеры, но и специалисты из российского представительства компании. В-вторых, 100-процентную надежность и качество дробеструйных машин обеспечивает их тройное испытание: два на заводе-изготовителе в Италии и последнее на месте сборки в России.
Своим заказчикам COGEIM EUROPE предлагает несколько серий камер. Так, для мелкосерийного и единичного производств итальянцы разработали установку с поворотным столом RT. Это практичное решение для дробенаклепа, очистки отливок, поковок, сварных деталей (кузнечное дело). Камеры PG и PGH позволяют работать с крупногабаритными изделиями, очень тяжелыми и даже негабаритными (эффективны в литейном производстве). Есть в номенклатурной линейке разработчика и ряд других уникальных дробеструйных установок.
Владислав Пермин, специально для Equipnet.ru
Установки дробеметной очистки Voortman… | Voortman Steel Machinery
Главная
ОБОРУДОВАНИЕ
Установки дробеметной очистки Voortman серии VSB
Автоматическая установка дробеметной очистки серии Voortman VSB разработана с использованием высококачественных компонентов для очистки листового и профильного проката. Предварительно установленные программы обработки и автоматические функции делают установку простой в освоении и эксплуатации. Компактная конструкция позволяет уменьшить занимаемую площадь без снижения функциональности и качества. При интеграции установки дробеметной очистки в линию с камерой нагрева, устройством обдува , камерой окраски и сушильным тоннелем требуется минимальная площадь.
Предварительно установленные программы обработки и автоматические функции делают установку простой в освоении и эксплуатации. Компактная конструкция позволяет уменьшить занимаемую площадь без снижения функциональности и качества. При интеграции установки дробеметной очистки в линию с камерой нагрева, устройством обдува , камерой окраски и сушильным тоннелем требуется минимальная площадь.
Запросить коммерческое предложение
Прокрутить
Запросить коммерческое предложение
Основные преимущества
Характеристики и процессы
Интеграция в Ваш цех
Технические характеристики
Метрическая
Имперская
Высокоавтоматизированный процесс
Надежность и долговечность
Повышение производительности и снижение трудозатрат
АВТОМАТИЧЕСКАЯ ДРОБЕМЕТНАЯ ОЧИСТКА
Установка серии VSB является одной из наиболее автоматизированных установок для дробеметной очистки.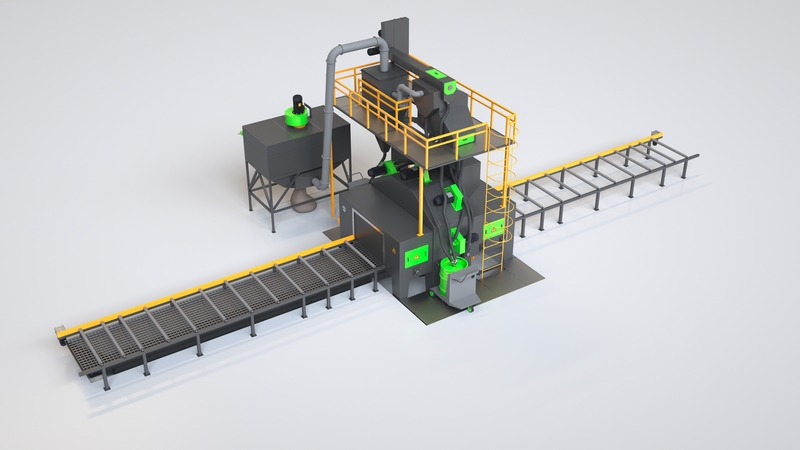 Сокращение трудозатрат и увеличение производительности благодаря автоматизации таких процессов как позиционирование турбин, формирования группы заготовок и профилей для очистки, регулировка высоты подъема щетки, выгрузка готовых изделий для их дальнейшего перемещения по производственной линии. Автоматизация загрузки и выгрузки требует минимального вмешательства или контроля со стороны оператора.
Сокращение трудозатрат и увеличение производительности благодаря автоматизации таких процессов как позиционирование турбин, формирования группы заготовок и профилей для очистки, регулировка высоты подъема щетки, выгрузка готовых изделий для их дальнейшего перемещения по производственной линии. Автоматизация загрузки и выгрузки требует минимального вмешательства или контроля со стороны оператора.
Ширина листа (макс.)
98-1/2
дюймов
Турбины
4/6
шт.
Диаметр турбины
15
дюймов
Мощность турбины
20
л.с.
Дробеметная очистка
УВЕЛИЧЕННЫЙ СРОК СЛУЖБЫ
Установки серии VSB для дробеметной очистки имеют превосходное качество и обладают высокой надежностью. Благодаря камере очистки с трехслойным корпусом, определенной последовательности очистки и дополнительным модулям в виде камеры предварительного нагрева и камеры окраски, установка VSB позволяет сократить время, затрачиваемое на очистку стали, одновременно сберегая энергию и сокращая потребность в запасных частях.
Ширина листа (макс.)
98-1/2
дюймов
Турбины
4/6
шт.
Диаметр турбины
15
дюймов
Мощность турбины
20
л.с.
Дробеметная очистка
Blasting
Основные
преимущества
Автоматизация
Автоматическое формирование партий профилей и зазоров между ними
Установка VSB автоматически группирует профили и/или заготовки для получения оптимальных результатов обработки. У оператора нет необходимости в раскладке профилей перед очисткой вручную, поскольку система формирует партии профилей и выверяет расстояние между ними в автоматическом режиме.
Автоматизация
Автоматическая регулировка высоты щетки
После очистки абразив удаляется щеткой, высота которой регулируется в автоматическом режиме. Высота положения щетки автоматически настраивается по высоте материала для улучшения удаления абразива.
Высота положения щетки автоматически настраивается по высоте материала для улучшения удаления абразива.
Производительность
Максимальные результаты очистки поверхности
После дробеметной очистки поверхность изделия будет заметно чище. Угол подачи дроби турбин регулируется в зависимости от размеров профиля, что дает возможность потокам дроби не пересекаться. Это позволяет эффективно выполнять очистку.
Производительность
Простая интеграция в полностью автоматизированную производственную линию
Когда установка VSB является частью большой производственной линии (MSI), распределение заготовок по станкам, интегрированным в линию, осуществляется в автоматическом режиме без участия оператора. Если установка дробеметной обработки VSB находится в конце линии MSI, она автоматически распознает изделия, которые необходимо очистить.
Производительность
Дробеметная очистка только при наличии изделия
Для обнаружения материала в камере установлен датчик материала, который предотвращает очистку в случае отсутствия материала. Это минимизирует расход абразива и элементов камеры. Это снижает износ машины и сокращает затраты на расходные материалы.
Это минимизирует расход абразива и элементов камеры. Это снижает износ машины и сокращает затраты на расходные материалы.
Производительность
Установка предварительного нагрева и линия грунтования
При необходимости можно установить камеру предварительного нагрева для создания полной линии обработки поверхности. Установка позволяет удалить влагу с поверхности проката, что повышает эффективность очистки с помощью установки VSB. В линии дробеметной очистки и грунтования избыток тепла, выделяемого устройством предварительного нагрева, используется в сушильном туннеле покрасочной камеры для сокращения расхода газа, что позволяет значительно сократить эксплуатационные расходы.
Производительность
Автоматически регулируемые турбины для максимальной мощности обработки
При обработке широких пластин турбины настраиваются таким образом, чтобы обеспечить достаточное количество абразива и мощность подачи по всей ширине поверхности. При обработке балок, которые располагаются в центральной части роликов, угол настраивается таким образом, чтобы большая часть абразива попадала в центральную часть рольганга. Большое преимущество: Более высокая скорость при обработке деталей меньшей ширины и более длительный срок эксплуатации оборудования.
При обработке балок, которые располагаются в центральной части роликов, угол настраивается таким образом, чтобы большая часть абразива попадала в центральную часть рольганга. Большое преимущество: Более высокая скорость при обработке деталей меньшей ширины и более длительный срок эксплуатации оборудования.
Высокое качество
Долговечная машина для длительного срока службы
Установка для дробеметной очистки серии VSB обладает множеством конструктивных особенностей, позволяющих минимизировать износ оборудования. Благодаря трехслойному корпусу камеры, определенной очередности подачи дроби и дополнительным модулям для предварительного нагрева и обдува, система VSB позволяет сократить время, затрачиваемое на очистку стали, одновременно сберегая энергию и сокращая потребность в запасных частях.
Автоматизация
Оптимальное распределение дроби
Правильное сочетание положения профиля, скорости конвейера и угла подачи дроби обеспечивает оптимальное распределение дроби максимальных результатов дробеметной очистки. Установки серии VSB автоматически контролируют все эти параметры, значительно экономя при этом трудозатраты, связанные с ручной обработкой, поскольку оператору не нужно контролировать настройки во время очистки.
Установки серии VSB автоматически контролируют все эти параметры, значительно экономя при этом трудозатраты, связанные с ручной обработкой, поскольку оператору не нужно контролировать настройки во время очистки.
Дружественный интерфейс
Удобное и понятное оборудование
Встроенные панели и демпфер вентиляционной системы подавляют шум вокруг машины для более комфортной среды для операторов. Установка VSB имеет специальные смотровые окна и люки для беспрепятственного осмотра установки оператором изнутри.
Автоматизация
Автоматическое пополнение дроби
Для того чтобы избежать остановок для пополнения запасов дроби, в непосредственной близости от установки может располагаться отдельно стоящий бункер. Он пополняется в автоматическом режиме без прерывания процесса обработки. По сигналу датчика, находящегося в основном бункере, начинается пополнение запасов дроби из резервного. Это значительно экономит время оператора.
Автоматизация
Турбины с частотным управлением для обработки тонких листов
Для обработки листов толщиной до 4 мм (5/32 дюйма) необходимо выполнить некоторые регулировки для предотвращения изгиба тонкого листа внутри камеры. Необходимо контролировать клапан подачи дроби, чтобы снизить поток дроби, турбины при этом оснащены частотными контроллерами для снижения скорости турбин.
Характеристики
и процессы
Дробеметная обработка
Дробеметная обработка — это процесс очистки поверхности стальных профилей и листов перед окрашиванием или сваркой. Дробеметная установка позволяет удалить окись металла, окалину и другие загрязняющие вещества с поверхности стали, что обеспечивает надежную адгезию грунтовки или краски. Ручная очистка проката является очень трудоемким процессом. Voortman предлагает автоматическую дробеметную обработку с помощью установок серии VSB.
Полностью автоматизированная транспортировка профилей
Полностью автоматизированная линия обработки профилей MSI предусматривает автоматическое перемещение профилей.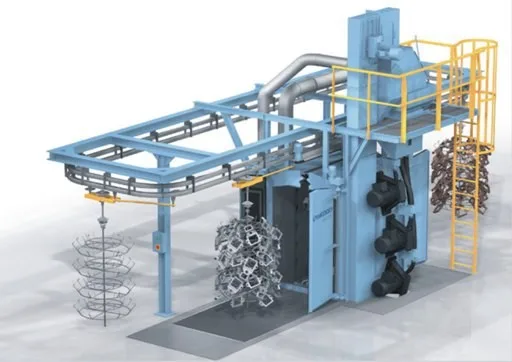 Программное обеспечение VACAM управляет сенсорными толкателями и подъемными устройствами, перемещает профили на входной роликовый конвейер и с выходного роликового конвейера. Выбранные изделия автоматически производятся на заданных длинах. Поперечные конвейера управляют перемещением большого кол-ва профилей, что обеспечивает бесперебойную работу станка в течение долгого времени.
Программное обеспечение VACAM управляет сенсорными толкателями и подъемными устройствами, перемещает профили на входной роликовый конвейер и с выходного роликового конвейера. Выбранные изделия автоматически производятся на заданных длинах. Поперечные конвейера управляют перемещением большого кол-ва профилей, что обеспечивает бесперебойную работу станка в течение долгого времени.
Рециркуляция и сепарация дроби
Дробь, собранная в нижней части дробемётной камеры, перемещается шнековым конвейером к сепаратору, где происходит ее очистка. Дробь полезной фракции собирается в бункере для ее повторного использования. Это позволяет провести следующий цикл дробеметной очистки наиболее эффективным способом с использованием дроби высокого качества.
Автоматическая управление логистикой заготовок
Одно нажатие кнопки — все, что нужно для того, чтобы запустить производство. После импорта стандартных файлов DSTV или DSTV+ (раскладка) в список обработки программного обеспечения VACAM, оператор может заниматься только загрузкой и выгрузкой линии. Установки работают в автоматическом режиме и не требуют вмешательство оператора.
Установки работают в автоматическом режиме и не требуют вмешательство оператора.
Программное обеспечение VACAM
Все станки комплектуются стандартным программным обеспечением VACAM собственной разработки. Все станки имеют один и тот же интерфейс, что значительно ускоряет обучение. Открытая платформа Vacam позволяет использовать API для обмена производственными данными с программами ERP и MRP, обеспечивая актуальные данные о ходе ваших проектов. ПО Vacam в режиме реального времени позволяет графически отображать весь производственный процесс и отслеживать все этапы производства. ПО Vacam также позволяет мгновенно анализировать импортированные изделия и раскрои. При наличии каких-либо прогнозируемых проблем в производстве встроенная программа решения задач автоматически предлагает оптимальное решение. Таким образом, производство не останавливается, что повышает эффективность и продолжительность работы системы.
VACAM офис
Программное обеспечение VACAM также поставляется в офисной версии.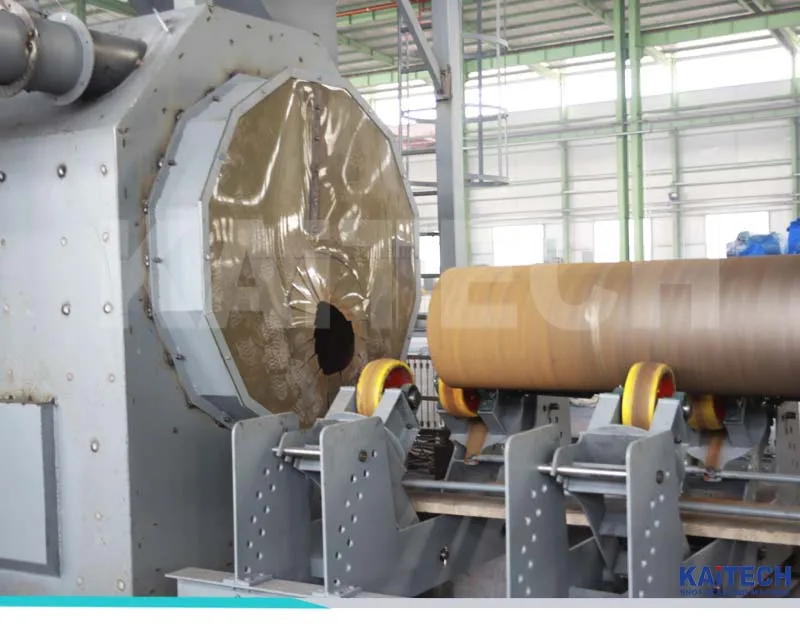 Офисная версия VACAM Office Edition работает так же, как и программное обеспечение VACAM Control и Operating, и позволяет задавать очередность производства заготовок и их раскладку. Простой и понятный интерфейс позволяет легко отслеживать все этапы производственного процесса в режиме реального времени, что позволяет контролировать производственный процесс. VACAM Office делает производственную информацию доступной для всех отделов компании.
Офисная версия VACAM Office Edition работает так же, как и программное обеспечение VACAM Control и Operating, и позволяет задавать очередность производства заготовок и их раскладку. Простой и понятный интерфейс позволяет легко отслеживать все этапы производственного процесса в режиме реального времени, что позволяет контролировать производственный процесс. VACAM Office делает производственную информацию доступной для всех отделов компании.
Редактор VACAD
Встроенный редактор VACAD дает операторам возможность повышать производительность, позволяя программировать изделия прямо на компьютере станка или вносить изменения в чертеж в случае ошибки. Интерфейс прост в понимании и удобен в использовании. Операторы могут воспользоваться всеми преимуществами VACAD редактора и ПО VACAM через несколько дней после обучения специалистами Voortman.
Простота эксплуатации
Для обеспечения непрерывного эффективного производства программное обеспечение VACAM предлагает операторам универсальный и простой в использовании интерфейс. Одной из ключевых особенностей VACAM является четкое разделение операций подготовки производства, производства и управления в ручном режиме. Необходимые функции и данные для каждого режима работы всегда доступны, что позволяет выполнять задачи в правильных условиях. ПО Vacam получило известность в отрасли благодаря графическому отображению всего производственного процесса. С помощью VACAM можно получить четкое представление о процессе, состоянии производства и, при необходимости, мгновенный доступ к онлайн-поддержке.
Одной из ключевых особенностей VACAM является четкое разделение операций подготовки производства, производства и управления в ручном режиме. Необходимые функции и данные для каждого режима работы всегда доступны, что позволяет выполнять задачи в правильных условиях. ПО Vacam получило известность в отрасли благодаря графическому отображению всего производственного процесса. С помощью VACAM можно получить четкое представление о процессе, состоянии производства и, при необходимости, мгновенный доступ к онлайн-поддержке.
ИНТЕГРАЦИЯ
В ВАШ ЦЕХ
Полная линия обработки поверхности
Voortman предлагает полную линию обработки поверхности, которая подготавливает изделия к хранению и дальнейшей обработке. Камера грунтовки VP и камера очистки VSB могут быть установлены друг за другом, что позволяет сэкономить время, затраты и дополнительную площадь. Линия обработки поверхности может быть установлена в начале или в конце производственной линии Voortman в зависимости от цели, компоновки цеха и состояния стали.
При необходимости к линии обработки поверхности можно добавить камеру предварительного нагрева и сушильный туннель. В зависимости от ваших требований к производительности и размерам обрабатываемого проката можно выбрать соответствующую линию обработки поверхности. Линия работает полностью в автоматическом режиме, включая подачу заготовок в зону обработки и выдачу готовой продукции, что позволяет операторам сосредоточиться на загрузке и разгрузке всей системы.
Связанный
контент
Leach Structural Steelwork Ltd. — Eric Leach
— Великобритания
«Новая система позволила нам более эффективно использовать имеющиеся трудовые ресурсы и задействовать имеющийся персонал в большем числе смен на большем количестве станков, что при определенных обстоятельствах может дать нам 50- или даже 100-процентный рост производительности».
Прочитайте отзыв
Спецификация
| Установки дробеметной очистки Voortman серии VSB | ||||
|---|---|---|---|---|
| Размеры окна | футов | 5-1/4 x 2 | 5-1/4 x 2 | 8-1/2 x 2 |
| Ширина листа | дюймов | 59 | 59 | 98-1/2 |
| Профили | дюймов | 40 x 12 | 40 x 12 | 40 x 12 |
| Турбины | 4 | 6 | 6 | |
| Диаметр турбины | дюймов | 15 | 15 | 15 |
| Мощность турбины | л. с. с. | 20 | 20 | 20 |
| Скорость очистки | ф/мин | 4-1/4 — 6 | 6 — 9-1/2 | 4-1/4 — 6 |
Дробеметная установка с вращающимся барабаном – VB
1.Информация о контактном лице
*
СтранаAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanThe BahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBrazilBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChilePeople ‘s Republic of ChinaRepublic of ChinaChristmas IslandCocos(Keeling) IslandsColombiaComorosCongoCook IslandsCosta RicaCote d’IvoireCroatiaCubCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench PolynesiaGabonThe GambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlanGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea — BissaGuyanaHaitiHondurasHong KongHungaryIcelanIndiaIndonesiaIranIraqIrelandIsraelItalyJamaicaJapanJerseyJordanKazakhstaKenyaKiribatiNorth KoreaSouth KoreaKosovoKuwaiKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNagorno — KarabakhNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandTurkish Republic of Northern CyprusNorthern MarianaNorwayOmanPakistanPalauPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRomaniaRussiaRwandaSaint BarthelemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandSomaliaSomalilandSouth AfricaSouth OssetiaSpainSri LankaSudanSurinameSvalbardSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor — LesteTogoTokelauTongaTransnistria PridnestrovieTrinidad and TobagoTristan da CunhaTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVatican CityVenezuelaVietnamBritish Virgin IslandsIsle of ManUS Virgin IslandsWallis and FutunaWestern SaharaYemenZambiaZimbabwe *
*
*
*
*
*
*
2. Данные о детали для обработки
Данные о детали для обработки
| Размеры детали | Высота | Ширина | Длина | Вес | Диаметр | Толщина стены (ребра…) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Мин | Макс | Мин | Макс | Мин | Макс | Мин | Макс | Мин | Макс | Мин | Макс | |
| Профиль | ||||||||||||
| Лист | ||||||||||||
| Металлоконструкция (паковки,…) | ||||||||||||
Производительность (T/ч; шт/ч; м2/мин,…)
123 Смена:
Смена имеет
ч;
Неделя имеет
дней;
В год
days;
Наличие
%
Координаты
| Профиль | % | (m2/kg) |
| Лист | % | (m2/kg) |
Металлоконструкция (паковки,. ..) ..) | % | (m2/kg) |
Состояние детали перед очисткой/ уплотнение
МокротаСухоеСлед масла/химикалииShavingsОкалинаОстрые углыКраскаОстатки после резки
Температура детали в складу (°C)
Другое (просим, напишите)::
Цель очистки
Очистка пескаУдаление краскиDУстранение ржавчины/окалиныПодготовка поверхности передУдаление заусениц / Удаление остатков после резкиУпрочнение
Требуемая Алмен значение
Шероховатость Rz
Mikrona mm
Другое (просим, напишите)::
3.Технологическая информация
Существующая транспортная система (ролики, крюк, ленточный конвейер,…)
Абразив который должен быть использован
Дробленная дробьКруглая дробьПесокСтеклоПластика
Другое
Фильтр
Фильтр? Должно быть указано:
СухойEx-защитаМокрое
Существующий фильтр? Тип:
Ex-защита
Емкость всасываемого воздуха:
Примечание :
4.Другие условия работы машины и установки
Чертеж помещения:
Длина:
Ширина:
Высота:
закрытой — крышейТолько крыша
Рабочая температура:
Мин. (мм):
(мм):
°C
Макс. (мм):
°C
Средняя влага:
%
Электро энергия:
kW
Подключения кабелей на земле:
V
Риск грунтовых водРасполагаемый чертеж (электро версия.)
Сжатый воздух 6 бар:
m3min
Телефонная линия (доступна для тех. обслуживания)
PLC контролер::
SiemensMoellerOther
5.Конкуренция
6.Другие требования и предложения
Дата поставки:
Оплата:
Ваше предложение на оборудование (дробеметная установка, загрузка /разгрузка, транспортная система, электрика,…)
Очистка отливок дробью от пригара и мелких заливов
Содержание страницы
- 1. Дробеструйная очистка
- 2. Дробеметная очистка
- 3. Дробь для очистки отливок
- 4. Установки для очистки дробью
- 4.1. Дробеструйные установки
- 4.2. Дробеметные установки
В зависимости от способа создания струи дроби (сжатым воздухом или рабочим колесом турбины) процессы очистки дробью получили названия дробеструйной и дробеметной очистки.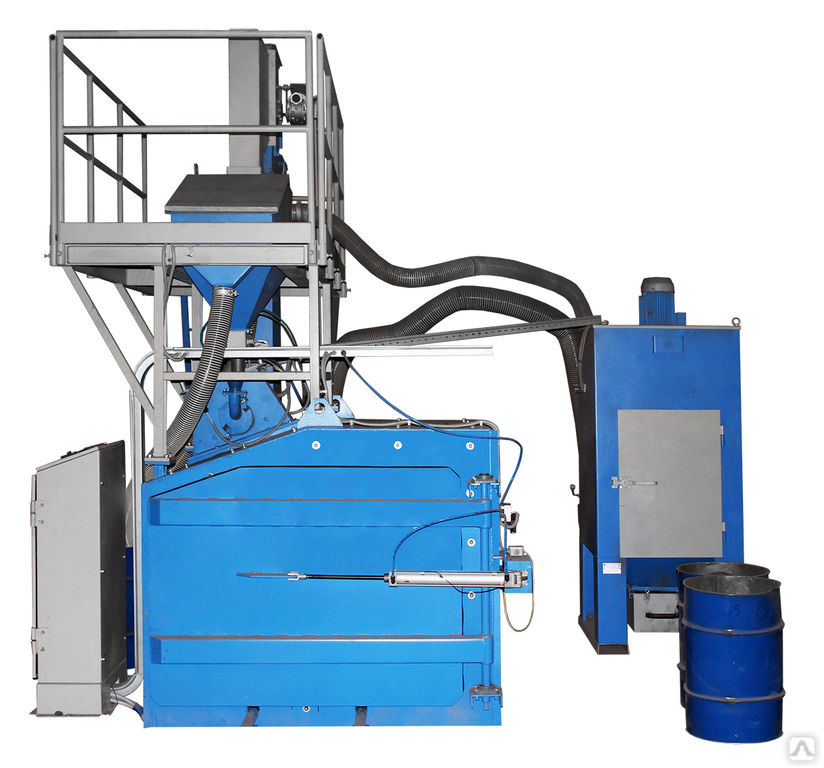
Для обоих способов очистки в качестве абразивного материала используется чугунная или стальная дробь размером от 0,2 до 4,5 мм. Применение для этой цели кварцевого песка в нашей стране запрещено, так как пескоструйный способ очистки отливок создает тяжелые санитарно-гигиенические условия труда.
1. Дробеструйная очистка
При дробеструйном способе очистки дробь разгоняется сжатым воздухом до скоростей 20–30 м/сек, при этом дробь проходит через сопло, образуя расходящийся пучок. Производительность дробеструйной очистки зависит от давления воздуха, диаметра и формы канала сопла, а также от стойкости материала сопла и расстояния от сопла до очищаемой поверхности.
Оптимальное расстояние от сопла до поверхности отливки составляет 200–300 мм. С увеличением расстояния от сопла до поверхности отливки сильное рассеивание дроби снижает производительность процесса очистки. Износ канала сопла приводит как к нарушению компактности струи дроби, так и к снижению производительности за счет падения давления сжатого воздуха, вызванного увеличением площади поперечного сечения канала.
В течение длительного времени единственным материалом, обеспечивавшим стойкость сопел в течение 5–8 ч, был отбеленный чугун. В настоящее время для изготовления сопел применяются металлокерамические сплавы ВК2, ВК6 и ВК8 (ГОСТ 3882), средняя стойкость которых составляет 200 ч.
Созданы конструкции сопла, в которых наиболее изнашиваемая часть выполняется в виде металлокерамической вставки. Корпус сопла выполняется из стали 15–35.
Основные размеры металлокерамических сопел в зависимости от размера дроби приведены в табл. 11
Таблица 11 Основные размеры металлокерамических сопел
| Размер дроби в мм | Диаметр вставки в мм | Конусность внутренней полости вставки | Внутренний диаметр рукава в мм | Наружный диаметр гайки в мм | |
| внутренний | наружный | ||||
| До 0,8 0,8—1,0 1,0—1,5 1,5—2,5 | 6 8 10 12 | 20 22 24 26 | 1 : 10 | 25; 32 | 40; 45 |
| 32; 38 | |||||
На сопла с металлокерамическими вставками разработана нормаль МН 1066 – 60 «Сопла для дробеструйных аппаратов».
Дробеструйная очистка отливок позволяет получать высокую чистоту поверхности, однако область применения этого способа ограничена главным образом очисткой внутренних глубоких и сложных полостей. Это ограничение вызвано высокой энергоемкостью способа и запыленностью рабочего места. Кроме того, при дробеструйной очистке имеет место слипание и коррозия дробинок, вызываемых наличием влаги в сжатом воздухе.
Расход энергии на 1 т очищаемых отливок при дробеструйной очистке примерно в 6 раз выше, чем при дробеметной. Ее главное преимущество – возможность направлять струю из сопла в любое место отливки, в том числе и во внутренние ее полости.
Широкое распространение получили двухкамерные дробеструйные аппараты модели 334М, изготовляемые Усманским механическим заводом. Конструкция аппарата обеспечивает возможность одновременной работы двумя соплами.
Дробеструйный аппарат (рис. 25) состоит из нижней камеры 2, смонтированной вместе со смесителем 1, средней камеры 4, клапанов 3 и полости 6 приемной воронки 7. Аппарат выполняется в виде вертикально расположенного кожуха 5, внутри которого размещаются камеры и клапаны. На кожухе смонтированы трубопровод 9 и аппаратура сжатого воздуха (сетчатый фильтр, регулятор давления, влагоотделитель и т. д.). С помощью вентиля 8 верхняя камера соединяется с трубопроводом сжатого воздуха или атмосферой. Нижняя камера всегда наполнена сжатым воздухом.
Аппарат выполняется в виде вертикально расположенного кожуха 5, внутри которого размещаются камеры и клапаны. На кожухе смонтированы трубопровод 9 и аппаратура сжатого воздуха (сетчатый фильтр, регулятор давления, влагоотделитель и т. д.). С помощью вентиля 8 верхняя камера соединяется с трубопроводом сжатого воздуха или атмосферой. Нижняя камера всегда наполнена сжатым воздухом.
Рис. 25. Дробеструйный аппарат
Процесс загрузки аппарата дробью состоит в следующем. Дробь засыпается в воронку 7, обтянутую сеткой. Под действием веса дроби клапан опускается, и дробь пересыпается в среднюю камеру 4. После этого в камеру 4 подается сжатый воздух, который, во-первых, закрывает верхний клапан, а, во-вторых, помогает открывать нижний клапан. При этом дробь пересыпается в нижнюю камеру 2 и в смеситель 1. Вслед за этим среднюю камеру соединяют с атмосферой. Под действием давления воздуха в нижней камере клапан 3 закрывается. Дробеструйный аппарат приводится тем самым в исходное состояние и готов к приему очередной порции дроби.
Дробеструйный аппарат приводится тем самым в исходное состояние и готов к приему очередной порции дроби.
Достоинством дробеструйного аппарата модели 334М является возможность сочетания непрерывной работы сопел и загрузки дроби в аппарат. К недостаткам этого аппарата следует отнести ручное управление загрузкой, а также невозможность контроля уровня дроби в камерах.
2. Дробеметная очистка
При дробеметной очистке, широко применяемой как в нашей стране, так и за рубежом, струя дроби создается лопатками рабочего колеса турбины, Работа дробеметного аппарата (рис. 26) состоит в следующем. Дробь из бункера 1 попадает в нагнетатель 3 и через окно направляющей втулки 4 выбрасывается в пространство между лопатками 2 ротора. Лопатки ротора разгоняют дробь и сбрасывают ее веером со скоростью 70–80 м/сек на очищаемые отливки.
Рис. 26. Принципиальная схема работы дробеметного аппарата
Траектория движения дроби в аппарате (рис. 27) показана жирной линией, проходящей через точки О; А; Б; В; Г и Д. При этом дробь подается в отверстие крыльчатки нагнетателя 4 и попадает между его лопатками, которые выбрасывают дробь в отверстие 2 направляющей втулки 3. Дробь подхватывается внутренним краем лопатки 1. При этом происходит удар, так как разность скоростей лопатки и дроби велика, и направления движений почти совпадают. Это обусловливает ударное взаимодействие дробинок с лопаткой и дискретный характер движения дробинок по всей лопатке. Удар дробинок вызывает мгновенное повышение температуры в зоне удара, значительные деформации и снижение контактно-усталостной прочности, что приводит к интенсивному износу лопаток.
27) показана жирной линией, проходящей через точки О; А; Б; В; Г и Д. При этом дробь подается в отверстие крыльчатки нагнетателя 4 и попадает между его лопатками, которые выбрасывают дробь в отверстие 2 направляющей втулки 3. Дробь подхватывается внутренним краем лопатки 1. При этом происходит удар, так как разность скоростей лопатки и дроби велика, и направления движений почти совпадают. Это обусловливает ударное взаимодействие дробинок с лопаткой и дискретный характер движения дробинок по всей лопатке. Удар дробинок вызывает мгновенное повышение температуры в зоне удара, значительные деформации и снижение контактно-усталостной прочности, что приводит к интенсивному износу лопаток.
Срок службы лопаток, применяемых на большинстве отечественных заводов, составляет не более 30 ч. Низкая эксплуатационная стойкость лопаток вызывает значительные простои оборудования из-за частой замены изношенных лопаток, а также большие расходы по их изготовлению. В нашей стране прменяют покупные литые, термически обработанные чугунные лопатки Харьковского тракторного завода со стойкостисо стойкостью (200–250 ч). Однако срок службы этих лопаток – 250 ч – не следует считать пределом. Например, в Чехословакии стойкость лопаток достигает 600 ч, а в США и Японии доходит до 2000 ч.
В нашей стране прменяют покупные литые, термически обработанные чугунные лопатки Харьковского тракторного завода со стойкостисо стойкостью (200–250 ч). Однако срок службы этих лопаток – 250 ч – не следует считать пределом. Например, в Чехословакии стойкость лопаток достигает 600 ч, а в США и Японии доходит до 2000 ч.
Рис. 27. Движение дроби в аппарате
Несмотря на низкую стойкость лопаток, дробеметной способ очистки по сравнению с другими способами имеет следующие преимущества:
– производительность его в 10 раз выше, чем при дробеструйной очистке;
– расход энергии в 10 раз меньше, чем при дробеструйной очистке;
– имеется возможность регулировать скорость вылета абразивного материала из дробеметного аппарата путем изменения числа оборотов рабочего колеса;
– меньшая, чем при дробеструйной очистке, запыленность рабочего места.
Недостатком дробеметной очистки следует считать затрудненность очистки отливок сложной конфигурации.
Производительность дробеметной очистки так же, как и дробеструйной, пропорциональна количеству дроби, выбрасываемой аппаратом в минуту. Производительность отечественных дробеметных аппаратов составляет до 140 кг дроби в минуту, что в ряде случаев недостаточно. Японская фирма «Синтокогио» выпускает дробеметные аппараты мощностью до 75 квт и производительностью (по дроби) до 800 кг/мин при скорости вылета дроби 60 – 70 м/сек.
В нашей стране по ГОСТ 8665 предусматривается использование дробеметных аппаратов производительностью 220 и 350 кг/мин.
3. Дробь для очистки отливок
Дробь, используемая для очистки отливок, должна удовлетворять ряду требований, сложившихся на основе производственного опыта. Выпуск технической дроби производится пяти типов и 12 размеров.
Как показала практика работы литейных цехов, наиболее целесообразно при очистке мелких отливок деталей приборов применять дробь ДЧК (дробь чугунная колотая) и ДСК (дробь стальная колотая) размером 0,2–0,6 мм. При очистке мелких отливок автомобиле- и тракторостроения, а также средних и крупных отливок из цветных сплавов применять дробь всех типов размером; 0,6–0,9 мм. При очистке машиностроительных отливок из чугуна и стали средних размеров и крупных отливок из цветных сплавов – дробь всех типов размером 0,9–1,6 мм; при очистке тяжелых отливок из чугуна и стали – дробь всех типов размером 1,6–4,5 мм.
При очистке мелких отливок автомобиле- и тракторостроения, а также средних и крупных отливок из цветных сплавов применять дробь всех типов размером; 0,6–0,9 мм. При очистке машиностроительных отливок из чугуна и стали средних размеров и крупных отливок из цветных сплавов – дробь всех типов размером 0,9–1,6 мм; при очистке тяжелых отливок из чугуна и стали – дробь всех типов размером 1,6–4,5 мм.
При выборе типа и размера дроби следует иметь в виду также экономические соображения, так как дробь разных типов и размеров имеет разную стоимость изготовления и разную эксплуатационную стойкость как самой дроби, так и дробеметных лопаток (или сопел). В результате этого себестоимость процесса очистки будет разной. При этом следует учитывать, что уменьшение размеров дроби положительно влияет на качество покрытий поверхности отливок.
Дробь типа ДЧЛ (дробь чугунная литая) и ДСЛ (дробь стальная литая) размером до 4 мм используется непосредственно для очистки отливок, а также как исходный материал для изготовления дроби типа ДЧК и ДСК.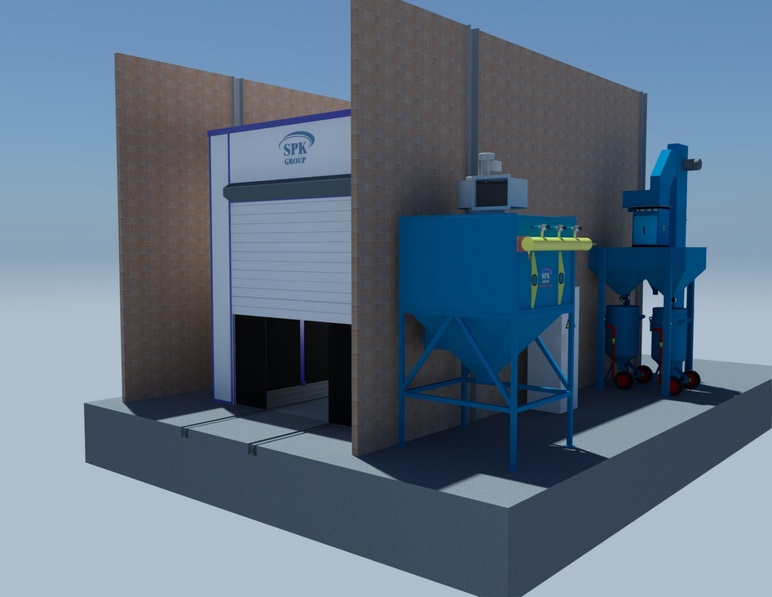 Дробь типа ДЧЛ размером более 4 мм используется в буровой промышленности и для изготовления дроби типа ДЧК.
Дробь типа ДЧЛ размером более 4 мм используется в буровой промышленности и для изготовления дроби типа ДЧК.
На специализированных заводах литую дробь получают путем выливания жидкого металла тонкой струей, падающей с определенной высоты на вращающийся барабан, погруженный в охлаждающую жидкость. Струя металла, падая на мокрую поверхность, разбивается на отдельные капли, затвердевающие в виде шариков.
Чугунная дробь, изготовленная таким способом, имеет следующий химический состав (в %): С 3,0–3,5; Si 1,5–2,0; Мn 0,4–0,7; S ≤ 0,12 Р ≤ 0,5.
Колотую дробь получают путем дробления литой дроби в специальных многосекционных дробилках.
Несмотря на низкую себестоимость, по сравнению с другими металлическими абразивными материалами, литая чугунная дробь имеет ряд недостатков. Так, вследствие низкой ударной вязкости в процессе очистки происходит быстрое раскалывание дроби, что снижает эффективность очистки. Вследствие содержания большого количества мелочи (до 70 % от общей массы дроби) удельный расход дроби на 1 т очищаемых отливок возрастает. Обилие металлической пыли, насыщенность отбеленного чугуна весьма твердым карбидом кремния приводит к быстрому и неравномерному износу как сопел дробеструйного аппарата, так и лопаток дробемета. Многие из этих недостатков устраняются, если вместо круглой литой дроби применять колотую дробь (называемую иногда металлическим зернистым песком). Применение колотой дроби повышает эффективность очистки в 1,5–2 раза при снижении ее расхода в несколько раз.
Обилие металлической пыли, насыщенность отбеленного чугуна весьма твердым карбидом кремния приводит к быстрому и неравномерному износу как сопел дробеструйного аппарата, так и лопаток дробемета. Многие из этих недостатков устраняются, если вместо круглой литой дроби применять колотую дробь (называемую иногда металлическим зернистым песком). Применение колотой дроби повышает эффективность очистки в 1,5–2 раза при снижении ее расхода в несколько раз.
За последнее время появились новые виды металлического абразивного материала. К ним относятся дробь из ковкого чугуна и дробь из обезуглероженного ковкого чугуна. Эти виды дроби имеют эксплуатационную стойкость в два раза выше, чем литая дробь из отбеленного чугуна, что с избытком покрывает разницу в стоимости. Меньшая твердость дроби из ковкого чугуна не отражается на производительности процесса очистки.
Крайне вредно на стойкость лопаток и других частей очистных установок влияет кварцевый песок, попадающий в дробь. Если в дробь попадает 2 % песка, износ лопаток увеличивается в 15 раз.
4. Установки для очистки дробью
4.1. Дробеструйные установки
В литейных цехах отечественной промышленности эксплуатируется ряд дробеструйных камер, различающихся как по размерам, так и по конструкции. Однако серийно изготовляются лишь тупиковая дробеструйная камера периодического действия модели 361M.
Дробеструйная камера модели 361М (рис. 28) представляет собой закрытую металлическую конструкцию 1, внутренняя обшивка которой выполнена из стали толщиной 3 мм, покрытой резиновыми листами толщиной 10 мм. Передняя стенка камеры имеет проем для ворот, которые открываются и закрываются вручную.
Рис. 28. Дробеструйная камера модели 361 М
Отливки, подлежащие очистке, укладываются мостовым краном на тележку 3, приводимую в движение электрифицированной канатной откаткой 4. Кабина 6 камеры представляет собой изолированное рабочее помещение, на передней стенке которого имеется быстросъемное смотровое окно и сопловой механизм. Сопловой механизм смонтирован на сферическом шарнире, угол поворота которого равен 100°. Поворотный стол 5 предназначен для вращения тележки с отливкой при очистке. Привод поворотного стола – электромеханический. Нижняя часть камеры выполнена в виде бункера, в котором собирается отработанная дробь и отходы очистки, провалившиеся сквозь решетчатый пол камеры и поворотного стола. В нижней части бункера установлен шнековый питатель, транспортирующий отработанную смесь и отходы очистки к элеватору 7. Благодаря тому, что шнековый питатель оканчивается вращающимся ситом, мелкая фракция попадает в башмак элеватора, а крупные куски выбрасываются наружу.
Сопловой механизм смонтирован на сферическом шарнире, угол поворота которого равен 100°. Поворотный стол 5 предназначен для вращения тележки с отливкой при очистке. Привод поворотного стола – электромеханический. Нижняя часть камеры выполнена в виде бункера, в котором собирается отработанная дробь и отходы очистки, провалившиеся сквозь решетчатый пол камеры и поворотного стола. В нижней части бункера установлен шнековый питатель, транспортирующий отработанную смесь и отходы очистки к элеватору 7. Благодаря тому, что шнековый питатель оканчивается вращающимся ситом, мелкая фракция попадает в башмак элеватора, а крупные куски выбрасываются наружу.
Элеватор поднимает просеянный материал наверх и ссыпает его в воздушный сепаратор. Сепаратор представляет собой сварной короб с двумя отводными рукавами, один из которых присоединяется к вентиляционной системе. Внутри короба расположены планки-ступеньки, по которым скатывается дробь. При этом легкие частицы, т. е. разрушенные частицы дроби и пыль, подхватываются воздушным потоком и уносятся в вентиляционную систему. Дробь, пригодная для дальнейшего использования, по второму рукаву попадает в дробеструйный аппарат модели 334М, конструкция которого приведена на рис. 25. Из дробеструйного аппарата дробь по шлангу попадает в сопловой механизм. Управление работой дробеструйного аппарата производится дистанционно как из кабины, так и из камеры.
Дробь, пригодная для дальнейшего использования, по второму рукаву попадает в дробеструйный аппарат модели 334М, конструкция которого приведена на рис. 25. Из дробеструйного аппарата дробь по шлангу попадает в сопловой механизм. Управление работой дробеструйного аппарата производится дистанционно как из кабины, так и из камеры.
Очистка труднодоступных мест отливки осуществляется вручную. При этом рабочий, одетый в специальный защитный шлем, находится внутри камеры, конструкция которой обеспечивает подачу свежего очищенного воздуха в шлем рабочего дробеструйщика. Освещение внутри камеры обеспечивается двумя прожекторами, установленными на передней стенке кабины, и четырьмя лампами, расположенными на крышке камеры. Дробеструйная камера оборудована системой вытяжной вентиляции, которая отсасывает запыленный воздух из камеры. Во избежание аварий и несчастных случаев в электрической схеме камеры предусмотрены аварийные блокировки.
4.2. Дробеметные установки
Все серийно выпускаемое оборудование для дробеметной очистки отливок по конструктивно-технологическим признакам может быть разбито на следующие группы: 1) дробеметные барабаны периодического действия; 2) дробеметные барабаны непрерывного действия; 3) дробеметные очистные столы; 4) дробеметные камеры периодического действия; 5) дробеметные камеры непрерывного действия.
Дробеметные барабаны периодического действия предназначены для очистки мелких и средних отливок. Заводом Амурлитмаш выпускаются барабаны моделей 323, 324 и 326М, которые аналогичны по конструкции, но отличаются размерами и предназначены для очистки отливок различных весовых групп.
Барабан модели 323 (рис. 29) состоит из дробеметного аппарата 3, корпуса барабана 4 и 5, пластинчатого конвейера 1, шнекового конвейера 2, рамы скипового подъемника 8, направляющих 6, привода 7 скипового подъемника и короба скипа 9. Кроме того, установка содержит ряд узлов, обеспечивающих улавливание, возврат и сепарацию дроби.
Рис. 29. Дробеметный барабан периодического действия модели 323
Пластинчатый конвейер 1, изготовляется из стальных пластин, в целях уменьшения размеров очищаемых отливок, иногда выполнятся из резиновой ленты с выполненными отверстиями для прохода дроби.
Установка работает следующим образом (рис. 30). Дробеметный аппарат 3 выбрасывает поток дроби 12 на обрабатываемые отливки 14, которые последовательно оказываются под действием потока.
Выброшенная дробеметными аппаратами дробь вместе с отходами очистки и расколовшимися дробинками из полости 13 проваливается через решетчатый пол и собирается в бункере 15. На дне бункера установлен шнек 16, заканчивающийся барабанным ситом 1. Шнек через барабанное сито подает дробь и отходы очистки в приемную воронку элеватора 2. При просеивании через барабанное сито крупные включения отсеиваются от дроби и в воронку элеватора попадает только годная дробь и мелкие включения. Ковшевой элеватор поднимает дробь, которая попадает в приемную часть воздушного сепаратора 5, где происходит отделение мелких включений от дроби. Дробь попадает в рукав 7, а пылевидные отходы – в рукав 4. Годная для повторного использования дробь через затвор 8 попадает в приемную воронку 9, из которой попадает в дробеметный аппарат. Запыленный воздух из барабана отводится к пылесборнику по трубе 10, в которой установлен отделитель 11 крупных частиц (годных дробинок). В вентиляционную систему отводится также труба 6 из воздушного сепаратора (рис. 30).
Запыленный воздух из барабана отводится к пылесборнику по трубе 10, в которой установлен отделитель 11 крупных частиц (годных дробинок). В вентиляционную систему отводится также труба 6 из воздушного сепаратора (рис. 30).
Рис. 30. Схема работы дробеметного барабана
Дробеметные барабаны моделей подобной конструкции имеют полуавтоматическую систему управления процессом очистки. Кроме того, к положительным элементам конструкции следует отнести наличие пластинчатого конвейера, обеспечивающего автоматическое кантование и выгрузку отливок, а также возможность встраивания барабанов в поточные линии очистки отливок. Наибольшую производительность обеспечивает барабан модели 326М до 7 т/ч.
Дробеметные очистные столы могут иметь периодическое и непрерывное вращение.
Дробеметный очистной стол с периодическим вращением (модели 352 и 353) серийно изготовляется заводом Амурлитмаш и состоит из корпуса, стола и системы возврата дроби.
Корпус представляет собой сборную металлоконструкцию закрытого типа, в рабочей камере которого производится очистка отливок дробью. Сверху на корпусе крепятся два дробеметных аппарата. Стол установки оборудован тремя тарелками, на которые укладываются отливки для очистки. Стол периодически поворачивается (вокруг вертикальной оси) на 120°. При этом две тарелки с отливками оказываются в камере под дробеметными аппаратами, а третья тарелка находится снаружи камеры. На этой позиции производится установка, кантовка или снятие отливки после обработки. Конструкция стола обеспечивает возможность вращения тарелок во время очистки находящихся на них отливок.
Отработанная дробь просыпается через отверстия в тарелках и настиле стола в бункер, откуда при помощи шнека подается к ковшевому элеватору. Шнек заканчивается барабанным ситом, которое отделяет крупные частицы. Кроме барабанного сита, дробь проходит еще через плоское сито с более мелкой сеткой. Просеянную дробь элеватор подает в воздушный сепаратор. Очищенная дробь разделяется по дробеметным аппаратам. Количество дроби, подаваемое к аппаратам, может регулироваться степенью открытия секторных затворов, управление которыми осуществляется электромагнитами.
Очищенная дробь разделяется по дробеметным аппаратам. Количество дроби, подаваемое к аппаратам, может регулироваться степенью открытия секторных затворов, управление которыми осуществляется электромагнитами.
Установка может работать в трех режимах управления: пооперационном, полуавтоматическом и автоматическом. В пооперационном режиме длительность очистки определяется оператором. В полуавтоматическом и автоматическом режиме длительность обработки в пределах 10 –240 сек, задается автоматикой установки.
Дробеметные камеры периодического действия предназначены для очистки крупных отливок. У нас в стране серийно изготовляются дробеметные камеры моделей 372 и ДК-10М. В литейных цехах эксплуатируется ряд камер моделей 365, 367, 861. Эти камеры различаются между собой как по размерам, так и по конструктивному исполнению.
Дробеметная непроходная камера модели 365 предназначена для очистки отливок весом до 30 т. Камера представляет собой сварную конструкцию, стены, крыша и ворота которой с внутренней стороны защищены от ударов дроби резиновыми листами, подвешенными на крючках для удобства их замены. Дробеметные аппараты смонтированы на стенках камеры при помощи рам, позволяющих устанавливать аппараты под углом 20° относительно отсоса вертикальной оси. На крыше камеры установлены патрубки для запыленного воздуха.
Дробеметные аппараты смонтированы на стенках камеры при помощи рам, позволяющих устанавливать аппараты под углом 20° относительно отсоса вертикальной оси. На крыше камеры установлены патрубки для запыленного воздуха.
Двухстворчатые ворота открываются и закрываются пневмо-цилиндрами, закрепленными на стенках камеры, которая оборудована зубчато-реечным механизмом открывания ворот на случай выхода из строя пневмоцилиндров.
Тележка имеет сварную раму, на которой укреплены оси с колесами. Сверху и с боку тележка защищена стальными листами. Перемещается тележка от электродвигателя через редуктор и цепную передачу. Тяговая цепь огибает ведущую звездочку, насаженную на вал, и натяжную звездочку. Концы цепи закреплены на тележке. В промежутке между звездочками цепь поддерживается роликами. Для защиты тяговой цепи от абразивного действия дроби и загрязнений предусмотрена уплотнительная коробка. Верхняя часть коробки защищена резиновыми листами.
Отработанная дробь и отходы собираются в приемные бункера, из которых абразивный материал поступает в башмаки двухленточных ковшовых элеваторов. В верхней части элеваторов смонтированы воздушные сепараторы, на сетке которых скапливаются крупные отходы очистки (комки смеси, отбитые литники, каркасы и т. п.). Сепарация дроби осуществляется с помощью воздушного потока. Дробь, годная к повторному использованию, по лоткам ссыпается в воронки шнековых конвейеров, которые подают эту дробь в дробеметные аппараты.
В верхней части элеваторов смонтированы воздушные сепараторы, на сетке которых скапливаются крупные отходы очистки (комки смеси, отбитые литники, каркасы и т. п.). Сепарация дроби осуществляется с помощью воздушного потока. Дробь, годная к повторному использованию, по лоткам ссыпается в воронки шнековых конвейеров, которые подают эту дробь в дробеметные аппараты.
Дробеметная непроходная камера модели 367 предназначена для очистки отливок весом 70 т и отличается от камеры модели 365 размерами самой камеры и конструкцией механизма открывания и закрывания ворот. В камере модели 367 ворота выполнены подъемными с электромеханическим приводом, который более надежен в работе, чем пневмопривод. Использование подъемных ворот сокращает площадь, занимаемую камерой.
Дробеметная камера непроходного типа модели 861 предназначена для очистки отливок весом до 50 т и отличается от камеры модели 365 размерами камеры и системой возврата, сепарации и распределения дроби. Отработанная дробь и отходы ссыпаются через решетчатый настил пола в два приемных бункера, снабженных дверцами, для удаления крупных отходов с сеток вручную. В нижней части бункеров установлены шнековые конвейеры, на концах которых смонтированы барабанные сита для удаления крупных отходов. Просеянный абразивный материал поступает в распределительную коробку и через направляющие рукава – в элеваторы. Из элеваторов материал поступает в воздушные сепараторы, откуда годная для повторного использования дробь направляется к дробеметным аппаратам.
В нижней части бункеров установлены шнековые конвейеры, на концах которых смонтированы барабанные сита для удаления крупных отходов. Просеянный абразивный материал поступает в распределительную коробку и через направляющие рукава – в элеваторы. Из элеваторов материал поступает в воздушные сепараторы, откуда годная для повторного использования дробь направляется к дробеметным аппаратам.
Дробеметная камера с поворотным кругом модели 372 предназначена для очистки отливок весом до 5 т (рис. 31).
Камера представляет собой сварную металлоконструкцию, обшитую с внутренней стороны съемными броневыми листами толщиной 8 мм. В местах прямого попадания дроби вместо броневых листов подвешиваются чугунные плиты. В камере установлены три дробеметных аппарата 11. В одной из стенок камеры имеется дверь 5. Ворота 7 камеры поднимаются по направляющим 6. Привод подъема ворот – от электродвигателя через червячный редуктор.
Рис. 31. Дробеметная камера с поворотным столом модели 372
31. Дробеметная камера с поворотным столом модели 372
Очистка отливок дробеметными аппаратами осуществляется на полуавтоматическом режиме. Для очистки труднодоступных мест предусматривается возможность ручной дробеструйной очистки отливок внутри камеры. Управление дробеструйным аппаратом осуществляется со специального пульта, находящегося в камере.
Бункер 2 предназначен для сбора отработанной дроби и отходов, которые трясуном 1 транспортируются к элеватору 10. Трясун снабжен решеткой, на которой остаются комья смеси, каркасы и т. п. Крупные отходы с решетки трясуна попадают в специальную емкость. Из элеватора дробь и мелкие отходы попадают на верхний трясун 9, который является одновременно и транспортером, и сепаратором. При сепарировании дробь разделяется на три фракции: дробь размером 2–5 мм идет в дробеметный аппарат; дробь размером 1–2 мм – в дробеструйный аппарат; мелкие частички размером меньше 1 мм ссыпаются в специальную емкость. Обслуживание механизмов ведется с площадки 8. Тележка 3 оборудована вращающимся столом 4. Движение тележки и вращение стола производится электродвигателем.
Обслуживание механизмов ведется с площадки 8. Тележка 3 оборудована вращающимся столом 4. Движение тележки и вращение стола производится электродвигателем.
Дробеметная камера с поворотным кругом модели ДК-10 предназначена для очистки отливок весом до 3 т. Особенностью этой камеры является то, что на полу камеры расположен поворотный круг, вращающий во время очистки тележку вместе с отливкой. Кроме того, камера оборудована воротами на двух противоположных стенках, что делает ее проходной. Недостатками камеры являются ручное открывание и закрывание ворот, ручное перемещение тележки, ненадежность работы шнекового конвейера с барабанным ситом, малая производительность дробеметных аппаратов.
Дробеметные камеры непрерывного действия используются в крупносерийном и массовом производстве для очистки отливок массой до 300 кг (рис. 32).
Рис. 32. Проходная конвейерная дробеметная камера: 1 –копир; 2, 3 – каналы подачи дроби; 4 – цепной конвейер; 5 – дробеметные аппараты; 6 – конвейер; 7 – сепаратор; 8 – сборник дроби и пригара; 9 – стенка камеры; 10 – защитные шторки; 11 – приемник для пригара
Внутри дробеметной камеры непрерывного действия движется подвижной цепной конвейер 4, на специальных подвесках которого помещены отливки.
На стенах камеры установлены четыре–шесть дробеметных аппаратов 5. Подвеска при движении вдоль фронта дробеметных аппаратов вращается, что позволяет установить аппараты с одной стороны камеры. Установка применяется в массовом производстве для очистки крупных отливок массой до 300 кг.
В последние годы появились дробеметные камеры с индивидуальными подвесками. На стене такой камеры также размещаются дробеметные аппараты, а отливка навешивается на крюк подвески. Однако здесь каждая подвеска имеет собственный привод.
После загрузки отливка на подвеске перемещается в камере и останавливается напротив дробеметных аппаратов; вращение подвески соответствует заранее заданной программе, запрограммирована и продолжительность нахождения отливки в камере. Такие установки позволяют найти и осуществить оптимальный режим очистки для каждой отливки.
Просмотров:
1 152
Дробеструйная очистка для подготовки поверхности к окраске раз больше, чем та же поверхность, которая была подвергнута атмосферным воздействиям, а затем обработана проволочной щеткой вручную.

Амплитуда — Профиль поверхности
Амплитуда — это измерение (в микронах), показывающее разницу между пиками и впадинами на металлической поверхности, полученной при струйной очистке. На поверхности подложки должна быть достаточная амплитуда для обеспечения хорошей адгезии. Однако, если амплитуда на поверхности слишком шероховатая, существует риск того, что пики процесса струйной очистки будут выступать через пленку краски, что приведет к значительному увеличению расхода краски , «пиковому высыпанию» или точечной ржавчине.
В среднем поверхность после пескоструйной обработки должна иметь профиль от 50 до 70 микрон, а сталь после дробеструйной обработки под грунтовкой должна иметь профиль от 30 до 50 микрон. Следует избегать профилей более 100 микрон.
Обезжиривание перед дробеструйной обработкой.
Любая поверхность, подлежащая пескоструйной очистке и последующей окраске, должна быть предварительно тщательно обезжирена и очищена. Это должно быть сделано с использованием подходящих обезжиривающих средств, указанных клиентом. Обезжириватели следует использовать вместе с впитывающей тканью, которую необходимо часто менять, чтобы избежать повторного отложения масла/жира на подложке. При обезжиривании необходимо носить соответствующие средства индивидуальной защиты. Дополнительную информацию см. в соответствующих паспортах безопасности материалов.
Это должно быть сделано с использованием подходящих обезжиривающих средств, указанных клиентом. Обезжириватели следует использовать вместе с впитывающей тканью, которую необходимо часто менять, чтобы избежать повторного отложения масла/жира на подложке. При обезжиривании необходимо носить соответствующие средства индивидуальной защиты. Дополнительную информацию см. в соответствующих паспортах безопасности материалов.
Дробеструйные чистящие средства
Поверхности очищаются пескоструйной очисткой с использованием одного из абразивов:
- Частицы оксида алюминия AL2O3.
- Охлажденный чугун Частицы.
- Частицы охлажденного ковкого железа.
- Частицы охлажденной стали.
Требования к дробеструйной очистке
- Давление 7 кг/см² на соответствующем расстоянии и под углом в зависимости
от размера сопла при постоянной скорости и давлении. - Охлажденный чугун, ковкий чугун и сталь должны быть в виде дроби или крупки размером не более 0,055 дюйма для стали и ковкого чугуна и не более 0,04 дюйма для отбеленного чугуна.

- Сжатый воздух не должен содержать влаги и масла.
- Пескоструйные сопла должны быть типа Вентури с карбидом вольфрама или карбидом бора в качестве материалов для вкладышей.
- Отверстие сопла может варьироваться от 3/16” до ¾”.
- По завершении пескоструйной обработки обработанная поверхность должна быть чистой и свободной от окалины или ржавчины, а также иметь серо-белый металлический блеск.
- Грунтовка или первый слой краски должны быть нанесены в течение 4 часов после подготовки поверхности.
- Пескоструйная очистка не должна производиться на открытом воздухе в плохую погоду без надлежащей защиты или при наличии росы на металле, подлежащем очистке.
- Профиль поверхности должен быть однородным, чтобы обеспечить хорошую адгезию краски (т. е. от 35 до 50 микрон).
- По возможности должен быть установлен вакуумный коллектор для сбора и переработки абразивов.
Подготовка к пескоструйной очистке, класс
Предполагается, что перед обработкой стальная поверхность была очищена от грязи и жира, а более тяжелые слои ржавчины удалены стружкой.
- Sa 1 : Легкая струйная очистка . Удалите рыхлую прокатную окалину, ржавчину и посторонние включения. Внешний вид должен соответствовать отпечаткам с обозначением Sa 1.
- Sa 2 : Тщательная пескоструйная очистка . Почти вся прокатная окалина, ржавчина и посторонние вещества должны быть удалены. Наконец, поверхность очищается пылесосом, чистым сухим сжатым воздухом или чистой щеткой. Он должен быть сероватого цвета и соответствовать по внешнему виду отпечаткам, обозначенным как Sa 2.
- Sa 2½ : Очень тщательная пескоструйная очистка . Прокатная окалина, ржавчина и посторонние вещества должны быть удалены до такой степени, чтобы единственными оставшимися следами были небольшие пятна в виде пятен или полос. Наконец, поверхность очищается пылесосом, чистым сухим сжатым воздухом или чистой щеткой. Он должен соответствовать по внешнему виду
оттискам с обозначением Sa 2½. - Sa 3 : Пескоструйная очистка до чистого металла.
 Прокатная окалина, ржавчина и посторонние вещества должны быть полностью удалены. Наконец, поверхность очищается пылесосом, чистым сухим сжатым воздухом или чистой щеткой. Затем он должен иметь однородный металлический цвет и соответствовать по внешнему виду отпечаткам, указанным в Sa 3.
Прокатная окалина, ржавчина и посторонние вещества должны быть полностью удалены. Наконец, поверхность очищается пылесосом, чистым сухим сжатым воздухом или чистой щеткой. Затем он должен иметь однородный металлический цвет и соответствовать по внешнему виду отпечаткам, указанным в Sa 3.
Нравится:
Нравится Загрузка…
Нравится Piping на Facebook
Мои твиты
Детали для Pipe 1
NPD:
1/2 дюйма4/4 дюйма2 дюйма2,5 дюйма3 дюйма 4 дюйма5 дюйма6 дюйма20 дюйма22 дюйма24 дюйма26 дюйма28 дюйма30 дюйма34 дюйма36 дюйма40 дюйма 42 дюйма 44 дюйма 48 дюйма50 дюйма52 дюйма54 дюйма56 дюйма58 дюйма52 дюйма54 дюйма56 дюйма60 дюйма
Рейтинг.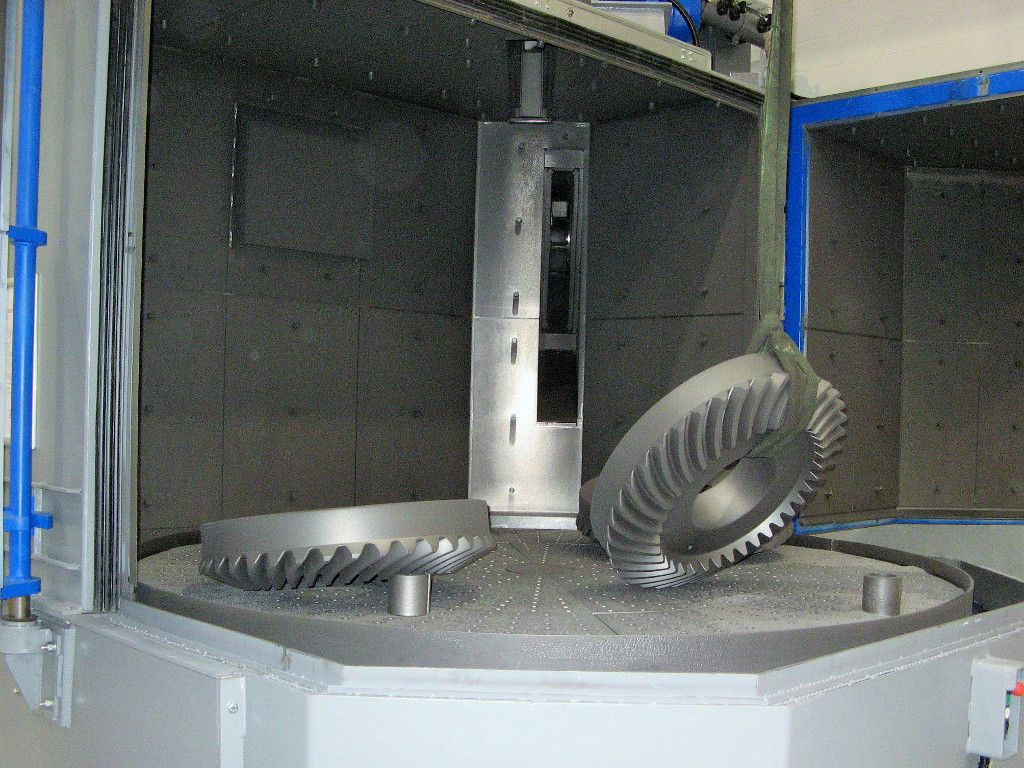
150#300#400#600#900#
Изоляция (мм)
Детали для трубы 2
NPD:
1/2 дюйма4/4 дюйма2 дюйма2,5 дюйма3 дюйма 4 дюйма5 дюйма6 дюйма20 дюйма22 дюйма24 дюйма26 дюйма28 дюйма30 дюйма34 дюйма36 дюйма40 дюйма 42 дюйма 44 дюйма 48 дюйма50 дюйма52 дюйма54 дюйма56 дюйма58 дюйма52 дюйма54 дюйма56 дюйма60 дюйма
Рейтинг.
150#300#400#600#900#
Изоляция (мм)
Варианты конфигурации трубопровода
Большой фланец
Оба фланца
Без фланца
Фланец в трубе 1
Фланец в трубе 2
Проект Стандартный зазор (мм)
Технологии струйной очистки Blastec, струйная очистка, дробеструйная очистка,
Системы удаления накипи
Модернизация оборудования
Запчасти и обслуживание
BLASTEC® производитель оригинальной дробеструйной машины со скоростью вращения 1760 об/мин, которая привела к производству самых эффективных дробеструйных машин в мире.
- BLASTEC® производит высококачественные дробеструйные установки по индивидуальному заказу, занимающие лидирующие позиции в отрасли по производству дробеструйной обработки цельносварной стали с содержанием марганца 11–14 %.
- BLASTEC® является отраслевым лидером в области настройки, модернизации и модернизации старых дробеструйных машин всех марок до новейшего оборудования для дробеструйной очистки.
- BLASTEC® производит самую эффективную в мире дробеструйную машину, которая гарантированно повысит производительность при модернизации вашего существующего оборудования.
- BLASTEC® предлагает детали Blastec, запасные части для восстановления ваших дробеструйных машин и оборудования.
- BLASTEC® — единственный производитель, который гарантирует отправку запасных частей для любого Blastec Wheel® в течение 24 ЧАСОВ, или мы оплачиваем доставку.
Компания Blastec® является производителем дробеметной машины с прямым приводом на 1760 об/мин. С момента его появления в 1976 году многие другие пытались повторить наш успех. Что удерживает нас впереди остальных? Наш дизайн. Теперь, в седьмом поколении, наша оригинальная концепция по-прежнему остается лидером в отрасли.
С момента его появления в 1976 году многие другие пытались повторить наш успех. Что удерживает нас впереди остальных? Наш дизайн. Теперь, в седьмом поколении, наша оригинальная концепция по-прежнему остается лидером в отрасли.
Абразивоструйная очистка — это операция принудительного направления струи абразивного материала на поверхность под высоким давлением для сглаживания шероховатой поверхности, придания шероховатости гладкой поверхности, придания ей формы или удаления поверхностных загрязнений. Для приведения среды в движение используется жидкость под давлением, обычно воздух, или центробежное колесо.
Абразивоструйная очистка стальных поверхностей может обеспечить наилучшую возможную подготовку поверхности для адгезии покрытий. Если все сделано правильно, абразивоструйная обработка тщательно очищает поверхность и создает профиль поверхности для механической адгезии.
Дробеструйная или абразивно-струйная очистка является неотъемлемой частью большинства сталелитейных, отделочных и литейных операций и является признанным методом отделки с конца 1800-х годов.
Blastec® производит все типы систем удаления окалины для производства конструкционной стали на самых высоких скоростях линии. Будь то уголки, швеллеры и другая различная конструкционная сталь или массивные мостовые балки высотой шестнадцать футов, Blastec® может изготовить систему, которая подходит именно вам.
Blastec® производит комплексные линии консервации и машины для удаления окалины с тарелок, как для горизонтального, так и для вертикального применения, с производительностью выше, чем у любого другого производителя. Плиты могут быть до 15 футов. широкий. Наша запатентованная конструкция машины с горизонтальной плитой может быть сконфигурирована для обработки структурных форм для материалов перед дробеструйной обработкой, а также перед их изготовлением.
Blastec’s® Wind Tower O.D. дробеструйная установка обеспечивает высококачественный равномерный профиль поверхности при удалении окалины и ржавчины с больших секций башни из углеродистой стали. Сочетание технологии управления Smart Blast® и окружения секции башни технологией Blastec® Wheel приводит к стабильному анкерному профилю для современных современных покрытий. Эта система значительно сократит время дробеструйной обработки и улучшит качество поверхности ваших градирен перед чистовой обработкой.
Сочетание технологии управления Smart Blast® и окружения секции башни технологией Blastec® Wheel приводит к стабильному анкерному профилю для современных современных покрытий. Эта система значительно сократит время дробеструйной обработки и улучшит качество поверхности ваших градирен перед чистовой обработкой.
Система удаления окалины BLASTEC ® Rail оснащена системой Blastec SmartBlast® Control для максимальной эффективности струйной очистки, обеспечивающей постоянный профиль поверхности. В дополнение к общей дробеструйной очистке наша система управления позволяет автоматически концентрировать схему дробеструйной очистки на конкретных «трудно очищаемых» участках, обеспечивая необходимую степень очистки без чрезмерного дробеструйного воздействия на другие участки. Система удаления накипи Blastec SmartBlast® сократила время цикла на 50% по сравнению с другим оборудованием на рынке.
Blastec® производит машины для удаления окалины по индивидуальному заказу в соответствии с точными спецификациями клиентов, с линейными скоростями, превышающими стандартное оборудование других производителей. От однопроволочной до многопрутковой машины, обрабатывающей до 18 прутков за раз.
От однопроволочной до многопрутковой машины, обрабатывающей до 18 прутков за раз.
Blastec® производит машины для удаления окалины с непрерывной полосой в соответствии с точными спецификациями клиентов на линейных скоростях, на каждую машину, больше, чем у любого другого производителя. Две или более машины могут быть объединены в тандем для достижения желаемой очистки практически на любой скорости линии.
Уникальная двойная ромбовидная конструкция Blastec® уменьшает ненужный износ компонентов колеса. Схема дробеструйной обработки Blastec® позволяет расположить круг ближе к рабочей поверхности, чем у любого другого производителя, при этом покрывая полосу по всей ширине. Blastec® производит системы полос как для углеродистой, так и для нержавеющей стали.
Blastec® производит настольные дробеструйные машины для различных литейных производств и операций по удалению окалины для достижения желаемой чистоты и времени цикла.
Blastec® модернизирует настольные дробеструйные машины других производителей запатентованным дробеметным колесом
Blastec®, чтобы:
• Сократить время цикла
• Снизить затраты на техническое обслуживание
• Снизить затраты на электроэнергию
Blastec® производит машины для удаления окалины на 30, Стальные бочки и крышки на 55 и 85 галлонов с производительностью, превышающей производительность оборудования любого другого производителя.
Наша запатентованная конструкция машины способна производить до 4000 баррелей за 8-часовую смену. Машины для чистки крышек Blastec® дополняют наши машины для чистки барабанов, обеспечивая настоящую систему обработки барабанов.
Машина Blastec® Spin-Blast оснащена четырехсекционным турникетом для обработки материалов. Каждое отделение оснащено вращающимся рабочим крюком, приводимым в движение эксклюзивным приводным колесом рабочего вращения Blastec®, установленным снаружи.
Оболочка рабочего крюка имеет диаметр 4 фута и высоту 6 футов и предназначена для очистки конкретного продукта.
Дробеструйная машина Blastec 34 Cube Heavy Duty — самая прочная и мощная машина из всех доступных.
Оснащенная двумя сверхэффективными колесами Blastec, сверхмощной лентой мельницы, корпусом из марганца и защитными пластинами для компонентов, эта машина превзойдет по производительности сопоставимое оборудование наших конкурентов при меньших расходах на техническое обслуживание.
Время цикла барабанно-струйных установок Blastec постоянно ниже, чем у конкурирующего оборудования.
Наши хорошо освещенные «автономные» воздухоструйные системы с персоналом или интегрированные линейные «кабины для подкраски и продувки» спроектированы по индивидуальному заказу в соответствии с потребностями Заказчика. Конвейерные системы варьируются от загрузки вилочного погрузчика, рабочей тележки или подвесного монорельса. Доступны полы с полным или частичным восстановлением. Стандартные компоненты системы регенерации Blastec являются неотъемлемой частью наших дробеструйных камер с поперечной тягой.
Blastec® предлагает полную линейку компонентов, разработанных Blastec®, для модернизации существующих дробеструйных машин до стандартов качества Blastec®.
Компоненты изготавливаются так, чтобы служить дольше и превосходить компоненты, которые они заменяют.
BLASTEC® предлагает высококачественные запасные части для всех типов дробеструйных машин. Детали нашего OEM-оборудования спроектированы и изготовлены таким образом, чтобы противостоять износу и свести к минимуму трудозатраты и затраты на техническое обслуживание. За более чем 35 лет и тысяч испытаний, проведенных одними из самых крупных и требовательных предприятий по удалению окалины в сталелитейной промышленности, высококачественные запасные части BLASTEC® доказали свою работоспособность в самых суровых абразивных условиях.
Детали нашего OEM-оборудования спроектированы и изготовлены таким образом, чтобы противостоять износу и свести к минимуму трудозатраты и затраты на техническое обслуживание. За более чем 35 лет и тысяч испытаний, проведенных одними из самых крупных и требовательных предприятий по удалению окалины в сталелитейной промышленности, высококачественные запасные части BLASTEC® доказали свою работоспособность в самых суровых абразивных условиях.
Оборудование для пескоструйной очистки | Абразивоструйная очистка
Резюме
Струйная очистка — это метод, используемый в широком диапазоне отраслей промышленности, состоящий из удаления любой грязи или окалины с металлических предметов ударным действием или абразивным материалом, выталкиваемым на его поверхность.
Несмотря на то, что это кажется очень распространенным и легко достижимым, эффективная пескоструйная очистка включает в себя сочетание агрессивных и плавных действий, которые могут быстро удалить нежелательные остатки с материала без изменения или модификации его поверхности.
Пескоструйную очистку не следует путать с подготовкой поверхности и другими видами дробеструйной обработки, при которых поверхность может быть модифицирована, зачищена, сформирована или сжата по сравнению с ее первоначальной структурой.
Что такое пескоструйная очистка?
Абразивная очистка или пескоструйная очистка — это процесс удаления всей видимой грязи, ржавчины, коррозии, нагара, оксидов, краски, функционального покрытия, прокатной окалины, пыли и других стойких остатков с поверхности объекта путем подачи абразива. СМИ против него любыми контролируемыми средствами.
Влажные загрязнения, такие как масло и жир, необходимо смыть очистителем на основе растворителя, а детали необходимо полностью высушить перед использованием оборудования для пескоструйной очистки. В качестве альтернативы для такого применения можно использовать мокрую струйную очистку. В противном случае эти загрязняющие вещества могут вызвать коагуляцию абразива и привести к поломке машины при сухой струйной очистке.
Пескоструйная очистка является очень распространенным применением пескоструйной обработки и может происходить на различных этапах производства, обслуживания или восстановления металлической поверхности. Производители и подрядчики используют этот метод на заготовках или конструкциях из металла, чугуна, пластика, бетона, композитных и других материалов.
Пескоструйная очистка заключается в продвижении абразивного материала с высокой скоростью – с помощью сжатого воздуха в пескоструйных или дробеструйных машинах – на поверхность материала для эффективного удаления нежелательных остатков с поверхности или ее полостей. В некоторых случаях носитель ломается при ударе (и превращается в пыль), но он также может оставаться неповрежденным и повторно использоваться позже в процессе с использованием надлежащей системы регенерации носителя. Дробеструйное оборудование обычно включает в себя пылесборники, которые улавливают и фильтруют пыль у источника, чтобы избежать загрязнения окружающих машин и рабочей среды.
Хотя целью струйной очистки не является изменение поверхности или формы заготовки, процессы очистки, которые являются особенно агрессивными или используют угловатые, твердые абразивные среды, иногда приводят к образованию шипов, что является особенностью Подготовка поверхности .
В зависимости от применения пики, вызванные струйной очисткой, могут быть приемлемыми для достижения более быстрого процесса очистки или могут привести к отбраковке заготовки в процессах с более высокими требованиями к качеству.
Что такое поверхностное загрязнение?
Металлические поверхности подвергаются различным источникам химического загрязнения. Самое заметное, о чем мы все можем думать, это ржавчина. Однако, хотя некоторые другие загрязняющие вещества не видны глазу, их все же необходимо удалить, чтобы обеспечить надлежащее сцепление покрытия.
Ржавчина и коррозия : Конструкционная сталь нагревается при температуре более 1000ºC при изготовлении. Когда она начинает остывать, поверхность очень быстро реагирует на окружающий воздух (особенно на кислород), и мы можем наблюдать появление прокатной окалины. Прокатная окалина создает трещины, и когда влага, присутствующая в окружающем воздухе, начинает заполняться, происходит процесс ржавления конструкции. Со временем ржавчина начинает отслаиваться, оставляя поверхность неустойчивой для надлежащего сцепления покрытия. Даже на ранней стадии износа прокатная окалина может повлиять на адгезию и должна быть полностью удалена перед покраской.
Когда она начинает остывать, поверхность очень быстро реагирует на окружающий воздух (особенно на кислород), и мы можем наблюдать появление прокатной окалины. Прокатная окалина создает трещины, и когда влага, присутствующая в окружающем воздухе, начинает заполняться, происходит процесс ржавления конструкции. Со временем ржавчина начинает отслаиваться, оставляя поверхность неустойчивой для надлежащего сцепления покрытия. Даже на ранней стадии износа прокатная окалина может повлиять на адгезию и должна быть полностью удалена перед покраской.
Растворимая соль : Помимо коррозии, присутствие растворимой соли в структуре может повлиять на адгезию покрытия. Старые стальные конструкции с признаками коррозии более подвержены воздействию солей сульфата железа и хлоридов железа. Во многих случаях эти соли также необходимо удалить перед нанесением покрытия для работ по техническому обслуживанию.
Влажные загрязняющие вещества : Машинное или смазочное масло, жир и другие влажные загрязняющие вещества обычно являются результатом производственных процессов. Хотя такие загрязняющие вещества обычно не оказывают негативного воздействия на металлическую структуру – на самом деле они обычно действуют как защитный агент от коррозии и других химических повреждений – их необходимо полностью удалить, чтобы обеспечить надлежащее сцепление покрытия.
Хотя такие загрязняющие вещества обычно не оказывают негативного воздействия на металлическую структуру – на самом деле они обычно действуют как защитный агент от коррозии и других химических повреждений – их необходимо полностью удалить, чтобы обеспечить надлежащее сцепление покрытия.
Области применения
Наиболее распространенными областями применения пескоструйной очистки являются:
Производство
- Удаление заусенцев и заусенцев с только что отлитой заготовки.
- Очистка формы от связующего.
- Очистка обработанных деталей от машинного масла, смазки и других веществ.
- Удаление окалины и дефектов на заготовке после сварки или других производственных процессов.
- Удаление дефектов на протравленных поверхностях и художественных работах на стекле, пластике, минерале и других материалах.
Восстановление
- Удаление краски и другого покрытия с поверхности, требующей повторного покрытия.

- Удаление ржавчины, коррозии или нагара на металлических деталях.
- Восстановление и очистка внутренней части резервуаров, бункеров и других ограждений.
- Ремонт двигателей самолетов и вертолетов.
Строительство и гражданское строительство
- Удаление граффити и следов старения с кирпичных, металлических или бетонных поверхностей и конструкций.
- Восстановление мостов и строительных работ – удаление известняка, стойких пятен и т. д.
Стандарты подготовки поверхности
Стандарты подготовки поверхности были совместно написаны техническими комитетами Общества защитных покрытий (SSPC), Международного стандарта NACE и Международная организация по стандартизации (ИСО). Большинство стандартов определяют требования к чистоте металлов и бетона с использованием сухой струйной очистки или водоструйной очистки перед нанесением защитного покрытия. Уровень чистоты относится к количеству загрязняющих веществ, допустимому для данной площади поверхности.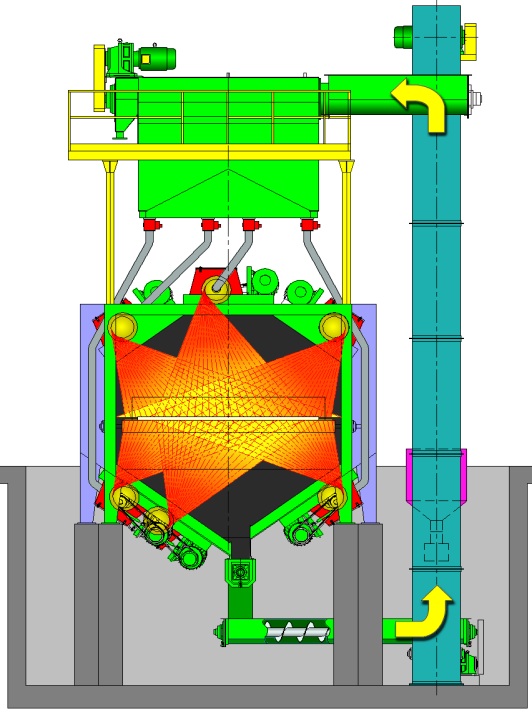
Наиболее часто используемые стандарты струйной очистки подробно описаны в таблицах ниже.
Metal Surface Preparation Standards Using Abrasive Blast Cleaning*
| Standards | Cleanliness Requirements | Surface Area Free of Contaminant |
|---|---|---|
White Metal Blast Cleaning
| При осмотре без увеличения на поверхности не должно быть видимых следов масла, жира, пыли, грязи, прокатной окалины, ржавчины, покрытия, оксидов, продуктов коррозии и других инородных тел (Требования к белому металлу). | 100% |
Near-White Metal Blast Cleaning
| White Metal Requirements applied on at least 95% от каждой единицы площади. Окрашивание будет ограничено не более чем 5% каждой единицы площади и может состоять из светлых теней, небольших полос или незначительного обесцвечивания, вызванного пятнами ржавчины, прокатной окалиной или ранее нанесенными покрытиями. Площадь устройства должна составлять приблизительно 3 дюйма x 3 дюйма (9 кв. дюймов). Окрашивание будет ограничено не более чем 5% каждой единицы площади и может состоять из светлых теней, небольших полос или незначительного обесцвечивания, вызванного пятнами ржавчины, прокатной окалиной или ранее нанесенными покрытиями. Площадь устройства должна составлять приблизительно 3 дюйма x 3 дюйма (9 кв. дюймов). | 95% |
| . Допускается наличие следов плотно прилипшей прокатной окалины, ржавчины и остатков покрытий на 10% каждой единицы площади поверхности при условии их равномерного распределения. На остальной поверхности могут присутствовать тени, полосы и обесцвечивание, вызванное пятнами ржавчины, прокатной окалиной и ранее нанесенным покрытием. | 90% | |
. единицы площади, которая должна представлять собой квадрат размером 3 дюйма x 3 дюйма (9 кв. дюймов). Легкие тени, небольшие полосы или незначительное обесцвечивание, вызванное пятнами ржавчины, прокатной окалиной или ранее нанесенным покрытием менее чем на 33-1/3% единичной площади, допустимы. | 66% |
* Совместные стандарты, разработанные совместно всеми тремя правообладателями Некоторые стандарты относятся к процессам очистки, отличным от абразивоструйной очистки. Хотя пескоструйная очистка обычно более эффективна, чем другие методы удаления окалины, пятен и ржавчины с заготовки, очистка растворителем обычно предпочтительнее для удаления химикатов, жира и растворимых солей с металлических поверхностей, поскольку эти загрязнения могут повлиять на работу пескоструйной обработки. оборудование. Комбинация различных методов может использоваться для достижения уровня чистоты, необходимого для данного применения.
Metal Surface Preparation Standards Using Other Techniques Than Blast Cleaning
| Standards | Cleanliness Requirements |
|---|---|
Solvent Cleaning
| Removes all visible oil, grease, soil , волочильных и режущих составов, а также других растворимых загрязнений со стальных поверхностей растворителем, паром, чистящими составами, щелочью, эмульгатором или струей. |
Очистка ручным инструментом
| Удаляет всю отслаивающуюся прокатную окалину, ржавчину, краску и другие вредные посторонние вещества с помощью ручного инструмента, скребкового, шлифовального и проволочной щетки. |
Очистка электроинструментом
| Удаляет всю рыхлую прокатную окалину, ржавчину, краску и другие вредные инородные вещества с помощью механических инструментов. |
Очистка Brush-Off Blast
4 4 4 2 4 2 4 | |
Очистка металла электроинструментом
| При осмотре без увеличения на поверхности не должно быть видимых следов масла, смазки, грязи, пыли, прокатной окалины, ржавчины, краски. оксиды, продукты коррозии и другие посторонние вещества. Небольшие остатки ржавчины и краски могут остаться в нижней части ямок, если исходная поверхность покрыта ямками. Профиль поверхности должен быть не менее 1 мил (25 микрон). |
Подготовка поверхности и очистка стали и других твердых материалов с помощью гидроструйной обработки под высоким и сверхвысоким давлением перед повторным нанесением покрытия — или сверхвысокое давление для подготовки поверхности к повторному покрытию с использованием давления выше 10 000 фунтов на квадратный дюйм. Гидроабразивная обработка не создает профиль, а обнажает исходный профиль поверхности после абразивоструйной обработки. Водоструйная очистка должна выполняться в соответствии с четырьмя условиями: WJ-1, WJ-2, WJ-3 и WJ-4, и с минимально допустимой поверхности должна быть равномерно удалена вся рыхлая ржавчина, прокатная окалина и покрытия. Гидроабразивная обработка не создает профиль, а обнажает исходный профиль поверхности после абразивоструйной обработки. Водоструйная очистка должна выполняться в соответствии с четырьмя условиями: WJ-1, WJ-2, WJ-3 и WJ-4, и с минимально допустимой поверхности должна быть равномерно удалена вся рыхлая ржавчина, прокатная окалина и покрытия. |
 На поверхности могут остаться плотно прилипшие прокатная окалина, ржавчина и налет. Прокатная окалина, ржавчина и покрытие считаются прочно прилипшими, если их нельзя удалить, подняв тупым шпателем.
На поверхности могут остаться плотно прилипшие прокатная окалина, ржавчина и налет. Прокатная окалина, ржавчина и покрытие считаются прочно прилипшими, если их нельзя удалить, подняв тупым шпателем.Подготовка стальных поверхностей перед нанесением краски и сопутствующих материалов
| ISO 8501 Визуальная оценка чистоты поверхности стальные поверхности без покрытия и стальные поверхности после полного удаления предыдущих покрытий. |
|---|
| ISO 8501-2:1994 Часть 2: Степени подготовки стальных поверхностей с ранее нанесенным покрытием после локального удаления предыдущего покрытия. |
| ISO 8501-3:2006 Часть 3: Степени подготовки сварных швов, кромок и других участков с дефектами поверхности. |
ISO 8501-4:2006 Часть 4: Исходное состояние поверхности, степень подготовки и степень мгновенной ржавчины в связи с водоструйной очисткой под высоким давлением. |
| ISO 8502 Испытания для оценки чистоты поверхности |
|---|
| ISO 8502-3:2017 Часть 3: Оценка пыли на стальных поверхностях, подготовленных к окраске (метод самоклеящейся ленты). |
| ISO 8502-4:2017 Часть 4: Руководство по оценке вероятности образования конденсата перед нанесением краски. |
| ISO 8502-5:1998 Часть 5: Измерение содержания хлоридов на стальных поверхностях, подготовленных для окраски (метод ионообменной трубки). |
| ISO 8502-6:2006 Часть 6: Извлечение растворимых загрязнителей для анализа – Метод Бресле. |
| ISO 8502-9:1998 Часть 9: Полевой метод кондуктометрического определения водорастворимых солей. |
| ISO 8502-11:2006 Часть 11: Полевой метод турбидиметрического определения водорастворимого сульфата. |
| ISO 8503 Характеристики шероховатости поверхности стальных поверхностей, подвергнутых пескоструйной очистке |
|---|
поверхности. |
| ISO 8503-2:2012 Часть 2: Метод оценки профиля поверхности стали, очищенной абразивоструйной очисткой – Процедура сравнения. |
| ISO 8503-3:2012 Часть 3: Метод калибровки компараторов профиля поверхности ISO и определение профиля поверхности – Процедура фокусирующего микроскопа. |
| ISO 8503-4:2012 Часть 4: Метод калибровки компараторов профиля поверхности ISO и определение профиля поверхности – Процедура прибора Stylus. |
| ISO 8503-5:2017 Часть 5: Метод реплики ленты для определения профиля поверхности. |
| ISO 8504 Методы подготовки поверхности |
|---|
| ISO 8504-1:2000 Часть 1: Общие принципы. |
| ISO 8504-2:2000 Часть 2: Абразивоструйная очистка. |
| ISO 8504-3:1993 Часть 3: Очистка ручными и механическими инструментами. |
Разработчики покрытий и футеровки, менеджеры по контролю качества, специалисты по нанесению и инспекторы используют эти стандарты, чтобы определить, достигла ли процесс струйной очистки своей цели или требований процесса.
Не всегда требуется качественная струйная очистка со 100% отсутствием загрязнений. На самом деле, это может быть дорого и требует точно настроенного оборудования с полным контролем процесса. Производители красок и покрытий обычно указывают минимальный стандарт, который требуется для надлежащей адгезии их лакокрасочных материалов. Когда высокоэффективное повторное покрытие не требуется, обычно применяется SSPC-SP14/NACE 8 Industrial или SSPC-SP6/NACE 3 Commercial Blast Cleaning.
Перед нанесением покрытия обязательно соблюдайте требования поставщика краски или покрытия — процесс очистки, не отвечающий минимальным требованиям, может привести к преждевременному выходу краски из строя.
Имейте в виду, что после завершения процесса очистки детали необходимо полностью высушить и сразу же нанести защитное покрытие. В противном случае обработанная пескоструйной обработкой поверхность, подвергшаяся воздействию солей, влаги, загрязнений или агрессивной среды, может очень быстро заржаветь.
Как мы оцениваем, соответствует ли очистка металлической поверхности требованиям?
Как правило, для оценки качества пескоструйной очистки можно использовать два измерительных теста: тест на содержание хлоридов и сравнительная таблица.
Испытание на хлориды
Чрезвычайно важно удалить все остатки хлоридных солей с поверхности стальной поверхности перед нанесением покрытия. Растворимые соли, такие как ионы хлоридов, сульфатов или нитратов, могут впитывать влагу через краску и приводить к преждевременному разрушению покрытия. В конце концов, процесс коррозии будет происходить на определенных участках неочищенной поверхности стали, если остатки растворимых солей будут обнаружены в умеренно высоких концентрациях на поверхности стали.
К сожалению, абразивоструйная очистка не удаляет растворимые соли. Хуже того, перекрестное загрязнение может произойти между работами при повторном использовании абразивных материалов для разных целей.
Наиболее распространенным методом, используемым для оценки присутствия растворимых солей на металлической поверхности, является хлоридный тест Бресле. Этот метод использовался более 20 лет для измерения концентрации всех растворимых солей на стальных поверхностях в соответствии с ISO 8502-6 и ISO 8502-9.
Этот метод использовался более 20 лет для измерения концентрации всех растворимых солей на стальных поверхностях в соответствии с ISO 8502-6 и ISO 8502-9.
Тест Bresle Patch Chloride состоит из измерения концентрации растворимых солей на образце поверхности стали с использованием пластыря, шприца, небольшого количества дистиллированной воды и измерительного прибора.
Шаг 1 – Наклейте отделение для пластырей на образец стальной поверхности.
Шаг 2. Добавьте небольшое количество воды (3 мл) и удалите воздух из отсека для пластыря.
Шаг 3. Помассируйте отделение для воды, чтобы растворить в смеси все растворимые соли, и дайте постоять 10 минут. В течение этого времени рекомендуется повторная серия удаления и повторного введения воды, чтобы убедиться, что вода собирает все растворимые соли.
Этап 4. Наберите воду из отсека для пластыря и добавьте несколько капель в измерительный прибор для измерения электропроводности смеси (поскольку соленая вода обладает высокой электропроводностью, уровень электропроводности коррелируется для получения концентрации растворимых солей) .
Сравнительная таблица
Другим широко используемым методом измерения чистоты металлической поверхности является сравнительная таблица, также известная как метод визуальной диаграммы. Этот метод заключается в сравнении обработанной металлической поверхности с эталонными фотографиями.
ISO 8501 представляет собой иллюстрированный стандарт, показывающий различные степени ржавчины и уровни чистоты, хотя он также содержит текстовые описания уровней чистоты. SSPC/NACE также продает визуальные руководства для прямого сравнения с поверхностями.
Этот метод очень прост. Как следует из названия, специалисты по нанесению покрытий должны просто сравнить поверхность металла с эталонным изображением, содержащимся в стандарте. Использование увеличительного стекла с подсветкой требуется для достижения последовательных и воспроизводимых сравнений. Результат этого метода может варьироваться от одного инспектора к другому и открыт для интерпретации, но это лучший из найденных методов.
Абразивные материалы, используемые при струйной очистке
При струйной очистке обычно используются абразивные материалы с низким уровнем твердости, чтобы избежать зачистки или сколов заготовки. Для прецизионной струйной очистки обычно используется очень мелкая среда (MESH) — хотя частицы большего размера, как правило, более эффективны с точки зрения производительности, они также могут привести к повреждению обрабатываемой поверхности. Когда дело доходит до выбора правильного абразива для вашего применения, имейте в виду состав материала, состояние поверхности и типы загрязнений, обнаруженных на поверхности.
Керамические шарики
и стеклянные шарики являются наиболее часто используемыми абразивными материалами для пескоструйной очистки металлических поверхностей со средним и низким уровнем загрязнения. Эти абразивы обладают способностью эффективно удалять загрязнения с поверхности, сохраняя при этом основной материал с минимальным повреждением и загрязнением. Сферическая форма этих абразивов более мягка при ударе, чем угловатые, и обычно при ударе они рассыпаются в пыль — это достойная цена, чтобы не повредить поверхность заготовки.
Сферическая форма этих абразивов более мягка при ударе, чем угловатые, и обычно при ударе они рассыпаются в пыль — это достойная цена, чтобы не повредить поверхность заготовки.
Для более агрессивной пескоструйной очистки можно использовать твердые минералы, такие как GMA Garnet и JetMag , для эффективного и быстрого удаления загрязнений с поверхностей. Эти среды имеют угловатую форму, что приводит к более агрессивному действию при ударе. Однако они также могут содрать или повредить поверхность при использовании на неподходящем материале.
Чугун или сплавы очень твердых металлов можно очищать стальными средствами, такими как Steel Shot или Steel Grit . В дополнение к тому, что стальные материалы очень эффективны при очистке поверхности, они также обладают способностью противостоять ударам и сохранять свою форму в течение длительного срока службы в системе с замкнутым циклом. С другой стороны, для их надлежащего использования также требуется мощная система (вакуумные системы обычно недостаточно мощны для работы с такими тяжелыми абразивными средами).
Оксид алюминия , еще один абразив угловатого типа, очень хорош для легкого удаления заусенцев. Он также имеет отличную возможность вторичной переработки, поскольку его можно повторно использовать 10-12 раз в системе струйной очистки. Для пескоструйной очистки деликатных объектов, таких как пластмассовые детали и пресс-формы, штампы, электронные соединения и печатные платы, 9№ 0003
Пластиковый носитель сферической или угловой формы — лучший вариант для сохранения целостности предметов. Обратите внимание, что пластиковые носители обычно используются в процессах с относительно низким давлением (30-50 фунтов на квадратный дюйм).
Органические среды , такие как скорлупа грецкого ореха, могут использоваться на сплавах, которые не могут быть загрязнены стальными частицами, вызывающими ржавчину, для удаления первого слоя покрытия на подводных лодках и самолетах без повреждения дорогостоящих грунтовок, а также для очистки турбин и другие хрупкие детали двигателей. Органические среды также являются экологически чистыми, биоразлагаемыми и безопасными для здоровья.
Органические среды также являются экологически чистыми, биоразлагаемыми и безопасными для здоровья.
Обратитесь к Руководству по выбору носителя IST, чтобы выбрать правильный носитель для вашего приложения.
Оборудование для пескоструйной очистки
Существует несколько типов пескоструйного оборудования, которые можно использовать в зависимости от размера очищаемых деталей.
Пескоструйные баки представляют собой эффективную форму оборудования с очень небольшой площадью основания, которое можно https://istsurface.com/equipment/portable-sandblasters/ использовать практически с любым типом абразивных сред непосредственно на рабочей площадке взрывная установка.
Более крупное оборудование, такое как дробеструйные камеры , также может обеспечивать контролируемую среду для промышленной дробеструйной очистки.
Автоматические дробеструйные установки также могут использоваться для достижения стабильных результатов и производительности. Это оборудование обычно приводится в действие соответствующим воздушным компрессором, который может обеспечить достаточную скорость (CFM) на выходе из сопла. Настоятельно рекомендуется использовать защитное оборудование, такое как респираторы и противовзрывные костюмы, чтобы защитить работника от опасных летящих частиц.
Это оборудование обычно приводится в действие соответствующим воздушным компрессором, который может обеспечить достаточную скорость (CFM) на выходе из сопла. Настоятельно рекомендуется использовать защитное оборудование, такое как респираторы и противовзрывные костюмы, чтобы защитить работника от опасных летящих частиц.
Шесть факторов, влияющих на эффективность пескоструйной очистки
Абразивоструйная очистка — это процесс, требующий точности и воспроизводимости. Следовательно, оборудование, предназначенное для выполнения такой задачи, должно надлежащим образом обслуживаться и калиброваться.
Во многих случаях точность и воспроизводимость могут быть гарантированы за счет использования автоматизированных систем и полностью автоматического управления технологическим процессом.
В автоматизированных системах струйные сопла могут быть установлены на роботизированных манипуляторах, чтобы обеспечить точную дальность струйной обработки, идеальную экспозицию движущейся струи струи. Дробеструйные сопла также могут быть закреплены или установлены на вращающейся головке, когда детали проходят через поток среды с помощью конвейера или поворотных столов.
Дробеструйные сопла также могут быть закреплены или установлены на вращающейся головке, когда детали проходят через поток среды с помощью конвейера или поворотных столов.
Однако в большинстве случаев процесс пескоструйной обработки выполняется вручную с помощью универсального оборудования, которое можно использовать для различных целей. Следовательно, некоторые основные параметры процесса должны быть тщательно установлены для достижения желаемых результатов. Вот шесть наиболее важных факторов, которые следует учитывать при определении параметров процесса.
- Абразивные материалы :
Абразивные материалы имеют решающее значение для процессов абразивоструйной очистки, поскольку они оказывают прямое воздействие на заготовку и дают ожидаемые результаты.
Форма: Обычно существует два типа носителей. Среда углового типа обычно используется для создания анкерного профиля на металлических поверхностях, в то время как среда сферического типа обычно предпочтительнее для наклепа и некоторых операций по очистке.
Размер зерна: Средний размер частиц среды (так называемый MESH) может варьироваться в зависимости от области применения. Обычно, чем крупнее частицы среды, тем больше будет профиль привязки. Это может привести к тому, что для покрытия поверхности потребуется слишком много материала покрытия, что приведет к дорогостоящему и длительному процессу нанесения покрытия. Использование зернистости надлежащего размера имеет решающее значение для обеспечения качества и эффективности процесса.
Уровень твердости: Состав обрабатываемой детали и задачи процесса определяют, какие среды следует использовать для данного применения. В приложениях, предназначенных только для очистки, уровень твердости среды должен быть меньше, чем у заготовки, чтобы избежать слишком сильного изменения ее структуры. При создании анкерного профиля на поверхности подходит материал с уровнем твердости выше, чем у заготовки.
Дополнительную информацию о доступных материалах и их преимуществах см. в Руководстве по выбору абразивных материалов.
- Пескоструйная форсунка :
Доступны различные конструкции форсунок. Конструкция влияет на форму потока, а также на скорость среды на выходе из сопла.
Форсунки с прямым отверстием обеспечивают очень узкий распыл. Они подходят для высокоточных приложений и широко используются в пескоструйных камерах.
Форсунки Long Venturi имеют узкое отверстие горловины и большой выходной конец, что приводит к более широкой диаграмме направленности и значительно увеличивает скорость среды, выходящей из сопла, для более агрессивного струйного действия.
Двойные форсунки Вентури могут быть в два раза эффективнее обычных форсунок благодаря поступлению воздуха прямо на выходе из форсунки, что снижает потерю скорости.
Сопла с угловым отверстием позволяют оператору выполнять пескоструйную обработку внутренних полостей и труднодоступных мест сложных заготовок.
Кроме того, для изготовления форсунок используется множество различных материалов – карбид бора, карбид вольфрама, керамика и т. д. Однако материал влияет не на краткосрочную производительность, а скорее на долговечность и вес форсунки. С другой стороны, преждевременный износ сопла может привести к потере скорости и/или неравномерному характеру потока.
Конструкция сопла, внутренний диаметр (внутренний диаметр) его отверстия, давление воздуха в сопле (PSI) и расстояние струйной обработки от заготовки являются факторами, которые непосредственно влияют на форму струи, охват струи струи, расход абразивных сред и эффективность взрывных работ.
Когда сопло начинает изнашиваться, внутренний диаметр отверстия расширяется и производит больший охват при более слабом воздействии. Это происходит потому, что количество воздуха, выходящего из сопла, остается прежним, а отверстие становится шире. Эмпирическое правило заключается в том, что форсунку следует менять, как только ее внутренний диаметр. становится на один размер больше своего исходного размера.
- Скорость среды, выходящей из сопла :
Скорость среды, выходящей из сопла (FPM), а также конструкция сопла и отверстие (внутренний диаметр) являются ключевыми факторами, влияющими на поток среды и скорость на заготовка. Другими словами, это топливо, которое позволяет системе хорошо работать в данном приложении.
Сочетание этих двух факторов определяет потребность системы в воздухе (CFM). Следовательно, минимальная потребность воздушного компрессора в воздухе определяется требуемым давлением на сопле (PSI) и размером его отверстия (внутренний диаметр).
Кроме того, рекомендуется подавать на сопло на 50 % больше воздуха, чем требуется, чтобы обеспечить стабильную работу на конце сопла. Таким образом, воздух, подаваемый на сопло, остается постоянным, и сопло остается работоспособным даже при износе (необходима регулировка, чтобы компенсировать потерю скорости за счет увеличения давления).
Чтобы избежать колебаний скорости на сопле, на входе воздуха в систему следует установить регулятор воздуха, настроенный на желаемое давление.
Физические свойства и размер абразивного материала также могут влиять на поток материала и должны учитываться при калибровке абразивоструйного оборудования.
См. Таблицу расхода воздуха, чтобы рассчитать минимальную потребность в воздухе, которую должен обеспечить компрессор для данного внутреннего диаметра сопла и значения PSI.
- Качество воздуха, подаваемого компрессором:
Для оптимизации производительности оборудования и предотвращения преждевременного отказа системы очень важно подавать чистый и сухой воздух на дробеструйное оборудование.
К сожалению, воздушный компрессор естественным образом подает воздух с избыточным содержанием влаги из-за конденсации воды, присутствующей в окружающем воздухе, а условия влажного атмосферного воздуха создают еще большую влажность воздуха, выходящего из компрессора. Это естественное явление, которого, к сожалению, нельзя избежать.
Если в трубопроводную систему дробеструйного оборудования попадет влага, влага в конечном итоге загрязнит абразивную среду и может вызвать блокировку клапана подачи воздуха/среды и преждевременный износ трубопроводной системы системы, а также повлиять на производительность дробеструйной обработки. Устранение блокировки клапана требует времени и может привести к полной поломке и замене клапана.
По этим причинам очень важно установить осушитель воздуха и водоотделитель на выходе воздуха из компрессора, чтобы избавиться от воды и других загрязняющих веществ, которые могут содержаться в сжатом воздухе (например, масла). Существует множество решений для очистки и осушки воздуха на выходе из компрессора. Некоторые устройства могут быть установлены непосредственно на выходе из компрессора и удалять влагу по всей сети сжатого воздуха, но эти решения могут быть очень дорогими, и не все производственное оборудование может быть повреждено влажностью. Мы рекомендуем, по крайней мере, использовать простую и экономичную систему Super-Dry на конкретной авиакомпании, поставляющей оборудование для пескоструйной обработки.
- Техника оператора :
После тщательного изучения и выбора всех вышеупомянутых технологических конфигураций следующим важным фактором, влияющим на результат взрывных работ, является техника оператора. Точнее, вот различные переменные метода, которые могут повлиять на результаты применения пескоструйной обработки:
Расстояние дробеструйной обработки от заготовки : по мере того, как сопло удаляется от заготовки, поток среды становится шире, но скорость среда, воздействующая на заготовку, уменьшается.
Угол удара : формы среды, которые воздействуют перпендикулярно на заготовку, оказывают большее воздействие, чем те, которые воздействуют под углом. Кроме того, дробеструйная обработка под углом приводит к неравномерному рисунку струи, где одни области рисунка оказывают большее влияние, чем другие.
Схема струйной очистки : схема струйной очистки может быть широкой, чтобы максимизировать производительность на больших поверхностях, или очень узкой для точечной и точной струйной обработки, такой как очистка деталей, резьба по камню и шлифовка сварных швов. Конструкция сопла определяет форму потока среды.
Время, проведенное на участке : скорость, с которой поток струи движется по поверхности, или, аналогично, количество проходов или путь струи — все это факторы, влияющие на количество частиц среды, попадающих на заготовку. По мере увеличения времени нахождения или проходов по площади количество среды, воздействующей на поверхность, увеличивается с той же скоростью.
Путь пескоструйной обработки : Траектория абразивоструйной обработки, используемая оператором для воздействия на поверхность детали потоком абразивной среды, оказывает большое влияние на общую производительность процесса. Неправильный метод струйной обработки серьезно влияет на производительность процесса либо за счет увеличения общего времени процесса, затрачиваемого оператором на покрытие всей поверхности (затраты на оплату труда), расхода среды (затраты на сырье) и износа системы (затраты на техническое обслуживание), или путем повреждения поверхности заготовки (стоимость брака).
См. Траекторию взрывных работ методом перекрывающихся зазоров, чтобы узнать об оптимальной схеме взрывных работ и методе прохода, которые оптимизируют время и затраты процесса.
- Техническое обслуживание оборудования
Как упоминалось ранее, точность и воспроизводимость имеют решающее значение при абразивоструйной очистке, и этого можно достичь только при правильном обслуживании и калибровке оборудования и компонентов.
Пескоструйное сопло: следует периодически проверять, чтобы убедиться, что размер отверстия не превышает допустимый из-за износа, вызванного прохождением через него абразивов. Когда отверстие I.D. сопла расширяется на один размер по сравнению с первоначальным размером, его следует заменить, чтобы обеспечить стабильные результаты и оптимальную производительность струйной обработки. См. Руководство по выбору струйных сопел.
Пескоструйный шланг : также необходимо регулярно проверять, чтобы убедиться в отсутствии утечки воздуха, которая может привести к падению давления. Когда струйный шланг легко складывается, это означает, что стенка становится очень тонкой и в конечном итоге выйдет из строя — ее следует немедленно заменить.
Фитинги и муфты : должны быть установлены надлежащим образом во избежание преждевременного износа муфт и фитингов. Шланг должен быть обрезан под углом 90º, чтобы убедиться, что он стоит на муфте ровно, без зазора, который может привести либо к потере давления воздуха в системе, либо к преждевременному износу муфты из-за попадания абразива на открытый участок.
Система регенерации абразивных материалов : должна быть правильно настроена, чтобы убедиться, что она очищает абразивную смесь, отфильтровывая пыль, мелкие частицы и осколки материала из многоразового материала.
Пылесборники : необходимо обслуживать во избежание ухудшения обзора для оператора и износа системы. Пылесборники и сплошные экраны необходимо регулярно опорожнять, чтобы обеспечить беспрепятственную циркуляцию воздуха через систему сбора пыли. Фильтрующие картриджи или мешки следует регулярно чистить и при необходимости заменять, чтобы гарантировать оптимальные рабочие характеристики.
Обратитесь к Листу технического обслуживания вашего оборудования или свяжитесь с вашим техническим представителем IST, чтобы узнать больше о процедурах технического обслуживания, которые следует выполнять время от времени.
Стальная дробь и песок для струйной очистки
Эффективное использование стальной дроби и песка для струйной очистки
Автор: E.A. Borch, Ervin Industries, Inc.
Существенным для эффективной и рентабельной операции дробеструйной очистки является четкое базовое понимание характеристик абразивов для дробеструйной очистки литой стали, их выбора и использования, а также знание оборудования для дробеструйной очистки. , его техническое обслуживание и основные функции управления технологическим процессом.
Основными потребителями литой стальной дроби являются металлургические предприятия: сталелитейные заводы, литейные заводы черных и цветных металлов, кузнечные цеха и предприятия по производству металлов. Дробеструйная очистка стальными абразивами является жизненно важной и ответственной операцией на различных стадиях производства первичного металла. Основные функции, выполняемые пескоструйной очисткой, подразделяются на следующие категории:
- Удаление поверхностных загрязнений с получением абсолютно чистой поверхности, что помогает при проверке технологических дефектов.
- Подготовка поверхности: придание профиля поверхности (протравка, матирование или анкерный рисунок) для подготовки к дальнейшей обработке, такой как покраска, покрытие, склеивание и т. д.
Процесс пескоструйной очистки
Струйную очистку стальной дробью лучше всего можно описать как ударную очистку, при которой поверхность заготовки подвергается последовательной бомбардировке высокоскоростной струйной струей, содержащей миллионы затвердевших частиц эффективного размера. литые стальные абразивные частицы. Влияние этого мощного потока взрывной волны на работу двоякое:
- Загрязнение разбито, измельчено в порошок и удалено, обнажая чистую девственную металлическую поверхность.

- Одновременно ударная сила отдельных стальных частиц придает чистой поверхности заготовки профиль отделки, внешний вид и текстура которого определяются выбором пользователем размера, твердости и формы стального абразива (дробь или зернистость).
Механика струйной очистки
При правильном использовании процесс струйной очистки не только будет эффективным для удовлетворения потребностей пользователей в качестве и целей, но также обеспечит оптимальную производительность и минимальные эксплуатационные расходы.
Опросы, проведенные группой Ervin Industries по пескоструйной очистке, показали, что семь из десяти пользователей этого процесса часто не соблюдают надлежащие методы работы. Результат: Некондиционное качество отделки, производительность на 33-50% ниже, чем должна быть, а эксплуатационные расходы на 50% и более выше, чем должны быть. Есть три ключевых рабочих параметра, на которые приходится 90% причин, по которым пользователям не удается добиться как эффективной очистки, так и приемлемых эксплуатационных расходов.
Цель этой статьи — познакомить пользователей с тремя переменными и описать простые и удобные меры контроля, необходимые для защиты от разрушительных проблем, которые они вызывают.
Учитывая, что сила удара отдельных стальных частиц выполняет двойную функцию удаления загрязняющих веществ и профилирования, необходимо понять, как сила удара сначала генерируется, а затем используется и контролируется, чтобы обеспечить эффективность и экономичность. -эффективные результаты. Конечно, можно видеть, что процесс должен представлять собой очень большую проблему для этих мощных мелких стальных абразивных частиц: размер
S-660 — 1/16 дюйма
размер S-70 — приблизительно 1/100 дюйма
Энергия удара стального абразива определяется его массой и скоростью в соответствии с уравнением кинетической энергии: KE = 1/2 МВ в квадрате.
Ключом к пониманию влияния выбора размера на фактор «массы» является то, что масса сферы изменяется пропорционально кубу ее диаметра.
Удвоение размера дроби увеличивает массу или силу удара дроби в восемь раз! И наоборот, удвоение размера дроби уменьшает количество гранул на фунт до одной восьмой.
Скорость определяется либо безвоздушным струйным оборудованием, в котором стальная дробь выбрасывается под действием центробежной силы от лопастного колеса (рис. 1), либо с помощью струйного оборудования, в котором абразив содержится и дозируется в поток сжатого воздуха посредством конвейера шланги и насадки для воздействия на заготовку. Скорость в центробежных струйных установках определяется диаметром колеса и числом оборотов в минуту. Стандарт 19Колеса диаметром -1/2 дюйма при 2250 об/мин развивают скорость абразива приблизительно 245 футов в секунду.
Рис. обнаружил, что скорость 245 футов в секунду эффективна для подавляющего большинства приложений струйной очистки. При использовании стандартных колес коэффициент скорости можно считать постоянным. Таким образом, сила удара, приложенная к заготовке, будет изменяться только в том случае, если масса Фактор (размер абразива) изменяется. Зависимость размера абразива от силы удара и покрытия показана на рис.0003
Сила удара: сколько?
Глядя на другую сторону медали, каковы характеристики загрязнителя, который необходимо удалить? Какая сила удара требуется?
До появления металлических абразивов пескоструйная очистка производилась с использованием песка в качестве среды, т. е. пескоструйной очисткой. Даже с легким песком удара было достаточно, чтобы удалить загрязняющее вещество и произвести травление. Размер по размеру, при той же скорости, стальной абразив имеет в 2-1/2 раза большую ударную силу, чем песок, а когда стальная дробь или крупка крупнее песка, его ударная сила будет во много-много раз больше, тем самым очищая быстрее и лучше.
Рассмотрим, например, оксидную накипь. Как правило, он твердый и ломкий. Если небольшой кусочек отколоть или отколоть, а затем слегка ударить молотком, он превратится в порошок. Для этого не требуется удар кувалдой (который также отлично справится с разрушением заготовки).
Проблема удаления большинства оксидных отложений заключается не в прочности и высокой стойкости к разрушению. В первую очередь это способ крепления к заготовке на границе между чистым металлом и первым слоем оксидной окалины. Абразив должен воздействовать на каждую долю каждого квадратного дюйма. Только забрасывая многие миллионы в минуту мини-молотков с шаровой головкой (дробь) или мини-зубил (песок) в заготовку, можно выполнить работу эффективно и экономично.
Эффективная рабочая смесь
Эффективная и экономичная рабочая смесь содержит должным образом сбалансированное распределение крупных, средних и мелких частиц. Крупные гранулы с максимальной силой удара должны быть достаточно большими, чтобы выполнять основную задачу по разрыхлению густых, плотно прилипших загрязнений и при этом обеспечивать приемлемый профиль отделки. Мелкие частицы обеспечивают покрытие, необходимое для быстрого удаления более легких загрязнений, а также для очистки и удаления ржавчины и т. д. в мельчайших ямках и щелях, недоступных для крупной дроби или песка.
Выбор новой дроби или зернистости исходного размера для использования автоматически определяет, насколько большими будут самые большие частицы в рабочей смеси. Что определяет, насколько маленькими должны быть самые маленькие частицы? Во-первых, все загрязняющие вещества (оксидная окалина, песок, отработанный абразив и т. д.) не должны попадать в рабочую смесь. (Всего 2% песка в рабочей смеси может привести к двойному износу компонентов дробеметной машины.) Система сепаратора и пылеуловителя, ее состояние и работа определяют, что удаляется, а что остается в системе!
Насколько мелкими могут быть абразивные частицы, которые при этом помогают в очистке? Возможно, на этот вопрос лучше всего ответить, указав, что дробь размером до S70 эффективна для удаления стойкой оксидной окалины с горячекатаной полосы из нержавеющей стали.
Разработка комплекса работ
При достаточно хорошей помощи в виде надлежащих методов работы Мать-природа разработает хорошо сбалансированный комплекс работ. В то время как песок в качестве среды для струйной очистки не мог выдержать даже одного удара по заготовке, стальная дробь и песок выдерживают многие сотни ударов, прежде чем окончательно погибнут.
Первым эффектом ударного воздействия является упрочнение поверхности стальной частицы, что приводит к отслаиванию/отслаиванию, показанному на рис. 3. Этот эффект «луковой кожуры» может привести к уменьшению диаметра гранулы. стать на один-два размера меньше, чем в новом состоянии.
Рис. 3. Отслаивание/отслоение стальной дроби
Во время фазы отслаивания/отслаивания окатышам наносятся серьезные внутренние повреждения, о чем свидетельствуют пустоты и разрывы, которые в конечном итоге пробиваются на поверхность и вызывают разрушение. отказ. Раздробленные частицы удивительным образом при последующих повторяющихся ударах подвергаются холодной обработке или выковке в сферы меньшего диаметра, которые в конечном итоге снова распадаются на еще более мелкие частицы.
Именно эта комбинация событий создает рабочий микс. Эта смесь новых, почти новых, очищенных от луковой шелухи и сломанных частиц составляет необходимый баланс надлежащего воздействия и покрытия. Распределение размеров рабочей смеси для плитки будет подвергаться постоянным изменениям по мере того, как отработанная мелочь выводится из системы и вносятся новые абразивные добавки (достаточно часто, чтобы рабочая смесь не колебалась от слишком мелкой до слишком грубой).
Принимая во внимание огромные различия в воздействии в зависимости от размера дроби на рис. 2, становится очевидным, что управление распределением размеров в рабочей смеси струи дробеструйной обработки должно быть первоочередной задачей для группы уборщиков помещений пользователя.
Несбалансированные рабочие смеси
Рабочая смесь с преобладанием мелких частиц имеет недостаточную силу удара, чтобы быть эффективной (слишком мало крупных гранул для разрушения густого загрязнения). И наоборот, рабочая смесь с преобладанием крупных гранул имеет малое количество гранул, что приводит к широкому открытому рисунку, требующему гораздо больше времени для выполнения работы.
Несбалансированные рабочие смеси, требующие увеличения времени дробеструйной обработки или снижения скорости линии и/или повторной дробеструйной обработки, оказывают серьезное неблагоприятное воздействие на отделку продукта, производительность и эксплуатационные расходы.
Контрольный список для поиска и устранения неисправностей
Слишком грубая рабочая смесь: причины
- (a) Большие и редкие добавления нового материала.
- (b) Чрезмерное количество воздуха через сепаратор, вытягивающее средние и мелкие абразивные частицы.
- (c) Чрезмерный вынос с работой, требующий обильного пополнения.
Рабочая смесь слишком мелкая: причины
- (a) Плохое распределение по пластине зева.
- (b) Недостаточно воздуха через сепаратор.
- (c) Чрезмерный промежуток времени между добавлениями.
- (d) Крупные спорадические добавления переработанного абразива из-за утечки на пол или утечки из системы.
Контроль рабочей смеси
- Добавляйте новый абразив каждую рабочую смену. Всегда держите бункер подачи на уровне 3/4 или выше.
- Не допускайте скопления рассыпания или утечки абразива; возвращаться в систему ежедневно.
- Еженедельно проверяйте распределение размеров рабочей смеси. Рекомендуется: используйте прибор Ervin Spot-Check Gauge (рис. 4), который требует менее пяти минут для использования и обеспечивает мгновенную обратную связь, показывающую, находится ли рабочая смесь в надлежащем состоянии.
Рис. 4. Прибор для выборочной проверки Ervin
Взрывная струя… Направлена ли она на цель?
Неправильное направление потока струйной очистки, при котором часть абразива не попадает в работу и вместо этого воздействует на изнашиваемые детали оборудования, приводит к следующим проблемам:
- Неполное удаление загрязняющих веществ
- Чрезмерный износ деталей
- Чрезмерное время простоя машины
- Избыточное использование абразива
- Более низкая производительность из-за увеличения времени дробеструйной обработки или повторной дробеструйной обработки
На вопрос: «Когда вы в последний раз проверяли схему взрыва и как часто это делается?» — большинство пользователей не знали, никогда не видели, как это делается. Другие посчитали это излишним, потому что «установка колесного циферблата там, где она всегда была». Обследования оперативной группы Эрвина выявили целых 7 из 10 взрывных волн с нецелевыми потоками — рис. 5. Даже 10-процентное отклонение направления струи от правильного направления может привести к 25-процентному снижению эффективности очистки.
Рис. 5. Плохо направленная струя струи
Необходимо признать, что неизбежный фактор износа компонентов струйной турбины в конечном итоге вызовет изменение местоположения и концентрации струи струи. Исключительная устойчивость к износу заложена в дробеструйном оборудовании, но когда износ превышает этот допуск, компоненты больше не могут работать должным образом, и схема дробеструйной обработки отклоняется от цели.
Рассмотрим колесо мощностью 40 л.с. Каждую минуту 1000 фунтов абразива проходят через крыльчатку, выходят из отверстия управляющей клетки и затем сбрасываются с лопастей. Крыльчатка: Когда износ на передней кромке сегментов крыльчатки превышает 1/8 дюйма, абразив ударяется о заднюю часть лопасти, а не попадает на поверхность метателя. Горячая точка и общий рисунок струи становятся плохо рассеянными. Плохая цель! Контрольная клетка: Когда износ скошенной кромки превышает 1/2 дюйма (в некоторых случаях только 1/4 дюйма), площадь струйной очистки удлиняется, часто до такой степени, что часть абразива не попадает в работу. Лезвия: Когда лезвия становятся глубоко канавчатыми, происходит желобообразование абразива, а из-за того, что он не протекает по всей ширине лезвия, рисунок искажается.0025 Бродячий металл: При заклинивании между крыльчаткой и клеткой управления блуждающий металл может вызвать смещение клетки и схемы струйной очистки.
Проверка схемы струйной очистки
Учитывайте, где поверхность обрабатываемой детали находится по отношению к струйной крыльчатке. Цель состоит в том, чтобы поместить и закрепить мишень из листового металла в месте расположения заготовки, а затем, после струйной обработки в течение 10, 20 или 30 секунд, проверить, чтобы увидеть область и расположение картины струйной обработки. Горячая точка (горячая на ощупь, обычно размером около 3 x 10 дюймов) должна располагаться примерно на 8 дюймов впереди центральной линии колеса. Это область концентрации максимальной интенсивности.
В то время как проверка степени износа компонентов должна быть плановой (каждые восемь (8) часов работы), определение точной степени износа в сравнении с критическим допустимым износом в лучшем случае затруднено. Слишком часто суждения ошибочны. Еженедельная проверка схемы взрывов — это надежная процедура, которая прямо сейчас сообщает вам, соответствует ли схема взрыва цели.
Недостаточный поток абразива
Амперметр: Это чувствительное устройство регистрирует силу тока на двигателе, приводящем в движение дробемет. Это единственный практичный способ определить, сколько абразива выбрасывается кругом во время цикла струйной очистки. Максимальная эффективность дробеструйного оборудования достигается только при выбросе кругом расчетного максимального количества абразива (рис. 6).
Рис. 6. Амперметр при полной нагрузке Рис. 7. Низкое значение амперметра
Когда время цикла струйной обработки или линейная скорость основаны на номинальном максимальном расходе, но амперметр показывает ток меньше полной нагрузки (Рис. 7), происходит неполное удаление загрязнений. Когда для улучшения очистки увеличивается время цикла дробеструйной обработки, снижается скорость линии или требуется повторная дробеструйная обработка, производительность снижается, а затраты резко возрастают.
Низкий ток — Причины:
- Непонимание того, что амперметр является чувствительным устройством в неблагоприятных условиях эксплуатации, может привести к отказу и неточности. Что делать: регулярно калибруйте все амперметры. Обязательно держите их в хорошем рабочем состоянии.
- Неспособность установить и разместить целевые значения силы тока при полной нагрузке прямо над амперметром, чтобы операторы полностью знали, какими должны быть показания силы тока. Что делать: Разместите показания силы тока при полной нагрузке над амперметром и убедитесь, что они всегда хорошо видны.
- Уровень бункера слишком низкий. Что делать: Абразивные добавки добавлять каждую рабочую смену; всегда поддерживайте бункер подачи не менее чем на 3/4.
- Чрезмерный износ крыльчатки, который может привести к затоплению желоба колеса, так как крыльчатка теряет способность справляться с абразивным потоком. Что делать: Ежедневно проверяйте износ рабочего колеса. Если передние кромки изношены более чем на 1/8 дюйма, замените рабочее колесо.
- Проскальзывание ремня: На приводе от двигателя к колесному валу — передача мощности упадет ниже нормы. На лентах элеватора — элеватор не может подать необходимое количество абразива. Что делать: Регулярно проверяйте ремни.
- Посторонний материал в системе, препятствующий прохождению абразива через экраны скальпа, башмаки элеватора, водостоки. Что делать: Не допускайте попадания мусора в оборудование для пескоструйной очистки.
Выявление проблем
Ключ к эффективной и экономичной пескоструйной очистке заключается в способности распознавать проблемы по мере их возникновения. Это можно сделать с помощью описанных быстрых и простых системных проверок. Образование важно для понимания используемых инструментов и их функций, а также делает рабочие данные более значимыми для работника.
Твердое базовое понимание принципов пескоструйной очистки в сочетании с дисциплиной в следовании программе оценки эффективности (SPC) сделает отдел абразивоструйной очистки эффективной и рентабельной частью любой операции.
Сбор пыли при абразивоструйной и дробеструйной очистке
Абразивоструйная очистка или пескоструйная обработка со всеми их вариациями могут обеспечить достаточную мощность для удаления тяжелых поверхностных материалов или могут быть достаточно щадящими для снятия отпечатков с бумаги без проникновения. Как правило, пескоструйная обработка предусматривает одно из трех основных действий: отделку поверхности, подготовку поверхности или процесс модификации поверхности.
В качестве процесса отделки поверхности:
- Удаление поверхностных загрязнений
- Создание специальной отделки на желаемой поверхности
В качестве процесса подготовки поверхности:
- Придание шероховатости поверхности для нанесения краски
- Удаление неровностей поверхности
В качестве процесса модификации поверхности увеличивает сжимающие напряжения на поверхности:
- Обеспечивает увеличение усталостной долговечности
- Снижение восприимчивости к коррозии под напряжением
- Исправление искажения
- Формовка конструкционной стали и листа
Ищете больше? Ищите и покупайте фильтры и детали прямо в Интернете.
Купить сейчас
Рабочая станция Downflo®
Рабочая станция Donaldson Torit® Downflo® (DWST) специально разработана для грязных и/или шумных зон и не накладывает ограничений на перемещение или видимость рабочих.
Серия СР
Картриджные пылеуловители Donaldson Torit® PowerCore® серии CP используют меньшие по размеру и более эффективные фильтры по сравнению с моделями с рукавными фильтрами, площадь основания которых на 50% меньше.
Юнимастер®
Рукавный пылеуловитель Unimaster® не использует сжатый воздух и поставляется с вентилятором, автоматическим встряхивателем и контроллером для упрощения установки.
Кабинет серии
Пылеуловители Cabinet Series обеспечивают надежное и экономичное решение проблем контроля запыленности и дымоудаления на предприятии — в эффективной и компактной конструкции.
iCue™ Connected Filtration Service для пылеуловителей
Узнать больше
Абразивоструйная очистка или пескоструйная обработка
Независимо от применения, существует только два основных метода абразивно-струйной очистки – мокрый или сухой, при этом основное внимание в этом обзоре для борьбы с пылью уделяется методу сухой абразивоструйной очистки.
Мокрая струйная очистка
Мокрая струйная очистка – это точная отделочная операция, обычно состоящая из взвешенных в химически обработанной воде суспензий мелкозернистого абразива, подвергнутых воздушной струйной обработке. Контролируемая влажная струйная обработка позволяет избежать удаления металла и может поддерживать допуск на размеры в пределах 0,0001 дюйма. Он также может заточить фрезы с несколькими зубьями и обработать хрупкие предметы, такие как иглы для подкожных инъекций. Оборудование для влажной струйной обработки обычно представляет собой шкафное оборудование и предназначено для небольших и хрупких заготовок.
Общие области применения / оборудование для сухой и дробеструйной очистки Включает:
Ручной шкаф, вращающаяся корзина, вращающийся стол, автоматические камеры подачи, барабаны, барабаны, колебательные установки и дробеструйные камеры объекта, в зависимости от конкретных потребностей заказчика. Используемые среды имеют размер от 20 до 6000 меш, а тип струйной обработки будет определять размер собранных частиц.
Типы струйной очистки
Типы сухой струйной очистки определяют условия загрузки пылеуловителя. Типы пескоструйной обработки включают:
- Прямое давление: обеспечивает однородную отделку за короткое время и предлагает более точное управление системой, что делает машины подходящими для тяжелых отделочных работ. Этот стиль предназначен для удаления тяжелой прокатной окалины или краски, достигает труднодоступных углублений, нестандартных форм, больших заготовок и высокоскоростного производства. Следовательно, этот стиль создает тяжелые условия загрузки зерна.
- Индукция (всасывание): используется для легкой и средней производительности, в ограниченном пространстве и/или при наличии умеренных бюджетных требований. Некоторое давление теряется из-за потребности всасывания среды; поэтому он менее эффективен, чем стиль прямого давления. Обычно предназначенный для дробеструйных установок шкафного типа, этот тип не создает высокой загрузки зерна. Однако, если несколько шкафов исчерпаны, загрузка зерна может значительно возрасти.
- Безвоздушное или пескоструйное колесо: используется в тяжелых производственных условиях, когда необходимы автоматизированные системы и минимальный человеческий интерфейс. Детали поступают в дробеметную машину либо механическим транспортером, либо загружаются в дробеметную машину вручную. Из-за количества используемого абразива эти машины могут работать в тяжелых условиях загрузки зерна.
Стратегия сбора
Держите колпаки как можно дальше от фактического процесса дробеструйной обработки, но поддерживайте надлежащее удаление загрязняющих веществ из зоны дробеструйной обработки. Дистанционное расположение колпака для сбора пыли имеет два преимущества:
- снижение вероятности попадания чистых или пригодных для пескоструйной обработки материалов в пылесборник
- уменьшить эффект истирания в коллекторе, так как собирается только пыль
Воздух должен поступать в пылесборник через один из следующих типов входных отверстий. (Помните, что пескоструйная обработка удаляет материал или изменяет поверхность, и то же самое происходит с пылесборником и фильтрующими элементами.)
- Износостойкий (A/R) вход,
- Выпадающий ящик,
- Воздуховод, сужающийся до размеров входного отверстия
- Рассмотрите варианты уменьшения абразивного износа коллектора,
- Износостойкий вкладыш или
- Циклонный предварительный фильтр
Попадание пыли в коллектор играет большую роль в его работе. Даже если среда абразива не самая абразивная, большой объем может оказаться фатальным для фильтрующих элементов. Опять же, рассмотрите условия на входе, чтобы уменьшить запыленность коллектора.
Определение объемного расхода для пескоструйного процесса включает анализ используемого дробеструйного оборудования, обрабатываемого материала, пескоструйной среды и любых конкретных требований заказчика. Типичными задачами являются видимая чистота, защита от пыли и/или скорость поперечного уклона.
- Запросы на видимую чистоту часто определяют частоту воздухообмена системы в заданном объеме. Эти запросы обычно связаны со временем, которое требуется для того, чтобы среда взрывных работ стала слабовидящей. Рекомендации 60-100 куб. футов/фут 2 от пола или потолка и 100 кубических футов в минуту 2 от стены. Типичные рекомендации по пескоструйной очистке шкафа: 20 воздухообменов в минуту.
- Запросы на пылеулавливание связаны с кабинетными или автоматизированными процессами струйной обработки. Объемы воздуха определяются на основе скоростей, необходимых для прохождения через открытые участки, чтобы предотвратить выход пыли из шкафа. Запросы на пылеулавливание связаны с кабинетными или автоматизированными процессами струйной очистки. Объемы воздуха определяются на основе скоростей, необходимых для прохождения через открытые участки, чтобы предотвратить выход пыли из шкафа. Рекомендации кабинета 500 футов в минуту на открытых площадках являются общими. Для поворотных столов используйте 200 куб. футов/фут 2 открытия.
- Требования к скорости поперечной тяги связаны с пескоструйными камерами, а размер коллектора основан на заданной скорости по заданной площади поперечного сечения. Общие рекомендации: 100 кубических футов в минуту/фут 2 стены для поперечной тяги через помещение, через заготовку, вдали от рабочего (работников). В зависимости от токсичности загрязняющего вещества, предмета и абразивной среды, а также от размера помещения для дробеструйной обработки могут использоваться более низкие контрольные скорости.
Примечания:
- Особое внимание следует обратить на обрабатываемый материал. Взрывоопасные, легковоспламеняющиеся, вызывающие коррозию или токсичные взрывоопасные материалы требуют мер предосторожности для пылесборника.
- Большинство пескоструйных материалов используется несколько раз, при этом только 5–8% расходуется во время одной последовательности взрывов. Учитывайте, что материал подвергается струйной очистке при каждом применении, стараясь не смешивать несовместимые материалы в одном и том же коллекторе.
- Абразивная абразивная среда, поэтому используйте для каждого коллектора элементы, снижающие абразивный износ.
- Из-за чрезвычайно большого разнообразия обрабатываемых материалов, различных доступных абразивных материалов и различий в стилях абразивоструйной обработки в этом отчете рассматриваются не все области применения.
Определения:
- Среда – Вещество, используемое при абразивоструйной очистке. Среда может быть в форме гранул, порошка, пеллет или осколков в зависимости от конкретных требований заказчика.
- Абразивоструйная очистка – Принудительное нанесение абразивного материала на поверхность с помощью пневматического давления, гидравлического давления или центробежной силы.
- Цилиндр для пескоструйной очистки. Полный корпус, который вращается вокруг оси или имеет внутреннюю подвижную ступеньку для сотрясения деталей, чтобы подвергать различные поверхности детали воздействию струйной струи.
- Помещение для абразивоструйной очистки — полностью закрытое помещение, в котором выполняются взрывные работы и где оператор работает внутри помещения, управляя соплом для дробеструйной очистки и направляя поток абразивного материала.
- Пескоструйный шкаф – Корпус, в котором оператор стоит снаружи и управляет абразивоструйным соплом через отверстие или отверстия в корпусе.
- Вращающийся стол для струйной очистки. Корпус, в котором детали, подлежащие очистке, располагаются на вращающемся столе и автоматически проходят через серию струйных распылителей.
| Модель | Семейство продуктов | Использовать | |
|---|---|---|---|
| ДФО 4-64 | Картридж пылесборник | Абразивоструйная очистка | |
| ДФО 3-6 и ДФО 4-32 | Картридж пылесборник | Абразивоструйная очистка | |
| ДФО 3-48 | Картридж пылесборник | Взрыв грузовика | |
| ДФО 4-112 | Картридж пылесборник | Абразивоструйная очистка | |
| ДФО 4-112 | Картридж пылесборник | Абразивоструйная очистка |
Мы можем помочь вам найти оптимальное решение для вашего приложения.
