Дорновая гибка: Дорновая гибка труб из черных и цветных металлов на станках с ЧПУ для заказчиков Москвы и М. о. недорого в компании «Эфесто»
Содержание
Дорновая гибка труб из черных и цветных металлов на станках с ЧПУ для заказчиков Москвы и М. о. недорого в компании «Эфесто»
Онлайн-заказ
Металлообработка
и металлоизделия
Дорновая гибка труб представляет собой технологию пластической деформации трубных заготовок с применением специального стабилизирующего элемента – дорна. Он вводится внутрь детали перед операцией изгиба с целью избежать повреждения стенок трубы: образования складок, разрывов, трещин и иных дефектов. Если прикладывать к трубе изгибающее усилие, металл ее стенок будет изменять свою форму и размеры. Наружная поверхность будет растягиваться, а внутренняя стенка – сжиматься, что приведет к перераспределению материала. На внутреннем радиусе образуется излишек металла, который сформирует волны (гофры), а внешний радиус изгиба окажется утонченным, что негативно скажется на прочности и в ряде случаев может даже привести к нарушению структуры и появлению микротрещин. Используя стабилизирующую вставку (дорн), удается получить идеальный изгиб без изменения толщины стенок.
Используя стабилизирующую вставку (дорн), удается получить идеальный изгиб без изменения толщины стенок.
Преимущества дорновой гибки
Трубогибы, использующие дорновую вставку, позволяют выполнять операцию гибки труб с высоким качеством и точностью. При этом возможна обработка заготовок с сечением различного профиля: круглых, квадратных, прямоугольных. Применяемое в компании «Эфесто» современное полуавтоматическое оборудование иностранного производства под управлением ЧПУ дает возможность выполнять гибку большого количества деталей с высокой повторяемостью размера, что важно при серийном производстве. Достоинствами технологии также считают:
- отсутствие волнистости, царапин и повреждений поверхности труб;
- работу с тонкостенными заготовками;
- сохранение толщины стенок на изгибаемых участках, что важно для прочности получаемых деталей;
- возможность выполнять равномерную гибку по большому радиусу.
Все регулировки параметров процесса в полуавтоматический трубогиб вносятся в цифровом виде, что исключает влияние на качество человеческого фактора.
Наше предложение
Компания «Эфесто» предлагает услуги по дорновой гибке труб из черных или цветных металлов на современном оборудовании с повышенным качеством. Мы недорого выполним заказ как на единичную работу, так и средне- и крупносерийное производство. Полученные по данной технологии детали широко востребованы в качестве фасонных изделий при устройстве трубопроводов, а также при создании каркасов разнообразных металлоконструкций. Наши специалисты при необходимости готовы оказать помощь в разработке чертежей по Вашим эскизам. Работаем с заказчиками из Москвы и области, а также ближайших регионов. По любым вопросам, касающимся технологии производства, сроков и стоимости выполнения заказа, обращайтесь к менеджерам нашей компании по контактным телефонам, указанным на сайте.
До 40мм
Диаметр круглой трубы
До 50 мм
Диаметр прямоугольной трубы
225 мм
Максимальный радиус гиба (CLR)
190 градусов
Максимальный угол
40 “/sn
Скорость гибки
До 6000 мм
Длина трубы
±0,2 мм
Точность гиба
Преимущества дорновой гибки труб
- Высокая повторяемость и точность гибки.

- Высокое качество гиба, без царапин и рисок.
- Есть возможность радиусной гибки заготовок длиной до 6000 мм.
Нашли дешевле? Сделаем скидку 5%
* Необходимо подтвердить цену счётом от конкурента.
Используемое оборудование
← Бездорновая гибка труб
Химическое металлизирование изделий →
Дорновая гибка труб | Гефест Санкт-Петербург
Для выполнения дорновой гибки компания Гефест располагает необходимым оборудованием и выполняет заказы любой сложности.
Дорновая гибка от 8 до 51мм
Гибка с переменным радиусом
Производим сборку
Применение дорновой гибки
Подобная технология позволяет качественно без потери механической прочности, исключая образование гофр, овальности и микротрещин, гнуть тонкостенные трубы из мягких металлов.
Тонкостенные трубы малого диаметра широко распространены в быту, так как служат основой систем водоснабжения, отопления, газоснабжения. К тому же любое предприятие невозможно представить без целой сети трубопроводов, где каждый изгиб трубы без нарушения ее монолитности гораздо более надежен фитинговых соединений.
К тому же любое предприятие невозможно представить без целой сети трубопроводов, где каждый изгиб трубы без нарушения ее монолитности гораздо более надежен фитинговых соединений.
Дорновая гибка применяется и в мебельном производстве, и при изготовлении всех транспортных средств от велосипеда до самолета. С помощью дорновой гибки трубам можно придать угол загиба с радиусом больше двух радиусов самой трубы. Сочетанием нескольких загибов в разных плоскостях трубам придают сложные геометрические формы.
Примеры наших работ по дорновой гибке
Дорновая гибка предполагает введение внутрь тонкостенной трубы дорна в качестве стабилизатора для минимизации деформационных процессов во время гибки. Тонкостенные трубы более подвержены деформации под действием давления, сжимающего внутреннюю стенку и растягивающего внешнюю стенку трубы, поэтому без использования дорна невозможно качественно изогнуть тонкостенную трубу.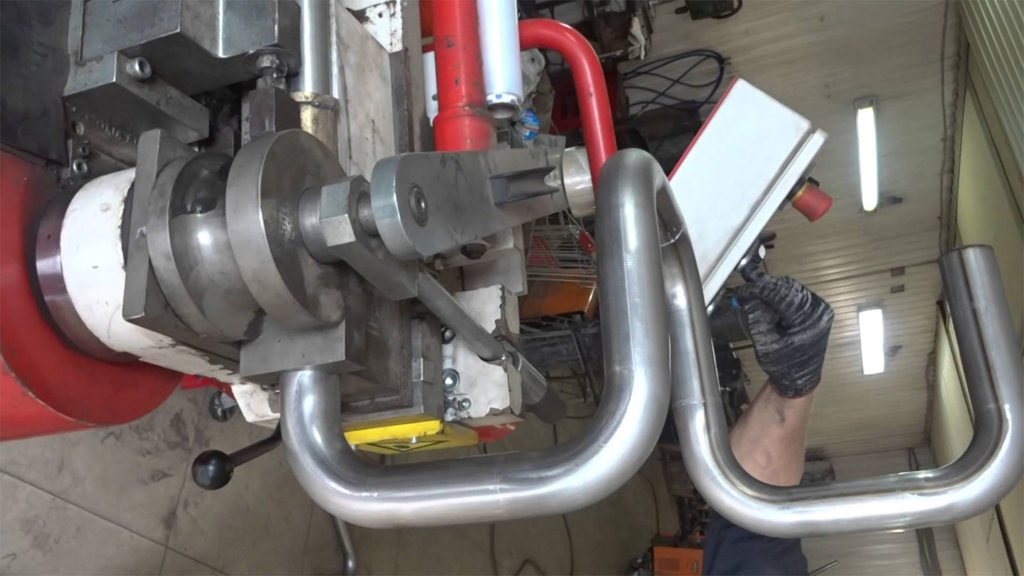
От 12 трубы до 325 мм на холодную
Вальцовка профильных труб от 10 до 200
Прокатка возможна в разных плоскостях, а так же с переменным радиусом
Дорном может служить длинная металлическая пружина или специальное приспособление в форме цилиндрического прутка с одним или двумя шариками на конце. Применение дорна позволяет гнуть тонкостенные трубы без изменения толщины стенок.
Компания «ГЕФЕСТ» — это:
2850
КВ. М
Собственных производственных цехов
65
СОТРУДНИКОВ
С большим стажем в профессии
>45
СТАНКОВ
ЧПУ и без для разнообразных работ необходимой степени точности
Как производится дорновая гибка в компании Гефест
Дорновая гибка труб в Гефесте производится на трубогибочных полуавтоматических и автоматических станках с ЧПУ, предназначенных для гибки труб из нержавеющей стали, алюминия и меди. Это станки с высокой точностью и большой производительностью, которые легко справляются даже с большим объемом работ.
Заказывайте дорновую гибку труб в надежной производственной компании Гефест с гарантией качества работы по оптимально низким ценам.
Услуги компании Гефест Санкт-Петербург по металлообработке включают вальцовку металла, вальцовку обечаек, вальцовку конусов, гибку металла, гибка листов, гибка, хомутов, гибка кругов, гибка двутвра, индукционную гибку труб, дорновую гибку труб, холодную гибку, токарно-фрезерные работы, шлифовальные работы, строгальные работы.
Компания Гефест изготавливает на заказ металлические емкости для высокого давления, емкости для пищевой, химической, фармацевтической промышленности, силосные емкости, теплообменные резервуары, емкости для топлива.силосные емкости.
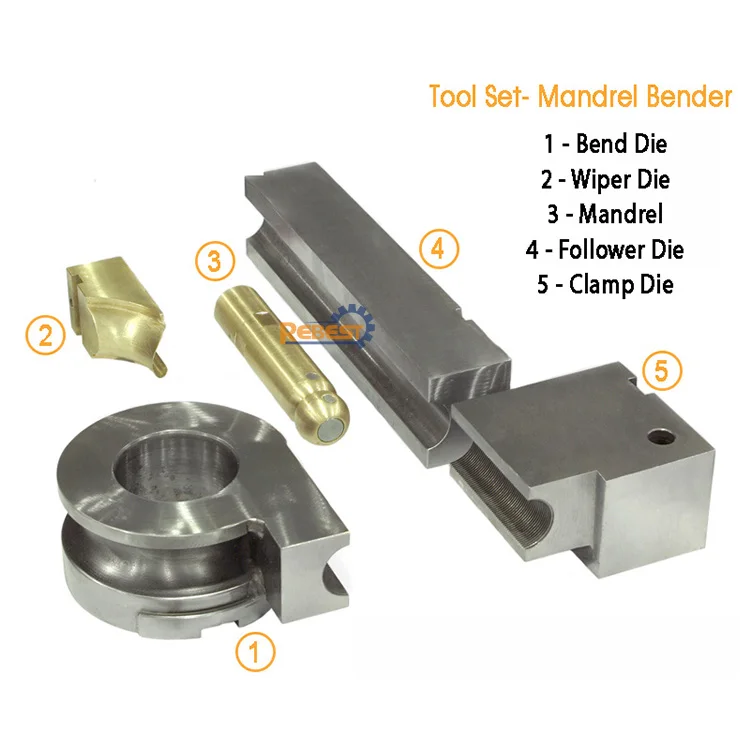
Как сгибать трубу с помощью оправки
Оправки — это инструмент, обычно используемый при гибке труб и труб. При правильном использовании оправки могут помочь предотвратить некоторые из наиболее распространенных проблем и проблем, с которыми вы можете столкнуться при гибке труб.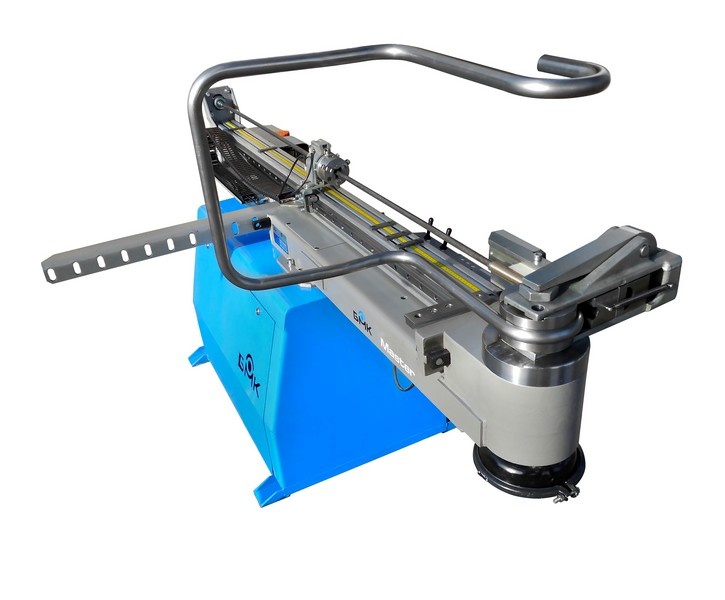
Однако при неправильном расположении оправки сами по себе могут вызвать проблемы. Крайне важно, чтобы вы поняли, как сгибать трубу на оправке, прежде чем приступить к гибке.
Прежде всего, однако, важно понять, почему мы используем оправку при гибке трубы.
Почему мы используем оправку?
Основной причиной использования оправки при гибке трубы является поддержка. Оправка обеспечивает поддержку по всему радиусу изгиба и надежно удерживает трубу в канавке матрицы для изгиба.
Одной из наиболее важных проблем, которую предотвращает использование оправки, является возврат пружины. Спрингбок, или склонность металла возвращаться к своей первоначальной форме, может стать серьезной проблемой при изгибе трубы. Оправка — это самый простой способ предотвратить пружинение.
Как согнуть трубу на оправке
Первый шаг в гибке на оправке такой же, как и при любом изгибе, вы должны установить свой инструмент. Правильная настройка инструмента необходима для правильного выполнения изгиба. Неправильно установленный инструмент может привести к складкам, перегибам, короблению, вздутию и разрушению трубы. Фактически, первым шагом в устранении любой проблемы с изгибом трубы должна быть проверка настройки инструмента.
Правильная настройка инструмента необходима для правильного выполнения изгиба. Неправильно установленный инструмент может привести к складкам, перегибам, короблению, вздутию и разрушению трубы. Фактически, первым шагом в устранении любой проблемы с изгибом трубы должна быть проверка настройки инструмента.
Как только ваш станок и набор инструментов будут готовы, вы можете начать. При использовании оправки трубу сначала натягивают на оправку, которая удерживается в фиксированном положении. Однако эта позиция очень важна.
Например, если оправка расположена слишком далеко назад в трубе, она недостаточно далеко впереди, чтобы создать необходимое давление на внутренней стороне изгиба для сжатия материала. Ваш изгиб может начаться достаточно хорошо, но как только изгиб превысит 20 градусов или около того, материал начнет отталкиваться. Это, в свою очередь, образует рябь или волну.
Рябь формируется и постоянно сглаживается между оправкой и гибочным штампом. Когда труба будет снята с гибочного штампа, вы увидите большую выпуклость (точка А на диаграмме ниже).
Например, если оправка расположена слишком далеко назад в трубе, она недостаточно далеко впереди, чтобы создать необходимое давление на внутренней стороне изгиба для сжатия материала.
Ваш изгиб может начаться достаточно хорошо, но как только изгиб превысит 20 градусов или около того, материал начнет отталкиваться. Это, в свою очередь, образует рябь или волну.
Рябь формируется и постоянно сглаживается между оправкой и гибочным штампом. Когда труба будет снята с гибочного штампа, вы увидите большую выпуклость (точка А на диаграмме ниже).
Перемещение оправки слишком далеко вперед также может привести к серьезным проблемам с изгибом. В основном, когда оправка выдвинута слишком далеко вперед, это может привести к образованию выпуклости в конце изгиба.
Эти типы проблем могут усугубиться при выполнении тугих изгибов или при изгибе тонкостенных трубок. Важно, чтобы оправка, а также другие инструменты были установлены правильно.
Узнать больше
Нажмите здесь или перейдите по ссылке ниже, чтобы загрузить бесплатное введение в гибку труб, чтобы узнать больше, или свяжитесь с нами в любое время, если у вас возникнут вопросы или комментарии.