Дуговая наплавка под флюсом: Дуговая наплавка под флюсом
|
Студопедия КАТЕГОРИИ:
|
⇐ ПредыдущаяСтр 3 из 3 По-сравнению с наплавкой в защитных газах, наплавка под флюсом характеризуется высокой производительностью, минимальным (0,5-3%) коэффициентом потерь электродного металла.
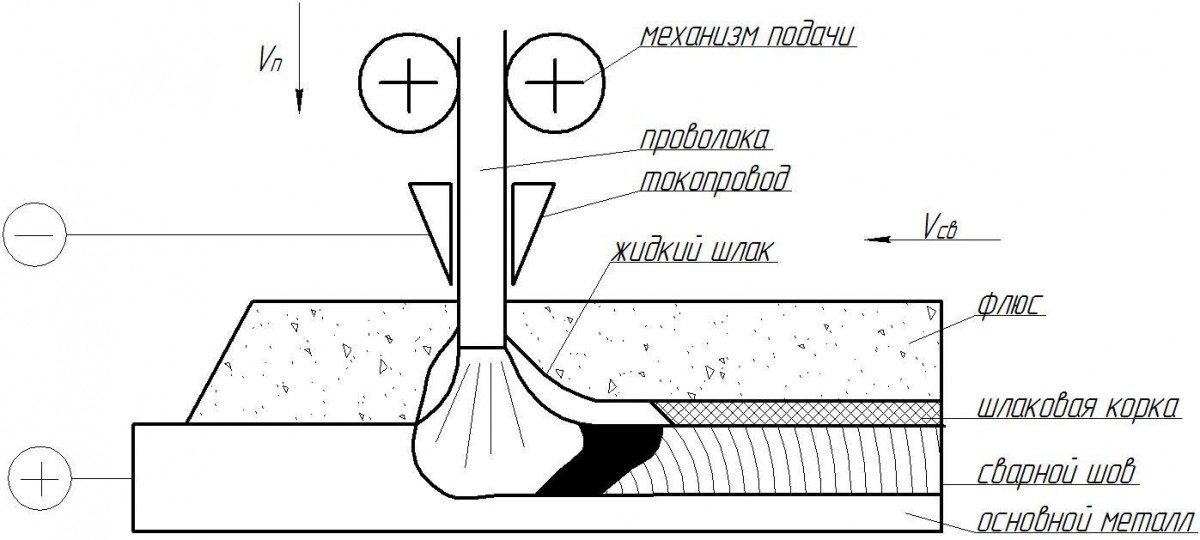
В общем случае при наплавке под флюсом (Рисунок 4) дуга горит между электродом и изделием, к которому подведен ток, и образует на поверхности изделия ванночку расплавленного металла. Наплавляемый участок покрывает толстый слой сыпучего флюса. Дуга частично расплавляет флюс и горит внутри полости с эластичной оболочкой из расплавленного флюса – шлака. Расплавленный шлак надежно изолирует жидкий и перегретый металл от газов воздуха, предупреждает разбрызгивание и способствует сохранению тепла дуги. После затвердевания металла образуется наплавленный валик, покрытый шлаковой коркой и нерасплавившимся флюсом.
Для электродуговой наплавки (сварки) алюминия и его сплавов плавящимся электродом по слою флюса (полуоткрытой дугой) применяют плавленые флюсы АН-А1, 48-АФ-1, МАТИ-1а и под слоем флюса — керамические флюсы ЖА-64 и ЖА-64А.
Рисунок 4. Схема наплавки под флюсом
Для наплавки (сварки) меди применяют плавленые флюсы марок АН-348А, ОСЦ-20С, АН-26С и бескислородные фторидные флюсы, например, марки АН-М1.
Для наплавки (сварки) титана и титановых сплавов применяют бескислородные флюсы АНТ-1, АНТ-3, АНТ-7 системы СаF2 – BCl2 – NaF.
Наплавка (сварка) никеля может осуществляться под флюсами двух типов: керамическим (марки ЖН-1) и плавлеными фторидными бескислородными и высокоосновными (марки АН-Ф5, АН-8, 48-ОФ-6, АН-29 и др.). Данный вид наплавки используется очень часто, он считается самым популярным вариантом выполнения механизированной наплавки.
При обработке металлов дуговой наплавкой под флюсом наплавленная поверхность имеет очень качественный внешний вид:
Кроме того, данный способ наплавки металлов характеризуется следующими положительными факторами:
Наплавленный материал при его обработке под флюсом допускается легировать по четырем разным методикам:
Рассматриваемая технология при нанесении нескольких защитных слоев предусматривает необходимость удаления корки шлака перед наплавлением следующего слоя во избежание формирования непроваров и включений шлаков. Изделия из легированных сталей обычно обрабатывают под флюсами с малым содержанием кремния (АН-26 или 22), из низколегированных и углеродистых – под АН-348-А либо ОСЦ-45, из хромоникелевых с высоким уровнем легирования – под АНФ (1 и 5), которые содержат много фтора.
Плазменная наплавка и напыление.
Рис. 5. Схема плазменной наплавки с вдуванием порошка в дугу
Другая дуга, 4 прямого действия, горящая между электродом 1 и основным металлом 5, совпадает с плазменной струей прямого действия. Последняя создает необходимый нагрев поверхности, обеспечивая сплавление порошка и основного металла.
Из защитных газов при плазменной наплавке применяют аргон, азот, углекислый газ, смеси аргона с гелием или азотом и др. Выбор защитного газа связан со степенью его воздействия на наплавляемый и основной металлы. В качестве плазмообразующего могут применяться аргон, гелий, углекислый газ, воздух и др. Для обеспечения стабильного протекания процесса наплавки необходимо применять неплавящиеся электроды из такого материала, который способен без разрушения выдерживать нагревание до высоких температур.
Помимо наплавки плазменный нагрев может использоваться также для напыления поверхностных слоев. Процесс напыления отличается от наплавки рядом особенностей. Напыление — это процесс нанесения металлических слоев из частиц напыляемого материала, нагретых до температуры плавления или близких к оплавлению, на неоплавленную поверхность обрабатываемой детали. При напылении присадочный материал используется в виде проволоки или порошков, подаваемых в сжатую дугу, где он нагревается струей газового потока и с большой скоростью подается на поверхность изделия. Толщина напыленного слоя может изменяться от сотых до десятых долей миллиметра. Напыление более толстых слоев обычно не производится в связи с тем, что толстые слои склонны к отслоению от поверхности детали (откалывание).
Технологически в отличие от наплавки напыление выполняют по способу косвенного нагрева выделенной дуговой плазмой. Если при наплавке расстояние от сопла горелки до изделия составляет 6 — 25 мм, то при напылении – 50 — 120 мм и более. Напыленные слои обладают меньшей плотностью и большей пористостью по сравнению с наплавленными и более склонны к откалыванию от поверхности детали при нарушении технологии. Однако в них практически отсутствует разбавление основным металлом.
Электрошлаковая наплавка. При электрошлаковой наплавке для оплавления основного и присадочного металла служит шлаковая ванна, разогреваемая проходящим через нее электрическим током. Этот способ наплавки, как правило, сочетается с принудительным формированием наплавляемого слоя. Сущность процесса электрошлаковой наплавки (рис. 6) состоит в том, что в пространстве, образованном поверхностью наплавляемого изделия 1 и формирующим кристаллизатором 4, охлаждаемым водой, создается ванна расплавленного шлака 3, в которую подается электродная проволока 5.
Рис. 6. Схема электрошлаковой наплавки на вертикальную поверхность
Ток, проходя между электродом и изделием, нагревает шлаковую ванну до температуры выше 2000°С, в результате чего электродный и основной металлы оплавляются, образуя металлическую ванну, при затвердевании которой формируется наплавленный слой 2.
Для осуществления процесса электрошлаковой наплавки различных поверхностей необходима достаточно глубокая шлаковая ванна, получение которой проще всего при вертикальном или наклонном расположении деталей. По сравнению с дуговой наплавкой это менее универсальный способ, но он весьма эффективен в тех случаях, когда на деталь необходимо наплавить слой металла большой толщины (более 14 — 16 мм). Благодаря применению большой силы тока и электродов большого сечения можно достичь высокой производительности — до 150 кг наплавленного металла в час.
Вибродуговая наплавка. Этот способ обычно используется для наплавки деталей типа тел вращения диаметром от 8 — 10 мм и более.
Рис.7. Схема вибродуговой наплавки: 1 — вибрирующий наконечник, 2 — электродная проволока, 3 — деталь, 4 — наплавленный слой.
В качестве присадочного металла применяют наплавочные проволоки (одну или несколько), которые могут иметь возвратно-поступательные перемещения поперек сварочной ванны, а также электродные ленты, пластины или стержни большого сечения, иногда и трубы, которые используют для наплавки цилиндрических поверхностей. При наплавке обычно применяют флюсы АН-8, АН-22 и др.
Длительность горения дуги составляет 0,002 — 0,003 с.
Наплавочная установка состоит из вибродуговой головки, аппаратуры управления, вращателя, источника тока. Во время наплавки выполняются следующие движения: вращение наплавляемой детали, поступательное движение вибродуговой головки вдоль продольной оси наплавляемой детали, подача проволоки в зону дуги и вибрация проволоки. Питание осуществляется от выпрямителей, сварочных генераторов, а также от низковольтных трансформаторов с вторичным напряжением 12 — 16 В и более. Более высокие показатели достигаются при наплавке на постоянном токе обратной полярности.
Прерывистость процесса позволяет получать зону термического влияния малой ширины, поэтому наплавленные детали имеют весьма малые деформации, что особенно важно при наплавке сложных изделий, изготовленных с высокой точностью.
Если наплавка выполняется в струе жидкости, происходит ускоренное охлаждение наплавленного металла, поэтому он имеет повышенную твердость и износостойкость. Вибродуговая наплавка эффективна, если необходимо наплавлять слои металла небольшой толщины.
Недостатками вибродуговой наплавки являются сравнительно низкий коэффициент наплавки и невысокая производительность наплавки
⇐ Предыдущая123
|
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 179.
stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда…
|



 Сущность этого метода заключается в том, что нагрев присадочного металла и основного осуществляется сжатой дугой или газовой плазмой, выделенной или совпадающей со столбом дуги. Механизм образования наплавленного слоя такой же, как и при других способах дуговой наплавки. Из наплавочных материалов при плазменной наплавке используют проволоку, прутки и порошки. Схема плазменной наплавки с вдуванием порошка в дугу показана на рис. 5. Между вольфрамовым электродом 1 и внутренним соплом 2 возбуждают дугу. Плазмообразующий газ, проходя через нее, создает плазменную струю 3 косвенного действия, которая обеспечивает расплавление присадочного порошка.
Сущность этого метода заключается в том, что нагрев присадочного металла и основного осуществляется сжатой дугой или газовой плазмой, выделенной или совпадающей со столбом дуги. Механизм образования наплавленного слоя такой же, как и при других способах дуговой наплавки. Из наплавочных материалов при плазменной наплавке используют проволоку, прутки и порошки. Схема плазменной наплавки с вдуванием порошка в дугу показана на рис. 5. Между вольфрамовым электродом 1 и внутренним соплом 2 возбуждают дугу. Плазмообразующий газ, проходя через нее, создает плазменную струю 3 косвенного действия, которая обеспечивает расплавление присадочного порошка.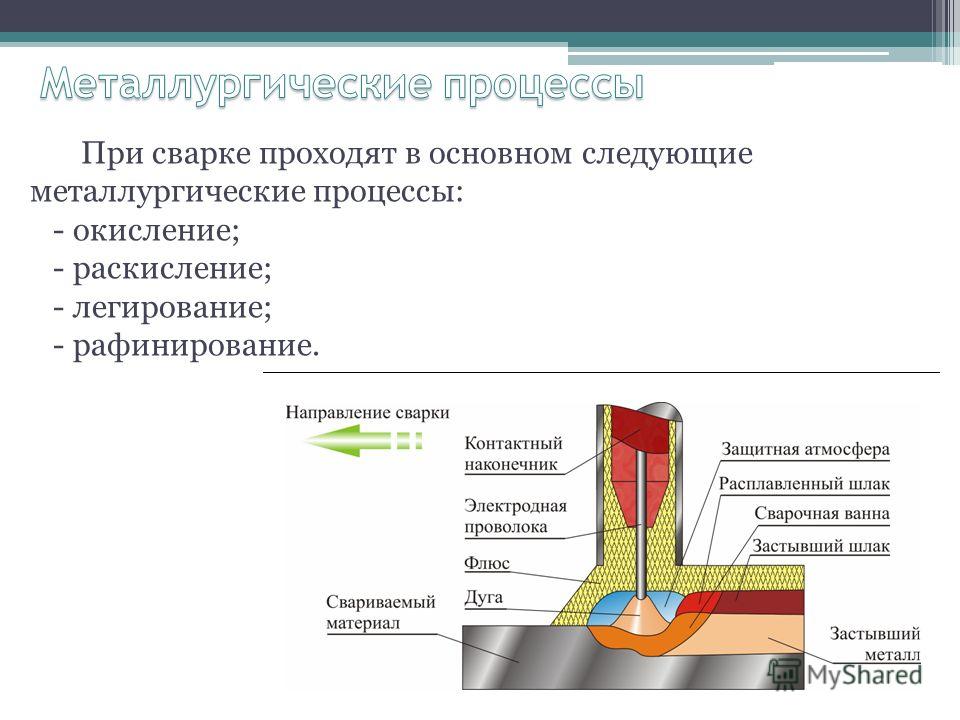 Изменяя значение силы тока сжатой дуги прямого действия, можно достичь минимальной величины проплавления основного металла. Толщину наплавленного слоя можно изменять в пределах 0,3 — 10 мм с разбавлением основным металлом от 3 до 30%. При плазменной наплавке с присадочной проволокой косвенная дуга горит между вольфрамовым электродом и соплом, а дуга прямого действия — между вольфрамовым электродом и присадочной проволокой. От этих дуг получает теплоту и основной металл. Изменяя силу тока, регулируют долю основного металла и производительность наплавки. Наплавляемое изделие в этом случае в сварочную цепь не включено.
Изменяя значение силы тока сжатой дуги прямого действия, можно достичь минимальной величины проплавления основного металла. Толщину наплавленного слоя можно изменять в пределах 0,3 — 10 мм с разбавлением основным металлом от 3 до 30%. При плазменной наплавке с присадочной проволокой косвенная дуга горит между вольфрамовым электродом и соплом, а дуга прямого действия — между вольфрамовым электродом и присадочной проволокой. От этих дуг получает теплоту и основной металл. Изменяя силу тока, регулируют долю основного металла и производительность наплавки. Наплавляемое изделие в этом случае в сварочную цепь не включено. Таким требованиям лучше всего отвечают электроды из чистого вольфрама или с присадками диоксида тория, оксидов лантана и иттрия. Преимущества этого вида наплавки — малая глубина проплавления основного металла, возможность наплавки тонких слоев, высокое качество и гладкая поверхность наплавленного металла.
Таким требованиям лучше всего отвечают электроды из чистого вольфрама или с присадками диоксида тория, оксидов лантана и иттрия. Преимущества этого вида наплавки — малая глубина проплавления основного металла, возможность наплавки тонких слоев, высокое качество и гладкая поверхность наплавленного металла. Напыление можно производить как металлами и сплавами, так и различного вида соединениями — оксидами, карбидами, нитридами и т. п.
Напыление можно производить как металлами и сплавами, так и различного вида соединениями — оксидами, карбидами, нитридами и т. п.
 Сущность этого метода наплавки заключается в том, что основной и электродный металл нагревается до расплавления теплотой, которая выделяется в результате возникновения периодически повторяющихся электрических разрядов, т.е. прерывисто горящей электрической дуги; Наплавленный слой образуется в процессе кристаллизации расплавленного основного и электродного металла (рис. 7). Малая длительность и прерывистость горения электрической дуги обусловлены вибрациями электродной проволоки, которые создаются с помощью электромагнитных или механических вибраторов. В процессе вибраций наблюдаются короткие замыкания вследствие прикасания электродной проволоки к наплавляемому изделию (основному металлу), а во время отрыва проволоки возникает большой силы ток и загорается электрическая дуга. При среднем значении тока Iд = 150 А экстраток достигает 1000 А.
Сущность этого метода наплавки заключается в том, что основной и электродный металл нагревается до расплавления теплотой, которая выделяется в результате возникновения периодически повторяющихся электрических разрядов, т.е. прерывисто горящей электрической дуги; Наплавленный слой образуется в процессе кристаллизации расплавленного основного и электродного металла (рис. 7). Малая длительность и прерывистость горения электрической дуги обусловлены вибрациями электродной проволоки, которые создаются с помощью электромагнитных или механических вибраторов. В процессе вибраций наблюдаются короткие замыкания вследствие прикасания электродной проволоки к наплавляемому изделию (основному металлу), а во время отрыва проволоки возникает большой силы ток и загорается электрическая дуга. При среднем значении тока Iд = 150 А экстраток достигает 1000 А.
 Обычно в сварочную цепь включают индуктивность, значение которой выбирают в зависимости от частоты вибрации электродной проволоки, напряжения, рода тока и других факторов. Для наплавки пригодны сварочные проволоки диаметром 0,8 — 2,0 мм. С целью защиты расплавленного металла от взаимодействия с окружающей средой наплавка ведется в струях жидкостей или защитных газов, а также под слоем флюса. Применяются водные растворы кальцинированной соды; смеси кальцинированной соды, мыла и глицерина; эмульсии глицерина.
Обычно в сварочную цепь включают индуктивность, значение которой выбирают в зависимости от частоты вибрации электродной проволоки, напряжения, рода тока и других факторов. Для наплавки пригодны сварочные проволоки диаметром 0,8 — 2,0 мм. С целью защиты расплавленного металла от взаимодействия с окружающей средой наплавка ведется в струях жидкостей или защитных газов, а также под слоем флюса. Применяются водные растворы кальцинированной соды; смеси кальцинированной соды, мыла и глицерина; эмульсии глицерина.ФЛЮСЫ И ЛЕНТЫ ДЛЯ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ ЛЕНТОЧНОЙ НАПЛАВКИ
Мы поставляем наплавочные ленты и соответствующие флюсы практически для всех областей применения, таких как химическая, нефтехимическая, ядерная и целлюлозно-бумажная промышленности, а также для ремонта и восстановления.
Два вида наплавки
ESAB предлагает два наиболее производительных способа наплавки поверхностей крупногабаритных изделий, которые подвержены коррозии или износу. Это дуговая наплавка под флюсом (SAW) и электрошлаковая наплавка под флюсом (ESW) ленточным электродом.
Это дуговая наплавка под флюсом (SAW) и электрошлаковая наплавка под флюсом (ESW) ленточным электродом.
Оба процесса характеризуются высокой производительностью и малой долей участия основного металла в наплавленном слое. Они применяются для наплавки плоских и криволинейных поверхностей, таких изделий как теплообменники, трубы, трубные решетки и сосуды, работающие под давлением. Дуговая наплавка под флюсом (SAW) – это наиболее ча-
сто применяемый процесс, однако, если требуется повышенная производительность или минимальная доля участия основного металла в наплавленном слое, рекомендуется применять электрошлаковую наплавку под флюсом (ESW).
ПРОЦЕССЫ ЛЕНТОЧНОЙ НАПЛАВКИ
SAW ленточным электродом
Процесс SAW наплавки ленточным электродом известен с середины 60-х годов. Ленточный электрод обычно имеет размеры 60х0,5 или 90х0,5 мм, который, как правило, является анодом (DC+), а между ним и изделием горит электрическая дуга. Флюс образует жидкий шлак, защищает ванну расплавленного металла от взаимодействия с окружающей атмосферой и помогает формировать гладкую поверхность наплавленного валика.
Флюс образует жидкий шлак, защищает ванну расплавленного металла от взаимодействия с окружающей атмосферой и помогает формировать гладкую поверхность наплавленного валика.
ESW ленточным электродом
Электрошлаковая наплавка является дальнейшим развитием дуговой наплавки и позиционируется как более высокопроизводительный процесс. ESW ленточнымэлектродом является резистивным процессом, когда плавление присадочного материала происходит за счет омического выделения тепла в расплавленном электропроводном шлаке. При этом дуга между электродом и изделием отсутствует. Тепло, выделяемое в жидкой шлаковой ванне, расплавляет поверхность изделия, конец погруженного в него электрода и флюс. Глубина проплавления, достигаемая при ESW, мень-
ше чем при SAW, потому что жидкая шлаковая ванна плавит ленту и поверхностный слой основного металла. Температура шлаковой ванны составляет около 2300°С, поэтому токосъемные губки должны быть водоохлаждаемыми.
При ESW сварочные токи выше, чем при SAW, поэтому наплавочная головка должна быть более мощной.
Ниже приведены свойства ESW процесса ленточным электродом в сравнении с SAW.
— Повышение производительности наплавки от 60 до 80%
— В два раза меньшая доля участия основного металла (10-15%) объясняется меньшей глубиной проплавления.
— Более низкое напряжение (24-26 В)
Большая величина и плотность тока (около 1000-1200 А при ширине ленты 60 мм, соответственно 33-42 А/мм2). Специальные флюсы для высокоскоростной наплавки позволяют вести процесс на токах более 2000 А, обеспечивая при этом плотность тока доходит до 70 А/мм2.
— Повышение скорости наплавки (50-200%), и как результат – большая площадь наплавленной поверхности м2/час.
— Меньший расход флюса (около 0,5 кг/кг ленты)
— Время нахождения металла в расплавленном состоянии при ESW меньше, и, как следствие, уменьшенное газонасыщение и повышение стойкости к образованию пор. Оксиды всплывают на поверхность, легко переходя из расплавленной ванны на поверхность, в результате, с точки зрения металлографии, получаем более чистый металл, менее склонный к горячим трещинам и коррозии.
Флюсы для ESW
ESW-процесс требует от расплавленного шлака определенных омических резистивных характеристик. В сравнении с SAW наплавкой, для обеспечения стабильности протекания процесса, его электрические свойства должны исключать образование дугового промежутка. От сочетания компонентов флюса также зависит удельная электропроводность расплавленного шлака и его вязкость. Для того чтобы обеспечить высокую скорость наплавки при соответствующих значениях тока, необходимо применять флюсы с повышенным удельным электрическим сопротивлением и пониженной вязкостью.
ПРОИЗВОДИТЕЛЬНОСТЬ ЭЛЕКТРОШЛАКОВОЙ ЛЕНТОЧНОЙ НАПЛАВКИ
Процесс электрошлаковой ленточной наплавки был разработан в начале 70-х годов 20 века, для повышения производительности за счет увеличения производительности наплавки и уменьшения доли участия в наплавке основного металла по сравнению с SAW-процессом. Для получения заданных свойств, часто хватает всего одного слоя, наплавленного ESW, что значительно снижает расходы на сварочные материалы. ESW может также использоваться для высокопроизводительной наплавки второго слоя, когда требуется наплавка в два слоя. Первый, как правило, буферныйслой, выполняется SAW или ESW наплавкой. Уникальный высокоосновный флюс OK Flux 10.14 про-
ESW может также использоваться для высокопроизводительной наплавки второго слоя, когда требуется наплавка в два слоя. Первый, как правило, буферныйслой, выполняется SAW или ESW наплавкой. Уникальный высокоосновный флюс OK Flux 10.14 про-
изводства ESAB, используемый для электрошлакового процесса, разработан специально для одно- и многопроходной высокопроизводительной наплавки аустенитными лентами на предельно высоких скоростях (до 45 см/мин при использовании ленты 60х0,5 мм). Лента 60х0,5 мм является наиболее часто применимой и допускает наплавку на токах до 2300 А. Разница в производительностях наплавки различными способами представлена на диаграмме ниже.
АВТОМАТИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ НАПЛАВКИ
ESAB поставляет оборудование с различными опциями для процесса ленточной наплавки:
— Колонны СаВ 300/460/600
— Контроллеры процесса наплавки на базе блоков PEH и PLC или нескольких PLC для выполнения пошаговой или спиральной наплавки
— Головки для ленточной наплавки методом SAW и ESW
— Компактные головки для наплавки внутренних поверхностей изделий с малым диаметром.
— Механизмы подачи ленты с воздушным и водяным охлаждением
— Поворотные кронштейны, позволяющие быстро менять положение головки под кольцевую или продольную наплавку.
— Система слежения за положением головки над наплавляемой поверхностью.
ESW ЛЕНТОЧНАЯ НАПЛАВКА ЗАТВОРОВ ДЛЯ НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
Предприятиям химической или нефтехимической отраслей приходиться сталкиваться с вопросами транспортировки и регулирования потоков жидких или газообразных сред. В последнее десятилетие затворы, изготовленные целиком из дорогостоящих металлов, были вытеснены литыми или коваными из C-Mn углеродистых сталей, покрытых защитным слоем. От качества этого покрытия зависит работоспособность затворов. Применительно к затворам, используемым в системах транспортировки газов, рабочий слой выполняется из нержавеющей стали типа AISI 316, т.к. он подвергается только коррозии. В то же время поверхностные слои, выполненные из никелевого сплава Инконел 625 (Inconel 625), используемые для запорной арматуры систем перекачки сырой нефти, подвергаются комбинированному воздействию – коррозия плюс абразивный износ.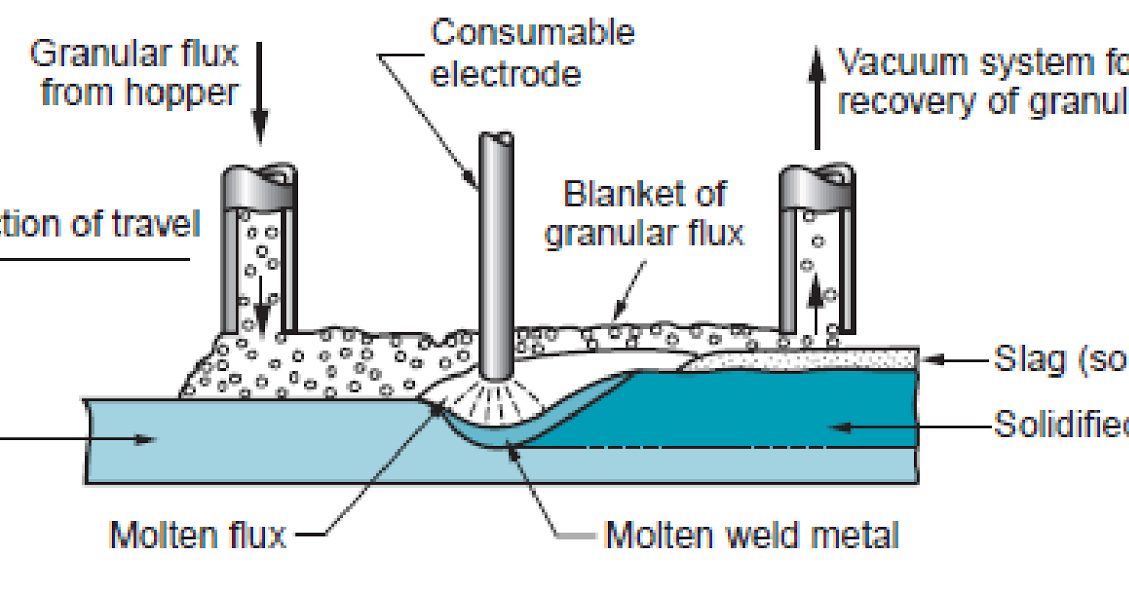
Сварочные материалы
Для ESW ленточной наплавки 316-го сплава применяют следующую комбинацию флюс/проволока:
— Однослойная наплавка: OK Flux 10.10/OK Band 309LMo ESW.
— Двухслойная наплавка: OK Flux 10.10/OK Band 309LMo ESW, первый слой SAW-процесс, OK Flux 10.10/OK Band 316L, второй слой ESW-процесс. Для ESW ленточной наплавки сплава Инконел 625 применяют следующую комбинацию флюс/проволока: — OK Flux 10.11/OK Band NiCrMo3, данная комбинация гарантирует оптимальные результаты по результатам
химического анализа и состоянию поверхности, как при однослойной, так и двухслойной наплавке.
Более подробно с ознакомиться с комплексными решениями, включая источники питания, оборудование, ленты и флюсы, а также посмотреть результаты собственных технологических разработок и металлографических исследований в области ленточной наплавки выпускаемой компанией ESAB можно здесь НАПЛАВКА ЛЕНТАМИ ТЕХНИЧЕСКИЙ СПРАВОЧНИК.pdf
Механизированные способы электродуговой сварки и наплавки
Механизированные способы электродуговой сварки и наплавки
Автоматическая наплавка под слоем флюса — один из прогрессивных и широко применяемых способов восстановления деталей на ремонтных предприятиях. Впервые он был разработан Киевским институтом электросварки им. Е. О. Патона.
Впервые он был разработан Киевским институтом электросварки им. Е. О. Патона.
Сущность этого способа заключается в следующем. К дуге, образующейся между электродом 6 и поверхностью вращающейся детали, через мундштук специальным устройством (автоматом) непрерывно подается электродная проволока, а из бункера слоем 50…60 мм насыпается гранулированный флюс. Дуга, утопленная в массе флюса, горит под жидким слоем расплавленного флюса в газовом пространстве. Жидкий слой флюса надежно предохраняет расплавленный металл от окружающего воздуха, в большой степени уменьшает разбрызгивание металла, улучшает формирование шва, использование теплоты дуги и материала электродной проволоки. Шлаковая корка, образующаяся при остывании, замедляет охлаждение расплавленного металла и улучшает условия формирования его структурных превращений. Небольшой вылет электрода (расстояние от мундштука до детали) дает возможность увеличить плотность применяемых сварочных токов до 150…200 А/мм2. Значительно улучшаются условия труда сварщика. Потери на угар и разбрызгивание металла при наплавке под слоем флюса не превышают 2% от массы расплавленного металла. Коэффициент наплавки составляет 14…16 г/А-ч, то есть в 1,5…2 раза выше, чем при ручной сварке.
Потери на угар и разбрызгивание металла при наплавке под слоем флюса не превышают 2% от массы расплавленного металла. Коэффициент наплавки составляет 14…16 г/А-ч, то есть в 1,5…2 раза выше, чем при ручной сварке.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Схема автоматической наплавки под слоем флюса:
1 — деталь; 2 — слой флюса; 3 — газовое пространство; 4 — бункер с флюсом; 5 — мундштук; 6 — электрод; 7 — электрическая дуга; 8 — шлаковая корка; 9 — наплавленный слой (шов).
При наплавке под слоем флюса оба сомножителя в этой формуле значительно больше, чем при ручной сварке, поэтому производительность возрастает в 6… 10 раз.
Недостатки сварки под слоем флюса — невидимость дуги и значительные расход и стоимость флюса. Невидимость места сварки требует повышенной точности подготовки изделия к процессу и сборке, а кроме того, затрудняет сварку при сложной конфигурации шва.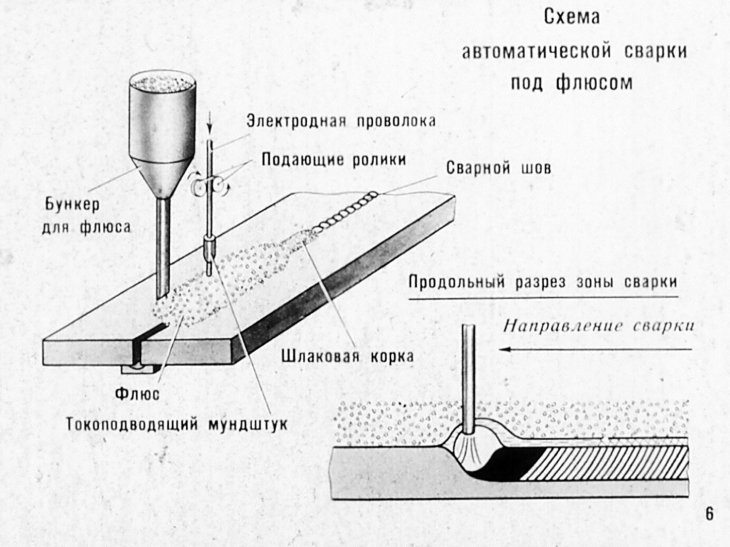
Автоматическую наплавку под флюсом применяют для восстановления плоских и цилиндрических деталей. Изношенные тракторные и автомобильные детали наплавляют на специальных токарных станках, которые оборудуют редуктором, позволяющим получать частоту вращения шпинделя в пределах от 0,2 до 5 мин“1.
Сварочную головку устанавливают на суппорте станка. Для подвода тока к детали на шпинделе устанавливают токосъемник. Деталь, подготовленную к наплавке, зажимают в токарном патроне или в центрах. Наплавка деталей диаметром менее 80 мм затруднительна, а диаметром менее 40 мм совсем невозможна. Это следует отнести к недостаткам данного способа. Чтобы получить шов хорошего качества на поверхности детали, электрод смещают от зенита в направлении против вращения детали на размер а. Смещение зависит от диаметра детали, силы сварочного тока, длины и напряжения дуги, частоты вращения. При наплавке деталей диаметром 80…300 мм смещение электрода колеблется от 5 до 30 мм, с уменьшением диаметра смещение увеличивается.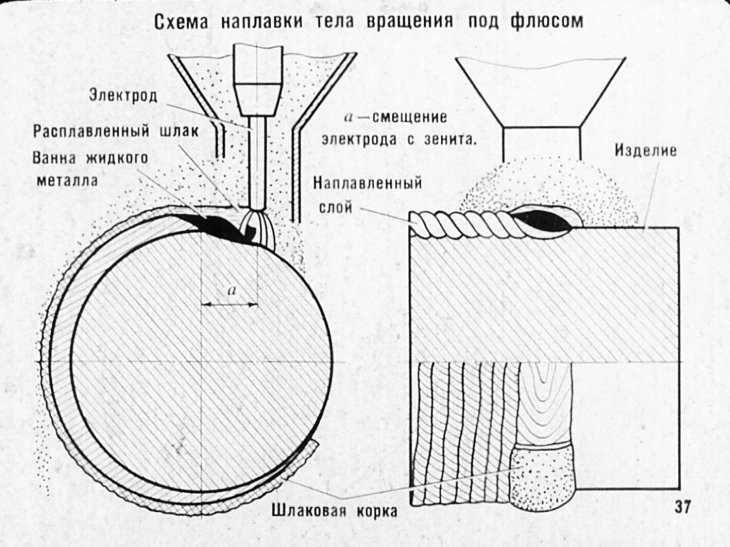 В каждом конкретном случае смещение электрода определяют опытным путем по качеству шва.
В каждом конкретном случае смещение электрода определяют опытным путем по качеству шва.
Хорошее качество наплавки во многом зависит от применяемого флюса. При автоматической наплавке используются плавленые и неплавленые керамические флюсы, а также флюсы-смеси.
Плавленые флюсы представляют собой сравнительно сложные силикаты, по своим свойствам близкие к стеклу. Температура их плавления не более 1200 °С. По размеру зерен (0,1…5 мм) оНи стандартизированы на четыре группы. В состав плавленых флюсов не входят ферросплавы, свободные металлы, углеродистые вещества. Эти флюсы, как правило, слабые раскислители. В ремонтной практике наибольшее применение получили плавленые флюсы ДН-348А, ОСЦ-45 и АН-15, содержащие в своем составе 35…43% закиси марганца. Такие флюсы позволяют получить наибольшую устойчивость дуги, меньше выделяют вредных примесей и в сочетании с углеродистыми и низколегированными проволоками способствуют высокому качеству наплавки.
Керамические флюсы по своему составу и способу приготовления во многом сходны с качественными (толстыми) покрытиями электродов. Эти флюсы наряду с защитными содержат легирующие и модифицирующие элементы. В отличие от плавленых флюсов керамические позволяют в широком диапазоне легировать наплавленный слой и при использовании даже дешевой низкоуглеродистой проволоки получать качественные износостойкие покрытия. Размер зерен выпускаемых керамических флюсов 1..3 мм. Наибольшее применение для наплавки деталей получили флюсы АНК-3, АНК-30, АНК-18, АНК-19 и ЖСН-1.
Эти флюсы наряду с защитными содержат легирующие и модифицирующие элементы. В отличие от плавленых флюсов керамические позволяют в широком диапазоне легировать наплавленный слой и при использовании даже дешевой низкоуглеродистой проволоки получать качественные износостойкие покрытия. Размер зерен выпускаемых керамических флюсов 1..3 мм. Наибольшее применение для наплавки деталей получили флюсы АНК-3, АНК-30, АНК-18, АНК-19 и ЖСН-1.
Флюсы- смеси приготавливают преимущественно из плавленых и керамических в различных соотношениях в зависимости от того, какие свойства важно получить в наплавленном металле. При смешивании необходимо, чтобы размер зерен и их плотность были близкими. Иногда в плавленые флюсы добавляют до 40% чугунной стружки, которая повышает коэффициент наплавки и твердость наплавленного слоя за счет его науглероживания.
Электродная проволока для наплавки изношенных деталей под слоем флюса выбирается принципиально так же, как и при ручной наплавке. Кроме сварочной проволоки типа Св, широко используют специальную наплавочную проволоку типа Нп (Нп-30, Нп-50Г, Нп-30Х5, Нп-45Х4ВЗФ и др. ).
).
Все большее распространение при восстановлении деталей получают порошковые проволоки. Они представляют собой непрерывный электрод диаметром 2,5…5,0 мм, состоящий из металлической оболочки, заполненной порошком. В качестве наполнителя применяют смесь металлических порошков, ферросплавов, шлако-и газообразующих и других элементов, подобных используемым для электродных покрытий. Изменение состава наполнительных порошков позволяет с достаточно большой точностью получать необходимое качество наплавленного слоя без дополнительной защиты зоны наплавки флюсом или другим способом.
Порошковые проволоки марок ПП-АН1, ПП-1ДСК и другие при сварке или наплавке низко- и среднеуглеродистых сталей позволяют получать хорошее качество шва без дополнительной защиты. Самозащитные проволоки марок ПП-ЗХ13-0, ПП-ЗХ4ВЗФ-0 и другие дают поверхность повышенной износостойкости с твердостью до HRC 56 без термической обработки.
Повышение производительности при восстановлении сильно изношенных деталей (опорных катков, поддерживающих роликов, направляющих колес гусеничных тракторов и др. ) достигают применением двух и многоэлектродной наплавки, а также наплавки стальным или порошковым ленточным электродом.
) достигают применением двух и многоэлектродной наплавки, а также наплавки стальным или порошковым ленточным электродом.
Автоматической наплавкой под слоем флюса восстанавливают шейки коленчатых валов и другие ответственные детали, поверхности которых находятся в условиях повышенного изнашивания.
Автоматическая наплавка в среде защитных газов. Во многих случаях, когда затруднительно, невозможно или слишком дорого применять сварку под слоем флюса, используют другие защитные среды: аргон, углекислый газ, пар и т. п. Наибольшее применение в ремонте машин получил углекислый газ.
Сущность процесса наплавки в среде углекислого газа заключается в следующем. Газ подается в зону сварки из специальных горелок, монтируемых на автоматических сварочных головках, а также с помощью специальных аппаратов, предназначенных для сварки в среде углекислого газа. Из баллона по трубке углекислый газ поступает в сопло горелки, прикрепленной к мундштуку. Омывая наконечник и электродную проволоку, углекислый газ оттесняет воздух и защищает зону сварки от воздействия азота и кислорода.
Преимущества этого способа: видимость места сварки, отсутствие шлаковой корки, дешевизна углекислого газа по сравнению с флюсом и возможность наложения неудобных и сложной конфигурации швов вплоть до потолочных.
Применение тонкой электродной проволоки толщиной 0,5…1,2 мм на малых токах в сочетании с видимостью процесса дало возможность широко использовать этот способ при ремонте кузовов, кабин и оперения тракторов и автомобилей.
Недостаток наплавки в среде углекислого газа — повышенная податливость наплавленного слоя к образованию трещин, а также к выгоранию легирующих элементов. Этому способствует разложение углекислого газа при высоких температурах на оксид углерода и атомарный кислород. Вредное явление предупреждают, применяя электродную проволоку с повышенным содержанием марганца, кремния, хрома, титана и других раскислителей.
Иногда вместо углекислого газа для защиты зоны сварки применяют пар. В этом случае изготавливают новое сопло горелки, которое отличается тем, что во внутренней части сделана кольцевая полость для сбора конденсата. Пар значительно дешевле флюса и углекислого газа, но наплавляемый шов может получаться с порами и трещинами. Поэтому пар применяют для наплавки неответственных деталей: опорных катков, поддерживающих роликов, направляющих колес и др.
Пар значительно дешевле флюса и углекислого газа, но наплавляемый шов может получаться с порами и трещинами. Поэтому пар применяют для наплавки неответственных деталей: опорных катков, поддерживающих роликов, направляющих колес и др.
Рис. 2. Схема автоматической наплавки в среде углекислого газа:
1 — мундштук; 2 — трубка для углекислого газа; 3 — сопло; 4 — наконечник; 5 — электродная проволока.
Оборудование для автоматической наплавки состоит из источника питания током, сварочной головки и станка для наплавки или переоборудованного токарного станка.
Источники питания током. Обычно используют постоянный ток, потому что при переменном токе сложнее добиться устойчивого горения дуги. В качестве источника тока используют сварочные преобразователи типа ПСО-300, ПД-501, ГД-502 или универсальные сварочные выпрямители типов ВДУ-305, ВДУ-504, ВДУ-1201 и ВДУ-1601. Кроме того, для автоматической сварки и наплавки промышленность выпускает специальные выпрямители типа ВДГ-601.
Сварочная головка — основной элемент автоматической наплавочной установки. Она состоит из подающего механизма с электродвигателем и редуктором, позволяющим изменять скорость подачи проволоки в широком диапазоне; кассеты для электродной проволоки; бункера для флюса и аппаратного ящика или щита управления. На ремонтных предприятиях применяют головки марок А-580М, А-874М, А-874С, А-384МК, ОКС-5523 ГОСНИТИ и др.
Наряду с автоматами для сварки и наплавки широко применяют полуавтоматы. В них механизирована только подача прго-волоки и флюса, а сварочную дугу перемещают вручную. Поэтому токопроводящий мундштук отделен от механизма подачи проволоки и выполнен в виде держателя для удобства пользования. Механизм подачи проволоки соединен с держателем гибким шлангом, внутри которого проходит электродная проволока. Это дает возможность большой маневренности. Таким полуавтоматом можно сваривать швы любой конфигурации даже в труднодоступных местах.
Деление сварочных аппаратов на автоматы и полуавтоматы можно считать условным. Достаточно закрепить держатель полуавтомата на суппорте токарного станка, а свариваемой детали сообщить постоянную скорость движения в направлении свариваемого шва, как полуавтомат превращается в автомат. Поэтому полуавтоматы на ремонтных предприятиях используют более широко, чем автоматы. По своему назначению полуавтоматы условно разделяют на полуавтоматы для сварки под слоем флюса, в защитных газах, универсальные и специальные.
Достаточно закрепить держатель полуавтомата на суппорте токарного станка, а свариваемой детали сообщить постоянную скорость движения в направлении свариваемого шва, как полуавтомат превращается в автомат. Поэтому полуавтоматы на ремонтных предприятиях используют более широко, чем автоматы. По своему назначению полуавтоматы условно разделяют на полуавтоматы для сварки под слоем флюса, в защитных газах, универсальные и специальные.
г Для сварки под слоем флюса используют полуавтоматы ПШ-54, ПДШМ-500 и ПДШР-500, но в ремонтной практике они не получили большого применения из-за невидимости дуги при сварке и низкой маневренности. В ремонте более широко используют полуавтоматы марок А-547У, А-547Р, ПДПГ-500, А-929С и другие для сварки в защитных газах и универсальные полуавтоматы марок А-715, А-765, А-1197 и др. Универсальные полуавтоматы снабжены сменным унифицированным оборудованием, позволяющим использовать их для сварки и наплавки под слоем флюсов, в защитных газах, а также сплошной и порошковой проволоками.
Специальные полуавтоматы выпускают для выполнения сварки в монтажных или полевых условиях и, кроме того, для сварки цветных металлов.
Переносные полуавтоматы А-1114 и ранцевого типа ПДГ-304 предназначены для сварки в монтажных и полевых условиях на постоянном токе проволокой диаметрами от 0,8 до 2 мм. Полуавтомат ПШП-10 предназначен для сварки алюминия и его сплавов в защитных газах.
Станки для наплавки. В качестве устройства для перемещения наплавляемой детали, автоматической и сварочной головки на ремонтных предприятиях часто используют токарный станок, оборудованный специальным редуктором, понижающим частоту вращения шпинделя. Наплавляемую деталь крепят в шпинделе или в центрах станка, а сварочную головку — на суппорте. Но уже разработаны универсальные (У-651, У-652 и др.) и специализированные (У-425, У-427 и др.) наплавочные станки.
Вибродуговая наплавка — разновидность автоматической наплавки под слоем флюса и в защитных газах. Она отличается тем, что сварку ведут проволочным электродом с частотой 50…110 колебаний в секунду. Амплитуда колебаний электрода относительно наплавляемой детали обычно составляет 1…3 мм. Вибрация электрода существенно влияет на качество наплавки и на весь ход процесса и дает ряд преимуществ по сравнению с обычной электродуговой наплавкой.
Амплитуда колебаний электрода относительно наплавляемой детали обычно составляет 1…3 мм. Вибрация электрода существенно влияет на качество наплавки и на весь ход процесса и дает ряд преимуществ по сравнению с обычной электродуговой наплавкой.
В связи с разрывом дуги при вибродуговой наплавке происходит мелкокапельный переход металла с электрода на деталь; образуется минимально возможная сварочная ванна, способствующая достаточно хорошему сплавлению электродного металла с основным, небольшому нагреву детали и созданию малой по глубине зоны термического влияния. Кроме того, уменьшается выгорание легирующих элементов электродной проволоки по сравнению с обычной дуговой наплавкой. Вибродуговой наплавкой можно получить сравнительно тонкие и весьма прочные покрытия толщиной 0,8…2,5 мм на круглых деталях диаметром от 15 мм и больше.
Часто при вибродуговой наплавке используют охлаждающую жидкость (3…5%-ный водный раствор кальцинированной соды), которую подают н,а деталь в виде струи на 15…20 мм выше зоны горения дуги.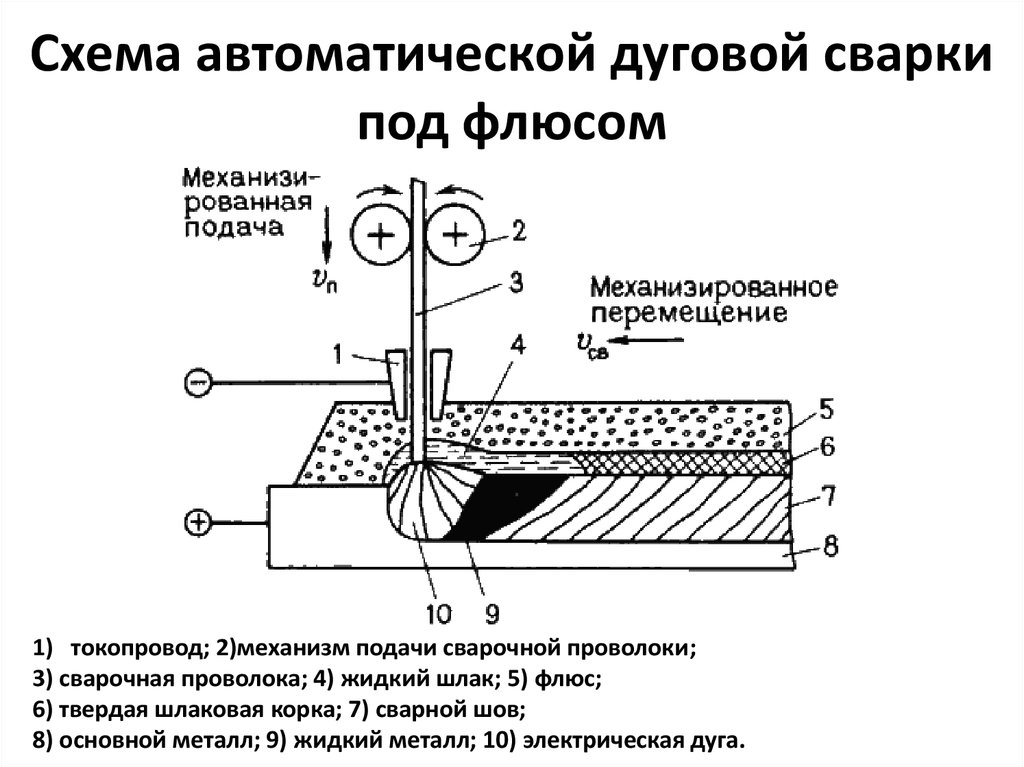
Наряду с преимуществами вибродуговая наплавка имеет и целый ряд недостатков. Наплавленный слой часто получается пористым и неоднородным по твердости и структуре металла. В результате усталостная прочность деталей снижается почти в 2 раза. В связи с этим применение вибродуговой наплавки для восстановления ответственных деталей, подвергающихся большим знакопеременным и циклическим нагрузкам (цапфы, коленчатые валы и др.), весьма ограниченно. Производительность вибродуговой наплавки ниже обычной автоматической, а потери на разбрызгивание и угар выше и достигают 6…8%.
Вибродуговую наплавку ведут преимущественно на постоянном токе обратной полярности при напряжении 12…20 В и плотности тока 50…70 А/мм2.
Для получения износостойких слоев применяют высокоуглеродистые наплавочные проволоки Нп-65, Нп-80, Нп-65Г, пружинную и др- Качество наплавки повышают, защищая зону сварки углекислым или другими газами.
В качестве источников питания используют такие же преобразователи и выпрямители, как при обычной автоматической наплавке.
Сварочные головки принципиально устроены так же, как и автоматические сварочные головки, но в отличие от последних не имеют бункера для флюса и снабжены вибратором. На ремонтных предприятиях в основном применяют наплавочные головки с механическим вибратором ОКС-1252, ОКС-6569, ВГ-4, ВГ-5 и ВГ-8М. Последняя предназначена для вибродуговой наплавки в среде углекислого газа.
описание технологии, преимущества и недостатки
Вопросы, рассмотренные в материале:
- 4 способа дуговой сварки
- Механизированные дуговые способы наплавки
- Способ дуговой наплавки под слоем флюса
- Вибродуговая наплавка: описание технологии
- Способ дуговой наплавки в среде защитных газов
Различные дуговые способы сварки и наплавки чаще всего применяются при ремонте изношенных или поврежденных деталей. Благодаря своей универсальности, простоте в освоении и работе, относительной дешевизне расходников и оборудования данные методы металлообработки получили наибольшее распространение.
Тот или иной способ работы с металлом выбирается, исходя из характера поломки, типа металла, свойств обрабатываемой поверхности и других параметров. Из нашего материала вы узнаете о технологии выполнения различных видов сварки и наплавки, их преимуществах и недостатках.
4 способа дуговой сварки
Сварка металла электрической дугой (также ее называют электродуговой или просто дуговой) является на данный момент самым распространенным способом неразъемного соединения различных металлов методом плавления. При такой технологии используется процесс сильного локального нагрева свариваемых кромок деталей до жидкого состояния с помощью электрической дуги. После затвердевания эти части образуют сварочный шов. Самое массовое применение в различных производственных отраслях нашли четыре способа дуговой сварки.
- Ручная дуговая сварка металла.
Такая технология выполняется двумя способами: с использованием неплавящихся или плавящихся электродов.

VT-metall предлагает услуги:
При ручном дуговом способе сварки неплавящимся электродом свариваемые кромочные поверхности заготовок располагаются впритык между собой. Возбуждается дуга между предназначенными для соединения частями изделия и неплавящимся (графитовым или угольным) электродом. Стыки деталей и присадка, которая подается в зону дуги, разогреваются до температуры плавления, в результате образуется ванна из расплавленного металла. После их затвердевания в ванночке образует сварной шов. Такой вид сварки применяют при наплавке твердых сталей, а также при сваривании цветных металлов и их сплавов.
Ручную дуговую сварку плавящимся электродом проводят при помощи так называемого штучного электрода, имеющего специальное покрытие. При такой технологии этот способ является наиболее распространенным. Электрическая дуга возбуждается аналогично варианту, рассмотренному выше, но в этом случае осуществляется плавление не только кромок, но и самого электрода.
 В результате образуется общая ванна расплавленного металла, которая затвердевает при охлаждении и формирует сварной шов.
В результате образуется общая ванна расплавленного металла, которая затвердевает при охлаждении и формирует сварной шов. - Автоматическая и полуавтоматическая сварка металла под флюсом.
Полуавтоматическая и автоматическая способы сварки под слоем флюса предназначены для механизации двух главных движений, производимых вручную при обычном типе сварки, – передвижение электрода вдоль линии свариваемых кромок изделия и его подача в зону дуги. При полуавтоматической сварке автоматизируется только подача электрода в зону дуги, а его перемещение по линии свариваемых стыков сварщик производит самостоятельно.
Автоматический дуговой способ сварки металла включает в себя механизацию всех необходимых основных операций. Расплавленный шлак, появившийся при плавлении флюса, который подается в зону дуги, выполняет функцию защиты расплавленного металла от воздействия азота и кислорода. Такой способ сварки обеспечивает качественное сварное соединение и высокую производительность.

- Дуговая сварка металла в защитном газе.
Дуговой способ сварки металла в защитном газе производится с помощью неплавящихся (вольфрамовых) или плавящихся электродов. При первом варианте сварной шов формируется за счет плавления кромок металлического изделия. В некоторых случаях используется подача присадочного материала в зону дуги. Второй вариант подразумевает расплавление электродной проволоки и ее участие в формировании шва. Подача струи защитного газа, выталкивающего воздух из зоны дуги, исключает процессы азотирования и окисления расплавленного шва.
- Электрошлаковая сварка металла.
Электрошлаковый дуговой способ сварки основан на выделении теплоты при прохождении электрического тока через расплавленный шлак. Взаиморасположение электрода и свариваемых кромочных поверхностей изделия производится под углом 45° или вертикально. Шлак выполняет функцию защиты расплавленного металла от негативного влияния воздуха.
 С нижней стороны к свариваемым деталям ручным способом приваривают металлический поддон. По обе стороны зазора между изделиями устанавливают формирующие шов подвижные медные ползуны, охлаждаемые водой с внутренней полости. После этого на поддон насыпают специальный флюс, сверху которого размещены одна или две электродные проволоки.
С нижней стороны к свариваемым деталям ручным способом приваривают металлический поддон. По обе стороны зазора между изделиями устанавливают формирующие шов подвижные медные ползуны, охлаждаемые водой с внутренней полости. После этого на поддон насыпают специальный флюс, сверху которого размещены одна или две электродные проволоки.Под слоем флюса между поддоном и электродом возбуждается дуга. Специальный механизм подает электродную проволоку в область горения дуги. В результате образовавшейся высокой температуры происходит расплавление флюса и проволоки, появляется ванна расплавленного металла со шлаковым слоем над ней. При прохождении тока через расплавленный шлак, обладающий высоким сопротивлением (по закону – Джоуля Ленца), создается необходимая для сварки температура. Пропорционально объему накопленного в ванне шлака и жидкого металла механизм подачи флюса и электродной проволоки вместе с медными ползунами автоматически снизу вверх перемещаются с той же скоростью, с какой поднимается жидкий металл.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Механизированные дуговые способы наплавки
При выборе дугового способа наплавки необходимо учитывать такие важные параметры, как характеристики материала детали, предназначенной для реставрации, физико-механические свойства наплавляемого покрытия, геометрические параметры заготовки, уровень износа и некоторые другие.
Существует два вида механизированной сварки (наплавки) – автоматическая и полуавтоматическая. В первом случае происходит механическая подача как электродных расходных материалов (лент или проволок) в область обработки, так и относительное перемещение детали и электрода. При полуавтоматическом способе сварки механическим способом перемещаются только электроды. Подача электродной проволоки производится по шлангу к держателю, который перемещается самим сварщиком по необходимой траектории вручную.
Для выполнения работ при автоматическом дуговом способе наплавки требуется следующая базовая комплектация оборудования: сварочная головка, токарный или специальный станок, источник питания и аппаратный ящик.
Конструкция сварочной головки (автомата) состоит из механизма подачи ленты или электродной проволоки (чаще всего применяются тяговые ролики) с блоками регулировки скорости подачи, опускания, подъема, поворота головки.
Некоторые модели установок для наплавки, помимо устройства подачи электрода к заготовке, оснащаются механизмом, производящим поперечные колебания электрода, что позволяет получать за один проход слой наплавления значительно большей ширины. Это способствует повышению производительности и качества шва.
Способ дуговой наплавки под слоем флюса
В отличие от ручного дугового способа наплавки, при этом методе показатель допустимой плотности тока увеличивается до 10 раз (может быть в диапазоне от 150 до 200 А/мм2), что допускает применять повышенные мощности сварочной дуги без риска перегреть электрод. При этом производительность наплавки может возрасти до семи раз.
При этом производительность наплавки может возрасти до семи раз.
Горение дуги происходит под слоем флюса, благодаря которому происходит значительное снижение теплового обмена с внешней средой. В итоге происходит существенное понижение удельного потребления электроэнергии в процессе наплавки металла с 6–8 кВт∙ч/кг до 3–5 кВт∙ч/кг. Кроме этого, обеспечивается защита сварочной ванны от негативного воздействия азота и кислорода воздушной среды. По сравнению с методом наплавки штучным электродом, при данной технологии наличие кислорода в наплавленном слое сокращается более чем в 20 раз, а азота становится в три раза ниже.
При дуговом способе наплавки под слоем флюса, по сравнению с ручной дуговой сваркой, процентный показатель потерь электродного материала на огарки и разбрызгивание сокращается с 20–30 до 2–4 %.
Между концом электродной проволоки и поверхностью детали происходит возбуждение сварочной дуги. Проволока поступает к зоне сваривания через мундштук механизма подачи, а основной металл и флюс – из флюсопровода. При высокой температуре сварочной дуги происходит плавление проволоки, флюса и основного металла и образуется сварочная ванна. Над зоной сварки образовывается жидкая пленка из флюса, то есть происходит горение дуги в газовом пузыре под расплавленной оболочкой из флюса.
При высокой температуре сварочной дуги происходит плавление проволоки, флюса и основного металла и образуется сварочная ванна. Над зоной сварки образовывается жидкая пленка из флюса, то есть происходит горение дуги в газовом пузыре под расплавленной оболочкой из флюса.
Способность оболочки из флюса поддерживать тепло дуги позволяет сократить потери на угар наносимого металла и защитить расплавленную ванну от соединения с азотом и окисления. Помимо этого, флюс (как сыпучий, так и жидкий) осуществляет давление на расплавленный металл, что способствует качественному формированию шва.
На основном металле толщина флюса находится в пределах от 20 до 80 мм, притом та часть, которая не была задействована в процессе сварки, возвращается в бункер. При перемещении сварочной ванны происходит остывание уже наплавленного металла с образованием поверх него шлаковой корки, которую впоследствии легко отделить легкими ударами заостренного молотка. Шлак дробят и в смеси со свежим флюсом повторно применяют для сварки.
С помощью дугового способа наплавки под слоем флюса можно восстанавливать и упрочнять довольно изношенные детали – с износом до 5 мм. Такую технологию используют для наплавки металлических поверхностей с цилиндрической формой (различных осей, валов, опорных катков), плоских изделий (фланцев) и деталей с криволинейными формами (лопасти гидротурбин, зубья звездочек и т. д.).
К недостаткам можно отнести следующие моменты: не используется при наплавлении деталей диаметром меньше 50 мм, не видно сварочную ванну, большой расход флюса и его высокая стоимость.
При наплавке применяется постоянный ток, так как это позволяет обеспечивать устойчивость горения дуги и, соответственно, стабильный и качественный сварной шов. Полярность используют обратную, т. е. на электрод подают положительный потенциал, а на металлическую заготовку – отрицательный. При таком способе происходит меньший нагрев детали, значит, сокращаются тепловые потери.
Вибродуговая наплавка: описание технологии
Вибродуговой способ наплавки является разновидностью автоматической сварки в среде защитных газов и под слоем флюса. При такой технологии применяют постоянный ток с обратной полярностью напряжением от 12 до 20 В и плотностью от 50 до 70 А/мм2.
При такой технологии применяют постоянный ток с обратной полярностью напряжением от 12 до 20 В и плотностью от 50 до 70 А/мм2.
В качестве источников питания применяют выпрямитель с жесткой внешней характеристикой и сварочный преобразователь. Для дополнительной индуктивности и стабилизации сварочного тока используют дроссель низкой частоты.
В конструкции наплавочной головки имеется механизм подачи, с помощью которого в зону горения дуги с заданной скоростью подается электродная проволока. При помощи электромеханического вибратора мундштук совершает возвратно-поступательные движения (вибрации) с частотой колебаний от 100 до 120 Гц.
Значение амплитуды колебаний электрода относительно детали находится в диапазоне 1–3 мм. Периодическое прерывание дуги является причиной мелкокапельного переноса металлических частиц с поверхности электрода на заготовку. По этой причине формируется предельно минимальная сварочная ванна, обеспечивающая довольно надежное сплавление основного и электродного металла, небольшую глубину области термического воздействия и невысокое нагревание заготовки, намного меньшее по сравнению с обычной дуговой наплавкой выгорание легирующих элементов.
Метод вибродуговой наплавки широко используется для восстановления износа наружных и внутренних поверхностей деталей из стали и чугуна, имеющих цилиндрические и конические формы, а также плоские заготовки. Диапазон диаметральных размеров деталей, обрабатывающихся таким способом, составляет от 8 до 200 мм.
Однослойная наплавка обеспечивает толщину слоя от 0,3 до 3 мм, а при нанесении нескольких слоев ее можно произвести любой толщины.
Функцию защиты расплавленного металла могут выполнить также пар, флюс и углекислый газ.
Способ дуговой наплавки в среде защитных газов
Для сварки различных марок металла используются следующие виды защитных газов:
- азот – для меди и сплавов на ее основе;
- углекислый газ, водяной пар – для чугуна и стали;
- гелий и аргон – для любых металлов;
- различные смеси газов.
Высокая стоимость инертных газов вынуждает ограничивать их применение при дуговом способе наплавки деталей из высоколегированных сталей и сплавов из алюминия.
Подача электродной проволоки в зону горения дуги через наконечник и мундштук, которые расположены внутри газоэлектрической горелки, происходит с определенной скоростью при помощи специального механизма.
Во время контакта детали и сварочной проволоки возникает дуга. Сразу же начинается перемешивание расплавленного металла детали и электрода. По трубке в зону горения дуги под давлением 0,05–0,2 МПа осуществляется подача углекислого газа, который вытесняет воздух и тем самым защищает расплав от негативного воздействия азота и кислорода.
При дуговом способе наплавки может использоваться токарный станок, деталь устанавливают и зажимают в патроне, на суппорте крепится наплавочная головка. Углекислый газ из баллона подается в зону горения дуги. При выходе газа из баллона происходит его быстрое расширение и понижение температуры, по этой причине остаточная влага в баллоне может привести к обмерзанию понижающего редуктора и его преждевременной поломке. В целях исключения такого отрицательного момента применяют осушитель и подогреватель.
Газ проходит по змеевику, подогревается при помощи электрического тэна. После этого он поступает в осушитель, в котором методом взаимодействия с поглотителями влаги (может быть медный купорос или силикагель) происходит его обезвоживание. Расходные параметры углекислого газа контролируются при помощи расходомера.
Из-за относительно небольшой стоимости углекислого газа дуговой способ наплавки в среде СО2 постепенно вытесняет вибродуговой метод и в какой-то степени наплавку под слоем флюса, а, помимо всего, и сварку штучными электродами при сваривании дугой стального тонколистового материала. Если сравнить со сваркой под слоем флюса, такой способ наплавки обладает производительностью на 25–30 % выше, причем его стоимость ниже на 10–20 %. Процесс можно довольно просто автоматизировать и механизировать, так как сварка и наплавка производится в любом пространственном положении. При отсутствии флюса исключается операция по отбиванию зоны сварного шва от шлаковых включений и остатков флюса, что особенно характерно при наплавке в несколько слоев.
С уменьшением зоны термического влияния обеспечивается высокое качество сварки, появляется возможность реставрировать детали с меньшими диаметрами (10–12 мм), а также сваривать металлы небольшой толщины. Механизированный дуговой способ наплавки в углекислом газе широко используют при ремонтах кузовов, кабин и других деталей из листовой стали небольшой толщины, а также для реставрации поверхностей шеек валов, пальцев, зубьев различных шестеренок и звездочек, осей, резьбы и др.
К минусам такого метода наплавления и реставрации поверхностей можно отнести относительно большие потери электродного материала (8–12 %) и открытое световое излучение дуги. На наплавленном слое часто появляются различные трещины и выгорание легирующих элементов. Это происходит по причине разложения углекислого газа при высоких температурах на атомарный кислород и оксид углерода. Чтобы избежать таких процессов, используют электродную проволоку с высоким содержанием кремния, хрома, марганца и некоторых раскислителей, таких как Св-15Х12НМВФБ, Св-08ХГСМА, Св-08Г2С.
Наплавка дуговым способом в среде углекислого газа производится на обратной полярности и постоянном токе.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
|
Дуговая наплавка и резка металлов Категория: Сварка металлов Дуговая наплавка и резка металлов Наплавка — процесс нанесения при помощи сварки слоя металла на поверхность изделия. Для наплавки прйменяют в основном дуговые виды сварки: ручную плавящимися и неплавящимися электродами, полуавтоматическую и автоматическую под флюсом и в защитных газах, вибродуговую, плазменную. Наряду с дуговой применяют газовую, электрошлаковую, индукционную, печную наплавку. Наплавка имеет ряд отличительных особенностей по сравнению с соединительной сваркой. При наплавке поверхностных слоев с заданными свойствами химический состав наплавленного металла существенно отличается от химического состава основного металла. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости Существует несколько способов получения легированного металла заданного химического состава: – использование легированного электродного стержня, электродной проволоки и/вд ленты сплошного сечения и нелегирующих покрытий, флюса или защитного газа; – использование проволок и лент с легирующими наполнителями в сочетании с нелегирующими покрытиями, флюсом или защитным газом; – использование нелегированного электродного стержня, проволоки или ленты и легирующего покрытия или флюса; – нанесение легирующих примесей в виде порошков, паст, брикетов и т. Рис. 1. Схемы основных способов наплавки плавлением: Возможны комбинации этих методов. Технологическими требованиями и особенностями наплавки по сравнению с соединительной сваркой являются: – минимальное перемешивание наплавляемого слоя с основным металлом для обеспечения заданного химического состава слоя и предотвращения трещин; – обеспечение минимальной зоны термического влияния; минимальные деформации и напряжения. Техника наплавки должна обеспечивать максимальную производительность наплавки, т. е. максимальное количество расплавляемого электродного (присадочного) металла в единицу времени. Производительность наплавки, выполняемой различными способами и приемами, примерно следующая (кг/ч): – ручная дуговая сварка покрытыми электродами — 0,8—3; автоматическая под флюсом одним электродом — 2—15, лентой— 5—30; – в углекислом газе— 1,5—8; – самозащитной порошковой проволокой — 2—9, лентой — 10— 20; – электрошлаковая проволочными электродами — 20—60, электродом большого сечения — до 150; – плазменная — 2—12; – вибродуговая — 1,2—3. Техника наплавки при использовании электродной проволоки предусматривает наложение ниточных валиков с перекрытием предыдущего валика на 1/3 его ширины или валиков с поперечными колебаниями электрода. При наплавке плоских поверхностей целесообразно применять широкие валики, т. е. вести процесс с колебательными движениями, а также использовать электродные ленты. Наплавку тел вращения выполняют вдоль образующей или круговыми валиками по винтовой линии. Для уменьшения деформаций и напряжений применяют проковку после наплавки. Реклама:Читать далее:Виды наплавки
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
Наплавка металлов
ОБЩИЕ СВЕДЕНИЯ О НАПЛАВКЕ
Наплавка предусматривает нанесение расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами. Наплавку применяют для восстановления изношенных деталей, а также при изготовлении новых деталей с целью получения поверхностных слоев, обладающих повышенными твердостью, износостойкостью, жаропрочностью, кислотостойкостью или другими свойствами. Она позволяет значительно увеличить срок службы деталей и намного сократить расход, дефицитных материалов при их изготовлении. При большинстве методов наплавки, так же как и при сварке, образуется подвижная сварочная ванна. В головной части ванны основной металл расплавляется и перемешивается с электродным металлом, а в хвостовой части происходят кристаллизация расплава и образование металла шва. Наплавлять можно слои металла как одинаковые по составу, структуре и свойствам с металлом детали, так и значительно отличающиеся от них. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости.
Наплавка может производиться на плоские, цилиндрические, конические, сферические и другие формы поверхности в один или несколько слоев. Толщина слоя наплавки может изменяться в широких пределах — от долей миллиметра до сантиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому при наплавке должен выполняться ряд технологических требований. В первую очередь таким требованием является минимальное разбавление направленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. Далее при наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформации. Это требование обеспечивается за счет уменьшения глубины проплавления регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
Рис.1 СХЕМА НАПЛАВКИ СЛОЕВ Рис.2 НАПЛАВКА ТЕЛ ВРАЩЕНИЯ
Технология наплавки различных поверхностей предусматривает ряд приемов нанесения наплавленного слоя: ниточными валиками с перекрытием один другого на 0,3-0,4 их ширины, широкими валиками, полученными за счет поперечных к направлению оси валика колебаний электрода, электродными лентами и др. Расположение валиков с учетом их взаимного перекрытия характеризуется шагом наплавки (рис.1).
Рис.3 СМЕЩЕНИЕ ЭЛЕКТРОДА ПРИ
НАПЛАВКЕ ТЕЛ ВРАЩЕНИЯ
а — наклонно расположенным электродом
б — вертикально расположенным электродом
Наплавку криволинейных поверхностей тел вращения выполняют тремя способами (рис.2): наплавкой валиков вдоль образующей тела вращения, по окружностям и по винтовой линии. Наплавку по образующей выполняют отдельными валиками так же, как при наплавке плоских поверхностей. Наплавка по окружностям также выполняется отдельными валиками до полного замыкания начального и конечного участков их со смещением на определенный шаг вдоль образующей. При винтовой наплавке деталь вращается непрерывно, при этом источник нагрева перемещается вдоль оси тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки. При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении вращения детали. В этом случае целесообразно источник нагрева смещать в сторону, противоположную направлению вращения, учитывая при этом длину сварочной ванны и диаметр изделия (рис.3).
Выбор технологических условий наплавки производят, исходя из особенностей материала наплавляемой детали. Наплавку деталей из низкоуглеродистых и низколегированных сталей обычно производят в условиях без нагрева изделий. Наплавка средне- и высокоуглеродистых, легированных и высоколегированных сталей часто выполняется с предварительным нагревом, а также с проведением последующей термообработки с целью снятия внутренних напряжений.
Нередко такую термообработку (отжиг) выполняют после наплавки для снижения твердости перед последующей механической обработкой слоя. Для выполнения наплавки в основном применяют способы дуговой и электрошлаковой сварки. При выборе наиболее рационального способа и технологии наплавки следует учитывать условия эксплуатации наплавленного слоя и экономическую эффективность процесса.
СПОСОБЫ И ТЕХНОЛОГИЯ НАПЛАВКИ
Дуговая наплавка под флюсом. Нагрев и расплавление металла, так же как при сварке, осуществляются теплом дуги, горящей между плавящимся электродом и основным металлом под слоем флюса. Наплавка под флюсом является одним из основных видов механизированной наплавки. Основными преимуществами являются непрерывность и высокая производительность процесса, незначительные потери электродного металла, отсутствие открытого излучения дуги. Отличительной особенностью наплавки под флюсом является хороший внешний вид наплавленного слоя (гладкая поверхность и плавный переход от одного наплавленного валика к другому). В процессе наплавки возможны четыре основных способа легирования наплавленного металла (рис.4).
Р и с. 4. СПОСОБЫ ЛЕГИРОВАНИЯ НАПЛАВЛЕННОГО МЕТАЛЛА:
a — через сварочную проволоку, б — порошковую проволоку,
в — керамический флюс, г — укладка легированной присадки
1. Применение легированной проволоки или ленты и обычных плавленных флюсов. Для наплавки используют легированные сварочные проволоки, специальные наплавочные проволоки и легированные ленты, в том числе спеченные. Наплавка производится под флюсами АН-20, АН-26 и др., которые выбирают в зависимости от состава электродного металла.
2. Применение порошковой проволоки или порошковой ленты и обычных плавленных флюсов. Порошковая проволока или лента расплавляется в дуге и образует однородный жидкий расплав. Этотспособ позволяет получить наплавленный металл с общим содержанием легирующих примесей до 40-50%. Марка порошковойпроволоки или ленты выбирается в зависимости от необходимого типа наплавленного металла и его требуемой твердости.
3. Применение обычной низкоуглеродистой проволоки или ленты и легирующих наплавленных флюсов (керамических). Этот способ позволяет ввести в наплавленный металл до 35% легирующих примесей. При наплавке наибольшее применение получили керамические флюсы АНК-18 и АНК-19, обеспечивающие хорошее формирование наплавленного металла, легкую отделимость шлаковой корки, высокую стойкость наплавленного металла против образования пор и трещин.
4. Применение обычной низкоуглеродистой проволоки или ленты и обычных плавленных флюсов с предварительной укладкой легирующих материалов на поверхность наплавляемого изделия. Здесь возможна предварительная засыпка или дозированная подача легирующих порошков, а также предварительная укладка прутков или полосок легированной стали, намазывание специальных паст на место наплавки и др. Во всех случаях нанесенный легирующий материал расплавляется дугой и переходит в наплавленный металл.
В связи с тем что в технологии выполнения между наплавкой и сваркой много общего, для наплавки применяется то же оборудование, что и при сварке соответствующими способами.
Наплавку углеродистых и низколегированных сталей выполняют под плавленными флюсами ОСЦ-45, АН-348-А. Флюс АН-60 пригоден для одно- и многоэлектродной наплавки низкоуглеродистых и низколегированных сталей на нормальных и повышенных скоростях, а также для наплавки электродными лентами.
Наплавку легированных сталей производят под низкокремнистыми плавленными флюсами АН-22, АН-26 и др., а высоколегированные хромоникеливые стали и стали других типов с легкоокис-ляющимися элементами (титан, алюминий) — под фторидными флюсами АНФ-1 и АНФ-5.
Для предупреждения образования шлаковых включений и не-проваров в наплавленном слое при многослойной наплавке необходимо тщательно удалять шлаковую корку с предыдущих слоев.
Дуговая наплавка в защитных, газах. Наплавку в защитных газах применяют в тех случаях, когда невозможны или затруднены подача флюса и удаление шлаковой корки. Преимуществами данного вида наплавки являются визуальное наблюдение за процессом и возможность его широкой механизации и автоматизации с использованием серийного сварочного оборудования. Ее применяют при наплавке деталей в различных пространственных положениях, внутренних поверхностей, глубоких отверстий, мелких деталей и сложных форм и т. п. Технология выполнения наплавки в защитных газах во многом сходна с технологией наплавки под флюсом, отличие лишь в том, что вместо флюсовой применяют газовую защиту зоны сварки. Помимо перечисленных преимуществ это освобождает сварщика от необходимости засыпки флюса и удаления шлака. С целью уменьшения разбрызгивания металла наплавка в защитном газе производится самой короткой дутой. Наплавку плоских поверхностей во избежание коробления деталей производят отдельными участками «вразброс». Цилиндрические детали можно наплавлять по винтовой линии как непрерывным валиком, так и с поперечными колебаниями электрода: Короткие участки могут наплавляться продольными валиками вдоль оси цилиндрической детали, но здесь возможно возникновение деформаций, которые в процессе наплавки следует уравновешивать. Для этого наплавка каждого последующего валика должна производиться с противоположной стороны по отношению к уже наплавленному. При наплавке внутренних цилиндрических и конических поверхностей применяют специальные удлиненные мундштуки.
Наплавка может производиться в углекислом газе, аргоне, гелии и азоте. Высоколегированные стали, а также сплавы на алюминиевой и магниевой основе наплавляются в аргоне или гелии. Наплавка меди и некоторых ее сплавов может производиться в азоте, который ведет себя по отношению к ней нейтрально. При наплавке углеродистых и легированных сталей используют более дешевый углекислый газ. Наплавка может производиться как плавящимся, так и неплавящимся электродами. Неплавящийся вольфрамовый электрод обычно применяют при наплавке в аргоне и гелии. Наибольшее распространение получила наплавка в углекислом газе плавящимся электродом на постоянном токе обратной полярности. Учитывая, что углекислый газ окисляет расплавленный металл, в наплавочную проволоку обязательно вводят раскислители (марганец, кремний и др.). При наплавке применяют как проволоку сплошного сечения, так и-порошковую. Для наплавки деталей из углеродистых и низколегированных сталей с целью восстановления их размеров применяют сварочные проволоки сплошного сечения Св-08ГС, Св-08Г2С, Св-12ГС, а также наплавочные Нп-40, Нп-50, Нп-ЗОХГСА и др. При необходимости получения наплавленного слоя с особыми свойствами применяют порошковые проволоки.
Недостатком способа является то, что в процессе наплавки в углекислом газе наблюдается сильное разбрызгивание жидкого металла, приводящее к налипанию брызг на мундштук и засорению сопла горелки. Кроме того, возможность сдувания газовой струи ветром затрудняет наплавку на открытом воздухе.
Дуговая наплавка порошковыми проволоками. Наплавка порошковой проволокой с внутренней защитой основана на введении в сердечник проволоки кроме легирующих компонентов также шла-кообразующих и газообразующих материалов. Применение флюсовой и газовой защиты при наплавке такой проволокой не требуется. Легирующие элементы порошковой проволоки переходят в шов, а газо- и шлакообразующие материалы создают защиту металла от азота и кислорода воздуха. В дуге тонкая пленка расплавленного шлака покрывает капли жидкого металла и изолирует их от воздуха. Разложение газообразующих материалов создает поток защитного газа. После затвердевания на поверхности наплавленного валика образуется тонкая шлаковая корка, которая может не удаляться при наложении последующих слоев. При наплавке используют различные самозащитные порошковые проволоки. Для наплавки низко-углеродистых слоев используют сварочные проволоки типа ПП-АНЗ и др. Для получения слоев с особыми свойствами применяют специальные проволоки. Так, для наплавки деталей, работающих при больших давлениях и повышенных температурах, применяют порошковую проволоку ПП-ЗХВЗФ-О, наплавку деталей, подвергающихся интенсивному абразивному износу, производят самозащитной порошковой проволокой ПП-У15Х12М-6 (буква О в обозначении марки порошковой проволоки указывает, что данная порошковая проволока предназначена для наплавки открытой дугой).
Технология выполнения наплавки самозащитной порошковой проволокой в основном ничем не отличается от технологии наплавки в углекислом газе. Открытая дуга дает возможность точно направлять электрод, наблюдать за процессом формирования наплавляемого слоя, что имеет большое значение при наплавке деталей сложной формы. Одним из преимуществ этого способа является применение менее сложной аппаратуры по сравнению с аппаратурой, применяемой при наплавке под флюсом и защитном газе, а также возможность выполнять наплавочные работы на открытом воздухе; увеличивается производительность по сравнению с наплавкой под флюсом и в защитных газах, снижается себестоимость наплавляемого металла.
Дуговая сварка под флюсом (SAW) — Weld Guru
Дуговая сварка под флюсом (SAW) представляет собой процесс, при котором соединение металлов производится путем нагрева дугой или дугами между незащищенным металлическим электродом или электродами и изделием.
Компоненты оборудования SAW, необходимые для дуговой сварки под флюсом, показаны на рис. 10-59.
Оборудование состоит из сварочного аппарата или источника питания, устройства подачи проволоки и системы управления, сварочной горелки для автоматической сварки или сварочной горелки и кабеля для полуавтоматической сварки, бункера для флюса и механизма подачи, обычно системы регенерации флюса, и ходовой механизм для автоматической сварки.
Источник питания для дуговой сварки под флюсом должен быть рассчитан на 100-процентный рабочий цикл, поскольку операции дуговой сварки под флюсом являются непрерывными, а продолжительность сварки может превышать 10 минут.
Если используется источник питания с 60-процентным рабочим циклом, его номинальные характеристики должны быть снижены в соответствии с кривой рабочего цикла для 100-процентного режима работы.
При использовании постоянного тока переменного или постоянного тока необходимо использовать систему подачи проволоки с электродом, чувствительным к напряжению.
При использовании постоянного напряжения используется более простая система подачи проволоки с фиксированной скоростью. Система CV используется только с постоянным током.
Используются как генераторные, так и трансформаторно-выпрямительные источники питания, но более популярны выпрямительные машины.
Сварочные аппараты для дуговой сварки под флюсом в диапазоне от 300 до 1500 ампер.
Они могут быть подключены параллельно для обеспечения дополнительной мощности для сильноточных приложений.
Электроэнергия постоянного тока используется для полуавтоматических приложений, а электроэнергия переменного тока используется главным образом в машинном или автоматическом методе.
Многоэлектродные системы требуют специальных типов цепей, особенно когда используется переменный ток.
Для полуавтоматического применения сварочная горелка и кабель используются для подачи электрода и тока и подачи флюса на дугу.
Электродная проволока подается через дно этого флюсового бункера через токосъемный наконечник к дуге.
Пистолет с бункером может иметь пусковой переключатель для начала сварки или может использовать «горячий» электрод, так что при прикосновении электрода к изделию подача начинается автоматически.
Для автоматической сварки горелка крепится к двигателю механизма подачи проволоки и оснащена токосъемными наконечниками для передачи сварочного тока на электродную проволоку.
Бункер для флюса обычно крепится к горелке и может иметь клапаны с магнитным приводом, которые могут открываться или закрываться системой управления.
Другое иногда используемое оборудование может включать в себя тележку, которая может представлять собой простой трактор или сложное передвижное специализированное приспособление. Обычно предусмотрена установка для рекуперации флюса, которая собирает неиспользованный флюс для подводной дуги и возвращает его в питающий бункер.
Система дуговой сварки под флюсом может стать довольно сложной за счет включения дополнительных устройств, таких как повторители шва, ткацкие станки и рабочие вездеходы.
Схема сварки под флюсом
Рисунок 10-59. Блок-схема SAW (дуговая сварка под флюсом) Оборудование.
Преимущества сварки под флюсом
Основными преимуществами сварки под флюсом или дуговой сварки под флюсом являются:
- высокое качество металлического шва.
- чрезвычайно высокая скорость и скорость наплавки
- гладкий, равномерный сварной шов без брызг.

- мало или нет дыма.
- отсутствие вспышки дуги, поэтому минимальная потребность в защитной одежде.
- высокий коэффициент использования электродной проволоки.
- простая автоматизация для высокой производительности.
- нормально, без задействования манипулятивных навыков.
Процесс сварки под флюсом для строительства длинных стальных свай для поддержки океанской платформы.
Основные области применения SAW
Процесс сварки под флюсом широко используется при изготовлении толстолистовой стали. Это включает сварку:
- профилей
- продольный шов трубы большего диаметра
- Производство деталей машин для всех видов тяжелой промышленности,
- производство сосудов и резервуаров для работы под давлением и хранения
Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях промышленности, где используются стали средней и большой толщины.
Также используется для наплавки и наплавки, технического обслуживания и ремонта.
При сварке под флюсом флюс и проволока разделены. Оба влияют на свойства сварного шва, требуя от инженера выбора оптимальной комбинации для каждого проекта.
Ограничения процесса
Основным ограничением SAW (дуговой сварки под флюсом) является ограничение позиций сварки. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей.
Большое тепловложение и медленный цикл охлаждения могут стать проблемой при сварке закаленных и отпущенных сталей. При использовании дуговой сварки под флюсом необходимо строго соблюдать ограничение тепловложения рассматриваемой стали.
Это может потребовать выполнения многопроходных сварных швов, тогда как однопроходный сварной шов был бы приемлем для низкоуглеродистой стали. В некоторых случаях экономические преимущества могут быть снижены до такой степени, что следует рассматривать дуговую сварку с флюсовой проволокой или какой-либо другой процесс.
При полуавтоматической дуговой сварке под флюсом невозможность видеть дугу и сварочную ванну может быть недостатком при достижении корня разделки и надлежащем заполнении или определении размеров.
Демонстрация процесса сварки пилой.
Принципы работы
Процесс
Процесс дуговой сварки под флюсом показан на рис. 10-60. Он использует тепло дуги между постоянно питаемым электродом и изделием.
Рисунок 10-60: Схема процесса для SAW (дуговая сварка под флюсом)
Тепло дуги расплавляет поверхность основного металла и конец электрода. Металл, расплавленный с электрода, переносится через дугу на заготовку, где он становится наплавленным металлом шва.
Экранирование получают из слоя гранулированного флюса, который укладывают непосредственно на зону сварки. Флюс вблизи дуги плавится и смешивается с расплавленным металлом сварного шва, способствуя его очистке и укреплению.
Флюс образует стекловидный шлак, который легче по весу, чем наплавленный металл, и плавает на поверхности в качестве защитного покрытия.
Сварной шов находится под слоем флюса и шлака, отсюда и название дуговой сварки под флюсом. Флюс и шлак обычно покрывают дугу так, что ее не видно.
Нерасплавленную часть флюса можно использовать повторно. Электрод подается в дугу автоматически из катушки. Дуга поддерживается автоматически.
Перемещение может быть ручным или механическим. Дуга инициируется плавким пуском или системой реверса или возврата.
Нормальный метод применения и возможности размещения
Наиболее популярным методом применения SAW является машинный метод, при котором оператор контролирует операцию сварки.
Вторым по популярности является автоматический метод, при котором сварка выполняется нажатием кнопки. Процесс может применяться полуавтоматически; однако этот способ применения не слишком популярен.
Этот процесс нельзя применить вручную, поскольку сварщик не может управлять невидимой дугой. Процесс сварки под флюсом представляет собой процесс сварки в ограниченном положении.
Количество позиций для сварки ограничено, так как большая масса расплавленного металла и шлака очень жидкие и имеют тенденцию вытекать из соединения. Сварку можно легко выполнять в плоском положении и в горизонтальном угловом положении.
В соответствии со специальными контролируемыми процедурами возможна сварка в горизонтальном положении, иногда называемом сваркой на 3 часа.
Для этого требуются специальные устройства для удерживания флюса, чтобы расплавленный шлак и металл сварного шва не могли утечь. Процесс нельзя использовать в вертикальном или надземном положении.
Свариваемые металлы и диапазон толщины
Дуговая сварка под флюсом используется для сварки низко- и среднеуглеродистых сталей, низколегированных высокопрочных сталей, закаленных и отпущенных сталей и многих нержавеющих сталей.
Экспериментально он использовался для сварки некоторых сплавов меди, никеля и даже урана.
Металл толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,7 мм) можно сваривать без подготовки кромок. При подготовке кромок сварные швы можно выполнять за один проход на материале толщиной от 1/4 до 1 дюйма (от 6,4 до 25,4 мм).
При использовании многопроходной техники максимальная толщина практически не ограничена. Эта информация обобщена в таблице 10-22. Горизонтальные угловые швы могут выполняться до 3/8 дюйма (9,5 мм) за один проход, а в плоском положении угловые швы могут выполняться до 1 дюйма (25 мм).
Конструкция соединения
Хотя в процессе дуговой сварки под флюсом могут использоваться те же детали конструкции соединения, что и в процессе дуговой сварки защищенным металлом, для максимального использования и эффективности дуговой сварки под флюсом предлагаются другие детали соединения. Для швов с разделкой кромок можно использовать конструкцию с квадратной разделкой толщиной до 5/8 дюйма (16 мм).
За пределами этой толщины требуются фаски. Используются открытые корни, но необходимы опорные стержни, поскольку расплавленный металл будет проходить через соединение.
При сварке более толстого металла, если используется достаточно большая поверхность притупления, подкладной стержень можно не использовать. Однако для обеспечения полного провара при сварке с одной стороны рекомендуется использовать подкладные стержни. Там, где доступны обе стороны, можно выполнить подварочный шов, который сплавится с первоначальным сварным швом, чтобы обеспечить полное проплавление.
Сварочный контур и ток
В процессе дуговой сварки под флюсом или под флюсом в качестве источника сварочного тока используется либо постоянный, либо переменный ток. Постоянный ток используется для большинства приложений, использующих одну дугу. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод (DCEN).
Электропитание постоянного тока с постоянным напряжением более популярно для дуговой сварки под флюсом электродной проволокой диаметром 1/8 дюйма (3,2 мм) и меньше.
Система постоянного тока обычно используется для сварки электродной проволокой диаметром 5/3 2 дюйма (4 мм) и более. Схема управления мощностью CC более сложна, поскольку она пытается дублировать действия сварщика, чтобы сохранить определенную длину дуги. Система подачи проволоки должна определять напряжение на дуге и подавать электродную проволоку в дугу, чтобы поддерживать это напряжение. При изменении условий подача проволоки должна замедляться или ускоряться, чтобы поддерживать заданное напряжение на дуге. Это усложняет систему управления. Система не может реагировать мгновенно. Запуск дуги более сложен при использовании системы постоянного тока, так как она требует использования реверсивной системы для зажигания дуги, втягивания и последующего поддержания заданного напряжения дуги.
Для сварки под флюсом переменного тока всегда используется постоянный ток. Когда системы с несколькими электродными проводами используются как с дугами переменного, так и с постоянным током, используется система питания постоянного тока. Однако система постоянного напряжения может применяться, когда два провода подаются в дугу, питаемую одним источником питания. Сварочный ток для дуговой сварки под флюсом может варьироваться от 50 ампер до 2000 ампер. В большинстве случаев дуговая сварка под флюсом выполняется в диапазоне от 200 до 1200 ампер.
Скорость наплавки и качество сварки
Скорость наплавки при дуговой сварке под флюсом выше, чем при любом другом процессе дуговой сварки. Скорости осаждения для одиночных электродов показаны на рисунке 10-62. Есть по крайней мере четыре взаимосвязанных фактора, которые контролируют скорость наплавки при дуговой сварке под флюсом: полярность, длинный вылет, добавки во флюс и дополнительные электроды. Скорость осаждения является самой высокой для отрицательного электрода постоянного тока (DCEN). Скорость осаждения для переменного тока находится между DCEP и DCEN. Полярность максимального тепла — отрицательный полюс.
Скорость наплавки при любом сварочном токе можно увеличить, удлинив «вылет». Это расстояние от точки подачи тока на электрод до дуги. При использовании «длинного вылета» величина проходки уменьшается. Скорость осаждения может быть увеличена за счет добавления металлических добавок в флюс под флюсом. Дополнительные электроды могут использоваться для увеличения общей скорости осаждения.
Качество металла шва, наплавленного в процессе дуговой сварки под флюсом, высокое. Прочность и пластичность металла сварного шва превышают таковые у мягкой стали или низколегированного основного материала, если используется правильное сочетание электродной проволоки и флюса под флюсом. Когда сварка под флюсом выполняется машинным или автоматическим способом, исключается человеческий фактор, присущий процессам ручной сварки. Сварка будет более однородной и без несоответствий. Как правило, размер валика сварного шва за один проход при дуговой сварке под флюсом намного больше, чем при любом другом процессе дуговой сварки. Подвод тепла выше, а скорость охлаждения медленнее. По этой причине газам предоставляется больше времени для выхода. Кроме того, поскольку шлак под флюсом имеет меньшую плотность, чем металл сварного шва, он будет всплывать к верхней части сварного шва. Единообразие и согласованность являются преимуществами этого процесса при автоматическом применении.
При использовании полуавтоматического метода нанесения могут возникнуть некоторые проблемы. Электродная проволока может искривляться на выходе из сопла сварочного пистолета. Эта кривизна может привести к тому, что дуга загорится в неожиданном для сварщика месте. При сварке достаточно глубоких канавок искривление может привести к тому, что дуга будет направлена к одной стороне сварного шва, а не к его корню. Это приведет к неполному срастанию корней. Флюс будет задерживаться в корне сварного шва. Другая проблема с полуавтоматической сваркой заключается в том, что необходимо полностью заполнить разделку под сварку или сохранить точный размер, поскольку сварной шов скрыт и его нельзя наблюдать во время его выполнения. Для этого требуется сделать дополнительный проход. В некоторых случаях наплавляется слишком много сварного шва. Изменения в раскрытии корня влияют на скорость движения. Если скорость перемещения одинаковая, сварной шов может быть недозаполненным или переполненным в разных областях. Высокая квалификация оператора решит эту проблему.
Существует еще одна проблема качества, связанная с чрезвычайно большими наплавками за один проход. Когда эти большие сварные швы затвердевают, примеси в расплавленном основном металле и в металле сварного шва собираются в последней точке, чтобы замерзнуть, которая является центральной линией сварного шва. Если в этой точке имеется достаточное сдерживание и собирается достаточное количество примесей, может произойти растрескивание по центральной линии. Это может произойти при выполнении больших однопроходных плоских угловых швов, если пластины основного металла расположены под углом 45º к плоскости. Простое решение состоит в том, чтобы не размещать детали под истинным углом 45º. Его следует изменять примерно на 10º, чтобы корень шва не находился на одной линии с центральной линией углового шва. Другое решение состоит в том, чтобы сделать несколько проходов, а не пытаться сделать большой сварной шов за один проход.
Другая проблема качества связана с твердостью наплавленного металла. Чрезмерно твердые наплавки способствуют растрескиванию сварного шва во время изготовления или во время эксплуатации. Рекомендуется максимальный уровень твердости 225 по Бринеллю. Причиной твердого сварного шва углеродистых и низколегированных сталей является слишком быстрое охлаждение, неадекватная послесварочная обработка или чрезмерное налипание сплава в металле шва. Чрезмерное налипание сплава происходит из-за выбора электрода, содержащего слишком много сплава, выбора флюса, который вводит слишком много сплава в сварной шов, или использования чрезмерно высоких сварочных напряжений.
При автоматической и машинной сварке дефекты могут возникать в начале или в конце сварного шва. Наилучшее решение — использовать выступы на выходе, чтобы пуски и остановки находились на выступах, а не на изделии.
Графики сварки
Процесс дуговой сварки под флюсом, применяемый машинным или полностью автоматическим способом, должен выполняться в соответствии с графиками процедур сварки. Все сварные швы, выполненные по этой методике, должны пройти аттестацию, испытания при условии, что выбраны правильные электрод и флюс. Если графики отличаются более чем на 10 процентов, необходимо провести квалификационные испытания для определения качества сварки.
Сварочные параметры
Сварочные параметры для дуговой сварки под флюсом аналогичны другим процессам дуговой сварки, за некоторыми исключениями.
При дуговой сварке под флюсом тип электрода и тип флюса обычно зависят от механических свойств, требуемых сварным швом. Размер электрода зависит от размера сварного шва и силы тока, рекомендуемой для конкретного шва. Это также необходимо учитывать при определении количества проходов или валиков для конкретного соединения. Сварные швы для одного и того же размера соединения могут быть выполнены за несколько или несколько проходов, в зависимости от желаемой металлургии металла шва. Многократные проходы обычно наплавляют металл более высокого качества. Полярность устанавливается изначально и зависит от того, требуется ли максимальное проникновение или максимальная скорость осаждения.
Основные переменные, влияющие на сварку, включают подводимое тепло и включают сварочный ток, напряжение дуги и скорость перемещения. Сварочный ток является наиболее важным. Для однопроходных сварных швов ток должен быть достаточным для желаемого провара без прожогов. Чем выше ток, тем глубже проникновение. При многопроходной работе сила тока должна соответствовать размеру сварного шва, ожидаемому за каждый проход. Сварочный ток следует выбирать в зависимости от размера электрода. Чем выше сварочный ток, тем выше скорость плавления (скорость наплавки).
Напряжение дуги изменяется в более узких пределах, чем сварочный ток. Это влияет на ширину и форму валика. Более высокое напряжение сделает валик более широким и плоским. Следует избегать чрезмерно высокого напряжения дуги, так как это может привести к растрескиванию. Это связано с тем, что расплавляется аномальное количество флюса, и избыточные раскислители могут переноситься на наплавленный металл, снижая его пластичность. Более высокое напряжение дуги также увеличивает количество потребляемого флюса. Низкое напряжение дуги создает более жесткую дугу, что улучшает проплавление, особенно на дне глубоких канавок. Если напряжение слишком низкое, получится очень узкий валик. Он будет иметь высокий венец и шлак будет трудно удалить.
Скорость перемещения влияет как на ширину валика, так и на проникновение. При более высоких скоростях перемещения получаются более узкие валики с меньшим проникновением. Это может быть преимуществом при сварке листового металла, где требуются небольшие валики и минимальный провар. Однако при слишком высоких скоростях возникает тенденция к подрезу и пористости, поскольку сварной шов быстрее замерзает. Если скорость перемещения слишком мала, электрод слишком долго остается в сварочной ванне. Это создает неправильную форму валика и может вызвать чрезмерное разбрызгивание и вспышку через слой флюса.
Вторичные переменные включают угол наклона электрода к изделию, угол самого изделия, толщину слоя флюса и расстояние между наконечником датчика тока и дугой. Этот последний фактор, называемый «вылетом электрода», оказывает значительное влияние на сварной шов. Обычно расстояние между контактным наконечником и изделием составляет от 1 до 1-1/2 дюйма (от 25 до 38 мм). Если вылет превышает эту величину, это вызовет предварительный нагрев электродной проволоки, что значительно увеличит скорость наплавки. По мере увеличения вылета проникновение в основной металл уменьшается. Этому фактору следует уделить серьезное внимание, поскольку в некоторых ситуациях требуется проникновение.
Необходимо также учитывать глубину слоя флюса. Если он слишком тонкий, будет слишком много дуги через флюс или вспышка дуги. Это также может вызвать пористость. Если глубина флюса слишком велика, сварной шов может быть узким и горбатым. Слишком большое количество мелких частиц во флюсе может вызвать точечную коррозию поверхности, поскольку газы, образующиеся в сварном шве, могут не выйти наружу. Их иногда называют отметинами на поверхности борта.
Советы по использованию процесса
Одним из основных применений дуговой сварки под флюсом является кольцевая сварка, когда детали вращаются под неподвижной головкой. Эти сварные швы могут выполняться по внутреннему или внешнему диаметру. При дуговой сварке под флюсом образуется большая расплавленная сварочная ванна и расплавленный шлак, который имеет тенденцию течь. Это диктует, что на внешних диаметрах электрод должен быть расположен перед крайней вершиной или в положении на 12 часов, чтобы металл сварного шва начал затвердевать до того, как он начнет наклон вниз. Это становится более серьезной проблемой, поскольку диаметр свариваемой детали становится меньше. Неправильное положение электрода увеличивает вероятность захвата шлака или плохого качества поверхности сварного шва. Угол наклона электрода также следует изменить и направить в направлении движения вращающейся части. Когда сварка выполняется по внутренней окружности, электрод должен быть наклонен так, чтобы он находился впереди нижнего центра или в положении на 6 часов.
Иногда свариваемая деталь имеет наклон вниз или вверх, чтобы обеспечить различные типы контуров сварного шва. Если работа расположена под уклоном, буртик будет иметь меньшее проникновение и будет шире. Если сварной шов наклонен вверх, валик будет иметь более глубокое проплавление и будет более узким. Это основано на том, что все остальные факторы остаются неизменными.
Сварной шов будет отличаться в зависимости от угла наклона электрода по отношению к заготовке, когда заготовка ровная. Это угол перемещения, который может быть углом сопротивления или толкания. Это оказывает определенное влияние на контур валика и проплавление металла шва.
Односторонняя сварка с полным проплавлением корня может быть получена с помощью дуговой сварки под флюсом. Когда сварное соединение спроектировано с узким корневым отверстием и достаточно большой поверхностью приварки, следует использовать большой ток и положительный электрод. Если шов спроектирован с отверстием в корне и минимальной поверхностью впадины, необходимо использовать подкладочный стержень, так как нет ничего, что поддерживало бы расплавленный металл сварного шва. Расплавленный флюс очень жидкий и проходит через узкие отверстия. Если это произойдет, металл шва будет следовать за ним, и сварной шов прогорит соединение. Опорные стержни необходимы всякий раз, когда есть корневое отверстие и минимальная поверхность корня.
Медные опорные стержни полезны при сварке тонкой стали. Без подкладных стержней сварной шов имел бы тенденцию проплавляться, и металл шва отходил бы от соединения. Опорный стержень удерживает наплавленный металл до его затвердевания. Медные опорные стержни могут охлаждаться водой, чтобы избежать возможности плавления и осаждения меди в металле сварного шва. Для более толстых материалов подложкой может быть флюс для дуговой сварки под флюсом или флюс другого специального типа.
Вариации процесса SAW
Существует множество вариаций процесса, которые расширяют возможности дуговой сварки под флюсом. Некоторые из наиболее популярных вариантов:
- Двухпроводные системы — тот же источник питания.
- Двухпроводные системы – отдельный источник питания.
- Трехпроводные системы – отдельный источник питания.
- Ленточный электрод для наплавки.
- Добавка железного порошка к флюсу.
- Сварка с длинным вылетом.
- Электрически «холодная» присадочная проволока.
Многопроволочные системы
Многопроволочные системы обладают преимуществами, поскольку скорость наплавки и скорость перемещения могут быть улучшены за счет использования большего количества электродов. На рис. 10-68 показаны два метода использования двух электродов: один с одним источником питания и один с двумя источниками питания. При использовании одного источника питания одни и те же приводные ролики используются для подачи обоих электродов в сварной шов. При использовании двух источников питания необходимо использовать отдельные механизмы подачи проволоки, чтобы обеспечить электрическую изоляцию между двумя электродами. С двумя электродами и раздельным питанием можно использовать разные полярности на двух электродах или использовать переменный ток на одном и постоянный ток на другом. Электроды можно расположить рядом. Это называется поперечным положением электрода. Они также могут быть размещены один перед другим в положении тандемного электрода.
Двухпроводная тандемная
Двухпроводная тандемная позиция электрода с отдельными источниками питания используется там, где требуется глубокое проникновение. Ведущий электрод положительный, задний электрод отрицательный. Первый электрод создает копающее действие, а второй электрод заполняет сварной шов. Когда две дуги постоянного тока находятся в непосредственной близости друг от друга, существует тенденция к интерференции дуг между ними. В некоторых случаях второй электрод подключают к переменному току, чтобы избежать взаимодействия с дугой.
Трехпроводная тандемная система
Трехпроводная тандемная система обычно использует питание переменного тока на всех трех электродах, подключенных к трехфазным системам питания. Эти системы используются для изготовления скоростных продольных швов труб большого диаметра и сборных балок. Чрезвычайно высокие токи могут использоваться с соответственно высокими скоростями перемещения и скоростью осаждения.
Система сварки полос
Система сварки полос используется для наплавки мягких и легированных сталей, обычно на нержавеющую сталь. Получается широкий валик с равномерным и минимальным проникновением. Этот вариант процесса показан на рис. 10-69.. Он используется для наплавки внутренней части сосудов для обеспечения коррозионной стойкости нержавеющей стали при использовании прочности и экономичности низколегированных сталей для толщины стенки. Требуется устройство подачи ленточных электродов, и обычно используется специальный флюс. Когда ширина полосы превышает 2 дюйма (51 мм), используется магнитно-дуговое колебательное устройство, обеспечивающее равномерное прожигание полосы и равномерное проплавление.
Другие опции
Другой способ увеличения скорости наплавки при дуговой сварке под флюсом заключается в добавлении компонентов на основе железа в соединение под флюсом. Железо в этом материале расплавится под действием тепла дуги и станет частью наплавленного металла. Это увеличивает скорость наплавки без ухудшения свойств металла шва. Металлические добавки также могут использоваться для специальных наплавок. Этот вариант можно использовать с однопроводными или многопроводными установками.
Другим вариантом является использование электрически «холодной» присадочной проволоки, подаваемой в область дуги. «Холодный» присадочный стержень может быть цельным или порошковым для добавления в металл шва специальных сплавов. Регулируя добавление соответствующего материала, можно улучшить свойства наплавленного металла. Можно использовать в качестве электрода порошковую проволоку или в качестве одного из нескольких электродов ввести специальные сплавы в наплавленный металл. Каждый из этих вариантов требует специального проектирования, чтобы гарантировать добавление надлежащего материала для обеспечения желаемых свойств отложений.
Типичные области применения
Процесс дуговой сварки под флюсом широко используется при производстве большинства изделий из тяжелой стали. К ним относятся сосуды под давлением, котлы, резервуары, ядерные реакторы, химические сосуды и т. Д. Другое применение — изготовление ферм и балок. Используется для приваривания фланцев к стенке. Промышленность тяжелого оборудования является основным потребителем дуговой сварки под флюсом.
Используемые материалы
При дуговой сварке под флюсом используются два материала: сварочный флюс и плавящаяся электродная проволока.
Флюс для дуговой сварки под флюсом защищает дугу и расплавленный металл шва от вредного воздействия атмосферного кислорода и азота. Флюс содержит раскислители и поглотители, которые помогают удалять примеси из расплавленного металла сварного шва. Флюс также позволяет вводить сплавы в металл сварного шва. Когда этот расплавленный флюс охлаждается до стеклообразного шлака, он образует покрытие, защищающее поверхность сварного шва. Нерасплавленная часть флюса не меняет своей формы и не влияет на его свойства, поэтому ее можно восстановить и использовать повторно. Флюс, который плавится и образует шлаковое покрытие, необходимо удалить с валика сварного шва. Это легко сделать после того, как шов остынет. Во многих случаях шлак будет отслаиваться без особых усилий для удаления. В сварных швах с разделкой кромок затвердевший шлак, возможно, придется удалять отбойным молотком сварщика.
Флюсы предназначены для конкретных применений и для определенных типов наплавленных материалов. Флюсы для подводной дуги бывают разных размеров. Многие флюсы не имеют маркировки по размеру частиц, потому что размер разработан и произведен для предполагаемого применения.
Спецификации для флюсов для сварки под флюсом, используемых в Северной Америке, отсутствуют. Однако метод классификации флюсов основан на наплавленном металле сварного шва, полученном с помощью различных комбинаций электродов и запатентованных флюсов для дуги под флюсом. Это предусмотрено стандартом Американского общества сварщиков. Электроды и флюсы из углеродистой стали без покрытия для дуговой сварки под флюсом. Таким образом, флюсы могут быть назначены для использования с различными электродами для обеспечения требуемого анализа наплавленного металла сварного шва.
Справочные материалы для SAW
Процесс дуговой сварки под флюсом
Что такое дуговая сварка под флюсом и как она работает? 2022
Последнее обновление
Одной из особенностей сварки является яркая дуга. Эта дуга излучает исключительный ультрафиолетовый свет, который может обжечь кожу и сетчатку. Излишне говорить, что при сварке следует соблюдать меры предосторожности. Это означает сварочный капюшон, кожаную сварочную куртку и т. д. Но дуга процесса сварки под флюсом (SAW), хотя и такая же яркая или ярче, чем другие сварочные процессы, обычно скрыта от глаз, поскольку, как вы уже догадались, дуга находится под флюсом. . Как погружается? Он похоронен под флюсом, который используется для сварки.
Это не означает, что меры предосторожности не следует принимать. Наоборот, дуга все еще может время от времени выходить наружу во время движения сварщика. Но подводная дуга является одной из отличительных особенностей этого процесса.
Как это работает?
Обычно SAW автоматизирован. Это означает, что сварщик должен будет просто управлять машиной и наблюдать за качеством сварных швов. С помощью проволоки с металлическим сердечником и сварочного аппарата постоянного напряжения (во многом похожего на инвертор MIG) сварной шов наплавляется с использованием присадочной проволоки и отдельного гранулированного плавкого флюса, который распределяется перед зоной сварки из бункера. Это отличается от процессов MIG и SMAW тем, что флюс не заделывается и не покрывает электрод.
Несмотря на то, что флюс легкоплавкий, после завершения сварки все равно образуется шлак. Его нужно будет удалить. К счастью, этот шлак легко удаляется и из-за консистенции сварного шва отрывается большими стеклообразными кусками. Но не весь поток сплавляется. Часть флюса наверху может быть использована повторно.
Для чего используется флюс? Он используется для защиты сварного шва в расплавленном состоянии. Он достаточно эффективен, так как процесс не требует использования дополнительного защитного компонента, такого как инертный газ, который необходим для сварки MIG и двойной защиты с порошковой проволокой. Флюс SAW также способствует стабильности дуги, что необходимо для получения однородных сварных швов.
Также защищает целостность основного материала, окружающего зону сварки. Поскольку флюс находится поверх сварного шва, брызги не выходят из зоны сварки. Это оставляет вас с более чистыми, более последовательными сварными швами.
Изображение предоставлено: Wizard191, Wikimedia Commons
Какие существуют типы сварки под флюсом?
SAW обычно использует одно и то же оборудование во всех своих приложениях. Однако можно использовать дополнительное оборудование или другие флюсы. Давайте посмотрим на некоторые переменные, которые используются с SAW.
Флюсы
Различают плавленые, связанные, агломерированные и механически смешанные флюсы. Это все гранулированные флюсы, которые распределяются одинаково. То есть либо через бункер, либо выложенный заранее. Плавленые флюсы начинаются с расплавления сырья, которое затем измельчается до желаемого размера гранул. Связанные и агломерированные флюсы представляют собой сухие материалы, смешанные со связующим (натриевым для связующего и керамическим для агломерированного). После того, как они будут склеены, смешанный материал будет пропущен через сито для достижения желаемого размера гранул. Наконец, механические смеси могут представлять собой смесь плавленых, связанных или агломерированных флюсов.
Сварочные пистолеты
Существует множество сварочных пистолетов под флюсом. Много различий заключается в том, как наносится флюс. Но некоторые сварочные пистолеты имеют несколько разных сварочных головок. Фактически это означает наличие двух или более электродов с отдельными системами подачи проволоки. Иногда в переднюю кромку ванны добавляют присадочную проволоку, чтобы увеличить скорость наплавки. Эта подача проволоки даже не должна быть подключена к источнику питания. Но разные электроды также могут быть подключены к разным источникам питания, что позволяет использовать разнообразные дуги, каждая из которых добавляет к сварному шву что-то уникальное. Конечно, это не должно быть сделано по желанию, а только в том случае, если этого требует дизайн.
- См. также: Как работает ультразвуковая сварка?
Где используется?
SAW используется для самых разных целей. Но чаще всего его применяют для конструкций, где для надежной сварки требуется большой и толстый лист.
Сосуды под давлением
Поскольку SAW с соответствующими параметрами может производить высококачественные сварные швы, он идеально подходит для таких вещей, как газовые баллоны.
Изображение предоставлено: NearEMPTiness, Wikimedia Commons
Соединения кусков металла часто требуют полного проплавления, а это означает, что зазор в металле должен быть полностью заполнен сварным швом, в отличие от соединения металла только по поверхности или с частичным скосом. Затем эти сварные швы необходимо будет подвергнуть неразрушающему контролю (НК), такому как рентгеновский или ультразвуковой контроль.
- См. также: Что такое сварной шов с полным проплавлением?
Морские суда
Если SAW может производить что-то герметичное, например, сосуд высокого давления, он также может быть идеальным для судостроения и производства других морских конструкций. Баржи, плавучие резервуары и другие суда, которым необходимо оставаться на плаву, выигрывают от структурно прочных сварных швов субдугового процесса.
Вагоны-цистерны
В вагоностроении предпочтение отдается SAW, поскольку его автоматизация позволяет предсказуемое повторение длинных сварных швов. Это делает его идеальным, поскольку для газовых баллонов требуются сварные швы постоянного качества, чтобы гарантировать отсутствие утечек.
- См. также: Что такое орбитальная сварка и как она работает?
Сварка конструкций
SAW часто используется для критических сварных швов крупных конструкций от зданий до мостов.
Преимущества сварки под флюсом
- Прочные и прочные сварные швы
- Количество выделяемого сварочного дыма значительно снижается благодаря покрытию дуги
- Количество воздействия УФ-излучения значительно снижено
- Легкая очистка от шлака
- Можно использовать внутри и снаружи помещений
- Подготовка кромок менее критична
- Чрезвычайно высокая скорость осаждения
- Внешний вид сварного шва
Недостатки дуговой сварки под флюсом
- Оборудование может быть темпераментным/требует ловкости
- Настройка может занять некоторое время
- Ошибки делаются быстрее из-за более высокой скорости осаждения
- Ограниченная видимость сварного шва в расплавленном состоянии
Часто задаваемые вопросы (FAQ)
Что такое контактная сварка?
Существует некоторая путаница в отношении процесса контактной сварки и сварки под флюсом. Отчасти это связано с тем, что ни в одном из процессов не наблюдается электрической дуги. Однако сварка сопротивлением не является процессом дуговой сварки. Вместо этого он использует две разные сварочные головки по обе стороны от соединения, чтобы создать электрическое сопротивление или трение внутри соединения. Это плавит металл и заставляет его плавиться.
В каком положении выполняется дуговая сварка под флюсом?
SAW обычно выполняется в горизонтальном положении. Это связано с тем, что высокие скорости осаждения создают большую лужу, которая не сможет течь должным образом, например, в вертикальном положении. Не только лужа вышла бы из-под контроля, но и плавкий флюс в основном выпал бы из соединения, даже если часть его удерживалась бы на металле сопротивлением процесса сварки.
Из чего сделан флюс?
Зависит от типа флюса. Но некоторые общие компоненты — это карбонат кальция, фторид, кремнезем, кальций, алюминий, марганец и рутил.
Какая полярность сварки используется при сварке под флюсом?
В то время как субдуговая сварка может использоваться как с постоянным, так и с переменным током, DCEP (положительный электрод постоянного тока) обеспечивает наибольшую проплавляемость сварных соединений.
Заключение
SAW (дуговая сварка под флюсом) является популярным процессом. Несмотря на то, что это можно сделать вручную, предварительно разложив флюс и держа пистолет в руке, автоматическая ПАВ имеет огромные преимущества, не последним из которых является повышение производительности.
Рекомендуемое изображение: Пипимару, Wikimedia Commons
- Как это работает?
- Какие существуют типы сварки под флюсом?
- Флюсы
- Сварочные пистолеты
- Где используется?
- Сосуды под давлением
- Морские суда
- Автоцистерны
- Сварка конструкций
- Часто задаваемые вопросы (FAQ)
- Что такое контактная сварка?
- В каком положении выполняется дуговая сварка под флюсом?
- Из чего сделан флюс?
- Какая полярность сварки используется при сварке под флюсом?
- Заключение
Дуговая сварка под флюсом (SAW): рабочий процесс, оборудование, детали и его применение
Дуговая сварка под флюсом (SAW) представляет собой процесс сварки, при котором трубчатый электрод непрерывно подается для соединения двух металлов путем выделение тепла между электродом и металлом.
Зона дуги и расплавленной зоны защищается от атмосферного загрязнения погружением под слой гранулированного флюса. Слой флюса покрывает площадь, полностью предотвращая брызги, искры, дым и УФ-излучение.
Более высокая скорость наплавки по сравнению с другими процессами сварки.
Удобно для оператора – нет видимой дуги, нет брызг.
Принцип погруженной дуговой сварки
Вы ищете:
- Увеличение производства
- Увеличение скорости сварки
- Увеличение скорости отложения
👇 Это является решением.
Оборудование для сварки под флюсом
Формирование дуги между проволочным электродом и заготовкой происходит так же, как и при сварке MIG. Но у этого процесса есть дополнительное преимущество экранирования гранулированным флюсом, делающим Сварка под флюсом без брызг, дыма и ультрафиолетового излучения. Оборудование имеет следующее в своем инвентаре.
Дуговая сварка под флюсом может использоваться на постоянном или переменном токе.
- Power Source
- Сварка факела/кабеля и кабельная сборка
- Flux Hopper и его кормление
- Механизм движения для автоматической сварки
Пила. источник питания для этой дуговой сварки под флюсом при 100% рабочем цикле. Процесс сварки под флюсом является непрерывным, и длина одного сварного шва может достигать 10 минут. У обычных источников питания с рабочим циклом 60 % номинальные характеристики могут снижаться в соответствии с кривой рабочего цикла 100 %. Механизм подачи проволоки, чувствительный к напряжению, следует использовать, когда применяется постоянный ток переменного/постоянного тока. Механизм подачи проволоки с фиксированной скоростью использует постоянное напряжение, в то время как система CV работает на постоянном токе.
Можно использовать как технологический генератор постоянного тока, так и трансформатор переменного тока, но более популярны выпрямительные машины. 9Аппарат для дуговой сварки под флюсом 0003 доступен в диапазоне от 300 до 1500 ампер.
Оборудование постоянного тока подходит для полуавтоматического применения, а источник питания переменного тока подходит только для автоматики. Дополнительная мощность может быть достигнута путем параллельного соединения обоих. В оборудовании переменного тока возможно использование нескольких электродов в специализированных приложениях.
2. Сварочная горелка и блок подачи кабеля
Эта часть оборудования должна нести электрод и даже флюс к месту возникновения дуги. Небольшой бункер для флюса прикреплен к концу кабельной сборки. В нижней части бункера имеется выход для электродной проволоки через токосъемную клемму дуги.
Сила тяжести вступает в действие для подачи флюса. Количество подаваемого флюса зависит от высоты установки пистолета над рабочей станцией.
3. Бункер для флюса
Пистолет-дозатор имеет плавный переключатель для начала сварки. Может использовать горячие электроды, так как при касании заготовки подача начинается автоматически. В автоматическом процессе горелка подключается к двигателям подачи проволоки и токосъемному наконечнику для процесса сварки. Этот бункер обычно крепится к горелке, которая имеет клапан с магнитным приводом, который открывается и закрывается системой управления.
4. Ходовой механизм
Процесс сварки настраивается в очень быстром темпе с помощью ходовой тележки. Это может быть доступно в конструкциях, подобных тракторам. Блок рекуперации флюса обычно собирает неиспользованный флюс и возвращает его в бункер для подачи. Общее движение трактора происходит в горизонтальном направлении.
Схема сварки под флюсом
Достоинства сварки под флюсом
Основные достоинства процесса дуговой сварки под флюсом/под флюсом включают в себя.
- Отличная скорость, лучшая скорость осаждения в более быстром темпе.
- Превосходное качество сварки.
- Почти никакого дыма
- Гладкая, аккуратная и равномерная сварка без брызг
- Безопасно для сварщика, без брызг, без вспышки дуги
- Автоматизация здесь проста.
- Отличное использование электродов.
- Отсутствие навыков манипулирования
- Минимальная деформация металла
- Возможна работа станка на ветреных участках
- Без подготовки кромок материала толщиной менее 12 мм
Основные области применения
Изготовление – Процесс, необходимый для изготовления труб, водоводов, котлов, конструктивных элементов, сосудов под давлением, железных дорог, вращающихся печей, землеройных машин, кранов, балок, мостов, локомотивов и подконструкций из железнодорожные вагоны.
Автомобилестроение – Авиация, судостроение и атомная энергетика.
Восстановление изношенных деталей и износостойких сплавов, катков тракторных, натяжных роликов, шкивов крановых.
Подходит для металлов , таких как низкоуглеродистая сталь, среднепрочные и высокопрочные сплавы.
Ограничения SAW
- Процесс сварки не виден оператору. Он не может судить о качестве или каких-либо дефектах. Чтобы преодолеть эти недостатки, можно добавить различные приспособления, приспособления, указку, световой луч и роликовую направляющую для оценки и улучшения результата.
- Предварительное нанесение флюса на свариваемое соединение не всегда возможно.
- Он может сваривать только в горизонтальном направлении.
- Толщина металла должна быть 4,8мм, меньшая толщина сожжет металл.
- Кромки свариваемого металла должны быть чистыми и точно совпадать. Нанесение флюса на неровные края невозможно и может привести к обгоранию краев.
- Качество флюса может вызывать беспокойство. Низкое качество может привести к пористости.
- Чугун, алюминиевый сплав, магниевый сплав и цинковый сплав не вписываются в свариваемый материал под флюсом.
- Химический состав металла сварного шва сложно контролировать, так как флюсовые сплавы полностью изменят характеристики низколегированной стали.
Процесс и принцип действия
В процессе дуговой сварки под флюсом электрод с флюсовым покрытием заменяется гранулированным флюсом и неизолированным электродом. Дуга между электродом и изделием является источником тепла и остается скрытой под слоем флюса. Этот поток защищает от атмосферного загрязнения. Процесс может быть автоматическим или полуавтоматическим.
При нажатии на спусковой крючок флюс начинает откладываться на свариваемом стыке. Холодный флюс не является проводником электричества, поэтому дуга может загореться при прикосновении электрода к основному металлу. Дугу можно зажечь, поместив стальную вату между электродом и обрабатываемым металлом и используя ток высокой частоты.
Зажигает дугу под прикрытием флюса. как только флюс нагревается и плавится, он становится высокопроводящим. Верхний слой остается неизменным и действует как защита, в то время как нижний слой остается электропроводным для поддержания дуги. Верхний слой остается неизменным и зернистым, который можно использовать повторно.
Электрод непрерывно перемещается с заданной скоростью для подачи в свариваемое соединение. Расплавленный металл с электрода переносится на заготовку и осаждается. Флюс вблизи дуги плавится и смешивается с расплавленными металлами. Этот флюс образует шлак легче наплавленного металла в качестве защитного слоя. Сварной шов остается под слоем флюса и шлака, отсюда и название дуговой сварки под флюсом.
Подача электрода осуществляется непрерывно катушкой. Дуга автоматически сохраняется за счет флюса. Путешествие может управляться вручную или машиной.
Метод применения и возможности в позициях
Популярными методами применения SAW являются Машинный метод и Автоматический метод. Машинный метод является наиболее распространенным методом, при котором оператор следит за процессом сварки. Автоматический метод представляет собой кнопочный метод, и процесс применяется полуавтоматически, но не очень популярный метод сварки под флюсом.
Процесс нельзя искать вручную так как невозможно управлять невидимой дугой. процесс дуговой сварки под флюсом представляет собой процесс сварки в ограниченном положении. Ограничение связано с тем, что большие расплавленные ванны и шлак образуются из жидкости, которую трудно удерживать на месте. Им лучше всего подходит плоское положение с горизонтальным скруглением. Мы можем сваривать в 3 часа в контролируемых условиях.
Процесс невозможно использовать в вертикальном или надземном положении, поскольку он не может удерживать расплавленный металл и флюс в заданном положении.
Свариваемые металлы и диапазон их толщин
Этот процесс лучше всего подходит для сварки сталей с низким и средним содержанием углерода, низколегированных сталей с высокой прочностью, отпущенных сталей, закаленных сталей и нержавеющих сталей. Дуговая сварка под флюсом экспериментально опробована на таких металлах, как никелевый сплав, медный сплав и уран.
Толщина 1,6-12,7 мм поддается сварке и не требует подготовки их кромок. Металл толщиной 6,4-25,4 мм требует подготовки кромок и может сваривать за один проход. Толщина при этой процедуре практически не ограничена при использовании многопроходной техники. Горизонтальное скругление может составлять до 9Сварка толщиной 0,5 мм за один проход.
Детали конструкции соединения
Мы можем использовать те же детали конструкции соединения, что и при сварке электродом. На нем показаны различные детали соединений для первостепенного использования и производительности дуговой сварки под флюсом. Мы можем использовать конструкцию с квадратными канавками толщиной до 16 мм. Для большей толщины могут потребоваться конструкции со скосом. Открытые корни конструкции шва с подкладными стержнями обязательны для удержания расплавленных металлов.
В случае более толстого металла на одном боковом шве с большой корневой поверхностью мы можем удалить подкладочный стержень. Для достижения наилучших результатов при полном проваре требуется опорный стержень. Проект с обеими поверхностями, доступными с помощью подварочного шва, может быть выполнен, который сплавится с оригиналом, чтобы обеспечить полное проплавление.
Сварочный контур и ток
В процессе дуговой сварки под флюсом используется либо постоянный, либо переменный ток, но постоянный ток используется в большинстве случаев. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод постоянного тока (DCEN).
Постоянное напряжение с питанием от постоянного тока популярно для ПАВ с проводом диаметром 3,2 мм и малым диаметром. Система постоянного тока обычно используется для сварки электродами диаметром 4 мм и более. Схема управления постоянным током является более сложной, поскольку она пытается копировать действия сварочного аппарата для поддержания определенной длины дуги.
Устройство подачи проволоки должно определять напряжение на дуге и удерживать электродную проволоку в дуге для поддержания напряжения. Подача проволоки может замедляться или ускоряться для поддержания заданного напряжения на дуге. Это усложнит систему управления. Система не реагирует мгновенно. Зажигание дуги сложно, поскольку для запуска, отвода и поддержания заданной дуги необходимо использовать систему реверса.
При сварке под флюсом всегда используется постоянный ток. Многоэлектродная проволока используется с дугами переменного и постоянного тока. Мы используем здесь систему постоянной мощности. Он применяет постоянное напряжение, когда двухэлектродная проволока подается в дугу, питаемую от одного источника сварочного тока. Сварочный ток при сварке под флюсом может варьироваться от 50 ампер до 2000 ампер. Самый обычный Сварка под флюсом выполняется в диапазоне 200-1200 ампер.
Скорость и качество наплавки при сварке
Дуговая сварка под флюсом имеет самую высокую скорость наплавки по сравнению с другими процессами дуговой сварки. Есть четыре причины большего количества отложений при сварке под флюсом.
- Полярность
- Длинный вылет
- Флюсовые добавки
- Дополнительный электрод
Скорость осаждения самая высокая для отрицательного электрода постоянного тока (DCEN). Осаждение в переменном токе находится между DCEP и DCEN. Полярность с максимальным нагревом способствует отрицательному полюсу. Скорость наплавки при любой сварке увеличивалась с увеличением «вылета». Точка, в которой ток должен подаваться на электрод и дугу, называется вылетом. Чем длиннее вылет, тем хуже проникновение.
Мы можем увеличить скорость осаждения, добавляя металлические добавки во флюс и используя дополнительные электроды.
Металл шва, наплавленный дуговой сваркой под флюсом, имеет звериное качество. Прочность и пластичность металла сварного шва превосходят мягкую сталь и низколегированный материал. Это может произойти, когда мы используем правильную комбинацию электрода, флюса и источника питания. При дуговой сварке под флюсом, используемой машиной или автоматом, устраняется присущая человеческая ошибка, и сварка будет более равномерной и без дефектов.
Сварной валик при дуговой сварке под флюсом намного больше, чем при любой другой дуговой сварке. Подвод тепла намного выше, поэтому его охлаждение занимает больше времени. Газы имеют достаточно времени, чтобы выйти. Здесь шлак имеет меньшую плотность и всплывает к верхней части валика. Автоматический процесс обеспечивает единообразие и последовательность.
Неполадки во время сварки под флюсом
- Проблем много, но одна из них – искривление электродной проволоки на выходе из сопла и горелки. Кривизна проволоки не будет откладываться в том месте, где она должна быть отложена. Если вы выполняете сварку в глубокой канавке, отложение происходит в стенке, а не в корне, что приводит к неполному сплавлению корня. Он может задерживать флюс в корне сварки.
- Соблюдение точного размера сварного шва и заполнение разделки под сварку вслепую может оказаться непростой задачей. Мы можем переусердствовать, наложив дополнительный шов, или недоделать, сделав меньше наплавки. Обученный сварщик справится с этой проблемой.
- Другой проблемой является растрескивание осевой линии. Чрезвычайно большой однопроходный шов может захватывать примеси и при затвердевании собирает их, что приводит к растрескиванию по центральной линии. Это возможно при однопроходной плоской галтели под углом 45 градусов. Многократные проходы могут избежать его или изменить угол на 10 градусов.
- Чрезмерная твердость сварного шва выше 225 по Бринеллю возникает из-за жесткого сварного шва в углероде, быстрого охлаждения, неадекватной обработки после сварки. Этому может способствовать избыток сплава в электроде.
- Дефект может возникать в начале и в конце, что можно контролировать, используя выступ для начала и остановки, а не на изделии.
Переменные сварки
Переменные сварки аналогичны другим процессам дуговой сварки, за некоторыми исключениями. Мы выбираем тип электрода и флюс в соответствии с металлом для сварки. Размер электрода прямо пропорционален размеру сварного шва и рекомендуемому току. Количество проходов/размеры швов, которые необходимо учитывать при выборе соединения. Сварка одного и того же размера может быть выполнена за несколько проходов или за несколько проходов, как предполагает металлургия. Многократные проходы обеспечивают лучшее и более качественное сварное соединение. Решение о полярности должно быть принято изначально, нужно ли нам максимальное проникновение или максимальная ставка депозита.
Сварочный ток
К важным переменным, влияющим на сварочный нагрев, относятся сварочный ток, напряжение и скорость перемещения. Сварочный ток имеет первостепенное значение, так как при однопроходном шве ток должен быть достаточным для достаточного провара без прогорания основного металла.
Чем выше ток, тем глубже проникновение. Многопроходная сварка требует, чтобы сила тока соответствовала размеру сварного шва в каждом проходе. Размер электрода может быть параметром для выбора силы тока для сварки.
Напряжение дуги
Изменение напряжения дуги находится в узких пределах. Это влияет на ширину и форму валика, так как при более высоком напряжении дуги валик будет плоским и широким.
Чрезвычайно высокое напряжение дуги может вызвать растрескивание, так как чрезмерное плавление флюса с избытком раскислителей переносится в зону сварки для снижения пластичности. Больше флюса потребляется при высоком напряжении дуги. Низкое напряжение создает более жесткую дугу для улучшения проникновения в глубокую канавку. Низкое напряжение приводит к узкому валику с высокой вершиной и затрудненному удалению шлака.
Скорость перемещения
Скорость перемещения влияет на валик сварного шва и проплавление. Чем выше скорость, тем тоньше валик с меньшим проникновением. Это идеальная ситуация для листового металла, где требуется небольшой валик с минимальным проникновением. Слишком высокая скорость может привести к образованию подрезов и пористости из-за более быстрого замораживания. Слишком низкая скорость создает плохие валики, чрезмерное разбрызгивание и засветку.
Второстепенные переменные
Угол наклона электрода, рабочий угол, толщина слоя флюса и расстояние между наконечником тока и дугой (вылет). Нормальное расстояние между наконечником и дугой составляет 25-38 мм.
Увеличение вылета увеличивает скорость наплавки. Мы должны рассмотреть этот фактор подробно для лучших результатов.
Вылет проволоки должен быть примерно в 8 раз больше диаметра проволоки.
Глубина флюса
Тонкий слой флюса вызовет большее искрение и вспышку дуги, вызывающую пористость. Тяжелый флюс вызовет узкий и горбатый сварочный валик. Небольшие примеси во флюсе оставляют следы на валике.
Советы по сварке под флюсом
Ситуация кругового сварного шва, когда детали вращаются под неподвижной головкой. Потребность в сварке может быть по внутреннему или внешнему диаметру. Большая расплавленная ванна со шлаком перемещается в процессе сварки под флюсом. Наплавка по внешнему диаметру и электрод должны располагаться вверху в положении на 12 часов. Металл шва движется вниз по мере затвердевания. Меньший диаметр может быть проблемой при сварке. Неправильное расположение электрода может привести к включению шлака и плохой сварке. В процессе сварки по внутренней окружности могут потребоваться электроды, расположенные под углом 6 часов.
Сварка вниз и вверх дает разные контуры шва. На спуске буртик будет иметь меньшее проникновение и будет шире. В гору производится глубокое проникновение с узким бортиком.
Односторонняя сварка с полным проплавлением корня возможна при сварке под флюсом. При соединении с узким корнем и большой гранью используют большой ток с положительным электродом. Минимальная поверхность с широким основанием требует опорного стержня, так как там нет ничего, что могло бы поддерживать расплавленный металл.
Медные опорные стержни являются полезным оборудованием при сварке тонкой стали. Стержни удерживают расплавленный материал до тех пор, пока он не затвердеет. Опорные стержни могут иметь водяное охлаждение для более быстрого охлаждения металла.
Уголок проволоки
Варианты процесса сварки под флюсом
- Существует множество вариантов процесса, которые добавляют дополнительные возможности процессу дуговой сварки под флюсом. Вот несколько распространенных вариантов:
- Тот же источник питания для двухпроводной системы
- Отдельный источник питания для двухпроводной системы
- Отдельный источник питания для трехпроводной системы
- Поверхностный ленточный электрод
- Добавление железа к флюсу
- Длинный вылет
- Холодная сварочная проволока, электрическая
Многопроволочная система – Многопроволочная система повышает скорость наплавки за счет использования большего количества электродов. При использовании одного источника питания для обоих электродов используется один и тот же приводной ролик. При использовании двух источников питания используются отдельные механизмы подачи проволоки для изоляции между двумя электродами в сварном шве. С двумя источниками питания и двумя электродами. Можно использовать разные полярности и размещать оба электрода рядом. Мы называем это поперечным положением электрода. Мы можем разместить один электрод перед другими в положении тандемного электрода.
Двухпроводная тандемная система – Это положение электрода требуется, если требуется экстремальное проникновение. Передний электрод здесь положительный, а задний электрод отрицательный. Первый электрод выполняет копание, а второй электрод заполняет шов. В случае, если две дуги постоянного тока расположены близко друг к другу, возникает тенденция интерференции дуг.
Система для сварки полос – Используется для сварки низкоуглеродистой и легированной стали с широким валиком с минимальным и равномерным проплавлением. Мы используем его для наплавки внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали. В нем используется механизм подачи ленточной проволоки со специальным флюсом.
Железная основа под флюсом – Мы можем увеличить отложение, добавив материал железной основы в шов под слоем флюса. Железо расплавится здесь и станет частью металлического сварного шва. Отложение металла увеличивается без ухудшения свойств основного материала.
Холодная присадочная проволока – Электрически холодная присадочная проволока может быть добавлена в виде специального сплава для улучшения осаждения металла. Улучшает свойства наплавляемого материала. Здесь можно использовать порошковый электрод.
Материал, используемый при сварке под флюсом
Сварочный флюс и расходуемая электродная проволока являются материалами, используемыми при сварке под флюсом. Слой флюса защищает как дугу, так и расплавленный металл от атмосферных примесей кислорода и азота. Обладает свойствами поглотителя и раскислителя, удаляя эти примеси из сварочной ванны. Флюс придает свойства сплава, но при охлаждении образует стекловидный шлак. Шлак защищает поверхность сварки. Нерасплавленный флюс остается неизменным и собирается для повторного использования для дальнейшей работы.
Флюс при плавлении образует шлак, который можно легко отслаивать без особых усилий. Для удаления шлака в сварном шве с разделкой кромок может потребоваться отбойный молоток. Они разрабатывают потоки для некоторых конкретных применений. Эти потоки бывают разных размеров, а частицы предназначены для конкретного применения.
Заключение
Используется процесс дуговой сварки под флюсом для сварки тяжелых металлов и тяжелых конструкций. Самый быстрый и прочный процесс дуговой сварки с лучшими скоростями наплавки. Сварка под флюсом — это процесс сварки, выбранный в соответствии с потребностями проекта. Всякий раз, когда вам нужно выполнить тяжелую сварку в производстве, трубах, котлах и рельсах, аппарат для дуговой сварки под флюсом — ваш выбор.
Теперь твоя очередь задать мне вопрос. Мы готовы оказать любую помощь в выборе.
Часто задаваемые вопросы
Для чего используется процесс сварки пилой?
Отрасли, где требуется длинная сварка толстых сталей. Процесс включает соединение между стальными компонентами с использованием электрической дуги, погруженной под слой флюса.
Почему дуговая сварка под флюсом называется сваркой под флюсом?
Процесс показывает, как дуга и зона сварки покрываются слоем флюса. Он погружен под флюс. Он становится электропроводным при нагревании и помогает в создании дуги.
Какой тип электрода расходуется при сварке пилой?
В дуговой сварке под флюсом используются два материала. Сварочный флюс и расходуемая электродная проволока. Флюс защищает дугу и расплавленный металл от примесей, таких как кислород и азот.
Каковы ограничения при сварке пилой?
Есть несколько основных ограничений: сварку можно выполнять в одном плоском положении. Расплавленный металл делает его пригодным только для позиций 1F, 1G и 2F. Он также непригоден для тонких металлов.
Какой тип электрода используется при сварке под флюсом?
Используются как положительный постоянный ток (DCEP), так и отрицательный постоянный ток (DCEN). Постоянный тип прямой мощности более популярен для сварки под флюсом проволокой диаметром 3,2 мм и маленькими.
Справочные материалы по дуговой сварке под флюсом
Дуговая сварка под флюсом – Википедия
Дуговая сварка под флюсом pdf
Системы дуговой сварки под флюсом | Дуговая сварка под флюсом
Дуговая сварка под флюсом (SAW)
Основными преимуществами дуговой сварки под флюсом являются эффективность и качество. Когда требуется большое количество присадочного материала, поддуговой процесс обеспечивает высокую скорость наплавки с глубоким проплавлением сварного шва.
Red-D-Arc предлагает комплектные системы для дуговой сварки под флюсом, доступные для продажи, аренды и аренды. У нас есть обширный перечень источников питания, одиночных и тандемных головок для поддуговой сварки, механизмов подачи проволоки, систем управления, систем управления флюсом и камер наблюдения за сваркой, а также поддуговых тракторов и оборудования для позиционирования сварки.
Red-D-Arc предлагает к продаже, аренде и аренде полуавтоматы и автоматические аппараты для дуговой сварки под флюсом. Мы предлагаем источники переменного и/или постоянного тока мощностью от 400 до 1500 ампер.
Имеющиеся источники питания для дуги под флюсом оснащены новейшей цифровой технологией управления процессом для увеличения скорости сварки, стабильно более высокого качества сварки и повышения эффективности в среде с одной или несколькими дугами.
Головки и органы управления для дуговой сварки под флюсом
Одиночные и тандемные (многопроволочные и многодуговые) головки для дуговой сварки под флюсом доступны для продажи, аренды и аренды. Тандемные системы включают в себя многодуговые головки с 6 сварочными дугами и многопроволочные головки, способные работать с 4 проволоками. Все они доступны для работы с глубокими канавками и узкими зазорами. У нас есть большой опыт проектирования сварочных головок специального назначения, отвечающих любым требованиям.
Система тандемной сварки Red-D-Arc оснащена интерфейсом с сенсорным экраном для мониторинга данных и полного контроля сварки. Многодуговая центральная консольная система обеспечивает контроль до 6 сварочных головок и позволяет сохранять и загружать параметры сварки. Эргономичный ручной подвесной пульт позволяет оператору гибко наблюдать за сваркой и регулировать параметры «на лету».
Доступные механизмы/контроллеры подачи проволоки включают автоматические механизмы подачи проволоки NA3S, NA4 и NA5R.
Обеспечение удаления неиспользованного флюса и шлака с заготовки с помощью системы рекуперации флюса предотвращает попадание абразивного флюса на движущиеся части сварочной системы, обеспечивает более чистый сварной шов и снижает потери за счет возврата чистого многоразового флюса в бункер.
Red-D-Arc предлагает надежные системы рекуперации флюса различных размеров и возможностей для удовлетворения любых требований к сварке под дугой.
LT7 — это самоходный механизированный механизм подачи проволоки постоянного тока для дуговой сварки под флюсом. Идеально подходит для тяжелой промышленности, где требуются длинные сварные швы в плоском и горизонтальном положении. Его можно использовать как с дополнительной дорожкой, так и без нее. LT7 может работать с проводами диаметром от 3/32 до 3/16 дюйма.
Безопасная проверка настройки оборудования, контроль качества сварки и оповещение оператора о других проблемах со сваркой до того, как они приведут к производственным проблемам.
Системы видеонаблюдения Xiris серии XVC предназначены для наблюдения за процессом сварки вдали от непосредственной зоны сварки, обеспечивая безопасный, бесшумный обзор в режиме реального времени при стандартных условиях и условиях высокой мощности сварки. Прочный корпус, кристально чистое изображение, одинарное или двойное перекрестие и регулируемое поле зрения.
Позиционеры
Red-D-Arc обеспечивают вращение заготовки на 360°, а также наклон вперед на 135° для позиционирования сварных швов во время дуговой сварки под флюсом. Полностью изготовленные стальные рамы и основания поддерживают прямозубые цилиндрические шестерни вращения и наклона, приводимые в движение червячными редукторами, что обеспечивает повышенную безопасность и долговечность.
Манипуляторы Red-D-Arc
с дополнительной тележкой обеспечивают превосходные результаты сварки с максимальной производительностью за счет последовательного и точного размещения сварочных головок для дуговой сварки под флюсом, включая сварку внутри, снаружи, продольно и по окружности, а также могут использоваться в сочетании с полировкой и шлифовальные головки.
Наборы поворотных валков Red-D-Arc
имеют полностью изготовленную стальную конструкцию основания с колесными кронштейнами, которые можно вручную позиционировать для размещения сосудов различного диаметра вокруг постоянной центральной линии. Вращение судна осуществляется с помощью системы с двумя двигателями и приводом на два колеса, что устраняет необходимость в торсионных трубах.
Системы подгонки
Red-D-Arc предназначены для выравнивания двух сосудов в процессе сборки перед сваркой. Экономия достигается за счет значительного сокращения времени и усилий, необходимых для выравнивания и подъема банок.
Системы спроектированы и созданы для работы в неблагоприятных условиях. Сменные полиуретановые шины устанавливаются на литые стальные барабаны для долговечности и превосходного сцепления с дорогой. Дополнительные стальные ролики доступны по запросу.
Линии выращивания
облегчают эффективное производство трубчатых заготовок большого диаметра и обычно используются при производстве ветряных башен.
Система линий выращивания Red-D-Arc доступна в различных мощностях и состоит из привода линии выращивания (GLD), натяжителя линии выращивания (GLI), переходного блока (TR), главного приспособления (MFU) и подчиненного приспособления. вверх (СФУ).
Подходит ли вам дуговая сварка под флюсом?
Рисунок 1
Производство труб – это одно из применений, где целесообразна дуговая сварка под флюсом.
Процесс дуговой сварки под флюсом (SAW) может значительно улучшить скорость и производительность наплавки и обеспечить повторяемое качество сварки. Однако для одних приложений он подходит больше, чем для других (см. , рис. 1, ). Если вы думаете об использовании SAW, рассмотрите многочисленные факторы, влияющие на успех процесса. Необходимо оценить толщину материала, конструкцию соединения, посадку и длину.
Кроме того, имейте в виду, что для достижения максимального успеха с SAW требуется некоторая домашняя работа и предварительные инвестиции в оборудование, но во многих случаях эти инвестиции могут принести значительную и быструю отдачу.
Как работает SAW
SAW — это процесс с подачей проволоки, аналогичный дуговой сварке металлическим электродом в среде защитного газа (GMAW или MIG). Проволока подается через горелку, которая обычно перемещается вдоль сварного шва с помощью механизации. Понимание и управление SAW существенно не отличается от понимания и управления GMAW. Настройка аппарата аналогична, и многие параметры сварки остаются прежними: напряжение по-прежнему влияет на ширину валика, сила тока по-прежнему влияет на проплавление, а увеличение скорости подачи проволоки по-прежнему увеличивает силу тока и наплавку (при условии постоянного расстояния от контакта до изделия и использования мощности CV). поставлять).
В отличие от GMAW, SAW использует гранулированный флюс для защиты дуги от атмосферы. Дуга погружена (погружена) в флюс и не видна при нормальной работе. Когда дуга расплавляет проволоку, флюс и основной материал, образуя сварочную ванну, расплавленный флюс выполняет важные функции, такие как раскисление, легирование, придание формы и создание защитной атмосферы для наплавленного металла.
Что можно получить
Оптимизированный процесс SAW может обеспечить повышение производительности, экономию времени, качество сварки и согласованность, а также улучшить условия для оператора.
Однопроволочные приложения могут обеспечить значительную скорость наплавки (см. Рисунок 2 ) в зависимости от размера, типа и полярности проволоки. Может быть довольно легко использовать SAW для повышения скорости наплавки по сравнению с текущим процессом GMAW, дуговой сварки с флюсовой проволокой (FCAW) или дуговой сварки в защитном металле (SMAW или электродуговая сварка). Производители сварочного оборудования и присадочного металла могут помочь вам определить начальные параметры и дать представление о возможностях улучшения.
Помимо повышения производительности, этот процесс может обеспечить воспроизводимое качество сварки. SAW — это почти исключительно механизированный процесс. Механизм дуги и/или рабочего движения поддерживает постоянную скорость перемещения и позиционирование горелки, поэтому операторы с меньшим практическим опытом сварки могут легко контролировать его. Затем компании могут направить свой наиболее квалифицированный персонал в наиболее требовательные области деятельности.
Этот процесс также обеспечивает улучшенные условия труда, поскольку он характеризуется низким образованием дыма и отсутствием видимой дуги. Это сводит к минимуму воздействие УФ-излучения, поэтому вам не нужно надевать каску или сварочную куртку, а другие задачи проще выполнять вблизи сварочных работ.
Наконец, SAW обеспечивает превосходные механические свойства готового сварного шва. Многие комбинации проволоки и флюса средней и высокой щелочности могут обеспечить высокую ударную вязкость даже при температуре -60 градусов Цельсия или ниже, что может быть затруднительно даже для хорошо спроектированной проволоки FCAW на основе рутила. Определенные проволоки и флюсы под флюсом также могут помочь сохранить свойства при высоких тепловложениях, дополнительно оптимизируя потенциальные скорости осаждения.
Необходимое оборудование
SAW может обеспечить значительное повышение производительности в определенных областях применения, но для достижения этих результатов требуются инвестиции в соответствующее оборудование, помимо источника питания и механизма подачи проволоки. Следовательно, процесс обычно требует более высоких капиталовложений, чем другие процессы.
Рисунок 2
Однопроволочная SAW может достигать скорости наплавки до 40 фунтов. в час, в зависимости от размера провода, типа и полярности.
Для оптимизации механизации и обеспечения различных уровней гибкости в зависимости от потребностей применения доступны многочисленные аксессуары.
В некоторых случаях резак остается неподвижным, а заготовка перемещается с помощью позиционирующего оборудования. Когда требуется движение дуги, есть несколько вариантов:
- Тракторы SAW обеспечивают портативность и гибкость для выполнения сварочных работ, расположенных по всему цеху или на рабочей площадке (см. Рисунок 3 ).
- Боковые балки или портальные установки не являются переносными, а представляют собой стационарную установку, требующую переноса работы в сварочную камеру. Это сокращает время, затрачиваемое на настройку и переналадку, но также снижает гибкость.
- Интегратор может помочь разработать индивидуальную систему, например, кольцевую сварку для резервуаров для хранения и кольцевые сварочные аппараты для крепления патрубков. Некоторые системы могут быть интегрированы с оборудованием для позиционирования для сварки изделий более сложной геометрической формы, таких как седла трубы.
По сравнению с роботизированной сваркой механизация под флюсом намного доступнее. Как правило, его проще реализовать и освоить. Несмотря на то, что в этом процессе требуется внимание оператора, его часто проще регулировать во время сварки по сравнению с роботизированной сваркой. Кроме того, оборудование SAW, как правило, рассчитано на прочность и надежность.
Однако имейте в виду, что этот процесс ограничен плоской сваркой и сваркой в горизонтальном положении, что позволяет использовать параметры сильного тока и сильного наплавления. Использование SAW для целых сварных конструкций с несколькими сварными швами может потребовать большого оборудования для позиционирования; несколько вариантов включают настройки с откидным наклоном, передней и задней бабками. Иногда это оборудование для позиционирования может быть непомерно дорогим, но в других случаях окупаемость инвестиций может быстро оправдать его и процесс по сравнению со сваркой вне позиции с другим процессом.
Кроме того, поскольку вы не можете видеть положение дуги во время сварки, может потребоваться оборудование для отслеживания стыков. Варианты варьируются от простых, таких как лазер, указывающий будущее положение сварочной дуги, до более сложных, таких как тактильный датчик, который может автоматически регулировать положение горелки.
Проконсультируйтесь с интегратором или производителем оборудования, чтобы определить комбинацию оборудования для максимального увеличения потенциала и определения окупаемости операции SAW.
Идеальные детали для SAW
Несколько факторов делают деталь подходящей для SAW. Тип материала и толщина являются двумя важными факторами.
SAW лучше всего подходит для углеродистых и низколегированных сталей, но также может использоваться для нержавеющей стали и сплавов на основе никеля. И хотя SAW толстых материалов является наиболее распространенным, ошибочно полагать, что этот процесс можно использовать только для толстых материалов.
SAW успешно используется для обработки тонких материалов во многих областях, таких как резервуары с пропаном и водонагреватели. Несмотря на то, что используются высокие силы тока, скорость перемещения в этих случаях значительно увеличивается, так что результирующее тепловложение является низким. Например, с помощью одной горелки SAW можно сваривать материал толщиной 6,5 мм за один проход при силе тока 800 ампер и скорости перемещения 76,2 см в минуту (или более, в зависимости от конструкции соединения). Обратите внимание, что сварка более тонких материалов также требует большего внимания к «плавности» механизации, отслеживанию стыка и последовательности подготовки стыка. Совместная прокладка с использованием меди и/или сварочного флюса является популярным выбором для повышения воспроизводимости.
Независимо от толщины материала, ключевыми факторами для успешного внедрения SAW являются следующие:
Рисунок 3
Тракторы SAW предлагают гибкость для приложений, где необходима мобильность, например, для работы внутри судна.
- Геометрия соединений и деталей: SAW подходит для прямолинейных соединений, так как детали с выступами в сварном шве требуют более сложной и дорогой механизации для многократной обработки. И хотя SAW хорошо подходит для крупносерийных компонентов, это не означает, что он ограничивается одной и той же деталью снова и снова. Даже магазины по трудоустройству могут воспользоваться этой технологией. Детали не обязательно должны быть идентичными, но они должны иметь схожую геометрию, чтобы максимизировать процесс. Например, SAW и оборудование обычно легко сваривают как 3,7-метровые, так и 3-метровые трубы. сосуды под давлением, так как геометрия аналогична. Идея состоит в том, чтобы найти детали, которые могут использовать одно и то же дуговое и рабочее оборудование и размещение, чтобы свести к минимуму переналадку и, следовательно, время простоя.
- Длинные сварные швы: Недостатком SAW является необходимость межпроходной очистки. По этой причине он лучше подходит для длинных сварных швов (часто 1,2 м и более), которые можно очистить во время сварки. При более коротких сварных швах общее количество времени, затрачиваемого на очистку, больше, поскольку многозадачность становится более сложной, а отношение времени горения дуги к времени, затраченному на изменение положения и регулировку оборудования, становится меньше. В качестве примечания также важно рассмотреть возможность инвестирования в оборудование для восстановления и восстановления флюса (пылесос и печь), чтобы минимизировать затраты на расходные материалы.
- Кольцевые сварные швы диаметром более 200 мм: SAW является популярным выбором для сварки сосудов высокого давления и труб, поскольку сосуд или трубу можно вращать на позиционерах. Но ниже 200 мм диам. сдерживание флюса становится более трудным, потому что флюс стекает с трубы. Поскольку скорость охлаждения сварного шва в SAW ниже, чем в других процессах, его использование на трубах меньшего диаметра также может привести к неприемлемому профилю валика.
- Детали с хорошим доступом: Оборудование SAW громоздко, что делает пространство и доступ к деталям ключевыми факторами. Возможно, потребуется разработать систему по индивидуальному заказу для использования в небольших помещениях, но может возникнуть проблема с подачей проволоки. Большие диаметры просто не такие гибкие, как маленькие диаметры, используемые в роботизированной руке GMAW.
Рекомендации по проектированию соединений
Для успешной сварки под флюсом необходима хорошая подгонка деталей, иначе могут возникнуть проблемы с прожогом. Эти проблемы должны быть устранены до процесса сварки, и они могут потребовать механического крепления и особого внимания к подготовке детали.
«Уплотнительные буртики», изготовленные с использованием GMAW, FCAW или SMAW, могут использоваться для компенсации далеко не идеальной посадки. Эти быстрые дополнительные сварочные проходы увеличивают время операции, но часто требуют меньше времени, чем если бы весь стык был сварен с использованием другого процесса, кроме SAW.
Потенциальные проблемы также могут быть решены путем пересмотра соединения. Глубокое проникновение в процессе SAW может позволить увеличить поверхность корня или полностью исключить подготовку шва.
Может потребоваться многопроходная сварка, в зависимости от толщины материала или механических свойств, требуемых для применения. Этот подход может быть лучше, чем значительное увеличение нагрева для завершения сварки за один проход. Несмотря на то, что высокая сила тока приводит к более высокой скорости осаждения, SAW не бесконечно устойчив к подводу тепла (распространенное заблуждение).
Окупаемость SAW
Процесс SAW может обеспечить значительные преимущества для производительности и качества при правильном применении. Однако важно иметь хорошее представление о том, что включает в себя процесс, и убедиться, что ваше конкретное приложение хорошо подходит для SAW, прежде чем делать инвестиции.
Интеграторы и производители оборудования могут предложить помощь в разработке и внедрении оптимизированного процесса SAW или сообщить, когда процесс SAW может быть неправильным. В некоторых приложениях влияние на чистую прибыль может быть значительным.
Фотографии предоставлены Miller Electric Mfg. Co.
Дуговая сварка под флюсом: тогда и сейчас
Дуговая сварка под флюсом (SAW) названа так потому, что зона сварки и дуги погружены под слой флюса. Флюс становится проводящим, когда он расплавлен, создавая путь для прохождения тока между электродом и заготовкой. Покрытие из флюса предотвращает брызги и искры, а также защищает от ультрафиолетового излучения и паров, которые обычно являются частью дуговой сварки защищенным металлом. Флюс обычно подается к сварочной головке через небольшой бункер. Система сбора собирает избыточный флюс для повторного использования.
В процессе используется один или несколько электродов (проволок) с непрерывной подачей для поддержания дуги. SAW известен своей способностью быстро, стабильно и безопасно осаждать большие объемы металла. Базовое оборудование ПАВ — это источник питания, блок управления, проволочный блок и сопло.
Инновации, подпитываемые необходимостью
Хотя в конце 1920-х годов было подано множество патентов на специальные флюсы и процесс без видимой дуги, заслуга принадлежит компании National Tube Works Co., Маккиспорт, Пенсильвания, за разработку в 1930 то, что сегодня известно как дуговая сварка под флюсом. Компании необходимо было добиться более высоких скоростей наплавки при сварке трубных швов.
В конце 1930-х годов развитие процесса ускорилось из-за спроса на боевые корабли и другую военную технику для поддержки войны. Сообщается, что в письме тогдашнего президента Рузвельта к Уинстону Черчиллю даже упоминается «метод сварки, который позволяет нам строить торговые суда со скоростью, не имеющей себе равных в истории торгового мореплавания», и что этот процесс сварки был «до 20 раз быстрее». «, чем предыдущие процессы сварки. 1 Поскольку строительство корпуса корабля благоприятствовало этому процессу, производство военного времени выдвинуло только что родившуюся субдуговую технологию на передний план в мире сварки.
Однако он не получил широкого распространения, потому что только производители толстолистового проката и другие высокопроизводительные операции с черными металлами, требующие сварки в плоском или горизонтальном положении, могли получить реальную пользу. Также временами действовали ограничения на муниципальное электроснабжение. Процесс всегда считался надежным и качественным, поэтому он неуклонно развивался.
Во время беспрецедентного производственного бума с 1950-х по 1990-е годы необходимость быть трудолюбивым была очевидной, но не было никаких веских причин для долгосрочной эффективности, потому что в США было много сырья, площадей, рабочей силы, энергии и выгода. SAW по-прежнему использовался для определенных приложений, но не было никаких реальных бизнес-факторов, которые могли бы его улучшить.
Развитие, вызванное спросом
Перенесемся в 2000 год, и все готово для современной эволюции SAW. Нет никаких сомнений в том, что производители должны более эффективно использовать ресурсы в сегодняшней сверхконкурентной производственной среде. В условиях экспоненциального роста промышленно развитого мира потребность в быстром и эффективном производстве становится больше, чем в любой другой период в истории. Добавьте к климату больше требований по доставке продукции по всему миру; растущие инфраструктурные проекты, такие как строительство мостов, стальные конструкции и спиральные трубы; и все, что связано с энергией, например, ветряные башни, морские нефтяные вышки и горнодобывающее оборудование, и настало время для процесса SAW стать всем, чем он может быть.
В соответствии с современными требованиями к сварке, достижения SAW за последние 5-10 лет создали значительные преимущества. Скорость осаждения более 100 фунтов. в час теперь сообщается в некоторых случаях (см. Рисунок 1 ). Также можно сваривать очень большие площади швов за меньшее количество проходов и с минимальной подготовкой. Пользователи SAW сотрудничают с производителями оборудования, чтобы создать отрасль, отвечающую их собственным потребностям.
«Раньше мы говорили, что большая часть наших технологических разработок обусловлена потребительским спросом», — сказал Кен Фишер, менеджер по дуговой сварке под флюсом компании Miller Electric Mfg. Co., Эпплтон, Висконсин,
‘Теперь можно смело сказать, что все это подпитывается покупательским спросом. Наши клиенты перешли от просьб об увеличении производства к требованию об этом».
Куда движется SAW?
Как выглядит новая технология? Сегодняшнее удобное рабочее место сильно отличается от спартанского цеха, которым папа занимался 50–75 лет. назад. SAW, естественно, подходит для более цивилизованной среды. Это всегда был экологически чистый, безопасный процесс с минимальным выделением дыма и отсутствием лучей дуги, от которых нужно было бы защищаться, что делает его одной из самых приятных сварочных сред для работы ( см. Рисунок 2 ). Именно технологические достижения в силовом оборудовании и средствах управления сделали реальностью выполнение SAW с большей легкостью и точностью, чем это было возможно ранее.
At the Arc
Способность SAW использовать несколько дуг в одной ванне приводит к чрезвычайно высокой скорости наплавки, что обеспечивает более быстрое проникновение тепла и стабильность дуги. В традиционных источниках питания, когда волна переходит от положительной (EP) к отрицательной (EN) в своем полупериоде, может произойти запаздывание или прерывание дуги, что впоследствии вызовет проблемы со сваркой. Хотя этот фактор и связанные с ним проблемы ввода и вывода ранее ограничивали скорость и производительность, теперь он устранен в передовом энергетическом оборудовании.
Во-первых, теперь можно сваривать полярность переменного и постоянного тока в одной сварочной ванне, используя один и тот же источник питания. В прошлом требовались разные машины, и иногда сварку постоянным и переменным током приходилось выполнять за разные проходы. Теперь две или более машин можно соединить вместе или разъединить, чтобы использовать отдельно для других операций. Сегодняшняя SAW может помещать до пяти проволок в одну ванну, что дает возможность быстрее создавать сварной шов с уникальными, специализированными свойствами. Преимущества переменного тока для высокого наплавления, стабильности и устранения дугового разряда могут быть реализованы, в то время как DCEP/DCEN обеспечивают стабильное проплавление на гораздо более высоких скоростях.
Из-за того, что происходит в задней части этих новых машин, сварщики теперь имеют гораздо больше возможностей для работы с дугой. Старое оборудование работало в соответствии с ограниченным набором параметров; сегодняшние источники энергии работают и реагируют.
«Машина выполняет большую часть работы, — сказал Майк Флэгг, менеджер SAW в Lincoln Electric Co., Кливленд. — Пользователь просто должен настроить параметры, когда это необходимо. Новое оборудование довольно просто для операторов .»
Питание и управление
На входе больше нет необходимости использовать только однофазное питание. Новые машины могут подключаться к трехфазному источнику питания и к одному и тому же источнику питания, используемому для обоих. Это достигается простой модификацией вилки, чтобы ток и напряжение оставались стабильными и постоянными. Инверторы позволяют использовать одно и то же оборудование в любой точке мира.
Все современные элементы управления SAW являются цифровыми, что обеспечивает постоянную обратную связь для контроля и изменения напряжения, силы тока, скорости подачи проволоки и т. д. Цифровые ПЛК настроены для взаимодействия с приложением, выбранным на источнике питания, и в некоторых случаях один контроллер может обрабатывать любой выбор AC, DC CV или DC CC.
Сохраняемые настройки позволяют оператору вводить три или четыре различные программы и записывать их одну за другой без необходимости запоминать оптимальные диапазоны нагрева и мощности для данной работы. После ввода параметров их можно вызвать и снова использовать в том же приложении. Диапазоны осаждения и нагрева могут быть запрограммированы, и система будет гарантировать, что оператор останется в этих диапазонах.
Программируемость контроллеров позволяет компаниям работать в реальных условиях бизнеса. В некоторых случаях опытные операторы могут обучать и управлять неопытными сварщиками, не рискуя потерять контроль над одной или несколькими переменными.
Возможность составления отчетов также доступна с помощью программного обеспечения для мониторинга, использующего сетевые соединения. Как и станок с ЧПУ, источник сварочного тока можно программировать удаленно и контролировать по сети. То, что можно посмотреть локально, также можно посмотреть в любой точке мира. Данные о теплотах проникновения и осаждения, скоростях и качестве могут быть отправлены по электронной почте.
Скорости перемещения и расходные материалы
Гибкость новых источников питания позволяет производителям сосредоточиться на более высоких скоростях перемещения, что повышает качество сварных швов с высоким наплавлением.
‘В 50-х и 60-х тракторы были огромными. Теперь они намного меньше и могут работать быстрее», — сказал Фишер.
Одной из проблем с ранними SAW была переменная скорость подачи трактора. Теперь тракторы, оснащенные регулятором скорости, могут изменять скорость при изменении нагрузки, сохраняя другие переменные более постоянными. . Приспособляемость по-прежнему остается главным преимуществом, поэтому даже модульные тракторы можно разобрать без использования инструментов, чтобы провести их через небольшое пространство, где они снова собираются для выполнения необходимых операций.Эти высокотехнологичные тракторы чрезвычайно универсальны в том, что они могут делать.
Точно так же, как промышленность улучшила системы питания и нанесения, расходные материалы были обновлены, чтобы соответствовать текущим требованиям.
Трубчатая проволока, также называемая проволокой с металлическим сердечником, состоит из металлической проволоки снаружи и металлического порошка внутри, состоящего из специальных сплавов, таких как флюсовая смесь. Эти проволоки позволяют выполнять операции, которые ранее требовали нескольких проходов, за один или два прохода. Они также позволяют использовать более универсальный и менее дорогой флюс.
Производство и поставка флюса также расширились, чтобы соответствовать производственным требованиям SAW. Флюс с трубчатым сердечником может применяться в зависимости от области применения и обеспечивать дополнительную прочность и качество сварного шва. Обычный флюс теперь можно приобрести в мешках весом до 3000 фунтов, а в некоторых случаях его можно хранить до пяти лет, сохраняя при этом свои свойства.
SAW также хорошо подходит для плакирования лентой, процесс, который дебютировал в 1960-х годах. Расходный материал представляет собой полосу из металла или сплава толщиной 0,79 мм.до 4,72 дюйма в ширину и около 0,020 дюйма в толщину, который используется вместо обычного проволочного электрода. Дуга проходит между полосой и заготовкой, а флюс защищает сварной шов от атмосферы, а оператора от брызг. Это еще один вариант достижения высокого осаждения и устранения количества проходов.
Барьеры
SAW подходит не для каждого применения. Поскольку это плоский или горизонтальный процесс, существуют ограничения на типы операций, которые он может принести. Кроме того, он в основном характерен для черных металлов.
