Двутавр характеристики: Характеристики двутавров, виды, размеры
Содержание
Двутавр характеристики
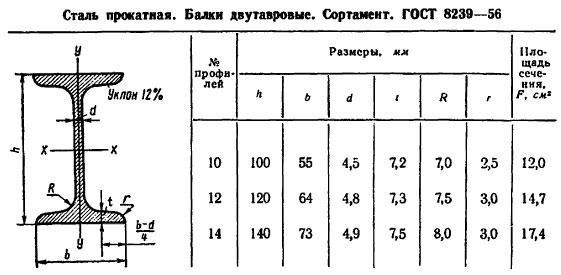
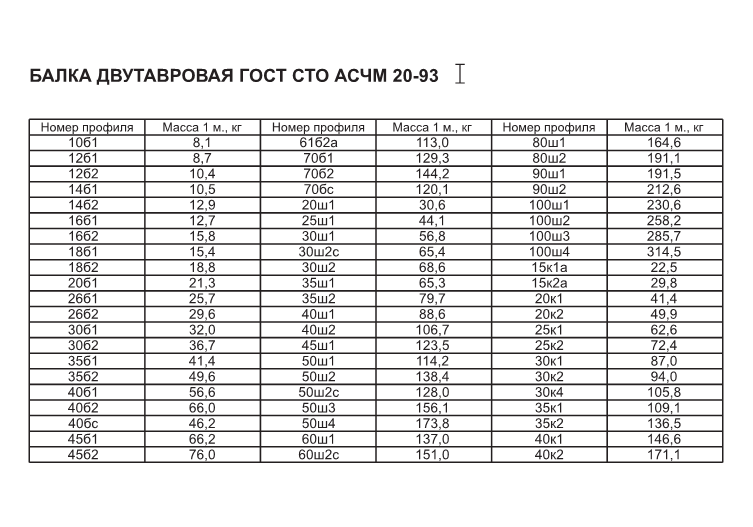
Двутавр — это изделие сортового металлопроката, изготовленное по ГОСТу из металла различных сталей, с формой сечения напоминающую букву H. Производится двутавр по ГОСТ 8239, 19425, 26020, СТО АСЧМ 20-93. Сортамент двутавров характеризуется размерами от 10 до 100 мм, вес двутавра начинается от 8,1 килограмма, двутавры изготавливаются по 3 -м видам ГОСТа и СТО АСЧМ.
Сегодня ассортимент металлопрокатной продукции предлагает потребителю изобилие выбора, начиная с простых форм, заканчивая важными конструктивными элементами. Стальной двутавр является одной из самых популярных и востребованных продукций металлопроката, которая необходима как для небольших частных нужд, так и для масштабных промышленных застроек. К таким изделиям выдвигаются большие требования, поэтому каждому необходимо знать об особенностях и характеристиках двутавров.
Применение
Наши двутавры подходят для изготовления металлоконструкций, перекрытий, колонн и мостов. Так же наш ассортимент подходит для частных потребителей, так как в наличии есть все необходимые размеры и виды двутавров. К нам обращаются снабженцы строительных компаний и производственных фирм и заводов, потому что качество нашего металла подтверждено сертификатами. Широкая область применения стального двутавра обусловлена ее техническими характеристиками и большому сортаменту изделия.
Так же наш ассортимент подходит для частных потребителей, так как в наличии есть все необходимые размеры и виды двутавров. К нам обращаются снабженцы строительных компаний и производственных фирм и заводов, потому что качество нашего металла подтверждено сертификатами. Широкая область применения стального двутавра обусловлена ее техническими характеристиками и большому сортаменту изделия.
- Строительство. Эта сфера является одним из основных потребителей металлопроката в виде двутавра. Частное домостроение, возведение промышленных зданий или больших жилых комплексов – двутавр используется как надежная опорная конструкция. Архитекторы могут умело сочетать конфигурацию двутавра с фасадными частями, создавая постройки небывалого формата. К тому же, по прочности и износостойкости конструкция двутавра является самой надежной.
- Мостостроение. Каждый из нас встречал мост, построенный на основе стального двутавра. Больше 50% потребителей припадает именно на эту сферу.
 Железнодорожные и автомобильные мосты, технические каналы через реки и озера, специальные арки и многое другое – здесь двутавр используется в качестве основной опоры и как главный несущий элемент.
Железнодорожные и автомобильные мосты, технические каналы через реки и озера, специальные арки и многое другое – здесь двутавр используется в качестве основной опоры и как главный несущий элемент. - Машиностроение. Двутавр часто используется для производства специальной техники, включая землекопы, козловые краны или подъемные механизмы, эскалаторы и другой крупногабаритной грузовой техники. Конструкция двутавра позволяет просто и эффективно сочетать длинные пролеты с подвижными или механизированными узлами.
Кроме того, стальные двутавры применяются не только для стандартных, но и для нестандартных решений. Например, сооружениях в архитектуре для возведения монументов и памятников, в качестве опорных колон.
Параметры двутавра
Двутавр металлический имеет определенные геометрические параметры (все зависит от сортамента и типа металлопроката), которые образуют, благодаря свои граням, в разрезе H-образную форму. За счет такого сечения двутавр имеет самую высокую удельную прочность и жесткость. При такой форме нагрузка на двутавр распределяется равномерно по всей площади. Так экономится сырье на производстве, а конечный результат – высокопрочный элемент универсального применения. Важно отметить, что производство двутавра регулируется государственными ГОСТами, где также указывается вид применяемых материалов и маркировка готовой продукции.
При такой форме нагрузка на двутавр распределяется равномерно по всей площади. Так экономится сырье на производстве, а конечный результат – высокопрочный элемент универсального применения. Важно отметить, что производство двутавра регулируется государственными ГОСТами, где также указывается вид применяемых материалов и маркировка готовой продукции.
К основным параметрам двутавров относят:
- Высота и толщина стенки/полки.
- Величина сопротивления.
- Момент инерции.
- Радиус скругления.
Данные характеристики собираются, исходят из тех условий, где будет использоваться металлопрокатный элемент.
Особенность двутавра заключается в том, что при малом весе (масса H-образного профиля в 10 раз меньше, чем аналогичный металлопрокат цельной формы) это изделие имеет высокую прочность и уровень сопротивления. Это позволяет использовать двутавр для возведения высоких и устойчивых зданий, не требующих массивных фундаментов. Такой металлопрокат отлично переносит как статические, так и динамические нагрузки, поэтому сфера применения даже на сегодняшний день до конца не раскрыта полностью.
Двутавры: нормальные, горячекатаные, широкополочные, колонные
Наша Металлобаза предлагает любые виды двутавров. Более детально с размерами и ценами на данный металлопрокат вы можете ознакомиться на нашем сайте.
Промышленность предлагает следующие разновидности двутавров:
- Нормальные. Сортамент данной продукции представлен в таблице ГОСТа 26020-83 и конструкторской группой обозначается буквой «Б». Отличительной особенностью этих обычных двутавров, является параллельность полок. С одной стороны это выгодно производству, но с другой, снижается уровень сопротивления нагрузкам. Данный вид изделия бывает 2-х видов Б1 и Б2. И они отличаются тем что Б2 — это усиленный за счёт толщины стенки вид балки.
- Горячекатанный. Такой двутавр изготовляется H-образной формы, но с уклоном внутренних полок к стенке на 8-12 градусов. Чаще всего такой металлопрокат используется в качестве опорных элементов при производстве кран-балок и других подобных конструкций.

- Широкополочный. Само название говорит о том, что конфигурация изделия имеет широкие полки, относительно нормального двутавра. Это необходимо для увеличения прочности, жесткости и долговечности стального двутавра (увеличение данных параметров на 40%). В технической документации эта продукция маркируется буквой «Ш» (Ш1, Ш2).
- Колонные. Обозначается буквой «К» (К1, К2). За счет еще большего увеличения ширины полок достигается 100% увеличения прочности. И соответственно способность выдерживать большую нагрузку на используемый в конструкции двутавр. В этом есть смысл при возведении ответственных конструкции, в том числе колонн и подобных опор.
Так же двутавры бывают деревянными и сварными (свариваются швеллеры), но такие изделия не смогут заменить горячекатанные балки. И чаще используются в частном строительстве. Прокатку балочных изделий производят на заводах, использую заготовку и специальный станок. Соблюдаю высокую точность в соответствии с ГОСТ.
Помимо классификации по форме сечения, прокат двутавра включает номенклатуру различных материалов, что используются для производства. В основном это:
- Углеродистые стали ст3пс
- Низколегированные стали 09г2с
- Строительными сталями и стали для мостостроения
Характеристики двутавра
Какое определение и характеристики можно дать двутавру? Если объяснить доступным языком, то это балка, которая в своем сечении имеет определенную форму и изготавливается из определенных марок стали.
В зависимости от конструктивных особенностей может выглядеть, как буква «Н». Если давать определение понятию «двутавр», то оно будет выглядеть следующим образом. Двутавр – это балка, которой придается определенная форма. Для производства применяется специальная сталь.
Двутавр является первичной стальной конструкцией, которую используют при строении любого типа здания.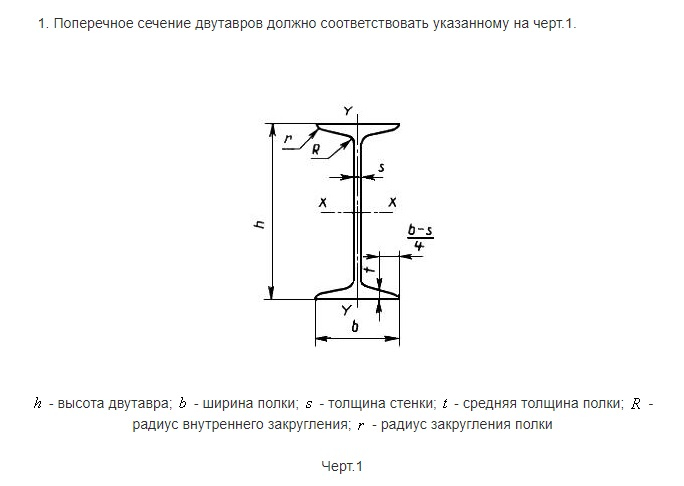 В зависимости от того, какие требования выдвигаются к строению, используются двутавры определенных размеров и характеристик.
В зависимости от того, какие требования выдвигаются к строению, используются двутавры определенных размеров и характеристик.
Основная сфера применения такой балки – это строительство ангаров, мостов, складов. Причиной послужило более подходящая металлоемкость двутавровых балок. Она достигается при помощи определенных расчетов необходимого веса, размера и сечения.
✔ Незаменимой двутавровая балка стала и при возведении каркасов зданий, имеющих широкий пролет, колонн, эстакад и подвесных путей.
✔ Металинвест производит балки согласно требованиям ГОСТ 19425-74. В свою очередь, они подразделяются на несколько видов:
✔ С – это вид балки, который используется для армирования стволов шахты;
✔ М – это вид балки, используемый для строения подвесных путей.
Также балки делятся в зависимости от прочности:
✔ пометка «А» — обозначает, что балка изготовлена высокой точности;
✔ пометка «В» — обозначает, что балка изготовлена обычной точности.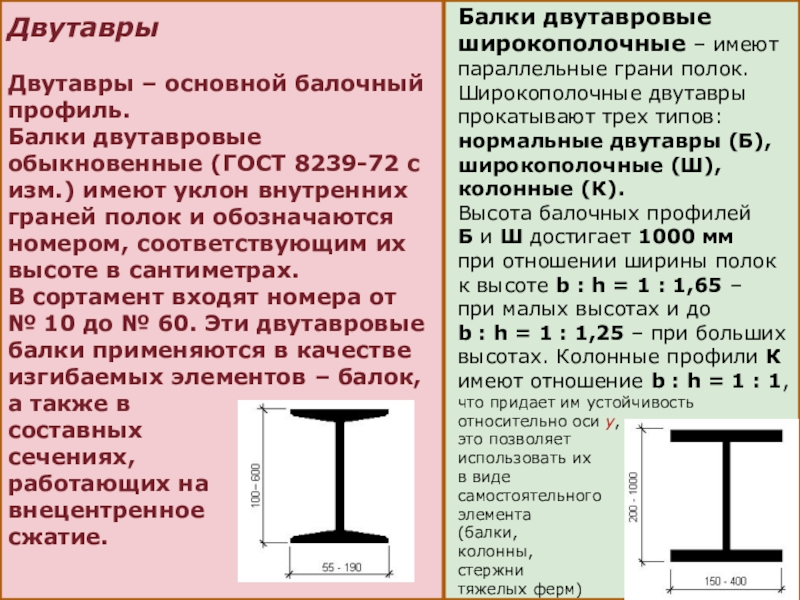
Актуальные цены 2022 года от поставщиков
В соответствии с тем, какой заказ поступил, двутавровая балка может быть изготовлена длиной до 13 м. В зависимости от типоразмера балки, ей присваивается номер от 10 до 60. Этой цифрой обозначается высота в сантиметрах. Для моделей с высотой более 20 присваиваются дополнительные метки, в виде букв a,b,c. Ими обозначается толщина стенки.
Балки с пометкой «а» имеют тонкую стенку, их используют в основном для работ, где необходима работа на изгиб. Пометка «с» указывает на то, что балка обладает самой толстой стенкой. В основном их применяют для тех случаев, где необходима работа на сжатие.
Или в случаях изгиба, но с возникающей большой поперечной силой. Балки с пометкой «b» практически нигде не используются и имеют промежуточные значения.
При использовании балок нужно учитывать то, что при прокатке могут быть небольшие отклонения. Допустимые нормы отклонения отдельны для каждой высоты. Отклонения в пределах 3 мм возможны в номерах от 20 до 36, 4 мм — в номерах более 40.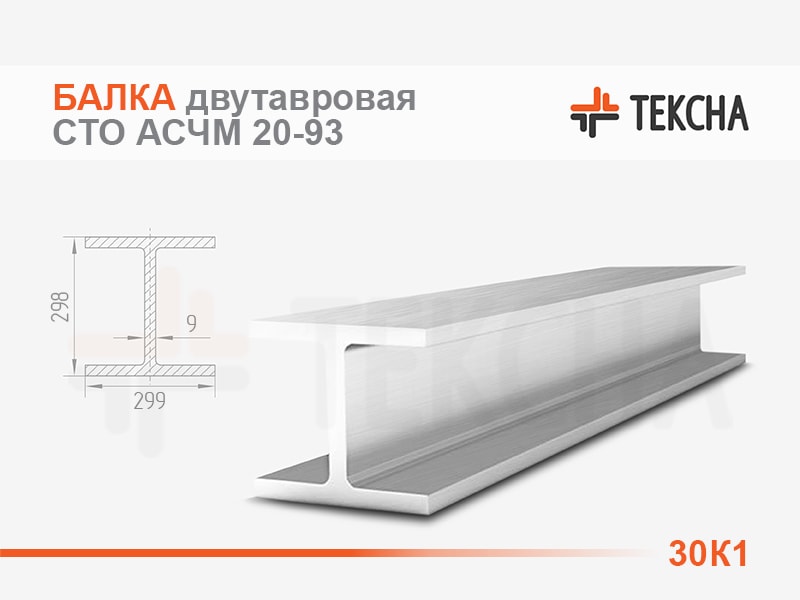 Монтаж элементов с внутренней стороны затруднителен, так как при изготовлении балок присутствует уклон внутренних граней.
Монтаж элементов с внутренней стороны затруднителен, так как при изготовлении балок присутствует уклон внутренних граней.
Учитывая все особенности балок двутавров можно наиболее точно рассчитать всю конструкцию, при этом она будет прочной и надежной.
Найти мастера
—
—
Читайте также:
Анализ рынка металлопроката 2019 года
Рынок черного металлопроката
Труба нержавеющая
Трубы бывшие в употреблении
Где используется труба профильная
Виды сортового проката и их краткая характеристика
- Назад
- Вперёд
Двутавровая балка против двутавровой балки — 15 различий между двутавровой балкой и двутавровой балкой
от Civil Lead
Содержание
Двутавровая балка против двутавровой балки
Сталь является наиболее адаптируемым, регулярно используемым конструкционным материалом. И двутавровая балка, и двутавровая балка являются наиболее распространенными конструкционными элементами, используемыми в строительстве коммерческих зданий.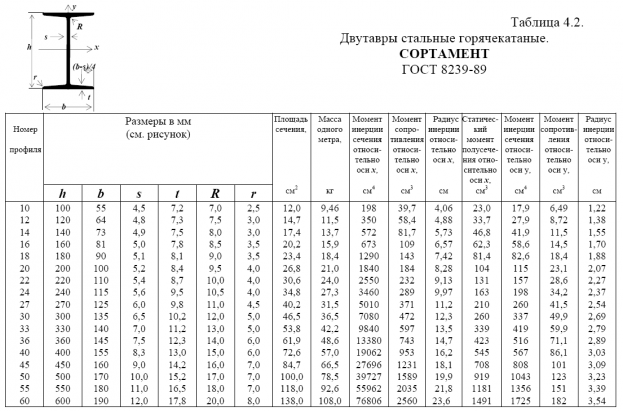
Оба одинаковы по форме для обычных людей, но между ними есть существенные различия, которые необходимо знать.
Горизонтальная часть двутавровой и двутавровой балок называется полками, а вертикальная часть известна как «стенка». Стенка помогает выдерживать поперечных сил , а полки спроектированы так, чтобы выдерживать изгибающий момент.
Что такое I Beam?
Это конструктивный элемент, имеющий форму заглавной буквы I. Он состоит из двух фланцев, соединенных перемычкой. Внутренняя поверхность обоих фланцев имеет уклон, как правило, 1:6, что делает их толстыми внутри и тонкими снаружи.
В результате он хорошо работает при несущей нагрузке под прямым давлением. Эта балка имеет скошенные края и большую высоту поперечного сечения по сравнению с шириной полки.
В зависимости от назначения секции двутавровых балок доступны с различной глубиной, толщиной стенки, шириной полки, весом, сечением.
Что такое двутавровая балка?
Это также конструктивный элемент в форме буквы H, состоящий из стального проката. Балки двутаврового сечения широко используются для коммерческих и жилых зданий из-за их отношения прочности к весу и превосходных механических свойств.
Балки двутаврового сечения широко используются для коммерческих и жилых зданий из-за их отношения прочности к весу и превосходных механических свойств.
В отличие от двутавровой балки полки двутавровой балки не имеют наклона внутрь, что упрощает процесс сварки. Оба фланца имеют одинаковую толщину и параллельны друг другу.
Его характеристики поперечного сечения лучше, чем у двутавровой балки, и он имеет лучшие механические свойства на единицу веса, что экономит материалы и затраты.
Это излюбленный материал для платформ, антресолей и мостов.
Разница между двутавровой и двутавровой балкой
На первый взгляд стальные балки двутаврового и двутаврового сечения выглядят одинаково, но между этими двумя стальными балками есть некоторые важные различия, которые важно знать.
Форма
Двутавровая балка по форме напоминает заглавную Н, а I балка по форме напоминает заглавную I. пластины сварены между собой.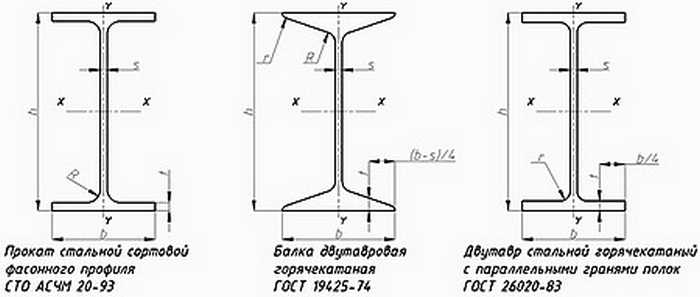
Двутавровые балки могут быть изготовлены любого желаемого размера, а мощность фрезерного станка ограничивает производство двутавровых балок.
Полки
Полки двутавровых балок имеют одинаковую толщину и параллельны друг другу, а двутавровые балки имеют конические полки с наклоном от 1: до 1:10 для лучшей несущей способности.
Толщина стенки
Двутавровая балка имеет значительно более толстую стенку по сравнению с двутавровой балкой.
Кол-во штук
Балка двутаврового сечения напоминает цельный металлический элемент, но имеет скос в месте сварки трех металлических пластин.
В то время как балка двутаврового сечения не изготавливается путем сварки или клепки металлических листов, она целиком состоит из одного сечения металла.
Вес
Двутавровые балки тяжелее двутавровых.
Расстояние от конца полки до центра стенки
В двутавровом сечении расстояние от конца полки до центра стенки меньше, а в двутавровом сечении расстояние от конца полки до центра стенки больше для аналогичное сечение двутавра.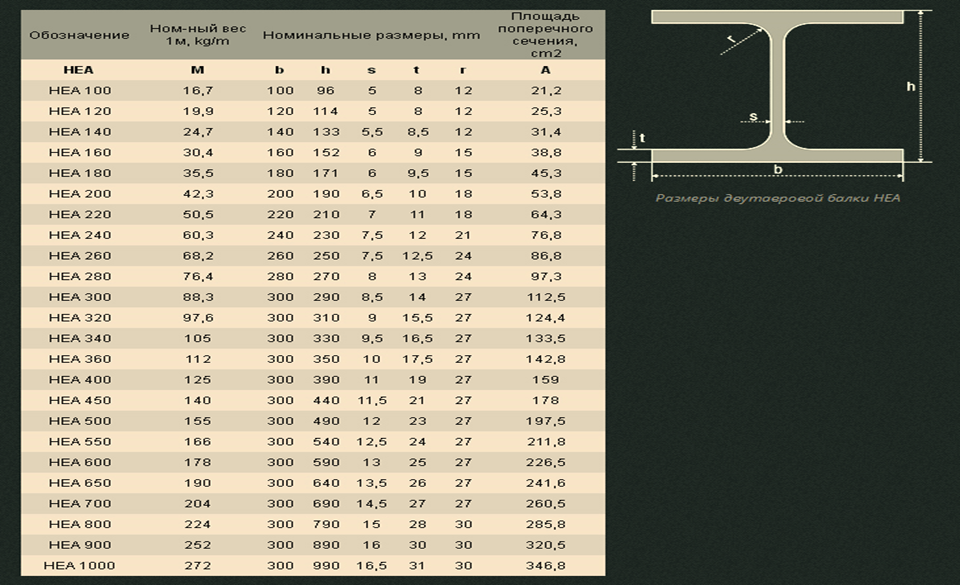
Прочность
Балка двутаврового сечения обеспечивает большую прочность на единицу веса благодаря оптимизированной площади поперечного сечения и отличному соотношению прочности к весу.
Как правило, двутавровые балки имеют большую глубину, чем ширину, что делает их исключительно хорошими для несущей нагрузки при местном изгибе. Кроме того, они легче по весу, чем двутавровые балки, поэтому они не будут воспринимать значительную нагрузку, как двутавровые балки.
Жесткость
Как правило, балки двутаврового сечения более жесткие и могут выдерживать большую нагрузку, чем балки двутаврового сечения.
Поперечное сечение
Балка двутаврового сечения имеет узкое поперечное сечение, пригодное для восприятия прямых нагрузок и растягивающих напряжений, но плохо сопротивляется скручиванию.
Для сравнения, двутавровая балка имеет более широкое поперечное сечение, чем двутавровая балка, которая может выдерживать прямую нагрузку и растягивающие напряжения, а также сопротивляться скручиванию.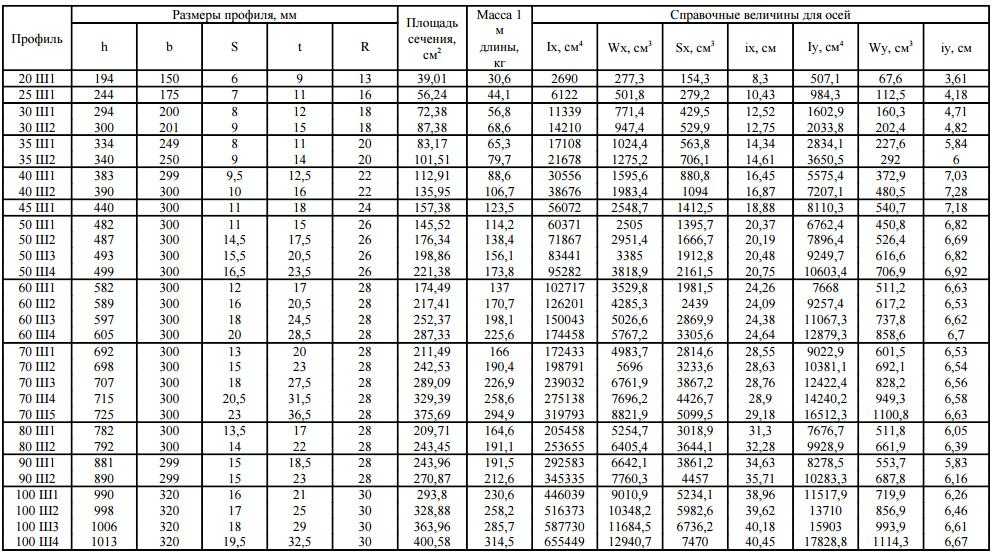
Простота сварки
Балки двутаврового сечения более доступны для сварки благодаря их прямым внешним полкам, чем балки двутаврового сечения. Поперечное сечение балки двутаврового сечения более прочное, чем поперечное сечение двутавровой балки; следовательно, он может взять на себя более значительную нагрузку.
Момент инерции
Момент инерции балки определяет ее способность сопротивляться изгибу. Чем она будет выше, тем меньше будет прогибаться балка.
Балки двутаврового сечения имеют более широкие полки, высокую поперечную жесткость и большую момент инерции , чем у двутавровых балок, и они более устойчивы на изгиб, чем двутавровые балки.
Пролеты
Балка двутаврового сечения может использоваться для пролета от 33 до 100 футов из-за производственных ограничений, а балка двутаврового сечения может использоваться для пролета до 330 футов, поскольку ее можно изготовить любого размера и высоты.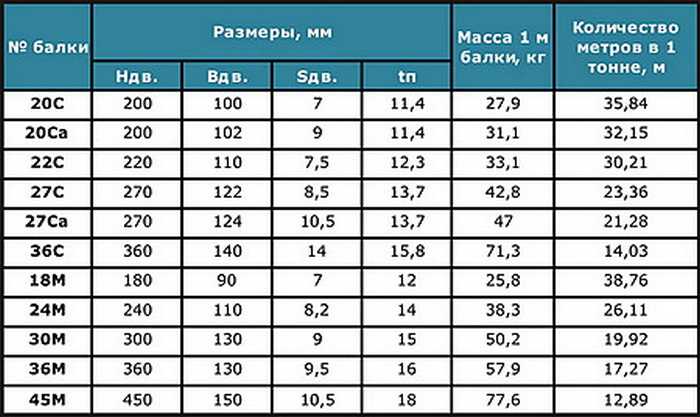
Эконом
Балка двутаврового сечения является более экономичной с улучшенными механическими свойствами, чем балка двутаврового сечения.
Применение
Двутавровые балки идеально подходят для антресолей, мостов, платформ и строительства типовых жилых и коммерческих зданий. Они также используются для несущей колонны , каркаса кузова прицепа и грузовика.
Балки двутаврового сечения являются принятым сечением для мостов, зданий из конструкционной стали и изготовления опорных рам и колонн для лифтов, подъемников и подъемников, троллейбусов, прицепов и кузовов грузовиков.
9. Обе стальные балки широко используются в строительном бизнесе. Лучший из них полностью субъективен и зависит от их применения.
Если вы считаете эту информацию осведомленной, пожалуйста, поделитесь ею. Если я пропустил какие-либо различия между этими двумя стальными балками, дайте мне знать в разделе комментариев.
Спасибо!
Также прочитайте
Разница между натяжением и сжатием
БАМ ВАМА — 12 Разница между лучом и столбцом
Очинок. Как рассчитать удельный вес стальных стержней?
Разница между английскими и фламандскими облигациями
8 Типы лестниц, Лестничные марши
Разработка эффективного сечения стальной балки для модульной конструкции на основе метода «Шесть сигм»
На этой странице
РезюмеВведениеБлагодарностиСсылкиАвторское правоСтатьи по теме . Хотя «Шесть сигм» часто применяются в производстве и других сферах услуг, это относительно новая концепция в области проектирования и строительства зданий. В качестве первого шага в этом подходе проводятся исследования рынка и опросы для получения мнений потенциальных клиентов. Затем мнения клиентов преобразуются в качественные характеристики стальной балки с использованием методики развертывания функции качества. В качестве основной формы модульной балки выбран стальной полый швеллер с фланцами, а концепция конструкции получена и разработана с применением методологии матрицы Пью. Пилотный тест был проведен для проверки эффективности разработанного сечения луча. Результаты показали, что разработанное сечение швеллерной балки показало отличные характеристики и сохранило высокую точность изготовления, что привело к значительному снижению расхода стали.
Затем мнения клиентов преобразуются в качественные характеристики стальной балки с использованием методики развертывания функции качества. В качестве основной формы модульной балки выбран стальной полый швеллер с фланцами, а концепция конструкции получена и разработана с применением методологии матрицы Пью. Пилотный тест был проведен для проверки эффективности разработанного сечения луча. Результаты показали, что разработанное сечение швеллерной балки показало отличные характеристики и сохранило высокую точность изготовления, что привело к значительному снижению расхода стали.
1. Введение
Модульное строительство представляет собой промышленную строительную систему, процесс которой в основном состоит из заводского производства готовых строительных блоков, доставки готовых блоков на строительную площадку и их быстрой сборки [1]. Конструктивную систему модульных зданий со стальным каркасом можно в основном разделить на два типа. Первая представляет собой балочно-колонную каркасную систему и подходит для использования в школьных зданиях или военных казармах, где требуется относительно большое открытое пространство [2].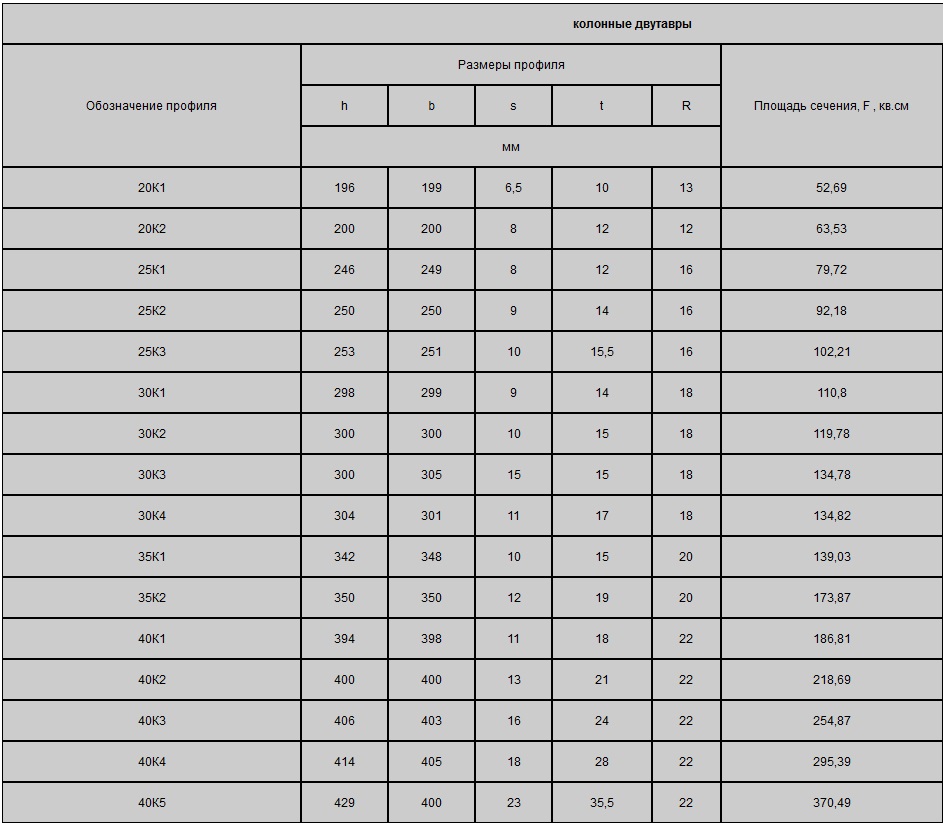 Во-вторых, это система несущих стен, и общежития или помещения для холостяков-офицеров являются хорошими приложениями этого типа, поскольку они могут быть построены с использованием ряда переносных модульных комнатных модулей [3, 4].
Во-вторых, это система несущих стен, и общежития или помещения для холостяков-офицеров являются хорошими приложениями этого типа, поскольку они могут быть построены с использованием ряда переносных модульных комнатных модулей [3, 4].
Как правило, модульная единица каркасной системы балка-колонна строится путем соединения конструктивных элементов, таких как угловые колонны, внутренние колонны, балки перекрытия и потолочные балки, с помощью болтового соединения или сварки. Рисунок 1 иллюстрирует пример стандартных модулей для начальных школ в Корее. Размеры составляют 9,8 м (длина), 7,5 м (между колоннами), 3 м (ширина) и 3,2 м (высота). В таблице 1 представлено соотношение состава основных конструктивных элементов, используемых в этом стандартном модуле. В балочно-колонной рамной системе верхняя балка нижнего яруса соединена с нижней балкой верхнего яруса. Такая схема соединения называется двухлучевой системой. В результате балочные элементы составляют большую часть структурных компонентов стандартного модуля, что составляет 81%, как показано в таблице 1.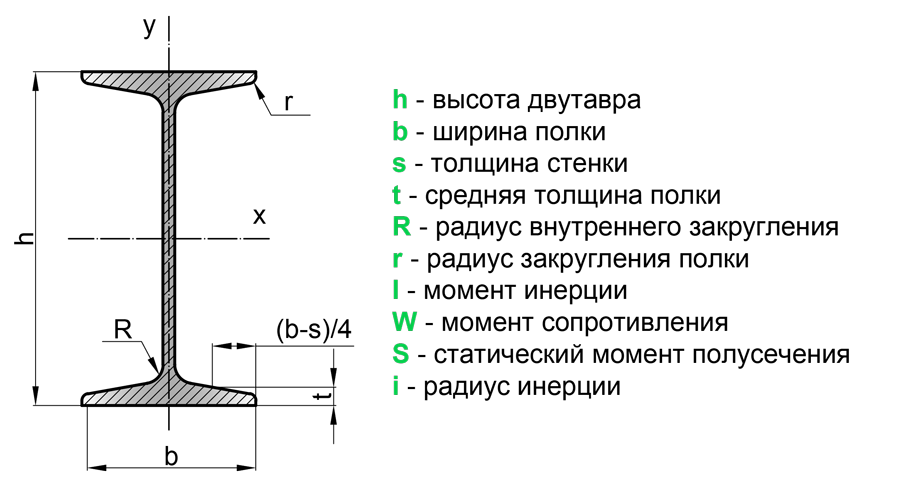 Балочные элементы играют важную роль, поскольку они не только вносят значительный вклад в общую стоимость строительства модульного модуля. зданий, но также может влиять на различные факторы, такие как высота этажа и вибрация пола. Таким образом, выбор подходящих элементов балки имеет важное значение для повышения экономической эффективности и производительности модульных зданий.
Балочные элементы играют важную роль, поскольку они не только вносят значительный вклад в общую стоимость строительства модульного модуля. зданий, но также может влиять на различные факторы, такие как высота этажа и вибрация пола. Таким образом, выбор подходящих элементов балки имеет важное значение для повышения экономической эффективности и производительности модульных зданий.
«Шесть сигм» впервые были разработаны компанией Motorola в 1980-х годах [5] и стали широко известны в 1990-х, когда Джек Уэлч сделал ее центральным элементом своей бизнес-стратегии в General Electric. С конца 1990-х годов большинство производственных компаний в Корее применяли «шесть сигм» для повышения производительности, улучшения процессов и разработки новых продуктов. Хотя «Шесть сигм» неоднократно применялись к управлению строительством и проектированию жилья, например [5, 6], это одно из очень немногих исследований, в которых концепция «Шесть сигм» используется для разработки новых элементов стальных конструкций для модульного строительства.
Как правило, проекты «Шесть сигм» следуют методологии DMAIC или DFSS. DMAIC фокусируется на улучшении существующего бизнес-процесса, а DFSS направлен на создание новых продуктов или процессов. Основываясь на этом обсуждении, в этом исследовании предлагается систематический подход к разработке стальной модульной балочной секции, которую можно использовать в системе каркаса балки-колонны, и проверяется ее эффективность посредством пилотных испытаний.
2. Методология QFD и получение CTQ
2.1. Методология КФД
Философия подхода «Шесть сигм» делает упор на отражение потребностей клиентов при разработке производственных процессов. Для этого требуется идентификация и категоризация потенциальных клиентов, а также оценка важности каждой группы клиентов. В методологии «Шесть сигм» эти требования клиентов называются мнением клиентов (VOC), которые получают в ходе опросов и интервью и используют в качестве основных данных для разработки продукта. По результатам опросов, производители модулей требуют снижения себестоимости, а также сокращения сроков поставки, а проектировщики ожидают выполнения различных требований, связанных с конструкцией.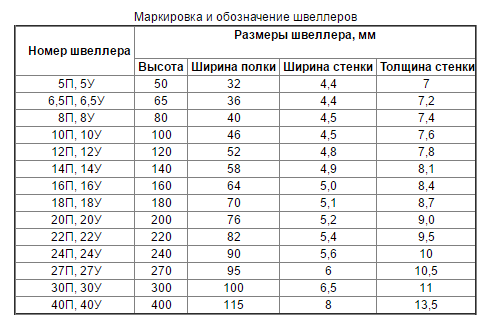 VOC владельца здания в основном сосредоточен на отличной производительности изготовленных модулей.
VOC владельца здания в основном сосредоточен на отличной производительности изготовленных модулей.
В этом исследовании используется методология развертывания функции качества (QFD) для преобразования потребностей клиентов в характеристики качества разрабатываемых продуктов. Методология QFD, впервые предложенная Акао в 1960-х годах [7], представляет собой инструмент, который может обеспечить количественную оценку взаимосвязи между требованиями клиентов и характеристиками продукта с использованием корреляционной матрицы [8, 9]. На рис. 2 показан дом качества (HOQ), необходимый для проведения QFD.
В целом методология QFD следует ряду процедур: (1) определение требуемого качества; (2) рейтинг важности для нужд клиентов; (3) определение качественных характеристик; (4) корреляционный анализ между требуемым качеством и качественными характеристиками; (5) техническая оценка; (6) анализ взаимосвязи характеристик качества при необходимости; (7) настройка целевой спецификации для характеристик качества. В данном исследовании требуемое качество определяется по ЛОС, полученным в ходе первого раунда интервью, а затем приоритезируются характеристики качества на основе оценок заказчиков и экспертов. Наконец, присваиваются целевые значения и рейтинги важности характеристик качества.
В данном исследовании требуемое качество определяется по ЛОС, полученным в ходе первого раунда интервью, а затем приоритезируются характеристики качества на основе оценок заказчиков и экспертов. Наконец, присваиваются целевые значения и рейтинги важности характеристик качества.
В этом исследовании методология QFD используется для разработки новой стальной модульной балки. Результаты ранжирования приоритетов для ЛОС, в которых учитываются требования как потребителей, так и разработчиков продуктов, представлены в таблице 2. Элемент, помеченный как «требуемое потребителями качество» в Таблице 2, представляет собой реорганизацию ЛОС каждой группы потребителей для Анализ QDF и его приоритетные рейтинги определяются по результатам опросов клиентов. Из результатов таблицы видно, что товары с высоким приоритетом имеют «низкую стоимость производства», «небольшое количество стали», «небольшую производственную деформацию» и «короткое время хранения после заказа». При определении рейтинга приоритета в таблице 2 важность требований клиентов и удовлетворенности существующей продукцией определяется на основе опросов.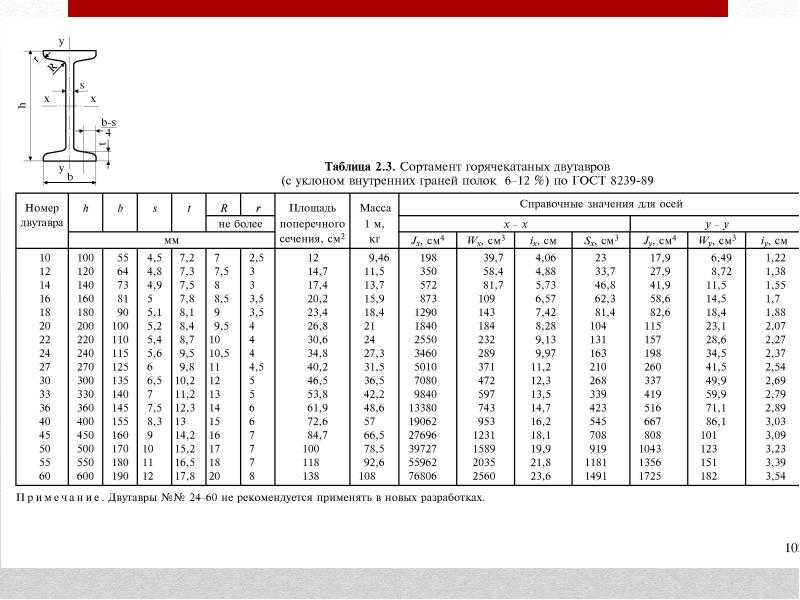 «Качество планирования» и «точка продажи» в таблице 2 являются показателями достижимого качества и количества продаж с точки зрения разработчиков соответственно.
«Качество планирования» и «точка продажи» в таблице 2 являются показателями достижимого качества и количества продаж с точки зрения разработчиков соответственно.
2.2. Получение CTQ
На основе анализа корреляции между требуемыми качествами и характеристиками качества могут быть получены параметры, которые имеют решающее значение для качества (CTQ) с точки зрения потребителей. Качественным характеристикам присваиваются различные весовые значения ( ◎ : 5 баллов, ○: 3 балла и △: 1 балл) в зависимости от соотношения с соответствующими требованиями заказчика. Общая важность может быть рассчитана путем суммирования произведений взвешенного значения и абсолютной важности в таблице 3. Характеристики качества с высокой оценкой важности могут быть выбраны в качестве потенциальных CTQ.
Этот процесс получения CTQ важен в методологии «Шесть сигм», которая максимально отражает потребности клиентов. VOC не содержит каких-либо прямых утверждений о характеристике качества, но ее можно преобразовать в проектируемые характеристики качества с помощью анализа QFD.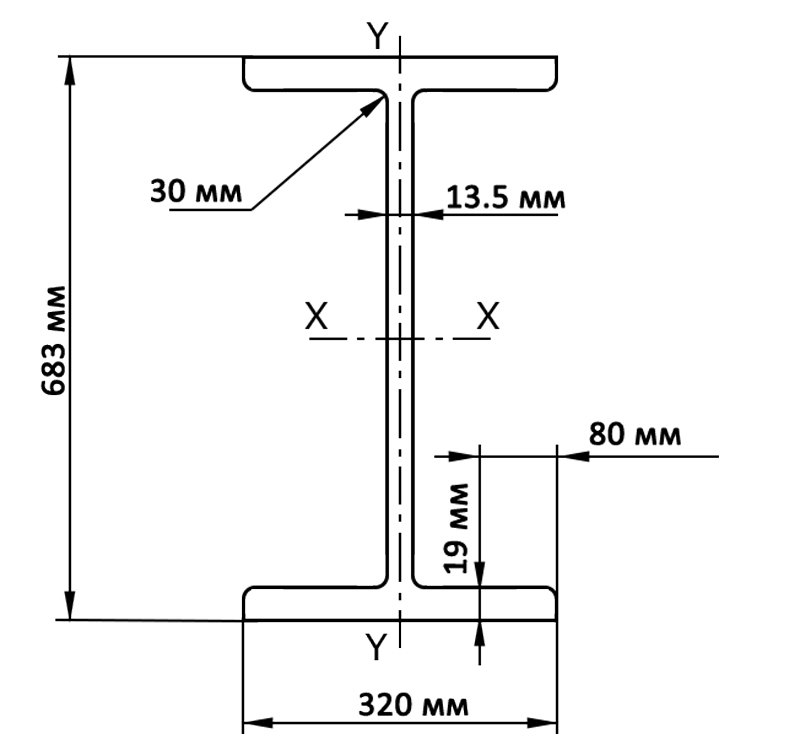 В таблице 3 перечислены рейтинги важности, полученные в результате корреляционного анализа требуемого качества и характеристик качества.
В таблице 3 перечислены рейтинги важности, полученные в результате корреляционного анализа требуемого качества и характеристик качества.
Анализ QFD показывает, что важными характеристиками качества являются «длина сварного шва на единицу длины», «момент инерции на единицу площади поперечного сечения балки» и «вес балки перекрытия на единицу площади в плане». Эти элементы выбираются как CTQ на следующем этапе и выражаются количественно. Среди 15 характеристик качества 3 верхних элемента выбираются как CTQ и определяются, как показано в Таблице 4, где показаны их определения, методы измерения, текущие и целевые уровни. Целевые уровни определяются с использованием существующих застроенных RHS (прямоугольных полых профилей) и каналов в качестве эталонов.
3. Дизайн продукта с использованием методологии матрицы Пью
3.1. Функциональный анализ и матрица Пью
Определены основные функции стальной модульной балочной секции и разработана ее оптимальная конструкция с использованием CTQ, полученных на предыдущем этапе. В таблице 5 описаны основные процессы, необходимые для изготовления стальной модульной балочной секции, и классифицированы функции, необходимые в каждом процессе, по одной из трех функций, а именно: основная функция (необходимая), привлекательная функция (радостная) и дискриминационная функция (основная). удовлетворяющий). Основные функции должны быть удовлетворены, в то время как привлекательные и дифференцированные функции могут быть дополнительно учтены в процессе проектирования.
В таблице 5 описаны основные процессы, необходимые для изготовления стальной модульной балочной секции, и классифицированы функции, необходимые в каждом процессе, по одной из трех функций, а именно: основная функция (необходимая), привлекательная функция (радостная) и дискриминационная функция (основная). удовлетворяющий). Основные функции должны быть удовлетворены, в то время как привлекательные и дифференцированные функции могут быть дополнительно учтены в процессе проектирования.
Ключевые функции можно определить на основе анализа корреляции между характеристиками качества и связанными функциями, применяя тот же метод, который использовался для создания CTQ в таблице 3. В таблице 6 показано соотношение между характеристиками качества и ключевыми функциями. Из этого соотношения в качестве ключевых функций выбраны «минимизация прогиба и вибрации балки», «прочность балки на изгиб», «сопротивление землетрясению и ветру» и «проникновение трубопроводного оборудования».
После определения основных функций необходимо разработать оптимальную концепцию дизайна, удовлетворяющую полученным ключевым функциям. Для этого могут использоваться различные методы, такие как бенчмаркинг передовых технологий, мозговой штурм с участием экспертов, ТРИЗ и майндмэппинг. В данном исследовании создаются различные решения, способные удовлетворить ключевые функции, и путем комбинирования этих решений получаются несколько возможных вариантов конструкции. Наконец, матрица Пью используется для выбора оптимального дизайна среди полученных дизайнов.
Для этого могут использоваться различные методы, такие как бенчмаркинг передовых технологий, мозговой штурм с участием экспертов, ТРИЗ и майндмэппинг. В данном исследовании создаются различные решения, способные удовлетворить ключевые функции, и путем комбинирования этих решений получаются несколько возможных вариантов конструкции. Наконец, матрица Пью используется для выбора оптимального дизайна среди полученных дизайнов.
В таблице 7 перечислены доступные решения для каждой из ключевых функций стальной модульной балочной секции. В таблице указано, что существует два решения для «прохода трубопроводного оборудования» и «соединения балки и плиты», четыре решения для конструктивных функций, в частности, «прочность балки на изгиб», «минимизация прогиба и вибрации балки» и «землетрясение и ветровая нагрузка». сопротивление», и одно решение для всех остальных функций. Эти решения можно комбинировать для создания оптимальной концепции дизайна. Путем объединения решений, перечисленных в Таблице 7, получаются семь концепций дизайна.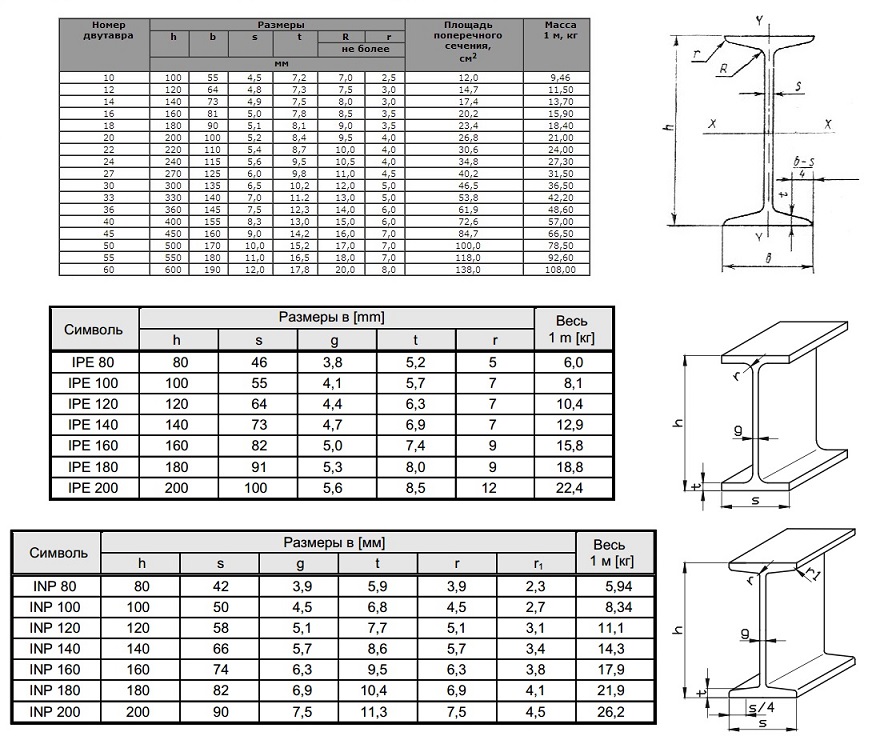 Они выполняют различные функции, необходимые для балок перекрытия и потолка модульной каркасной системы балка-колонна, и демонстрируют различные характеристики в отношении стоимости изготовления, расхода стали и доступности как для балок потолка, так и для перекрытий. Их характеристики приведены в Таблице 8.
Они выполняют различные функции, необходимые для балок перекрытия и потолка модульной каркасной системы балка-колонна, и демонстрируют различные характеристики в отношении стоимости изготовления, расхода стали и доступности как для балок потолка, так и для перекрытий. Их характеристики приведены в Таблице 8.
Для выбора оптимального плана среди вариантов, перечисленных в Таблице 8, в Таблице 9 создается матрица Пью. В этой методике выполняется относительная оценка каждого кандидата путем сравнения его с эталонным планом для каждого из ключевых критерии. Застроенный RHS выбран в качестве эталонного проекта для этого сравнения. Таким образом, если кандидат показывает лучшую производительность, чем эталонный дизайн, он обозначается знаком +. Если кандидат хуже или равен эталонному дизайну, он обозначается как — или S соответственно. В качестве оптимального плана выбирается кандидат с наибольшей разницей между суммой плюсов и суммой минусов. Результаты в таблице 9указывают, что проектная концепция 2 является оптимальной.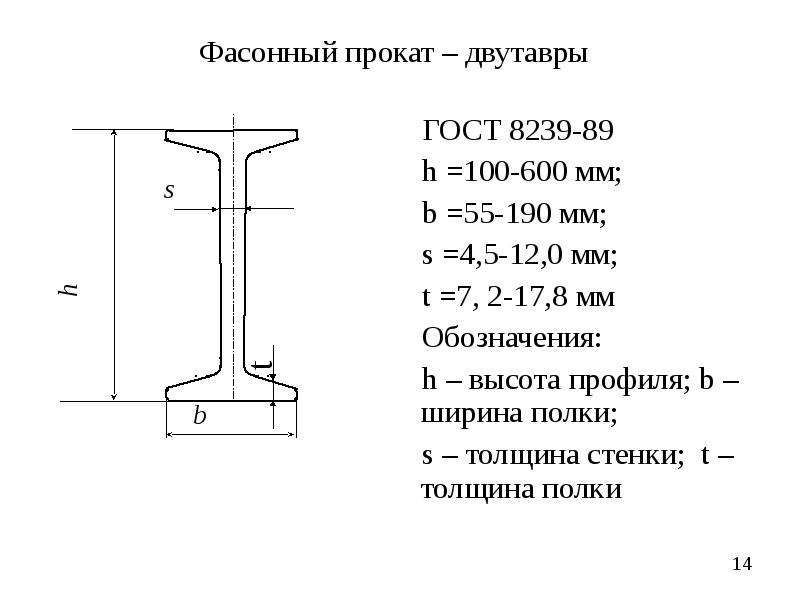 Таким образом, он выбран в качестве прототипа стальной модульной балки.
Таким образом, он выбран в качестве прототипа стальной модульной балки.
Прототип имеет полые полки как в верхней, так и в нижней части сечения, как показано в таблице 9. Он может быть изготовлен методом профилирования, при котором тонкие стальные листы пропускают через несколько валков и последовательно сгибают при комнатной температуре. . Форма поперечного сечения показана на рисунке 3. Элемент стальной балки с формой поперечного сечения, показанной на рисунке 3, далее для удобства именуется балкой с оптимизированной модульной конструкцией (MCO).
3.2. Детальный проект балки MCO
В этом разделе рассматривается детальный проект балки MCO с учетом производственного процесса. С компонентами детальной конструкции поперечное сечение имеет переменную часть, а также неизменную часть, как показано на рисунке 4. Хотя балки MCO, изготовленные с помощью процесса профилирования, требуют меньших производственных затрат, чем обычные составные балки, разнообразие по глубине также необходимо для их применения в модульных зданиях с различными пролетами. Поэтому верхняя и нижняя полые части полки выполнены как неизменная часть и изготавливаются с использованием одного валка. Напротив, толщина и ширина секции стенки являются переменными. Конструктивные требования для каждого конструктивного фактора балки MCO перечислены в таблице 10. Для изготовления балок MCO используется сталь SPA-H, поскольку она обладает высокой прочностью, а также высокой прочностью на растяжение 49.0 МПа.
Поэтому верхняя и нижняя полые части полки выполнены как неизменная часть и изготавливаются с использованием одного валка. Напротив, толщина и ширина секции стенки являются переменными. Конструктивные требования для каждого конструктивного фактора балки MCO перечислены в таблице 10. Для изготовления балок MCO используется сталь SPA-H, поскольку она обладает высокой прочностью, а также высокой прочностью на растяжение 49.0 МПа.
Процедуры проектирования балки MCO с постоянным поперечным сечением (полая полка) можно резюмировать следующим образом.
Шаг 1 (установка диапазона ширины фланца, как показано на рис. 5). (i) Если минимальная ширина колонны составляет 125 мм, ширина полки находится в диапазоне 100–120 мм.
(ii) Минимальная ширина горизонтальной части плоского фланца должна быть не менее 50 мм.
Шаг 2 (определение и показано на рисунке 6). Эти параметры являются постоянными независимо от толщины стального листа, если используется один и тот же процесс прокатки. (i) Изгибающая способность стали SPA-H: если угол изгиба составляет 180 градусов, внутренний радиус должен быть не менее чем в 1,5 раза больше полки. толщина. (ii) Максимальная толщина стального листа ограничена 10 мм. (iii) Если угол изгиба находится в диапазоне 9от 0 до 180 градусов, = 15 мм. (iv) Если угол изгиба составляет 90 градусов, = 12 мм.
(i) Изгибающая способность стали SPA-H: если угол изгиба составляет 180 градусов, внутренний радиус должен быть не менее чем в 1,5 раза больше полки. толщина. (ii) Максимальная толщина стального листа ограничена 10 мм. (iii) Если угол изгиба находится в диапазоне 9от 0 до 180 градусов, = 15 мм. (iv) Если угол изгиба составляет 90 градусов, = 12 мм.
Этап 3 (определение ширины полки). (i) Если толщина стального листа составляет 10 мм, а и 15 и 12 мм, соответственно, ширина плоской полки находится в диапазоне от 53 до 73 мм, что удовлетворяет условию шага 1.
(ii) Полка ширина определяется как 120 мм, что является максимальным значением, допускаемым условием в шаге 1, учитывая простоту крепления к потолку и напольным направляющим.
Шаг 4 (определение ). Это значение является постоянным, если используется один и тот же процесс профилирования независимо от толщины полки. (i) Если угол изгиба меньше 90 градусов, = 12 мм, что соответствует .
Шаг 5 (установка диапазона высоты фланца, показанного на рис.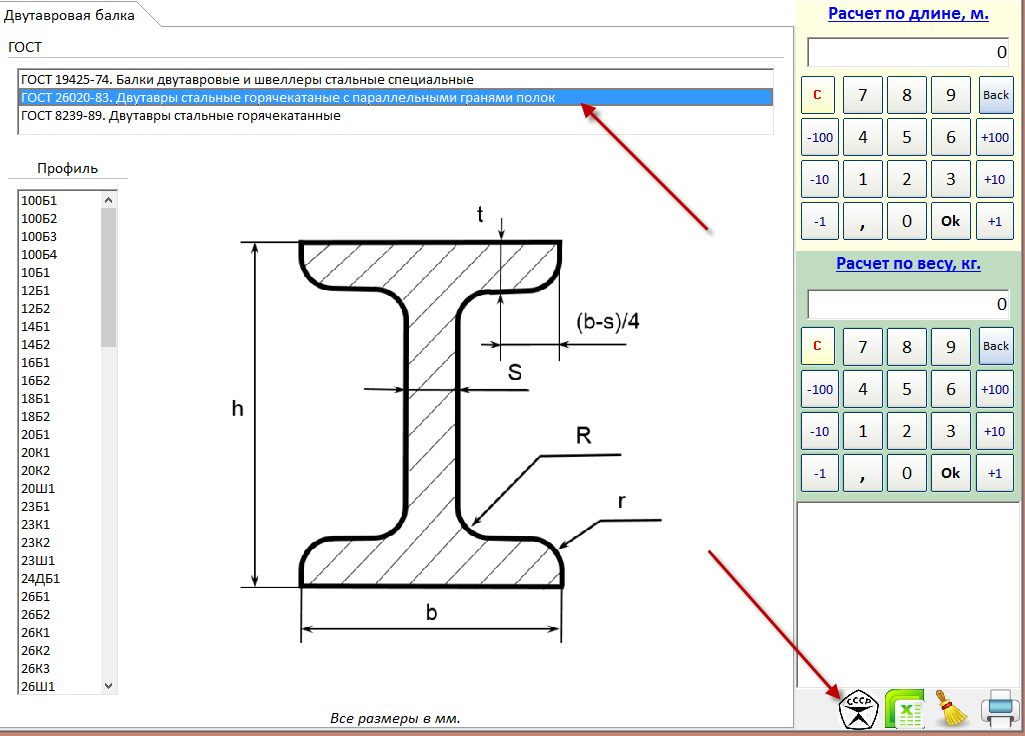 7). (i) Если предположить, что верхняя и нижняя полки параллельны друг другу, а толщина полки составляет 10 мм, = 10 + 15 + 15 + 10 = 50 мм.
7). (i) Если предположить, что верхняя и нижняя полки параллельны друг другу, а толщина полки составляет 10 мм, = 10 + 15 + 15 + 10 = 50 мм.
(ii) Высота полки может быть рассчитана с учетом максимальной высоты балки 400 мм и минимальной толщины стального листа 4,5 мм и применения максимального отношения ширины к толщине 61 для предотвращения упругого местного коробления как = (400 − 61 × 4,5 )/2 = 63 мм.
Этап 6 (окончательный выбор неизменяемых размеров верхней полой полки). (i) Фасадная сварка выполняется на соединении стальных пластин, как показано на рис. 8.
Для трех модульных пролетов 6, 7,5 и 8,1 м приняты следующие расчетные условия для переменной части поперечного сечения балки MCS. : нагрузка на балку перекрытия в диапазоне 2~5 кН/м 2 , временная нагрузка на балку перекрытия в диапазоне 2~5 кН/м 2 , нагрузка на балку потолка в диапазоне 0,3~0,5 кН/м 2 и временная нагрузка потолочной балки в диапазоне 0,5~1 кН/м 2 . Различные формы поперечного сечения для балки MCO разработаны путем изменения толщины стального листа и высоты стенки в качестве конструктивных переменных при удовлетворении требований к размерам поперечного сечения, рассмотренным выше. Как показано в таблице 11, в качестве расчетных значений используются 6 значений толщины стального листа и 7 значений высоты стенки. Эффективный момент инерции для сечений в таблице колеблется от 1530 до 18 218 см 4 . В общей сложности 42 спроектированных формы поперечного сечения балки MCO представлены на рисунке 9. местной компанией в Корее, и оцениваются их формуемость и свариваемость. На рис. 10 показана процедура опытного производства разработанных секций балки MCO. Длинная полоса из рулонной стали пропускается через комплекты валков до получения формы с верхним и нижним полыми полками. Затем изготовление секции балки MCO завершается сваркой гнутого профиля. На рис. 11 показан пример собранного модульного блока с изготовленными балками MCO.
Различные формы поперечного сечения для балки MCO разработаны путем изменения толщины стального листа и высоты стенки в качестве конструктивных переменных при удовлетворении требований к размерам поперечного сечения, рассмотренным выше. Как показано в таблице 11, в качестве расчетных значений используются 6 значений толщины стального листа и 7 значений высоты стенки. Эффективный момент инерции для сечений в таблице колеблется от 1530 до 18 218 см 4 . В общей сложности 42 спроектированных формы поперечного сечения балки MCO представлены на рисунке 9. местной компанией в Корее, и оцениваются их формуемость и свариваемость. На рис. 10 показана процедура опытного производства разработанных секций балки MCO. Длинная полоса из рулонной стали пропускается через комплекты валков до получения формы с верхним и нижним полыми полками. Затем изготовление секции балки MCO завершается сваркой гнутого профиля. На рис. 11 показан пример собранного модульного блока с изготовленными балками MCO.
Результаты CTQ и оценки производительности конечной продукции сведены в Таблицу 12. Уровень деформации балки MCO, возникающей при ее производстве, составляет менее 5 мм на 10 м. В то время как некоторая деформация может иметь место во время вторичной обработки, такой как сварка кронштейнов и концевых пластин, дополнительная коррекция может быть выполнена в процессе сборки модуля, что приведет к погрешности менее 3 мм на модуль. Чтобы подтвердить, что изготовленные балки имеют достаточный момент инерции на единицу площади поперечного сечения, в общей сложности испытывают 150 случаев для различных пролетов перекрытий и условий нагрузки. Результаты испытаний показывают, что средний пролет пола составляет 183,38 см 9 .0296 2 и стандартное отклонение 16 см 2 . Таким образом, среднее значение значительно выше проектной цели, которая составляет 160 см 2 . Для трех пролетов 6, 7,5 и 8,1 м выбираются балки перекрытий оптимальных сечений, а затем для каждого случая оценивается вес балок перекрытий на единицу площади. Из результатов таблицы видно, что целевые значения достигаются во всех трех случаях.
Из результатов таблицы видно, что целевые значения достигаются во всех трех случаях.
В этом исследовании был представлен систематический подход к разработке эффективной секции стальной балки для модульного строительства на основе Six-Sigma. В качестве первого шага этого подхода проводятся исследования рынка и опросы для получения мнений потенциальных клиентов. Затем мнения заказчиков были преобразованы в качественные характеристики швеллерной стальной балки с использованием методики развертывания функции качества. В качестве основной формы модульной балки был выбран стальной полый швеллер с фланцами, а концепция конструкции была получена и разработана с применением методологии матрицы Пью. Пилотный тест был проведен для проверки эффективности разработанного сечения луча. Основные выводы этого исследования заключаются в следующем: (1) Чтобы отразить потребности клиентов в разработке производственных процессов, была применена методология QFD, а также «длина сварки на единицу длины», «момент инерции на площадь поперечного сечения балки, » и «масса балок перекрытий на единицу площади в плане» были выбраны в качестве CTQ. Количественные целевые значения для этих элементов также были установлены. (2) Семь концепций дизайна были разработаны на основе анализа ключевых функций стальной модульной балки, чтобы удовлетворить полученные CTQ. Для получения оптимальной конструкции стальной модульной балки с полыми полками вверху и внизу была применена методология матрицы Пью. (3) В конструкции конечного продукта поперечное сечение балки MCO имеет верхнюю и нижнюю полые фланцевые части в качестве неизменной части и секция стенки в качестве переменной части. Результаты опытного производства балки МСО показывают, что вес балок перекрытий на единицу площади может быть снижен в среднем до 0,25 кН/м 2 для стандартного пролета 7,5 м, что на 18 % меньше, чем соответствующее значение для составной балки RHS. Все модули, собранные с использованием балочных продуктов MCO, показывают погрешность менее 3 мм на модульный модуль, что соответствует целевому значению. потребности, такие как снижение производственных затрат, меньшее использование материалов и снижение структурной деформации модульных блоков при разработке продукта.
Количественные целевые значения для этих элементов также были установлены. (2) Семь концепций дизайна были разработаны на основе анализа ключевых функций стальной модульной балки, чтобы удовлетворить полученные CTQ. Для получения оптимальной конструкции стальной модульной балки с полыми полками вверху и внизу была применена методология матрицы Пью. (3) В конструкции конечного продукта поперечное сечение балки MCO имеет верхнюю и нижнюю полые фланцевые части в качестве неизменной части и секция стенки в качестве переменной части. Результаты опытного производства балки МСО показывают, что вес балок перекрытий на единицу площади может быть снижен в среднем до 0,25 кН/м 2 для стандартного пролета 7,5 м, что на 18 % меньше, чем соответствующее значение для составной балки RHS. Все модули, собранные с использованием балочных продуктов MCO, показывают погрешность менее 3 мм на модульный модуль, что соответствует целевому значению. потребности, такие как снижение производственных затрат, меньшее использование материалов и снижение структурной деформации модульных блоков при разработке продукта.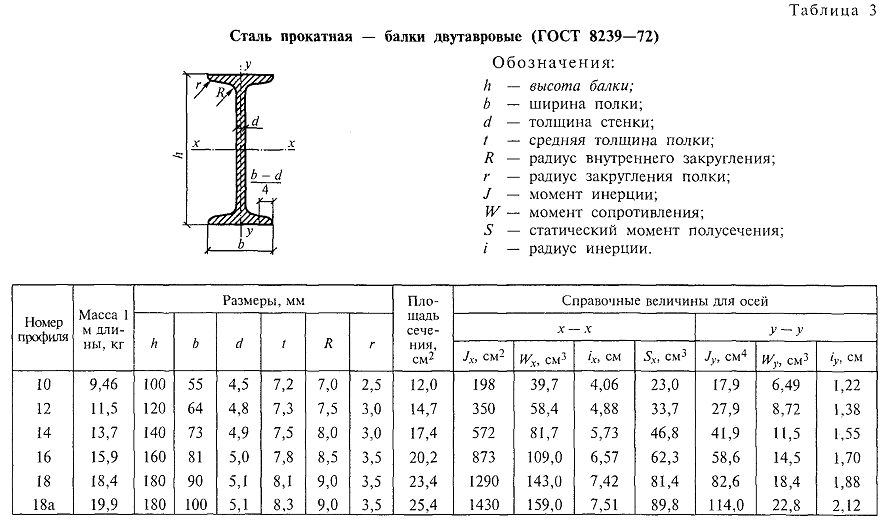 Ожидается, что предложенный метод может быть использован для разработки других типов конструкционных модульных балок и сможет удовлетворить разнообразные требования различных групп заказчиков.
Ожидается, что предложенный метод может быть использован для разработки других типов конструкционных модульных балок и сможет удовлетворить разнообразные требования различных групп заказчиков.
Конкурирующие интересы
Авторы заявляют об отсутствии конфликта интересов в отношении публикации этой статьи.
Благодарности
Это исследование было поддержано грантом Национального исследовательского фонда Кореи (грант № NRF-2016 R1D1A1B01010615).
Ссылки
Р. М. Лоусон, Р. Г. Огден и Р. Бергин, «Применение модульной конструкции в высотных зданиях», Journal of Architectural Engineering , том. 18, нет. 2, стр. 148–154, 2012 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
С.-Г. Хонг, Б.-Х. Чо, К.-С. Чанг и Дж.-Х. Мун, «Поведение каркасной модульной строительной системы с двойными стальными панелями», Journal of Constructional Steel Research , vol.
 67, нет. 6, стр. 936–946, 2011.
67, нет. 6, стр. 936–946, 2011.Посмотреть по адресу:
Сайт издателя | Google Scholar
Х.-Дж. Ким, Ж.-С. Ли, Х.-Ю. Ким, Б.-Х. Чо, Ю. Си и К.-Х. Квон, «Экспериментальное исследование огнестойкости медицинского модульного блока», Стальные и композитные конструкции , том. 15, нет. 1, стр. 103–130, 2013 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Т.-С. Эом, Т.-Х. Ха, Б.-Х. Чо и Т.-Х. Ким, «Испытания на циклическую нагрузку стен с каркасными стойками с раскосами и стальной обшивкой», Journal of Structural Engineering , vol. 141, нет. 7, ID статьи 04014173, 2015 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Л. С. Фенг и М. С. Хуэй, «Реализация и применение шести сигм в строительстве», Journal of Construction Engineering and Management , vol.
 130, нет. 4, стр. 482–489, 2004.
130, нет. 4, стр. 482–489, 2004.Посмотреть по адресу:
Сайт издателя | Google Scholar
Дж. А. Джонсон, Х. Гитлоу, С. Уайденер и Э. Попович, «Проектирование нового жилья в Университете Майами: тематическое исследование шести сигм © DMADV/DFSS», Quality Engineering , об. 18, нет. 3, стр. 299–323, 2006 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Ю. Акао, «История развития развертывания функции качества», Клиентоориентированный подход к планированию и внедрению качества , 1994.
Посмотреть по адресу:
Google Scholar
А. Хассан, А. Сиадат, Ж.-Ю. Дантан и П. Мартин, «Концептуальный процесс планирования подхода к улучшению с использованием методов QFD, FMEA и ABC», Robotics and Computer-Integrated Manufacturing , vol.

