Электрическая схема фрезерного станка: Принципиальная электрическая схема фрезерного станка, фото, видео
Содержание
Электрическая схема фрезерного станка 6р12
Фрезерный станок 6Р12: технические характеристики, схемы, советы
Фрезерный станок модели 6Р12 представляет собой устройство, широко распространенное в машиностроительной области производства. Использовался он часто во времена Советского Союза — практически каждый завод оснащался прибором. Используется в основном для обработки деталей малых и средних размеров. Сфера применения огромная, так как заслужено пользуется уважением не только многофункциональность, но и надежность работы устройства.
Сведения о производителе вертикально-фрезерного станка 6Р12
Производился станок на Горьковском заводе. Это государственное учреждение известно во всем мире, так как именно с его конвейера сходили лучшие виды оборудования для промышленных целей. Основан завод был в 31 году прошлого столетия, и уже через год он стал выпускать модели техники, предназначенные для работы с металлорежущими конструкциями.
Конкретно серия Р начала выходить в 1972 года. В этом же году появились модификации 6Р12, а вслед за ними и усовершенствованные 6Р12Б. Несколько лет спустя оборудование стало выпускаться с более унифицированной сферой использования — такие станки входили в серию М.
Сейчас Горьковский завод уже не занимается производством оборудования, но вместе с тем, разработанные его сотрудниками устройства можно приобрети в Российской Федерации С 2007 года большую часть приборов поставляет на иностранный и отечественный рынок так называемый Станочный Парк. Занимается выпуском классических и модификационных вариантов консольно-фрезерного типа.
Область применения
Станок 6Р12 относится к фрезерному типу, он используется для элементов небольшого размера. Отлично подходят из чугуна или стали, различных цветных металлов. При этом возможно использование труднообрабатываемых металлов — в этот основное преимущество станка.
Допустима обработка не только различных вертикальных и горизонтальных плоскостей, но и наклонных с любым градусом.
Также при помощи устройства можно работать с округленными или кривыми поверхностями, пазами, углами и рамками. Ограничений нет, но необходимо тщательно следовать инструкции. Например, для работы с кривыми поверхностями используется копиры, для угловых под 45 градусами ручное осевое смещение шпинделя и многое другое.
Основные технические характеристики
Характеристики указаны в листе технической эксплуатации. В частности, это:
- Н класс точности по ГОСТ 8-71 и 8-82;
- габариты стола — 1250 на 320 миллиметров;
- от стола до торца — до 450 миллиметров;
- по вертикали станины — 350 миллиметров;
- максимальный вес обрабатываемого элемента — до 250 грамм.
Размеры рабочего стола по оси Х не превышают 800, по У 250, а по Z 420 миллиметров. Скорость направляющих соответственно составляет 4, 4 и 1,33 метра в секунду.

Скорость работы определяет сферу использования и эффективность работы станка. Поэтому особое внимание при планировании конструкции было уделено характеристикам шпинделя. В частности, параметры следующие:
- частота вращения — от 40 до 2 тысяч оборотом в минуту;
- число скоростей — 18;
- отверстие — 29 миллиметров;
- пиноль — 70 миллиметров сдвиг;
- максимальный угол поворота — 45 градусов.
Прибор оснащен различными механическими девайсами. Установлены для облечения работы сотрудника:
- блокировки подач;
- упоры подач;
- предохранительные муфты;
- блокировки включения передач независимо друг от друга;
- возможность резкой подачи.
Установлено три электродвигателя в станке, при этом кВт в первом 7,5, а в приводе передач — 2,2. Общий показатель мощностей составляет 9,8 кВт.
В сравнении с другими моделями оборудования 6Р12 довольно габаритный и массивный инструмент. Его масса составляет 3120 килограмм, но производитель допускает, что она может быть несколько увеличена. Длина составляет 23,05, ширина — 19,50 а высота 20,20 сантиметров.
Его масса составляет 3120 килограмм, но производитель допускает, что она может быть несколько увеличена. Длина составляет 23,05, ширина — 19,50 а высота 20,20 сантиметров.
Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки.
В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности. Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика.
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.
Расположение и перечень органов управления
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.
Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
Маховики есть ручных поперечных и продольных перемещений и дубликаты их. Переключатели ручного и автоматического управления, дополнительно установлены зажимы консоли и головки на базовой части аппарата.
Кинематическая схема
Изначально движение подается от электрического двигателя через муфту. От последней начинает двигаться шпиндель при помощи трех блоков с зубцами. Указано в паспорте изделия, что всего допустимо 18 скоростей, которые передаются от коробки шпинделю. В консоли двигатель, который и определяет передачу вращения. Через муфту перемещается далее в консоль.
Влияют на скорость передачи фрикционы хода около двигателя. На станке 6Р12 невозможно включить сразу несколько скоростей, тем самым обеспечивается надежность устройства и специалистов, которые с ним работают. Закрепляющим кинематическую систему элементом служит стандартно станина.
Закрепляющим кинематическую систему элементом служит стандартно станина.
Коробка подач фрезерного станка 6Р12
Коробка подач представляет собой базовый механизм, отвечающий на выбор скорости и передачу ее необходимому механизму. Тип коробки подач 6Р82. Привод подач начинается от электрического двигателя. Он непосредственно на консоли. Подач всего 18 в данном аппарате и получаются они через предохранительную муфты. Влияет на ход выбор винта вертикального, продольного или поперечного типа.
Схема электрическая принципиальная
Схема прибора сложна. Состоит из нескольких блоков управления. Первый на шпинделе, что легко увидеть на принципиальной схеме устройства, идущем в комплекте. Вторая выводится перед столом.
Электрооборудование
Прибор используется от питающей сети 380 В с частотой переменного тока 50 Герц. Управляющие системы постоянным током 65 В, с переменным 110 В. Значения показательные равны 20 Амперам, при этом 63 Ампер в пункте питания. Местное освещение потребуется 24 В.
Местное освещение потребуется 24 В.
Российские и зарубежные аналоги станка
Полного аналога станка не присутствует, но есть схожие по выполняемым задачам. К числу таких относят JTM-949TS, FV 251M, FV 301, FV 321M, FV 361. Точный — Х5032. Схожи модели из единой серии Р.
Рекомендации по эксплуатации
Эксплуатация происходит по регулирующим нормативам. Обратить внимание следует на частые поломки:
- нагрев и сильный шум — проблемы с электрической схемой;
- звук в подшипниках — эксплуатация при отсутствии смазки;
- медлительность коробки скоростей — изнашивание шестерен.
Популярность станка в том, что опытный мастер решит проблемы самостоятельно. Ремонтируют с заменой изношенных деталей.
Электрическая схема — Простая английская Википедия, свободная энциклопедия
Электрическая цепь — это путь, по которому протекают электроны от источника напряжения или тока.
Точка, в которой эти электроны входят в электрическую цепь, называется «источником» электронов. Точка, в которой электроны покидают электрическую цепь, называется «обратной» или «заземлением». Точка выхода называется «возврат», потому что электроны всегда оказываются у источника, когда они завершают путь электрической цепи.
Точка, в которой электроны покидают электрическую цепь, называется «обратной» или «заземлением». Точка выхода называется «возврат», потому что электроны всегда оказываются у источника, когда они завершают путь электрической цепи.
Часть электрической цепи, которая находится между начальной точкой электронов и точкой, в которой они возвращаются к источнику, называется «нагрузкой» электрической цепи. Нагрузка на электрическую цепь может быть такой же простой, как нагрузка на бытовые приборы, такие как холодильники, телевизоры или лампы, или более сложной, такой как нагрузка на выходе гидроэлектростанции.
Цепи используют две формы электропитания: переменный ток (переменный ток) и постоянный ток (постоянный ток).AC часто питает большие приборы и двигатели и генерируется электростанциями. Постоянный ток питает аккумуляторные транспортные средства и другие машины и электронику. Преобразователи могут изменять переменный ток в постоянный и наоборот. Высоковольтная передача постоянного тока использует большие преобразователи.
Экспериментальная электронная схема
Электронные схемы обычно используют источники постоянного тока. Нагрузка электронной схемы может быть такой простой, как несколько резисторов, конденсаторов и лампы, соединенных вместе, чтобы создать вспышку в камере.Или электронная схема может быть сложной, соединяя тысячи резисторов, конденсаторов и транзисторов. Это может быть интегральная схема, такая как микропроцессор в компьютере.
Резисторы и другие элементы схемы могут быть подключены последовательно или параллельно. Сопротивление в последовательных цепях является суммой сопротивления.
Схема или схема соединений — это визуальное отображение электрической цепи. Электрические и электронные схемы могут быть сложными. Создание чертежей соединений ко всем компонентам в нагрузке схемы облегчает понимание того, как соединяются компоненты схемы.Чертежи для электронных схем называются «принципиальными схемами». Чертежи электрических цепей называются «электрическими схемами». Как и другие диаграммы, эти диаграммы обычно рисуются чертежниками, а затем печатаются. Диаграммы также могут быть созданы в цифровом виде с использованием специализированного программного обеспечения.
Как и другие диаграммы, эти диаграммы обычно рисуются чертежниками, а затем печатаются. Диаграммы также могут быть созданы в цифровом виде с использованием специализированного программного обеспечения.
Схема представляет собой схему электрической цепи. Схемы представляют собой графическое представление основных соединений в цепи, но они не являются реалистичными изображениями цепи. Схемы используют символы для представления компонентов в цепи.Условные обозначения используются в схемах для представления потоков электроэнергии. Общее соглашение, которое мы используем, — от положительного до отрицательного конца. Реалистичный путь прохождения электричества — от отрицательного к положительному полюсу.
На принципиальных схемах
используются специальные символы, распознаваемые всеми, кто использует чертежи. Символы на чертежах показывают, как такие компоненты, как резисторы, конденсаторы, изоляторы, двигатели, розетки, фонари, переключатели и другие электрические и электронные компоненты, соединяются вместе. Диаграммы очень помогают, когда работники пытаются выяснить, почему схема не работает правильно.
Диаграммы очень помогают, когда работники пытаются выяснить, почему схема не работает правильно.
Ток, протекающий в электрической или электронной цепи, может внезапно увеличиться при отказе детали. Это может привести к серьезному повреждению других компонентов в цепи или создать опасность возгорания. Для защиты от этого в цепь можно подключить плавкий предохранитель или устройство, называемое «выключателем». Автоматический выключатель разомкнет или «разорвет» цепь, когда ток в этой цепи станет слишком высоким, или предохранитель «перегорит».Это дает защиту.
Устройства защиты от замыкания на землю (G.F.I.) [изменить | изменить источник]
Стандартный возврат для электрических и электронных цепей — заземление. Если электрическое или электронное устройство выходит из строя, оно может разомкнуть цепь возврата на землю. Пользователь устройства может стать частью электрической цепи устройства, обеспечив обратный путь для электронов через тело пользователя вместо заземления цепи. Когда наше тело становится частью электрической цепи, пользователь может быть серьезно шокирован или даже убит током.
Когда наше тело становится частью электрической цепи, пользователь может быть серьезно шокирован или даже убит током.
Во избежание поражения электрическим током и поражения электрическим током, замыкание на землю прерывает устройства, обнаруживая обрыв цепи на массу в подключенных электрических или электронных устройствах. При обнаружении разомкнутой цепи на массу, G.F.I. Устройство немедленно открывает источник напряжения для устройства. G.F.I. Устройства похожи на автоматические выключатели, но предназначены для защиты людей, а не компонентов цепи.
Короткие замыкания — это цепи, которые возвращаются к источнику питания неиспользованным или с той же мощностью, что и подаваемые.Их использование обычно перегорает, но иногда нет. Выполнение этого с аккумулятором может привести к возгоранию.
,
Что такое выключатель? Принцип работы и типы автоматических выключателей
Автоматический выключатель — это коммутационное устройство, которое прерывает ненормальный ток или ток повреждения. Это механическое устройство, которое нарушает поток тока большой величины (неисправности) и, кроме того, выполняет функцию выключателя. Автоматический выключатель в основном предназначен для замыкания или размыкания электрической цепи, что защищает электрическую систему от повреждений.
Это механическое устройство, которое нарушает поток тока большой величины (неисправности) и, кроме того, выполняет функцию выключателя. Автоматический выключатель в основном предназначен для замыкания или размыкания электрической цепи, что защищает электрическую систему от повреждений.
Принцип работы выключателя
Автоматический выключатель состоит из неподвижных и подвижных контактов.Эти контакты касаются друг друга и проводят ток в нормальных условиях, когда цепь замкнута. Когда автоматический выключатель замкнут, токонесущие контакты, называемые электродами, зацепляются друг с другом под давлением пружины.
При нормальных условиях эксплуатации плечи выключателя можно открывать или закрывать для переключения и технического обслуживания системы. Для размыкания выключателя требуется только давление на триггер.
Каждый раз, когда происходит сбой в любой части системы, катушка отключения выключателя получает питание, и подвижные контакты разъединяются друг от друга каким-то механизмом, таким образом, размыкая цепь.
Типы выключателей
Автоматические выключатели в основном классифицируются по номинальному напряжению. Автоматические выключатели ниже номинального напряжения 1000 В называются автоматическими выключателями низкого напряжения, а свыше 1000 В называются автоматическими выключателями высокого напряжения.
Наиболее общий способ классификации автоматического выключателя основан на гашении дуги. Такими типами автоматических выключателей являются: —
- Масляный выключатель
- Гексафторид серы Автоматический выключатель
- Воздушный выключатель
Минимальный автоматический выключатель
Воздушный выключатель
Вакуумный выключатель
Все высоковольтные автоматические выключатели можно классифицировать по двум основным категориям i.масляные автоматические выключатели и безмасляные автоматические выключатели.
,
72 International Truck Инструкция по обслуживанию PDF скачать бесплатно
International Trucks logo
International truck Инструкции по обслуживанию — скачать
Год выпуска: 2009
Версия : 30 октября 2009 г.
Разработчик: Navistar
Платформа: ПК
Язык интерфейса: Только английский
Описание: Международный грузовик ISIS
Navistar Международная История
Navistar International — американский производитель грузовых автомобилей, основанный в 1902 году.Штаб-квартира компании находится в Уорренфилде, штат Иллинойс, США.
Navistar является осколком и преемником International Harvester, компании, основанной в 1902 году, которая производила грузовые автомобили под международным брендом, который был разрушен и продан по частям в 1984 году. Современное название было представлено в 1986 году.
До 2006 года акции Navistar торговались на Нью-Йоркской фондовой бирже, входящей в список пятисот крупнейших предприятий страны (S & P 500). В 2006 году между Navistar и их аудиторами, Deloitte и Touche, был разрыв из-за того, что аудиторы не внесли поправки в отчетность, сократив чистые активы компании на 2 миллиарда долларов. Акции компании, которая не прошла обязательный аудит за 2005 год, были первоначально исключены из биржевых торгов, а в декабре 2006 года Navistar был полностью исключен из биржевого реестра — исключительное событие для компании с оборотом в 12 миллиардов долларов. Компания остается публичной, ее акции котируются только по внебиржевой системе «розовых листьев». После кризиса 2007 года, в результате новых военных заказов, цена акций за 2007 год выросла в 4 раза.
Акции компании, которая не прошла обязательный аудит за 2005 год, были первоначально исключены из биржевых торгов, а в декабре 2006 года Navistar был полностью исключен из биржевого реестра — исключительное событие для компании с оборотом в 12 миллиардов долларов. Компания остается публичной, ее акции котируются только по внебиржевой системе «розовых листьев». После кризиса 2007 года, в результате новых военных заказов, цена акций за 2007 год выросла в 4 раза.
INTERNATIONAL грузовики и спецавтомобили — модельный ряд
Грузовые автомобили и шасси INTERNATIONAL:
МЕЖДУНАРОДНЫЙ 1652
МЕЖДУНАРОДНЫЙ 3400 FE
МЕЖДУНАРОДНЫЙ 3600
МЕЖДУНАРОДНЫЙ 3800
МЕЖДУНАРОДНЫЙ 4200 4 × 2
МЕЖДУНАРОДНЫЙ 4200 LP 4 × 2
МЕЖДУНАРОДНЫЙ 4300 4 × 2
МЕЖДУНАРОДНЫЙ 4300 LP 4 × 2
МЕЖДУНАРОДНЫЙ 4400 4 × 2 466
МЕЖДУНАРОДНЫЙ 4400 4 × 2 530
МЕЖДУНАРОДНЫЙ 4400 6 × 4 466
МЕЖДУНАРОДНЫЙ 4400 6 × 4 530
МЕЖДУНАРОДНЫЙ 4400 LP 4 × 2 466
МЕЖДУНАРОДНЫЙ 4400 LP 4 × 2 530
МЕЖДУНАРОДНЫЙ 4700
МЕЖДУНАРОДНЫЙ 4700 LP
МЕЖДУНАРОДНЫЙ 4800
МЕЖДУНАРОДНЫЙ 4900 6 × 6
МЕЖДУНАРОДНЫЙ 5500i 4 × 2
МЕЖДУНАРОДНЫЙ 5500i 6 × 4
МЕЖДУНАРОДНЫЙ 5500i 6 × 6
МЕЖДУНАРОДНЫЙ 5600i 4 × 2
МЕЖДУНАРОДНЫЙ 5600i 6 × 4
МЕЖДУНАРОДНЫЙ 5600i 6 × 6
МЕЖДУНАРОДНЫЙ 5900i
МЕЖДУНАРОДНЫЙ 8100 4 × 2
МЕЖДУНАРОДНЫЙ 8100 6 × 4
МЕЖДУНАРОДНЫЙ 8100 CH
МЕЖДУНАРОДНЫЙ 9100i 4 × 2
МЕЖДУНАРОДНЫЙ 9100i 6 × 4
МЕЖДУНАРОДНЫЙ 9200i 4 × 2
МЕЖДУНАРОДНЫЙ 9200i 6 × 4
МЕЖДУНАРОДНЫЙ 9400i
МЕЖДУНАРОДНЫЙ 9900i
МЕЖДУНАРОДНЫЙ 9900
Самосвалы МЕЖДУНАРОДНЫЕ:
МЕЖДУНАРОДНЫЙ 4900 4 × 2
МЕЖДУНАРОДНЫЙ 4900 6 × 4
Pipe Layers INTERNATIONAL:
INTERNATIONAL TD14
INTERNATIONAL TD8E
МЕЖДУНАРОДНЫЙ:
INTERNATIONAL 8500 SBA 4 × 2
INTERNATIONAL 8600 SBA 6 × 4
INTERNATIONAL 9200i SBA 6 × 4 Caterpillar C-12
INTERNATIONAL 9200i SBA 6 × 4 Caterpillar C-15
INTERNATIONAL 9200i SBA 6 × 4 Cummins ISM
INTERNATIONAL 9200i SBA 6 × 4 Cummins ISX
INTERNATIONAL 9400i SBA 6 × 4 Caterpillar C-12
INTERNATIONAL 9400i SBA 6 × 4 Caterpillar C-15
INTERNATIONAL 9400i SBA 6 × 4 Cummins ISM
INTERNATIONAL 9400i SBA 6 × 4 Cummins ISX
INTERNATIONAL 9900i SFA 6 × 4
INTERNATIONAL 9900ix SFA 6 × 4
Гусеничные экскаваторы
INTERNATIONAL:
INTERNATIONAL 3984
INTERNATIONAL 650HD
Экскаваторы-погрузчики INTERNATIONAL:
INTERNATIONAL 3400A
INTERNATIONAL 3434
INTERNATIONAL 3444
INTERNATIONAL 3514
INTERNATIONAL 3616
,
Основные узлы и механизмы фрезерных станков
Фрезерный станок — это оборудование для обработки фасонных и плоских металлических заготовок с винтовыми и прямыми образующими. С помощью машин можно выполнять пазы, канавки, отверстия, наносить внутреннюю и внешнюю резьбу, а также производить целый ряд других технологических операций. В зависимости от направления движения рабочего органа различают горизонтальные и вертикальные фрезерные станки. Основные узлы и механизмы в оборудовании обоих типов одинаковые, кроме поддержки и хобота, которых нет в вертикальных модификациях.
С помощью машин можно выполнять пазы, канавки, отверстия, наносить внутреннюю и внешнюю резьбу, а также производить целый ряд других технологических операций. В зависимости от направления движения рабочего органа различают горизонтальные и вертикальные фрезерные станки. Основные узлы и механизмы в оборудовании обоих типов одинаковые, кроме поддержки и хобота, которых нет в вертикальных модификациях.
Станина
На деталь крепятся все основные узлы и механизмы фрезерного станка. Шпиндель, коробка скоростей, двигатели скрыты внутри конструкции, а остальные агрегаты монтируются на наружных поверхностях. В верхней части станины могут быть расположены горизонтальные направляющие для перемещения хобота, на передней стенке — вертикальные направляющие для консоли или шпиндельной бабки. Изнутри деталь усилена ребрами жесткости. Станина может быть литой или сварной. Первый вариант считается более надежным и выносливым, но сваркой получают более сложные по строению конструкции.
Основные части сверлильного станка
Сверлильный станок необходим для создания сквозных и глухих отверстий. Для этого используют сверла. Специальный режущий инструмент снимает стружку с обрабатываемой заготовки.
Названия базовых компонентов сверлильного станка:
- Вертикальная колонна (станина).
Представляет собой опору, на которой размещают все основные узлы станка. - Электродвигатель.
Необходим для запуска шпиндельной головки. Может быть фазным или асинхронным. Сверление начинается только после набора двигателем проектной скорости вращения. - Сверлильная головка.
Это основной блок. Сверлильная головка оснащена коробкой скоростей с механизмом изменения частоты передач, механизмом вертикальной подачи с рукояткой, лимбом для точной подачи, шпинделем с патроном. - Рукоятка переключения коробки скоростей и подач.
Позволяет изменять скорость рабочих движений. - Штурвал ручной подачи.
Отвечает за ручную вертикальную подачу.
- Рукоятка переключения коробки скоростей и подач.
Позволяет изменять скорость рабочих движений. - Лимб контроля глубины обработки.
Эта кольцевая головка с размеченной шкалой необходима для настройки вертикальной подачи. Лимб применяют для сверления отверстий определенной глубины. На детали указывают цену деления шкалы. - Шпиндель.
Деталь необходима для закрепления патрона и передачи вращательного движения на сверло. Может вертикально двигаться по направляющей в сверлильной головке. - Сопло подачи охлаждающей жидкости.
Представляет собой часть механизма охлаждения обрабатываемого изделия и сверла. Как только включают насос, струя смазывающе-охлаждающей жидкости из сопла попадает в зону обработки. - Стол.
Необходим для закрепления обрабатываемого изделия. В поверхности есть проточки для закрепления захватных приспособлений: струбцин, тисков и т.д. - Рукоятка подъема стола.
Позволяет изменять уровень стола, подводить заготовку к шпинделю или, наоборот, отдалять ее от него.
- Фундаментная плита.
Является основанием станка. Представляет собой массивную устойчивую конструкцию с отверстиями под болты. - Шкаф электрооборудования.
Укомплектован электрическими схемами, управляющими реле, предохранительными элементами. На современных станках есть панель управления автоматизацией рабочего процесса.
Современные сверлильные станки различаются конструкцией и функционалом. Главная задача, которая стоит перед их производителями, – максимально автоматизировать рабочие процессы и расширить технологические возможности агрегатов.
Основные инструменты сверлильного станка – зажимные патроны. Они бывают кулачковыми, цанговыми, резьбонарезными. Внутренние поверхности большого диаметра или замысловатой конфигурации обрабатывают расточными головками с ручной и автоматической подачей. Также с их помощью растачивают внутренние канавки и ступенчатые отверстия, которые требуют высокой точности и чистоты поверхности.
Чтобы закрепить обрабатываемую заготовку, используют станочные тиски разных размеров, наклоняемые столы, столы с продольно-поперечным перемещением, делительные головки и другие устройства. Все они помогают надежно закреплять изделия в положении, которое позволяет обрабатывать их с минимальным отклонением от требований чертежа.
Все они помогают надежно закреплять изделия в положении, которое позволяет обрабатывать их с минимальным отклонением от требований чертежа.
Хобот (ползун)
Данный узел имеется у фрезерных станков горизонтального и универсального типа и редко встречается на станках ЧПУ. Основное назначение хобота — правильная установка и надежная поддержка оправки. Механизм смонтирован на горизонтальных направляющих станины и допускает изменение вылета, то есть расстояния до зеркал. При обработке массивных деталей, когда получается стружка большого сечения, для дополнительной фиксации заготовки используют специальные поддержки, которые образуют связь между хоботом и консолью.
Консоль
Деталь отливается из чугуна и устанавливается на вертикальные направляющие станины. При перемещении консоль, в свою очередь, несет горизонтальные направляющие для салазок. Для поддержания узла предусмотрена стойка с телескопическим винтом, позволяющим регулировать высоту. От жесткости консоли, точности исполнения ее направляющих во многом зависит работа оборудования. К элементу с помощью двух болтов крепятся поддержки, которые обеспечивают устойчивость всей системы во время работы. У бесконсольных станков вертикальное перемещение организовано шпиндельной бабкой по вертикальным направляющим
К элементу с помощью двух болтов крепятся поддержки, которые обеспечивают устойчивость всей системы во время работы. У бесконсольных станков вертикальное перемещение организовано шпиндельной бабкой по вертикальным направляющим
Устройство оборудования
Профессиональный фрезеровочный станок по дереву разработан по самым современным кинематическим схемам. Он оснащён сложными механическими соединениями и самой современной электроникой. Основными элементами таких устройств являются:
- мощная станина;
- специальный стол, который называется фрезерным;
- суппорт;
- шпиндель, имеющий специальную форму;
- перемещение заготовок вдоль станка производится с помощью специальных салазок;
- панель запуска шпинделя;
- система регулировок управления;
- набор режущего инструмента.
Отдельные производители свой станок фрезерный по дереву 220 В комплектуют дополнительной кареткой. Она превращает фрезеровальный станок в агрегат с расширенными возможностями. На нём реализована возможность производить обработку деталей под любым углом
На нём реализована возможность производить обработку деталей под любым углом
Станина такого агрегата выполнена из толстого куска стали или чугуна. Благодаря своей массе она придает станку повышенную устойчивость. Она позволяет погасить колебания в процессе работы.
На суппорт крепится специальный вал. Его верхняя часть поднимается над столом через специальное отверстие. Во всех агрегатах предусмотрена возможность регулировки высоты поднятия вала. Сверху установлен вставной шпиндель с режущим инструментом. Промышленный фрезер по дереву — это аппарат, способный выполнять большое количество операций. Этого добиваются благодаря использованию разнообразного режущего инструмента. Основными видами оснастки являются: режущий диск, нож, фрезы различной конфигурации.
Для проведения фрезерования строго по прямой линии применяют специальную направляющую планку. Благодаря специальному узлу крепления её можно перемещать на необходимую длину. Высокая скорость вращения шпинделя существенно улучшает качество обработки.
Современные профессиональные станки оснащаются промышленными мощными пылесосами. Они позволяют создавать комфортные условия во время проведения работ. Благодаря мощной системе всасывания убирается строительная пыль.
Стол
Основной рабочий элемент фрезерного станка, который перемещается на салазках. На поверхности стола располагаются зажимные и другие фиксирующие приспособления для прочного крепления заготовок. Для этого деталь имеет продольные пазы. Совместная работа стола, консоли и салазок обеспечивает подачу заготовки к фрезе. Возможно движение в продольном, вертикальном и поперечном направлении. Типовое оборудование обычно имеет ручную и механическую подачу. Использование того или иного метода зависит от поставленных задач:
- для холостых пробегов и установочных перемещений стола используется ручной, механический способ
- для рабочей подачи применяют чаще всего механизированную подачу.
Дополнительно предусмотрена возможность ускоренного перемещения стола, так называемый быстрый ход во всех трех направлениях. Движение осуществляется с постоянной скоростью (большая часть станков оснащена дополнительной муфтой или двигателем быстрых ходов), в то время как рабочие подачи имеют многоступенчатую коробку переключения. Оператор самостоятельно выбирает режим в зависимости от материала заготовки и фрезы, а также от типа обработки.
Движение осуществляется с постоянной скоростью (большая часть станков оснащена дополнительной муфтой или двигателем быстрых ходов), в то время как рабочие подачи имеют многоступенчатую коробку переключения. Оператор самостоятельно выбирает режим в зависимости от материала заготовки и фрезы, а также от типа обработки.
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые.
 Эта группа имеет деление. Крупные – от 10 до 30 тонн;
Эта группа имеет деление. Крупные – от 10 до 30 тонн; - Тяжёлые – от 30 до 100 тонн;
Любое оборудование по металлу может быть оснащёно ЧПУ. Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Электродвигатели
Главного движения — осуществляет вращение шпинделя, располагается в шпиндельной бабке или колонне.
Рабочих подач, ускоренных перемещений — закреплен на коробке подач
Перемещения консоли — крепится на консоли, при ее наличии
Подачи СОЖ.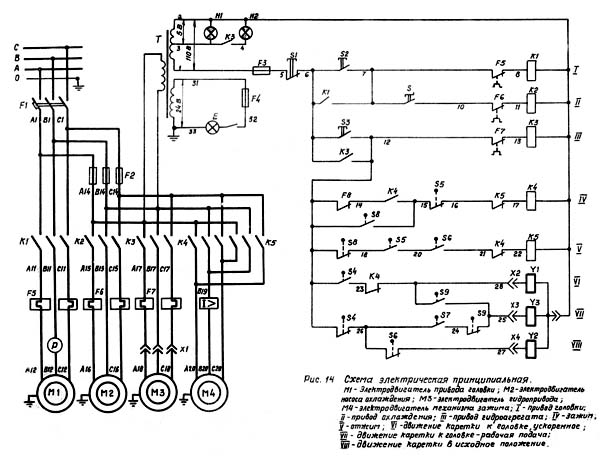 Расположено в поддоне или стружкосборнике. Прочее вспомогательное оборудование — расположено в местах, выбранных производителем.
Расположено в поддоне или стружкосборнике. Прочее вспомогательное оборудование — расположено в местах, выбранных производителем.
Коробка скоростей
Посредством вращения зубчатых колес и их переключения усилие от электродвигателя передается шпинделю. Механизм также позволяет регулировать число оборотов режущего инструмента.
Коробка подач
Назначение узла в изменении скорости подач стола во всех трех направлениях.
Привет студент
Фрезерные станки подразделяются на: 1) горизонтально-фрезерные, универсально-фрезерные, 3) вертикально-фрезерные и 4) копировально-фрезерные. Рассмотрим их конструкции.
Горизонтально-фрезерный станок.
Станки этого типа применяют в механических и инструментальных цехах. На фиг. 486 дан общий вид горизонтально-фрезерного станка. Оправка 1 служит для закрепления фрезы на шпинделе. Деталь закрепляется на столе 2.
На фиг. 487 показана кинематическая схема горизонтально-фрезерного станка. Шпиндель 1 получает вращение от шкива 2 и может работать с перебором 3 и без перебора. Стол 4 получает поступательное движение (движение подачи) от шпинделя 1 через коробку подач 5, универсальный шарнир 6, червяк 7 и червячное зубчатое колесо 8, жестко посаженное на винт продольного самоходного стола.
Стол 4 получает поступательное движение (движение подачи) от шпинделя 1 через коробку подач 5, универсальный шарнир 6, червяк 7 и червячное зубчатое колесо 8, жестко посаженное на винт продольного самоходного стола.
Универсально-фрезерный станок.
Из всех типов фрезерных станков универсально-фрезерные станки получили наиболее широкое распространение; их применяют в ремонтно-механических и инструментальных цехах, а также на заводах с индивидуальным и мелкосерийным производством. Отличительной особенностью этих станков является устройство механизма стола, позволяющее осуществлять поворот стола около вертикальной оси в горизонтальной плоскости. Поворот стола в горизонтальной плоскости (производится вручную) необходим при фрезеровании спиральных канавок (спиральное сверло и т. п.). На фиг. 488 дан общий вид универсально-фрезерного станка. Оправка 1 служит для установки фрез; на столе 2 закрепляют обрабатываемые детали.
На фиг. 489 показана кинематическая схема универсально-фрезерного станка. В этом станке фреза, закрепляемая на шпинделе 1, получает вращение от электродвигателя 2 через ременную передачу 3 и коробку скоростей 4. Движение подачи стол 5 получает от вала 6 через систему конических зубчатых колес и коробку подач 7. Стол 5 может иметь три различные направления движения подачи: 1) продольная подача осуществляется ходовым винтом 8, получающим вращение от конического зубчатого колеса 9; 2) вертикальная подача производится винтом 10 через коническое зубчатое колесо 11, жестко посаженное на винте 10; при вращении этого винта он, перемещаясь по гайке 12, опускает или поднимает стол; 3) поперечная подача достигается винтом 13, по которому перемещается жестко связанная со столом гайка 14.
В этом станке фреза, закрепляемая на шпинделе 1, получает вращение от электродвигателя 2 через ременную передачу 3 и коробку скоростей 4. Движение подачи стол 5 получает от вала 6 через систему конических зубчатых колес и коробку подач 7. Стол 5 может иметь три различные направления движения подачи: 1) продольная подача осуществляется ходовым винтом 8, получающим вращение от конического зубчатого колеса 9; 2) вертикальная подача производится винтом 10 через коническое зубчатое колесо 11, жестко посаженное на винте 10; при вращении этого винта он, перемещаясь по гайке 12, опускает или поднимает стол; 3) поперечная подача достигается винтом 13, по которому перемещается жестко связанная со столом гайка 14.
Вертикально-фрезерный станок.
В вертикально-фрезерных станках шпиндель занимает вертикальное положение; привод главного движения подобен приводу вертикально-сверлильных станков. Подача в этих станках может быть продольной, поперечной и вертикальной.
Эти станки применяют главным образом для фрезерования шпоночных канавок, JL-образных пазов, пазов типа ласточкина хвоста и т. п.
п.
На фиг. 490 дан общий вид вертикально-фрезерного станка. На столе 1 закрепляется деталь, а фреза крепится на шпинделе 2.
На фиг. 491 показана кинематическая схема вертикально-фрезерного станка, Согласно схеме шпиндель получает вращение от электродвигателя Э1 через шкивы 1 и 2 и далее через зубчатые колеса, расположенные на валах I, II, III, IV, V, VI. Подача в этом станке осуществляется от другого электродвигателя Э2 через коробку подач 3. Продольное перемещение стола (подача) производится винтом 4, поперечная — винтом 5 и вертикальная — винтом 6, полу
чающими движение через соответствующие зубчатые колеса коробки подач, аналогично тому, как это осуществлено в универсально-фрезерном станка (см. кинематическую схему на фиг. 489.
Продольно-фрезерный станок.
Продольно-фрезерные станки применяют при обработке длинных и широких плоскостей, а также фасонных профилей на крупных деталях, например, станины различных станков. Эти станки отличаются высокой производительностью, так как могут работать одновременно несколькими фрезами. На фиг. 492 показан общий вид продольно-фрезерного станка. По направляющим станины может перемещаться в продольном направлении стол с закрепляемой на нем деталью; на вертикальных стойках находятся две фрезерные головки, могущие перемещаться в вертикальном направлении.
На фиг. 492 показан общий вид продольно-фрезерного станка. По направляющим станины может перемещаться в продольном направлении стол с закрепляемой на нем деталью; на вертикальных стойках находятся две фрезерные головки, могущие перемещаться в вертикальном направлении.
Копировально-фрезерный станок.
Копировально-фрезерные станки применяют при обработке различных фасонных поверхностей. На фиг. 493 показана схема устройства копировально-фрезерного станка. На вращающемся столе 1 закреплен копир 2 и обрабатываемая деталь 3. Принцип работы станка заключается в том, что копир 2 непрерывно прижимается к ролику 4 под действием груза, не показанного на чертеже, и заставляет стол, на котором укреплена деталь, описывать траекторию, подобную линии очертания копира, а фреза 5 вследствие этого обрабатывает поверхность, очертание которой будет также аналогично с очертанием копира.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent. com
com
Основы фрезерных станков для печатных плат
Специализированные станки, предназначенные для прототипирования печатных плат, могут значительно ускорить разработку.
Леланд Тешлер • Ответственный редактор
Изучите онлайн-колонки с советами для инженеров, и вы часто увидите сообщения, призывающие к инвестициям в фрезерный станок, специально предназначенный для производства прототипов печатных плат. Инженеры, использующие эти машины, указывают на их преимущества, в том числе на резкое ускорение их способности повторять проекты печатных плат. Обычный подход заключается в том, чтобы заказать бесплатные образцы подложек у поставщиков печатных плат, а затем изготовить грубый прототип печатной платы, который затем заполняется и тестируется. Часто наличие завода по производству печатных плат позволяет инженерам изготавливать и тестировать несколько конструкций в течение дня.
Основная функция фрезерных станков для печатных плат заключается в выборочном фрезеровании медного слоя на подложке печатной платы для формирования дорожек и других проводящих участков на поверхности платы. Некоторые из этих специализированных машин также могут формировать переходные отверстия.
Некоторые из этих специализированных машин также могут формировать переходные отверстия.
Конечно, существуют ограничения на то, что можно сделать с печатной платой, изготовленной на фрезерном станке. Основное ограничение заключается в том, что на простых станках возможны только двухслойные платы. Создание паяльной маски также проблематично.
Кроме того, фрезерные станки, достаточно хорошие для производства печатных плат, могут быть дорогими. Нижний предел ценового диапазона для этих машин составляет около 4000 долларов, но более сложное оборудование, способное делать переходные отверстия, может стоить в диапазоне 25000 долларов. Даже более сложные лазерные машины достигают шестизначной суммы. Эти устройства используют лазеры для удаления материала и, таким образом, имеют некоторые преимущества по сравнению с механическим фрезерованием, которые включают более высокую точность и отсутствие износа сверл.
Кроме того, аддитивные подходы к ПХБ становятся все более практичными. Эти машины для быстрого прототипирования могут стать недорогой альтернативой печатным станкам для плат, состоящих всего из нескольких слоев. Но есть также несколько высокопроизводительных аддитивных машин, которые, как говорят, обрабатывают сложные схемы с большим количеством слоев, а также электромеханические детали.
Основные фрезы
Фрезерный станок Prometheus от Zippy Robotics.
Одним из станков по производству печатных плат в бюджетной категории является Prometheus от Zippy Robotics Inc. в Нортпорте, штат Нью-Йорк. Станок стоимостью 3000 долларов имеет шпиндель, который работает со скоростью 50 000 об/мин и имеет биение менее 2,5 микрон. В нем указана точность 0,15625 мил (4 микрона) по осям X и Y и всего 1,25 микрона по оси Z. Его максимальная скорость подачи составляет 3800 мм/мин, а станок включает отслеживание поверхности, что, как утверждается, обеспечивает стабильные результаты по глубине резания.
Завод поставляется с программным обеспечением управления под названием ProCAM, которое берет стандартные файлы чертежей Gerber и использует их для построения чертежей размером до 6×4 дюймов. особенности платы. Зиппи говорит, что машина может создавать дорожки размером 4 мил/5 мл с множеством корпусов микросхем для поверхностного монтажа и делать двухстороннюю плату с просверленными отверстиями примерно за час.
Следует отметить, что в 30-фунтовом Prometheus используются специальные биты, доступные только у Zippy. Компания заявляет, что типичные серийные биты будут немного больше максимально допустимого диаметра хвостовика и не будут входить в шпиндель. Также следует отметить отсутствие механизма автоматической смены инструмента.
Компания Bantam Tools в Пикскилле, штат Нью-Йорк, когда-то производила настольный фрезерный станок
Фрезерный станок с ЧПУ Bantam. Предыдущая версия обрабатывала исключительно работу с печатными платами. Он также может фрезеровать пластик, алюминий и подобные мягкие металлы.
станок, оптимизированный для использования с печатными платами. Это устройство было заменено более универсальным инструментом, называемым настольным фрезерным станком с ЧПУ, который также может обрабатывать алюминиевые и пластиковые детали. Вся машина весит 70 фунтов. Она имеет рабочую зону 7 x 9 x 3,5 дюйма и выполняет разрезы с повторяемостью ±1 мил. Двигатель шпинделя представляет собой агрегат мощностью 0,25 л.с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.
Станок с ЧПУ Bantam стоит около 4000 долларов. Bantam производит пакет программного обеспечения для фрезерных станков, годовая подписка на который стоит 200 долларов. Bantam также предоставляет ряд специализированных режущих инструментов для станка, в том числе инструмент для гравировки печатных плат.
Станки с ЧПУ, подобные станкам Bantam, обладают универсальными возможностями, которые позволяют им создавать печатные платы, а также, возможно, корпуса, в которых будет размещаться печатная плата. Но станки компании LPKF Laser & Electronics N.A. в Туалатине, штат Орегон, оптимизированы для изготовления печатных плат. Компания, пожалуй, наиболее известна своими машинами серии ProtoMat. В линейке ProtoMat есть три модели, стоимость которых начинается от 9 долларов.800 и подняться примерно до 27 800 долларов.
Top, машина LPKF ProtoMat. внизу машина LPKF ProtoLaser.
Скорость двигателя шпинделя в этом диапазоне от 40 000 до 100 000 об/мин, а на двух станках используется автоматическая смена инструмента. Двигатели шпинделя с более высокой скоростью вращения обеспечивают более чистое качество фрезерной кромки с меньшим количеством заусенцев. Качество кромки особенно заметно при использовании концевых фрез меньшего размера и при фрезеровании более мягких подложек RF. Шпиндель ProtoMat E44 со скоростью вращения 40 000 об/мин обеспечивает минимальный размер дорожки размером 4 мил с интервалом 8 мил. Шпиндели со скоростью вращения 60 000 и 100 000 об/мин в системах ProtoMat S64 и S104 позволяют использовать дорожки толщиной 4 мила с интервалом 4 мила. .
На двух машинах также доступны камеры реперного выравнивания. Они вступают в игру при изготовлении двусторонних печатных плат, отмечая положение реперных меток на плате, чтобы структуры на обеих сторонах платы совпадали. Более дорогие модели также оснащены датчиком и программным обеспечением обратной связи по толщине меди для более точного контроля глубины реза, что очень удобно для приложений RF/MW.
Следует также отметить, что некоторые машины LPKF могут создавать многослойные печатные платы в сочетании с прессом для ламинирования и комплектом для нанесения покрытия через отверстия. Есть два уровня сложности комплектов для сквозных отверстий. В самом дешевом из них используется проводящий полимер, который вручную наносится на отверстия, просверленные в плате. Существует также специальная машина LPKF, которая применяет гальванические и химические процессы к отверстиям пластины в закрытой камере.
Станки линейки LPKF ProtoLaser явно предназначены для выполнения гораздо более сложных задач, чем грубое прототипирование. В них используются лазеры для операций резки и формовки, а их цена варьируется от 91 000 до 373 000 долларов. Лазерный луч удаляет медь рядом с будущими дорожками, не оставляя следов. Полученная структура имеет резко обрезанные края. Типичными областями применения являются точные, крутые боковые стенки или сверхбыстрая лазерная гравировка, резка и сверление.
Существует четыре модели протолазеров. Среди их особенностей — лазерные лучи с малым размером пятна, что позволяет вырезать каналы шириной до 15 мкм. Говорят, что такие прецизионные размеры особенно полезны для радиочастотных приложений, где часто используются полосковые линии.
Там, где менее дорогие машины могут работать достаточно хорошо для подложек печатных плат садового типа, лазерные машины могут работать с ламинированными подложками и керамикой на основе оксида алюминия, что позволяет изготавливать платы с мелким шагом. Модели ProtoLaser ST, S4, U4 или ProtoLaser R4 часто используются для обработки керамики, небольших следов и сверхбыстрого удаления металла, а также для лазерного травления некоторых гибких материалов (U4 и R4). Эти машины также позиционируются как обеспечивающие самые передовые возможности трассировки/пространства с нетронутой четкостью краев, доступной без использования химического травления.
Высококачественные лазерные станки LPKF включают запатентованный процесс удаления штриховки и расслоения на больших участках истирания меди. Лазер разрезает область на тонкие полоски и отделяет полоски от органической подложки путем нагревания. Говорят, что этот метод значительно сокращает время обработки. для чувствительных подложек, создания следов шириной менее 1 мила (25 мкм), карманной гравировки и для работы с такими материалами, как стекло и тефлон, или тонкими гибкими подложками.
Другие особенности лазерных установок LPKF включают использование длины волны лазера, которая практически не затрагивает подложки, но при этом позволяет надежно обрабатывать медные поверхности с неоднородностями толщиной до 6 мкм. Эти машины также могут создавать микропереходы и отверстия в масках для пайки, резать и структурировать LTCC, обожженную керамику, подложки ITO/TCO и тонкие препреги.
Аддитивные машины
Аддитивные 3D-принтеры, которые могут работать с печатными платами, уже давно доступны. Среди главных преимуществ этого подхода — низкая стоимость 3D-принтера. Более того, 3D-принтеры потенциально могут изготавливать целые многослойные печатные платы с паяльными масками и изоляционными слоями. Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.
Одним из основных недостатков печатных плат, напечатанных на 3D-принтере, является то, что проводники состоят из проводящих чернил, а не из меди. Полученные дорожки и контактные площадки не обладают такой проводимостью, как обычная плата с медным покрытием — проводящие частицы составляют лишь около 10-20% (по весу) состава проводящих чернил для струйных принтеров. Более низкая проводимость может сделать нецелесообразным изготовление таких же узких дорожек, доступных на мельнице для печатных плат. Следы, нанесенные проводящими чернилами, также могут иметь небольшие отклонения по высоте, что может вызвать проблемы с импедансом в некоторых высокочастотных цепях.
The BotFactory SV2.
Кроме того, процесс производства печатных плат на 3D-принтерах может потребовать значительного вмешательства человека-оператора. Рассмотрим BotFactory SV2, стоимость которого начинается примерно с 7500 долларов. Каждый раз, когда принтер завершает нанесение слоя, оператор-человек должен заменить печатающую головку для следующего слоя, например, при переходе от печати проводников к печати слоя изоляции. Перед хранением только что снятой печатающей головки оператор должен вытереть все остатки с сопел. При необходимости оператор также должен заполнить станцию очистки изопропиловым спиртом. А изоляционные слои вручную протираются изопропиловым спиртом перед нанесением следующего слоя.
Некоторые 3D-принтеры не могут сами создавать токопроводящие сквозные отверстия. Обычная практика изготовления сквозных отверстий в этих случаях заключается в том, чтобы положить готовую доску на сверлильный станок и вручную просверлить отверстие, а затем добавить заклепку, которая вставляется на место с помощью заклепочного пресса.
Voltera V-One.
3D-принтеры все чаще включают в себя возможности захвата и размещения. SV2, например, также имеет головку захвата. Еще один 3D-принтер с возможностью самовывоза — это V-One от Voltera в Онтарио, Канада. Модель V-One за 4200 долларов также оснащена дрелью, которая не только
Машина Стрекоза от NanoDimension.
сверлит отверстия, но может выполнять фрезерование. Скорость вращения шпинделя 13 000 об/мин, биение 0,076 мм. Как и в принтерах BotFactory, проводящие сквозные отверстия обрабатываются заклепками.
Наконец, стоит отметить, что процесс 3D-печати печатных плат может быть быстрее, если принтер может одновременно использовать две печатающие головки, одну для проводников, а другую для диэлектрика. Именно такой подход используется в машинах высокого класса, таких как линейка Dragonfly от NanoDimension в Израиле. Они варьируются в цене от 50 000 долларов до шестизначной суммы. Помимо создания обычных элементов печатной платы, машины Dragonfly могут печатать компоненты, встроенные в плату. Встроенные возможности включают печатные конденсаторы, катушки, коаксиальные кабели и датчики, определяющие крутящий момент, прикосновение и напряжение. ДВ
Рубрики: Дизайн и разработка продуктов, 3D-печать • аддитивное производство • стереолитография, ТЕХНОЛОГИИ + ПРОДУКТЫ, Дизайн продукта, Быстрое прототипирование
С тегами: nanodimensiontechnologies, LPKF, voltera, bantam, zippyrobotics
» Дом
» Справочник по электропроводке
» Электропроводка и ремонт
» Жилая электропроводка: руководство по домашней электропроводке
» Нужна помощь с электрикой? Получите быстрый ответ! Спросите электрика
| Дэйв Ронджи Сводка: |
Узнайте, чем делятся другие, на Спросите электрика:
Вы предоставляете хороший сервис. Спасибо. Фрэнк из Дарема, Северная Каролина
Преобразователь мощности для фрезерного станка
Видео по электромонтажу
Установка выключателя блокировки генератора
ПРИМЕЧАНИЕ. Список всех моих полезных видео
Будет отображаться в конце этого видео
Так что продолжайте смотреть, а я помогу вам подключить правильно!
Загляните на мой канал YouTube:
» Спросите электрика «
и подписывайтесь!Электроэнергия Вопрос:
У меня есть фрезерный станок на 575 вольт, и я хочу переоборудовать его на 220 вольт, какие у меня есть варианты и какой из них лучше?
Спасибо- Билл.Привет, Билл! Отличный вопрос по ремонту электрооборудования!
Я бы начал с того, что связался с производителем, который знает машину лучше всех, и получил их совет.Исходя из моего опыта, вы можете использовать трансформатор для правильного преобразования напряжения, и производитель может знать надежный источник для такого трансформатора
Необходимо принимать во внимание точные характеристики типа потребляемой мельницей электроэнергии и точную мощность, которая у вас есть, а также нагрузки по пусковому току и т. д.
стиль=»очистить: слева»>
Будьте осторожны и будьте в безопасности — никогда не работайте с цепями под напряжением!
стиль=»очистить: слева»>
|
| ||||||||
Самый безопасный способ проверки электрических устройств и идентификации электрических проводов! Бесконтактный электрический тестер Самый быстрый способ проверить неисправность электропроводки! Тестер розеток Снимите изоляцию провода, не надрезая и не повреждая электрический провод! Инструмент для зачистки проводов и кусачки стиль=»очистить: слева»> | ||
|
|
| Изучение электропроводки Обучающие видеоролики по электромонтажу |
| » Как ПРАВИЛЬНО подключить!« Проводите уверенно! Полностью иллюстрированный Мгновенная загрузка Теперь вы можете |
Последние отзывы Я думаю, что ваш сайт предлагает самую четкую и лучшую информацию по электротехнике для домовладельцев, которую я когда-либо видел в сети.  |