Пайка железа латунью: как и чем паять латунь
Содержание
все для сварки. Вопросы и ответы по сварке. Вопрос №74.
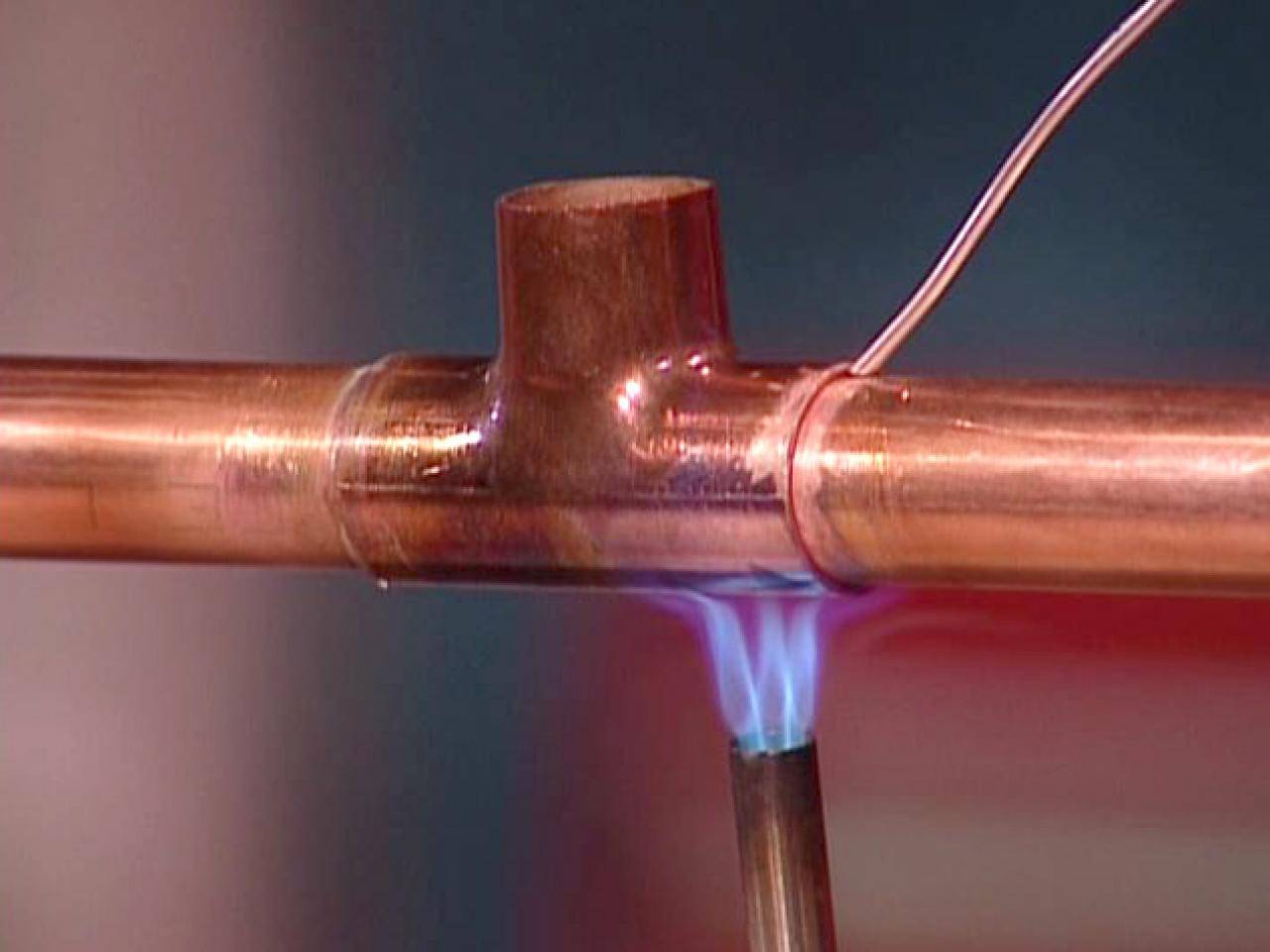
Расскажите, пожалуйста, о технологии газопламенной пайки.
При пайке основной металл не плавится, а нагревается лишь до температуры расплавления припоя, которая значительно ниже температуры плавления основного металла. Такая особенность процесса позволяет использовать пайку для получения прочноплотных соединений не только однородных, но и разнородных металлов. Успешно паяют чугун, углеродистую и легированную стали, медь и ее сплавы, никель, алюминий и большинство конструкционных металлов и сплавов.
Различают два основных вида пайки: высокотемпературную и низкотемпературную. В первом случае применяют припои с температурой плавления выше 550 °С, а во втором — ниже 550 °С.
Высокотемпературную газопламенную пайку выполняют стандартными горелками, работающими на смеси горючего газа с кислородом. В качестве горючего газа можно использовать как ацетилен, так и пропан–бутан, газ МАФ и др.
Низкотемпературную пайку можно выполнять как с использованием газовоздушных горелок, так и промышленных электрических фенов.
Решающее влияние на качество пайки оказывает состав припоя и флюса, тип соединения и техника пайки.
Припои. Как правило, при низкотемпературной пайке используют припои с температурой плавления до 350–400 °С, а при высокотемпературной — выше 650 °С.
Для низкотемпературной пайки наибольшее применение находят оловянисто–свинцовые припои (табл. 1), а для высокотемпературной — серебряные, медно–цинковые и медно–фосфоритовые припои (табл. 2).
Таблица 1. Припои для низкотемпературной пайки
| |||||||||||||||||||||||||||
Таблица 2. Припои для высокотемпературной пайки
Припои для высокотемпературной пайки
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия и цинка. Медно–цинковые припои используют преимущественно для пайки стали, чугуна, меди, бронзы и никеля. Лучшие результаты дает припой ЛОК62–06–04.
Медно–фосфористые припои являются заменителями припоев на основе дефицитного серебра и низкотемпературных припоев при пайке меди, латуни и бронзы. При пайке меди эти припои не требуют флюса, однако из–за хрупкости соединений, выполненных с применением медно–фосфористых припоев, их нельзя использовать в конструкциях, работающих при ударных нагрузках.
Большинство припоев выпускают в виде прутков, проволоки, порошков или полос. Медно–цинковые припои из–за повышенной хрупкости поставляют в виде зерен различной грануляции.
Медно–цинковые припои из–за повышенной хрупкости поставляют в виде зерен различной грануляции.
Флюсы. Назначение флюса: предохранить припой и основной металл от окисления; растворить оксиды, образующиеся в процессе пайки; способствовать смачиванию металла расплавленным припоем за счет снижения его поверхностного натяжения. Состав некоторых промышленных флюсов для низко– и высокотемпературной пайки приведен в табл. 3 и 4.
Таблица 3. Флюсы для низкотемпературной пайки
|
Таблица 4. Флюсы для высокотемпературной пайки
Флюсы для высокотемпературной пайки
|
Конструкция паяных соединений. Прочность паяного соединения во многом зависит от площади спая и взаимной подгонки соединяемых деталей, т. е. от величины зазора между ними. При пайке рекомендуют применять соединения, показанные на рис. 1. В основном применяют нахлесточные соединения, поскольку, увеличивая величину нахлеста, легко повысить прочность соединения. Для улучшения механических свойств стыкового соединения практикуют увеличение рабочего сечения за счет применения косого или зубчатого стыка.
Прочность паяного соединения во многом зависит от площади спая и взаимной подгонки соединяемых деталей, т. е. от величины зазора между ними. При пайке рекомендуют применять соединения, показанные на рис. 1. В основном применяют нахлесточные соединения, поскольку, увеличивая величину нахлеста, легко повысить прочность соединения. Для улучшения механических свойств стыкового соединения практикуют увеличение рабочего сечения за счет применения косого или зубчатого стыка.
а — стыковые; б — нахлесточные; в — с отбортовкой; г — втулочные; д — специальные
 2. Вид трубчатых соединений
2. Вид трубчатых соединенийТавровые соединения при пайке применяют очень редко. Пайку широко используют при получении трубчатых соединений (рис. 2): а, б — когда допускается увеличение наружного диаметра трубы; в и г — при необходимости его сохранения. Зазор между соединяемыми деталями при пайке должен быть минимальным для улучшения заполнения его расплавленным припоем под действием капиллярных сил. Рекомендуемые зазоры в деталях, изготовленных механической обработкой или штамповкой, приведены в табл. 5.
Таблица 5. Рекомендуемые зазоры при газопламенной пайке металлов
| |||||||||||||||||||||||||||
Техника пайки. При низкотемпературной пайке очищенные детали предварительно подвергают лужению, собирают, наносят на поверхность припоя флюс и расплавляют припой пламенем горелки. Расплавленный припой затекает в зазор или на соединяемые детали, после чего пламя отводят, чтобы обеспечить охлаждение.
При низкотемпературной пайке очищенные детали предварительно подвергают лужению, собирают, наносят на поверхность припоя флюс и расплавляют припой пламенем горелки. Расплавленный припой затекает в зазор или на соединяемые детали, после чего пламя отводят, чтобы обеспечить охлаждение.
Высокотемпературную пайку выполняют газовым пламенем нормального состава. Возможен небольшой избыток горючего. Удельная мощность пламени (по ацетилену), л/(ч·мм): для углеродистой стали — 100–200, нержавеющей — не более 70, меди — 150–200, латуни — 100–120. При использовании газов–заменителей необходимо учитывать коэффициент замены для соответствующего газа и расход кислорода, обеспечивающий нормальное пламя. Детали нагревают факелом пламени — зоной, находящейся на расстоянии 20–30 мм от ядра. Это не допускает перегрева металла. Пламя следует всегда направлять на деталь, имеющую наибольшую толщину и теплопроводность (при пайке разнородных металлов).
Диаметр или ширину припоя (при использовании полос) выбирают из расчета, что они должны быть равны 1–3 толщины наиболее тонкого элемента спаиваемых деталей. Последовательность операций и техника высокотемпературной пайки приведены в табл. 6.
Последовательность операций и техника высокотемпературной пайки приведены в табл. 6.
Таблица 6. Последовательность операций и техника высокотемпературной пайки газовым пламенем
|
 Закрепить детали в кондукторе или приспособлении так, чтобы место под пайку было в горизонтальной плоскости и в зоне действия вытяжной вентиляции. Установить необходимый зазор и величину перекрытия деталей (при нахлесточном соединении)
Закрепить детали в кондукторе или приспособлении так, чтобы место под пайку было в горизонтальной плоскости и в зоне действия вытяжной вентиляции. Установить необходимый зазор и величину перекрытия деталей (при нахлесточном соединении) Очистить шов от флюса тщательной промывкой паяного соединения в теплой воде протиркой чистой материей после полного затвердения припоя. Произвести правку изделия и термообработку паяного соединения, если в этом имеется необходимость
Очистить шов от флюса тщательной промывкой паяного соединения в теплой воде протиркой чистой материей после полного затвердения припоя. Произвести правку изделия и термообработку паяного соединения, если в этом имеется необходимость
|
Вернуться в раздел Вопросы и ответы.
Выбираем флюс для пайки — radiomir96.ru
Сначала надо разобраться что такое флюс. Флюс это вещество, которое позволяет горячему жидкому припою смачивать места пайки. После остывания припоя образуется пайка. Если это сделать без флюса, то получится холодная пайка, которая может отвалиться сразу или со временем. Все флюсы в горячем состоянии проявляют кислотные свойства. Многие являются кислотами и при обычной температуре, например ортофосфорная кислота, паяльная кислота. Чем выше кислотные свойства во время пайки тем сильнее флюс, качественнее и быстрее будет пайка. Вот список выпускаемых нами флюсов в порядке увеличения их активности. Чем больше номер тем выше активность флюса.
- Канифоль
- Жидкая канифоль
- Флюс паста
- Жидкая канифоль LUX
- канифоль гель
- канифоль гель актив
- ЛТИ-120
- Глицерин гидразиновый флюс
- ФИМ
- Ф-34
- Паяльная кислота
- Ортофосфорная кислота
- Ф-64
А значит ли это, что можно взять самый сильный флюс и спаять всё? Увы нет. Например самый сильный флюс выпускаемый нами это Ф-64 — флюс для алюминия и он имеет соответствующую для этого химию. А вот для пайки меди самой сильной окажется «Ортофосфорная кислота». Но в остальном, если Вам не хватает активности флюса, надо посмотреть на этот список и взять более активный, следующий по номеру. Отрезвит от выбора слишком активного флюса и список безопасности остатков:
Например самый сильный флюс выпускаемый нами это Ф-64 — флюс для алюминия и он имеет соответствующую для этого химию. А вот для пайки меди самой сильной окажется «Ортофосфорная кислота». Но в остальном, если Вам не хватает активности флюса, надо посмотреть на этот список и взять более активный, следующий по номеру. Отрезвит от выбора слишком активного флюса и список безопасности остатков:
- Паяльная кислота
- Ортофосфорная кислота
- Ф-64
- Ф-34
- ФИМ
- Глицерин гидразиновый флюс
- ЛТИ- 120
- Жидкая канифоль LUX
- Канифоль гель Актив
- Канифоль гель
- Жидкая канифоль
- Флюс паста
- Канифоль
Самый высокий номер — самый безопасный флюс. Надо понимать, что выбирая более активный флюс Вы увеличиваете опасность окисления места пайки. Но даже остывающая канифоль может создавать на полированной меди зеленоватый налёт.
Выбор флюса по теме пайки
1. Пайка радиодеталей небольшого размера на печатную плату.
Если все детали залужены то Вам подойдёт Жидкая канифоль или ЛТИ-120. Удалять остатки не требуется, но добейтесь их высыхания т. к. жидкие остатки могут иметь мегоомные сопротивление. Жидкую канифоль может заменить флюс паста, благодаря своей пастообразной форме и не сохнущей основе она имеет некоторые преимущества. Остатки безопасны, но трудны в удалении. Современным средством замены Жидкой канифоли и флюс пасты является Канифоль гель. Обладая всеми преимуществами обоих флюсов он, состоя из видоизменённой канифоли, так же легко удаляется как Жидкая канифоль., при этом обладает более высокой активностью. Гелеобразной заменой ЛТИ-120 является Канифоль гель Актив. По структуре это Канифоль гель а по активности сравним с ЛТИ-120. Канифоль для пайки радиодеталей сегодня применяется уже достаточно редко. Стали широко применяются ЛТИ-120LUX и Жидкая канифоль LUX благодаря их модному свойству абсолютной смываемости водой. К закисшим радиодеталям лучше применить ЛТИ-120 или Канифоль гель актив, а так же новые флюсы ЛТИ-120LUX и Жидкая канифоль LUX.
2. Пайка радиодеталей небольшого размера на печатную плату.
Великолепно справляются с радиодеталями больших размеров канифольные активированные флюсы: ЛТИ-120 или Канифоль гель актив. Так же очень хорошо себя зарекомендовал флюс Глицерин гидразиновый, но после него надо обязательно отчищать места пайки с горячей водой от остатков глицерина. Остатки Глицерин гидразинового флюса не окисляют пайку и для деталей не связанных с электроникой деталей остатки допустимы, но на печатной плате возможны остаточные мега омные сопротивления.
3. Железо, медь, латунь. Детали небольшого размера.
Когда детали малы и к кислотным флюсам можно не прибегать берут Глицерин гидразиновый флюс или ЛТИ-120. Содержащие воду ЛТИ-120LUX и Жидкая канифоль LUX так же могут справиться с этой задачей. Частенько и флюс паста помогает. Иногда важнее не активность флюса а сколько времени он не испарится при температуре пайки, так как деталь ещё прогреть надо а за это время активный, но быстроиспаряющийся флюс испарится. Тут и пригождается флюсы на водной основе, такие как ЛТИ-120LUX и Жидкая канифоль LUX, Глицерин гидразиновый. Кроме того не сохнущие флюсы Канифоль гель Актив и флюс паста по той же причине что и водные могут весьма полезны. В отличии от водных флюсов они не шипят а красиво плавятся.
Тут и пригождается флюсы на водной основе, такие как ЛТИ-120LUX и Жидкая канифоль LUX, Глицерин гидразиновый. Кроме того не сохнущие флюсы Канифоль гель Актив и флюс паста по той же причине что и водные могут весьма полезны. В отличии от водных флюсов они не шипят а красиво плавятся.
4. Железо медь латунь, оцинкованное железо. Массивные детали.
В таких случаях берут кислотные флюсы: Паяльную кислоту, Фим, Ортофосфорную кислоту. Кислотные флюсы начинают работать моментально и создаётся впечатление, что деталь нужно меньше греть. Это иллюзия, но она отражает насколько легче поддаются детали пайке при использовании кислотных флюсов. По активности Ортофосфорная кислота и Паяльная кислота более менее похожи. Флюс ФИМ обладает меньшей активностью. Различаются они по своим остаткам после пайки, а для таких активных кислотных флюсов это очень важно. Раньше всех начинают взаимодействовать с металлами остатки Ортофосфорной кислоты. Это тёмнно-серые налёты фосфатов. Но эти остатки достаточно стабильны и создают прочную фосфатную плёнку защищающую металл от окисления. Достаточно сказать что этой кислотой в автомастерских пользуются вместо ненадёжного в гаражных условиях цинкования. Фосфатные покрытия, получаемые таким образом, надёжно защищают железо от ржавчины. Чуть дольше проявляет себя Cl паяльной кислоты. Остатки это хлориды металла которые образуют некрасивые окислы. Если это железо, применяемое на открытом воздухе, то это может стать катализатором очага ржавчины. И на конец флюс ФИМ. Остатки его, в виду малого содержания ортофосфорной кислоты, мало корродийны, поэтому он хорошо подходит для чистых но активных паек. Вопрос который очень часто встаёт у людей паяющих активными флюсами: Что делать когда Вы паяете изделие и последний шов закрывает ёмкость? Часть флюса останется внутри и удалить его уже не получится. Ответ на этот вопрос был найден в советское время при запайке герметичных корпусов инфракрасных приборов для спутников. Последний шов выполнялся исключительно ортофосфорной кислотой. Количество подбиралось ровно столько, сколько необходимо для пайки.
Достаточно сказать что этой кислотой в автомастерских пользуются вместо ненадёжного в гаражных условиях цинкования. Фосфатные покрытия, получаемые таким образом, надёжно защищают железо от ржавчины. Чуть дольше проявляет себя Cl паяльной кислоты. Остатки это хлориды металла которые образуют некрасивые окислы. Если это железо, применяемое на открытом воздухе, то это может стать катализатором очага ржавчины. И на конец флюс ФИМ. Остатки его, в виду малого содержания ортофосфорной кислоты, мало корродийны, поэтому он хорошо подходит для чистых но активных паек. Вопрос который очень часто встаёт у людей паяющих активными флюсами: Что делать когда Вы паяете изделие и последний шов закрывает ёмкость? Часть флюса останется внутри и удалить его уже не получится. Ответ на этот вопрос был найден в советское время при запайке герметичных корпусов инфракрасных приборов для спутников. Последний шов выполнялся исключительно ортофосфорной кислотой. Количество подбиралось ровно столько, сколько необходимо для пайки. Флюс наносился заострённой размоченной в кислоте деревянной палочкой. Достаточность флюса определялась тем насколько разбрызгивается флюс. Проводились контрольные вскрытие после климатических испытаний. На внутренней стороне пайки, где удаление по причине не доступности не могло проводиться, остатки флюса образовывали стойкие фосфатные плёнки которые ни на что не влияли.
Флюс наносился заострённой размоченной в кислоте деревянной палочкой. Достаточность флюса определялась тем насколько разбрызгивается флюс. Проводились контрольные вскрытие после климатических испытаний. На внутренней стороне пайки, где удаление по причине не доступности не могло проводиться, остатки флюса образовывали стойкие фосфатные плёнки которые ни на что не влияли.
Из всего что я сказал понятно, удалять остатки надо. И если в случае с ортофосфорной кислотой удалять остатки необходимо из эстетических соображений, то в случае с паяльной кислотой это предотвратит дальнейшие неприятности. Как удалять остатки кислот? Идеально смыванием в большом количестве воды с кисточкой. Лучше после этого использовать средство Удалитель флюса, нейтрализующее кислотность остатков кислотных флюсов. Так же широко используется протирание влажной тряпочкой. Обычно двух трёх движений хватает. Но надо протирать ни как крошки со стола смахивают а с небольшим усилием, что бы пайка заблестела. Удаление канифольных флюсов лучше проводить «Растворителем канифоли», но можно использовать большинство растворителей продающихся в хозтоварах или спирт.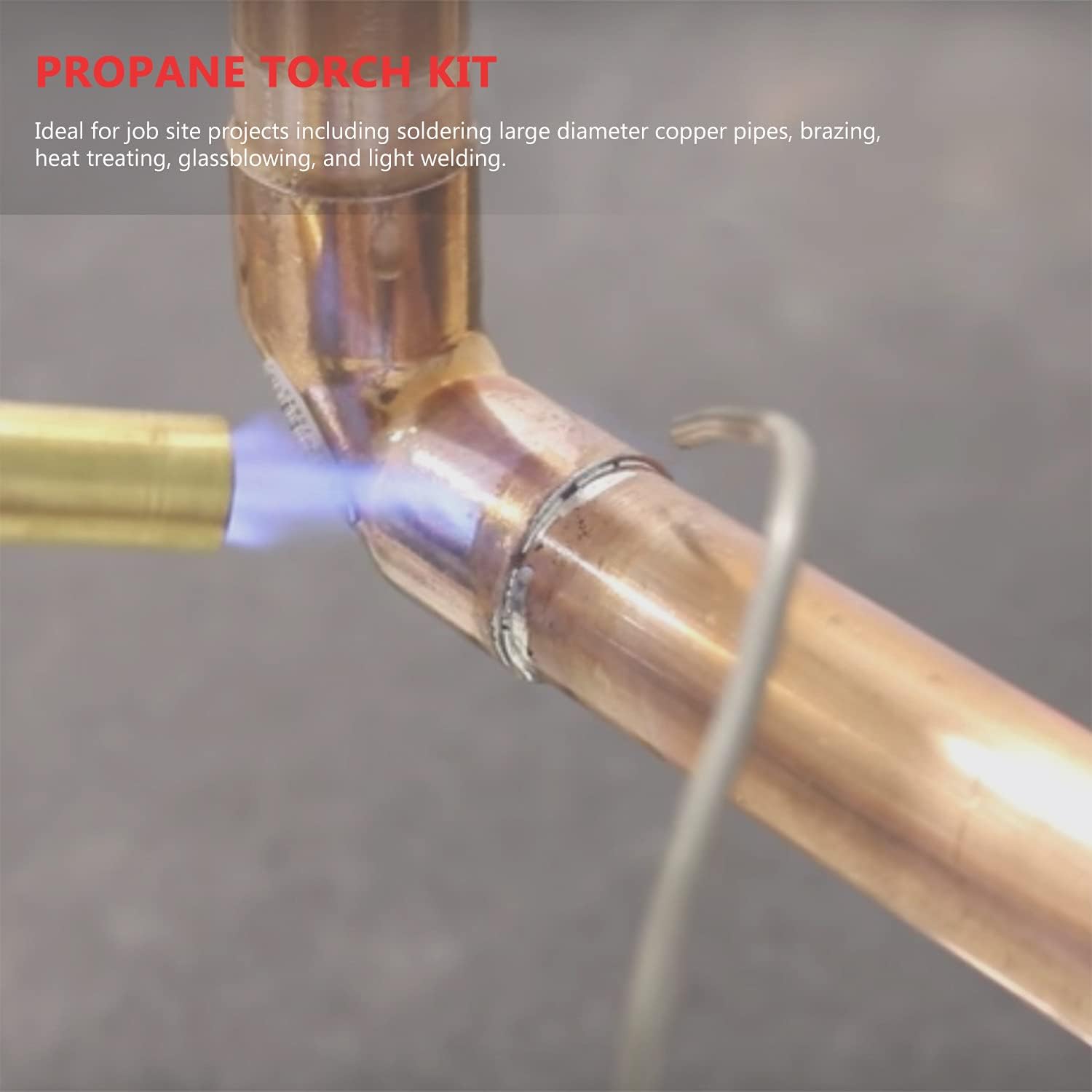
Пайка алюминия.
Существует множество «способов» как спаять алюминий. К примеру натереть под каким ни будь канифольным флюсом жалом паяльника и может быть припой в каком то месте пристанет к алюминию. Всё это больше похоже на добывания огня с помощью трута. Сегодня все пользуются зажигалками. И для пайки алюминия есть современный флюс Ф-64, который легко паяет алюминий просто как канифольный флюс паяет печатную плату. Но не увлекайтесь — паяя много включите вентиляцию. На абсолютно другой химии сделан флюс Ф-34. Он гораздо менее активный, но и во много раз более безопасен. Оба относятся к флюсам остатки которых требуют удаления.
Таблица сравнения флюсов
Флюс | Платы и маленькие | Платы и большие | Железо, медь, латунь, никел. железо. | Железо, медь, латунь, никель, оцинкованное железо. | Алюминий и его сплавы |
Канифоль | Да, остатки можно не удалять | Возможно*, | Возможно*, остатки можно не удалять | Нет | Нет |
Жидкая канифоль | Да, остатки можно не удалять | Да, остатки | Возможно*, остатки можно не удалять | Нет | Нет |
Флюс паста | Да, остатки можно не удалять | Да, остатки можно не удалять | Да, остатки можно не удалять | Возможно*, остатки можно не удалять | Нет |
Флюс ЛТИ-120 | Да, остатки можно не удалять | Да, остатки можно не удалять | Да, остатки можно не удалять | Возможно*, остатки можно не удалять | Нет |
Канифоль-гель | Да, остатки можно не удалять | Да, остатки можно не удалять | Да, остатки можно не удалять | Нет | Нет |
Глицерин гидразиновый | Да, остатки удалять | Да, остатки удалять | Да, остатки можно не удалять | Да, остатки можно не удалять | Нет |
Флюс ФИМ | Применении не допустимо | Применении не допустимо | Да, остатки обязательно удалить | Да, остатки обязательно удалить | Нет |
Кислота паяльная | Применении не допустимо | Применении не допустимо | Да, остатки обязательно удалить | Да, остатки обязательно удалить | Нет |
Ортофосфорная кислота | Применении не допустимо | Применении не допустимо | Да, остатки удалить | Да, остатки можно не удалять** | Нет |
Флюс Ф-34А | Применении не допустимо | Применении не допустимо | Применении не допустимо | Да, остатки удалить | Да, остатки удалить |
Флюс Ф-64 | Применении не допустимо | Применении не допустимо | Да, остатки удалить | Да, остатки удалить | Да, остатки удалить |

* Возможно, но, скорей всего потребуются технические ухищрения. Например может потребоваться значительно более мощный паяльник или в случае с быстросохнущим ЛТИ-120 придется его многократно наносить на место пайки, чтобы оно не закисло во время разогрева детали.
Например может потребоваться значительно более мощный паяльник или в случае с быстросохнущим ЛТИ-120 придется его многократно наносить на место пайки, чтобы оно не закисло во время разогрева детали.
** Остатки ортофосфорной кислоты можно не удалять если Вас устраивает защитная фосфатизацию места пайки. Если паяемая деталь покрыта никелем, хромом или другими металлами и Вы хотите их сохранить, то необходимо оттереть остатки флюса влажной тряпкой, сразу после пайки.
Удаление остатков флюса.
Флюсы после пайки в большей части не нуждаются в удалении. Но существуют причины по которым флюсы всё же удаляют.
1. Флюсы удаляют если их остатки после пайки могут навредить паяемому изделию. Ото относится к паяльным кислотам и сильно активированным флюсам.
2. Флюсы удаляют если паяемые изделия будут эксплуатироваться в сложных метеоусловиях. Например легенда о создании ЛТИ-120 гласит, что радиотехническое оборудование поставляемое в одну тропическую страну, в некоторых вариантах легенды это комплексы ПВО во Вьетнаме, стало сбоить. Комиссия достаточно быстро нашла причину: оказалось остатки канифоли на платах при высоченных температурах и 100% влажности создают белый налёт гидратов, которые имеют ощутимые для приборов сопротивления. Тогда и был разработан ЛТИ-120 имеющий в своём составе не только активатор, но и мощный пасиватор убирающего у него все недостатки канифольных флюсов. Поэтому климатические условия и не уверенность в поведении остатков флюсов являются причиной их удаления.
Комиссия достаточно быстро нашла причину: оказалось остатки канифоли на платах при высоченных температурах и 100% влажности создают белый налёт гидратов, которые имеют ощутимые для приборов сопротивления. Тогда и был разработан ЛТИ-120 имеющий в своём составе не только активатор, но и мощный пасиватор убирающего у него все недостатки канифольных флюсов. Поэтому климатические условия и не уверенность в поведении остатков флюсов являются причиной их удаления.
3. Красивый вид изделия может страдать от остатков флюса, поэтому если покупатель видит пайку, то флюсы всегда удаляют.
Какой же должен быть идеальный флюс?
Активность должна быть такая что бы её хватало для всех типов паек. Безопасность остатков при этом не должна причинять никаких проблем.
Как видно из таблицы флюса, которым можно было бы паять и алюминий и печатные платы просто нет. Но есть несколько флюсов, которые имеют значительно более широкий диапазон и при этом имеют безопасные остатки. Это ЛТИ-120 и его аналоги. Есть у них и различия. Для менее теплоёмких деталей лучше подойдёт ЛТИ-120, но ему трудней будет паять более теплоёмкие детали — он быстрее испаряется. А ЛТИ-120 LUX наоборот при пайке мелких деталей вода в его составе может не значительно подтормаживать а при пайке больших деталей она даст явные преимущества. Канифоль гель Актив будет одинаково хорош для всех видов паек — он не содержит ни воду, ни быстро испаряющихся компонентов. Т. е. эти флюсы могут выполнять роль универсалов.
Есть у них и различия. Для менее теплоёмких деталей лучше подойдёт ЛТИ-120, но ему трудней будет паять более теплоёмкие детали — он быстрее испаряется. А ЛТИ-120 LUX наоборот при пайке мелких деталей вода в его составе может не значительно подтормаживать а при пайке больших деталей она даст явные преимущества. Канифоль гель Актив будет одинаково хорош для всех видов паек — он не содержит ни воду, ни быстро испаряющихся компонентов. Т. е. эти флюсы могут выполнять роль универсалов.
Для пайки металлических деталей всех размеров лучше подойдёт Ортофосфорная кислота. Не далеко от неё отстаёт и паяльная кислота с чуть более спорными характеристиками опасности остатков. Чистую пайку металлических деталей даст флюс ФИМ. Но если Вы смирились с тем, что надо отмывать пайки и большие размеры паять не собираетесь, то флюс «Глицерин гидразин» Ваш выбор. Он позволит спаять и мелкие радиодетали и средних размеров металлические конструкции с никелевым покрытием.
Для пайки алюминия Ф-64 остаётся не досягаемым фаворитом. Однако маленькие пайки могут быть чисто выполнены и куда менее активным Ф-34.
Однако маленькие пайки могут быть чисто выполнены и куда менее активным Ф-34.
Классическая «Флюс паста» даёт прекрасные результаты при пайке радиодеталей, и может помочь при пайке разъёмов с различными покрытиями. «Канифоль гель» делая то же самое обладает высокой липкостью позволяя предварительно приклеивать не большие детали на себя.
Жидкая канифоль и канифоль прекрасно подходят для пайки не больших залуженных деталей на печатную плату. Кроме того они используются для залуживания.
Как паять латунь паяльником
Этот сайт содержит партнерские ссылки на продукты. Мы можем получать комиссию за покупки, совершенные по этим ссылкам.
2
акции
Поделиться
Твит
Латунь представляет собой сплав меди и цинка, благодаря чему припой легко прилипает к материалам, изготовленным из этого металла. Трубки и фитинги из латуни паяются свинцово-оловянным припоем так же, как бытовая сантехника. Фитинги отлиты с использованием шлицевых соединений, поэтому их можно быстро соединить с трубами. Вот руководство по пайке латунных фитингов:
Фитинги отлиты с использованием шлицевых соединений, поэтому их можно быстро соединить с трубами. Вот руководство по пайке латунных фитингов:
Как использовать паяльный железо
, пожалуйста, включите JavaScript
Как использовать паяльный железо
Содержание:
- Материалы, требуемые
- Процедура
- Выберите соответствующий солдат для проекта
- .
- Осмотр деталей и их очистка
- Зажим деталей
- Нанесение флюса
- Пайка фитингов
- Дополнительные наконечники
Materials Required
- Flux
- Solder
- Tweezers
- Metal file
- Brass pieces
- Abrasive pad or 120-grit sandpaper
- Soldering iron
Procedure
Choose an Appropriate Solder for the Project
Given
различные типы припоя, вам нужно выбрать правильный для
пайка латунных фитингов. Мягкий припой идеален, так как он имеет низкую температуру плавления.
Мягкий припой идеален, так как он имеет низкую температуру плавления.
точка. Это также предпочтительно, потому что высокие температуры вызывают латунь
материалы становятся мягкими и обесцвечиваются, этот процесс называется отжигом.
Подготовьте рабочее пространство
Вы
необходимо иметь безопасное рабочее место для процесса. Таким образом, вам необходимо
удалить все легковоспламеняющиеся материалы с поверхности и сохранить пространство
хорошо вентилируемый. Небольшой вентилятор может пригодиться, чтобы выдувать пары.
Вы также можете создать преграду для пламени, используя два огнеупорных кирпича, которые
также действуют как отражатели, отражающие тепло от горелки.
Осмотр деталей и их очистка
Проверка
подходят ли латунные детали друг к другу. Если нет, возможно, их нужно изменить
с помощью напильника или режущего инструмента, чтобы детали подошли друг к другу. Затем,
поднимите их на несколько дюймов от источника света, чтобы увидеть, есть ли зазоры
между кусочками. Затем очистите детали с помощью абразивной губки или
Затем очистите детали с помощью абразивной губки или
Наждачная бумага зернистостью 120. Надлежащая подготовка трубы обеспечивает припой
прочно сцепляется с поверхностью.
Зажать детали
Удерживать
кусочки с помощью зажима, так как они станут горячими, когда вы продолжите использовать
паяльник. Вы также можете использовать тяжелые металлические предметы, чтобы держать
объекты, если вы не кладете их слишком близко к суставу.
Применить флюс
Применить
флюс на внешней части трубы и внутри латунного фитинга тоже
с помощью небольшой кисти. В качестве альтернативы можно использовать тонкую проволоку для нанесения флюса в качестве
кисть может нанести слишком много флюса. Затем наденьте фитинг на трубу.
и поверните его в правильную ориентацию.
Пайка фитингов
Старт
нагрев соединения пропановой горелкой до тех пор, пока флюс не достигнет
точка кипения. Так как трудно достичь одинаковой температуры при
в то же время, вы должны убедиться, что время, затраченное на каждую часть, является
так же, как его масса. Например, при пайке толстого металла
Например, при пайке толстого металла
скорее всего, потратят больше времени, чем при нагреве тонкой трубки.
Один раз
детали достигают идеальной температуры, флюс будет выделять дым и
стать черным. Удалите источник тепла и быстро нанесите припой вокруг
труба, когда она просачивается в соединение. Потому что только металл
остается достаточно горячим, чтобы расплавить припой в течение нескольких секунд.
Тогда,
припаяйте второе соединение, как только первое соединение затвердеет и позволит
фитинг остыть в течение 10-20 минут, прежде чем прикасаться к нему. Далее промыть
фитинг под проточной водой, чтобы избавиться от излишков флюса. Высушите его и очистите
лишний припой.
Дополнительные наконечники
- Обеспечение
детали подходят друг к другу: припой — это только связующее вещество. Таким образом, вы
должны обеспечить правильное прилегание соединяемых частей друг к другу. Они
должны иметь одинаковую площадь поверхности, чтобы припой мог соединить их
успешно. Припой не будет таким прочным, если в деталях есть зазоры.
Припой не будет таким прочным, если в деталях есть зазоры.
между ними - Очистите детали перед пайкой: Прочность
склеивания зависит от состояния поверхностей. Грязь имеет
примеси, влияющие на прочность соединения. Таким образом, вам необходимо
тщательно очистите детали перед пайкой - Нагрейте
кусочки, а не припой: в то время как процесс включает использование припоя для соединения
частей, это не означает пайку связующего вещества. Вместо этого части
нагревают до тех пор, пока не достигнут температуры плавления припоя.
припой должен поступать на нагреваемый объект и в его швы через
капиллярное действие - Крепко держите детали при пайке: убедитесь, что детали надежно удерживаются при пайке, чтобы припой образовывал прочное соединение
Кожаный штамп и паяльник на заказ
Описание
Высококачественный кожаный штамп, раскрывающий каждую деталь вашей ручной работы. продукт и работа.
Мы понимаем важность каждой детали в мастерстве.
Поэтому все наши штампы изготавливаются на заказ и полностью персонализируются, чтобы соответствовать вашим ожиданиям и требованиям.
Что это?
Этот список включает ОДНУ изготовленную на заказ латунную кожаную печать с винтом и ОДИН паяльник.
Штамп может быть использован в качестве тиснителя методом ковки, горячего тиснения паяльником и тиснения фольгой паяльником.
Для тиснения фольгой см. другой список штампов для кожи и паяльника с регулируемой температурой.
/Спецификация/
Кожа Штамп Материал: Латунь Толщина штампа: 8 мм Размер винта: 5/6 мм (зависит от модели паяльника)
Глубина гравировки: 2,5–3 мм
Размеры: до 100 мм x 100 мм. Для размера более 50 мм, пожалуйста, свяжитесь с нами для получения предложения.
Паяльник:
110 В 60 Вт, совместим с винтами размером 5 мм.
220 В 60 Вт, подходит для винтов размером 5 или 6 мм
240 В 60 Вт, подходит для винтов размером 5 мм (внешний вид паяльника может отличаться) размер будет в 30 мм х 30 мм или ниже.
Поскольку выделяемого тепла может быть недостаточно для обычного домашнего использования паяльника мощностью 60 Вт.
2) Эффект тиснения может варьироваться в зависимости от материалов и техники.
3) Паяльник, включенный в этот список, не рекомендуется использовать для тиснения фольгой, так как температура слишком высока. Фольга сразу расплавится. Для тиснения фольгой см. другой список паяльников с регулируемой температурой.
/Как использовать?/
Для горячего тиснения:
1) Снимите металлическое жало паяльника
2) Установите штамп с винтом на паяльник
3) Нагрейте паяльник до рабочей температуры в течение примерно 10-15 минут
4) Тисните по сухой коже поверхность и выпуск
5) Дайте остыть в течение 15 минут, прежде чем вынимать штамп
Для тиснения молотком:
1) Увлажните поверхность кожи, на которой вы собираетесь тиснить
2) Для лучшей и легкой работы установите наш дизайн ручка стержня.
3) Равномерно забить молотком, чтобы получился четкий отпечаток. Примечания На фото из кожи растительного дубления (наиболее рекомендуемая кожа для работы). Нажав на штамп в течение 3 секунд, вы получите эффект загара.
Для соснового дерева нажмите около 90 секунд для того же результата. Паяльник, использованный на иллюстрации, имеет мощность 60 Вт при постоянной температуре 440℃.
/Как оформить заказ/
1) Выберите правильный размер винта и размер штампа в правой части опции
2) Добавить в корзину
3) Оформить заказ
4) Отправьте нам дизайн в векторном формате.g. .ai / .eps / .pdf ИЛИ .jpg / .tif / .psd с высоким разрешением на нашу электронную почту [email protected]
5) Мы свяжемся с вами с черновиком для вашего утверждения
6) Прокомментируйте / подтвердите черновик и детали заказа
7) Мы приступаем к производству
/Политика доставки/
Мы принимаем понедельник в качестве выходного дня, все заказы до понедельника по времени США 9: 00 утра будут отправлены в ближайшие выходные. После утра понедельника заказы присоединятся к отгрузке в следующие выходные.
После утра понедельника заказы присоединятся к отгрузке в следующие выходные.
/FAQ~/
https://blackmarketintl.wordpress.com/
1) Как узнать, подходит ли паяльник для штампа?
Перед размещением заказа убедитесь, что у него есть съемный металлический наконечник и диаметр винта.
2) Могу ли я получить штамп размером более 30 мм * 30 мм?
Да, но мы не рекомендуем его использовать с этим утюгом, потому что паяльник может не поддерживать высокую температуру на большой площади
3) Для штампов размером более 30 мм * 30 мм мы предлагаем более прочный паяльник, который соответствует вашим потребностям.
http://www.blackmarketintl.com/products/300w-soldering-iron
4) Почему появляется белый дым и неприятный запах, когда я начинаю пользоваться паяльником?
Это нормально из-за высокой температуры, пожалуйста, держитесь подальше от детей.
5) Мне нужны только штамп и винт, они продаются отдельно?
Конечно!
http://www.
