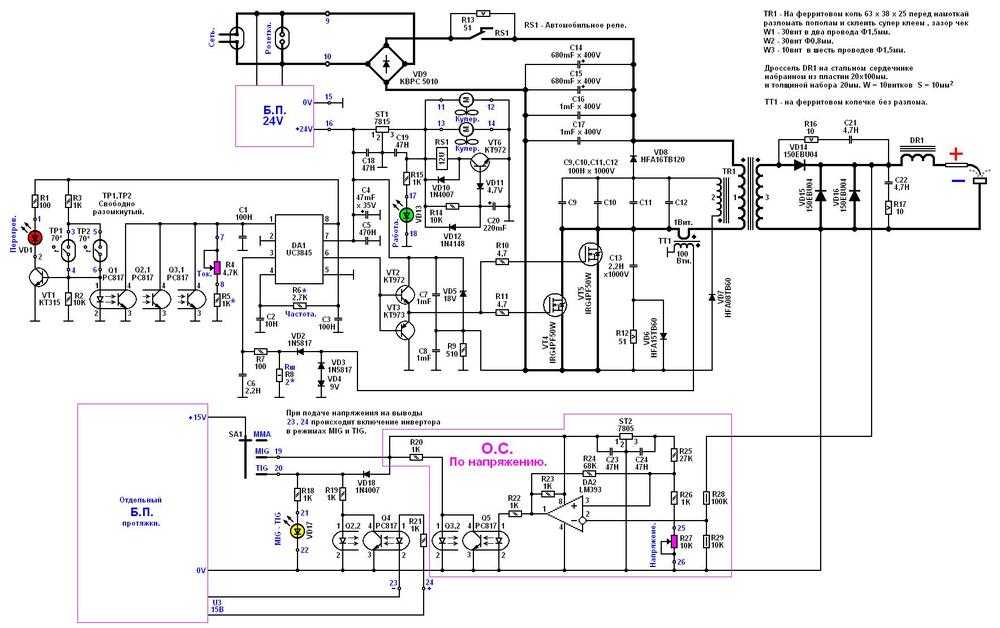
Электрическая схема инверторного сварочного аппарата: Схема сварочного инвертора – принципиальная схема инверторной сварки
Содержание
Принцип построения и работа инверторных сварочных аппаратов — Меандр — занимательная электроника
Довольно часто для построения сварочного инвертора применяют основные три типа высокочастотных преобразователей, а именно преобразователи включенные по схемам: асимметричный или косой мост, полумост, а также полный мост. При этом резонансные преобразователи являются подвидами схем полумоста и полного моста. По системе управления данные устройства можно поделить на: ШИМ (широтно-импульсной модуляцией), ЧИМ (регулирование частоты), фазовое управления, а также могут существовать комбинации всех трех систем.
Все выше перечисленные преобразователи имеют свои плюсы и минусы. Разберемся с каждым в отдельности.
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.

- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.

Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Изготовление сварочного инвертора из доступных деталей своими руками
Новинка издательства Солон-пресс Серия Ремонт Схемотехника и ремонт инверторных сварочных аппаратов
В очередной книге серии «Ремонт» описаны популярные модели современных сварочных аппаратов инверторного типа компаний (брендов) AikenWeld, ANT Kvant, BlueWeld, DeFort, Eurolux IWM, Energolux, Jasic, TELWIN, ProfHelper DaVinci, Rilon, Riland, ZX7, «Сварог», «Ресанта», «Диолд», «Ставр», «Калибр».
В книге рассмотрены шесть различных моделей (линеек) инверторных сварочных аппаратов и аппаратов плазменной резки, на основе которых выпускается большое количество моделей сварочных аппаратов под различными торговыми марками. В приложении к книге приводится описание конструкции и ремонта аппарат контактно-конденсаторной сварки «Fox Weld SW2500», который также присутствует на рынке под брендами Dongsen, HiTronic, Relon, Rilon, Riland, Rivcen, ТСС. Кроме того, в приложении приводятся принципиальные схемы нескольких популярных моделей инверторных сварочных аппаратов.
Кроме того, в приложении приводятся принципиальные схемы нескольких популярных моделей инверторных сварочных аппаратов.
По каждой модели приводятся ее конструкция, блок-схема, принципиальная электрическая схема, подробно описывается работа всех ее составных частей и приводится послеремонтный порядок проверки.
Практическая ценность книги определяется подробным описанием типовых неисправностей узлов сварочных инверторов и описанием методики их поиска и устранения.
Книга предназначена для широкого круга специалистов, занимающихся ремонтом бытовой техники, а также для всех, интересующихся этой темой.
Содержание
Глава 1. Инверторные сварочные аппараты «AikenWeld Ranger 160/180/200″4
Цепи питания и запуска сварочного источника4
Инвертор7
Глава 2. Инверторные сварочные аппараты «TELWIN TECNICA 141/161″12
Общие сведения о инверторных сварочных аппаратах TELWIN12
Основные характеристики сварочных инверторов TELWIN линейки TECNICA12
Структурная схема инверторов13
Конструкция и принципиальная электрическая схема15
Поиск неисправностей и их устранение17
Послеремонтная проверка работы инвертора в реальных условиях20
Глава 3. Инверторные сварочные аппараты «TELWIN TECNICA 144/164″21
Инверторные сварочные аппараты «TELWIN TECNICA 144/164″21
Основные характеристики сварочных аппаратов «TELWIN TECNICA 144/164″21
Структурная схема 22
Конструкция и принципиальная электрическая схема24
Поиск неисправностей и их устранение26
Послеремонтная проверка работы сварочного аппарата в реальных условиях28
Глава 4. Инверторные сварочные аппараты «TELWIN TECHNOLOGY 175, 188CE/GE, 210″29
Основные характеристики линейки TECHNOLOGY29
Структурная схема30
Конструкция и принципиальная электрическая схема31
Поиск неисправностей и их устранение36
Послеремонтная проверка работы сварочного аппарата в реальных условиях38
Глава 5. Инверторный сварочный апарат «Rilon Профи ARC 250″39
Глава 6. Инверторные сварочные аппараты «Ресанта САИ» и аппараты
плазменной резки «Ресанта ИПР»47
Входные цепи и блоки питания сварочных иаппаратов «Ресанта САИ»47
Блок питания на основе ШИМ контроллера UC384548
Блок питания на основе ШИМ контроллера SD683450
Блок питания на основе ШИМ контроллера VIPer22A51
Блок питания на базе контроллеров семейства TOPSwitch53
Блок питания линейки сварочных аппаратов «Ресанта САИ Проф»54
Инвертор, драйверы и выходной выпрямитель сварочного источника «Ресанта САИ»58
Общие сведения о ремонте инверторных сварочных аппаратов «Ресанта»61
Приложение 1. Аппарат контактно-конденсаторной сварки «Fox Weld SW2500″62
Аппарат контактно-конденсаторной сварки «Fox Weld SW2500″62
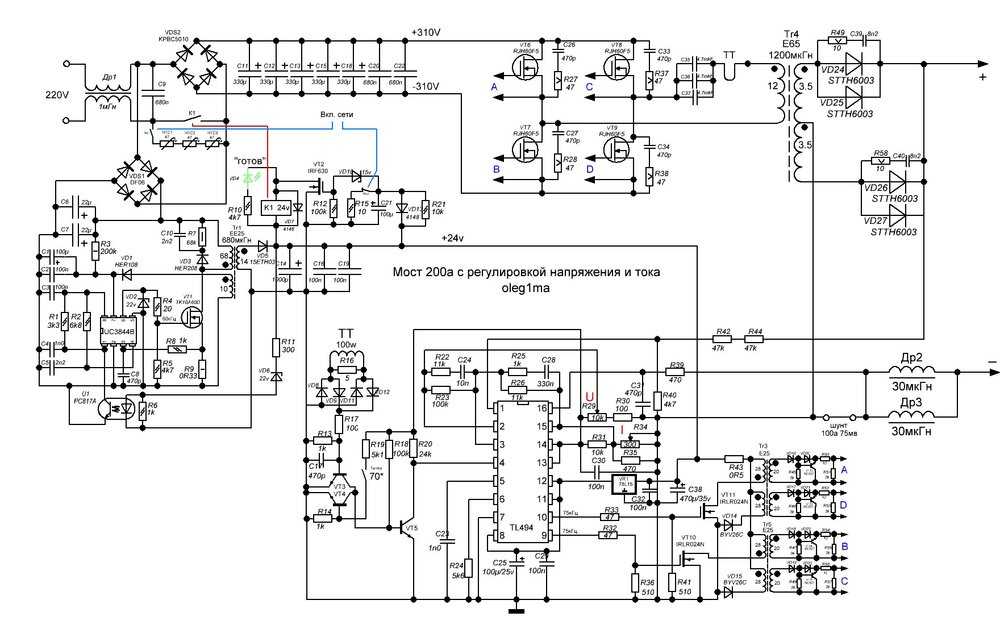
Приложение 2. Схемы инверторных сварочных аппаратов67
Схема инверторного сварочного аппарата «РЕСАНТА САИ-140″67
Схема инверторного сварочного аппарата «РЕСАНТА САИ-190″70
Схема инверторного сварочного аппарата «КАЛИБР MINI СВИ-160АП»74
Схема инверторного сварочного аппарата «КАЛИБР MICRO СВИ-205″76
Литература79
Купить книгу можно через форму заказа здесь.
Могу ли я запустить свой сварочный аппарат от бытовой электросети?
20 мая 2020 г., среда, 13:58 | Автор Metal Man
Многие имеющиеся сварочные аппараты могут работать от стандартной домашней сети 115 В или 120 В. Но как узнать, способна ли электропроводка вашего дома сделать это безопасно? И можете ли вы по-прежнему получать сварные швы самого высокого качества?
Прошли те времена, когда сварщики больших надгробий нуждались в специальной проводке для качественной сварки. Главное — убедиться, что у вас есть цепь, способная справиться с мощностью, необходимой сварщику.
Сегодня цепи на 120 В обычно поставляются с автоматическим выключателем на 20 А в коробке выключателя. Однако так было не всегда. Если у вас старый дом, вы можете обнаружить, что ваши автоматические выключатели на 15А. На самом деле, в зависимости от того, насколько старая проводка в вашем доме, вы можете даже увидеть предохранители до 10 А. Прежде чем купить сварочный аппарат, дважды проверьте свою электрическую коробку, чтобы убедиться, что ваша линия обеспечивает питание 120 вольт, 20 ампер.
Входная мощность — это мощность, которая должна подаваться на электрическое устройство, чтобы это устройство работало должным образом. Это комбинация напряжения и силы тока. Иногда вы услышите, что это указано в ваттах. Это обычное дело для генераторов.
Мощность — это входное напряжение (120 вольт), умноженное на входную силу тока (20 ампер).
Входное напряжение x Потребляемая сила тока = Требуемая мощность
(120 В x 20 А = 2400 Вт)
Типичные предметы домашнего обихода и требования к потребляемой мощности:
Фен = 120 В, 16 А
Тостер = 10002 Ампер
Микроволновая печь = 120 В, 13 А
Холодильник = 120 В, 7 А
Типичная бытовая сеть в новостройках сегодня имеет напряжение 120 В и имеет прерыватель на 20 А. Это означает, что проводка в стенах вашего дома рассчитана на 20 ампер. Когда потребляется более 20 ампер, проводка не рассчитана на такую нагрузку. В результате «перегорает» выключатель в электрощитке, который защищает дом. Возможно, вы испытали это на себе утром, когда варили кофе, одновременно используя микроволновую печь и тостер.
Это означает, что проводка в стенах вашего дома рассчитана на 20 ампер. Когда потребляется более 20 ампер, проводка не рассчитана на такую нагрузку. В результате «перегорает» выключатель в электрощитке, который защищает дом. Возможно, вы испытали это на себе утром, когда варили кофе, одновременно используя микроволновую печь и тостер.
Типичный сварочный аппарат на 120 В требует достаточного количества энергии. Ведь вы плавите металл! Если вы посмотрите на технические характеристики большинства сварочных аппаратов на 120 В, вы увидите, что они работают от сети 120 В и имеют максимальный ток 20 ампер.
Это означает, что для работы типичного сварочного аппарата на 120 В требуется отдельная цепь на 120 В. Если вы работаете от цепи, в которой холодильник уже потребляет 7 ампер, вполне вероятно, что ваш сварочный аппарат будет потреблять слишком много энергии. В результате ваш автоматический выключатель сработает, чтобы защитить вашу домашнюю проводку.
Всегда обращайтесь к профессиональному электрику при подключении выделенной цепи. Выделенный означает, что никакие другие элементы не подключены к этой цепи. Если есть что-то еще, питающееся от той же цепи, скорее всего, ваш автоматический выключатель выполнит свою работу и «взорвется», чтобы защитить ваш дом.
Выделенный означает, что никакие другие элементы не подключены к этой цепи. Если есть что-то еще, питающееся от той же цепи, скорее всего, ваш автоматический выключатель выполнит свою работу и «взорвется», чтобы защитить ваш дом.
У вас может возникнуть соблазн использовать удлинитель, чтобы увеличить радиус действия вашего сварочного аппарата. Если все сделано правильно, удлинитель является хорошим временным решением. Это никогда не должно рассматриваться как долгосрочное решение для вашего сварщика.
Как и при проводке в вашем доме, вам необходимо учитывать напряжение и силу тока, необходимые для работы сварочного аппарата. На упаковке, которая поставляется с вашим удлинителем при покупке, будет указано, какое напряжение и сила тока. Удлинительный шнур на 120 вольт, 20 ампер длиной 10 футов будет иметь другой размер проводки, чем удлинитель на 120 вольт, 20 ампер длиной 50 футов. Обязательно прочитайте упаковку, чтобы убедиться, что вы покупаете шнур на 20А. Очень маловероятно, что удлинитель, который вы используете для рождественских гирлянд, сможет работать со сварочным аппаратом.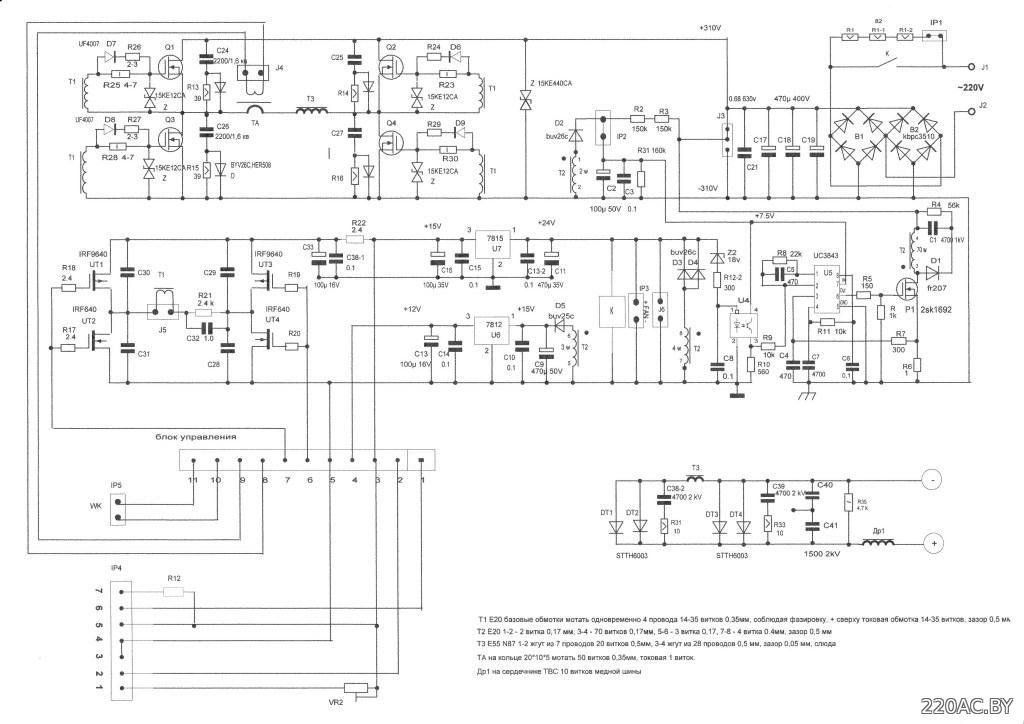
Итак, какие сварочные аппараты Metal Man можно запустить от бытовой электросети?
Все эти сварочные аппараты Metal Man работают от входной мощности 120 вольт, 20 ампер:
- Сварочные аппараты Metal Man, такие как инверторный сварочный аппарат постоянного тока ARC 80T.
- Сварочные аппараты с флюсовой проволокой, такие как Flux Core 130i и Flux Core 135T.
- Многопроцессорные сварочные аппараты, такие как MP-140T или Multiprocess 141.
Эти сварочные аппараты Metal Man работают как от бытовой сети 120 В, так и от сети 230 В:
- Аппарат Metal Man MIG 180DVT позволяет выполнять сварку MIG и сварку под флюсом как при напряжении 120 В, так и при напряжении 230 В.
- Аппарат Metal Man Multiprocess 220iDV позволяет выполнять сварку MIG, сварку с флюсовым сердечником, сварку электродом постоянного тока и сварку TIG с нуля на постоянном токе при напряжении 120 и 230 В.
Если у вас есть вопросы по выбору сварочного аппарата, соответствующего вашим потребностям, позвоните нам. Мы рады помочь!
Мы рады помочь!
Основы использования электричества в сварке
Дуговая сварка — это процесс, при котором два куска металла соединяются вместе с использованием электрической энергии. Дуговая сварка создает электрическую дугу, которая плавит основной металл и, как правило, присадочную проволоку. Последующая лужа расплавленного металла затем затвердевает и сплавляет края исходного материала, чтобы соединить металл вместе. Чтобы сделать это возможным, электричество передается от источника питания через электрод. Электрический ток преобразуется в тепло из-за сопротивления потока электронов через воздушный зазор. Эта интенсивная электрическая энергия создает дугу.
Типы сварки
Существует четыре основных типа процессов дуговой сварки, которые можно использовать для соединения металлов. К ним относятся:
Ручная дуговая сварка металлическим электродом (известная также как электродуговая сварка с защитным металлом или электродуговая сварка) стержень.
 Поток разрушается в дуге с образованием защитного газа. Этот процесс обычно используется в полевых условиях. Для него не требуется баллон с защитным газом, он портативный и имеет очень мало движущихся частей. Недостатком является то, что это медленно и неэффективно. Для этого требуется источник постоянного тока (с падающей характеристикой). Он может использовать переменный или постоянный ток.
Поток разрушается в дуге с образованием защитного газа. Этот процесс обычно используется в полевых условиях. Для него не требуется баллон с защитным газом, он портативный и имеет очень мало движущихся частей. Недостатком является то, что это медленно и неэффективно. Для этого требуется источник постоянного тока (с падающей характеристикой). Он может использовать переменный или постоянный ток.
Дуговая сварка металлическим электродом в среде защитного газа (также называемая инертным газом (MIG) или активным металлическим газом (MAG))
В этом процессе сварки используется непрерывная катушка с твердой присадочной проволокой/электродом и внешний защитный газ. Этот GMAW требует постоянной мощности сварки от источника постоянного тока. Этот тип сварки является наиболее распространенным в промышленности для применения в мастерских, поскольку он более эффективен, чем сварка электродом. В нем больше движущихся частей, поэтому для его правильной работы требуются определенные знания об оборудовании и о том, как настроить его.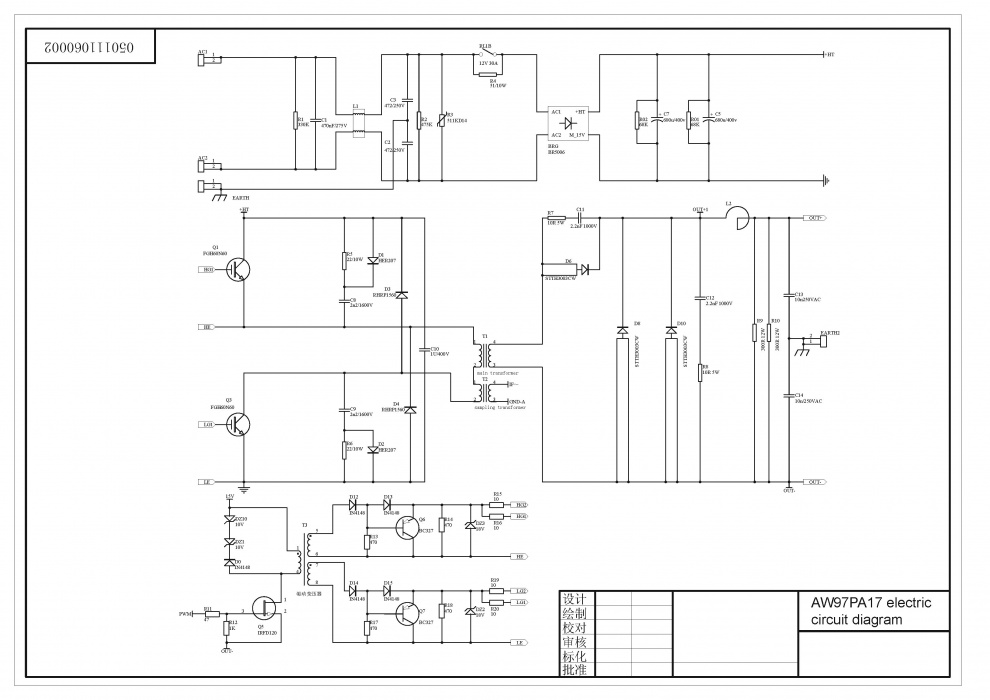
При сварке МИГ используется постоянный ток с источником постоянного напряжения. Таким образом, независимо от вылета (расстояния от конца контактного наконечника до конца проволоки) длина дуги остается неизменной.
Дуговая сварка порошковой проволокой
Существует два варианта FCAW. Газовая защита (внешний экран) и самозащита (внутренний экран). Оборудование в основном такое же, как и для сварки MIG, но с небольшими изменениями. Самая большая разница заключается в конструкции электрода. GMAW использует сплошную проволоку, FCAW, как следует из названия, использует трубчатую проволоку с флюсом внутри. Вам нужно использовать рифленые ролики, чтобы избежать раздавливания проволоки.
Как правило, он имеет более высокую скорость осаждения, чем GMAW, при данной силе тока и размере проволоки, поскольку он имеет более высокую плотность тока. Эта концепция будет объяснена в следующем блоге.
Газовая вольфрамовая дуговая сварка
Газовая вольфрамовая дуга похожа на современный кислородный сварочный аппарат. Вместо пламени он использует дугу для создания тепла, необходимого для плавления материалов. Как следует из названия, в этом методе для проведения тока используется электрод из легированного вольфрама, а также может быть добавлен внешний наполнитель. Дуга защищена инертным газом для защиты электрода и сварного шва от атмосферы. Поскольку газовая вольфрамовая дуга требует двух рук и обычно используется для более сложной работы, так как требует большего мастерства.
Вместо пламени он использует дугу для создания тепла, необходимого для плавления материалов. Как следует из названия, в этом методе для проведения тока используется электрод из легированного вольфрама, а также может быть добавлен внешний наполнитель. Дуга защищена инертным газом для защиты электрода и сварного шва от атмосферы. Поскольку газовая вольфрамовая дуга требует двух рук и обычно используется для более сложной работы, так как требует большего мастерства.
Источники питания для электросварки
При дуговой сварке может использоваться питание от источников переменного (переменного) или постоянного тока (постоянный ток). Цикл питания переменного тока имеет полупериод как положительного, так и отрицательного. Ток движется от одного направления в течение полупериода и мгновенно останавливается на нуле. Затем он меняет направление и повторяет полупериод в противоположном направлении. Это называется синусоидой. Герц — это число циклов в секунду. В Австралии наш переменный ток составляет 50 Гц, в США — 60 Гц.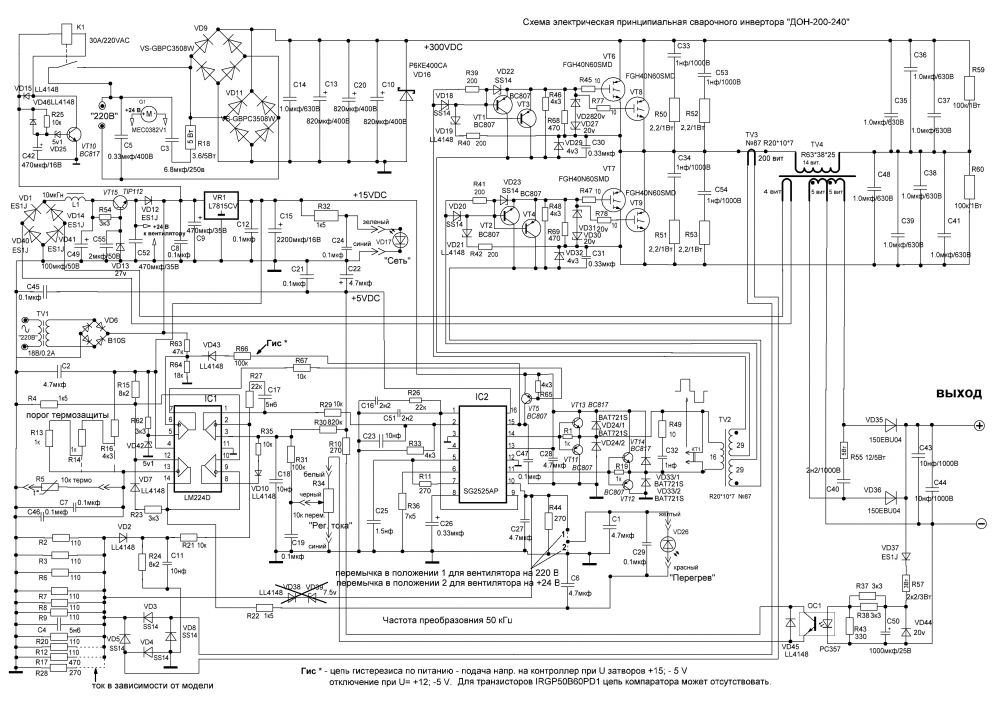 Переменный ток редко используется в современной промышленности, поскольку его циклическая природа имеет более высокий уровень опасности поражения электрическим током. Исключением является GTAW, некоторые виды дуговой сварки под флюсом и ситуации, когда продувка дуги представляет собой проблему.
Переменный ток редко используется в современной промышленности, поскольку его циклическая природа имеет более высокий уровень опасности поражения электрическим током. Исключением является GTAW, некоторые виды дуговой сварки под флюсом и ситуации, когда продувка дуги представляет собой проблему.
Сила постоянного тока движется в одном направлении и имеет отрицательно или положительно заряженный полюс. Две трети тепла всегда на положительной стороне. Поэтому обычно для GMAW/FCAW вы используете DC+, а для GTAW вы используете DC-, чтобы не расплавить электрод. Если вы подсоедините электрод к отрицательно заряженной клемме постоянного тока, тепло будет выделяться на положительной клемме, и наоборот.
Общие термины
Длина дуги
Длина дуги — это расстояние от конца электрода до поверхности основного материала, на это расстояние влияет и влияет напряжение дуги.
Ток (поток)
Ток — это количество электронов, проходящих мимо данной точки в сварочной цепи.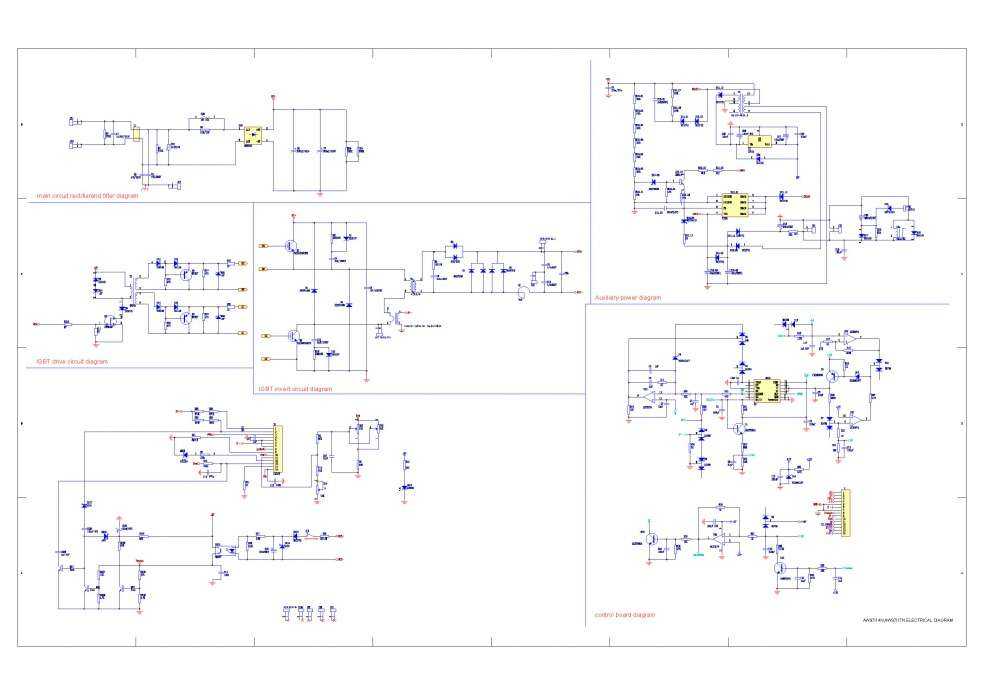 Измеряется в амперах. Тепло дуги изменяется за счет увеличения тока.
Измеряется в амперах. Тепло дуги изменяется за счет увеличения тока.
Напряжение (это давление)
Напряжение как давление (VIP) представляет собой величину электрического давления в дуге.
Напряжение замкнутой и разомкнутой цепи
Когда электрическая цепь замкнута, ток течет во время сварки, говорят, что это замкнутая цепь или напряжение дуги. Однако, если цепь не завершена, вы не свариваете, цепь считается разомкнутой. Напряжение холостого хода (OCV) — это напряжение, измеренное на выходных клеммах, когда аппарат включен, но сварка не выполняется.
Вы заметите, что OCV всегда выше, чем у закрытого контура. Напряжение – это потенциальная энергия. Поэтому для зажигания дуги требуется более высокое напряжение. В Австралии безопасные уровни составляют 80 В для источников переменного тока и 115 В для источников постоянного тока без устройств снижения напряжения. Это заставляет некоторых людей думать, что более низкое напряжение переменного тока безопаснее, но, как упоминалось ранее, циклическая природа имеет более высокий уровень опасности поражения электрическим током.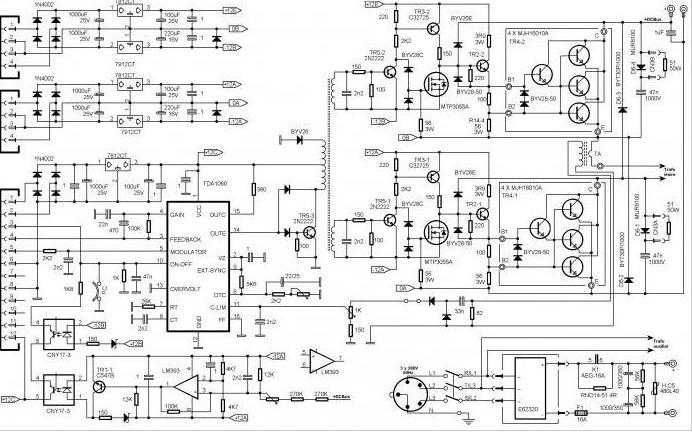
Изменение силы тока
MMAW — в зависимости от машины это может быть трансформатор, и вы поворачиваете ручку, или современный инвертор, в котором используется небольшая ручка.
GMAW — изменяя скорость проволоки, вы увеличиваете силу тока. С GMAW амперы и вольты должны быть в правильном соотношении.
При слишком большой силе тока чрезмерное проплавление, подрезы и пористость из-за перегрева электрода. Если сила тока слишком мала, дуга становится нестабильной, повышается риск непровара/провара и включений.
Изменение напряжения
Для источников постоянного тока (MMAW и GTAW) единственным способом изменения напряжения обычно является увеличение и уменьшение длины дуги. Некоторые машины имеют настройку силы дуги, которая незначительно изменяет напряжение дуги. Не на всех машинах это есть.
В машинах с постоянным напряжением (GMAW/FCAW) у вас есть переключатели или ручки, позволяющие изменять напряжение. Поэтому, если вы хотите изменить длину дуги, вы должны изменить напряжение дуги с помощью аппарата, поэтому он называется аппаратом постоянного напряжения.
Продувка дугой
Существует два типа продувки дугой: тепловая и электрическая. В контексте этого блога мы сосредоточимся на ударе электрической дуги.
При постоянном токе, особенно при большой силе тока, дуга может отклоняться из-за дисбаланса/искажения магнитного поля. Во время сварки вы можете видеть, как дуга отклоняется, поэтому у вас меньше возможностей контролировать сварочную ванну.
Дуговой удар обычно вызывается двумя причинами
- В конце сварного шва или пластины магнитное поле искажается (не концентрично) вокруг дуги.
- Остаточный магнетизм в свариваемом изделии, закалка и отпуск Материалы обладают высокой магнитной проницаемостью и поэтому сохраняют магнетизм.
Свяжитесь с Technoweld
Свяжитесь с нами для обучения, осмотра, консультации и наблюдения за процедурами сварки. Мы также можем исследовать и документировать процедуры сварки для ваших конкретных процессов сварки, а также запускать процедуры.