Электрическая схема сварочный аппарат: Схема сварочного инвертора – принципиальная схема инверторной сварки
Содержание
Электрическая принципиальная схема инверторного сварочного аппарата
Главная » Статьи » Электрическая принципиальная схема инверторного сварочного аппарата
Описание схемы сварочного инвертора
- 28 декабря
- 57 просмотров
- 18 рейтинг
Оглавление: [скрыть]
- Описание некоторых деталей схемы инвертора
- Некоторые конструкционные особенности бытового инвертора для сварки
- Коротко в итоге
Схема сварочного инвертора применяется для сварки с использованием штучного электрода. Для оборудования самого начального уровня чаще применима небольшая нагрузка у индивидуальных предпринимателей или же просто у обычных людей в бытовых нуждах. Такие простенькие агрегаты не пригодны для использования в производстве. Приводимая микросхема используется для ремонта этих устройств своими руками.
Для начала познакомимся с основными требованиями, которые устанавливаются для инверторных источников тока для сварки самого простого, бытового уровня. К ним относятся:
К ним относятся:
- Работа оборудования должна осуществляться от однофазной сети частотой 220/50 Герц (Гц).
- Аппарат должен иметь возможность использовать штучные электроды, диаметр которых 1,6 до 3,25 мм.
- Доступная стоимость, минимальный вес и габариты.
- Ремонт такого агрегата должен быть доступен в обычных мастерских или же своими руками.
Аппараты для сварных работ с подобными характеристиками получили широкое применение в быту. И их сборка или же ремонт производится в соответствии с принципиальной схемой к сварочному инвертору и в точном соответствии с прилагаемой инструкцией к оборудованию. Особенно это касается случаев ремонта оборудования дома.
Способы подключения сварочного инвертора.
Описывая схему бытового устройства для сварки металла, стоит заострить внимание на которых деталях. Понятно, что всю координацию работы этого преобразователя осуществляет микросхема и ее главный элемент — ШИМ-контроллер.
С точки зрения схемотехнических особенностей инверторного сварочного аппарата выбор используемой в ШИМ-контроллере микросхемы напрямую зависит от того, какие функции выполняет конкретное устройство. В любой электрической схеме соединение двух или нескольких компонентов осуществляет деталь, которая называется мост. Но, помимо связующей функции, эта часть микросхемы несет еще и некоторые дополнительные функции в работе, которую выполняет вся электрическая схема сварочного инвертора.
В любой электрической схеме соединение двух или нескольких компонентов осуществляет деталь, которая называется мост. Но, помимо связующей функции, эта часть микросхемы несет еще и некоторые дополнительные функции в работе, которую выполняет вся электрическая схема сварочного инвертора.
Вернуться к оглавлению
Не будет лишним сказать, что при использовании инверторного сварочного аппарата удается получить высококачественные сварные швы и при этом не затратить много усилий оператора сварки. К тому же работа с таким оборудованием очень комфортна и продуктивна. Да и сборка этого устройства своими руками по типовому чертежу самого обычного агрегата не представит особого труда.
Промышленные трансформаторные преобразователи в своем строении более электротехничны.
Напротив, глядя на принципиальную схему сварочного аппарата, можно увидеть, что он является электронным устройством.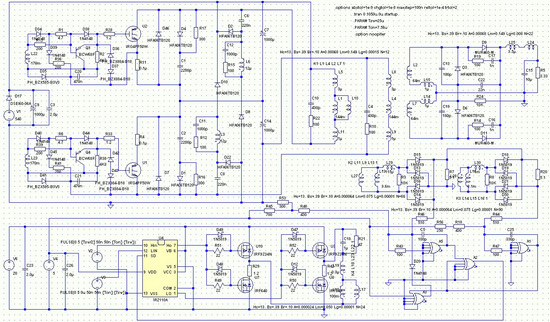
Блок-схема полумостового инвертора..
При ремонте такого оборудования нужно следовать схемам сварочных инверторов. Для диагностики неисправностей и ремонта этого механизма необходимо последовательно выполнить проверку:
- состояния стабилитронов;
- транзисторов;
- диодов;
- резисторов.
При обнаружении неисправностей в конструкции нужно выполнить ремонт по чертежам устройства аппарата для таких технических работ.
Вернуться к оглавлению
Подробнее описывать конструкционные особенности всех типов механизмов этого типа не имеет смысла, поскольку существует большое количество специальной литературы по этому вопросу.
Целью же этого обзора было лишь ознакомление читателей с принципиальным строением инверторного сварочного аппарата и его некоторыми основными узлами.
expertsvarki.ru
Какова схема сварочного аппарата – разбор в деталях
Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме.
Современные полуавтоматические сварочники
При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода. Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические устройства состоят из;
- трансформатора – источника тока;
- системы, позволяющей управлять и контролировать сварку;
- горелки с рукавом и электродом;
- приспособления (механического) для подачи проволоки;
- аппарата для подачи защитного газа.
В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. Их ключевым элементом является специальный преобразователь импульсного типа. Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.
Преобразователь импульсного типа
Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника. При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
- Питающий блок. Этот элемент подает на силовую часть сварочного агрегата электроток. Конструктивно блок состоит из зарядной нелинейной цепи, особого емкостного фильтрующего устройства и выпрямителя.
- Блок для питания слаботочных элементов электросхемы.
- Силовое оборудование. Оно включает в себя дроссель (выходной), еще один выпрямитель (его принято называть вторичным) и трансформирующий ток механизм.
- Контроллер ШИМ. Он состоит из датчика нагрузки и небольшого трансформатора.
- Органы индикации сварочного процесса и управления им.
- Охлаждающий и термозащитный модуль. Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования.
Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения.
Сварка инверторным аппаратом
Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто:
- На выпрямляющее устройство поступает 50-герцный по частоте переменный ток (стандартная бытовая электросеть). Он преобразовывается в постоянный.
- Фильтрующее приспособление сглаживает показатели тока и подает его непосредственно на инвертор.
- Инверторное устройство еще раз преобразовывает электроток (теперь уже в переменный), увеличивая при этом его частоту.
- Силовой трансформатор снижает напряжение тока, за счет чего сила последнего повышается.
Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль.
Первым ее элементом всегда является диодный мост. Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме. Профессиональные электротехники называют ее косым мостом.
Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой).
Схема сварочного аппарата
За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины.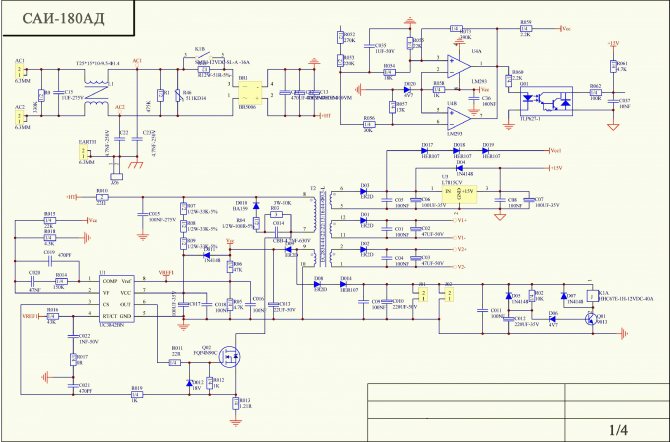 Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками. Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
- Защита преобразующих электроток транзисторов осуществляется при помощи предохранительных цепей (они носят название демпфирующих), которые оснащаются термодатчиками и системами охлаждения (принудительного).
- Конденсаторы фильтрующего устройства нужно предохранять от выхода из строя специальными стабилизаторами. Эти приспособления обеспечивают оборудованию плавный пуск, что существенно снижает риск поломки инвертора.
- В обязательном порядке внедряйте в схему сварочника надежный контроллер ШИМ. Он управляет всеми элементами инвертора, отсылает сигналы на силовые транзисторы, диодные мосты, трансформирующие ток механизмы. К выбору данного контроллера следует подходить максимально ответственно, если вы планируете создать свой собственный качественный и надежный сварочник.
Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания.
tutmet.ru
Радиосхемы. — Инверторы сварочные
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами. Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
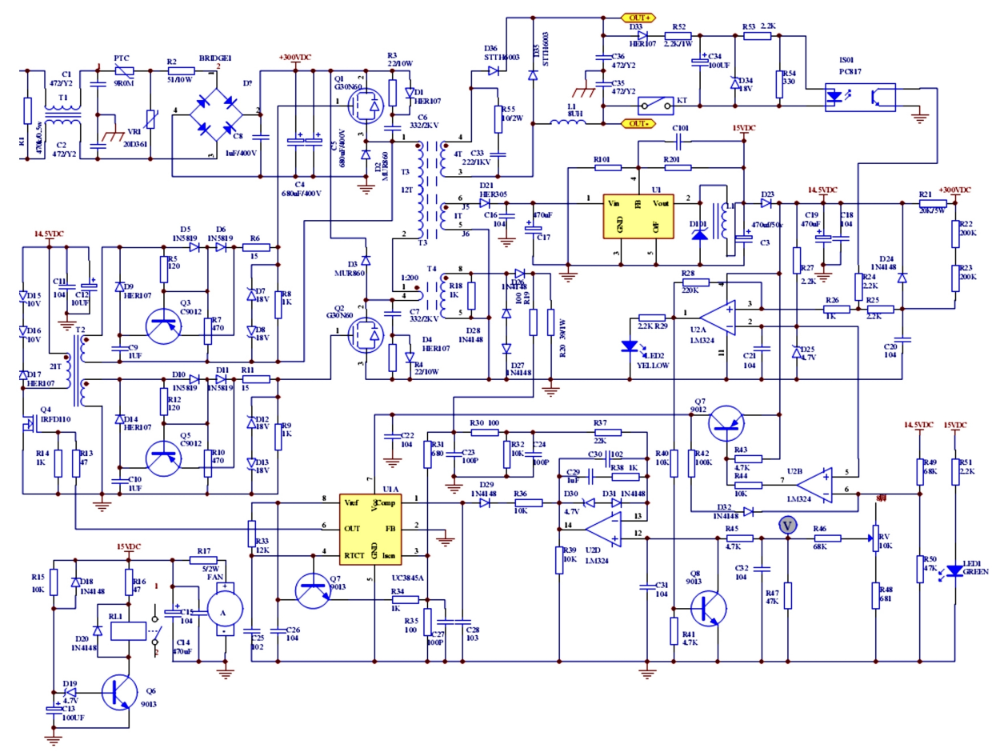
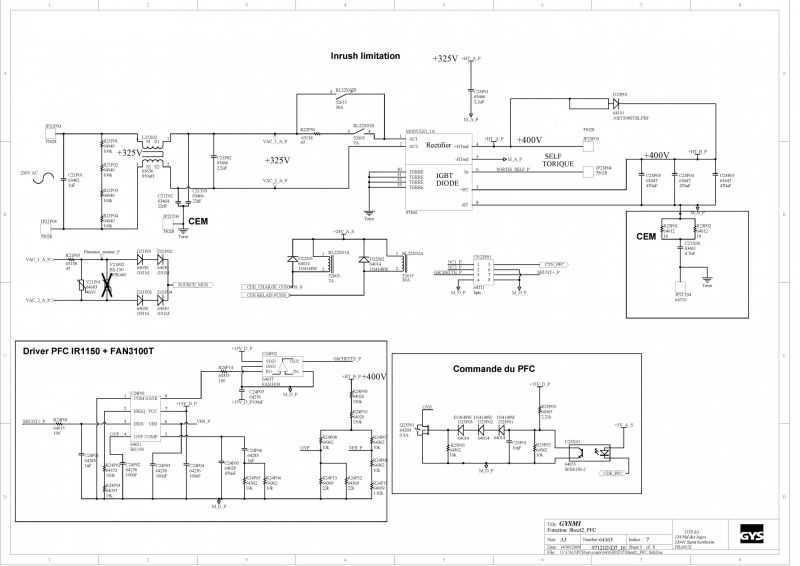
Материалы данного раздела:
Ресанта САИ-140Ресанта САИ-150АДРесанта САИ-160КРесанта САИ-180АДРесанта САИ-190КРесанта САИ- 220Ресанта САИ- 230Ресанта САИ-250Ресанта САИ-315Ресанта САИПА-135Ресанта САИПА-165Ресанта САИПА-190МФРесанта САИПА-200Источник плазменной резки ИПР-25 производства РесантаИсточник плазменной резки ИПР-40 производства РесантаИсточник плазменной резки ИПР-40К производства РесантаСварочный инвертор Eurolux IWM-160 производства РесантаСварочный инвертор Eurolux IWM-190 производства РесантаСварочный инвертор Eurolux IWM-220 производства РесантаСварочный инвертор Eurolux IWM-250 производства РесантаИИСТ-140ИИСТ-160Инвертор сварочный GYSMI-131СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160PСварочный инвертор Gysmi 161Сварочный инвертор Gysmi 165Сварочный инвертор Gysmi 183Сварочный инвертор Gysmi 190 INVERTER 3200 TOPPULS mini ММА 250Сварочный аппарат FORWARD 200 IGBTПолуавтомат сварочный ПульсарСварочный источник BLUEWELD Prestige 144Prestige-164/ Technika- 164 инструкция по ремонтуTELWIN-140 сварочный инверторTELWIN TECNICA 141-161Telwin TECNICA 144-164TELWIN TECNICA 150, 152, 168, 170Telwin Technology 175, 210, 188CE/GEСварочные источники COLT 1300, COLT и PUMA 150Red Welder i2100Инверторы сварочные ASEA-160 и ASEA-250Инвертор сварочный ARC-200Инвертор сварочный САИ-200Сварочный инвертор ZX7- 200Сварочный источник Kende ZX7-160Инвертор сварочный ММА-160Сварочный выпрямитель ВДУ-504Сварочный выпрямитель ВДУ-506, ВДУ-506ССварочный источник ВД-200Инвертор сварочный DECA MOS-168Инвертор сварочный Калибр СВИ-160АПИнвертор сварочный Калибр MINI СВИ-225 (225)Инвертор сварочный Монолит ММА 161Инвертор-плазморез Telwin TECNICA PLASMA 34Источник сварочный ФЭБ Альфа 161Инвертор сварочный Tecnoweld Monster 170Схема сварочного полуавтомата ПДГ100-УХЛ4Сварочный источник МАГМА‐З15Сварочный полуавтомат Edon MIG-308Аппарат точечной сварки Aurora PRO SHOOT M10Сварочный полуавтомат Норма- 200МПСлавтех 185\ 200\ 205Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)Сварочный источник Энергомаш СА-97И14НСварочный источник Приоритет САУ-150 схемаСварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемыСхема основной платы Awelco 5679 сварочного источника AwelcoПринципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных AwelcoСхема сварочного полуавтомата ПДГ-151Инверторный сварочный источник MIG 160 IGBT схемаСхемы на инверторные источники TIG160. …TIG400Blueweld Combi 4.165 сварочный полуавтоматИнверторные сварочные источники Minarc-150Сварочный полуавтомат MIG200Сварочный полуавтомат ПДГ-201EWM PICO 162 схема и инструкцияИнверторы сварочные ВДУЧ-315 (315М)Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемыСварочный полуавтомат ПДГ-102 УЗ СВАП-02Сварочный аппарат LHF 250 (400, 630, 800 )Сварочный аппарат LHF 405 (615) PipeweldСварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150Сварочный полуавтомат ESAB LKA150Сварочный полуавтомат ESAB LKA 180\ LKA 140Сварочный аппарат ESAB LTH 161\ Tigma 161Сварочный аппарат ESAB LKB 400W мануалУстройство протяжки сварочной проволоки ESAB MED 44 AristoСварочный аппарат ВДУЧ-350МАГ схемаСварочный источник ТИР-630 инструкция и схемаКомплект электродуговой металлизации КДМ-2 схемаИнвертор сварочный ДОН-150Выпрямитель сварочный ВДУ-506МСварочный источник FUBAG IR160\ IR180\ IR200Генератор сварочный ГД-4002 У2Источник плазменной резки КАРАТ-100М схемаСварочный источник Kemppi PS5000 схемаСварочные полуавтоматы ESAB Mig C141/C151Сварочный источник универсальный ESAB DTA400ACDCСварочные полуавтоматы MIG Autoplus-120\ 130Сварочный аппарат TIG схемаСварочный источник TRIODIN TIG-20Генератор для импульсной сварки Triodyn DP20Сварочный регулируемый выпрямитель WTU-200Инверторный сварочный источник АСПТ-60 схемаИнверторный сварочный источник АСПТ-90 схемаИнверторный сварочный источник Фора-60 схемаИсточник плазменной резки LGK8-40 производства КитайИсточник плазменной резки SUPERIOR PLASMA 90 HFИсточник сварочный BestWeld BEST 210Автомобильная сварочная приставка АСП1Источник сварочный STURM AW97I20Сварочный инвертор КРАТОН WT-130SСварочный аппарат Дуга-Профессионал схемаСварочный полуавтомат ПСТ-161Сварочный источник ВД-306Д схемаСварочный инвертор Форсаж 160\ 250Сварочный полуавтомат MIGATRONIC AUTOMIGУстановка плазменной резки MEGATRONIC PI 400 PLASMAСварочный аппарат GYSPOT мануалСварочные инвертор Idealarc DC400Сварочный инвертор МК-300А схемаИнверторный сварочный источник IDEALARC DC-400 инструкция по тех.
…TIG400Blueweld Combi 4.165 сварочный полуавтоматИнверторные сварочные источники Minarc-150Сварочный полуавтомат MIG200Сварочный полуавтомат ПДГ-201EWM PICO 162 схема и инструкцияИнверторы сварочные ВДУЧ-315 (315М)Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемыСварочный полуавтомат ПДГ-102 УЗ СВАП-02Сварочный аппарат LHF 250 (400, 630, 800 )Сварочный аппарат LHF 405 (615) PipeweldСварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150Сварочный полуавтомат ESAB LKA150Сварочный полуавтомат ESAB LKA 180\ LKA 140Сварочный аппарат ESAB LTH 161\ Tigma 161Сварочный аппарат ESAB LKB 400W мануалУстройство протяжки сварочной проволоки ESAB MED 44 AristoСварочный аппарат ВДУЧ-350МАГ схемаСварочный источник ТИР-630 инструкция и схемаКомплект электродуговой металлизации КДМ-2 схемаИнвертор сварочный ДОН-150Выпрямитель сварочный ВДУ-506МСварочный источник FUBAG IR160\ IR180\ IR200Генератор сварочный ГД-4002 У2Источник плазменной резки КАРАТ-100М схемаСварочный источник Kemppi PS5000 схемаСварочные полуавтоматы ESAB Mig C141/C151Сварочный источник универсальный ESAB DTA400ACDCСварочные полуавтоматы MIG Autoplus-120\ 130Сварочный аппарат TIG схемаСварочный источник TRIODIN TIG-20Генератор для импульсной сварки Triodyn DP20Сварочный регулируемый выпрямитель WTU-200Инверторный сварочный источник АСПТ-60 схемаИнверторный сварочный источник АСПТ-90 схемаИнверторный сварочный источник Фора-60 схемаИсточник плазменной резки LGK8-40 производства КитайИсточник плазменной резки SUPERIOR PLASMA 90 HFИсточник сварочный BestWeld BEST 210Автомобильная сварочная приставка АСП1Источник сварочный STURM AW97I20Сварочный инвертор КРАТОН WT-130SСварочный аппарат Дуга-Профессионал схемаСварочный полуавтомат ПСТ-161Сварочный источник ВД-306Д схемаСварочный инвертор Форсаж 160\ 250Сварочный полуавтомат MIGATRONIC AUTOMIGУстановка плазменной резки MEGATRONIC PI 400 PLASMAСварочный аппарат GYSPOT мануалСварочные инвертор Idealarc DC400Сварочный инвертор МК-300А схемаИнверторный сварочный источник IDEALARC DC-400 инструкция по тех. обслуживаниюСварочный инвертор ASEA-160 схемаСварочный инвертор INVERTEC STT схемаСварочный инвертор INVERTEC V205-T схемаСварочный инвертор INVERTEC V250-S схемаСварочный инвертор INVERTEC V300-I схемаСварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521Сварочный аппарат Murex Transtig AC/DC 200 схемаРегулятор контактной сварки РКС-601 УХЛ4 схема и описаниеРегулятор контактной сварки РКС-502 УХЛ4 схемаУстановка для аргонно-дуговой сварки УДГУ-2510Аппарат сварочный Akai TE-7514AAACСварочный выпрямитель универсальный ВСВУ-400 схемаРегулятор контактной сварки РКС-801 УХЛ4 схемаСварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
обслуживаниюСварочный инвертор ASEA-160 схемаСварочный инвертор INVERTEC STT схемаСварочный инвертор INVERTEC V205-T схемаСварочный инвертор INVERTEC V250-S схемаСварочный инвертор INVERTEC V300-I схемаСварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521Сварочный аппарат Murex Transtig AC/DC 200 схемаРегулятор контактной сварки РКС-601 УХЛ4 схема и описаниеРегулятор контактной сварки РКС-502 УХЛ4 схемаУстановка для аргонно-дуговой сварки УДГУ-2510Аппарат сварочный Akai TE-7514AAACСварочный выпрямитель универсальный ВСВУ-400 схемаРегулятор контактной сварки РКС-801 УХЛ4 схемаСварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
radio-uchebnik.ru
Принципиальная схема простого сварочного инвертора
Сварочный аппарат инверторного типа работает на основе принципиальной схемы, созданной специально для повышения производительности и экономии. С помощью такого аппарата производится целый спектр сварочных работ. Специалистом, который планирует использовать подобный агрегат, должна быть изучена принципиальная схема сварочного инвертора, чтобы иметь представление о его работе.
Существует много разных моделей таких инверторов, потому что каждый производитель старается создать такой агрегат, который способен выполнять все виды сварки с минимальными энергетическими потерями. Если агрегат действительно качественный и отвечает всем технологическим требованиям, он будет обеспечивать надежный и равномерный шов.
Типы сварочных агрегатов
Данные инверторы применяются не только в промышленной сфере, но все больше их используют в быту. Если есть возможность, любой человек способен приобрести такое устройство и выполнять им сварку различной степени сложности. Он сможет:
- создавать металлические конструкции, сваривая места соединений,
- производить ремонт автомобиля,
- выполнять сваривание инженерных коммуникаций.
В данных устройствах используется широтно-импульсная модуляция. Если пользователь применяет дуговую ручную сварку ММА, то он может рассчитывать на высокие экономические показатели. Агрегат выгоден еще и тем, что он обладает сравнительно небольшим весом, так что сварщик способен свободно перемещать аппарат к месту проведения работ.
Для сварки алюминиевых конструкций применяется аргонодуговая сварка, причем используемый аппарат легко настраивается и регулируется для конкретных условий проведения работ. Выполняется настройка параметров и рекомендуется применение вольфрамового электрода, позволяющего обеспечивать безупречные швы.
Полуавтоматические аппараты сконструированы таким образом, чтобы не происходило разбрызгивания металлов.
Особенности схемы
Стабильная работа дуги инверторных устройств создает оптимальные условия для выполнения качественной сварки. Когда работает плазменно-дуговая резка современного типа, то обеспечивается аккуратная и равномерная кромка.
Такая кромка соответствует эстетическим требованиям, и нет необходимости ее дополнительно обрабатывать. Существуют такие модели инверторов, которые автоматически ограничивают мощность, так что при грамотной настройке вы получите оптимальное качество соединения.
Инвертор имеет небольшие габариты, что позволяет свободно его транспортировать на разных видах транспорта.![]() Классическая принципиальная схема сварочного инвертора позволяет рассчитывать на обеспечение частоты от 55 до 75 кГц.
Классическая принципиальная схема сварочного инвертора позволяет рассчитывать на обеспечение частоты от 55 до 75 кГц.
Схема сварочного агрегата
В инверторе основную роль выполняют транзисторы высокой частоты, так что входной ток коммутируется и обеспечивается необходимая мощность. На транзисторы электричество поступает после диодного моста, а когда ток выравнивается, то обеспечивается стабильное напряжение.
В качестве фильтрующего элемента применяется конденсатор с соответствующими параметрами. Нелинейная зарядная цепь, находящаяся в принципиальной схеме, создает условия для лимитирования электрического тока. В нелинейной цепи главные функции выполняют шунтирующий тиристор и сопротивление с такими параметрами, которые ограничивают ток.
Главная функция, которую выполняет принципиальная схема сварочного инвертора – это подача стабильного напряжения на транзисторный блок ИИСТ. Этот важнейший узел работает при частотном режиме 60-80 кГц, а значит, для обеспечения данной частоты необходим соответствующий трансформатор.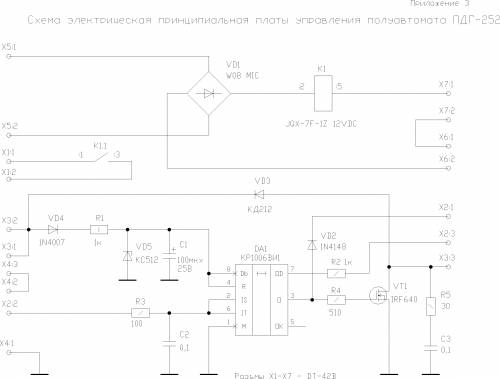
Преимущества инверторных аппаратов
Современные ИИСТ отличаются компактностью и стабильностью работы, так что пользователь может рассчитывать на постоянную мощность, которую при необходимости настраивают, на подходящий для выполнения конкретной работы режим.
Трансформаторные сварочные аппараты не всегда готовы обеспечивать стабильность, поэтому есть опасность получения швов низкого качества. Инверторные агрегаты обладают положительными качествами, которые подняли сварку на принципиально новый уровень.
Никакие внешние факторы не способны негативно сказаться на стабильном функционировании инверторного устройства. Если профессионально отнестись к настройке прибора, то есть все шансы для получения высокого качества. Все помехи оперативно устраняются, и инверторный прибор работает стабильно и эффективно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Описание схемы сварочного инвертора для самостоятельного изготовления аппарата
Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
- Особенности работы инвертора
- Сборка инвертора
- Схема инверторной сварки
- Поэтапное описание сборки
- Проверка работоспособности
- Как пользоваться аппаратом
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.

- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Сборка инвертора
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
- Трансформатор с ферритным сердечником.
- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.
Схема инверторной сварки
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
Поэтапное описание сборки
Выполняется следующее:
Сборка блока питания. В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
Проверка работоспособности
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
Как пользоваться аппаратом
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
КОНСТРУКЦИЯ И КОНСТРУКЦИЯ АППАРАТА ДЛЯ ОДНОФАЗНОЙ ДУГОВОЙ СВАРКИ ТИПА 3 КВА, 50 ГЦ Выпуск 5, май 2015 г.
 931
931
ISSN 2229-5518
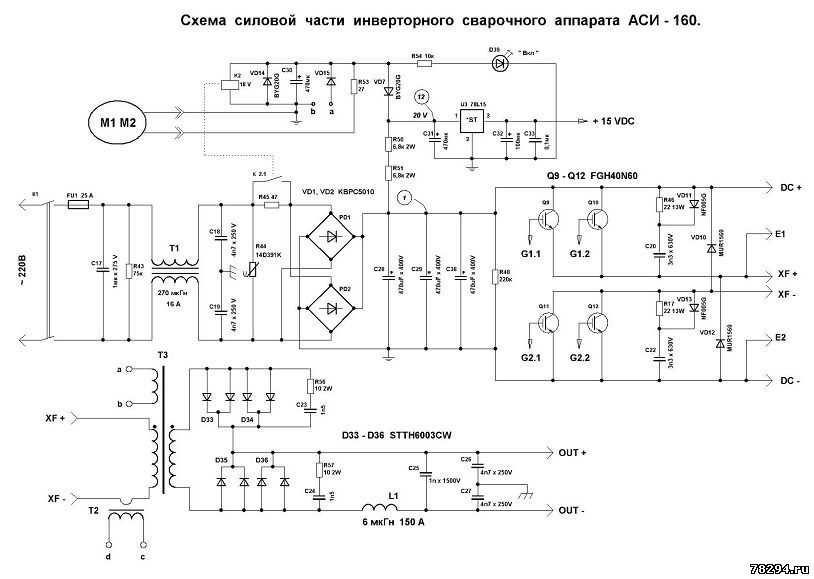
Проектирование и конструкция инверторного типа
3 кВА, 50 Гц, однофазная дуговая сварка
Машина
Инж. Овбиагеле У; инж. Obaitan B
Abstract: Сварка служит множеству целей в разных областях. Производство машин и оборудования, сварка трубопроводов и коллекторов, сварка конструкций, морская сварка и декоративная сварка — вот примеры сварки, которые имеют место в бизнесе и промышленности. Сварочное оборудование стало одним из наиболее важных инструментов, которыми может владеть производитель, поэтому необходимо спроектировать и построить машину для дуговой сварки. В этой статье авторы спроектировали и сконструировали аппарат для однофазной дуговой сварки мощностью 3 кВА, 50 Гц с использованием местных материалов. Для решения проблемы веса и габаритов обычного аппарата для дуговой сварки также была разработана инверторная схема. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке.
 Аппарат электродуговой сварки местного производства, способный выдерживать 150 А, при испытании на изоляцию, коротком замыкании и обрыве цепи для определения рабочих характеристик был очень удовлетворительным.
Аппарат электродуговой сварки местного производства, способный выдерживать 150 А, при испытании на изоляцию, коротком замыкании и обрыве цепи для определения рабочих характеристик был очень удовлетворительным.
Ключевые слова: дуговая сварка, изготовление оборудования, инвертор, трансформатор.
—————————— ——————————
Сварка — это метод соединения металлов, при котором тепло и/или давление воздействуют на область контакта между двумя компонентами ; присадочный металл может быть добавлен в соединение в зависимости от процесса сварки [1].
Существует множество видов сварки, включая дуговую сварку, контактную сварку, газовую сварку и другие. Особое внимание будет уделено дуговой сварке, поскольку это наиболее распространенный вид сварки, а также основная цель этой конструкции. При дуговой сварке электрическая дуга возникает между основным металлом и электродом. Тепло дуги расплавляет основной металл и сварочный материал с получением металла шва для соединения элементов конструкции [2].
Оборудование, которое выполняет сварочные операции под наблюдением и контролем оператора сварки, известно как сварочный аппарат. Чтобы решить проблему веса и габаритов обычного аппарата для дуговой сварки, необходимо разработать инвертор. Инвертор обеспечивает гораздо более высокую частоту, чем питание 50 Гц или 60 Гц для трансформатора, используемого при сварке. Таким образом, трансформатор гораздо меньшей массы используется для обеспечения гораздо большей выходной мощности. Выбор рабочей частоты выше человеческого слуха снижает шум сварки, производимый обычным аппаратом для дуговой сварки [1]. Выбор частоты 20 кГц для дуговой сварочной машины инверторного типа был определен, чтобы удовлетворить вышеуказанные ожидания. Управление питанием трансформатора на высокой частоте регулирует выходной сварочный ток. Преобразователь частоты обеспечивает это питание. Переключатель мощности IGBT (биполярный транзистор с изолированным затвором) или MOSFET используется в конструкции инвертора из-за его высокого переключения.
Цепь управления, используемая для управления выходным сварочным током, предназначена для управления выключателем питания на высокой частоте. Силовой ключ на биполярном транзисторе с изолированным затвором более эффективен и менее подвержен отказам, чем силовой ключ на МОП-транзисторах.
Вес и размер трансформатора обычного аппарата дуговой сварки так же велики, как и шум при сварке.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 932
ISSN 2229-5518
Целью и задачей данной работы является разработка и изготовление аппарата для дуговой сварки, работающего на
48В постоянного тока с переменной частотой. Это снижает вес, размер и уровень шума трансформатора, используемого для сварки.
Иметь более эффективный аппарат для дуговой сварки, обеспечивающий аккуратную сварку.
Важность этого проекта заключается в том, что он направлен на создание экономичного, прочного, портативного и мобильного аппарата для дуговой сварки.
Сварочный источник питания трансформаторного типа преобразует электроэнергию высокого напряжения и слабого тока из электросети в сильноточный и низковольтный (обычно от 17 до 45 вольт и от 55 до 590 ампер). Выпрямитель используется для преобразования переменного тока в постоянный для получения на выходе постоянного тока. Перемещение магнитного шунта в сердечник трансформатора и из него помогает изменять выходной ток. Последовательный реактор на вторичной обмотке управляет выходным напряжением от набора отводов на вторичной обмотке трансформатора. Этот тип источника питания является наименее дорогим, но громоздким. Именно низкочастотные трансформаторы должны иметь максимально высокую намагничивающую проводимость, чтобы избежать расточительных шунтирующих токов. Трансформатор также может иметь значительную проводимость утечки для защиты от короткого замыкания в случае прилипания сварочного стержня к рабочей силе. Индуктивность рассеяния может изменяться, поэтому оператор может установить выходной ток [3].
С появлением мощных полупроводников, таких как полевой транзистор с изолированным затвором (IGFET), также известный как MOSFET (полевой транзистор на основе оксида металла и полупроводника), стало возможным создание импульсного источника питания, способного выдерживает высокие нагрузки дуговой сварки. Эти конструкции известны как инверторные сварочные аппараты. Сеть переменного тока сначала выпрямляется до постоянного тока; затем переключатель мощности постоянного тока (инвертировать) в понижающий трансформатор на высокой частоте для получения желаемого сварочного напряжения или тока. Частота переключения обычно составляет от 20 кГц до 100 кГц. Высокая частота переключения значительно уменьшает объем понижающего трансформатора. Масса магнитных компонентов (трансформатора и проводников) быстро уменьшается по мере увеличения рабочей (переключаемой) частоты. Циркуляционный преобразователь также может обеспечивать такие функции, как регулирование мощности и защита от перегрузок. Этот тип сварочных аппаратов (на основе инвертора) более эффективен и обеспечивает лучший контроль переменных функциональных параметров, чем обычные сварочные аппараты. Микроконтроллер управляет IGBT или IGFT в машине на основе инвертора, поэтому электрические характеристики мощности сварки можно изменять с помощью программного обеспечения [4].
Микроконтроллер управляет IGBT или IGFT в машине на основе инвертора, поэтому электрические характеристики мощности сварки можно изменять с помощью программного обеспечения [4].
Наш подход к этому проекту реализуется посредством проектирования и строительства входной подсистемы, блока управления и выходной подсистемы. Сварка металла происходит при соединении блока управления и выходной подсистемы через свариваемый токопроводящий объектив. Сварка – это процесс соединения двух или более одинаковых или разнородных материалов с применением или без применения тепла и/или давления с использованием или без использования присадочного материала.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 933
ISSN 2229-5518
При проектировании мы начали с общей системы и начали ее разделение на системы. Удобным инструментом, используемым на этом этапе, является блок-схема, показанная на рис. 1. Блок-схема изображает иерархию того, как подсхемы инвертора
Блок-схема изображает иерархию того, как подсхемы инвертора
будут взаимодействовать и взаимодействовать друг с другом. Аппаратный прототип был реализован или реализован на экспериментальной макетной плате. Это было достигнуто за счет реализации инверторного входа
в подсистему вывода. Они были тщательно выполнены в соответствии с блок-схемой проекта и окончательной принципиальной схемой.
Блок-схема системы инверторного сварочного аппарата показана на рис.1.
Буфер генератора
Усилитель мощности
Трансформатор
O/P
Источник питания
Обратная связь
Система представляет собой гибкий источник питания, выполненный в виде источника тока, соответствующий блок-схеме, показанной на рис. 1, который состоит из следующих этапов.
для чередования источника постоянного тока. Выходной сигнал каскада генератора усиливается с помощью транзистора (9013).
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. полевой транзистор с Vгс большим пороговым напряжением. Частота, на которой работает схема, определяется каскадом генератора.
полевой транзистор с Vгс большим пороговым напряжением. Частота, на которой работает схема, определяется каскадом генератора.
Сварочные трансформаторы рассчитаны на характер сварочных работ. Для сварочного аппарата инверторного типа трансформатор имеет небольшие размеры и меньший вес по сравнению с обычным сварочным аппаратом. В аппарате дуговой сварки для сварки используется электрический разряд. Этот разряд известен как дуга.
Напряжение, необходимое для поддержания дуги, определяется формулой
В = C + DL [5]…………………………….. …………………………………………. …………………………………………. … (1) Где; C = от 15 до 20 вольт
D = от 2 до 3 вольт
L = длина дуги в мм и ее значение составляет от 2 до 4 мм Дуга поддерживается при напряжении примерно от 24 до 30 вольт. Спецификация конструкции
Выходное напряжение = 25 В переменного тока
Выходной ток = 80 А Входное напряжение = 48 В постоянного тока
Номинальная мощность трансформатора = 3 кВА K = 0,45
F = 50 Гц
BM = 1,2 Тл 106 А/м2
Коэффициент площади Kw = 0,3
Вольт на виток
Vt = K кВА [6] . ……………………. …………………………………………. ………….. (2)
……………………. …………………………………………. ………….. (2)
Для прямоугольной волны,
Расчет площади сердечника, Ai
Vt = 0,45 3 = 0,78
Vt = 4,44fBm Ai [6] ………………….. …………………………………………. …………………………………………. …….. (3)
A1 =
0,78
4,44 x 50 x 1,2
= 0,0029,28 м2 или 29,28 см2
IJSER © 2015 http://www.ijser.org
International Journal научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 935
ISSN 2229-5518
Общая площадь железа Ag =
Ai
0,9
3 ……………………….. …………………………………………. …………………………… (4)
29,28 = 32,53 см2
0,9
Предположим, 0,9 в качестве коэффициента суммирования.
Ширина центрального плеча = 2 x ширина бокового плеча
= 2 x a………….. ………………. …………………………………………. …………………………………………. …………….. (5) Глубина ядра, b = 2,5 х ширина центрального отростка = 2,5 х 2а = 5а
………………. …………………………………………. …………………………………………. …………….. (5) Глубина ядра, b = 2,5 х ширина центрального отростка = 2,5 х 2а = 5а
Ag = b x 2a = 5a x 2a = 10a2……………………………….. …………………………………………. …………………….. (6)
Следовательно, 10 a2 = 32,53
Так как a = 1,80
a = 32,53 = 1,80 см
10
b = 5 x 1,80 = 9 см
Глубина сердцевины, b = высота ярма для типа оболочки, Hy
Глубина ярма Dy = ширина бокового плеча = 1,80 см
Aw =
кВА
2,22 x f x В х А х К х j х 10−3
[7] ………………………………… ………………………………………. (7)
Aw =
3
2,22 x 50 x 1,2 x 2,928 x 10-3 x 0,3 x 3,2 x 106 x 10-3
Aw = 8,01 x 10-3 м2 или 80,1 см2
Aw = высота окна (Hw) x ширина окна (Ww)
HW = 3
WW
HW = 3 Ww
Aw =
3Ww
= w 2
[6] . ……………………. …………………………………………. …………………………………………. ( 8)
……………………. …………………………………………. …………………………………………. ( 8)
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г.
3
Отсюда Hw = 3 x 5,2 = 15,6 см
Общая высота H = Hw + 2 ………………………….. …………………………………………. ……………………………….. (9)
= 15,6 + (2 x 1,80) = 19,2 см
Общая ширина W = (2 x Ww ) + (4 x a) …………………. …………………………………………. …………………….. (10)
= (2 x 5,2) + (4 x 1,80) = 17,6 см
Обмотка
V1
Витки первичной обмотки Т1 =
Вт
……………………………………… …………………………………………. ……………. (11)
48 = 62
0,78
Общее количество витков на первичной обмотке 124 (с центральным отводом)
Ток первичной обмотки
I1 =
Мощность . ………………………………. …………………………………………. …… (12)
………………………………. …………………………………………. …… (12)
В1
= 3000
48
= 62,5 А
Принимая ток 3,2 А/мм2 для первичной обмотки, площадь проводника
а1 =
62,5
3,2
= 21 К 9002 мм рассчитать диаметр проводника,
a1 =πr =
πd2
4
……………………………. …………………………………………. …………………………………………. (13)
Где a1 = площадь первичного проводника, d = проводник
d = (4 x 40)
3,142
=4,996 мм
Витки вторичной обмотки T2 =
V2 …………… …………………………………………. ……………………………….. (14)
Вт
IJSER © 2015 http ://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 937
ISSN 2229-5518
T2 =
25
0,78
= 32
При расчете числа витков вторичной обмотки выбирается допуск 5%, чтобы компенсировать падение напряжения в обмотке.
Поэтому
T = 32 + 5
+ 32 = 34
2 100
Ток вторичной обмотки
I2 =
Мощность. …………………………………………. ………………………… (15)
В2
= 3000
25
= 120 А
Принимая ток 3,2 А/мм2 для вторичной обмотки, площадь проводника
а = 120
= 40 мм2 а 2 =πr =
πd2
4
………………………………… ………………………… (16)
Где a2 = площадь вторичного провода, d = проводник
d = (4 x 120)
3,142
= 12,4 мм
RT (R8 + R9) и C1, подключенные к контактам 6 и 7 микросхемы SG3524 соответственно, определяют частоту колебаний. Используя приведенное ниже уравнение, мы определяем значение неизвестного параметра.
f = 1,18
C1CT
[8] ………………………………… …………………………………………. ……….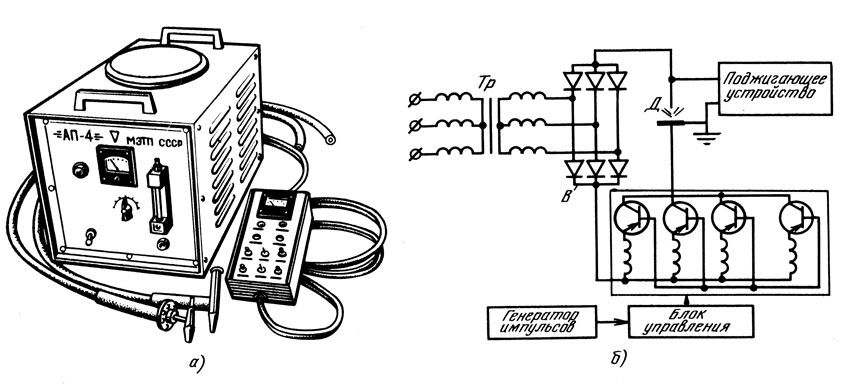 ……………………………… (17)
……………………………… (17)
Предположим, что C1 = 0,1 x 10-6 Ф и требуемая частота f = 50 Гц
Следовательно,
f = 1,18
0,1 x 10-6 x 50
= 236 кОм
IC SG3524 используется в секции колебаний этого инвертора. Эта микросхема используется для генерации частоты 50 Гц, необходимой для подачи переменного тока инвертором. Чтобы запустить этот процесс, питание от батареи подается на вывод 15 SG3524 через NPN-транзистор (TIP41). D3 у основания Q3, как показано на рис.2. Используется для регулирования напряжения питания микросхемы SG3524. Вывод 8 соединен с минусовой клеммой аккумулятора. Выводы 6 и 7 микросхемы являются выводами секции колебаний. Частота, создаваемая микросхемой, зависит от емкости конденсатора и резистора, подключенных к этим контактам. Конденсатор (0,1 мкФ) подключен к выводу 7. Этот конденсатор определяет выходную частоту 50 Гц микросхемы. Контакт 6 — это штифт временного сопротивления. Сопротивление на этом выводе составляет
IJSER © 2015 http://www. ijser.org
ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 938
ISSN 2229-5518
постоянная частоты генератора. Предустановленный переменный резистор (20К) подключается к земле с вывода 6 микросхемы. Эта предустановка используется для того, чтобы значение выходной частоты можно было отрегулировать до постоянных 50 Гц. Фиксированная
сопротивление 220К подключено последовательно с переменным резистором, как показано на рис.3. по соотношению:
F = 1,30
C1CT
[9]. …………………………………………. …………………………………………. …………………………… (18)
Где F — частота в кГц, RT — полное сопротивление на выводе 6, а CT — общая емкость на выводе 7. Следовательно, для получения частоты 50 Гц
Учитывая CT = 0,1 мкФ
F = 1,30·
50 x (0,1 X 10−6 )
= 260 кОм
Следовательно, RT необходимо изменять на 100K, чтобы получить частоту 50 Гц. В нашей конструкции мы использовали постоянный резистор на 200К и переменный резистор на 100К.
В нашей конструкции мы использовали постоянный резистор на 200К и переменный резистор на 100К.
Сигналы, генерируемые в секции генератора ИС, поступают на секцию триггера ИС. Эта секция преобразует входящие сигналы в сигналы с изменяющейся полярностью. В этом сигнале изменение полярности означает, что когда первый сигнал положительный, второй будет равен нулю, а когда первый сигнал станет равным нулю, второй будет положительным. Следовательно, для достижения частоты 50 Гц этот процесс чаще всего повторяется каждые 50 раз в секунду, т. е. внутри триггерной секции микросхемы генерируется пульсирующий сигнал с частотой 50 Гц.
Этот переменный сигнал частотой 50 Гц имеет выход на контактах 11 и 14 микросхемы.
Этот пульсирующий сигнал может также называться управляющим сигналом MOS. Этот управляющий сигнал МОП-транзистора на контактах 11 и
14 находится в диапазоне 4,6–5,4 В.
Напряжение на этих контактах должно быть одинаковым, поскольку любое изменение напряжения на этих контактах может повредить
MOSFET на выходе.
Поскольку опорное напряжение для усилителя ошибки (вывод 2) установлено равным 2,5 В с помощью делителя напряжения. Следовательно, напряжение, подаваемое на контакт 1, составляет 2,5 В.
Использование делителя напряжения:
Предположим, что R4 = 4700 Ом,
Vpin 1 = Vref x
R 4
R 4 + R 3
………………… …………………………………………. …………………………………………. ..(19)
Vpin 1 = 2,5 v
2,5 = 5 x
4700
4700 + R 3
R3 = 4700 или 4,7 K
IJSER © 2015 http://www.ijser.org
3 9 Научные и инженерные исследования, том 6, выпуск 5, май 2015 г. 939
ISSN 2229-5518
Vpin 2 = Vout x
R s
R s + R 5
……………………. …………………………………………. ………………………………………. (20)
RS = R6 + R7, обратите внимание, что Vout — положительное значение, которое в нашем проекте равно 14,5 В. Требуемое напряжение на контакте 2 равно 2,5 В
Требуемое напряжение на контакте 2 равно 2,5 В
Предположим, что R5 = 100 K;
Rs =
Vpin2 x Rs
………………………………… …………………………………………. ………………………………………(21)
Vout
+ VPIN2
R S =
2,5 x 100 000
14,5 — 2,5
= 20,833Kω
Принимая предварительное r6 в 20 тысяч. 13 – 0,7 = 12,3 В
После проектирования и изготовления были проведены испытания на обрыв и короткое замыкание. Также была проведена физическая обработка машины.
Щипцы электрододержателя плотно захватывают электрод в различных рабочих положениях; следовательно, на ключе не было замечено эффекта дуги. Производство дуги с электродом разного калибра было очень удовлетворительным для металлургических заводов.
Он обладает хорошими характеристиками и высокой эксплуатационной эффективностью, и испытания показали, что конструкция отвечает ожидаемым требованиям по сравнению с обычным аппаратом для дуговой сварки.
В данной работе успешно представлены конструкция и конструкция инверторного типа 3кВА, 50 Гц, однофазной дуговой сварочной машины.
Успешное завершение этой работы предоставит возможности трудоустройства и повысит уровень жизни большинства людей в странах третьего мира, таких как Нигерия. Это также уменьшит зависимость стран третьего мира от импортных товаров.
V1 = первичное напряжение V2 = вторичное напряжение Vt = число оборотов на вольт
ISSN 2229-5518
I1 = первичный ток
I2 = вторичный ток
F = частота (Гц)
U1
D4 D6
+ 48V
D7 D5
PC 123
4.7 KΩ R1
U2 D3
13V
TIP41
Q3
100 KΩ
R6
20 KΩ
1KΩ
R5
4.7 KΩ
R7
R3
4.7 KΩ
1
2
3 R4 4
5
16
15
14
13 R2
12
330Ω
10 KΩ
D1
R10
T1
9012
Q2
6
R9100K 200 KΩ
R8 7
C1 8
0. 1µF
1µF
11
10 10 KΩ
9 R14
10 KΩ
R11
D2
9012
Q2
T2
0.1µF
C2 R13
R12
47 KΩ
C3
10 кОм
1 мкФ, 50 В
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 941
ISSN 2229-5518
R17
Q4 1KΩ
T2 T1
R24
1KΩ
Q11
Q5
Q6
Q7
Q8
Q9
Q10
R18
1KΩ
R19
1KΩ
R20
1KΩ
R21
1 кОм
R22 48 В
1 кОм
R23
R25
1 кОм
R26
1 кОм
R27
1 кОм
1KΩ
R29
1KΩ
R30
Q12
Q13
Q14
Q15
Q16
Q17
1KΩ D8
D9 1KΩ
a
N1
A2 A1
Primary
Electrode/Holde
N2
U2 U1
Среднее
Работа
IJSER © 2015 http://www. ijser.org
ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 942
ISSN 2229-5518
[1] А. Александр, Р. Бонарт и Э. Виткрафт, Р., Основы сварки, резки, пайки, пайки и наплавки металлов , Лондон: John Deere Publishing, стр. 234-256, 2000.
[2] A. Althouse, K. Bowditch, & Turnquist, Modern Welding . Лондон: Goodheart-Wilcox Company, Inc., стр. 456-461, 2004 г.
[3] М.Г. Скажем, Производительность и конструкция машины переменного тока , Лондон: Pitman, стр. 176-19.8,
1978
[4] Б. А. Эзекойе, «Характеристика и производительность твердотельного инвертора и его применение в фотогальванике
», Тихоокеанский журнал науки и техники, том 8, нет. 1, стр. 68-72, май 2007 г.
[5] Э. Линколин, Справочник по процедурам дуговой сварки, (14-е издание), Нью-Джерси: Prentice Hall Inc., стр.
1-6, 1994.
[6] К. М. Мурти Вишну, Компьютерное проектирование электрических машин , Султан Базар: принтеры Adithya Art, стр. 95-134, 2008.
95-134, 2008.
[7] Б.Л. Терая и А.К. Theraja, Electrical Technology (24-е издание), New Delhi: S.Chand and Company
Ltd, стр. 1122-1146, 2005.
[8] R..L. Бойлестад и Л. Нашельский, Устройства силовой электроники и теория цепей, (6-е издание), New
Delhi: Prentice Hall, pp.415-468.1996.
[9] М. Рашид, Силовая электроника, схемы, устройства и приложения (4-е издание), Нью-Дели: Prentice
Hall, стр. 378-388, 2013 г.
Авторы: инж. Овбиагеле У, инж. Obaitan B Департамент электротехники/электроники Политехнический институт Auchi, Auchi
Электронная почта: [email protected]
08062495480
IJSER © 2015 http://www.ijser.org
SS-ARC200, Китай Принципиальная схема инвертора igbt mma -200 сварочный аппарат zx7 сварщик Производитель и поставщик Цена на условиях FOB 35,0-62,0 долларов США за комплект
Базовая спецификация
| сварочный аппарат | igbt инвертор сварочный аппарат мма-200 |
|---|---|
| Инверторный сварочный аппарат | БТИЗ |
| Горячий пуск | легкое зажигание дуги |
| Принадлежности | электрододержатель с кабелем и маской |
| Цвет | Оранжевый, красный, номер карты цветов опционально |
| Диаметр | 1,5-5 мм |
Макс. Толщина сварки Толщина сварки | стержень 5 мм |
| Вес | 3,2 кг |
| Номинальный рабочий цикл | 60% |
| Тип | Аппараты дуговой сварки |
| Способ охлаждения | Воздушное охлаждение |
| Номинальная входная мощность | 6,4 кВт |
| Номинальное входное напряжение | 220В |
Описание детали
принципиальная схема инвертора igbt mma-200 сварочный аппарат zx7 сварщик
Почему выберите sonscn?
Описание продукта
9063
3. Характеристики
1 . Инверторная технология IGBT: Внедрение передовой инверторной технологии, которая характеризуется сверхмощным сварочным аппаратом с меньшими размерами и меньшим весом (4,5 кг), а также гарантирует высокую эффективность использования мощности.
Инверторная технология IGBT: Внедрение передовой инверторной технологии, которая характеризуется сверхмощным сварочным аппаратом с меньшими размерами и меньшим весом (4,5 кг), а также гарантирует высокую эффективность использования мощности.
2. Легкий и удобный: дизайн с учетом портативности и использования на открытом воздухе, ручка (или плечевой ремень) сверху позволяет носить устройство повсюду. Это идеальные машины, подходящие для небольших строительных работ, обивки. промышленность, большая высота, работа в полевых условиях, ремонт и домашний мастер.
3. Горячий старт: Обеспечивает легкое и идеальное зажигание дуги.
4. Охлаждение вентилятором: двойной вентилятор сводит к минимуму всасывание частиц, улучшает рабочий цикл , производительность сварки и продлевает срок службы.
5. Защита от перегрузки: идеальная функция самозащиты в случаях перенапряжения,
низкого напряжения, перегрузки по току, перегрева; безопасно и надежно.
6. Подходит для всех видов основных сварочных электродов, включая электроды с кислотным, щелочным и целлюлозным покрытием .
7. Suit for carbon steel,stainless,alloy steels and other require
4.Technical parameter
| Parameters | ARC200 | Output Ток | 30-200А | ||||||
| Input voltage | 220V(1ph) 50/60hz | Duty cycle | 60% | ||||||
| Input current | 30A | Welding rod | 1,5-4 мм | ||||||
| .0561 | |||||||||
| Eiffciency | 85% | Protection class | IP21 | ||||||
| Input power | 5kw | Weight | 4kg | ||||||
| Выходное напряжение | 27 В | Размеры (см) | 31x13x20 | ||||||
 4pt;»>
4pt;»>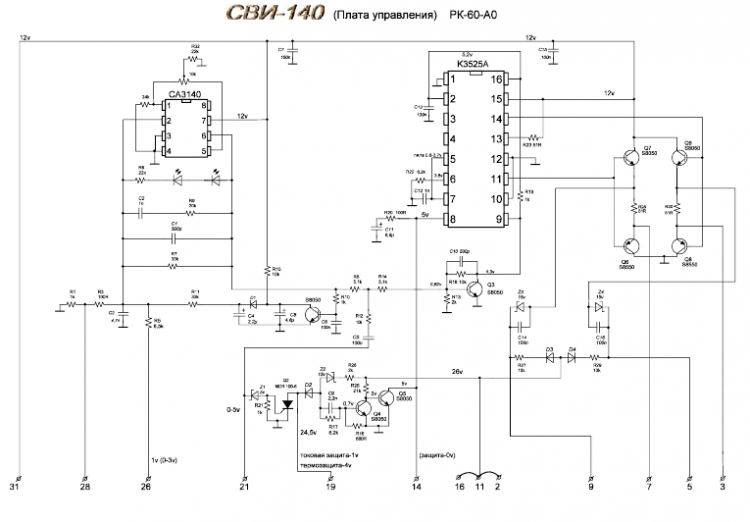 Упаковка
Упаковка 1. | 2. Plastic tool box packing | ||||||||
Box size | 36.5x15x28cm | Размер ящика для инструментов | 43x15x37см | ||||||
Carton size | 38x33x31cm | Carton size | 43.5×31.5x39cm | ||||||
G.W/CTN | 16KGS | G.W/CTN | 18KGS 903 | 0 18KGS 903 | 0 18KGS 3 | 0 . | 1470pcs/735ctns | 20 FT’S (pcs) | 1040pcs/520ctns |
 Cardboard/color box Packing
Cardboard/color box Packing  0561
0561
6.Accessories
There are standard accessories and optional accessoies на ваш выбор.
Стандартные принадлежности: 1. Разъем
2. Электрододержатель с кабелем.
Электрододержатель с кабелем.
3. Зажим заземления с кабелем.
Дополнительные аксессуары: 1. Проводная щетка
2. Сварная маска
3. Пластиковый ящик для инструментов
Информация о компании
7. Рабочее магазин
Рабочее магазин
. При изготовлении инверторного сварочного аппарата ММА-200 , t компоненты вставляются в платы на станке, все платы производственного цеха сварщиков, сборочного цеха, окрасочного цеха и испытательного цеха. Каждая машина проходит 5 этапов проверки перед поставкой.
| Work shop | Worker | Machine | Quantity/day | Work time |
| Components insert in board | 10 | 3 | 1000 шт. | 10 часов |
| Boards work shop | 40 | 10 | 1000pcs | 10hours |
| Assemble workshop | 40 | 10 | 1000pcs | 10 часов |
| Типография | 5 | 3 | 9 | 10hours |
| Testing workshop | 10 | 10 | 1000pcs | 10hours |
8. Exhibition
Exhibition
Каждый год мы дважды посещаем Кантонскую ярмарку. Вы можете увидеть все наши инверторные сварочные аппараты mma-200 на ярмарке и проверить качество продукции. И мы очень рады, что вы посетили наш завод после ярмарки . Давайте поговорим с глазу на глаз.
9. Сертификация
Наша сварочная машина MMA-2009 Got CCC, GMC, CE и т. Д.
Д.
. Наша услуга
99
.
A: Город Юнкан, Чжэцзян, Китай.
В: Какой у вас сертификат?
A: CE и CCC. Все виды сертификатов могут быть предоставлены на основе большого количества закупок.
 0000pt; margin: 0.0000pt;»> В: Сколько времени займет запрос образцов?
0000pt; margin: 0.0000pt;»> В: Сколько времени займет запрос образцов?
A: Вообще говоря, через 3 рабочих дня после получения платежа.
В: Каково ваше время выполнения заказа для массовых продуктов, таких как 5000 единиц на единицу?
A: Это около 25-35 дней после получения предоплаты.
В: Каковы ваши условия оплаты?
A: T/T, наличными, Western Union или L/C.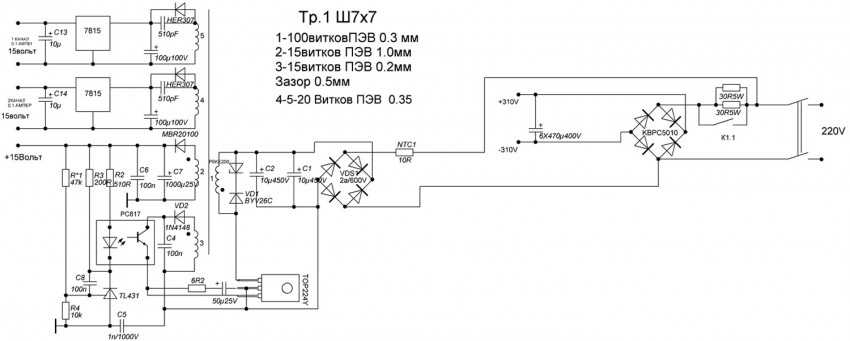
В: Каков охват вашего рынка в регионе?
A: Наши рынки по всему миру в каждом уголке, у нас есть 8 лет опыта во внешней торговле.
Q: Какова ваша основная линейка продуктов?
A: В основном мы производим инверторные дуговые сварщики, сварочные аппараты TIG, сварочные аппараты MIG Стартер перемычек и ИБП. и т.д.
и т.д.
В: Как нам сохранить наши цены конкурентоспособными?
О: у нас есть отношения с большим количеством поставщиков, и мы можем найти лучший источник материалов, чтобы постоянно экономить ваши затраты, соответствовать вашему графику разработки. удовлетворить ваши потребности в прототипировании или массовом производстве.
В: вы фабрика или торговая компания?
A: Мы фабрика, мы предоставляем услуги OEM.
 0000pt; margin: 0.0000pt;»>
0000pt; margin: 0.0000pt;»>
В: Какова ваша гарантия?
О: 12 месяцев. Обычно мы поставляем некоторые запасные части для ремонта клиента со следующим заказом, если они сломаны.
Дополнительная информация
| Условия оплаты | Аккредитив, Т/Т, Вестерн Юнион, денежный перевод |
|---|---|
| Минимальный заказ | 50 шт. |
| Срок поставки Срок поставки | 25 дней |
| Образец доступен | Да Спросите образец |
| Информация о доставке | 15-35дней после получения депозита |
| Порт FOB | Нинбо, Шанхай |
| Информация о загрузке | LCL, PALLET, FCL и по морю или по воздуху или по воздуху экспресс |
| Информация об упаковке | 1 комплект/коробка из пенопласта, в картонной коробке, 2 коробки 2 коробки/коробка Размер: 35×23,5×30см |
| Целевой рынок(-а) | Африка (кроме Ближнего Востока), Центральная и Южная Азия, Восточная Европа, Гонконг/Макао/Тайвань, Япония и Корея, Латинская Америка, материковый Китай, Ближний Восток, Северная Америка, Северная Европа, Океания, Юго-Восточная Азия, Западная и Южная Европа |
О нас
Завод электроприборов Yongkang SongShi
Yongkang Songshi Electric Appliance Factory является профессиональным производителем инверторных сварочных аппаратов, объединяя проектирование, производство и продажу в единое целое. Наше предприятие придерживается политики импорта и воспитания талантов. Мы будем постоянно улучшать композитный диатез и возможности нашего персонала, а также оптимизировать управление качеством. Наш завод располагает современным оборудованием для производства, испытаний и наладки. Средства тестирования самые совершенные в стране. Наша продукция имеет надежное качество и хорошо зарекомендовала себя среди наших клиентов. Мы придерживаемся принципа «техническое опережение, качество прежде всего, клиент превыше всего». Мы примем новые вызовы с новыми функциями и сильным развитием. Мы будем постоянно предоставлять нашим клиентам лучшие продукты и услуги. Мы постараемся сделать все возможное, чтобы создать блестящее будущее. .
Наше предприятие придерживается политики импорта и воспитания талантов. Мы будем постоянно улучшать композитный диатез и возможности нашего персонала, а также оптимизировать управление качеством. Наш завод располагает современным оборудованием для производства, испытаний и наладки. Средства тестирования самые совершенные в стране. Наша продукция имеет надежное качество и хорошо зарекомендовала себя среди наших клиентов. Мы придерживаемся принципа «техническое опережение, качество прежде всего, клиент превыше всего». Мы примем новые вызовы с новыми функциями и сильным развитием. Мы будем постоянно предоставлять нашим клиентам лучшие продукты и услуги. Мы постараемся сделать все возможное, чтобы создать блестящее будущее. .
Общая информация
| Год создания | 2002 |
|---|---|
| Капитал | 101 тысяча долларов США — 500 тысяч долларов США |
| Объем продаж | 2,5 миллиона долларов США — 5 миллионов долларов США |
| Торговая марка | SONSCN или |
Экспортная информация
| Год экспорта | 2002 |
|---|---|
| Процент экспорта | 81% — 90% |
| Время доставки | 30 дней |
| Минимальный объем заказа | 50 |
| Условия оплаты | Аккредитив Т/Т |
Информация о производительности
| Производственные линии | 3 линии |
|---|---|
| Заводской размер | 3000 квадратных метров |
| Ежемесячная производительность | 12000шт |
| Инвестиции в производственное оборудование | 501 тысяча долларов США — 1 миллион долларов США |
| Количество сотрудников | 51 — 100 человек |
| Количество сотрудников НИОКР | 5 — 10 человек |
| Количество инженеров | 5–10 человек |
| Количество сотрудников отдела контроля качества | 5–10 человек |
Информация о заводе: Yongkang SongShi Electric Appliance Factory
| Страна/регион | Цзиньхуа, Чжэцзян, Китай |
|---|---|
| Адрес | No. 156 Huachuan Road, Новый район Чэнси, город Юнкан, 156 Huachuan Road, Новый район Чэнси, город Юнкан, |
| Молния | 321300 |
| Знакомство с заводом | Yongkang Songshi Electric Appliance Factory является профессиональным производителем инверторных сварочных аппаратов, объединяющим проектирование, производство и продажу в единое целое. Наше предприятие придерживается политики импорта и воспитания талантов. Мы будем постоянно улучшать композитный диатез и возможности нашего персонала, а также оптимизировать управление качеством. Наш завод располагает современным оборудованием для производства, испытаний и наладки. Средства тестирования самые совершенные в стране. Наша продукция имеет надежное качество и хорошо зарекомендовала себя среди наших клиентов. Мы придерживаемся принципа «техническое опережение, качество прежде всего, клиент превыше всего». Мы примем новые вызовы с новыми функциями и сильным развитием. Мы будем постоянно предоставлять нашим клиентам лучшие продукты и услуги. Мы постараемся сделать все возможное, чтобы создать блестящее будущее.  |