Электрическая схема сверлильного станка 2м112: 2М112 станок сверлильный настольный. Паспорт, схемы, характеристики, описание
Содержание
Настольно сверлильный станок 2м112 технические характеристики
Сверлильный станок 2М112: технические характеристики, паспорт
Сверлильный станок 2М112, компактные габариты которого позволяют устанавливать его на поверхности рабочего стола, относится к оборудованию средней ценовой категории. Оптимальное соотношение доступной стоимости и достойных технических характеристик делает станок данной модели лидирующим среди подобного оборудования отечественного и зарубежного производства.
Малогабаритный настольный сверлильный станок 2М112
Что собой представляет и где применяется станок 2М112
Станок 2М112, относящийся к оборудованию вертикально-сверлильной категории, начал выпускаться в 1980 году. За достаточно длительный период своего существования на рынке это устройство завоевало огромную популярность при использовании в домашних мастерских и цехах небольших производственных предприятий. Станки 2М112, предназначенные для настольного применения, также входят в оснащение учебных мастерских школ и профессиональных учебных заведений, где на нем проходят обучение молодые специалисты.
Технические возможности рассматриваемого сверлильного станка позволяют выполнять целый ряд технологических операций:
- сверление отверстий;
- рассверливание;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
На рабочий стол станка можно установить поворотные тиски
Материалом изготовления деталей, обрабатываемых на таком сверлильном станке, могут быть металл, пластик или древесина.
Несмотря на простоту конструкции, на настольном сверлильном станке 2М112 предусмотрена возможность изменения скорости вращения рабочего патрона по 5 ступеням. Для реализации данной функции на агрегате изменяется положение ремня на шкивах ременной передачи, что выполняется очень быстро благодаря специальной конструкции этого узла. Глубина сверления при работе на сверлильном станке 2М112 также регулируется достаточно просто – для этого используется плоская шкала (или упоры).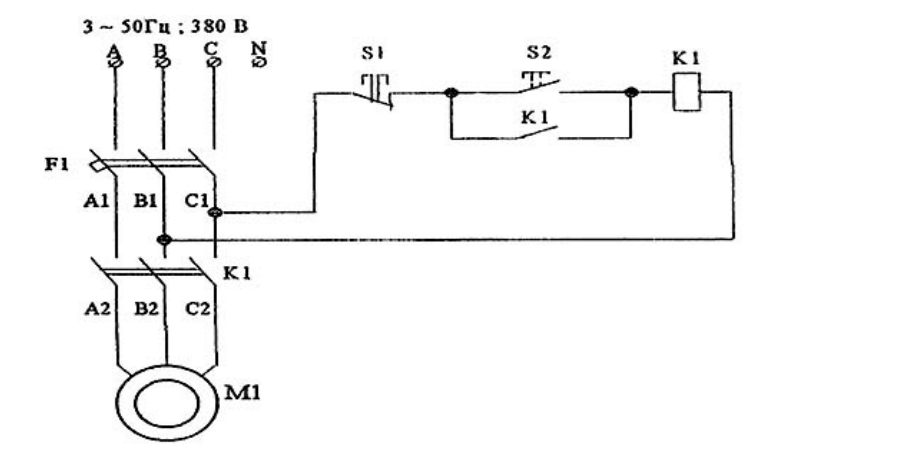
Ременная передача под поднятым защитным кожухом станка
Простая конструкция обеспечивает главные достоинства вертикально-сверлильного станка 2М112 – исключительную надежность и легкость в использовании. Отличают этот станок и такие характеристики, как компактные размеры (795х390х950 мм) и незначительный вес (120 кг), что позволяет легко перемещать такое оборудование в любое место. Вертикально-сверлильный станок модели 2М112 благодаря своей компактности может устанавливаться как на поверхности слесарного стола, так и на специальной сверлильной колонне или тумбе.
Характеристики и документация станка
Основной характеристикой любого сверлильного станка является максимальный диаметр просверливаемого с его помощью отверстия. Используя станок модели 2М112, согласно паспорту, можно получать в обрабатываемых деталях отверстия, диаметр которых доходит до 12 мм. Отверстий такого диаметра вполне достаточно для того, чтобы выполнять сверлильные работы в условиях домашней мастерской, но в производственных условиях на эти станки устанавливают сверла большего диаметра.
Технические характеристики станка
Ниже вы можете бесплатно скачать техническую документацию по станку 2М112, а именно паспорт станка или руководство по эксплуатации.
Паспорт настольного сверлильного станка 2М112:
Скачать
Патрон сверлильного станка 2М112, согласно паспорту, может вращаться со скоростью 450–4500 об/мин, при этом скорость вращения данного узла может регулироваться по 5 ступеням. На станке установлен шпиндель класса В-18, расстояние от торца которого до поверхности рабочего стола может варьироваться в интервале 0–400 мм.
Габариты рабочего стола, на поверхности которого имеется три Т-образных паза для фиксации обрабатываемой детали или машинных тисков, составляют 250х250 мм.
Поверхность рабочего стола станка позволяет фиксировать зажимные приспособления
Для расширения функциональных возможностей сверлильный станок можно устанавливать на специальную тумбу, что позволяет использовать оборудование для сверления отверстий в торцах деталей, длина которых доходит до 1000 мм. В качестве главного приводного устройства на станке 2М112 используется электродвигатель мощностью 550 Вт.
В качестве главного приводного устройства на станке 2М112 используется электродвигатель мощностью 550 Вт.
Несмотря на небольшие габариты и не слишком высокую мощность, настольный сверлильный станок данной модели можно подвергать длительной и интенсивной эксплуатации. Такие достойные характеристики обеспечивает простая, но эффективная конструкция устройства.
В домашней мастерской станок 2М112 можно разместить на самодельной металлической тумбе
Особенности конструкции станка
Даже по фото вертикально-сверлильного станка 2М112 можно понять, насколько простой конструкцией он обладает. Так, составными элементами этого агрегата являются:
- колонна, по которой в вертикальном направлении перемещается шпиндельная бабка;
- устройство, обеспечивающее зажим шпиндельной бабки в требуемом положении;
- приводной электродвигатель;
- механизм, отвечающий за подъем шпиндельной бабки;
- плита-основание, верхняя часть которой используется в качестве рабочего стола;
- кожух, обеспечивающий защиту приводного механизма;
- шпиндельная бабка;
- механизм, отвечающий за натяжение приводных ремней;
- кронштейн, в котором фиксируется основание колонны.
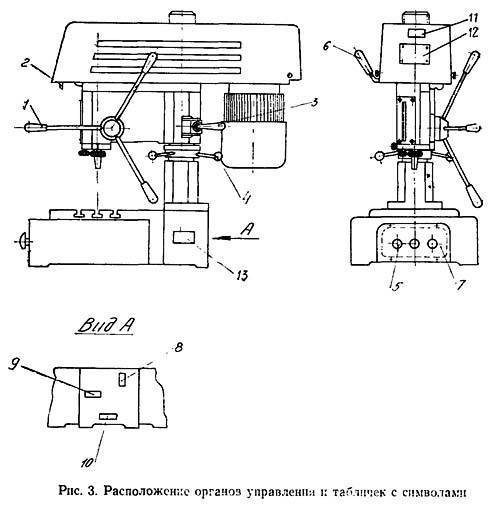
Основные части станка 2М112
Конструктивными элементами, которые обеспечивают удобное и эффективное управление параметрами работы сверлильного станка 2М112, являются:
- рукоятка, отвечающая за ручную подачу шпинделя;
- рукоятка, при помощи которой обеспечивается требуемое натяжение ремней;
- рукоятка, используемая для фиксации шпиндельной бабки на колонне;
- электрические кнопки, при помощи которых запускают и останавливают приводной электродвигатель;
- рукоятка, отвечающая за фиксацию подмоторной плиты.
Органы управления станка
Шпиндельный узел настольного сверлильного станка 2М112
Производитель сверлильного станка 2М112 специально смонтировал все основные механизмы (шпиндельный узел и механизм натяжения ремней) в литом чугунном корпусе, чтобы обеспечить их надежную защиту от механических повреждений.
Для обеспечения большего удобства оператора в конструкции станка предусмотрена система освещения зоны обработки.
Кнопки управления станком могут располагаться на шпиндельной бабке или внизу рабочего стола в зависимости от модификации модели
Преимущества и недостатки аппарата
Тот факт, что настольный сверлильный станок модели 2М112, конструкция которого была разработана более тридцати лет назад, до сих пор можно встретить в оснащении многих производственных предприятий и домашних мастерских, свидетельствует о том, что специалисты ценят данное оборудование за его характеристики и преимущества.
О популярности вертикально-сверлильного станка 2М112 говорит и то, что даже после полной поломки (что случается крайне редко) пользователи стараются найти агрегат аналогичной модели, а не приобретать дешевые и некачественные устройства китайских производителей или дорогостоящее европейское оборудование.
В электрическом щитке станка (совмещенном с панелью управления) все просто и минималистично
Среди наиболее значимых преимуществ, которыми обладает сверлильный станок модели 2М112, необходимо выделить следующие.
- Благодаря высокому рабочему ресурсу станок отличается исключительно высокой выносливостью и способен успешно эксплуатироваться даже в самых жестких условиях.
- Из-за простоты конструкции аппарат не требует сложного ухода и специального технического обслуживания. Даже самостоятельная разборка такого оборудования не вызывает особых сложностей.
- На современном рынке можно легко найти любые запасные части и комплектующие для станка 2М112, поэтому и с ремонтом такого оборудования сложностей не возникает.
- Мощности электродвигателя, которым укомплектован данный станок, вполне достаточно для того, чтобы удовлетворить потребности как домашнего мастера, так и небольшого производственного предприятия.
- Значимой характеристикой станка 2М112 является доступная цена, которая оптимально сочетается с его надежностью, эффективностью и простотой использования.
Схема подключения станка к сети питания 220 вольт
Не лишен вертикально-сверлильный станок рассматриваемой модели и недостатков, о которых не сказано в паспорте. Самый главный недостаток данного оборудования состоит в том, что оно уже морально устарело. Современные устройства подобной категории, при производстве которых использованы новые технологические подходы и инновационные кинематические схемы, превосходят 2М112 по точности обработки, эффективности и производительности.
Самый главный недостаток данного оборудования состоит в том, что оно уже морально устарело. Современные устройства подобной категории, при производстве которых использованы новые технологические подходы и инновационные кинематические схемы, превосходят 2М112 по точности обработки, эффективности и производительности.
Кинематическая схема станка состоит из минимального количества деталей
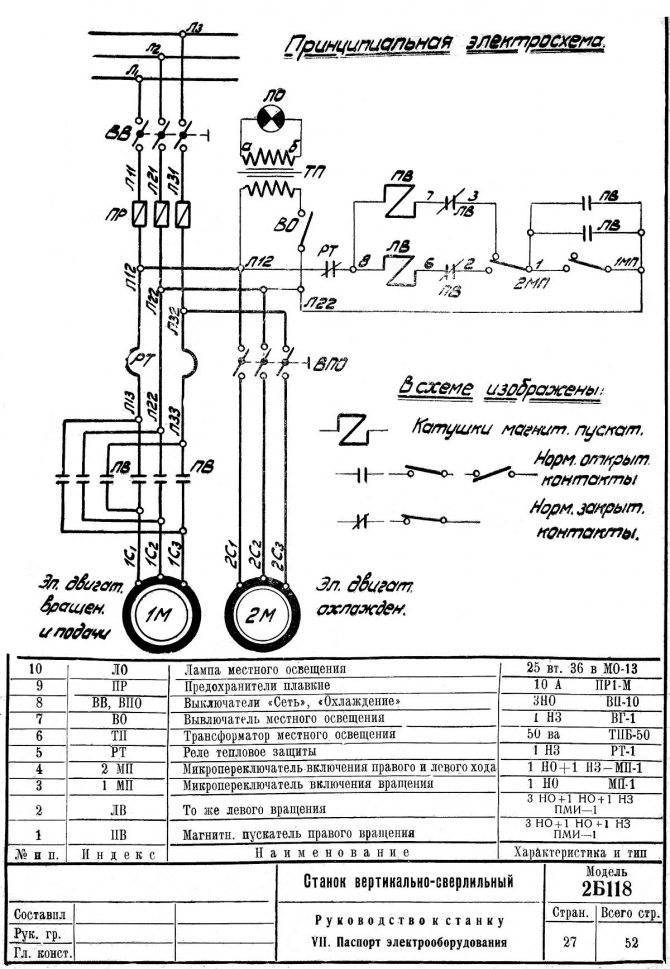
Принципиальная электросхема 2М112
Уступает данный станок новым моделям также своей компактностью и удобством эксплуатации, но такие незначительные недостатки компенсируются доступной стоимостью, надежностью и неприхотливостью в обслуживании.
Отзывы пользователей о станке 2М112
Чтобы составить полное представление о сверлильном станке 2М112, достаточно изучить несколько отзывов тех, кто уже работал на таком оборудовании и может объективно судить о его характеристиках и технических возможностях.
Белкин Игорь
Приобрел данный станок практически в идеальном состоянии. До этого у меня было несколько китайских настольных станков, так что есть с чем сравнивать. Поначалу несколько напугали немалые габариты и приличный вес, но все вопросы отпали, когда я начал на нем работать. Компактные и даже тощие китайские модели, по сравнению с этим монстром, как «жигули» рядом с БелАЗом. И что самое приятное: он и работает так же надежно, как БелАЗ, сверлит и сверлит, а не создает видимость, как многие китайские агрегаты. После недели активного использования такого устройства мне стало жалко денег, которые я до этого тратил на приобретение недорогих сверлильных станков зарубежного производства. Да, немного неудобен, да, подшумливает, но работает аки пчелка. Я думаю, что даже внуки мои еще смогут им пользоваться, если у них в этом будет необходимость.
Воронцов С.
Одного взгляда на 2М112 достаточно для того, чтобы понять, что это по-настоящему рабочая машина. Массивный, несколько угловатый, но что вы хотите: этой модели уже несколько десятков лет. Если сравнивать его с бюджетными зарубежными аппаратами, учитывая работоспособность оборудования, то последние ему явно проигрывают. На таком станке я с ходу сверлю отверстия 12 мм в 45-й стали, а если говорить о рассверливании, то лично я использовал сверла и 25 мм, предварительно протачивая их хвостовик на диаметр 14 мм. Заболел я этим станком тогда, как у товарища в мастерской попробовал поработать на нем. Наконец приобрел этот аппарат для себя, о чем ни разу за полгода эксплуатации не пожалел.
Если сравнивать его с бюджетными зарубежными аппаратами, учитывая работоспособность оборудования, то последние ему явно проигрывают. На таком станке я с ходу сверлю отверстия 12 мм в 45-й стали, а если говорить о рассверливании, то лично я использовал сверла и 25 мм, предварительно протачивая их хвостовик на диаметр 14 мм. Заболел я этим станком тогда, как у товарища в мастерской попробовал поработать на нем. Наконец приобрел этот аппарат для себя, о чем ни разу за полгода эксплуатации не пожалел.
Алексей В.
Этот станок достался мне в наследство от отца – стоял в мастерской, незаслуженно забытый в углу. После несложного ремонта (перегорел двигатель) и небольшой профилактики начал активно им пользоваться. Бывали периоды, когда практически целый день не выключал станок, что нисколько не сказывалось на его работоспособности. Поначалу использовал данный агрегат в качестве резервного, но в итоге почти все сверлильные работы выполняю на нем, потому что уверен: он меня не подведет. Если ищете надежное и безотказное сверлильное оборудование за небольшие деньги, то выбирайте эту модель, не пожалеете.
Если ищете надежное и безотказное сверлильное оборудование за небольшие деньги, то выбирайте эту модель, не пожалеете.
Петр, Калуга
Я со станком 2М112 познакомился еще в училище, где нас на нем учили работать. И когда спустя много лет встал вопрос выбора сверлильного оборудования для мастерской, не задумываясь, купил именно его. Уже практически три года эксплуатирую в достаточно интенсивном режиме, он меня ни разу не подводил. Очень простая конструкция, станок всегда можно разобрать для профилактики, на что уходит совсем немного времени. Такой простотой объясняется надежность этого оборудования, которое способно работать круглые сутки (я не пробовал, но думаю, что сможет).
Андрей, Уфа
Этот станок приобрел совершенно случайно, бывший хозяин попросил уж очень смешную цену, вот я и купил. Месяца три он у меня просто стоял в мастерской, пока основной станок не сломался. Делать было нечего, быстро разобрал свое новое приобретение (благо, что конструкция простая), смазал, собрал, запустил. Честно говоря, про поломанный основной станок забыл, даже и не подхожу к нему, потому что этот старичок работает не хуже, а во многом даже и лучше многих новых моделей из той же категории. Радует не только простота, но и надежность станка, а для меня это очень важно, если говорить об оборудовании, без которого просто не обойтись в моей работе.
Честно говоря, про поломанный основной станок забыл, даже и не подхожу к нему, потому что этот старичок работает не хуже, а во многом даже и лучше многих новых моделей из той же категории. Радует не только простота, но и надежность станка, а для меня это очень важно, если говорить об оборудовании, без которого просто не обойтись в моей работе.
Оценка статьи:
Загрузка…
Поделиться с друзьями:
2. Сверлильный станок. 2.1 Введение. 2.2 Конструкция сверлильного станка. 2.3 Типы сверлильных станков Переносной сверлильный станок
Думай о точности, думай о HSS REAMING
Подумайте о точности, подумайте о HSS РЕЗЮМЕ ОБРАБОТКИ ИНСТРУМЕНТОВ 2 Увеличьте развертку 3 Какой HSS для максимальной эффективности? 4 Покрытия для лучшей производительности 5 Словарь 6 Выберите правильный дизайн 7 Типы скоса
Дополнительная информация
Введение в JIGS И FIXTURES
Введение в JIGS И КРЕПЛЕНИЯ Введение Успешный запуск любого массового производства зависит от взаимозаменяемости, что облегчает сборку и снижает себестоимость единицы продукции. Массовое производство
Массовое производство
Дополнительная информация
Токарный фрезерный станок
Токарно-фрезерное навесное оборудование L C. MASON BY CLEVERLY, укладывающее холоднокатаный плоский прокат вместе, Т-образные пазы и ползун для этого токарно-фрезерного навесного оборудования изготавливаются без дорогостоящего оборудования На самом деле только два инструмента,
Дополнительная информация
Инструмент Bonelle и шлифовальный станок
Инструмент и режущий инструмент Bonelle Измельчитель был построен примерно в 1987 году и экспонировался на 89-й выставке модельного машиностроения, где был награжден бронзовой медалью (см. ME Vol164 № 3868, стр. 273).Впоследствии
Дополнительная информация
СТАНОК ДЛЯ ТОЧКИ ZFWZ 8000×40
Инвентарный номер 416/635 Год выпуска 1973 Серийный номер 7160 HOBBING MACHINE TYPE ZFWZ 8000×40 Применение Станок предназначен для фрезерования цилиндрических, винтовых и спиральных зубчатых колес. Зуб
Зуб
Дополнительная информация
Общие термины машиностроения
Общие термины для машиностроения Шар и фиксатор (n) Простое механическое устройство, используемое для удержания движущейся части во временно фиксированном положении относительно другой детали.Мяч скользит внутри скучно
Дополнительная информация
Руководство по продукту SaraDrill
Руководство по эксплуатации SaraDrill SARADRILL / БЫСТРОЕ РУКОВОДСТВО Сверление по твердой поверхности — проверенная технология для сверления отверстий большого диаметра на станках с малой мощностью. Сверление отверстий диаметром от 49 до 270 мм из цельного
Дополнительная информация
Изготовление зубчатых колес и реек шестерни
Изготовление ножей с зубчатым колесом и шестерней При изготовлении часов ручной работы или при ремонтных работах иногда необходим резак нечетного размера.Иногда требуется только одна шестерня, которая не оправдывает стоимость рекламы
Дополнительная информация
COMPACT.
 Бурение КОМПАКТ
Бурение КОМПАКТ
КОМПАКТ Наша новейшая разработка машин все еще производится здесь, на нашей собственной фабрике. Эта машина сочетает в себе весь наш предыдущий опыт и знания в области строительства буровых машин, но с меньшими затратами.
Дополнительная информация
Фрезерные и обрабатывающие центры
Цель обучения После просмотра программы и просмотра печатного материала зритель получит знания и понимание основных теорий и процедур фрезерования.Кроме того, зритель будет
Дополнительная информация
MACHINE TOOLS LAB РУКОВОДСТВО
ИНСТРУМЕНТ МАШИНОСТРОЕНИЯ LAB РУКОВОДСТВО 3-Й ГОД B.TECH I-SEMESTER МЕХАНИЧЕСКИЙ ИНЖЕНЕРНЫЙ ОТДЕЛ ТЕХНОЛОГИЧЕСКОГО КОЛЛЕДЖА ТЕХНИЧЕСКОГО КОЛЛЕДЖА ИНЖЕНЕРНОГО И ТЕХНОЛОГИЧЕСКОГО СЕКУНДАРАБАДА 14. А.П. ИНДЕКС 1. Номенклатура
Дополнительная информация
Съемные алюминиевые посты
Post Solent Sail Shades Ltd 120 Биллингтон Гарденс Хедж Энд Саутгемптон SO30 2RT Тел. / Факс: 01489 788243 www.solentsailshades.co.uk Электронная почта: [email protected] Съемные алюминиевые стойки Однополюсный
/ Факс: 01489 788243 www.solentsailshades.co.uk Электронная почта: [email protected] Съемные алюминиевые стойки Однополюсный
Дополнительная информация
индексируемый центр Drill
Наш инновационный дизайн оснастки повышает производительность и конкурентоспособность, одновременно снижая производственные требования в различных отраслях промышленности. Система оснастки разработана, чтобы помочь пользователям обработки
Дополнительная информация
Заточка Компаньон
Повторное заточение Companion 10950 Правильные углы, рисунки и пошаговые инструкции Resharpening Companion призван стать руководством и кратким справочным пособием, которое поможет вам повысить резкость.Он не предназначен для замены
Дополнительная информация
Техническая информация
касание Техническая информация Руководство по поиску и устранению неисправностей 115 КНОПКА НЕ НАЧИНАЕТСЯ Глубина программы: Размер сверла по методу: Острота метчика: Ход сжатия может занимать всю глубину программы. Проверьте размер сверла.
Проверьте размер сверла.
Дополнительная информация
Фрезерный патрон
Особенности фрезерного патрона С момента своего первого появления в отрасли в 1963 году Nikken продала более 2 000 000 человек по всему миру и никогда не прекращала совершенствовать свой оригинальный дизайн.Благодаря роликовым подшипникам
Дополнительная информация
для ручных фрезерных станков
УПРАВЛЕНИЕ МАШИНОСТРОЕНИЯ МАШИНОСТРОЕНИЯ МАШИНЫ МАШИНЫ СТАНДАРТНОГО УПРАВЛЕНИЯ МАШИНОСТРОИТЕЛЬНЫМ МАШИНОСТРОЕНИЕМ РУССКОЙ ПЕРСПЕКТИВЫ ПЕРЕСМОТРЕНИЯ: V5 ДАТА: 11-15-2011 СОДЕРЖАНИЕ РАЗДЕЛ РАЗДЕЛ ТЕМА (И) СТРАНИЦА Основные возможности
Дополнительная информация
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КЛЮЧЕВЫХ МАШИН MEDECO ДЛЯ ОРИГИНАЛА MEDECO, BIAXIAL, MEDECO 3, KEYMARK CLASSIC & KEYMARK X4 ЗАМКИ ВЫСОКОЙ БЕЗОПАСНОСТИ MEDECO НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА ТРАВМУ ИЛИ СОБСТВЕННОСТЬ
Дополнительная информация
ЧИСТЯЩАЯ РЕШЕТКА ДЛЯ ДУБЛИКАТОРА
Положите плоскую поверхность фрезы или долота на плоскую верхнюю поверхность фрезы, а остальную часть фрезы нависайте над краем. Протрите резак или долото вверх и вниз по хону (Рисунок 24-44). Обязательно проведите
Протрите резак или долото вверх и вниз по хону (Рисунок 24-44). Обязательно проведите
Дополнительная информация
ЧПУ АППАРАТУРА И ИНСТРУМЕНТ
Computer Aided Manufacturing (CAM) ОБОРУДОВАНИЕ ДЛЯ ОБОРУДОВАНИЯ И ОБОРУДОВАНИЯ ЧПУ Assoc. Assoc. Профессор, доктор Тамер С. Махмуд 1. Детали станков с ЧПУ Любой станок с ЧПУ состоит в основном из следующих частей: Программа обработки деталей,
Дополнительная информация
Труборезные и скошенные раскладушки
Раскрой труборезов и раскосные грейферы Кто мы — одна компания, полная поддержка, комплексные решения На протяжении более чем столетия Hydratight предоставляет решения для болтовых соединений мирового класса и продолжает устанавливать международные
Дополнительная информация
Фрезерный центр
Фрезерный центр TR BED TYPE Фрезерный центр TR BED TYPE MILLING CENTER ВЫСОКАЯ ЭФФЕКТИВНОСТЬ В КОМПАКТНОМ СТАНКЕ, ПРЕДОСТАВЛЯЮЩИХ ТОЧНЫЙ КОМПЛЕКС ФРЕЗЕРНЫЙ Фрезерный центр TR BED Фрезерный центр TR
Дополнительная информация
L I V E T O O L F O R O K U M A
L I V E T O O L F O R O K U M A Путь к успеху [Heimatec штаб-квартира-Германия] Heimatec — международная производственная компания со штаб-квартирой в Ренхене, Германия. Heimatec S 40000 квадратных футов,
Heimatec S 40000 квадратных футов,
Дополнительная информация
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ Модели № 2012NB Описание 304-мм (12 «) Автоматический рейсмусовый станок КОНЦЕПЦИЯ И ОСНОВНЫЕ ПРИМЕНЕНИЯ * Компактный и легкий (27 кг. / 59 фунтов) автоматический рейсмусовый станок для облегчения
Дополнительная информация
для ручных инструментальных комнат
УПРАВЛЕНИЕ МАШИНОСТРОЕНИЯ МАШИНОСТРОЕНИЯ МАШИНЫ МАГАЗИНА СТАНДАРТА РАБОТЫ РУЧНОГО ИНСТРУМЕНТАЛЬНОГО ОБОРУДОВАНИЯ ДЛЯ ИНСТРУМЕНТАЛЬНЫХ ИНСТРУМЕНТОВ: V5 ДАТА: 11-28-2011 СОДЕРЖАНИЕ РАЗДЕЛ ТЕМА (И) СТРАНИЦА Основные возможности
Дополнительная информация
TA-A BED ТИП ФРЕЗЕРНЫЙ ЦЕНТР
TA-A BILL TYPE MILLING CENTER TA-A BILL MILLING CENTER ФРЕЗЕРНЫЙ ЦЕНТР ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ В КОМПАКТНОМ МАШИНЕ Высокая производительность по складированию TA-A BILL TYPE TILLPE CENTER 2 TA-A Фрезерный центр TA-A —
Дополнительная информация
VCE VET ИНЖЕНЕРНЫЕ ИССЛЕДОВАНИЯ
Викторианский аттестат об образовании 2013 г. НАДЗОР ДЛЯ ПОДГОТОВКИ ОБРАБОТКИ ЭТИКЕТКИ ЗДЕСЬ СТУДЕНЧЕСКИЙ НОМЕР Буквенные цифры Слова VCE VET ИНЖЕНЕРНЫЕ ИССЛЕДОВАНИЯ Секция письменного экзамена Среда 20 ноября 2013 г. Дополнительная информация
НАДЗОР ДЛЯ ПОДГОТОВКИ ОБРАБОТКИ ЭТИКЕТКИ ЗДЕСЬ СТУДЕНЧЕСКИЙ НОМЕР Буквенные цифры Слова VCE VET ИНЖЕНЕРНЫЕ ИССЛЕДОВАНИЯ Секция письменного экзамена Среда 20 ноября 2013 г. Дополнительная информация
Руководство по установке AZEK Rail
TRIM MOLDING DECK PILCH РЕЙЛОВЫЕ ПЛАСТИНЫ Руководство по установке направляющей AZEK Установка направляющей AZEK с помощью CableRail от Feeney… 1 Установка CableRail от Feeney для железной дороги AZEK … 7 Установка железнодорожной лестницы AZEK с CableRail
Дополнительная информация
Скучно. Содержание. Бурильные
onting oring ackground … 3 типа oring … 4 инструмента oring … 5 трубок типа расточного инструмента … 6 Черновая обработка … 6 чистовая обработка … 7 Вставки для расточки … 8 обработка и установка расточные инструменты … 9 способов
Дополнительная информация
ОПТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ СТАНКИ
ОПТИЧЕСКИЕ СТАНКИ ИЗМЕРЕНИЯ SYLVAC SCAN Предназначенные для быстрого и бесконтактного измерения цилиндрических деталей, наши новые станки SCAN основаны на принципе сканера. Эта техника позволяет воспроизвести
Эта техника позволяет воспроизвести
Дополнительная информация
Планы стола листа понижения ноги ворот
Подготовка заготовок столешницы: Отрежьте и склейте достаточно 3/4 заготовки, чтобы сделать три панели длиной 40 на 24 ширины (они будут обрезаны до окончательного размера позже). Пока клей высохнет, мы будем работать на ногах. Подготовка
Дополнительная информация ,
10-дюймовый настольный сверлильный станок Z4116 Мини-сверлильный станок
Описание продукта
Настольный сверлильный станок предназначен, главным образом, для сверления, развертывания, нарезания резьбы, нарезания резьбы, вырубки, вырубки и т.д. и за рубежом и один и тот же тип станка имеет характеристики небольшой мощности, высокой жесткости, высокой точности, хорошей жесткости, удобной эксплуатации, простоты обслуживания.
О нас
Хэнань Уодли Импортно-экспортная торговая компанияЛтд. Расположенный в Чжэнчжоу. Центральное место Китая. Имея многолетний опыт в области экспорта станков, мы можем не только поставлять нашим клиентам продукцию стабильного качества, но и предоставлять более качественные услуги. Мы поставляем все виды станков на международный рынок, такие как токарные станки, токарные станки с ЧПУ, фрезерные станки, фрезерные станки с ЧПУ, Обрабатывающий центр с ЧПУ, шлифовальный станок, гидравлический пресс, гибочный станок, сверлильный станок, листогибочный пресс, ножницы и принадлежности для станков. У нас есть собственный инженер, который имеет более чем многолетний опыт работы и профессионально подготовлен.Наши обученные инженеры могут помочь клиентам от имени компании не только проверять товары перед отправкой, но и отслеживать все звенья производственного процесса.
Расположенный в Чжэнчжоу. Центральное место Китая. Имея многолетний опыт в области экспорта станков, мы можем не только поставлять нашим клиентам продукцию стабильного качества, но и предоставлять более качественные услуги. Мы поставляем все виды станков на международный рынок, такие как токарные станки, токарные станки с ЧПУ, фрезерные станки, фрезерные станки с ЧПУ, Обрабатывающий центр с ЧПУ, шлифовальный станок, гидравлический пресс, гибочный станок, сверлильный станок, листогибочный пресс, ножницы и принадлежности для станков. У нас есть собственный инженер, который имеет более чем многолетний опыт работы и профессионально подготовлен.Наши обученные инженеры могут помочь клиентам от имени компании не только проверять товары перед отправкой, но и отслеживать все звенья производственного процесса.
Упаковка и отгрузка
Деревянная футлярная упаковка для небольших деталей, большие детали загружаются в полный контейнер. CA6150 Горизонтальный токарный станок CA6250
FAQ
Q1. Как отправить мой запрос?
Как отправить мой запрос?
Вы можете связаться с нами по электронной почте, телефону, сообщению (Whats APP, We Chat, Skype).
Q2.Как долго можно получить отзыв после запроса?
Мы ответим вам в течение 3 часов в рабочий день.
Q3.Delivery time
Заказ станка занимает 30 дней после полученной предоплаты. Пожалуйста, запрос продаж.
Q4.Что такое пакет? Это подходит для отправки?
Машина покрыта водонепроницаемой тканью. И быть упакованным стандартным экспортированным деревянным случаем со стальной ногой. Это очень сильно для международных перевозок.
Q5.Срок оплаты
30% T / T в качестве первоначального взноса, баланс 70% T / T до доставки. Если другие условия оплаты, мы можем обсудить детали. Добро пожаловать на запрос продажи.
Q6.Можно ли вам доверять?
Конечно, мы сделаны в Китае Поставщики золота,
Q7. Сколько длится гарантия на машины?
Гарантия на машины 12 месяцев после получения товара. В течение гарантийного срока мы можем предоставить новые бесплатные запчасти для замены.
В течение гарантийного срока мы можем предоставить новые бесплатные запчасти для замены.
Q 8 .Можете ли вы прийти к нам, чтобы помочь с установкой и вводом в эксплуатацию машины?
Да, наши инженеры доступны для поездки к вам. Билеты на самолет и проживание будут оплачиваться за ваш счет.
.
16 19 25 Вертикально-сверлильный станок диаметром 32 мм
Описание продукта
Сверлильный станок в основном предназначен для бурения средних и мелких деталей, развертывания, развёртки, нарезания резьбы, выскабливания и т.д. и тот же тип станка имеет характеристики небольшой мощности, высокой жесткости, высокой точности, хорошей жесткости, удобной эксплуатации, простоты обслуживания.
FAQ
1: Как выбрать наиболее подходящие машины?
A: Скажите, пожалуйста, ваши технические характеристики, мы можем выбрать лучшую модель для вас, или вы можете выбрать точную модель. Вы также можете отправить нам чертеж продукта, мы подберем для вас наиболее подходящие машины
Вы также можете отправить нам чертеж продукта, мы подберем для вас наиболее подходящие машины
2: Что ваши основные продукты вашей компании?
A: Мы специализируемся на всех видах станков, таких как токарный станок с ЧПУ, фрезерный станок с ЧПУ, вертикальный обрабатывающий центр, токарные станки, сверлильный станок, радиально-сверлильный станок, пильный станок, станок для формовки и так далее.
3. Каковы ваши торговые условия?
A: FOB, CFR и CIF все приемлемо.
4: что такое условия оплаты?
A: T / T, 30% первоначальный взнос при заказе, 70% баланс оплаты до отгрузки;
5: что такое MOQ?
A: 1 комплект.
Мы хотим знать:
a. Каково ваше промышленное напряжение?
б. Мы настоятельно рекомендуем вам сообщить нам размер, материал вашей заготовки для нашей оценки, если возможно, лучше прислать нам чертеж заготовки, чтобы мы могли порекомендовать вам наиболее подходящую модель!
г. Если вам нужна цена CIF, пожалуйста, сообщите нам порт назначения.
Если вам нужна цена CIF, пожалуйста, сообщите нам порт назначения.
.
ГС2112 Станок сверлильный настольный
Сведения о производителе настольно-сверлильного станка ГС2112
Производителем настольно-сверлильного станка модели ГС2112 является Гомельский завод станочных узлов ГЗСУ, основанный в 1961 году.
Завод уже более 50 лет выпускает станки токарные с ЧПУ; станки токарно-винторезные; станки сверлильные; узлы станков.
В 1970 году завод приступил к изготовлению узлов к токарно-винторезным станкам: коробки подач и фартуки.
С 1976-1991 годы завод входил в состав Московского производственного объединения «Красный Пролетарий».
В 1972 году освоен выпуск радиально – сверлильных станков модели 2Е52.
В настоящее время ОАО «Гомельский завод станочных узлов» производит металлорежущие станки и комплектующие к ним.
ГС2112 сверлильный станок настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Отсчет глубины сверления производится по плоской шкале или упору.
Пятиступенчатые шкивы привода позволяют получать пять скоростей вращения шпинделя, что обеспечивает свободный выбор скоростей резания.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Станки ГС2112 позволяют выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание — нет
- нарезание резьб — нет
Указание мер безопасности
- При распаковке станка, его расконсервации, транспортировке, установке, подготовке к работе, эксплуатации и ремонте необходимо соблюдать соответствующие требования безопасности, установленные инструкциями на проведение каждого из видов работ.
- Станок должен быть надежно заземлен, согласно п.7.5 настоящего руководства, электрическое сопротивление, измеренное между винтом заземления и любой металлической частью станка не должно превышать 0,1 Ом.
- Перед обработкой детали необходимо надежно закрепить сверлильную головку на колонне рукояткой зажима, деталь на столе станка (в тисках) и инструмент на шпинделе станка.

- Во время работы на станке не разрешается:
- Работать при открытом кожухе ременной передачи
- Производить выбивку патрона при вращении шпинделя
- Производить остановку вращения выключенного шпинделя рукой
- Время остановки вращения шпинделя после его выключения не превышает 5 сек.
- На кожухе, закрывающем ременную передачу, установлен знак «Осторожно! Прочие опасности» и предупреждающая табличка «При включенном станке не открывать».
- Освещенность рабочей поверхности в зоне обработки в системе комбинированного освещения (общее плюс местное) должна быть не менее 1000 Лк (обеспечивается потребителем с установкой на подставку (верстак), на которой установлен станок, светильника местного освещения).
- Конструкция и исполнение станка обеспечивают требования по виброакустике и шуму
Защитный кожух ременной передачи сблокирован с приводом станка для его отключения при открытии кожуха. При этом электродвигатель станка может быть запущен в ход только после закрытия кожуха.
В таблице частот вращения шпинделя приведена предупреждающая символика, указывающая на недопустимость переключения рукоятки управления при вращении шпинделя. Для подключения к сети питания на станке установлен штепсельный разъем, около которого установлен предупреждающий знак «Электрическое напряжение» и табличка с характеристикой питающей сети, цепей управления, величиной плавкой уставки предохранителей для зашиты от короткого замыкания.
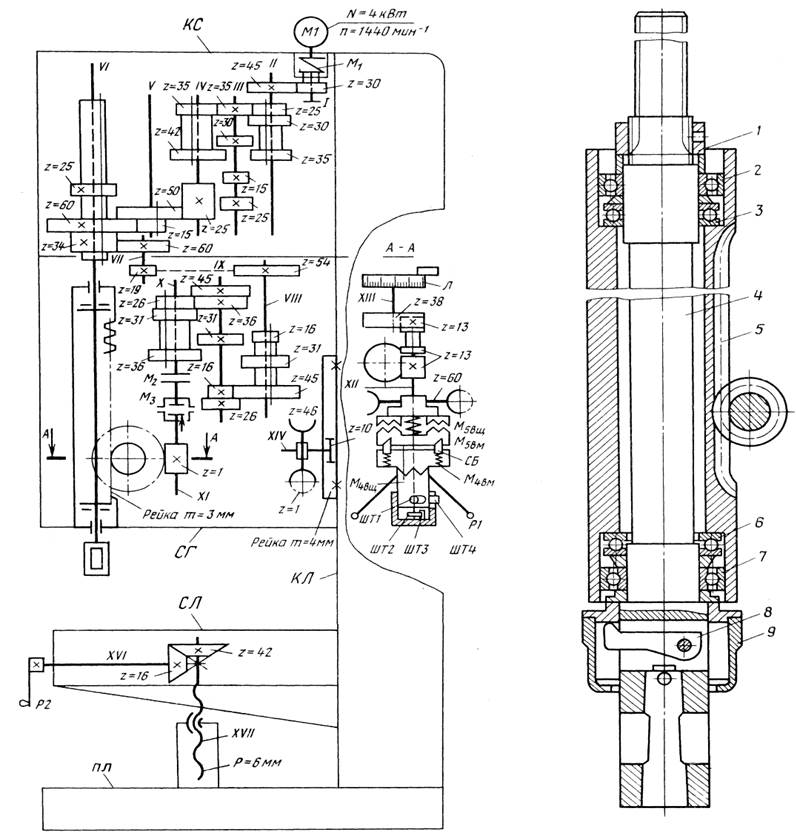
Шпиндель сверлильного станка ГС2112
Шпиндель предназначен для передачи вращения инструменту, закрепленному в патроне, который устанавливается на конце шпинделя. Шпиндель монтируется в гильзе на подшипниках качения. Зубчатая рейка гильзы находится в постоянном зацеплении с зубчатым колесом штурвального устройства.
Гайка на конце шпинделя предназначена для снятия сверлильного патрона с конуса шпинделя.
Для предотвращения самопроизвольного опускания шпинделя на валу штурвального устройства закреплена спиральная пружина.
Спецификация составных частей сверлильного станка ГС2112
- Плита — 045.
 0000.012
0000.012 - Колонна — 044.0200.000
- Шпиндельная бабка — 044.0000.000
- Механизм подъема шпиндельной бабки — 044.0000.000
- Электрооборудование — 045.0500.000
Спецификация органов управления станка ГС2112
- Кнопка «Стоп»
- Кнопка включения прямого вращения шпинделя
- Кнопка включения обратного вращения шпинделя
- Рукоятка перемещения шпиндельной бабки
- Рукоятка натяжения ремня
- Рукоятка перемещения шпинделя
- Рукоятка зажима шпиндельной бабки на колонне
Аналоги настольного сверлильного станка ГС2112
ЕНС12 — Ø12 — производитель Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — производитель Оренбургский станкозавод, г. Оренбург
НС-12Б, НС-12-М — Ø12 — производитель Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — производитель Мукачевский станкостроительный завод, с. Кольчино
Кольчино
ГС2112 — Ø12 — производитель Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — производитель Завод им. Масленникова, ЗИМ-Станкостроитель, г. Самара
МП8-1655 — Ø12 — производитель СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — производитель Беверс, г. Бердичев
ВС3-5016 — Ø12 — производитель Воронежский станкозавод
Р175М — Ø12 — производитель Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — производитель АвтоСпецОборудование
ВИ 2-7 — Ø14 — производитель Волгоградский инструментальный завод
MD-23 — Ø14 — производитель Каунасский станкостроительный завод «Нерис»
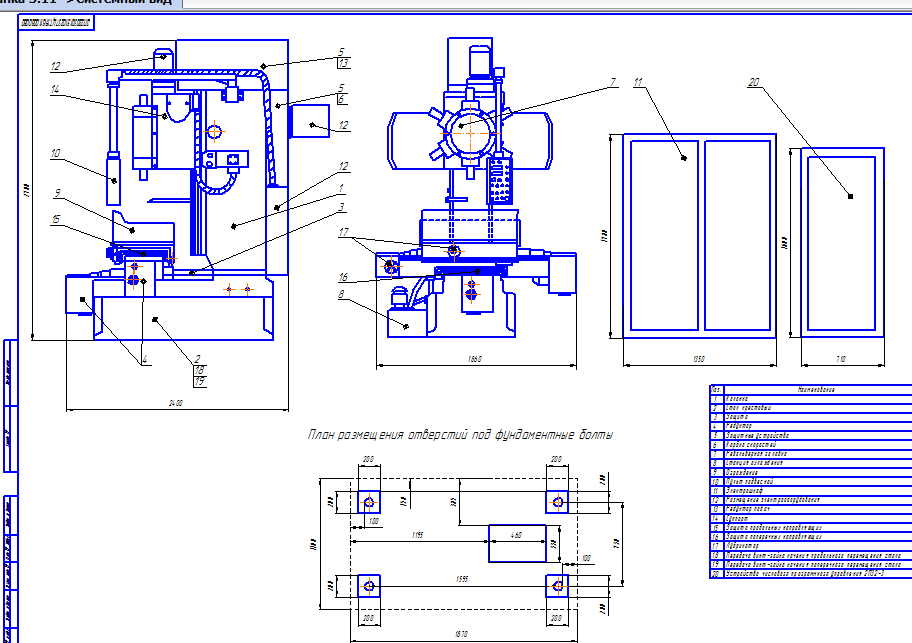
Общий вид сверлильного станка ГС2112
Кинематическая схема сверлильного станка ГС2112
Кинематическая схема станка (рис. 2) содержит три кинематические цепи: вращения шпинделя, ручной подачи и перемещение шпиндельной бабки по колонне.
2) содержит три кинематические цепи: вращения шпинделя, ручной подачи и перемещение шпиндельной бабки по колонне.
Вращение от электродвигателя М передается через ременную передачу на вал шпинделя.
Ручная подача осуществляется рукоятками штурвального устройства, вращение которых через зубчатое колесо 3 передается на рейку 4 пиноли шпинделя.
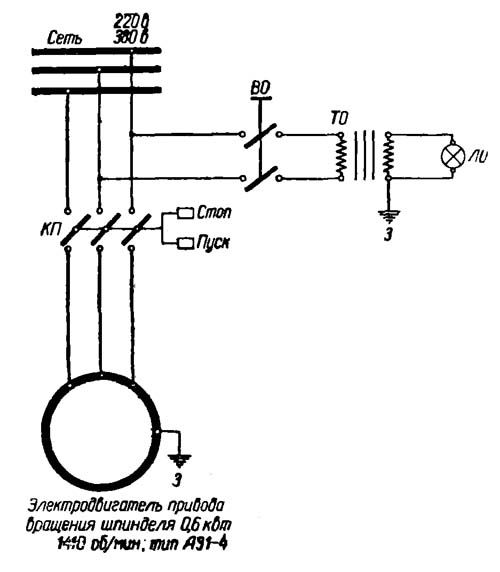
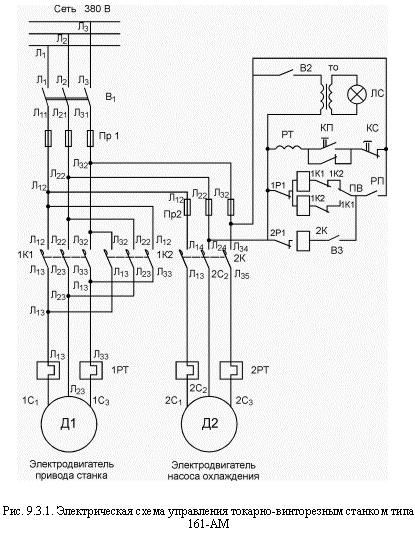
Электрооборудование и электрическая схема сверлильного станка ГС2112
На станке ГС2112 установлен один асинхронный электродвигатель мощностью 0,55 кВт для привода шпинделя.
В станке применяются следующие величины напряжений переменного тока:
- силовая цепь 3PEN ~380 ± 10% В, 50 ± 2% Гц;
- цепь управления 220 ± 10%В, 50 ± 2% Гц
По классу защиты от поражения электрическим током, электрооборудование относится к I классу по ГОСТ 12.2.007.0-75
Технические характеристики станка ГС2112
| Наименование параметра | 2М112 | ГС2112 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр сверления, мм | 12 | 12 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | 0. .400 .400 | 50..400 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 190 | 190 |
| Рабочий стол | ||
| Ширина рабочей поверхности стола, мм | 250 | 250 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки (бабки), мм | 250 | |
| Ход гильзы шпинделя, мм | 100 | 100 |
| Частота вращения шпинделя, об/мин | 450..4500 | 450..4500 |
| Количество скоростей шпинделя | 5 | 5 |
| Конус шпинделя | Морзе В18 | |
| Привод | ||
| Электродвигатель привода главного движения Мощность, кВт | 0,55 | 0,55 |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 795 х 370 х 950 | 340 х 690 х 960 |
| Масса станка, кг | 120 | 100 |
Электроника | Бесплатный полнотекстовый | Станок для сверления печатных плат с использованием вторсырья
1.
 Введение
Введение
Робототехника — одна из областей электроники, оказывающая большое влияние на многие процессы, с которыми взаимодействуют люди. Основной целью этого направления является создание и применение интеллектуальных систем как для выполнения конкретных задач, так и для взаимодействия с реальным миром [1]. В области промышленной автоматизации робототехника играет фундаментальную роль благодаря технологическим достижениям, повышающим эффективность производственных процессов. С точки зрения гибкости классификация промышленных процессов зависит от степени автоматизации и сложности систем управления, будучи менее гибкими, чем процессы ручного производства, и гораздо более надежными, чем гибкие производственные системы [2].
Эти системы состоят из машин и подсистем, связанных общим транспортным механизмом и контроллером, что обеспечивает возможность выполнения различных задач без смены оборудования системы [3]. Одним из существующих уровней в этом типе системы является технология компьютерного числового управления (ЧПУ) [4]. Этот тип технологической операции основан на анализе файла Gerber, который содержит координаты и инструкции, выполняемые машиной [5]. Основными преимуществами внедрения систем ЧПУ являются их точность, надежность и снижение человеческого фактора. К недостаткам можно отнести затраты на приобретение и обслуживание [6,7,8]. Числовое управление используется для автоматизации станков и инструментов с помощью языка программирования G-code. Этот тип кода позволяет программисту отдавать команды контроллерам каждой из осей, составляющих машину.
Этот тип технологической операции основан на анализе файла Gerber, который содержит координаты и инструкции, выполняемые машиной [5]. Основными преимуществами внедрения систем ЧПУ являются их точность, надежность и снижение человеческого фактора. К недостаткам можно отнести затраты на приобретение и обслуживание [6,7,8]. Числовое управление используется для автоматизации станков и инструментов с помощью языка программирования G-code. Этот тип кода позволяет программисту отдавать команды контроллерам каждой из осей, составляющих машину.
Одним из применений технологии ЧПУ является область сверления и изготовления печатных плат (ПП) [9], которая изучалась многочисленными специалистами в области электроники, промышленности и образовательных центров [10]. В частности, исследования были сосредоточены на разработке прототипов надежных сеялок с хорошим соотношением цены и качества. Как правило, эти машины имеют блок управления и трехосную систему (X, Y, Z), которые перемещаются с помощью серводвигателей или шаговых двигателей. Оси X и Y используются для регулировки направления движения станка, а ось Z отвечает за управление движением сверла.
Оси X и Y используются для регулировки направления движения станка, а ось Z отвечает за управление движением сверла.
Печатная плата — это плата, предназначенная для обеспечения электрических соединений между электронными компонентами. Соединения выполняются тонкими медными дорожками, расположенными на поверхности платы, или слоями меди, перемежающимися слоями изоляционного материала. Существует три типа печатных плат: (1) однослойные, в которых медный слой находится только на одной стороне платы; (2) двухслойные, в которых есть два слоя меди с обеих сторон платы, и (3) многослойные, состоящие из чередующихся слоев меди и изоляционного материала. Как правило, многослойные платы используются для сборки сложных схем, в которых большое количество электронных компонентов должно быть соединено между собой посредством множества медных дорожек [11].
Для печатных плат требуется набор отверстий, покрытых медью, которые используются в качестве токопроводящих путей для электронных компонентов. Эти отверстия можно сделать с помощью химикатов или с помощью дрели. С последними получаются более чистые и качественные отверстия. Для этого процесса используются спиральные сверла, диаметр которых зависит от размера проделываемого отверстия. Стандартный размер составляет 1,27 мм, хотя некоторые доски используют диаметры 0,15 мм или меньше [11].
Эти отверстия можно сделать с помощью химикатов или с помощью дрели. С последними получаются более чистые и качественные отверстия. Для этого процесса используются спиральные сверла, диаметр которых зависит от размера проделываемого отверстия. Стандартный размер составляет 1,27 мм, хотя некоторые доски используют диаметры 0,15 мм или меньше [11].
Важно подчеркнуть, что использование технологии ЧПУ позволило промышленности автоматизировать процесс сверления печатных плат, тем самым избегая проблем, возникающих при выполнении этой задачи вручную. Сверление печатных плат вручную может быть сложной задачей, требующей высокой точности, особенно когда компонентов много, а расстояние между отверстиями небольшое.
В литературе встречаются различные исследования, связанные с внедрением станков с ЧПУ и недорогих с использованием встраиваемых систем [12,13,14,15]. В [16] авторы реализовали систему управления микросверлением печатных плат. Кроме того, исследования были сосредоточены на разработке прототипов для изготовления печатных плат с использованием методов оптимизации процесса сверления [17,18,19,20]. Авторы в [21] предлагают методологию оптимизации изготовления деталей с большим количеством просверленных отверстий.
Авторы в [21] предлагают методологию оптимизации изготовления деталей с большим количеством просверленных отверстий.
Эта работа основана на создании прототипа станка для сверления печатных плат, в котором применяются некоторые концепции и особенности технологии ЧПУ. Прототип имеет операционную систему реального времени и механическую систему, обеспечивающую точное перемещение с использованием декартовых координат. Он также включает в себя компьютерную программу с алгоритмом обработки изображений, который выполняется в Matlab. Главной новизной этой статьи является использование перерабатываемых материалов для создания полнофункционального недорогого прототипа.
2. Материалы и методы
На рисунке 1 показана блок-схема системы, состоящей из графического пользовательского интерфейса, каскадов управления, контроля и мощности, двигателей и механической системы, реализованной в каждом из 3 оси прототипа.
2.1. Механическая система
Для проектирования механической системы использовалась металлическая платформа, извлеченная из поврежденного копировального аппарата. Эта платформа была адаптирована с помощью промышленных алюминиевых профилей и материалов, снятых с принтеров, и переработанной алюминиевой мебели. Во избежание износа в результате поперечного перемещения была разработана механическая система с подвижными частями на наборе линейных направляющих. Далее подробно представлен процесс проектирования по осям X, Y, Z.
Эта платформа была адаптирована с помощью промышленных алюминиевых профилей и материалов, снятых с принтеров, и переработанной алюминиевой мебели. Во избежание износа в результате поперечного перемещения была разработана механическая система с подвижными частями на наборе линейных направляющих. Далее подробно представлен процесс проектирования по осям X, Y, Z.
2.1.1. Система ременного привода
Этот элемент состоит из двух шкивов, соединенных посредством ремня, предназначенного для передачи усилий и угловых скоростей между параллельными валами, находящимися на определенном расстоянии. Усилия передаются за счет трения ремня о шкив. Чтобы уменьшить скорость и увеличить силу, применяется основное уравнение скоростной ременной передачи. См. уравнение (1).
где Φ 1 – диаметр ведущего шкива, n 1 — скорость вращения, Φ 2 и n 2 — диаметр и скорость ведомого шкива. Таким образом была реализована система передачи для оси Y (см. рис. 2). Скорость ведущего шкива уменьшается в семь раз, а усилие умножается на ту же величину. Для оси X использовался тот же механизм, но с понижающим коэффициентом скорости 3/5.
Таким образом была реализована система передачи для оси Y (см. рис. 2). Скорость ведущего шкива уменьшается в семь раз, а усилие умножается на ту же величину. Для оси X использовался тот же механизм, но с понижающим коэффициентом скорости 3/5.
Механизм работы ременной передачи основан на передаче мощности и скорости на ведомый вал, представляющий собой червячный винт или миллиметровый стержень, где расстояние или шаг определяется расстоянием между зубьями, в данном случае — величиной 1 мм. См. рис. 3.
2.1.2. Механическая система для осей X, Y и Z
Для оси Y была разработана система с червячным винтом, который несет алюминиевую пластину через опорные гладкие продольные направляющие. Перемещение происходит при вращении двигателя и вращение передается червячному винту. Точность и плавность линейного перемещения во многом зависят от хода гладких линейных направляющих и гайки на винте. Таким образом достигается максимальное смещение 40 см по оси Y. См. рис. 4.
См. рис. 4.
Механизм оси X аналогичен механизму оси Y; разница заключается в двух используемых направляющих, которые были получены из принтера и переработанной офисной мебели. Таким образом, было получено максимальное смещение 40 см. (См. рис. 5). С вертикальным механизмом дрель перемещается вверх и вниз. Движение выполняется без потери стабильности благодаря направляющей и червячному винту, достигающему смещения 6 см. См. рис. 6.
2.2. Системное оборудование
На рис. 7 подробно показаны три основных блока: управление, мониторинг и питание. Эти каскады управляются ведущим микроконтроллером PIC18F4550. Мастер отвечает за инициализацию прототипа и получение координат пользовательского интерфейса. Координаты передаются на моторы и по информации от энкодеров корректируется положение.
2.2.1. Этап управления
Этот этап отвечает за общее управление системой и состоит из набора блоков, подробно описанных ниже:
Главное устройство: PIC18F4550 использовался в качестве главного устройства управления со следующими функциями:
Прием данных, отправляемых пользовательским интерфейсом по протоколу USB в режиме массовой передачи.
Передача и прием данных на PIC18F2550 модулем универсального асинхронного приемника-передатчика (UART).
Настройте ПИД-регулятор для позиционирования декартовых осей.
Конфигурация и генерация ШИМ-сигналов для двигателей постоянного тока.
Инициализация, проверка и контроль состояний машины.
Для этого была разработана операционная система реального времени OSA, которая управляет временем выполнения каждой задачи, тем самым достигая типа параллельной обработки. См. рис. 8.
ПИД-регулятор был настроен по методу Циглера-Николса; его основная функция состоит в том, чтобы отрегулировать положение прототипа, используя в качестве сигнала обратной связи показания, обеспечиваемые энкодерами. Вычисление погрешности выполняется исходя из желаемого положения и фактического положения двигателя, при этом регулируемый привод модифицируется на основе уравнения (2).
- 2.
Дисплей: использовался ЖК-дисплей, извлеченный из переработанного аккумулятора Nokia 1100. Тактовые сигналы, данные, выбор микросхемы и сброс были подключены к порту D ведущего микроконтроллера с использованием схемы резистивной регулировки напряжения для работы с 3,3 В. для режимов работы ручной и автоматически-компьютеризированный выполнялся по протоколу USB. Для этого необходимо было настроить главный PIC и пользовательский интерфейс, разработанный в Matlab.
- 4.
Последовательное соединение: для связи с блоком мониторинга использовались модули UART, встроенные в микроконтроллеры PIC18F4550 и PIC18F2550. Было реализовано асинхронное последовательное соединение с использованием выводов Tx и Rx.
- 5.
Управление двигателями постоянного тока для осей X, Y и Drill: для управления вращением и включением и выключением каждого двигателя постоянного тока использовался ШИМ-модуль ведущего микроконтроллера через контакты RC0, RC1 и RC3 .
- 6.
Шаговый двигатель для оси Z: для управления биполярным шаговым двигателем с постоянными магнитами использовались четыре контакта порта B для управления четырьмя барабанами. Кроме того, пятый вывод использовался как активатор.
- 7.
Ручное управление: использовались семь кнопок, подключенных к PortA master PIC, для ручного управления бурильной машиной. Шесть кнопок использовались для настройки координат X, Y, Z, а оставшаяся кнопка использовалась как стоп.
- 8.
Светодиоды: набор светодиодных индикаторов был встроен для того, чтобы пользователь мог проверять системные аварийные сигналы, состояние подключения USB-порта и правильную поляризацию микроконтроллера.
На рис. 9 показана принципиальная схема ступени управления, на которой можно наблюдать установленные соединения.
2.2.2. Этап мониторинга
Этот этап управляется PIC18F2550 [22], который отвечает за контроль сигналов, формируемых в энкодерах, состояние концевых выключателей для каждой оси и отображение информации на ЖК-дисплее Nokia 1100. Информация, собранная датчиками, отправляется на главный PIC по протоколу RS232.
Информация, собранная датчиками, отправляется на главный PIC по протоколу RS232.
Концевые выключатели представляют собой семь оптических датчиков PC817, которые внутри состоят из светодиодного диода и транзистора. Когда на транзистор не поступает горящий светодиод, переход коллектор-эмиттер формирует логическую 1; в то время, когда переход коллектор-эмиттер получает свет, он замыкает цепь и генерирует логический 0.
Для управления положением двигателей энкодеры CNY70 измеряют линейное перемещение машины. Операционный усилитель LM324 использовался для сравнения напряжений в цепи связи. На рис. 10 показана принципиальная схема этапа мониторинга.
2.2.3. Блок питания
Состоит из драйверов, преобразующих логический уровень 5 В в напряжения 18 В и 12 В, необходимые для управления двигателями постоянного тока и шаговыми двигателями. Схема имеет переключатель включения / выключения, который может управлять запуском и остановкой системы. Прототип управляет 3 двунаправленными двигателями постоянного тока для сверления, осей X и Y и шаговым двигателем с последовательным управлением с использованием частоты импульсов. Для двигателей использовались силовые драйверы L298 и L293. На рис. 11 показана принципиальная схема силового каскада.
Для двигателей использовались силовые драйверы L298 и L293. На рис. 11 показана принципиальная схема силового каскада.
2.3. Графический интерфейс пользователя
Matlab был использован для разработки графического интерфейса, который позволяет пользователю управлять машиной в двух режимах работы: ручном и автоматическом. Интерфейс изначально отвечает за импорт изображения печатной платы в формате jpg или png, преобразование его в оттенки серого, получение уровней освещения и, наконец, преобразование его в матрицу нулей и единиц.
Затем команда regionprops используется для выполнения морфологической обработки изображения, в результате чего получается площадь, центр тяжести и список пикселей изображения. Наконец, был выполнен алгоритм, определяющий координаты пробуренной скважины. На рисунке 12 показан пользовательский интерфейс для автоматического режима работы.
3. Результаты и обсуждение
При выполнении интеграции механических систем по каждой из осей X, Y и Z реализация разработанной аппаратуры и завершение каждой процедуры программирования микроконтроллера получаются как конечный результат прототип сверлильного станка. См. рис. 13.
См. рис. 13.
Прототип может сверлить печатную плату с максимальными размерами 24 × 40 см при минимальном расстоянии отверстий 0,01 мм по оси X и 0,001 мм по оси Y. В ручном и автоматическом режимах работы были проведены испытания в общей сложности на 20 печатных платах, для которых успешные результаты были достигнуты в 19Печатные платы разных размеров и конструкций. Проблема возникла в процессе сверления первой платы 15×24 см, из-за выхода из строя оптического датчика, установленного на оси Z. Это вызвало чрезмерное смещение, которое повлияло на точность машины, что было решено путем замены датчика.
Результаты сверления соответствовали ожиданиям при минимальном размере сверла 0,64 мм и максимальном размере 2,03 мм. Для испытаний использовались спиральные долота диаметром 0,5, 0,6, 0,7, 0,8 и 1 мм. Для изготовления отверстий использовался двунаправленный двигатель постоянного тока на 18 В постоянного тока, 12 000 об/мин и 1 А. На рис. 14 показаны результаты, полученные для двух плат размером примерно 20 × 20 см.
При разработке испытаний были установлены пределы перемещений датчиков на каждом из концов осей X и Y, которые реагируют на расстояние около 1 см между буровой головкой и основанием прототипа. Датчик на оси Z позволил избежать проблем с чрезмерным смещением, которые могут привести к несоответствиям или поломкам винтовой муфты двигателя.
Два сигнала ШИМ, каждый с частотой 19 кГц и разрешением 10 бит, были сгенерированы для управления двигателями постоянного тока по осям X и Y. При рабочем цикле 0 достигается максимальная скорость двигателя. Для остановки двигателей использовался рабочий цикл 50%. При рабочем цикле 100% двигатели вращаются с максимальной скоростью, но в направлении, противоположном рабочему циклу 0%.
С помощью энкодеров удалось преобразовать угловое движение двигателей постоянного тока в серию цифровых импульсов; они использовались для различных линейных перемещений. В таблице 1 показано соотношение между количеством импульсов, полученных при смещении по осям X и Y.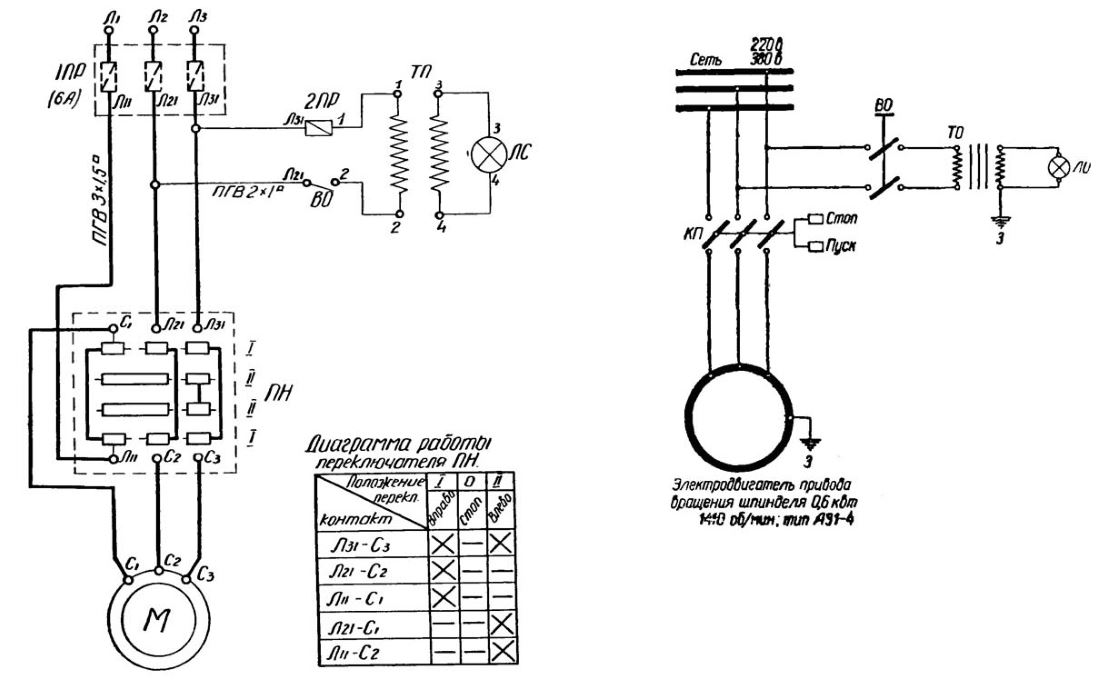
Исходя из данных смещения, ПИД-регулятор был разработан на основе сигнала ошибки, который возникает между требуемым положением двигателя и фактическим положением, полученным из сигналов энкодеров. Для настройки шагового двигателя оси Z использовался полушаговый метод. Таким образом, были достигнуты движения высокой точности в соответствии с проектными требованиями.
Эффективное управление положением бурового станка с превосходным временем установления было получено с использованием переменного ШИМ-управления с настраиваемыми параметрами для пропорциональных, интегральных и производных констант.
Полученные результаты показывают, что был реализован функциональный прототип, преимуществом которого является низкая стоимость, удобный интерфейс и идеальная рабочая область для внедрения печатных плат в академических проектах. Эти характеристики аналогичны характеристикам некоторых 3-осевых коммерческих мини-сверлильных станков с ЧПУ. В этой категории выделяются станки CNC 2417, CNC 3018 и CNC 3040T, которые имеют рабочие зоны 24×17 см, 30×18 см и 27,5×38,5 см соответственно. Недостатком этих машин является их коммерческая стоимость от 600 до 700 долларов США в Колумбии.
Недостатком этих машин является их коммерческая стоимость от 600 до 700 долларов США в Колумбии.
Важно отметить, что прототип был разработан для использования в академии студентами исследовательской группы Magma Ingeniería программы электронной инженерии Университета Магдалены. Поэтому рабочая зона станка имеет ограничения, т. е. его использование на печатных платах промышленного назначения.
Кроме того, реализованный прототип имеет ограничения в плане работы со сложной геометрией, такой как цельнолопастные несущие винты, которые используются в области турбомашин авиационной отрасли [23]. В этих приложениях необходимо использовать станки с 5 осями, преимуществом которых является точность и отличное время обработки [24].
4. Выводы
Предложен новый подход к реализации сверлильного станка для печатных плат с использованием в значительной степени материалов копировальных аппаратов, сотовых телефонов, принтеров и переработанного мебельного алюминия. Прототип имеет функциональные двигатели, датчики и графический интерфейс, выполненный в Matlab, что позволяет пользователю эффективно контролировать все процессы. Для проектирования механической конструкции в основном используется алюминий промышленных профилей из-за его устойчивости к изгибу и скручиванию. Система была разработана с подвижными частями на наборе линейных направляющих, чтобы избежать ненужного износа вследствие поперечного движения. Наконец, удалось оптимизировать время выполнения с помощью реализации RTOS, которая позволила нам выполнять каждую из задач главного микроконтроллера в кооперативном многозадачном режиме с назначением планировщика, который отвечает за выделение процессора задача, которая должна выполняться в каждый момент времени.
Прототип имеет функциональные двигатели, датчики и графический интерфейс, выполненный в Matlab, что позволяет пользователю эффективно контролировать все процессы. Для проектирования механической конструкции в основном используется алюминий промышленных профилей из-за его устойчивости к изгибу и скручиванию. Система была разработана с подвижными частями на наборе линейных направляющих, чтобы избежать ненужного износа вследствие поперечного движения. Наконец, удалось оптимизировать время выполнения с помощью реализации RTOS, которая позволила нам выполнять каждую из задач главного микроконтроллера в кооперативном многозадачном режиме с назначением планировщика, который отвечает за выделение процессора задача, которая должна выполняться в каждый момент времени.
Вклад авторов
C.R.-A. задумал и поддержал программирование RTOS. МЫ. разработал механическую систему и запрограммировал микроконтроллеры. А. П. провел анализ данных и написал статью. Все авторы рассмотрели рукопись.
Благодарности
Работа выполнена при поддержке Vicerrectoría de Investigacion Университета Магдалены.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
- Lai, C.Y.; Чавес, DEV; Дин, С. Трансформируемый параллельно-последовательный манипулятор для роботизированной обработки. Междунар. Дж. Адв. Произв. Технол. 2018 , 97, 2987–2996. [Google Scholar] [CrossRef]
- Hsieh, F.S. Проектирование масштабируемых реконфигурируемых производственных систем на основе агентов с сетями Петри. Междунар. Дж. Вычисл. интегр. Произв. 2018 , 31, 748–759. [Google Scholar] [CrossRef]
- Алама Бланко, П.Дж.; Абу-Дакка, Ф.Дж.; Абдеррахим, М. Практическое использование роботов-манипуляторов в качестве интеллектуальных производственных систем. Датчики 2018 , 18, 2877. [Google Scholar] [CrossRef] [PubMed]
 «> Lu, YC; Yeh, S.S. Использование метода сегментированного итеративного обучения для создания программ обработки деталей с компенсацией объемных ошибок для трехосевых фрезерных станков с ЧПУ. Дж. Мануф. Матер. Процесс. 2018 , 2, 53. [Google Scholar] [CrossRef]
«> Lu, YC; Yeh, S.S. Использование метода сегментированного итеративного обучения для создания программ обработки деталей с компенсацией объемных ошибок для трехосевых фрезерных станков с ЧПУ. Дж. Мануф. Матер. Процесс. 2018 , 2, 53. [Google Scholar] [CrossRef]- Морено-Баес, А.; Мирамонтес-Де Леон, Г.; Гарсия-Домингес, Э.; Sifuentes-Gallardo, C. Обработка файлов Gerber для изготовления печатных плат. Procedia англ. 2012 , 35, 240–244. [Google Scholar] [CrossRef]
- Емельянов Н.В.; Емельянова, И.В.; Зубенко, В.Л. Повышение точности обработки станков с ЧПУ с помощью инновационных методов проектирования. В материалах Международной конференции по машиностроению, автоматизации и системам управления 2017, Томск, Россия, 4–6 декабря 2017 г. [Google Scholar]
- Юсоф Ю.; Латиф, К. Новый модуль интерпретации для систем ЧПУ на основе управления с открытой архитектурой. Процедура CIRP 2015 , 26, 729–734.
 [Google Scholar] [CrossRef]
[Google Scholar] [CrossRef] - Латиф, К.; Юсоф, Ю.; Нассехи, А .; Псевдоним Имран Латиф, QB Разработка функционально-ориентированной открытой системы программного ЧПУ. Междунар. Дж. Адв. Произв. Технол. 2017 , 89, 1013–1024. [Google Scholar] [CrossRef]
- Корреа, Дж. Э.; Тумбс, Н.; Феррейра, П.М. Контроллер модульной архитектуры для систем ЧПУ на основе электроники с открытым исходным кодом. JMSY 2017 , 44, 317–323. [Google Scholar] [CrossRef]
- Алонсо, Д.; Гил, Дж.; Мартинес, Ф. Prototipo де máquina fresadora CNC para Circuitos Impressos. Ревиста Техне 2015 , 12, 23–28. [Google Scholar]
- Groover, M.P. Основы современного производства, 6-е изд.; John Wiley & Sons: Хобокен, Нью-Джерси, США, 2015 г.; стр. 764–780. [Google Scholar]
- Десаи, Д.П.; Патель, Д.М. Разработка блока управления станком с ЧПУ с использованием встроенной системы на базе Arduino.
 В материалах Международной конференции 2015 г. по интеллектуальным технологиям и управлению для вычислений, связи, управления, энергетики и материалов, Ченнаи, Индия, 6–8 мая 2015 г.; стр. 443–448. [Академия Google]
В материалах Международной конференции 2015 г. по интеллектуальным технологиям и управлению для вычислений, связи, управления, энергетики и материалов, Ченнаи, Индия, 6–8 мая 2015 г.; стр. 443–448. [Академия Google] - Басанта-Вал, П.; García-Valls, M. Библиотека для разработки приложений реального времени и встроенных приложений в CJ Syst. Архит. 2015 , 61, 239–255. [Google Scholar] [CrossRef][Зеленая версия]
- Хоу, М.; Фаддис, Т.Н. Автоматическое создание траектории движения инструмента в интегрированной системе CAD/CAPP/CAM на основе элементов. Междунар. Дж. Вычисл. интегр. Произв. 2006 , 19, 350–358. [Google Scholar] [CrossRef]
- Де Сантьяго-Перес, Дж. Дж.; Осорнио-Риос, Р.А.; Ромеро-Тронкосо, Р.Дж.; Кабал-Йепез, Э.; Гевара-Гонсалес, Р.Г. Оптимизация подачи полиномиальной интерполяцией для станков с ЧПУ на основе реконфигурируемого контроллера ПЛИС. JSIR 2010 , 69, 342–349.
 [Google Scholar]
[Google Scholar] - Бхандари Б.; Хонг, Ю.С.; Юн, HS; Мун, Дж. С.; Фам, MQ; Ли, Великобритания; Хуанг, Ю .; Линке, Б.С.; Дорнфельд, Д.А.; Ан, С.Х. Разработка карты контроля заусенцев при микросверлении для сверления печатных плат. Точный англ. 2014 , 38, 221–229. [Google Scholar] [CrossRef]
- Тахир З.; Абу, Н.А.; Сахиб, С .; Герман, Н.С. Сверлильный станок с ЧПУ для печатных плат, использующий новый естественный подход к евклидовой TSP. В материалах 3-й Международной конференции по компьютерным наукам и информационным технологиям 2010 г., Чэнду, Китай, 9–11 июля 2010 г.; стр. 481–485. [Google Scholar]
- Хуан, X.; Чен, З.С.; Ван, CY; Чжэн, LJ; Сонг, Ю.Х. Измерение поломки микросверл при сверлении печатных плат. Матер. науч. Форум 2016 , 836, 592–599. [Google Scholar] [CrossRef]
- Yoon, HS; Мун, Дж. С.; Фам, MQ; Ли, Великобритания; Ан, С.Х. Контроль параметров обработки для экономии энергии и затрат при сверлении печатных плат в микромасштабе.
 Дж. Чистый. Произв. 2013 , 54, 41–48. [Google Scholar] [CrossRef]
Дж. Чистый. Произв. 2013 , 54, 41–48. [Google Scholar] [CrossRef] - Borkar, B.R.; Пури, Ю.М.; Куте, AM; Дешпанде, П.С. Автоматическое программирование деталей ЧПУ для сверления сквозных отверстий. Procedia Mater. науч. 2014 , 5, 2513–2521. [Google Scholar] [CrossRef]
- Ioan, M.; Разван С. Изготовление комплектов отверстий на станках с ЧПУ. Процессия Технол. 2015 , 19, 135–140. [Google Scholar] [CrossRef]
- Поло, А.; Нарваес, П.; Роблес Альгарин, К. Внедрение экономичного дидактического прототипа для получения биомедицинских сигналов. Электроника 2018 , 7, 77. [Google Scholar] [CrossRef]
- Гонсалес, Х.; Кальеха, А .; Перейра, О .; Ортега, Н.; Лопес де Лакалье, Л.Н.; Бартон, М. Суперабразивная обработка цельных вращающихся компонентов с использованием шлифовальных инструментов. Металлы 2018 , 8, 24. [Google Scholar] [CrossRef]
 «> Лопес Де Лакалье, Л.Н.; Ламикиз, А .; Очерин, О .; Диес, Д .; Майдаган, Э. Подход Денавита и Хартенберга, применяемый для оценки последствий геометрических ошибок в положении вершины инструмента в пятикоординатных фрезерных центрах. Междунар. Дж. Адв. Произв. Технол. 2008 , 37, 122–139. [Google Scholar]
«> Лопес Де Лакалье, Л.Н.; Ламикиз, А .; Очерин, О .; Диес, Д .; Майдаган, Э. Подход Денавита и Хартенберга, применяемый для оценки последствий геометрических ошибок в положении вершины инструмента в пятикоординатных фрезерных центрах. Междунар. Дж. Адв. Произв. Технол. 2008 , 37, 122–139. [Google Scholar]
Рисунок 1.
Блок-схема системы.
Рисунок 1.
Блок-схема системы.
Рисунок 2.
Система передачи для оси Y.
Рисунок 2.
Система передачи для оси Y.
Рисунок 3.
Система ременного привода, соединенная с червячным винтом.
Рисунок 3.
Система ременного привода, соединенная с червячным винтом.
Рисунок 4.
Механическая система оси Y.
Рисунок 4.
Механическая система оси Y.
Рисунок 5.
Механическая система оси X.
Рисунок 5.
Механическая система оси X.
Рисунок 6.
Механическая система оси Z.
Рисунок 6.
Механическая система оси Z.
Рисунок 7.
Блок-схема прототипа.
Рис. 7.
Блок-схема прототипа.
Рисунок 8.
Блок-схема операционной системы реального времени OSA.
Рис. 8.
Блок-схема операционной системы реального времени OSA.
Рисунок 9.
Принципиальная схема каскада управления.
Рис. 9.
Принципиальная схема каскада управления.
Рисунок 10.
Принципиальная схема этапа мониторинга.
Рис. 10.
Принципиальная схема этапа мониторинга.
Рисунок 11.
Принципиальная схема силового каскада.
Рисунок 11.
Принципиальная схема силового каскада.
Рис. 12.
Графический пользовательский интерфейс в автоматическом режиме.
Рис. 12.
Графический пользовательский интерфейс в автоматическом режиме.
Рисунок 13.
Сверлильный станок для печатных плат.
Рис. 13.
13.
Сверлильный станок для печатных плат.
Рис. 14.
Результаты для печатных плат размером 20 × 20 см.
Рис. 14.
Результаты для печатных плат размером 20 × 20 см.
Таблица 1.
Число импульсов и смещение.
Таблица 1.
Число импульсов и смещение.
| Смещение (см) | Импульсы по оси X | Импульсы по оси Y |
|---|---|---|
| 1 | 257 | |
| 2 | 172 | 527 |
| 5 | 412 | 1329 |
| 10 | 811 | 2628 |
| 12 9 0420 | 962 | 3170 |
| 16 | 1284 | 4143 |
© 2018 авторами. Лицензиат MDPI, Базель, Швейцария. Эта статья находится в открытом доступе и распространяется на условиях лицензии Creative Commons Attribution (CC BY) (http://creativecommons.org/licenses/by/4.0/).
Лицензиат MDPI, Базель, Швейцария. Эта статья находится в открытом доступе и распространяется на условиях лицензии Creative Commons Attribution (CC BY) (http://creativecommons.org/licenses/by/4.0/).
Отчет об исследовании продукции электрических сверлильных станков
Инж. Ali AlviExpert Мнения, Промышленные товары, ИсследованияNo Comment
Электрическая дрель приводится в действие электродвигателем, который вращает сверло, чтобы сделать глубокую яму в дереве, пластике или металле. Взаимозаменяемо, отвертка может быть подключена для вращения винтов. Узлы электрической дрели для пользователя состоят из держателя, пускового курка с защитной рукояткой, реверсивного переключателя для изменения направления вращения сверла и патрона, который фиксирует сверло в нужном положении.
Электрическая дрель используется для сверления или расширения отверстий в различных материалах, таких как сталь, пластик и дерево. Благодаря дополнительным приспособлениям электрическую дрель можно использовать для шлифовки, полировки, зачистки проволоки или в качестве отвертки с электроприводом. Образец электродрели, который будет описан в этом исследовании, представлен на рис. 1.
Благодаря дополнительным приспособлениям электрическую дрель можно использовать для шлифовки, полировки, зачистки проволоки или в качестве отвертки с электроприводом. Образец электродрели, который будет описан в этом исследовании, представлен на рис. 1.
Доступны дрели, в которые можно вставлять сверла и другие приспособления с различными диаметрами вала. Различные размеры могут быть 1/4, 1/2, 3/8 и 3/4 дюйма и т. д. Размеры, используемые в домах и в других незначительных целях, составляют 1/4 и 3/8 дюйма. Сверло модели 6404 3/8″ можно использовать и для 1/4 дюйма, и это отличное оборудование для домашнего применения.
Компоненты: Электрическая дрель состоит из двух частей; механические и электрические. Механический объект состоит из механизмов, целью которых является передача, преобразование или приложение усилий. Подсистема Electric содержит компоненты, которые обеспечивают и контролируют электрический поток. Эти две подсистемы более подробно обсуждаются ниже. Сверло модели 6404 3/8″ используется здесь для демонстрации исследования продукта. Детали электродрели указаны под:
Сверло модели 6404 3/8″ используется здесь для демонстрации исследования продукта. Детали электродрели указаны под:
1. Поршневая рукоятка
2. Компенсатор натяжения шнура
3. Электрический шнур
4. Замок переключателя
5. Триггерный переключатель
6. Гаечный ключ
7. Реверсивный переключатель
9 0004 8. Патрон
Материалы: Крышка сверла охватывает и защищает внутренние компоненты сверла. Он обеспечивает устойчивость и легкость при сверлении, позволяя пользователю держаться за прочную основу. Крышка также увеличивает визуальный шарм сверла. Это сделано из полистирола, который является пластиком. Рукоятка корпуса дрели изготовлена из резины.
Триггерный переключатель используется для замыкания цепи внутри дрели, чтобы обеспечить протекание электрического тока. Триггер изготовлен из пластика и внутри прикреплен медными проводами. Электрический шнур используется для передачи электрической энергии от какого-либо внешнего источника энергии к дрели. Эти электрические шнуры состоят из гибких медных проводов.
Эти электрические шнуры состоят из гибких медных проводов.
Патрон является основной частью дрели, которая захватывает сверло и фокусируется на направлении его вращения. Внешняя часть патрона изготовлена из твердого пластика (полистирола), а внутренняя часть патрона — из нержавеющей стали. Гаечный ключ, который используется для затягивания и ослабления сверла из кусков, также изготовлен из нержавеющей стали. Сверла также изготавливаются из нержавеющей стали.
Компенсатор натяжения шнура используется для предотвращения чрезмерного скручивания или протаскивания шнура у основания электродрели. Это предохраняет медные провода внутри устройства для снятия натяжения шнура от разрыва или выпадения из электродрели. Компенсатор натяжения шнура изготовлен из пластика. Замок-переключатель изготовлен из листового металла из мягкой стали.
Процессы: Части крышки сверла изготовлены методом литья под давлением с двумя отдельными формами, а резина для захвата также отлита под давлением и закреплена на пластиковом корпусе с использованием прочного клея. Пластмассы триггерного переключателя изготовлены из литья под давлением, а провода внутри переключателя обычно вытягиваются.
Пластмассы триггерного переключателя изготовлены из литья под давлением, а провода внутри переключателя обычно вытягиваются.
Патрон, основная часть которого изготовлена из нержавеющей стали, состоит из металлического литья, а внешний пластик на патроне снова производится методом литья под давлением. Однако пластмассы, изготовленные методом литья под давлением, могли быть произведены из пластмасс, формируемых под давлением, и другой альтернативой может быть выдувное формование. Металл из нержавеющей стали, который отливается, требует наименьшего уровня механической обработки для чистовой обработки. Наоборот, для изготовления той же детали ковка небольших деталей цилиндрической формы, а затем изготовление нужного патрона на фрезерном станке. Но это увеличит стоимость, поскольку потери будут больше, и для изготовления нужной детали потребуется дополнительная обработка. Замок выключателя изготавливается простым срезным пуансоном.
Сборка/соединение: Электрическая дрель представляет собой сложный внутренний узел, который включает шестерни, подшипники, узел якоря, вентилятор, полевой узел, двигатель, клеммный узел, а затем шнур. Корпус буровой установки в основном имеет L-образную форму, что упрощает процесс сборки и соединения внутренней сборки, а также внешних частей. Корпус буровой установки имеет трехмерное телосложение. Он выполнен трехмерным, чтобы зафиксировать трехмерные составляющие интерьера внутри покрытия. Корпус изготавливается, соединяя внутреннюю и внешнюю части по такой технологии, которая уменьшает размер бура. Сначала внутренние узлы соединяются друг с другом, затем монтируются на корпус вместе с закладными внешними элементами.
Корпус буровой установки в основном имеет L-образную форму, что упрощает процесс сборки и соединения внутренней сборки, а также внешних частей. Корпус буровой установки имеет трехмерное телосложение. Он выполнен трехмерным, чтобы зафиксировать трехмерные составляющие интерьера внутри покрытия. Корпус изготавливается, соединяя внутреннюю и внешнюю части по такой технологии, которая уменьшает размер бура. Сначала внутренние узлы соединяются друг с другом, затем монтируются на корпус вместе с закладными внешними элементами.
Отделка: Отделка применяется к литым частям электродрели, например патрону. Кроме того, используемые пластмассы, полученные литьем под давлением, полируются с помощью метода полировки, известного как PM-F0, коммерчески известного как некосметическая отделка по усмотрению Proto-mould (Rajput, 2007). Другие пластмассы, такие как триггерный переключатель, обрабатываются PM-T1, т.е. текстурой Proto-mould, SPI-C1 с последующей легкой пескоструйной обработкой.
Элементы управления/Эргономика: Блокировка переключателя является основным элементом управления; если пользователь не хочет использовать дрель, переключатель должен быть выключен. В случае, если нажат пусковой переключатель, блокировка переключателя не позволит дрели работать, этот контроль снижает вероятность несчастных случаев. Блокировка переключателя должна быть включена только тогда, когда пользователь хочет управлять электродрелью.
Ключ для зажимного патрона используется для затягивания блока сверлом перед работой. Ключ для патрона обеспечивает надежную фиксацию сверла с заготовкой. В случае, если буровое долото зафиксировано куском и не затянуто должным образом, это может привести к серьезной аварии, приводящей к травмам и повреждениям. Таким образом, гаечный ключ гарантирует, что такой риск аварии с буровым долотом существенно сведен к минимуму.
Одной из особенностей эргономики является то, что рукоятка наклонена под небольшим углом для полной легкости и устойчивости рук пользователя. Рукоятка состоит из каналов для прямой регулировки пальца на держателе сверла.
Рукоятка состоит из каналов для прямой регулировки пальца на держателе сверла.
Источник энергии: Электродрели данной модели питаются от внешнего источника переменного тока. Однако электрические дрели также поставляются с установленными аккумуляторными батареями, что позволяет электродрелям не использовать внешний источник питания; запасной аккумулятор можно использовать в процессе подзарядки аккумулятора. Но в этой модели 6404 3/8″ источником энергии является только внешний источник питания переменного тока.
Сверла на четверть дюйма для этой модели сверл работают до 2250 об/мин, а сверла на три восьмых дюйма — до 2100 об/мин. В модели буровой установки используется небольшой электродвигатель мощностью от 1/6 до 1/4 лошадиных сил. Энергия передается этим двигателем с помощью зубчатых колес на вал, приводящий в движение буровой снаряд и буровое долото.
Этикетки: Модель 6404 3/8″ Электрические дрели маркируются максимальными размерами канала сверла, которые может выдержать сверлильный патрон. В этом случае 3/8 дюйма — это максимальный диаметр сверла. Эта этикетка прикреплена к корпусу электродрели.
В этом случае 3/8 дюйма — это максимальный диаметр сверла. Эта этикетка прикреплена к корпусу электродрели.
Применение: Эта модель электродрели необычайно проста в использовании, поэтому это простое устройство. По сути, нажатие на пусковой переключатель заставляет электродвигатель вращаться, который затем вращает буровое долото. При использовании электродрели необходимо надеть защитные очки и снять свободную одежду. Также можно применять средства защиты органов слуха, чтобы избежать звукового загрязнения. Перед заменой насадок с помощью патронного ключа необходимо отсоединить источник энергии от дрели. Патрон дрели может нагреваться после сверления, поэтому для извлечения сверл разумно использовать перчатки. При бурении дома можно использовать сканирующее устройство для осмотра электропроводки или водопровода. Электродрель должна быть подключена к типу цепи с прерывателем утечки земли.
Техническое обслуживание: Из-за регулярной работы электродрели особенно важно плановое техническое обслуживание. Текущее техническое обслуживание включает в себя использование зубной щетки для удаления стойких грязных пятен с вентилятора дрели. Когда это будет сделано, возьмите чистую ткань и высушите сверло, используя ткань. Кроме того, следует покрыть металлические поверхности легким слоем масла, используя мягкую ткань, чтобы сохранить эти поверхности. Чтобы избежать поломки во время работы, электродрель следует делать острой, когда она кажется тупой. Своевременная заточка или замена сверл важна для предотвращения поломки. Когда электрическая дрель используется в течение длительного времени, дайте ей остыть, чтобы избежать перегрева. Дополнительными средствами для предотвращения этого перегрева являются поддержание гладкости вентиляционных отверстий и двигателя за счет подачи на них сжатого воздуха.
Текущее техническое обслуживание включает в себя использование зубной щетки для удаления стойких грязных пятен с вентилятора дрели. Когда это будет сделано, возьмите чистую ткань и высушите сверло, используя ткань. Кроме того, следует покрыть металлические поверхности легким слоем масла, используя мягкую ткань, чтобы сохранить эти поверхности. Чтобы избежать поломки во время работы, электродрель следует делать острой, когда она кажется тупой. Своевременная заточка или замена сверл важна для предотвращения поломки. Когда электрическая дрель используется в течение длительного времени, дайте ей остыть, чтобы избежать перегрева. Дополнительными средствами для предотвращения этого перегрева являются поддержание гладкости вентиляционных отверстий и двигателя за счет подачи на них сжатого воздуха.
Утилизация: Электрические дрели состоят из различных материалов, поэтому утилизация каждого материала отличается. Переработка стали очень проста, все шестерни, куски, подшипники, сверла, валы, вентиляторы перерабатываются в плавильных цехах..jpg)
