Электрическая схема токарного станка: Ремонт, устройство и схема токарного станка – СамЭлектрик.ру
Содержание
Токарный станок 16К20: технические характеристики, схемы, работа
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский маш после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.

- С – особо точные (мастер).
Ремонт токарно-винторезного станка 16К20
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание
- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.
 010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001 - Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20.041.001
- Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20.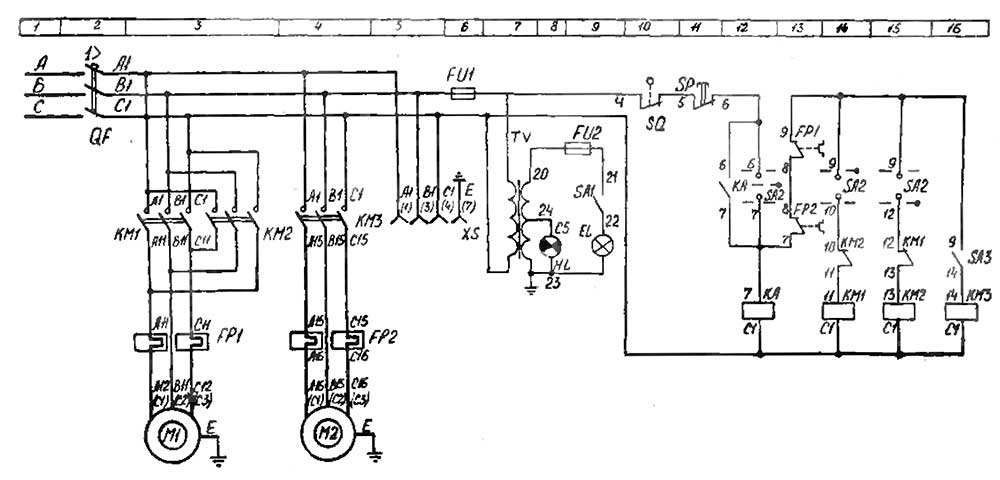 Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К20
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
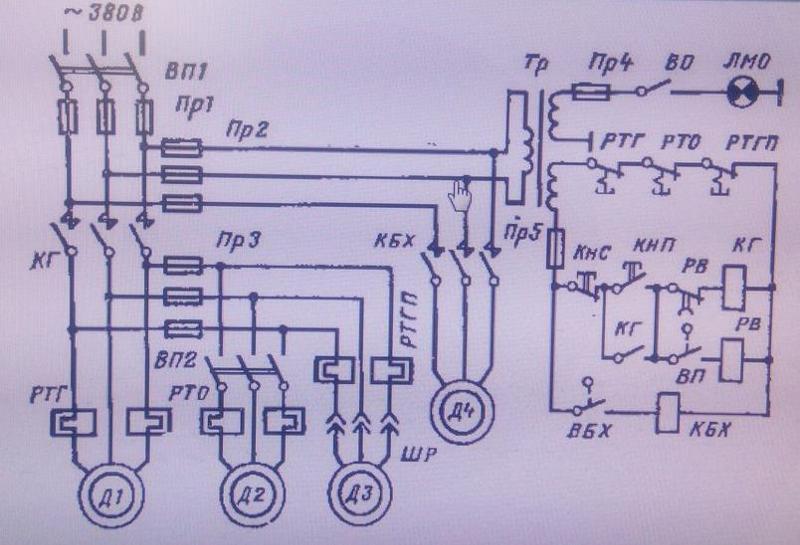
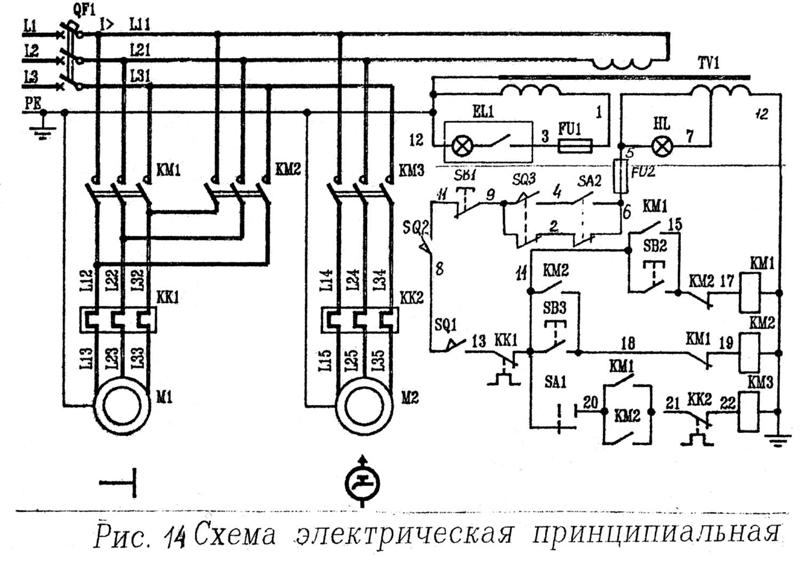
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.

- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.
Схема органов управления токарным станком
Описание электрической схемы
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3. Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8. Пуск и останов электронасоса охлаждения М3 производятся переключателем S7. Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3. Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8. Пуск и останов электронасоса охлаждения М3 производятся переключателем S7. Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени К3, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.

Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Органы управления
На лицевой стороне шкафа управления имеются следующие органы управления:
- рукоятка включения и отключения вводного автоматического выключателя с максимальным и дистанционным расцепителями;
- сигнальная лампа с линзой белого цвета, сигнализирующая о включенном состоянии вводного автоматического выключателя; переключатель для включения и отключения электронасоса охлаждения;
- указатель нагрузки, показывающий загрузку электродвигателя главного привода.

На каретке установлена кнопочная станция пуска и останова электродвигателя главного привода. В рукоятке фартука встроена кнопка включения электродвигателя привода быстрых перемещений суппорта.
Схема токарного станка
Среди металлообрабатывающих устройств, применяемых в промышленности, наиболее многочисленными представителями являются токарные станки. Типовая схема токарного станка, в целом, подходит для всех видов этого оборудования. Однако, существенные различия имеются в их типах и размерах.
Содержание
Основные параметры токарных станков
Прежде всего, каждый станок характеризуется максимально допустимым диаметром детали, которая может обрабатываться над станиной. Чаще всего, это значение выражается в виде общей высоты центров, позволяющей точно определить величину допустимого радиуса детали.
Обязательно учитывается расстояние между обоими центрами, означающее максимальную длину обрабатываемой детали. При этом, задняя бабка находится в крайнем правом положении.
При этом, задняя бабка находится в крайнем правом положении.
В зависимости от высоты центров, все токарные станки состоят из трех основных групп:
- Мелкие – высота центра составляет до 150 мм, расстояние между центрами – не более 750 мм.
- Средние – высота центра составляет от 150 до 300 мм, расстояние – от 1000 до 1500 мм.
- Крупные – высота составляет более 150 мм, расстояние – 1500 мм и более.
Типы токарных станков
В зависимости от своего назначения, схема токарного станка может отличаться от типа устройства.
Существуют следующие виды токарных станков:
- Станки токарно-винторезного типа, с помощью которых выполняются все основные токарные работы, в том числе и нарезание резьбы с применением резца. Они имеют ходовой винт.
- Станки без ходового винта позволяют производить все работы, кроме нарезки резьбы с помощью резца.
- Станки лобовые имеют в конструкции планшайбу с большим диаметром, позволяющую обтачивать крупные детали с небольшой длиной – маховики, шкивы и прочие.

- Станки карусельного типа оборудованы вертикальной осью вращения. Диаметр их стола может достигать 25 метров.
- Многорезцовые станки применяются в тех случаях, когда конструкция деталей предполагает одновременное использование сразу нескольких резцов для обработки.
- Револьверные станки используются при обработке большого количества одинаковых деталей. Большинство таких деталей идет в обработку с заранее просверленными осевыми отверстиями.
- Более производительными считаются автоматические и полуавтоматические станки. Нередко, применяются станки с высокой точностью, которые позволяют обрабатывать коленчатые валы, прокатные валики и другие аналогичные детали.
Конструкции токарных станков постоянно улучшаются и совершенствуются. Благодаря своим качествам, они занимают ведущее место во всех отраслях промышленности, связанных с металлообработкой.
Какой двигатель использовать в самодельном токарном станке
токарный станок%20машина%20электрический%20схема техпаспорт и примечания по применению
| Каталог Технический паспорт | MFG и тип | ПДФ | Теги документов |
|---|---|---|---|
центральный токарный станок Реферат: fanuc 31i FANUC fanuc 18i fanuc 0i fanuc manual guide 0i Fanuc cnc fanuc модель fanuc 16i ОБЫЧНЫЙ ФРЕЗЕРНЫЙ СТАНОК | Оригинал | ||
вентилятор 31i Реферат: fanuc 16i fanuc 18i fanuc 0i ОБЫЧНЫЙ ФРЕЗЕРНЫЙ СТАНОК простое сверление с ЧПУ fanuc серии 31i-модель a Fanuc cnc fanuc серии 31i-модель T101 | Оригинал | 16i/18i/21i-МОДЕЛЬ 30i/31i/32i-МОДЕЛЬ LCD15 wi84-5555 МГи-04, фанук 31i фанук 16i фанук 18i фанук 0i ОБЫЧНЫЙ ФРЕЗЕРНЫЙ СТАНОК простое сверление с чпу fanuc серии 31i-модель а ЧПУ Фанук Fanuc серии 31i-модель Т101 | |
1999 — качество Аннотация: токарные станки ТИ-30Х | Оригинал | ТИ-30Х качество токарные станки ТИ-30Х | |
Схема ЧПУ Fanuc Резюме: FANUC PARAMETER C Language Executor СХЕМА ЦЕПЕЙ ЧПУ Лестничная схема серводвигателя переменного тока Схема серводвигателя переменного тока с ЧПУ Fanuc простая схема лестничного двигателя кабель fanuc FANUC TURN MATE | Оригинал | ||
Кабельный соединитель MIL-STD-1553 Реферат: Разъем MIL-STD-1553 SOURIAU 8972 sn 2509 k Спецификация шпинделя токарного станка SN855 2297K 1458 SN2428 SOURIAU | Оригинал | ДЖВ/ХТН-SN1339 МИЛ-СТД-1553/1760 Кабельный разъем MIL-STD-1553 Разъем MIL-STD-1553 СУРИО 8972 сн 2509 к Спецификация шпинделя токарного станка SN855 2297К 1458 SN2428 СУРИО | |
вентилятор 31i Реферат: ПАРАМЕТРЫ FANUC панель fanuc i СХЕМА ЧПУ fanuc ИМПУЛЬСНЫЙ КОДЕР FANUC Принципиальная схема ЧПУ Fanuc ЧПУ Fanuc серводвигатель с ЧПУ Серводвигатель Fanuc | Оригинал | 31i-повесить 30и-Б 31и-Б5 F30i-B фанук 31i ПАРАМЕТР ФАНУК фанук панель я СХЕМА ЧПУ ИМПУЛЬСНЫЙ КОДЕР fanuc ФАНУК Принципиальная схема ЧПУ Fanuc ЧПУ Фанук серводвигатель с чпу Серводвигатель Fanuc | |
1997 — Недоступно Резюме: нет абстрактного текста | Оригинал | ||
Недоступно Резюме: нет абстрактного текста | OCR-сканирование | ||
2008 — митутойо Аннотация: корпорация sodick NISSEI | Оригинал | 18т125т) 20т120т) 18т100т) 30т50т) 30т100т) Митутойо содик Корпорация НИССЕЙ | |
митутойо Резюме: нет абстрактного текста | OCR-сканирование | ||
зуммер cmb звезда Реферат: зуммер RMB Star зуммер cmb 12 Star зуммер cmb Star micronics Star mmb 01 зуммер cmb TMB-05 зуммер tmb TMB-05 зуммер зуммер RMB | Оригинал | ТМБ-05 МБ-РПД-C12-23) ТМБ-12 МАКС50 jp/eng/products/transduc/tr06 зуммер cmb звезда зуммер юаней звезда зуммер cmb 12 звезд зуммер cmb Star micronics Звезда ммб 01 зуммер ТМБ-05 зуммер тмб Зуммер ТМБ-05 зуммер юаней | |
2008 — электронный балласт для ультрафиолетовой лампы Реферат: на 350х сверлильном станке Х313 | Оригинал | ||
Недоступно Резюме: нет абстрактного текста | OCR-сканирование | ЭЛ2020Д 100 футов, 400 футов | |
КФ0604Д Реферат: KR2025AX KR2040AX KG1025D KB20C02A KC2040AX KT20C08A KC2025AX KT20R16A KB20C06A | OCR-сканирование | KD40C10AX KD40C15AX КД40К25АКС KB20C02A KB40C02A KB20C03A KB40C03A KB20C04A KB40C04A KB20C05A KF0604D КР2025AX КР2040АХ КГ1025Д KC2040AX КТ20С08А KC2025AX КТ20Р16А KB20C06A | |
С3311 Аннотация: C3312 | OCR-сканирование | C3311 C3312 ECS-C3310 0000 МГц — 36 0000 МГц I25TC C3311 C3312 | |
топкон Аннотация: Митутойо Сеймицу Содик Никон | Оригинал | ||
Двигатель шпинделя Fanuc Резюме: кабель fanuc fanuc 31i FANUC Fanuc двигатель fanuc шпиндель fanuc ibz Fanuc двигатель biI fanuc power Серводвигатель Fanuc | Оригинал | Би-01, Шпиндельный двигатель Фанук кабель фанук фанук 31i ФАНУК Мотор Фанук шпиндель фанук фанук ибз Fanuc Motor biI сила фанука Серводвигатель Fanuc | |
2000 — Аллен Брэдли 8601 Реферат: g80 n60 контактор allen bradley c60 RS-274-D Отчет о шпинделе токарного станка по проекту системы парковки с использованием PLC allen bradley 5572 принтер epson m150 SHAFT ENCODER ch 8501 ЗАМЕНА ТРАНЗИСТОРА | Оригинал | UM511A— Аллен Брэдли 8601 г80 н60 контактор allen bradley c60 РС-274-Д Токарный шпиндель отчет о проекте системы парковки с использованием ПЛК Аллен Брэдли 5572 принтер эпсон м150 ВАЛ КОДЕР ch 8501 ЗАМЕНА ТРАНЗИСТОРА | |
1994 — арбитражная схема 8051 Резюме: HC11 8051 pic COP8 EEPROM программа National Semiconductor COP8 замечание по применению | Оригинал | 15-битный RS232 арбитражная схема 8051 HC11 8051 фото Программа COP8 EEPROM национальная полупроводниковая записка по применению COP8 | |
МЭК 60384-14 250 В переменного тока Аннотация: LM3661TL-1.25 | Оригинал | TMCF28 250 В переменного тока 400 В постоянного тока 500 В постоянного тока МЭК 60384-14 250 В переменного тока ЛМ3661ТЛ-1,25 | |
Д2889 Реферат: THCT2000 da 1191 Преобразователи THCT2000M для автомобилей THCT2000E II11J СЧЕТЧИК THCT2000 | OCR-сканирование | ТХСТ2000М, THCT2000E Д2889. 16-битный THCT2000 Д2889 1191 г. THCT2000M преобразователи для автомобилей THCT2000E II11J СЧЕТЧИК THCT2000 | |
2002 — Недоступно Резюме: нет абстрактного текста | Оригинал | ||
2011 — Максвелл Резюме: даташит BMOD0094 Maxwell PROCESS boostcap | Оригинал | BMOD0094 СН-1728 D-82205 Максвелл даташит ПРОЦЕСС Максвелла бусткап | |
СЧЕТЧИК THCT2000 Реферат: THCT2000 THCT2000E THCT2000M D539THCT200 | OCR-сканирование | ТХСТ2Д00М, THCT2000E 16-битный THCT2000 СЧЕТЧИК THCT2000 THCT2000E THCT2000M Д539 THCT200 | |
Недоступно Резюме: нет абстрактного текста | Оригинал | BMOD0094 СН-1728 D-82205 | |
 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»>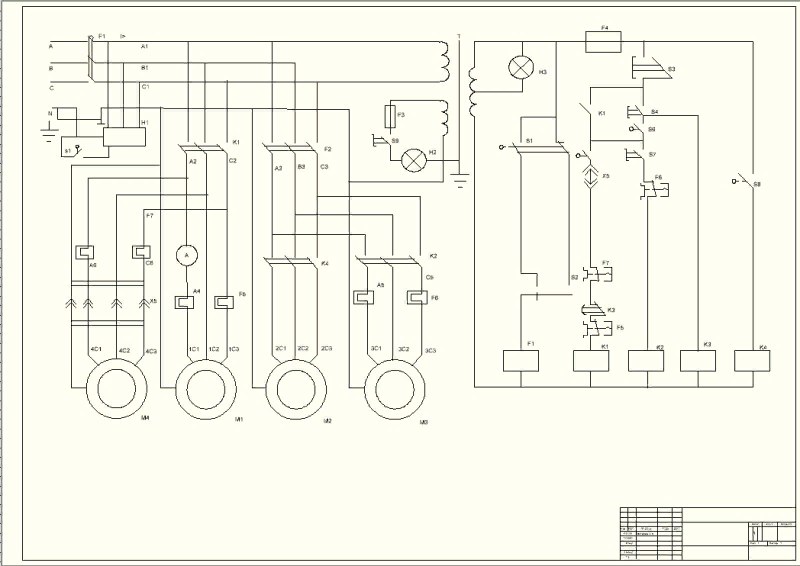 org/Product»>
org/Product»> org/Product»>
org/Product»> Предыдущий
1
2
3
4
5
6
Следующие
Схемы подключения — LittleMachineShop.
 com
com
На этих схемах показаны различные варианты использования плат контроллеров, которые мы продаем.
|

 Переключатель F/O/R и потенциометр заменены на
Переключатель F/O/R и потенциометр заменены на