Электрическая схема вм 127м: Консольно-фрезерный станок ВМ127М, схема электрическая принципиальная
Содержание
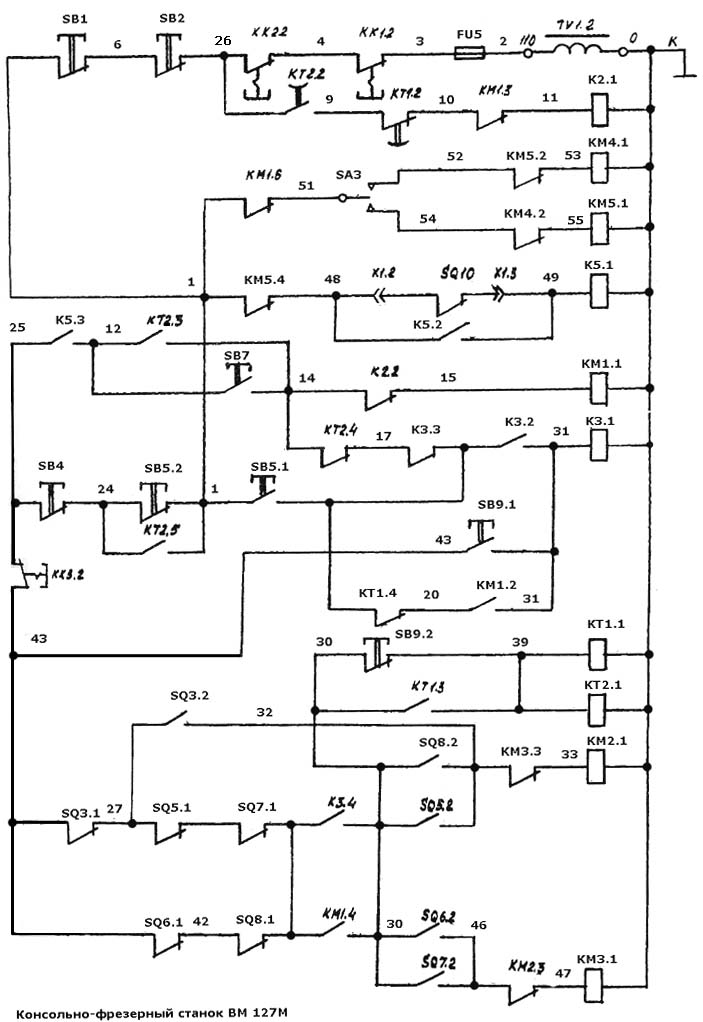
Цветная электросхема фрезерного станка ВМ 127М
Собрать электрическую схему своими руками совсем несложно, если вы обладаете должным уровнем знаний по электротехнике, даже отличным знанием электротехники.
Как ы понимаете это дело не для новичков и тех, кто не понимает ничего в электрических схемах. Разберем этапы работы на примере фрезерного станка и узнаем что такое принципиальная электрическая схема фрезерного станка.
Включение, выключение и торможение шпинделя
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель KM1 и реле времени KT1, KT2. Пускатель KM1 подает напряжение 380 В на двигатель M1, а KT2 своими замыкающими контактами блокирует выключатель SB7.
Для выключения шпинделя необходимо нажать кнопку SB4, отключаются пускатель KM1 и реле времени KT1, KT2. Через 1, 2 с включится пускатель K2, который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5, 6 с замыкающие контакты реле времени KT2 выключают пускатель K2, а K2 соответственно отключит динамическое торможение шпинделя.
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SB9, включается пускатель K3 и электромагнит быстрого хода YA. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Принцип действия
Принцип действия основан на отображении работы каких-либо конечных приемников электрической энергии от работы или взаимодействия остальных компонентов, входящий в данную принципиальную электрическую схему фрезерного станка.
На нашем примере — это отработка магнитных пускателей в зависимости от положения рукояток управления, положения концевых выключателей, состояния тепловых реле и т. п.
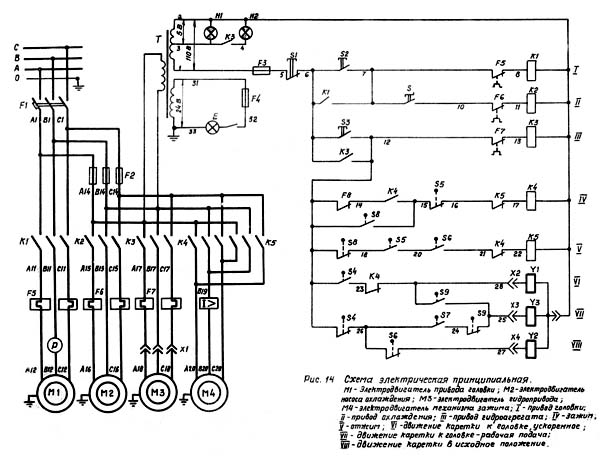
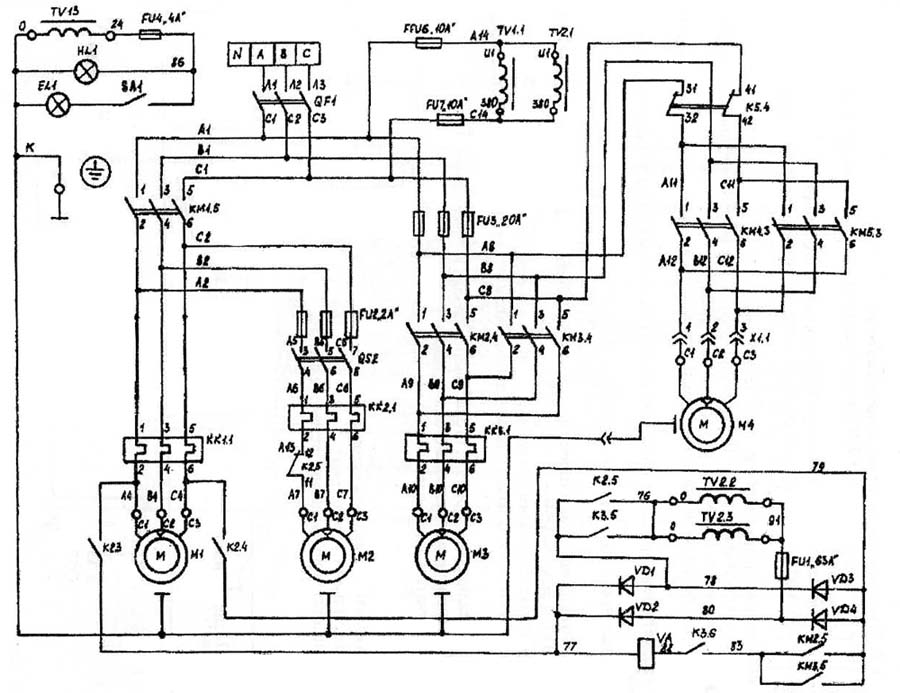
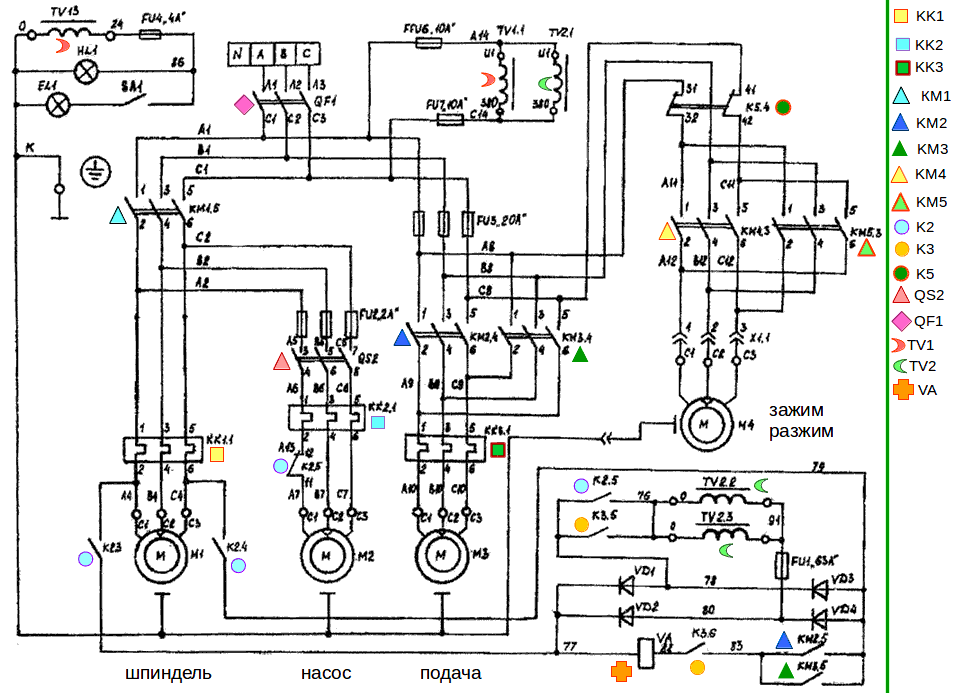
Принципиальная электрическая схема управления ЭП вертикально-фрезерного станка
Функциональное назначение
KM1 — подключает напряжение 380 В к приводу главного движения M1 и двигателю насоса охлаждения M2; KM2, KM3 — подключают напряжение 380 В к приводу подач M3; KM4, KM5 — подключают напряжение 380 В к двигателю механизма крепления инструмента; K2 — включает динамическое торможение шпинделя; K3 — включает быстрый ход привода подач и импульсное включение привода главного движения при переключении скоростей шпинделя; K5 — подготавливает цепь включения привода главного движения после зажима инструмента: KT1 — задает время вращения шпинделя после его выключения до включения торможения. KT2 — задает время торможения шпинделя; QF1 — вводной выключатель; QS2 — переключатель насоса охлаждения; SQ3 — выключатель импульсного включения привода подач при переключении скоростей; SQ5, SQ7 — выключатель привода стола «вперед-назад» и «вверх-вниз»; SQ6, SQ8 — выключатель привода стола «влево-вправо»; SQ10 — выключатель блокировки главного движения и подач при зажиме инструмента.
KT2 — задает время торможения шпинделя; QF1 — вводной выключатель; QS2 — переключатель насоса охлаждения; SQ3 — выключатель импульсного включения привода подач при переключении скоростей; SQ5, SQ7 — выключатель привода стола «вперед-назад» и «вверх-вниз»; SQ6, SQ8 — выключатель привода стола «влево-вправо»; SQ10 — выключатель блокировки главного движения и подач при зажиме инструмента.
Зажим инструмента
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) установить в положение «Зажим» и удерживать рукой. При этом срабатывает пускатель КМ4, который подает напряжение на двигатель механизма зажима инструмента М4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончании зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5.1, который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
Разжим инструмента: тумблер SA3 установить в положение «Разжим» и удерживать рукой. При этом срабатывают пускатели КМ5.1. Пускатель КМ5.3. подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжима инструмента контролируется визуально. Примечание: Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5 При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4 При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400об/мин)
При этом срабатывают пускатели КМ5.1. Пускатель КМ5.3. подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжима инструмента контролируется визуально. Примечание: Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5 При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4 При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400об/мин)
Фрезерный станок для производства рекламы с ЧПУ
Особенности 1. Фрезерный станок для производства рекламы SK1218 имеет современный дизайн. Наш фрезерный станок для производства рекламы отличается высокой точностью работы, высокой жёсткостью и низким уровнем производственных ошибок. 2. Наш фрезерный станок имеет совершенную конструкцию с шариковым винтом высокой точности и мощным диском, что позволило добиться очень высокой точности гравировки. 3. Наш фрезерные станок для производства рекламы с ЧПУ SK1218 удобен в обслуживании. В своей конструкции, он использует модульную структуру, которая позволяет гарантировать быструю разборку и сборку станка, что значительно облегчает ремонтные работы. 4. Основные конструкционные детали нашего станка произведены иностранными компаниями, что позволяет гарантировать их качество.
3. Наш фрезерные станок для производства рекламы с ЧПУ SK1218 удобен в обслуживании. В своей конструкции, он использует модульную структуру, которая позволяет гарантировать быструю разборку и сборку станка, что значительно облегчает ремонтные работы. 4. Основные конструкционные детали нашего станка произведены иностранными компаниями, что позволяет гарантировать их качество.
Применение Фрезерный станок для производства рекламы с ЧПУ SK1218 имеет широкую сферу применения, например, используется в процессе производства рекламных щитов, при строительных работах, при резки акрила, при термическом формировании моделей, при изготовлении изделий из дерева и т.д. Наш фрезерный станок для производства рекламы может обрабатывать железо, медь, алюминий, пластик и многие другие материалы.
Технические параметры фрезерного станка для производства рекламы SK1218 Модель Фрезерный станок SK1218 Рабочая зона XY 1200*1800мм Рабочая зона Z 80мм Мотор шпинделя 1.5кВт или 2.2кВт Рабочий режим Шаговый Система управления DSP или PCI система контроля Точность позиционирования 0.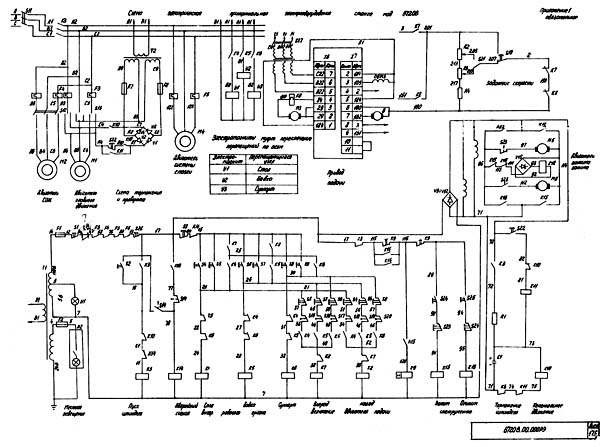 02/300мм Точность перемещения 0.01мм Мак. скорость 0 — 4,000мм/мин Мак.высота подачи 120мм Программное обеспечение Тип 3, ArtCAM, NC Studio Гравирующий инструмент G код x, u00 x, mmg x, plt Движение X Y Шариковый винт Операционное напряжение AC220В/ 50-60Гц Операционная температура 0-45º Операционная влажность 35%-70% Вес нетто 550кг Размер упаковки 250*175*150см
02/300мм Точность перемещения 0.01мм Мак. скорость 0 — 4,000мм/мин Мак.высота подачи 120мм Программное обеспечение Тип 3, ArtCAM, NC Studio Гравирующий инструмент G код x, u00 x, mmg x, plt Движение X Y Шариковый винт Операционное напряжение AC220В/ 50-60Гц Операционная температура 0-45º Операционная влажность 35%-70% Вес нетто 550кг Размер упаковки 250*175*150см
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три. фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SВ9, включается пускатель КЗ и электромагнит быстрого хода УА. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Виды
Различают такие виды электросхем:
- структурная, которая определяет взаимосвязь частей электрооборудования;
- функциональная, определяющая электрические процессы в отдельном узле, полностью для чпу станка;
- принципиальная, в которой отражены все элементы, дается представление относительно принципа работы;
- соединения монтажного плана для подключений к электросети;
- расположения частей электроустройств, проводниковой и кабельной продукции.
Техническая документация устройства обычно содержит принципиальную электросхему и схемы расположения электрооборудования. Ее выполняют, не придерживаясь масштаба и не указывая, как в действительности расположены отдельные элементы.
Регулировка цепи торможения шпинделя
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1, КТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным в п. 7.6.5.
Для проведения регулировки необходимо: подать питание на станок включить шпиндель
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает I сек., повернуть регулятор реле времени КТ1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2 срабатывает менее , чем 1 сек. после отключения шпинделя, тогда регулятор реле КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
Мини фрезерный станок с ЧПУ
Разрезание различных материалов с помощью движущей фрезы производится на фрезерных станках, которые представлены многими видами. Это горизонтальный, широкоуниверсальный, консольный вертикальный, безконсольный, продольный станок. Управление на них производится вручную, автоматизировано с помощью Числового программного обеспечения (ЧПУ). Станки, имеющие ЧПУ, отличаются высокой скоростью, точностью изготовления деталей. При работе на фрезерном станке с ЧПУ на обработку детали требуется значительно меньше времени, чем при работе на аналогах с ручным или автоматизированным управлением.
Мини фрезерный станок с ЧПУФрезерование корпусов металлических деталей на мелкосерийном производстве, в ремонтных мастерских, при выпуске деталей небольших размеров, в автосервисах, школьных мастерских нет необходимости иметь стационарный фрезерный станок. Вполне подойдет мини фрезерный станок с ЧПУ. Это настольный станок, имеющий прекрасные технические характеристики и приемлемую в сравнении с другими станками цену. Они имеют небольшие габариты, просты в конструкции. При установке такого станка не требуется прокладывать усиленный кабель для электропитания. Станку требуется питание 220В, а не 380В.
Вполне подойдет мини фрезерный станок с ЧПУ. Это настольный станок, имеющий прекрасные технические характеристики и приемлемую в сравнении с другими станками цену. Они имеют небольшие габариты, просты в конструкции. При установке такого станка не требуется прокладывать усиленный кабель для электропитания. Станку требуется питание 220В, а не 380В.
Мини фрезерный станок с ЧПУНебольшой станок дает возможность качественно выполнять раскрой материала, изготавливать изделия сложной плоской и пространственной формы. Человеческий фактор уходит на последнее место, так как вся работа ведется на основе программ.
Мини фрезерный станок с ЧПУ выполняется с достаточно жесткой станиной, с точными узлами привода для устранения люфтов и зазоров. Материалы на изготовление ходовой части используют износоустойчивые.
Система электронного оборудования защищает работающего от возможных ошибок, как неправильная последовательность или иная ошибка предупреждается подачей звукового оповещающего сигнала. Поэтому брак при работе практически исключен. Станки с ЧПУ оснащены системой, которая заранее просматривает процесс, проводит анализ, при необходимости сокращает движение. Мини фрезерный станок с ЧПУАвтоматическая система, поддерживающая двойной проход, позволяет добиться высокого качества при работе с МДФ, пластиком. Пакетная обработка повышает отдачу при работе с партиями изделий. При этом значительно сокращается время. Для небольших мастерских, гаражей подойдет мини фрезерный станок с ЧУП со стандартной комплектацией. Размеры рабочего поля стола обычно имеют от 300х300, 400х400, 600х900 миллиметров.
Поэтому брак при работе практически исключен. Станки с ЧПУ оснащены системой, которая заранее просматривает процесс, проводит анализ, при необходимости сокращает движение. Мини фрезерный станок с ЧПУАвтоматическая система, поддерживающая двойной проход, позволяет добиться высокого качества при работе с МДФ, пластиком. Пакетная обработка повышает отдачу при работе с партиями изделий. При этом значительно сокращается время. Для небольших мастерских, гаражей подойдет мини фрезерный станок с ЧУП со стандартной комплектацией. Размеры рабочего поля стола обычно имеют от 300х300, 400х400, 600х900 миллиметров.
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Документация на станок
Документация на станок
 ..
.. ..
.. Паспорт
Паспорт
 ..
..