Электрические схемы контактной сварки: Электрическая схема контактной сварки
| Сварочный ток |


 Чтобы закрепить теоретический материал, рекомендуется ознакомиться с обучающим видео, где подробно рассказывается о точечной сварке. Это позволяет понять визуально, как же это все правильно осуществляется.
Чтобы закрепить теоретический материал, рекомендуется ознакомиться с обучающим видео, где подробно рассказывается о точечной сварке. Это позволяет понять визуально, как же это все правильно осуществляется. Необходимо сделать два витка. Для того чтобы соединить две части сердечника потребуется эпоксидная смола.
Необходимо сделать два витка. Для того чтобы соединить две части сердечника потребуется эпоксидная смола.
 Он перемещается по всему участку соединения двух свариваемых деталей и образует дугу, которая расплавляет их. На мощность этой дуги оказывает влияние показатель величины тока, время его воздействия и сжатие металлов, от которой зависит размер дуги. Самодельная контактная сварка подразделяется на: стыковую, точечную, шовную и рельефную.
Он перемещается по всему участку соединения двух свариваемых деталей и образует дугу, которая расплавляет их. На мощность этой дуги оказывает влияние показатель величины тока, время его воздействия и сжатие металлов, от которой зависит размер дуги. Самодельная контактная сварка подразделяется на: стыковую, точечную, шовную и рельефную.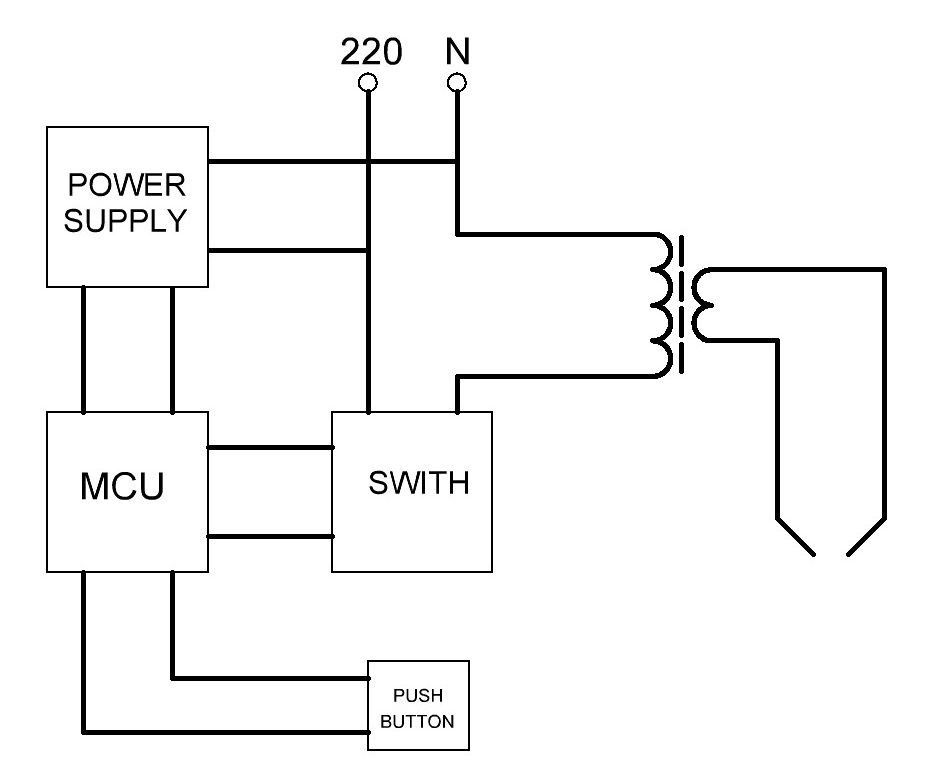
 По цепочке от входного трансформатора «Ток», заряжается конденсатор. Также в схеме отображено выпрямление тока диодами D6-D7.
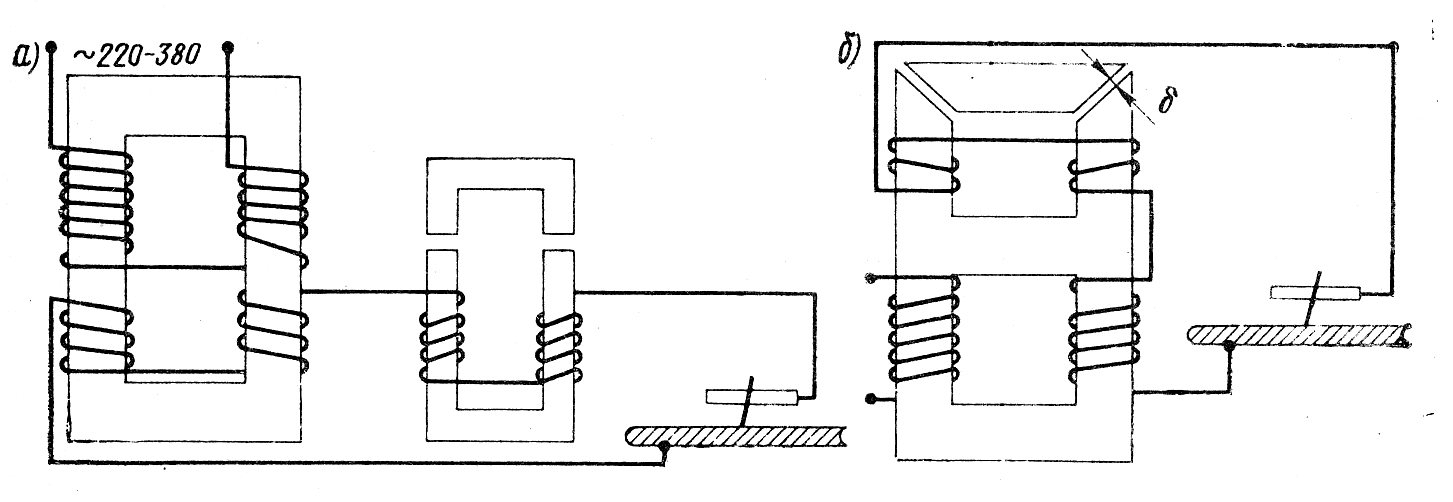
По цепочке от входного трансформатора «Ток», заряжается конденсатор. Также в схеме отображено выпрямление тока диодами D6-D7. Главное, чтобы он был выполнен из стали, а показатель его сечения был не менее 60 см². Далее, стальные пластины надо плотно укомплектовать и стянуть с помощью болтов, диаметр которых составляет 8 мм. Чтобы придать устройству большую прочность, с боковой стороны сердечник укрепляется П-образным профилем или уголком.
Главное, чтобы он был выполнен из стали, а показатель его сечения был не менее 60 см². Далее, стальные пластины надо плотно укомплектовать и стянуть с помощью болтов, диаметр которых составляет 8 мм. Чтобы придать устройству большую прочность, с боковой стороны сердечник укрепляется П-образным профилем или уголком.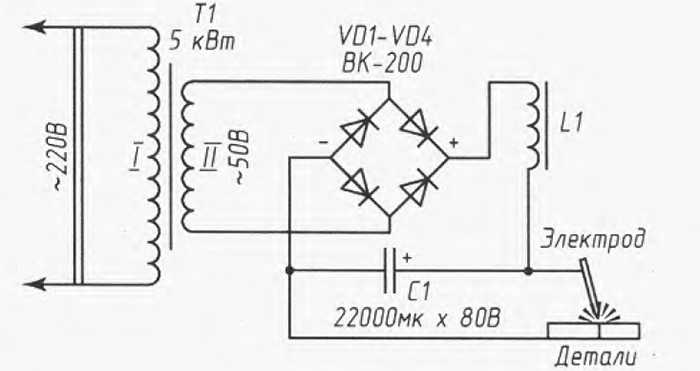 Все окончания обмотки направляются на верхнюю часть сердечника, в них делается отверстие, в котором при помощи болта будет крепиться кабель, соединяемый с контактным блоком сварочного аппарата.
Все окончания обмотки направляются на верхнюю часть сердечника, в них делается отверстие, в котором при помощи болта будет крепиться кабель, соединяемый с контактным блоком сварочного аппарата.

 Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.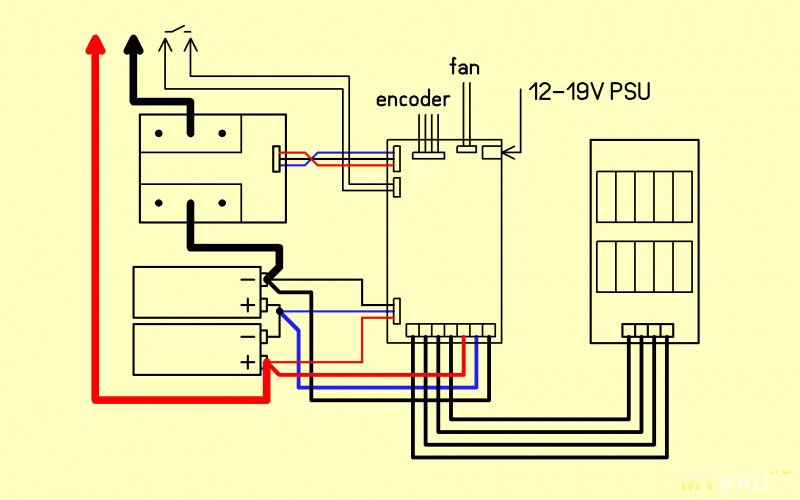 Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
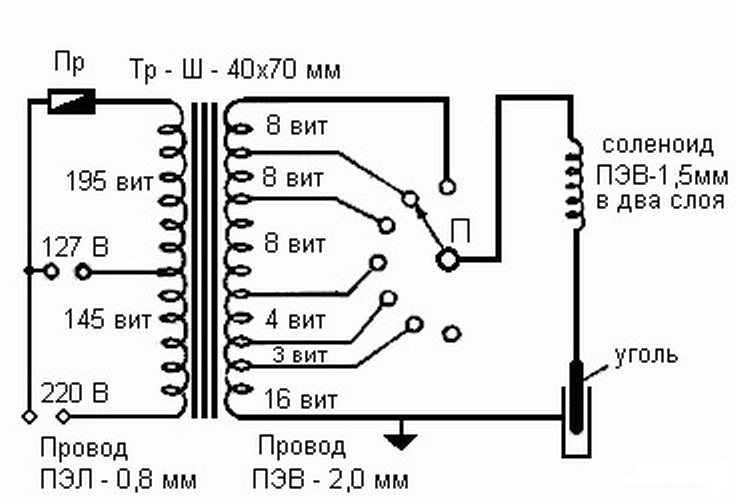
Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них. Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.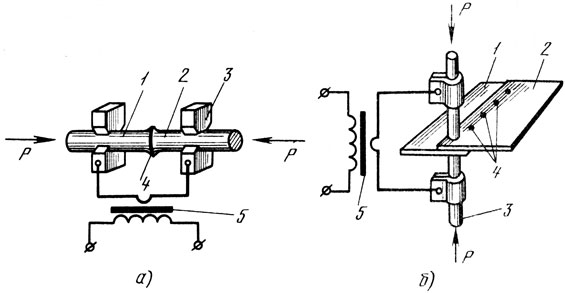
 Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.Электрическая схема сварочного агрегата
Использование: изобретение относится к области электрооборудования сварочных агрегатов и может быть реализовано в конструкциях полуавтоматических сварочных агрегатов, используемых для контактной сварки деталей. Сущность изобретения: схема содержит автоматический выключатель, переключатель ступеней, сварочный трансформатор, регулятор времени, контактор и контактор пневмоклапана, а также предохранитель и педаль включения. Регулятор времени выполнен на базе логических микросхем. Контакторы выполнены на базе тиристоров. 5 з.п. ф-лы, 4 ил.
Сущность изобретения: схема содержит автоматический выключатель, переключатель ступеней, сварочный трансформатор, регулятор времени, контактор и контактор пневмоклапана, а также предохранитель и педаль включения. Регулятор времени выполнен на базе логических микросхем. Контакторы выполнены на базе тиристоров. 5 з.п. ф-лы, 4 ил.
Изобретение относится к области электрооборудования сварочных агрегатов и может быть использовано в конструкциях полуавтоматических сварочных агрегатов, используемых для контактной сварки деталей, преимущественно из низкоуглеродистой стали.
Известные электрические схемы (см. например, техническое описание к сварочным агрегатам МТ-1610 и М-2510, стр. 10-11), содержит, как, правило, такие узлы как автоматический выключатель, переключатель ступеней, сварочный трансформатор, регулятор времени, контактор ингнитронный, контактор пневматического клапана, предохранитель и педаль включения, причем автоматический выключатель посредством переключателя ступеней соединен со сварочным трансформатором, а посредством регулятора времени с контакторами и педалью включения.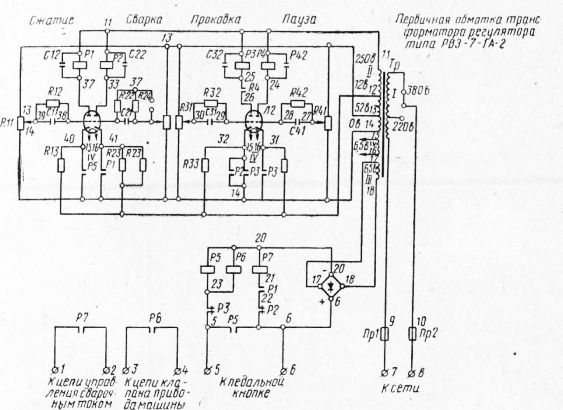 Предохранитель подключен к автоматическому выключателю.
Предохранитель подключен к автоматическому выключателю.
Недостатками известной схемы следует признать низкую надежность, низкую точность установки времени технологического цикла сварки, низкие надежность и электробезопасность сварки, связанные с необходимостью подвода охлаждающей воды для игнитронов, наличие ртутного катода в игнитронах, а также наличием системы реле в регуляторе времени и контакторах.
Технической задачей, на решение которой направлено настоящее изобретение, является разработка усовершенствованной электрической схемы полуавтоматического сварочного агрегата.
Техническим эффектом от внедрения настоящего изобретения является разработка высоконадежной и безопасной схемы, позволяющей с высокой точностью усовершенствовать интервалы времени технологического цикла.
Вышеуказанный технический эффект достигается тем, что вместо игнитронного контактора использован контактор на не менее двух встречно параллельно включенных тиристоров, контактор пневмоклапана также выполнен на тиристорах, регулятор времени выполнен на базе логических микросхем и усилителя.
Преимущественно контактор выполнен на базе двух встречно параллельно включенных тиристоров, регулятор времени на базе семи логических микросхем, подключенных к транзисторному усилителю, контактор пневмоклапана на базе маломощного тиристора.
Заявитель отмечает, что хотя использование вышеуказанных вариантов на сегодняшний день действительно является предпочтительным, однако существует много вариантов другого исполнения указанных узлов. Преимущественно на выходе каждой микросхемы, тиристора и транзистора подключен контролирующий вывод, который может быть присоединен к отдельному выходу, в частности светодиоду или к колодке разъема.
Заявитель отмечает, что вышеуказанный технический эффект достигается только при использовании всей совокупности существенных признаков, введенных заявителем в независимый пункт формулы изобретения. Признаки, введенные заявителем в зависимые пункты формулы изобретения, развивают и уточняют признаки в независимом пункте формулы изобретения.
Изобретение отличается от ближайшего аналога тем, что: а/ контактор выполнен на базе не менее двух встречно параллельно включенных тиристоров; б/ контактор пневмоклапана выполнен на базе тиристора; в/ регулятор времени выполнен на базе сборки логических микросхем усилителя.
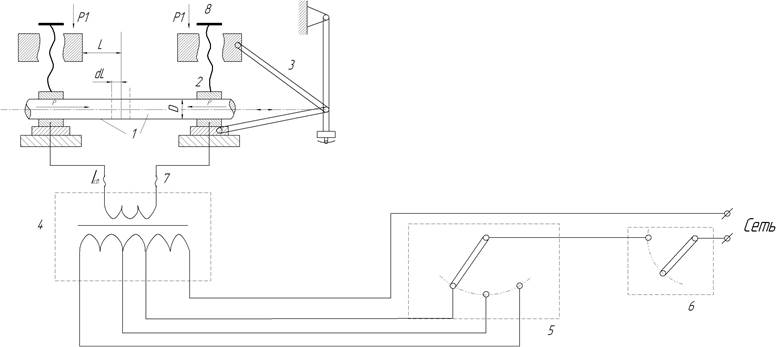
Изобретение иллюстрировано графическим материалом, где на фиг. 1 приведена структурная схема сварочного агрегата, на фиг.2 структурная схема регулятора времени, на фиг.3 принципиальная электрическая схема контактора, на фиг.4 принципиальная электрическая схема контактора пневмоклапана. Заявителем использованы следующие обозначения: фиг.1 показаны: 1 автоматический выключатель, 2 тиристорный контактор, 3 переключатель ступеней, 4 сварочный трансформатор, 5 блок питания, 6 реле времени,
7 контактор пневмоклапана,
8 обмотка пневмоклапана,
9 пусковая педаль,
10 электроды;
фиг.2 показаны:
10 пусковое устройство,
11 электронное реле времени сжатия,
12 электронное реле времени сварки,
13 электронное реле времени проковки,
14 задающий генератор,
15 триггер,
16 схема управления усилителя,
17 усилитель мощности тиристорного контактора,
18 усилитель мощности контактора пневмоклапана;
фиг. 3 показаны:
3 показаны:
19 диоды,
20 резисторы,
21 тиристоры,
22 импульсный трансформатор;
фиг. 4 показаны:
23 диоды;
24 резистор;
25 тиристор,
26 импульсный трансформатор.
Регулятор времени выполнен на логических микросхемах серий 15 155, 555, 218 и транзисторах серий КТ 315, КТ 807, контактор выполнен на тиристорах типа Т 320, Т 630. Контактор пневмоклапана выполнен на тиристоре типа КУ 208. Контрольные вывода могут быть подсоединены к светодиоду (ам) типа АЛ 307.
Заявленная электрическая схема работает следующим образом: фиг. 1 после включения автоматического выключателя /1/ сетевое напряжение 380 В подается на тиристорный контактор 2, блок питания 5. Схемное решение электронного реле времени 6 позволяет установить все электронные реле времени (фиг.2 п.11, 12, 13) в нулевое положение. Сварочный агрегат готов к работе. Оператор ручками управления на электронном реле времени 6 устанавливает заданный режим сварки согласно технологической карты (величины времени сжатия, сварки, проковки, а переключателем ступеней 3 максимальный ток сварки).
После нажатия пусковой педали 9 запускается электронное реле времени 6, которое обеспечивает управление тиристорным контактором 2 и контактором пневмоклапана 7, согласно заданному режиму сварки.
После окончания цикла сварки система возвращается в исходное состояние. Диапазон регулирования электронного реле времени выбран согласно паспортным данным для используемых станков.
Рассмотрим работу электронного реле времени 6 на фиг. 2: после нажатия педали пусковой (фиг. 1 п. 9) срабатывает пусковое устройство 10, которое запускает электронное реле времени сжатия 11 и триггер 15. Сигнал от триггера 15 поступает в схему управления усилителями 17 и далее на усилитель мощности 18, тем самым включается пневмоклапан. Время сжатия будет определяться уставкой для электронного реле времени сжатия 11. После отрабатывания электронного реле времени сжатия 11 запускается электронное реле времени сварки 12 и после его срабатывания сигнал поступает в схему управления усилителя 17, далее на усилитель мощности 18, тем самым включается тиристорный контактор, подающий питание на сварочный трансформатор (фиг. 1 п. 4). Время сварки будет определяться уставкой для электронного реле времени сварки 12. После отрабатывания электронного реле времени сварки 12 тиристорный контактор выключается и запускается электронное реле времени проковки 13, после отрабатывания которого выключается пневмоклапан и подается команда возврата системы в начальное состояние. Тиристорный контактор (фиг. 3) и контактор пневмоклапана (фиг. 4) управляются импульсным напряжением частотой f и значениями, определяемыми типом выбранных тиристоров.
1 п. 4). Время сварки будет определяться уставкой для электронного реле времени сварки 12. После отрабатывания электронного реле времени сварки 12 тиристорный контактор выключается и запускается электронное реле времени проковки 13, после отрабатывания которого выключается пневмоклапан и подается команда возврата системы в начальное состояние. Тиристорный контактор (фиг. 3) и контактор пневмоклапана (фиг. 4) управляются импульсным напряжением частотой f и значениями, определяемыми типом выбранных тиристоров.
Использование данной электросхемы позволяет исключить все релейные контакты как слаботочные, так и силовые; игнитрон, требующий охлаждения водой; релейное пусковое устройство к игнитрону; предварительную тренировку перед установкой, подготовки к работе (не менее 30 минут).
Улучшить качество и уменьшить время сварки за счет включения тиристора при меньшем напряжении чем у игнитрона и стабильности включения тиристора. Высокая стабильность работы электронного реле времени и повышение надежности его работы, а также повышение производительности станка за счет уменьшения времени сварки при хорошем качестве, выведение контрольных точек позволяет вести диагностику работоспособности всей системы, вплоть до выявления вышедшего из строя элемента без применения спецаппаратуры, что облегчает обслуживание агрегата. Обеспечивает электробезопасную работу, так как цепи управления гальванически развязаны от силовых цепей; быструю готовность агрегата к работе сразу после включения автоматического выключения.
Высокая стабильность работы электронного реле времени и повышение надежности его работы, а также повышение производительности станка за счет уменьшения времени сварки при хорошем качестве, выведение контрольных точек позволяет вести диагностику работоспособности всей системы, вплоть до выявления вышедшего из строя элемента без применения спецаппаратуры, что облегчает обслуживание агрегата. Обеспечивает электробезопасную работу, так как цепи управления гальванически развязаны от силовых цепей; быструю готовность агрегата к работе сразу после включения автоматического выключения.
Применение простых и дешевых элементов электросхемы упрощает обслуживание сварочного агрегата.
Формула изобретения
1. Электрическая схема сварочного агрегата, содержащая автоматический выключатель, переключатель ступеней напряжения, сварочный трансформатор, регулятор времени, контактор переключателя ступеней напряжения, контактор пневмоклапана и педаль, причем автоматический выключатель через контактор переключателя ступеней напряжения и переключатель ступеней напряжения соединен с сварочным трансформатором, входы регулятора времени соединены с автоматическим выключателем и педалью, а выходы с контактором переключателя ступеней напряжения и контактором пневмоклапана, отличающаяся тем, что регулятор времени содержит усилители и выполнен на логических микросхемах, контактор переключателя ступеней напряжения содержит не менее двух встречно-параллельно соединенных тиристоров, контактор пневмоклапана содержит один тиристор.
2. Схема по п.1, отличающаяся тем, что контактор переключателя ступеней напряжения содержит два встречно-параллельно включенных тиристора.
3. Схема по п.1, отличающаяся тем, что контактор пневмоклапана содержит маломощный тиристор.
4. Схема по п.1, отличающаяся тем, что регулятор времени содержит семь логических микросхем, усилители мощности тиристорного контактора и контактора пневмоклапана, причем входы усилителей подсоединены к выходам одной из микросхем.
5. Схема по любому из пп.2 4, отличающаяся тем, что на выходе микросхем и тиристоров выполнено подсоединение контрольных выводов.
6. Схема по п.5, отличающаяся тем, что контрольные выводы подсоединены к общему разъему.
РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3
Электрическая контактная сварка | Учебные материалы
Контактная сварка является разновидностью сварки давлением, при которых высококонцентрированный местный нагрев металла до пластического состояния осуществляется теплом, выделяемым при прохождении электрического тока от одной свариваемой детали к другой перпендикулярно поверхности их соприкасания.
Местом максимальной концентрации нагрева в этом случае является электрический контакт деталей. К контактной сварке относят стыковую, точечную и роликовую (или шовную). Схемы контактной сварки приведена на рисунке 3.10.
Рисунок 3.10 – Схемы контактной сварки:
а – стыковой:1 – заготовки, 2 – неподвижный токоподвод, 3 – подвижный токоподвод, 4 – сварочный трансформатор;
б – точечной: 1 – заготовки, 2 – неподвижный электрод, 3 – подвижный электрод, 4 – трансформатор;
в – шовной: 1 – заготовки, 2 – неподвижный ролик-электрод, 3 – подвижный ролик-электрод, 4 – трансформатор
Для этого зажим 3 установлен на подвижной плите, перемещающейся в направляющих станины. Зажим 2 укреплен на неподвижной плите. Вторичная обмотка сварочного трансформатора соединена с зажимами (электродами) машины гибкими шинами.
Питание трансформатора 4 Тр осуществляется от сети переменного тока через включающее устройство. Перемещение плиты и сжатие свариваемых деталей осуществляется механизмом осадки Р. После нагрева поверхностей до пластического состояния производят осадку на необходимую величину и одновременно выключают ток. Важное значение имеет точность и плотность прилегания свариваемых поверхностей.
После нагрева поверхностей до пластического состояния производят осадку на необходимую величину и одновременно выключают ток. Важное значение имеет точность и плотность прилегания свариваемых поверхностей.
Отклонения размеров по диаметру для круглых стержней должно быть менее 2%, а для прямоугольных сечений разница в размерах допускается менее 1,5%. Свариваемые торцы деталей подвергают тщательной механической или химической очистке. Должны быть для надежного контакта хорошо очищены также и поверхности соприкосновения деталей с зажимным устройством стыковой машины.
При сварке непрерывным сплавлением установленные в зажимах машин детали равномерно сближают при включенном напряжении во вторичной цепи. Соприкосновение происходит вначале по небольшим площадкам, через которые проходит ток высокой плотности. После достижения равномерного оплавления всей поверхности стыка производят осадку. Различают также сварку прерывистым оплавлением, когда зажатые заготовки сближают под током и приводят неоднократно в кратковременное соприкосновение (замыкание) до полного оплавления всего сечения.
Метод оплавления имеет ряд преимуществ перед сваркой сопротивлением основные из которых следующие: поверхность стыка не требует особой подготовки; можно сваривать заготовки с сечением сложной формы и сильно развитым периметром, а также заготовки с различными сечениями; свариваются разнородные металлы (быстрорежущая и углеродистая сталь, медь и алюминий и т.п.). Недостатком сварки оплавлением является то, что увеличивается расход металла.
Количество выделяемой теплоты определяется выражением
Дж
где J – величина тока, А;
R – сопротивление участка цепи в месте контакта деталей, Ом;
t – продолжительность действия тока, с.
Различают два режима процесса сварки: жесткий и мягкий. При жестком режиме применяют большой ток и давление, но малой продолжительностью включения тока. Мягкий режим, наоборот, характеризуется небольшим током и давлением, однако продолжительность процесса увеличивается и происходит постепенный нагрев свариваемых элементов. Мягкий режим обычно применяют при сварке на машинах с педальным приводом механизма сжатия.
Электрические параметры процесса сварки определяются в зависимости от материала свариваемых элементов. Так, плотность тока принимается для малоуглеродистых сталей в пределах 20-60 А/мм2, для цветных металлов и сплавов – от 60 до 150 А/мм2. Напряжение холостого хода составляет от 1,5 до 3 В.
Давление осадки при сварке определяется исходя из величины удельного давления и площади сечения контакта. На автоматических машинах удельное давление осадки при сварке малоуглеродистых сталей составляет 4-6 кг/мм2 (40-60 МПа), а при неавтоматических машинах 3-4 кг/мм2 (30-40 МПа).
Контактная сварка выполняется на специальных машинах, состоящих из двух основных частей: электрической и механической.
Электрическая часть машины состоит из сварочного трансформатора, прерывателя сварочного тока, регулятора (или прерывателя) тока первичной цепи трансформатора и токопроводящих устройств.
Трансформаторы для контактной сварки применяются понижающие однофазные с первичным напряжением 220 или 380 В и вторичным напряжением 1-16 В. Первичная многовитковая обмотка разделена на секции, что позволяет с помощью регулятора (или переключателя) изменять величину напряжений во вторичной обмотке трансформатора.
Первичная многовитковая обмотка разделена на секции, что позволяет с помощью регулятора (или переключателя) изменять величину напряжений во вторичной обмотке трансформатора.
Вторичная обмотка машин малой мощности состоит из отдельных гибких полос меди, охлаждаемых воздухом. У машин большой мощности вторичная обмотка изготовлена из пустотелых медных витков, охлаждаемых проточной водой.
Наиболее распространенными изделиями, изготовляемыми стыковой сваркой, являются элементы трубчатых конструкций, колеса и кольца, инструмент, рельсы, железобетонная арматура. Сваркой сопротивлением можно сваривать низкоуглеродистые, низколегированные конструкционные стали, алюминиевые и медные сплавы.
Точечная сварка >
Теория по ТКМ >
Схемы/Инструкции
|
Файл
|
Описание
|
Размер
|
|
prestige144.
| Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD. |
507 Kb
|
|
sai200.djvu
| Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС. |
383 Kb
|
|
inverter3200.djvu
| Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства. |
318 Kb
|
|
deca_mos_168.djvu
| Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA. |
383 Kb
|
|
B31-5A.
| Приципиальная электрическая схема зарядного устройства B31-5A. |
980 Kb
|
|
instructions.rar
| Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород. |
1.11 Mb
|
|
telwin_140.pdf
| Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN. |
48.2 Kb
|
|
Privod_EPU1-1.djvu
| Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1…Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.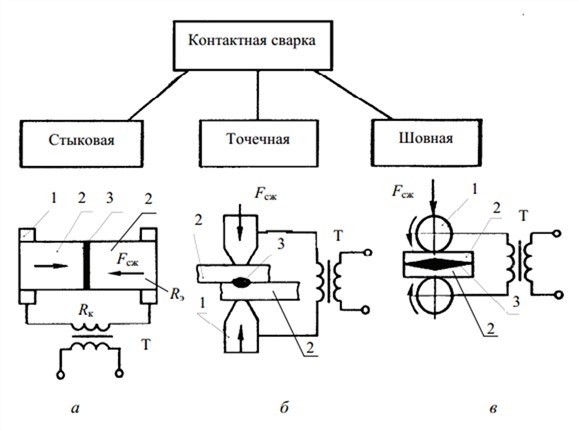 |
2.82 Mb
|
|
mip200_300.pdf
| Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки. |
353 Кb
|
|
vduch450.djvu
| Схема силовой части инверторного сварочного источника ВДУЧ-350 |
194 Кb
|
|
ospz-2m.djvu
| Инструкция по эксплуатации Осциллятора ОСПЗ-2М. |
1.02 Mb
|
|
rks14.pdf
| Паспорт и схема блока управления контактной сваркой РКС-14. |
356 Kb
|
|
rus2004.
| Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта. |
114 Kb
|
|
mtr1201.djvu
|
|
211 Kb
|
|
rks502.djvu
|
|
255 Kb
|
|
pa-107.
| Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить. Может у кого-то есть более полная версия документации ? |
754 Kb
|
|
uza-150-80-y4.djvu
| Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4. |
920 Kb
|
|
dc250_31.djvu
| Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия «Технотрон». |
1.
|
|
Privod_ET-1.djvu
| Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС. Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной. |
2.01 Mb
|
|
13rp.djvu
| Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей. |
493 Kb
|
|
VD-0801.djvu
| Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.). |
214 Kb
|
|
dc250.rar
| В архиве отсканированный паспорт инверторного сварочного источника DC250. 31 НПП «Технотрон», г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод — DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка — ЛЭП119х0,1 (сколько жил не помню). оба провода — ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после «х», только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. 31 НПП «Технотрон», г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод — DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка — ЛЭП119х0,1 (сколько жил не помню). оба провода — ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после «х», только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм |
4.83 Mb
|
|
Agregat_ADD-3124.djvu
| Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током. Пределы регулирования сварочного тока 40-315А Ном.сварочное напряжение 32,6В Ном.частота вращения 1800+/-30 об/мин. |
475 Kb
|
|
Privod_ET6.djvu
| Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя).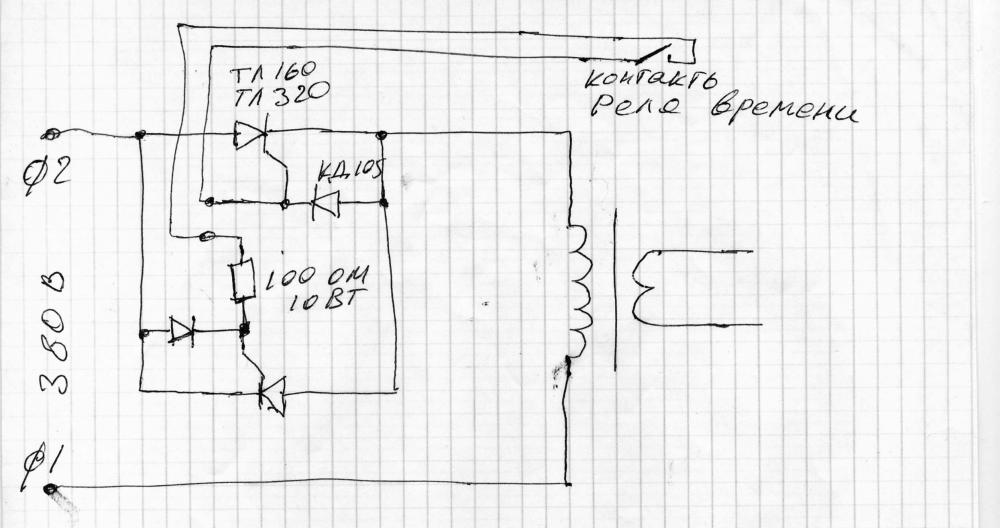 В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом. В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом. |
2.62 Mb
|
|
spektrometr.pdf
| Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 — 1,5 кВт). |
1.4 Mb
|
|
zariadka.djvu
|
|
357 Kb
|
|
klasik_141.djvu
| Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141. |
469 Kb
|
|
PDG-508m.djvu
| Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М. |
305 Kb
|
|
busp2.djvu
| Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1. |
1.71 Mb
|
|
vdg303-401.djvu
| Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА. |
239 Kb
|
|
nname.djvu
| Принципиальная электрическая схема однофазного полуавтомата типа …. |
92 Kb
|
|
kama.
| Руководство на сварочный дизель-генератор компании KAMA. |
1.19 Mb
|
|
Сварочный источник ВДУ-601
| Схема промышленного универсального сварочного источника ВДУ-601. |
185Кb
|
|
Выпрямитель ТПП-160-70-У3.1
| Схема промышленного зарядного ТПП-160-70-У3.1 . Схема была срисована с агрегата при ремонте. |
98Кb
|
|
Выпрямители ТПЕ ТПП
| Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей: — щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч , — кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч . Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. 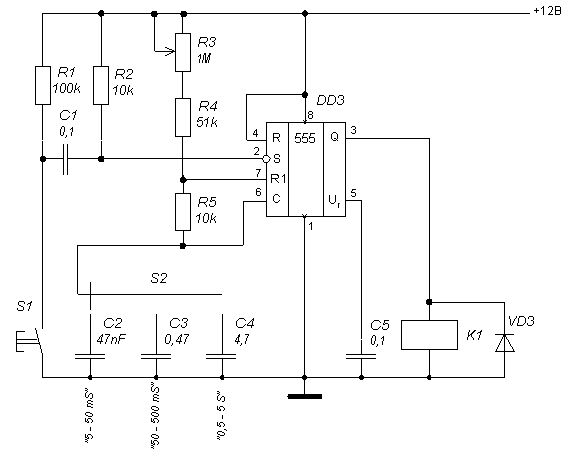 УЭ всех тиристоров объединены. УЭ всех тиристоров объединены. |
407Кb
|
|
Инвертор
| Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания. |
147Кb
|
|
Инструкция эксплуатации
| Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ. В документацию входит инструкция по эксплуатации, техническое описание, альбом электрических схем, инструкция по сигнатурному контролю и техническое описание и инструкция по эксплуатации фотоэлектрического преобразователя угловых перемещений модели ВЕ178А5.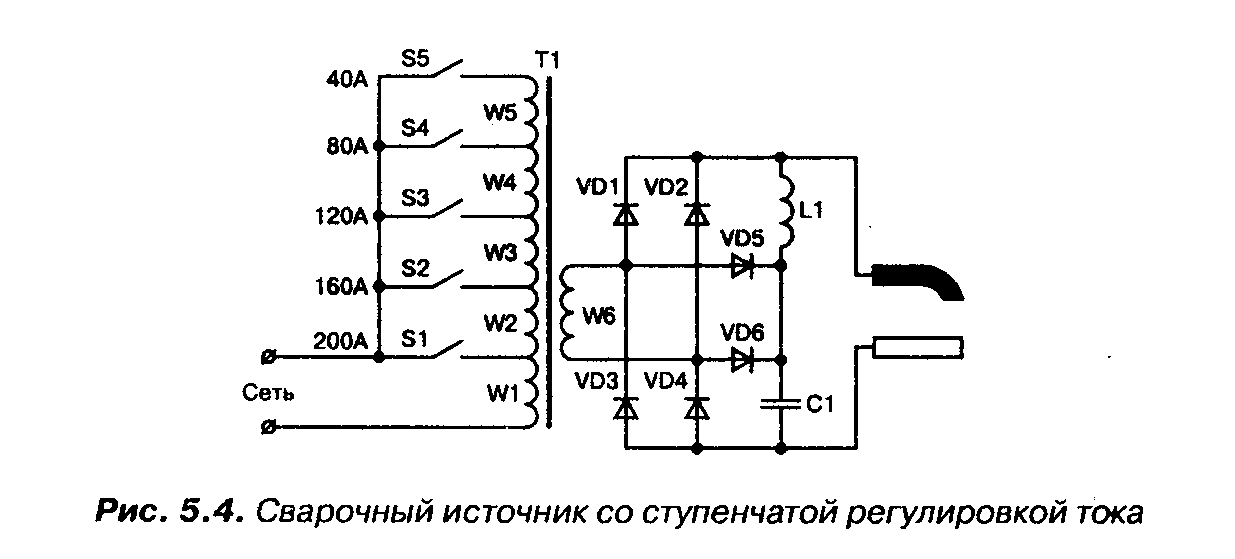 |
874Кb
|
|
vdu504.gif
| Принципиальная электрическая схема сварочного источника ВДУ-504. |
355Кb
|
|
mk300.djvu
| Фотографии внутренностей инверторного сварочного источника МК300А. |
283Кb
|
|
Telwin.rar
| Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схему с образца, в процессе ремонта, срисовали. Для просмотра схемы потребуется как минимум Pcad2000. |
92.1Кb
|
|
fors_upr.djvu
| Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом. |
51.3Кb
|
|
Forsag125.rar
| Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм! |
995Кb
|
|
Udg-301.zip
| Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе. |
725Кb
|
|
Ru2005.djvu
| Фотографии внутренностей инверторного сварочного источника Русь-2005 |
641Кb
|
|
etu3601.djvu
| Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ. |
2.24Mb
|
|
invertorColt1300.djvu
| Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT |
3.92Mb
|
|
UDG-101.rar
| Техническое описание и схема сварочной установки типа УДГ-101 предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм). |
3.71Mb
|
|
VDM4X301.djvu +
| Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению.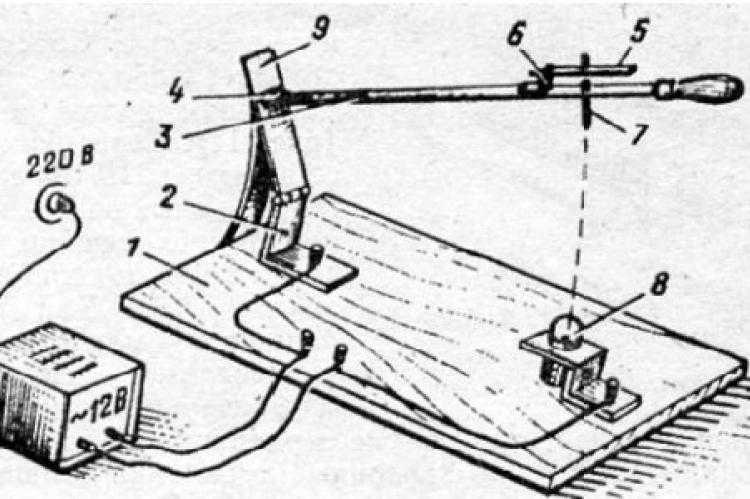 Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях. |
1.01Mb +
|
|
RVI-501.djvu
| Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока. |
980 Kb
|
|
A-547.djvu
| Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода. |
360 Kb
|
|
vdu-505.djvu
| Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом. |
472 Kb
|
|
ppk.djvu
| Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой |
1.28 Mb
|
|
vduch26.djvu
| Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16 |
677 Kb
|
|
liga.djvu
| Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2. |
156 Kb
|
|
VD-160i.pdf
|
|
337 Kb
|
|
Mpa.djvu
| Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар. |
739 Kb
|
|
Fora120.djvu
| Фотографии внутренностей инверторного сварочного источника Фора-120. Интересной особенностью источника является автогенераторный режим работы инвертора. Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором). |
2.51 Mb
|
|
Plazmorez.djvu
| Описание и схемы (правда пока без спецификации) на аппарат воздушно-плазменной резки АПР-150-1 |
216 Kb
|
|
alplaz_04.
| Инструкция и чертёжк Алплазу-04 и Мультиплазу 2500. Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия. |
406 Kb
|
|
ultrasonik_400W.djvu
| Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования. |
44.4 Kb
|
|
ims1600.djvu
| Фотографии внутренностей инверторного сварочного источника IMS1600. |
232 Kb
|
|
BME-160.djvu
| Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160. |
102 Kb
|
|
PICO-160.
| Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160. |
436 Kb
|
|
MAXPOWER_WT-180S.djvu
| Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S. |
497 Kb
|
|
lisa.djvu
|
|
443 Kb
|
|
pdg101.djvu
|
|
110 Kb
|
|
Vir101.
|
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИРЦ101 УЗ.
|
8.81 Kb
|
|
Piton.djvu
| Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В). |
866 Kb
|
|
Osppz.djvu
| Руководство по эксплуатации осциллятора ОСППЗ-300 М1. |
157 Kb
|
|
pulsar220.djvu
| Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР. |
55.5 Kb
|
|
vdu506.djvu
| Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506. |
1.53 Mb
|
|
Pylsar.djvu
| Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР. |
334 Kb
|
|
ThermalArc250S.pdf
| Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики. |
486 Kb
|
|
ThermalArc160S.pdf
| Руководство по эксплуатации(англ. ) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ. ) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ. |
437 Kb
|
|
invertec_130.pdf
| Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ.) известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника |
569 Kb
|
|
udgu301.djvu
|
|
579 Kb
|
|
schemahf.djvu
|
|
98 Kb
|
|
lhf500.djvu
|
|
123 Kb
|
|
osc.djvu
|
|
15 Kb
|
|
maxstar150.
| Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы. |
710 Kb
|
|
timer.djvu
| Инструкция по эксплуатации таймера TGE-2, модель 61925. |
340 Kb
|
 djvu
djvu gif
gif djvu
djvu zip
zip 23 Mb
23 Mb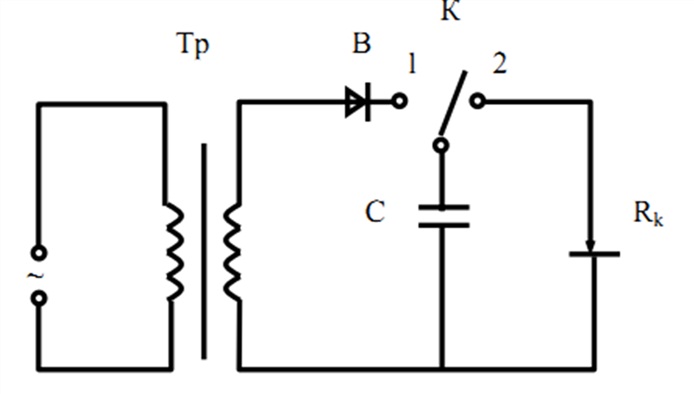 djvu
djvu Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Приведены схема электрическая принципиальная и осциллограммы в характерных точках. djvu
djvu djvu
djvu rar
rar Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.).
Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.). djvu
djvuЭлектрические цепи основных типов контактных машин — Инструмент, проверенный временем
Каждая машина для контактной сварки имеет электрическую силовую часть, в которой электрическая энергия сети преобразуется в требуемый вид (по силе, форме и продолжительности).
Породу питания, преобразования или аккумулирования энергии различают следующие основные типы машин: однофазные переменного тока, трехфазные низкочастотные, постоянного тока (с выпрямлением тока во вторичном контуре) и конденсаторные.
Необходимое значение и форму сварочного тока ics, протекающего через детали, получают путем преобразования или аккумулирования электрической энергии сети промышленной частоты 50 Гц, напряжением 380 В (или 220 В в машинах с наибольшей мощностью короткого замыкания менее 60 кВА) с помощью сварочных трансформаторов, выпрямителей или аккумуляторов энергии. Для подвода сварочного тока к деталям служит вторичный контур.
Для подвода сварочного тока к деталям служит вторичный контур.
Сварочный трансформатор, предназначенный для получения больших токов (до 300 А) при пониженном (0,2-25 В) напряжении, включается в сеть или к аккумулятору энергии контактором; в низкочастотных машинах трансформатор подключается к трехфазному или шестифазному выпрямителю.
Вторичное напряжение (сварочный ток) регулируют путем изменения коэффициента трансформации трансформатора (ступенчатое регулирование) с помощью секционного переключателя ступеней, или путем фазового регулирования (плавное регулирование), или тем и другим (смешанное регулирование).
Фазовое регулирование сварочного тока осуществляется аппаратурой управления. Этой же аппаратурой обеспечивается включение и выключение контактора или выпрямителей, заданная последовательность й продолжительность всех или части операций сварочного цикла и др.
Однофазные машины переменного тока. Электрическая схема машины приведена на рис.3.14, а. Сварочный трансформатор СТр включается в сеть контактором.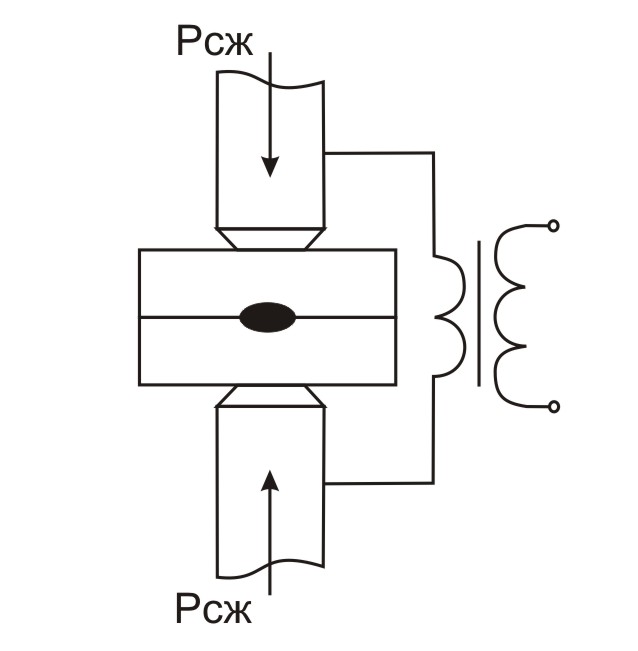 У.
У.
Мгновенное значение напряжениям, и тока /, = і’св (/’к —приведенный строчный ток) в установившемся режиме имеют синусоидальную форму (рис.3.14, б). Так как машина контактной сварки представляет собой для источника энергии активно-индуктивную нагрузку, ток ісв отстает от напряжения и, по фазе на угол ф.
Сила сварочного тока/св определяется по выражению (3.5).
Значение /с< можно изменять ступенчато переключателем ПС. При наличии в А Умашивы фазорегулирования обеспечивается плавное регулирование Ict за счет изменения угла а включения контактора К. Изменяя угол а при протекании сварочного тока, получают импульсы с плавным изменением амплитуды (рис. 3.14, в).
машина
а) электрическая схема;
б) временные диаграммы напряжения й тока;
в) форма импульса сварочного тока при модулировании
Преимущества данной схемы: простота преобразования энергии сети и широкие возможности регулирования длительности и значения сварочного тока. К недостаткам относят неравномерную загрузку фаз силовой сети, большие импульсы тока ирц включении машины большой мощности, низкий коэффициент мощности (cos ф). чередуется коммутатором полярности КП (рис.3.15 ,а), который срабатывает во время пауз между сварками. В мощных шовных машинах, а также в точечной машине МТН-6301 полярность напряжения изменяется поочередным включением двух отдельных выпрямителей, включенных на выходе встречно-параллельно.
чередуется коммутатором полярности КП (рис.3.15 ,а), который срабатывает во время пауз между сварками. В мощных шовных машинах, а также в точечной машине МТН-6301 полярность напряжения изменяется поочередным включением двух отдельных выпрямителей, включенных на выходе встречно-параллельно.
Максимальная продолжительность гтах включения выпрямителя ограничивают 0,2-0,4 с.
Практически токи г, и ісе есть токи переходного процесса, возникающие при включении и выключении выпрямителя, изменяющиеся по экспоненциальному закону и имеющие плавное нарастание и спад. Для предотвращения переходных процессов между трансформатором и выпрямителем во время его выключения служит вентиль Вш (рис.3.! 5, а), включенный таким образом, что он открывается после изменения полярности напряже-. ния Ud, благодаря чему токи t, и its быстро спадают до нуля.
В некоторых случаях, например, в машине МТН-6301 и шовных машинах, ддя ускорения спада тока выпрямитель переводят в инверторный режим, при котором напряжение Vd па первичной обмотке трансформатора изменяет свой знак, и энергия, накопленная в сварочной машине, частично возвращается в сеть.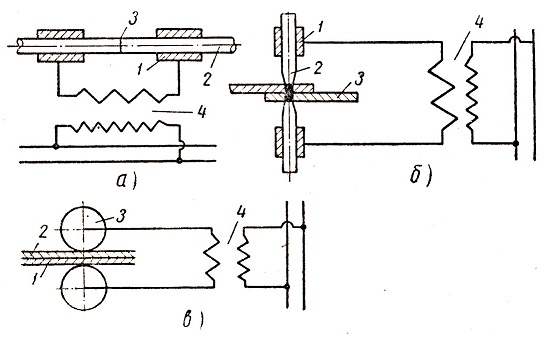
Рис. 3.15. Трехфазная низкочастотная машина: а) электрическая схема; б) упрощенная схема замещения; в) временные диаграммы напряжения Ud и токов /, и ia |
Быстрый спад тока ісв необходим для сварки деталей большой толщины, осуществляемой несколькими (два-шесть) импульсами тока низкой частоты (1-2 Гіі). После окончания работы одного выпрямителя и регулируемого интервала tu (рис. 3.15, б) включается второй выпрямитель, затем после спада тока включается первый и т. д. Период изменения тока Т=0,3-1 с.
Значение /ш можно изменять ступенчато переключателем ПС и за счет изменения угла а включения контактора К.
Эта схема получения сварочного тока имеет ряд преимуществ, особенно важных при сварке легких сплавов: благоприятная технологическая форма импульса сварочного тока — его плавное нарастание и спад; равномерная загрузка трехфазной сети без пика в момент включения мощных машин (иногда до 1000 кВА). При относительно медленном нарастании тока, соответствующем частоте/= 1-2 Гц, индуктивное сопротивление
вторичного контура хе к = 2?ifLtrj< мало, где/.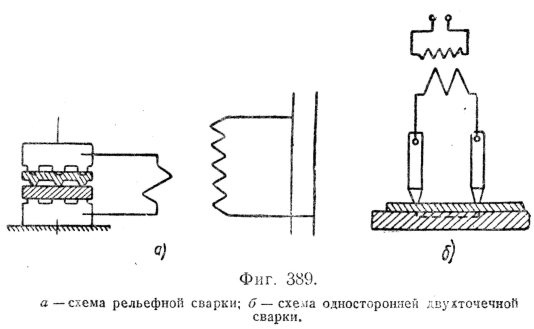 ая—индуктивность вторичного контура. Поэтому низкочастотные машины с большим контуром, необходимым для сварки крупных узлов, имеют высокийсау и умеренную потребляемую из сети мощность (по сравнению с однофазными машинами переменного тока). К не-
ая—индуктивность вторичного контура. Поэтому низкочастотные машины с большим контуром, необходимым для сварки крупных узлов, имеют высокийсау и умеренную потребляемую из сети мощность (по сравнению с однофазными машинами переменного тока). К не-
достаткам этой схемы следует отнести большие размеры и массу сварочного трансформатора и ограниченное время включения выпрямителя.
Трехфазные машины постоянного тока (с выпрямлением тока во вторичном контуре). В машинах, выпускаемых в нашей стране, использована схема трехфазного нулевого выпрямителя с однотактным вентильным управлением па первичной стороне трансформатора. Такие машины позволяют получить длительные (всегда одной полярности) импульсы сварочного тока (практически постоянного тока). Однако понижающий трехфазньга трансформатор СТр (рис. 3.16, а) переменного тока рассчитан на частоту 50 Гц. Поэтому его размеры значительно меньше размеров трансформатора низкочастотных машин той же мощности.
Первичная обмотка трехстержневого трансформатора соединена треугольником с включением в каждую фазу по одному
управляемому вентилю (Т1-ТЗ).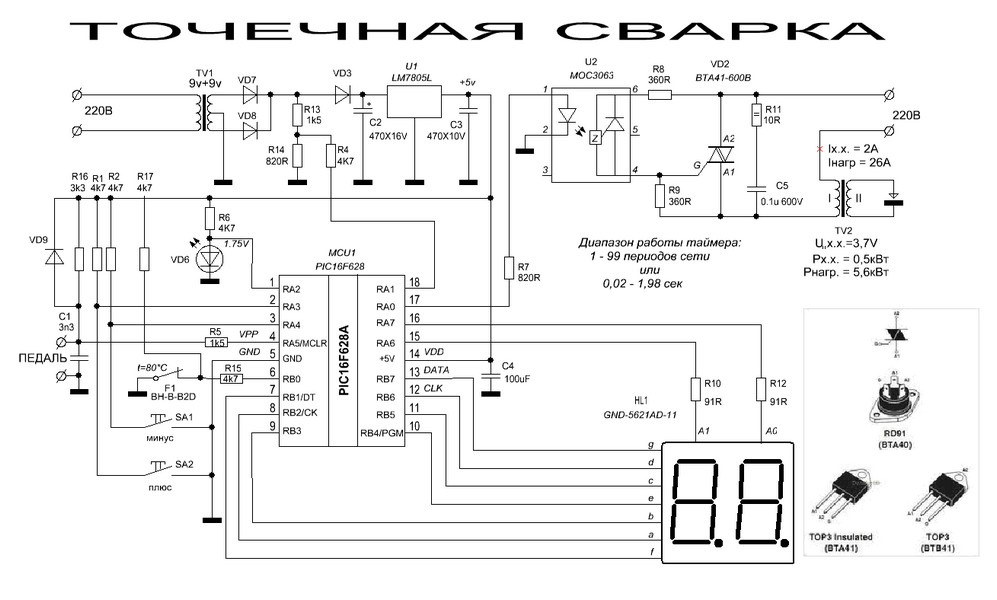 Вторичная обмотка соединена звездой включением в каждую фазу по одному неуправляемому вентильному блоку (D1-D2), содержащему кремниевые неуправляемые вентили типа ВВ2-1250 с водяным охлаждением.
Вторичная обмотка соединена звездой включением в каждую фазу по одному неуправляемому вентильному блоку (D1-D2), содержащему кремниевые неуправляемые вентили типа ВВ2-1250 с водяным охлаждением.
При включении управляемых вентилей в моменты временир, диг (рис. 3.16, в) к соответствующим фазам первичной обмотки подводятся полуволны линейных напряжений сети (иАВ, ивс и иСА), которые трансформируются во вторичные обмотки («с, к4и ис) и через неуправляемые вентили (Dl, D2 и D3) подводятся к вторичному контуру машины. В интервале/)—-д в проводящем состоянии находятся вентили 77 и D1, через которые проходят токи iAB и іа соответственно. Начиная с момента д, потенциал фазы 5 становится выше потенциала фазы А, и анод вентиля 72 оказывается под положительным напряжением относительно катода. Если в моментдна вентиль 72 поступит отпирающий импульс, то он включается, а вентиль 77 выключается (при мгновенной коммутации), так как к нему оказывается приложенным запирающее напряжение, и т. д.
Несмотря на униполярный характер первичных фаз токов (іАВ, іде и jC(J), магнитопровод трехфазного трансформатора пе — ремагничивается за период напряжения сети. Это связано с тем, что изменения магнитных потоков ФАВ, Фвс и ФСА в каждом стержне магнитопровода при работе «своей» фазы и поочередной работе двух других фаз противоположны по знаку. Благодаря соединению первичных обмоток в треугольник и наличию вентилей не только во вторичной, но и в первичной цепи, размагничивание, например, стержня фазы Л Д происходит магнитодвижущими силами обмоток, расположенных на двух других стержнях, ко времени очередного включения вентиля 77.
Для обеспечения запирания управляемого вентиля раньше спада намагничивающего тока до нуля параллельно первичной обмотке каждой фазы включается шунтирующее сопротивление г (рис. 3.16, а).
При включении выпрямителя сварочный ток нарастает от нуля до установившегося значения по экспоненциальному закону.
После выключения выпрямителя сварочный ток быстро спадает до нуля. =1.02.
=1.02.
Фактический коэффициент мощности машины с выпрямлением тока во вторичном контуре приближенно равен 0,8.
Преимущества электрических машин с выпрямлением тока во вторичном контуре: равномерная загрузка фаз; возможность регулирования формы и длительности импульса сварочного тока, а также получения многоимпульсного режима; по сравни шло с однофазными машинами значительно меньшая потребляемая мощность, особенно при больших вылетах и при сварке изделий из легких сплавов; незначительное влияние вносимых во вторичный контур ферромагнитных масс на значение сварочного тока. Недостатки этой схемы получения сварочного тока: наличие вентильного блока, через который проходит большой сварочный ток, и падение напряжения на этом блоке, равное почти половине вторичного напряжения трансформатора.
Рис. 3.17. Машина с накоплением энергии в конденсаторах: а) электрическая схема; б) упрощенная схема замещения разрядной цепи, приведенной к вторичному контуру; в) графики тока и напряжения при разряде конденсаторов; г) графики токов короткого замыкания конденсаторной машины при изменении исходных параметров С, U! С и Кс |
Рациональная область их применения: для сварки деталей с размерами, требующими больших вылетов и растворов.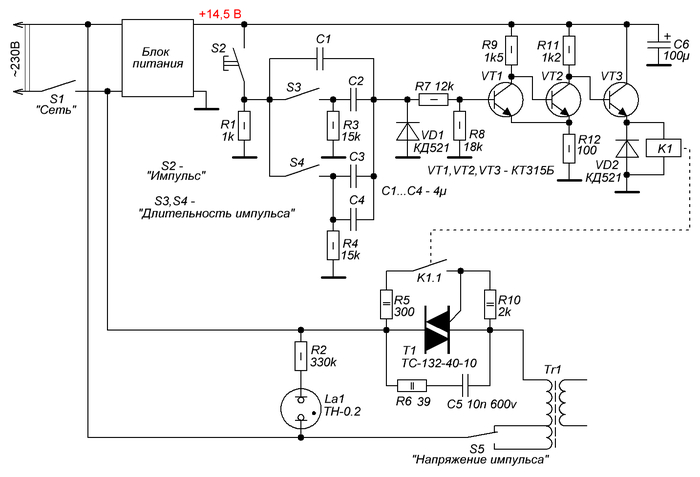
Машины с аккумулированием (накоплением) энергии. В этих машинах происходит медленное аккумулирование энергии с потреблением небольшой мощности из сети и кратковременное использование ее во время сварки.
Аккумулировать энергию, достаточную дня получения необходимых сварочных токов, можно в конденсаторах, магнито — проводах трансформаторов, во вращающихся массах, электро — хнмичсских. аккумуляторах и специальных униполярных электрических генераторах. В настоящее время нашла промышленное применение лишь схема с накоплением энергии в конденсаторах. Электрическая схема конденсаторной машины состоит из двух частей: зарядной, обеспечивающей зарядку конденсаторной батареи до заданного уровня напряжения зарядки, и разрядной, обеспечивающей разрядку конденсаторной батареи насва — * риваемое изделие с заданным сварочным током.
Одна из распространенных электрических схем конденсаторных машин приведена на рис. 3.17, а. В этой схеме батарея конденсаторов емкостью С заряжается от сети переменного тока через управляемый выпрямитель ВС (однофазный или трехфазный в зависимости от необходимой мощности) и зарядное сопротивление гу При переключении переключателя //зарядка конденсаторов прекращается, и о. -С — приведенная к вторичному контуру емкость батареи конденсаторов; г г = r„ + r2kttL2—сопротивление и индуктивность разряд* нойцепи).
-С — приведенная к вторичному контуру емкость батареи конденсаторов; г г = r„ + r2kttL2—сопротивление и индуктивность разряд* нойцепи).
Для сварки используется лишь первый полупериод колебательного разряда с временем, в течение которого концентрированно отдается основная часть аккумулированной энергии. При этом в начале разрядки энергия Wc конденсаторов тратится на тепловыделение и аккумулирование энергии в магнитном поле сварочной машины. К моменту, когда ток станет максимальным (точка 1, рис. 3.17, в), конденсаторы разряжаются настолько, что не могут поддерживать ток ia во вторичном контуре, и в дальнейшем он уменьшается. Когда напряжение становится равным нулю, ток iee поддерживается только за счет расходова
ния магнитной энергии (участок 2-3), причем часть этой энергии идет на перезарядку конденсаторов. Когда ток снизится до нуля (точка 3), напряжение на конденсаторах достигнет вторичного максимума. Далее процесс повторится с той же частотой, но с меньшей амплитудой до полного затухания. происходит примерно пропорционально изменению коэффициента Кс. При увеличении емкости С увеличиваются максимальное значение тока, его длительности (пах и Т.
происходит примерно пропорционально изменению коэффициента Кс. При увеличении емкости С увеличиваются максимальное значение тока, его длительности (пах и Т.
В отдельных случаях для повышения энергетических показателей машин применяют более сложные схемы зарядно-разрядных цепей: с накопительной емкостью; с использованием сварочного трансформатора с выводом средней точки первичной обмотки и др. Форма импульса тока в процессе сварки, как правило, не регулируется. Относительно крутойфронт нарастания импульса сварочного тока (г№У = 0,004-0,05 с) иногда вызывает выплески металла. Во избежание выплесков применяют повышенные усилия сжатия деталей, а также проводят более тщательную подготовку поверхностей деталей под сварку. При сварке ответственных деталей в конденсаторных машинах предусматривают возможность получения требуемых по технологическим соображениям форм импульсов сварочного тока. Для этой цели в разрядную цепь включают реактивную катушку со стальным мапштопроводом, имеющим небольшой зазор. Вначале, пока магнитопровод катушки не насыщен, скорость нарастания тока невелика. После насыщения магнитопровода влияние реактивной катушки на процесс разряда становится небольшим.
Вначале, пока магнитопровод катушки не насыщен, скорость нарастания тока невелика. После насыщения магнитопровода влияние реактивной катушки на процесс разряда становится небольшим.
В другом случае в зарядную цепь включают несколько конденсаторов, имеющих разную емкость и зарядное напряжение. Подключая их с определенным интервалом друг за другом, можно получить требуемую форму импульса тока. Однако эти схемы не получили широкого распространения. В общем случае сварочный ток и форму импульса регулируют изменением параметров Ї/1С, СпКс.
Емкость батареи и коэффициент трансформации—величины постоянные при данной настройке машины; напряжение батареи стабилизируется аппаратурой управления с высокой точностью. Поэтому импульсы сварочного тока отличаются высокой стабильностью, что при прочих равных условиях обусловливает стабильную повторяемость показателей качества свариваемых изделий.
Конденсаторные машины весьма широко используют для точечной и шовной сварки деталей малых толщин, для герметизации контактной сваркой корпусов интегральных микросхем, полупроводниковых приборов и др. , а также для сварки деталей из легких сплавов. Для сварки очень тонких деталей применяют машины, в которых разряд кондепсатороз осуществляется непосредственно на свариваемые детали без сварочного трансформатора (бестрансформаторная конденсаторная сварка сопротивлением) или сближающиеся детали (ударно-конденсаторная сварка встык и впритык проводов с диаметром до 2 мм).
, а также для сварки деталей из легких сплавов. Для сварки очень тонких деталей применяют машины, в которых разряд кондепсатороз осуществляется непосредственно на свариваемые детали без сварочного трансформатора (бестрансформаторная конденсаторная сварка сопротивлением) или сближающиеся детали (ударно-конденсаторная сварка встык и впритык проводов с диаметром до 2 мм).
Контактная сварка
В связи с тем, что соединение при контактной сварке формируется за время, гораздо меньшее сварки плавлением, то это обеспечивает более высокую производительность и меньшее коробление детали, т.к. ЗТВ мала.
Т.к. процесс легко автоматизируется и более легко встраиваются поточные конвейеры, этот способ лучше применять при массовом и серийном производстве.
Этот способ нашел применение в автомобильной и авиакосмической промышленности.
Благодаря тому, что соединения, полученные контактной сваркой, обладают очень высокой прочностью и качество мало зависит от квалификации сварщика, то этот способ находит применение и в других отраслях. 2свRtu
2. Теплоотвод тепла из зоны сварки λ-теплопроводность
Т.е. в зоне между электродами действует тепло, выделяемое при прохождении тока и отводимое тепло в массу детали и электрода.
Т.к. Э. Томсон решил применить медные электроды, а λсu >> λстали, то форма литого ядра имеет благоприятную для сварного соединения чичевицеобразную форму.
Если увеличить Jсв и tсв, то начинает развиваться литое ядро.
Т.е. применение литых электродов и повышенный теплоотвод в них по сравнению с массой детали определяют развитие процесса плавления в литом ядре именно в массу детали, а не в сторону электрода.
В связи с этим снижается вероятность брака по причине плавления в ядре, т.е. прожег затруднителен, что определяет производительность точечной контактной сварки.
Рельефная сварка – ее можно отнести к одной из разновидностей точечной сварки.
Соединение при точечной сварке формируется при местном нагреве детали электрическим током и пластической деформацией в зоне соединения в счет усилия сжатия. 2R
— Qλ
Шовная контактная сварка (роликовая)
Кш – обозначение швов, детали сваривают перекрывающимися точками по линии качения роликов (электродов), сжатия детали р, подвода тока Jсв и перемещения детали со скоростью сварки Vсв – тоже с помощью этих роликов.
Применяется в тех случаях, когда нужно получить герметичное сварное соединение с помощью контактной сварки.
Герметичный шов – для сварки резервуаров, бензобаков, емкостей, полостей и др.
J = I / S – плотность тока
Jш – ток шунтирования
Процесс производится засчет выделения тепла и теплоотвода.
Шовная сварка разделяется на 3 процесса:
— непрерывная
При этом способе, когда ток протекает непрерывно, получаем сплошной шов без явно выраженных литых ядер, перекрывающих друг друга. Недостатком является повышенный нагрев электрода и необходимость их частой перезаточки.
— отдельными импульсами (прерывистая)
+ Q = J2св R tсв
— Q = f (λ) (tсв + tn)
Изменением тока Jсв по амплитуде, длительности его протекания — Jс, длительности его паузы — tn и скорости сварки — Uсв можно регулировать величину перекрытия литых ядер ln, обычно достаточно 25%, но не следует делать ln>50%.
Благодаря лучшему отводу от электродов стойкость их значительно повышается. При сварке жаропрочных сталей, обладающих низкой теплопроводностью и высокой стойкостью к деформациям при высокой t (жаростойкость) необходимо применять повышенные сварочные усилия, т.е. шаговую сварку.
Шаговая сварка – сварочный ток включают прерывисто, электроды останавливаются в момент пропускания сварочного тока.
Позволяет в момент остановки электродов и пропускания сварочного импульса осуществить более надежный контакт в зону протекания тока.
После выключения тока сварочные усилия в зоне контакта позволяют избежать горячих трещин.
Контактно – стыковая сварка
Существует несколько разновидностей контактно-стыковой сварки (Кс).
Рассмотрим способ контактной сварки сопротивлением, при этом детали сначала прижимают к электродам губками (призматические электроды) для обеспечения электрического контакта и невозможности проскальзывания детали между электродами.
Затем сжимают с усилием сварки Р нагрева, включают сварочный ток и детали в стыке нагреваются этим током Iсв. Затем прикладывают Росадки, в 1,5 – 2 раза меньше Рнагрева, потом включают ток и детали находятся под действием Р осадки.
В момент, когда деформируемое сопротивление наименьшее, прикладывают усилие осадки и выключают ток, при этом слои металла, нагретые до высокой пластичности, выдавливаются от центра стыка до периферии.
При этом из стыка выносятся остатки окисных пленок и град (металл на периферии зоны соединения).
Таким способом сваривают детали небольшого сечения, диаметром до 20-40 мм, соединение формируется в твердой фазе без расплавления металла в стыке. Нагретый пластичный металл выдавливается в град и в контакт вступают твердые нагретые частицы материала детали.
Недостатком является необходимость тщательной подготовки торцев под сварку и необходимость огромных мощностей установки для соединения больших сечений.
Второй способ – стыковая сварка оплавлением.
Технологически отличается от сварки сопротивлением тем, что напряжение на первичной обмотке трансформатора (и на вторичной) подается до момента контактирования свариваемых торцев.
Поэтому при сближении деталей в контактирование вступают отдельные микронеровности на торце, количество которых значительно меньше, чем в том случае, когда предварительно детали сдавили. Выступы сминаются и площадь контактирования возрастает. При первом контактировании возникает сварочный ток и он приходится на несколько микровыступов, отсюда плотность тока в контакте отдельных микровыступов настолько высока, что металл нагревается за тысячные доли секунды, а затем закипает. При этом происходит взрывное разрушение жидких перемычек контакта.
В контактирование вступают новые микровыступы и в зоне выступа появляются повышенные пары металлов, т.е. повышенное давление паров металлов в стыке защищает зону сварки, нагретую до tпл от взаимодействия с атмосферой.
При расплавлении торцев детали до такого состояния, когда на поверхности появляется тонкий слой жидкого металла, что гарантирует равномерный прогрев по всей площади стыка, к детали прикладывается усилие осадки. Жидкий слой с торцев выдавливается на периферию стыка – в град и под высоким давлением твердые части детали вступают в контакт, а т.к. tтв. ме вблизи жидкого слоя не намного ниже tпл и он был очень пластичный, то частично и твердый металл выдавливается в град и под давлением формируется прочное сварное соединение с минимальным количеством дефектов, т.к. продукты разложения и окисные пленки были выдавлены в град.
Стыковая сварка оплавлением обеспечивает более качественное соединение, т.к. металл на поверхности торцев, на которых могли быть загрязнения, удаляются при взрыве жидких перемычек в процессе оплавления.
Жидкий слой и часть пластичного металла также выдавливаются в град и в контакт вступает абсолютно чистые (молодые) поверхности.
Не требуется тщательной обработки свариваемых торцев как при сварке сопротивлением.
Более того, при сварке деталей с разным сечением делают специальный скос кромок, тогда площадь начального контактирования уменьшается и процесс оплавления эффективнее, а по мере процесса детали прогреваются и имеют нормальную форму.
Стыковая сварка прерывистым оплавлением или оплавлением с предварительным подогревом
При стыковой сварке крупногабаритных деталей: железнодорожных рельсов, труб, магистральных трубопроводов – для облегчения процесса начальной стадии оплавления применяют прием, заключающийся в том, что вначале детали медленно сводят до возникновения контакта и образования жидкости и паров металла. Затем разводят детали и тепло, выделившееся в зоне сплавления, распространяется в массу детали и они нагреваются.
Затем вновь создают контакт между торцами до тех пор, пока торцы не нагреются, что последующий процесс будет идти стабильно, без перерыва.
Контактная рельефная сварка (Кр)
Ее можно отнести к разновидностям точечной сварки. Применяется при сварке деталей, занимающих большое пространственное положение.
Обычно процесс по схеме 1 не получается, т.к. контактирование по всем участкам нашей детали не может быть одинаковым в связи с разницей в качестве подготовки, условиями деформирования, месторасположением контакта от токоподвода.
Данный процесс контактной рельефной сварки перекрещивающихся прутков происходит с формированием соединения в твердой фазе с выдавливанием жидкой фазы на периферию.
Для обеспечения равных условий контактирования и деформирования большого количества деталей нужно приложить сначала ковочное сварочное усилие (или усилие предварительного сжатия), которое отрихтует все прутки, обеспечит надежный контакт каждой детали с электродом и друг другом. Это должно обеспечить незначительную деформацию деталей в контакте.
Затем усилия снимаются до значения усилия сварки. Т.к. одинаковые условия контактирования всех деталей не гарантированы, но лучше сначала обеспечить импульс тока подогрева, при котором детали в контакте и под действием сварочного усилия разогреются.
Затем можно еще Jпод, после этого включают ток сварки.
Для снижения коробления прикладывается ковочное усилие и получаем многоточечное соединение с высоким качеством.
В начальный момент ток течет по вершинам, площадь мала и ток высокий, они начнут плавиться, а потом деформироваться от сварочных усилий. Получим литые ядра и незначительные следы без подгаров и пригаров.
За одну операцию контактной рельефной сварки получаем несколько сварных соединений. Но когда детали имеют защитное покрытие, которое должно остаться на поверхности после сварки, то следует применять только рельефную сварку, т.к. благодаря большой площади между электродом и деталью плотность тока будет мала и покрытие сохранится.
Физико-химические условия образования соединения
Формирование сварного шва при контактной сварке.
Нагрев металла сварочным током
Нагревание и расплавление металлов в точке контакта энергией, выделяющейся при прохождении через него электрического тока.
Шунтирование тока при точечной сварке
Компенсация токов шунтирования при контактной сварке в нескольких точках.
Свариваемость при контактной точечной и шовной сварке
Факторы, влияющие на образование качественного сварного шва.
Точечная сварка
Точечные соединения при контактной сварке.
Шовная сварка
Соединения в виде шва из последовательных точек.
Рельефная сварка
Сварка с контактом по заранее созданному рельефу.
Оборудование контактной сварки
Виды контактных машин.
Обозначение типов машин
Маркировка.
Электрические параметры контактных машин
Форма импульсов тока, ВАХ.
Схемы питания машин контактной сварки
Электрические схемы для обеспечения сварочного тока и напряжения на контактных машинах.
Контакторы контактных машин
Устройства для включения и отключения тока.
Сварочный или вторичный контур контактных машин
Токоведущие элементы для высоких значений тока и усилий сдавливания.
Трансформаторы для контактных сварочных машин
Особенности трансформаторов для контактной сварки.
Пневмоаппаратура контактных машин
Устройства для приложения давления.
Также по теме:
Специальные методы
5 различных типов контактной сварки [со схемой и PDF] , вы узнаете, что такое контактная сварка и как она работает. Различные типы контактной сварки объясняются схемами и преимуществами, областями применения и т. д.
Сварка сопротивлением и типы
Сварка сопротивлением представляет собой процесс сварки в жидком состоянии, при котором соединение металла с металлом выполняется в жидком или расплавленном состоянии. Сварка сопротивлением также известна как термоэлектрический процесс, в котором тепло вырабатывается на поверхностях раздела свариваемых пластин из-за электрического сопротивления, и к этим пластинам прикладывается контролируемое низкое давление для формирования сварного соединения.
В этом методе используется электрическое сопротивление для выработки тепла, поэтому он называется контактной сваркой. Сварка сопротивлением является очень эффективным и экологически чистым сварочным процессом, но его применение ограничено из-за высокой стоимости материала и ограниченной толщины материала.
Принцип работы контактной сварки
Это процесс сварки, при котором тепло вырабатывается за счет сопротивления, оказываемого заготовками протекающему через них электрическому току. В этом процессе свариваемые детали удерживаются вместе, и через них проходит сильный ток. За счет сопротивления потоку тока выделяется тепло, достаточное для плавления металла.
Одновременно к зоне сварки прикладывается давление, чтобы свариваемые детали соединились. Произведенное тепло определяется как H = I 2 Rt, где
- H = выделяемое тепло в джоулях
- I = ток, проходящий через работу в амперах
- R = электрическое сопротивление работы в омах
- t = be Время протекания тока в секундах
Сварка сопротивлением широко применяется и состоит из точечной, выступающей, шовной, стыковой и оплавлением операций.
Типы сварки сопротивления
Следующие приведены 5 различных типов сварки сопротивления:
- Сварка устойчивости с сопротивлением. также: Как выполняется дуговая сварка? Типы, оборудование, области применения и прочее
1. Точечная сварка
В этом процессе соединяемые детали прочно удерживаются между двумя тяжелыми электродами, которые включены во вторичную цепь понижающих трансформаторов. Максимальное сопротивление возникает на контактной поверхности двух соединяемых частей и выделяется сильный нагрев.
Выделившееся тепло расплавляет заготовку в месте электрода. При этом к заготовке через электроды прикладывается давление и происходит сварка. Подача тока и количество времени должны быть достаточными для надлежащего расплавления поверхностей раздела.
Ток прекратился, но давление электрода сохранялось доли секунды, а сварной шов быстро охлаждался. Затем электрод удаляют и подводят к контакту в другом месте. Это сформирует круглый самородок.
 Размер самородка зависит от размера электрода. Обычно он составляет около 4–7 мм в диаметре.
Размер самородка зависит от размера электрода. Обычно он составляет около 4–7 мм в диаметре.2. Выступающая сварка
Выступающая сварка аналогична точечной сварке, но с использованием плоского электрода. При этом протекание тока и результирующий нагрев локализованы на выступе, поэтому можно соединять толстые детали, которые нельзя соединить точечной сваркой.
Заготовка удерживается между электродом и через нее проходит большое количество тока. Небольшое давление применяется через электроды на сварочных пластинах. Ток проходит через углубление, которое расплавляет его и заставляет углубление давления выравниваться и образовывать сварной шов.
Читайте также: Как работает подводная сварка? и Типы подводной сварки
3. Шовная сварка
Аналогичен точечной сварке, но при этом непрерывный сварной шов производится путем передачи работы между вращающимися электродами в форме колеса, которые создают сварочное давление, а также проводят сварочный ток.
Он может быть непрерывным или прерывистым.Сначала ролики прижимаются к заготовке. Через эти ролики проходит большое количество амперного тока. Эти интерфейсные поверхности расплавятся и образуют сварной шов. Теперь ролики начинают катиться по рабочим пластинам. Это позволит сформировать непрерывный сварной шов.
Время движения сварного шва и электрода контролируется, чтобы гарантировать, что сварной шов перекрывается, а заготовка не слишком горячая. Используется для создания герметичных соединений.
4. Сварка оплавлением
Это тип контактной сварки, который можно использовать для соединения концов листов, проволоки, стержней или труб. При этом в зазоре между заготовками возникает электрическая дуга до достижения температуры сварки. Затем прикладывается давление для получения непрерывного сварного шва.
5. Стыковая сварка
Стыковая сварка отличается от сварки оплавлением тем, что между соединяемыми поверхностями не возникает дугового разряда.
Тепло производится исключительно за счет электрического сопротивления поверхности соприкосновения потоку тока.Преимущества контактной сварки
Ниже перечислены преимущества контактной сварки:
- Присадочный металл не требуется.
- Можно сваривать одинаковые и разнородные металлы.
- Может сваривать как тонкие (0,1 мм), так и толстые (20 мм) металлы.
- Высококвалифицированный персонал не требуется из-за простого и полностью автоматизированного процесса.
- Высокая производительность.
- Это экологически чистый процесс.
- Этот процесс имеет высокую скорость сварки.
Недостатки контактной сварки
Ниже перечислены недостатки контактной сварки:
- Стоимость оборудования для контактной сварки высока.
- Толщина заготовки ограничена в связи с текущим спросом.
- Менее подходит для материалов с высокой электропроводностью.
- Требуется высокая электрическая мощность.
- Сварные соединения имеют низкую прочность на растяжение и усталостную прочность.
Применение контактной сварки
Ниже приведены области применения контактной сварки:
- Она широко используется в автомобильной промышленности.
- Выступающая сварка обычно используется при производстве гаек и болтов.
- Сварка швов используется для проверки герметичности соединений, необходимых в небольших резервуарах, котлах и т. д.
- Сварка оплавлением применяется для сварки труб и труб.
Скачать PDF этой статьи
Вот и все, спасибо за прочтение. Если вам понравилась наша статья « Типы контактной сварки », поделитесь ею с друзьями. Если у вас есть какие-либо вопросы по этой статье, вы можете задать их в комментариях.
Читать дальше:
- Пайка: типы, области применения, преимущества и недостатки
- Газовая сварка: типы, принцип работы, оборудование, применение и многое другое
- Пайка: типы, инструменты для пайки, безопасность при пайке и преимущества
О Саифе М.
Саиф М. по профессии инженер-механик. Он закончил инженерное образование в 2014 году и в настоящее время работает в крупной фирме инженером-механиком. Он также является автором и редактором сайта www.theengineerspost.com
…
Что такое точечная сварка? (Полное руководство по сварке)
Что такое точечная сварка?
Точечная сварка (также известная как контактная точечная сварка) представляет собой процесс контактной сварки. Этот процесс сварки используется в основном для сварки двух или более металлических листов путем приложения давления и тепла от электрического тока к области сварки.
Он работает путем контакта электродов из медного сплава с поверхностью листа, при этом применяется давление и электрический ток, а тепло генерируется за счет прохождения тока через резистивные материалы, такие как низкоуглеродистая сталь.
Эта статья является одной из серии часто задаваемых вопросов (FAQ) TWI.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
contactus@twi.
co.ukКак работает точечная сварка?
Форма контактной сварки, точечная сварка — один из старейших сварочных процессов, при котором два или более листа металла свариваются вместе без использования какого-либо присадочного материала.
Процесс включает приложение давления и тепла к зоне сварки с использованием формованных электродов из сплава меди, которые пропускают электрический ток через свариваемые детали. Материал плавится, сплавляя части вместе, после чего ток отключается, поддерживается давление электродов, и расплавленный «самородок» затвердевает, образуя соединение.
Схема контактной точечной сварки
Сварочное тепло вырабатывается электрическим током, который передается на заготовку через электроды из медного сплава. Медь используется для электродов, так как она имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других металлов, что обеспечивает выделение тепла преимущественно в заготовках, а не в электродах.
Количество тепла зависит от теплопроводности и электрического сопротивления металла, а также от времени подачи тока. Это тепло может быть выражено уравнением:
Q = I 2 Rt
В этом уравнении «Q» — тепловая энергия, «I» — ток, «R» — электрическое сопротивление, а «t» — время, в течение которого подается ток.
Материалы, подходящие для точечной сварки
Благодаря более низкой теплопроводности и более высокому электрическому сопротивлению сталь сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь больше всего подходит для точечной сварки. Однако стали с высоким содержанием углерода (углеродный эквивалент > 0,4 мас.%) склонны к плохой вязкости разрушения или растрескиванию в сварных швах, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Для сварки оцинкованной стали (с цинковым покрытием) требуется немного более высокий сварочный ток, чем для стали без покрытия. Кроме того, при использовании цинковых сплавов медные электроды быстро портят поверхность и приводят к ухудшению качества сварного шва.
При точечной сварке оцинкованных сталей необходимо либо часто менять электроды, либо «зачищать» поверхность кончика электрода, когда резак удаляет загрязненный материал, обнажая чистую медную поверхность, и изменяет форму электрода.Другие материалы, обычно свариваемые точечной сваркой, включают нержавеющие стали (в частности, аустенитные и ферритные марки), никелевые сплавы и титан.
Хотя алюминий имеет теплопроводность и электрическое сопротивление, близкие к меди, температура плавления алюминия ниже, что означает возможность сварки. Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (порядка в два-три раза выше, чем для стали эквивалентной толщины).
Кроме того, алюминий разрушает поверхность медных электродов в пределах очень небольшого количества сварных швов, что означает, что добиться стабильно высокого качества сварки очень сложно. По этой причине в настоящее время в промышленности встречаются только специальные применения точечной сварки алюминия.
Появляются различные новые технологические разработки, помогающие обеспечить стабильную высококачественную точечную сварку алюминия.Медь и ее сплавы также могут быть соединены контактной точечной сваркой, хотя точечная сварка меди не может быть легко достигнута с помощью обычных электродов для точечной сварки из медного сплава, так как выделение тепла электродами и заготовкой очень похоже.
Решение проблемы сварки меди заключается в использовании электрода из сплава с высоким электрическим сопротивлением и температурой плавления, значительно превышающей температуру плавления меди (намного выше 1080°C). Электродные материалы, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Где применяется точечная сварка?
Точечная сварка применяется в ряде отраслей, включая автомобильную, аэрокосмическую, железнодорожную, бытовую технику, металлическую мебель, электронику, медицинское строительство и строительство.
Учитывая легкость автоматизации точечной сварки в сочетании с роботами и манипуляционными системами, это наиболее распространенный процесс соединения на производственных линиях большого объема и, в частности, был основным процессом соединения при изготовлении стальных вагонов на протяжении более 100 лет.
годы.Сварка кузова автомобиля на линии по производству автомобилей.
Часто задаваемые вопросы
Какой электродный материал следует использовать для контактной точечной сварки?
Электроды являются одним из наиболее важных факторов в процессе контактной сварки, но часто им чаще всего злоупотребляют…
Как выполнить контактную точечную сварку алюминиевых сплавов?
Алюминий и его сплавы обладают высокой тепло- и электропроводностью по сравнению со сталью и, так как процесс зависит от…
Как свести к минимуму разбрызгивание при сварке для повышения качества и безопасности контактной точечной сварки?
Чтобы гарантировать качество сварки, параметры сварки часто устанавливаются близко к условиям разбрызгивания…
Как избежать брызг на поверхность или прилипания электрода при контактной точечной сварке?
Брызги на поверхности и прилипание электрода являются результатом чрезмерного нагрева между электродом и соединяемым листовым материалом.
..Точечная сварка сопротивлением: принципы и ее применение
- Панель авторов Войти
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы представляем собой сообщество из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах, в том числе лауреатов Нобелевской премии и некоторых самых цитируемых исследователей мира.
Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.Оповещения о содержимом
Краткое введение в этот раздел, посвященный открытому доступу, особенно с точки зрения IntechOpen
Как это работаетУправление предпочтениями
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь:
Карьера:
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Рецензируемая глава в открытом доступе
Написано
Das Tanmoy
Представлено: 23 января 2022 г.
Рецензировано: 10 февраля 2022 г. Опубликовано: 23 июня 2022 г.doi: 10.5772/intechopen.103174
Скачать бесплатно
из отредактированного тома
Под редакцией Kavian Omar Cook
СКАЧАТЬ БЕСПЛАТНО
Advertisement
Abstract
Точечная контактная сварка является одним из основных методов сварки, широко используемых в автомобильной и авиационной промышленности. В одном кузове автомобилей, которые сегодня управляются цифровым управлением, делается около 2000–3000 пятен. Точечная сварка сопротивлением работает по закону нагревания Джоуля, согласно которому выделяемое тепло прямо пропорционально квадрату сварочного тока. Этот метод сварки обычно используется для соединения тонких листов стали, титана, алюминия, магния и т. д. Сварка цветных металлов, таких как алюминий и магний, довольно утомительна из-за их высокой теплопроводности и образования оксида на их поверхности.
Поэтому перед сваркой требуется тщательная подготовка поверхности. Этот метод сварки также имеет многочисленные ограничения, в том числе низкую прочность соединений и ограничения по толщине.Ключевые слова
- точечная сварка сопротивлением
- сварочный ток
- время сварки
- автомобиль
- закон Джоуля
. Этот тип сварки использует огромное количество тока и очень низкое напряжение. Многочисленные типы металлов, такие как различные марки стали, алюминий (Al), магний (Mg), титан (Ti), медь (Cu) и их сплавы. Как правило, тонкие листы из одинаковых или разнородных металлов соединяются с помощью RSW внахлестку. RSW также страдает от нескольких ограничений, таких как ликвационное растрескивание, пустоты, смещение, износ электрода и т. Д. Более толстые листы металлов, как правило, трудно сваривать RSW, потому что тепло очень легко переходит в окружающий металл.
Реклама
2. Принципы контактной точечной сварки
2.1 Теория
Контактная точечная сварка представляет собой процесс сварки плавлением, работающий по принципу нагревания Джоуля, согласно которому: Q = I 2 Rt , где « Q » — количество тепла, выделяемого при РСВ, « I » — используемый сварочный ток, « R » — установка сопротивления на границе раздела металлических листов, а « t » — затраченное время сварки. В технологии RSW используются два электрода из медного сплава в форме усеченного конуса/купола, чтобы сконцентрировать сварочный ток в фиксированной небольшой точке и одновременно сжать листы вместе без какого-либо смещения. Тонкие листы металлов, используемые в качестве заготовок, удерживаются вместе под давлением электродов. Толщина металлических листов обычно варьируется от 0,5 до 3 мм. Подача большого количества тока через пятно расплавит металл и сформирует сварной шов.
RSW позволяет распределять большое количество энергии в определенное место за короткий период (примерно 10–100 миллисекунд). Это позволяет проводить сварку без перегрева остального металлического листа.Сопротивление между электродами и между электродами и металлическими листами, а также амплитуда и продолжительность сварочного тока регулируют количество тепловой энергии, передаваемой на создаваемое пятно. Количество энергии выбирается в соответствии со свойствами материала листов, такими как теплопроводность, коэффициент теплового расширения, электропроводность и т. д. Применение слишком малой энергии не приведет к расплавлению локализованной области, и не будет достигнута достаточная прочность. Принимая во внимание, что применение слишком большого количества энергии приведет к расплавлению слишком большого количества металла, выбросу расплавленного материала и образованию пустоты, а не пятна [1]. На рис. 1 представлена схема процесса контактной точечной сварки.
Рис.
1.Схема контактной точечной сварки.
2.2 Используемая техника и оборудование
Как правило, процесс контактной сварки состоит из трех этапов: (a) электроды подносят к поверхности свариваемых металлических листов и прикладывают небольшое давление и (b) сварочный ток от электродов затем подается на очень короткое время, после чего ток отключается, но электроды поддерживают давление, позволяющее металлу сварного шва остыть и затвердеть. Применяемое время сварки обычно составляет от 0,01 до 0,8 с в зависимости от толщины металла, силы электрода и диаметра кончика электрода [2, 3].
Установка контактной точечной сварки в основном состоит из держателей инструментов и электродов из медного сплава. Держатели инструментов действуют как механизм, надежно удерживающий электроды на месте, а также поддерживающий шланги охлаждающей воды, которые используются для охлаждения электродов.
Методы удержания инструмента, как правило, включают лопастные легкие, универсальные и обычные смещения. Электроды изготовлены из металлов с низким сопротивлением и высокой проводимостью, таких как медь, и изготавливаются в различных формах, таких как усеченный конус, купол, плоские формы, в зависимости от необходимого применения.Металлические листы, подлежащие сварке, известны как заготовки и должны быть хорошим проводником электричества. Ширина металлических листов ограничена длиной горловины сварочного оборудования и обычно составляет от 5 до 50 дюймов (13–130 см). Толщина может варьироваться от 0,20 до 3 мм.
В случае RSW есть два критических компонента системы инструментов, характеристики которых оказывают существенное влияние на весь процесс: пистолет и его тип, а также размер и форма электрода. Пистолет типа C обычно используется в тех случаях, когда конструкция пистолета должна быть максимально жесткой из-за больших приложенных усилий. Эта конструкция обеспечивает большую жесткость и гибкость инструмента, а также коллинеарное движение электрода.
Расположение X-типа, как и C-типа, обеспечивает минимальную жесткость, хотя доступное рабочее пространство значительно больше, чем у C-типа. В результате эта архитектура очень часто используется там, где обрабатываются оловянные и плоские объекты. Однако с точки зрения оснастки обеспечивается низкая гибкость, поскольку траектории движущихся электродов не коллинеарны, поэтому следует использовать наконечник электрода в форме купола.Электроды, используемые при точечной сварке, также различаются по назначению. Для высокотемпературных применений используются электроды радиального типа, электроды с усеченным наконечником используются для высокого давления, электроды с эксцентриком для сварки углов, смещенные эксцентриковые наконечники для доступа к углам и узким местам и, наконец, усеченные со смещением в саму заготовку.
2.3 Особенности контактной точечной сварки
Контактная точечная сварка имеет тенденцию упрочнять материал во время приложения силы электрода, вызывая его деформацию.
Это явление приводит к снижению усталостной прочности материалов и может привести к растяжению материала, а также к его отжигу. Различные дефекты точечной сварки включают внутреннее растрескивание, ликвационное растрескивание на внутренней части сварного шва и плохой внешний вид. Затронутые химические свойства включают внутреннее сопротивление металла и его коррозионные свойства.Используемое время сварки очень короткое, что может привести к износу электродов — они не могут двигаться достаточно быстро, чтобы удерживать материал в зажатом состоянии. Во время первого импульса контакт электрода может не обеспечить хорошего сварного шва. Первый импульс размягчит металл. В промежутке между двумя импульсами электроды сблизятся и улучшат контакт. Кроме того, более высокий сварочный ток создает огромное магнитное поле, а при пересечении электрического тока и магнитного поля создается сильное магнитное силовое поле, которое заставляет расплавленный металл двигаться очень быстро, до 0,5 м/с.
В результате быстрое движение расплавленного металла могло существенно изменить распределение тепловой энергии при точечной сварке. Для наблюдения за быстрым движением точечной сварки можно использовать высокоскоростную камеру [4, 5, 6].2.4 Источник питания
Базовая установка для точечной сварки состоит из источника питания, накопителя энергии (например, батареи конденсаторов), выключателя, сварочного трансформатора и сварочных электродов. Батарея конденсаторов действует как источник высоких уровней мгновенной мощности. Накопленная энергия сбрасывается в сварочный трансформатор при нажатии переключателя. Затем этот трансформатор снижает напряжение при увеличении тока. Основная особенность трансформатора заключается в том, что он снижает количество электричества, которое может выдержать выключатель. Вторичная цепь трансформатора включает сварочный электрод. Также присутствует блок управления, который управляет переключателем, а также может контролировать напряжение или ток сварочного электрода.
Большое количество сопротивлений создается в разных регионах, что делает сопротивление довольно сложным. Вторичная обмотка, кабели и сварочные электроды имеют свое сопротивление. Контактное сопротивление между сварочными электродами и заготовкой также имеет значение. Есть также сопротивление заготовок и сопротивление контакта заготовок. Поскольку поначалу контактные сопротивления обычно высоки, большая часть энергии тратится впустую. Тепло, создаваемое усилием зажима, смягчает и разглаживает материал на поверхности раздела электрод-материал, что приводит к лучшему контакту и снижению контактного сопротивления. В результате в заготовку будет передаваться больше электрической энергии, а сопротивление перехода между двумя заготовками увеличится. Электроды и заготовка отводят тепло, поскольку электрическая энергия подается на сварной шов, и температура повышается. Наиболее важной потребностью является обеспечение достаточного количества энергии, чтобы расплавить часть материала в пятне, не расплавляя все пятно.
Периметр пятна будет отводить значительное количество тепла и поддерживать более низкую температуру периметра из-за теплопроводности. Поскольку изнутри пятна отводится меньше тепла, оно плавится первым. При использовании значительного сварочного тока происходит расплавление всего пятна, материал выливается, а вместо сварного шва образуется отверстие.Рабочее напряжение, необходимое для сварки, зависит от сопротивления свариваемого материала, толщины листа и желаемого размера самородка. При сварке соединения внахлест толщиной 2 мм напряжение между электродами составляет всего около 1,5 В в начале сварки, но может упасть до 1 В в конце сварки. Это снижение напряжения связано с уменьшением сопротивления из-за плавления заготовки. Напряжение холостого хода от трансформатора выше, чем обычно, и составляет от 5 до 22 В.
Реклама
3. Обзор литературы
3.1 Точечная сварка сопротивлением аналогичных и разнородных усовершенствованных высокопрочных сталей (AHSS)
Усовершенствованные высокопрочные стали (AHSS) обычно используются в конструкциях автомобильных кузовов в автомобильной промышленности из-за снижение массы автомобиля, высокие требования безопасности по прочности, хорошая коррозионная стойкость, повышенная ударопрочность [7, 8, 9, 10].
Многочисленные рассматриваемые AHSS представляют собой двухфазные (DP) стали, стали с пластичностью, вызванной превращением, стали с комплексной фазой и мартенситные стали. Пуранвари [11] исследовал переход режима разрушения от межфазного режима к режиму отрыва стали DP600 и низкоуглеродистой стали в условиях как растяжения-сдвига, так и поперечного растяжения. Они сообщили, что увеличение углеродного эквивалента снижает коэффициент пластичности. Ван и др. В работе [12] исследовано влияние объемной доли и морфологии мартенсита на динамические механические свойства трех листов из стали ДП (ДП600, ДП800 и ДП1000) и одного листа из стали МС (М1200). Они установили, что прирост предела прочности уменьшается с увеличением объемной доли мартенсита. В режиме разрушения преобладала ферритная пластическая деформация. На рис. 2 представлены полученные деформированные микроструктуры и отверстия на различных расстояниях от поверхности подложки при скоростях деформации 10 −3 с −1 и 10 3 с −1 .Рис. 2.
Деформированная микроструктура и отверстия на различных расстояниях от поверхности М1200 при скоростях деформации 10 −3 с −1 и 10 3 с −1 . (а) 0,1 мм (10 −3 с −1 ). (б) 0,3 мм (10 −3 с −1 ). (в) 0,5 мм (10 -3 с -1 ). (г) 0,1 мм (10 3 с −1 ). (д) 0,3 мм (10 3 с −1 ). (е) 0,5 мм (10 3 с −1 ) [12].
Hayat и Sevim [13] выполнили точечную сварку соединений оцинкованной стали DP600 и обнаружили, что вязкость разрушения сварного соединения изменяется в зависимости от сварочного тока и времени сварки. Кроме того, вязкость разрушения при точечной сварке зависит не только от диаметра наггетсов, но и от толщины листа, разрывной силы растяжения, времени сварки и силы тока.
Пал и Бховмик [14] исследовали характеристики RSW стали DP780 и обнаружили, что на максимальную несущую способность влияет характер разрушения, то есть межфазное разрушение характеризуется более низкой несущей способностью по сравнению с разрушением типа пробки и отверстия. Чжао и др. [15] выполнили RSW аналогичных соединений DP600 и пришли к выводу, что сила электрода оказывает очевидное влияние на размер сварного шва сварного соединения. И существует критическое электродное усилие, при котором размер очага сварного шва достигает своего максимального значения. Механические свойства улучшаются с увеличением сварочного тока и времени. Изменение влияния силы электрода на диаметр и скорость проникновения самородка, а также взаимосвязь между растягивающей сдвиговой нагрузкой и поглощенной энергией в зависимости от диаметра самородка показаны на рис. 3а и б.Рис. 3.
w3.org/2001/XMLSchema-instance»> (а) Влияние силы электрода на диаметр и скорость проникновения и (б) взаимосвязь между растягивающей сдвиговой нагрузкой, энергией и диаметром зерна [15].
Банерджи и др. [16] оценили усталостные характеристики стальных листов DP590, сваренных контактной точечной сваркой, и сообщили, что усталостная долговечность соединений зависит от размера наггетсов, чувствительности к надрезам, режима нагрузки и связанных с ними условий сдвига и номинального напряжения. В режимах высокой и средней нагрузки усталостные характеристики могут быть соотнесены с диаметром стержня, при этом более крупные стержни демонстрируют лучшие характеристики. Мэтлок и др. [17] изучили последние разработки в области AHSS для автомобильных применений. Ранние исследования двухфазной стали и стали TRIP в конце 1970-е и начало 1980-х превратились в основные идеи для этих прорывов. Контроль стабильности и объемной доли аустенита для производства высокопластичных сталей TRIP был отмечен как важный фактор в разработке нового AHSS третьего поколения.
Хан и др. [18] провели исследование пригодности для контактной точечной сварки AHSS, таких как DP600, DP780, TRIP780 и 590R. В ходе исследования они обнаружили, что типичная микроструктура межкритической зоны термического влияния (ICHAZ) состоит из нерастворенного феррита и рассеянных мартенситных островков. Сталь TRIP показала некоторое количество остаточного аустенита в пределах ICHAZ. Кроме того, AHSS обеспечивает превосходную разрушающую нагрузку при растяжении по сравнению с HSLA. Во время испытаний на растяжение DP600 наблюдалось межфазное разрушение, в то время как для HSLA 59 возникали режимы отказа при вытягивании кнопки.0R, DP780 и TRIP780. Шоджаи и др. [19] исследовали механические свойства и поведение при разрушении соединений RSW в листах стали 980 и 1180 третьего поколения. Они пришли к выводу, что результаты испытаний на сдвиг при растяжении (TSS) показали, что сварные швы могут показывать режим IF и обладать высокой несущей способностью. Это говорит о том, что использование режима разрушения в качестве основного критерия для оценки испытаний на TSS является неточным и что несущая способность является лучшим показателем характеристик сварного соединения при сдвигающих нагрузках. На рис. 4 показаны карты микротвердости по Виккерсу по поперечному сечению сварного шва (а) 3G-9.Сталь 80, сваренная при 9,3 кА, и сталь 3Г-1180, сваренная при 9,1 кА. На рис. 4с показаны профили твердости, извлеченные из карт.Рис. 4.
(а) Карты микротвердости по Виккерсу в поперечном сечении (а) 3G-980, сваренного при 9,3 кА, и (б) 3G-1180, сваренного при 9,1 кА. (в) Профили твердости, извлеченные из карт [19].
3.2 Методы улучшения соединений RSW
Для повышения прочности точечных сварных соединений как однородных, так и разнородных металлов были разработаны многочисленные методы. Методы перечислены ниже:
3.2.1 Использование двойного импульсного тока
Soomro и Pedapati [20] изучили влияние второго импульсного тока на микроструктуру и механическое поведение стали RSW HSLA350 и пришли к выводу, что введение второго импульсного тока увеличивает способность поглощения энергии.
и предел прочности при сдвиге сварного шва. Кроме того, наблюдались углубления сдвига с малой долей микротрещин по сравнению с гребнями разрыва с высокой долей микротрещин, наблюдаемыми в сварном шве с одним импульсом. Соомро и др. [21] выполняли как одноимпульсную, так и двухимпульсную сварку ДП59.0 и наблюдали максимальное улучшение пиковой нагрузки растяжения на 62% и энергии разрушения на 62,3% при сварке двойным импульсом по сравнению со сваркой одиночным импульсом. Кроме того, в размере сварного шва наблюдалось увеличение на 3,7 % при подводимой теплоте ( Q ) = 0,25 и на 13,8 % при Q = 1. Джахандиде и др. [22] исследовали влияние времени догрева и тока догрева на качество сварного шва стали САП50 и пришли к выводу, что время догрева снижает межфазные трещины, но с меньшей скоростью. Стадия догрева не оказывает существенного влияния на прочность сварных соединений при растяжении при сдвиге и характер разрушения при испытаниях внахлест при растяжении при сдвиге. На рис. 5а показаны твердость гранул и режимы разрушения при различных параметрах сварки, а на рис. 5б и с — типичные режимы разрушения.Рис. 5.
(а) Твердость зародыша и вид разрушения при различных послесварочных токах и временах, (б) типичное межфазное разрушение и (в) типичное разрушение при отрыве [22].
Эфтехаримилани и др. [23] исследовали влияние одиночного и двойного импульса УВР на микроструктуры AHSS. По словам исследователей, элементное распределение фосфора на кромке первичного сварного шва двойных импульсных сварных швов является более равномерным. Когда область нагревается до более высокой температуры, распределение улучшается (т.е. второй импульс тока равен первому по величине). Механические свойства также улучшились за счет двойного импульсного воздействия, а сварные швы, подвергнутые воздействию двух одинаковых импульсов тока, демонстрируют наивысшую максимальную прочность на поперечное растяжение и сопротивление сдвигу при растяжении, а также благоприятную вероятность разрушения пробки.
Лю и др. [24] изучали влияние двухимпульсной УВР на механические свойства и процесс разрушения Q&P9.80 стали. Они заметили, что мартенсит был преобладающей микроструктурой в сварном шве, и эта сталь была подвержена образованию ликвационных трещин. Кроме того, применение более высокого вторичного тока улучшило прочность на растяжение при сдвиге и режим разрушения, в то время как среднее значение увеличило прочность на поперечное растяжение и коэффициент пластичности. На Рисунке 6 показаны типичные формы разрушения в испытаниях TSS и соответствующие им поверхности разрушения и поперечные сечения.Рис. 6.
Типичные виды разрушения при испытаниях на TSS: (а)–(е) – поверхности разрушения и сечения; (g)–(p) – увеличенные изображения, расположенные в точках (g)–(p) соответственно [24].
3.2.2 Использование промежуточных слоев
Ibrahim et al.
[25] исследовали свариваемость листа A6061-T6 с SS304 с использованием сплава Al-Mg в качестве промежуточного слоя. Они пришли к выводу, что разнородные сварные швы Al/сталь с промежуточным слоем демонстрируют более высокое усилие сдвига при растяжении, чем швы без промежуточного слоя. Предел прочности при сдвиге и усталостная прочность разнородных сварных швов RSW Al/сталь были выше, чем у сварных швов FSSW, выполненных с использованием инструмента со спиральными канавками без зонда. Пробка, сдвиг и разрушение верхнего алюминиевого листа преобладали при высоких, средних и низких уровнях нагрузки соответственно. Чжан и др. В работе [26] проведена термокомпенсированная РУО сплава АА5052-х22 Al и сплава АЗ31Б Mg с использованием Zn в качестве прослойки. Добавление промежуточного слоя Zn между листами не влияет на свойства растяжения разнородных соединений Mg/Al, а растягивающее усилие сдвига сварного соединения было улучшено до 219N методом термокомпенсации, тогда как пиковая нагрузка соединений RSW из Mg/Al и межслойных соединений RSW из Mg/Al с Zn составляла всего 33 и 727 Н соответственно. Дас и др. В работе [27] проведен РИО стали AISI-1008 на сплав Al-1100 с использованием покрытия из графеновых нанопластинок (ЗНЧ) в качестве прослойки. Они сообщили об увеличении прочности сварного шва примерно на 124% по одному из параметров сварки. Также наблюдалось увеличение твердости за счет взаимодействия различных механизмов упрочнения. Интерметаллические соединения (ИМС) Al-Fe, такие как FeAl 3 , Fe 2 Al 5 и Fe 4 Al 13 образовались в межфазной области Al/Fe, которые были хрупкими. На рис. 7a–d представлены графики зависимости нагрузки от смещения образцов без покрытия и образцов с покрытием GNP, а также процентное увеличение за счет добавления GNP.Рис. 7.
Графики зависимости нагрузки от растяжения (а) образцов без покрытия, (б) образцов с графеновым покрытием, обработанных при наилучших параметрах сварки, (в) энергии разрушения образцов и (г) процентного увеличения пиковая нагрузка при добавлении графена по сравнению с голыми образцами [27].
Пеннер и др. [28] исследовали влияние промежуточного слоя никеля с золотым покрытием на механическое и микроструктурное поведение разнородных точечных сварных швов сопротивлением Al-Mg. Они сообщили, что не было выполнено никаких соединений с использованием промежуточного слоя без покрытия Ni. Сварные швы, выполненные током 24 кА, имели среднюю пиковую нагрузку 4,69 кН, что составляло 88% от оптимизированных аналогичных сварных швов AZ31B. А образование ИМС Al-Mg было полностью подавлено с помощью промежуточного слоя никеля с золотым покрытием. Таким образом, никель с золотым покрытием представлял собой многообещающий подход в разнородных RSW. Сан и др. [29] проведены разнородные РИО сплавов АА5052 и АЗ31 с прослойкой из стали с оловянным покрытием. Они сообщили, что с помощью промежуточного слоя были достигнуты прочные соединения, и он достиг 88% от максимального значения аналогичных соединений AZ31 RSW. Толщина Al-Mg IMC уменьшилась, а также пустоты уменьшились из-за длительного времени спада и, возможно, также из-за высокой температуры кипения Sn.
Дас и др. В работах [30, 31] изучалось влияние многостенных углеродных нанотрубок (МУНТ) на УРО соединений из стали AISI-1008. Они пришли к выводу, что увеличение прочности соединения примерно на 45% наблюдалось благодаря включению промежуточного слоя МУНТ. Энергия разрушения также увеличивается при увеличении сварочного тока и при использовании прослойки. Сан и др. В работе [32] проведен РВ разнородного сплава AZ31 Mg на алюминий АА5754 с технически чистым Ni в качестве прослойки. Они подытожили, что увеличение сварочного тока увеличило диаметр заготовки и, следовательно, прочность соединения увеличилась до 36 кА. Но дефекты, такие как трещины и пористость, образовавшиеся в межфазной области Mg/Ni, были чрезмерно высокими при 42 кА. Это привело к раннему разрушению на границе раздела Mg/Ni и снижению прочности соединения. На рис. 8a–e представлена схема образца при растяжении при сдвиге и поверхности разрушения, четко изображающая межфазный характер разрушения и выброса металла.Рис.
8.(а) схема образца при сдвиге при растяжении и поверхности разрушения; поверхность разрушения самородка со стороны Ni (Al) и Mg при сварочном токе 32 кА (б) и (в) и 42 кА (г) и (д) [32].
Дас и др. [33] исследовали влияние нанопластинок графена на RSW аналогичных соединений из стали AISI-1008 и пришли к выводу, что наблюдалось повышение ~ 63% при параметре сварки. Исследования микротвердости также показали увеличение твердости при включении прослойки ЗНЧ, а также при увеличении сварочного тока.
Advertisement
4. Применение контактной точечной сварки
Контактная точечная сварка обычно используется при соединении определенных типов листового металла, сварной или неизолированной проволочной сетки. Более толстые листы труднее точечной сварки из-за более легкого отвода тепла в окружающий металл.
Точечная сварка возможна с алюминиевыми сплавами, но их более высокая тепло- и электропроводность требуют больших сварочных токов. Это требует использования более крупных, мощных и более дорогих сварочных трансформаторов.Точечная сварка чаще всего используется в автомобилестроении, где она почти всегда используется для соединения листового металла автомобильных рам. Сварочные аппараты для точечной сварки также могут быть полностью автоматизированы, и многие промышленные роботы, установленные на сборочных линиях, являются аппаратами для точечной сварки.
Точечная сварка также используется в ортодонтических клиниках для изменения размера металлических «моляров», используемых в ортодонтии, с помощью небольшого оборудования для точечной сварки.
Для создания аккумуляторов точечная сварка также используется для присоединения ремешков к никель-кадмиевым, никель-металлогидридным или литий-ионным аккумуляторным элементам. Точечная сварка тонких никелевых полосок с клеммами аккумулятора соединяет элементы.
Этот метод предотвращает перегрев батареи, который мог бы произойти, если бы использовалась традиционная пайка.Для точечной сварки необходимо соблюдать некоторые правила проектирования, например, соединительные поверхности должны быть свободны от загрязняющих веществ, таких как окалина, масло и грязь, чтобы обеспечить качество сварных швов.
Объявление
5. Модификации контактной точечной сварки
Разработан модифицированный вариант контактной точечной сварки, известный как рельефная сварка. Сварка локализуется при рельефной сварке с использованием выступов или выступов на одном или обоих соединяемых металлических листах. Тепло концентрируется на этих выступах, что позволяет сваривать более тяжелые детали или уменьшать расстояние между сварными швами. Выступы также можно использовать для позиционирования заготовок таким образом, чтобы они были сбалансированы. Шпильки, гайки и другие детали машин с резьбой часто приваривают к металлической пластине методом рельефной сварки.
К нему обычно присоединяют перекрещенные провода и стержни. С помощью этой высокопроизводительной техники можно выполнить несколько выступающих швов путем соответствующего планирования и отсадки [34].Объявление
6. Выводы
В этой главе речь шла о методе контактной точечной сварки, его различных принципах работы и применениях. Точечная контактная сварка применяется в основном для соединения тонких металлических листов и их сплавов. Также обсуждались трудности, связанные с соединением металлов с высокой теплопроводностью, таких как алюминий и магний. Используемый блок питания также обсуждался. Исследователи также обнаружили различные методы повышения прочности сварных соединений. Методы включали использование двухимпульсного сварочного тока и различных металлических или неметаллических прослоек. Кроме того, была упомянута широкая область применения контактной точечной сварки, а также в этой главе был разработан модифицированный метод RSW, который представляет собой рельефную сварку.
0008 Appendices and nomenclatureRSW
resistance spot welding
GNPs
graphene nanoplatelets
MWCNTs
multi-walled carbon nanotubes
IMCs
intermetallic compounds
AHSS
advanced high strength steels
DP
dual-phase
HSLA
high strength low alloy
TRIP
Пластичность, вызванная превращением
Q&P
Закалка и разделение
ICHAZ
Межкритическая зона термического влияния
Ссылки
- 1. Шумахер Б.В., Дилай В. Выборочное управление сваркой с адаптивным графиком. 1984
- 2. Пуранвари М., Хоррамифар М., Мараши С.П.Х. Точечная сварка ферритно-аустенитных нержавеющих сталей с разным сопротивлением: металлургические характеристики и характеристики разрушения. Наука и техника сварки и соединения. 2016;21:438-445. DOI: 10.1080/13621718.2015.1124491
- 3. Larsson H, Chamberlain A, Walin S, Schouri S, Nilsson L, Myrsell E, et al. Методы сварки электрических соединений в аккумуляторных системах. 2019
- 4. Ли Ю.Б., Линь З.К., Шен К., Лай С.М. Численный анализ транспортных явлений в процессе контактной точечной сварки. Журнал производственных наук и инженерных транзакций ASME. 2011;133:1-8. DOI: 10.1115/1.4004319
- 5. Li YB, Lin ZQ, Hu SJ, Chen GL. Численный анализ динамики магнитной жидкости при контактной точечной сварке. Журнал прикладной физики. 2007; 101:053506-1 по 053506-10. DOI: 10.1063/1.2472279
- 6. Li Y, Wei Z, Li Y, Shen Q, Lin Z. Влияние угла конусности усеченного электрода на тепломассоперенос при контактной точечной сварке. Международный журнал тепло- и массообмена. 2013;65:400-408. DOI: 10.1016/j.ijheatmasstransfer.2013.06.012
- 7. Кляйнер М., Чатти С., Клаус А. Методы обработки металлов давлением для легких конструкций. Журнал технологии обработки материалов. 2006;177:2-7. DOI: 10.1016/j. jmatprotec.2006.04.085
- 8. Zhang XQ, Chen GL, Zhang YS. Особенности износа электродов при контактной точечной сварке двухфазных сталей. Материалы и дизайн. 2008;29:279-283. DOI: 10.1016/j.matdes.2006.10.025
- 9. Озтюрк Ф., Торос С., Килич С. Поведение при растяжении и пружинении усовершенствованной высокопрочной стали DP600 при высоких температурах. Журнал международных исследований железа и стали. 2009 г.;16:41-46. DOI: 10.1016/S1006-706X(10)60025-8
- 10. Ma C, Chen DL, Bhole SD, Boudreau G, Lee A, Biro E. Микроструктура и характеристики разрушения стали DP600, сваренной точечной сваркой. Материаловедение и инженерия А. 2008;485:334-346. DOI: 10.1016/j.msea.2007.08.010
- 11. Пуранвари М. Восприимчивость к межфазному разрушению в точечных швах с одинаковым и разным сопротивлением двухфазной стали DP600 и низкоуглеродистой стали в условиях поперечного растяжения и растяжения-сдвига. Материаловедение и инженерия А. 2012; 546:129-138. DOI: 10.1016/j.msea.2012.03.040
- 12. Wang W, Li M, He C, Wei X, Wang D, Du H. Экспериментальное исследование поведения при высокой скорости деформации высокопрочных двухфазных сталей 600–1000 МПа и Полностью мартенситные стали 1200 МПа. Материалы и дизайн. 2013;47:510-521. DOI: 10.1016/j.matdes.2012.12.068
- 13. Хаят Ф., Севим И. Влияние параметров сварки на вязкость разрушения оцинкованных листов автомобильной стали DP600, сваренных контактной точечной сваркой. Международный журнал передовых производственных технологий. 2012;58:1043-1050. DOI: 10.1007/s00170-011-3428-x
- 14. Пал Т.К., Бхоумик К. Характеристики контактной точечной сварки и многоцикловая усталостная характеристика стального листа DP 780. Журнал материаловедения и производительности. 2012;21:280-285. DOI: 10.1007/s11665-011-9850-2
- 15. Zhao DW, Wang YX, Zhang L, Zhang P. Влияние силы электрода на микроструктуру и механическое поведение сварного соединения DP600 методом контактной точечной сварки. Материалы и дизайн. 2013;50:72-77. DOI: 10.1016/j.matdes.2013.02.016
- 16. Банерджи П., Саркар Р., Пал Т.К., Шоме М. Влияние размера наггетсов и геометрии надреза на характеристики многоцикловой усталости точечной сварки сопротивлением DP590 стальных листов. Журнал технологии обработки материалов. 2016; 238:226-243. DOI: 10.1016/j.jmatprotec.2016.07.023
- 17. Мэтлок Д., Спир Дж., Де Мур Э., Гиббс П. Последние разработки в области передовых высокопрочных листовых сталей для автомобильных применений: обзор. Журнал инженерных наук и технологий. 2012;15:1-12
- 18. Хан М.И., Кунц М.Л., Биро Э., Чжоу Ю. Микроструктура и механические свойства усовершенствованных высокопрочных сталей, сваренных контактной точечной сваркой. Сделки с материалами. 2008;49: 1629-1637. DOI: 10.2320/matertrans. MRA2008031
- 19. Shojaee M, Midawi ARH, Barber B, Ghassemi-Armaki H, Worswick M, Biro E. Механические свойства и поведение при разрушении усовершенствованных высокопрочных сталей третьего поколения, сваренных контактной точечной сваркой. Журнал производственных процессов. 2021;65:364-372. DOI: 10.1016/j.jmapro.2021.03.047
- 20. Soomro IA, Pedapati SR. Применение термообработки после сварки на месте с использованием технологии двойного импульса и ее влияние на микроструктуру и механические характеристики стали HSLA350, сваренной контактной точечной сваркой. Международный журнал передовых производственных технологий. 2019;105:3249-3260. DOI: 10.1007/s00170-019-04569-2
- 21. Soomro IA, Pedapati SR, Awang M. Оптимизация параметров импульса послесварочного отпуска для максимальной несущей способности и поглощения энергии разрушения в двухфазной (DP590) точечной сварке сопротивления стали. Материаловедение и инженерия А. 2021;803:140713. DOI: 10.1016/j.msea.2020.140713
- 22. Джахандиде А., Хамеди М., Мансурзаде С.А., Рахи А. Экспериментальное исследование влияния параметров последующего нагрева на контактную точечную сварку стали SAPh540. Наука и техника сварки и соединения. 2011;16:669-675. DOI: 10.1179/1362171811Y.0000000053
- 23. Eftekharimilani P, van der Aa EM, Hermans MJM, Richardson IM. Микроструктурная характеристика усовершенствованной высокопрочной стали, сваренной точечной сваркой двойным импульсным сопротивлением. Наука и техника сварки и соединения. 2017;22:545-554. DOI: 10.1080/13621718.2016.1274848
- 24. Liu XD, Xu YB, Misra RDK, Peng F, Wang Y, Du YB. Механические свойства при точечной сварке двойным импульсом сопротивления стали Q&P 980. Журнал технологии обработки материалов. 2019;263:186-197. DOI: 10.1016/j.jmatprotec.2018.08.018
- 25. Ibrahim I, Ito R, Kakiuchi T, Uematsu Y, Yun K, Matsuda C. Усталостное поведение точечных сварных швов с разным сопротивлением Al/сталь, изготовленных с использованием промежуточного слоя Al-Mg. Наука и техника сварки и соединения. 2016;21:223-233. DOI: 10.1179/1362171815Y.0000000086
- 26. Zhang Y, Luo Z, Li Y, Liu Z, Huang Z. Характеристика микроструктуры и свойства при растяжении разнородных соединений Mg/Al, изготовленных методом термокомпенсированной контактной точечной сварки с промежуточным слоем Zn. Материалы и дизайн. 2015;75:166-173. DOI: 10.1016/j.matdes.2015.03.030
- 27. Das T, Das R, Paul J. Точечная контактная сварка разнородных соединений внахлестку стали AISI-1008/сплава Al-1100 с промежуточным слоем графена. Журнал производственных процессов. 2020;53:260-274. DOI: 10.1016/j.jmapro.2020.02.032
- 28. Penner P, Liu L, Gerlich A, Zhou Y. Исследование возможности контактной точечной сварки разнородных комбинаций Al/Mg с промежуточными слоями на основе Ni. Наука и техника сварки и соединения. 2013;18:541-550. DOI: 10.1179/1362171813Y.0000000129
- 29. Сунь М., Никнеджад С.Т., Гао Х., Ву Л., Чжоу Ю. Механические свойства точечных сварных швов алюминия с магнием с разным сопротивлением с промежуточным слоем стали с оловянным покрытием. Материалы и дизайн. 2016;91:331-339. DOI: 10.1016/j.matdes.2015.11.121
- 30. Das T, Rawal S, Panda SK, Paul J. Точечная контактная сварка соединений стали AISI-1008 с промежуточным слоем покрытия MWCNT. Материалы и производственные процессы. 2021;36:448-456. DOI: 10.1080/10426914.2020.1843667
- 31. Das T, Panda SK, Paul J. Микроструктура и механические свойства соединений внахлестку, сваренных контактной точечной сваркой из стали AISI-1008 с использованием многостенных углеродных нанотрубок в качестве промежуточного слоя. Журнал материаловедения и производительности. 2021;30:3333-3341. DOI: 10.1007/s11665-021-05687-3
- 32. Sun M, Niknejad ST, Zhang G, Lee MK, Wu L, Zhou Y. Микроструктура и механические свойства точечной сварки сопротивлением AZ31/AA5754 с использованием промежуточного слоя никеля. Материалы и дизайн. 2015;87:905-913. DOI: 10.1016/j.matdes.2015.08.097
- 33. Das T, Sahoo B, Kumar P, Paul J. Влияние промежуточного слоя графена на соединения стали AISI-1008, сваренные точечной сваркой сопротивлением. Материаловедение Экспресс. 2019;6:0865c3
- 34. Zhang X, Yao F, Ren Z, Yu H. Влияние сварочного тока на формирование шва, микроструктуру и механические свойства при контактной точечной сварке CR59Двухфазная оцинкованная сталь 0T/340Y. Материалы (Базель). 2018;11:2310. Doi: 10.3390/ma11112310
Разделы
Авторская информация
- 1. Введение
- 2. ПРИНКИПЛЕТЫ ПРОТИВЫХ СВОЙСТВА
- 3. Литературная обзор
- 4.Pplations of Spotdization
0. точечная сварка
- 6.Выводы
Ссылки
Реклама
Автор
Das Tanmoy
Опубликовано: 23 января 2022 г. Пересмотрено: 10 февраля 2022 г. Опубликовано: 23 июня 2022 г.
СКАЧАТЬ БЕСПЛАТНО
© 2022 Автор(ы). Лицензиат IntechOpen. Эта глава распространяется в соответствии с условиями лицензии Creative Commons Attribution 3.0, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Книга — собрание Произведений, распространяемых в книжном формате, отбор, согласование, подготовка и аранжировка которых были осуществлены и опубликованы IntechOpen, и в которое Произведение включено целиком в неизмененном виде вместе с одним или больше других вкладов, каждый из которых представляет собой отдельные и независимые разделы, но вместе собранные в коллективное целое.
Работа — глава книги (а также доклады конференции), включая любой и весь контент, графику, изображения и/или другие материалы, составляющие часть или сопровождающие главу/документ конференции.
Лицензии Creative Commons – позволяют лицензиарам сохранять авторские права, позволяя другим использовать их Работы надлежащим образом.
В целях защиты авторских прав Авторов и прозрачного повторного использования контента ОД (открытого доступа) компания IntechOpen разработала Правила указания авторства произведений, лицензированных по лицензии Creative Commons.
В случае повторного использования или повторной публикации любых Работ, лицензированных в соответствии с лицензиями CC, вы должны соблюдать приведенные ниже правила:
Все права на Книги и другие сборники, опубликованные на платформе IntechOpen и в печатном виде, сохраняются за IntechOpen. Авторское право на книги и другие компиляции является объектом отдельного авторского права, отличного от любого, существующего в отношении включенных произведений.
Книгу целиком или значительную часть Книги нельзя свободно переводить без специального письменного согласия издателя. Дополнительную информацию можно получить по адресу [email protected].
В случаях, когда от издателя получено разрешение на повторное использование или повторную публикацию Книги или значительных частей Книги, применяются все следующие условия:
Каждая использованная Работа должна быть указана описанным образом. Если вы не уверены в надлежащей атрибуции, напишите по адресу [email protected].
Индивидуальные работы, первоначально опубликованные в книгах IntechOpen, лицензируются в соответствии с лицензиями Creative Commons и могут свободно использоваться в соответствии с условиями соответствующей лицензии CC, если они должным образом указаны. Чтобы надлежащим образом атрибутировать Работу, вы должны соблюдать все условия, изложенные ниже:
Каждая используемая Работа должна быть атрибутирована описанным образом.
Если вы не уверены в надлежащей атрибуции, свяжитесь с нами по адресу [email protected].В случае, если вы используете более одной Работы IntechOpen, опубликованной в одной или нескольких книгах (но не в значительной части книги, на которую распространяются отдельные авторские права), каждая из них должна быть надлежащим образом указана в описании.
IntechOpen не имеет претензий в отношении вновь созданных Объектов, защищенных авторским правом, но Объекты, первоначально опубликованные IntechOpen, должны иметь надлежащую атрибутивную информацию.
Части Правил атрибуции основаны на материалах Creative Commons с указанием произведения, опубликованных Центром передового опыта в области творческих индустрий и инноваций Австралийского исследовательского совета в сотрудничестве с Creative Commons Australia, которые можно найти на сайте creativecommons.org.au под лицензией Лицензия Creative Commons Attribution 2.5 Australia и рекомендации по указанию авторства, опубликованные Creative Commons, которые можно найти на wiki.
creativecommons.org под лицензией Creative Commons Attribution 4.0.Все вышеуказанные правила могут быть изменены. IntechOpen оставляет за собой право предпринять соответствующие действия, если какое-либо из условий, изложенных выше, не будет выполнено.
Работа — глава книги (а также доклады конференции), включая любой и весь контент, графику, изображения и/или другие материалы, составляющие часть или сопровождающие главу/документ конференции.
Лицензии Creative Commons – позволяют лицензиарам сохранять авторские права, позволяя другим использовать их Работы надлежащим образом.
В целях защиты авторских прав Авторов и прозрачного повторного использования контента ОД (открытого доступа) IntechOpen разработала Правила указания авторства произведений, лицензированных по лицензии Creative Commons.
В случае повторного использования или повторной публикации любых Работ, лицензированных в соответствии с лицензиями CC, вы должны соблюдать приведенные ниже правила:
Все права на Книги и другие сборники, опубликованные на платформе IntechOpen и в печатном виде, сохраняются за IntechOpen.
Авторское право на книги и другие компиляции является объектом отдельного авторского права, отличного от любого, существующего в отношении включенных произведений.Книгу целиком или значительную часть Книги нельзя свободно переводить без специального письменного согласия издателя. Дополнительную информацию можно получить по адресу [email protected].
В случаях, когда от издателя получено разрешение на повторное использование или повторную публикацию Книги или значительных частей Книги, применяются все следующие условия:
Каждая использованная Работа должна быть указана описанным образом. Если вы не уверены в надлежащей атрибуции, напишите по адресу [email protected].
Индивидуальные работы, первоначально опубликованные в книгах IntechOpen, лицензируются в соответствии с лицензиями Creative Commons и могут свободно использоваться в соответствии с условиями соответствующей лицензии CC, если они должным образом указаны.
Чтобы должным образом указать Работу, вы должны соблюдать все условия, изложенные ниже:Каждая используемая Работа должна быть атрибутирована описанным образом. Если вы не уверены в надлежащей атрибуции, свяжитесь с нами по адресу [email protected].
В случае, если вы используете более одной Работы IntechOpen, опубликованной в одной или нескольких книгах (но не в значительной части книги, на которую распространяются отдельные авторские права), каждая из них должна быть надлежащим образом указана в описании.
IntechOpen не имеет претензий в отношении вновь созданных Объектов, защищенных авторским правом, но Объекты, изначально опубликованные IntechOpen, должны иметь надлежащую атрибутивную информацию.
Части Правил атрибуции основаны на материалах Creative Commons с указанием произведения, опубликованных Центром передового опыта в области творческих индустрий и инноваций Австралийского исследовательского совета в сотрудничестве с Creative Commons Australia, которые можно найти на сайте creativecommons.
org.au под лицензией Лицензия Creative Commons Attribution 2.5 Australia и рекомендации по указанию авторства, опубликованные Creative Commons, которые можно найти на wiki.creativecommons.org под лицензией Creative Commons Attribution 4.0.Все вышеуказанные правила могут быть изменены. IntechOpen оставляет за собой право предпринять соответствующие действия, если какое-либо из условий, изложенных выше, не будет выполнено.
\r\n\tПреобразование нашего мира: Повестка дня в области устойчивого развития на период до 2030 г., одобренная Организацией Объединенных Наций и 193 государствами-членами, вступила в силу 1 января 2016 г. и служит руководством для принятия решений и действий до 2030 г. и далее. Центральное место в этой повестке дня занимают 17 целей, 169 связанных с ними задач и более 230 показателей, которые пересматриваются ежегодно. Видение, предусмотренное в реализации ЦУР, сосредоточено на пяти принципах: люди, планета, процветание, мир и партнерство. Этот призыв к новым целенаправленным усилиям гарантирует, что у нас будет безопасная и здоровая планета для нынешнего и будущих поколений.
\r\n\tЭта серия посвящена исследованиям и прикладным исследованиям, связанным с пятью P, по следующим темам:
\r\n\t1. Устойчивая экономика и справедливое общество, которые связаны с ЦУР 1 «Ликвидация бедности», ЦУР 2 «Ликвидация голода», ЦУР 8 «Достойная работа и экономический рост», ЦУР 10 «Сокращение неравенства», ЦУР 12 «Ответственное потребление и производство» и ЦУР 17 «Партнерство для достижения целей».
\r\n\t2. Здоровье и благополучие с упором на ЦУР 3 (Хорошее здоровье и благополучие) и ЦУР 6 (Чистая вода и санитария 9)0005
\r\n\t3. Инклюзивность и социальное равенство, включая ЦУР 4 по качественному образованию, ЦУР 5 по гендерному равенству и ЦУР 16 по миру, справедливости и сильным институтам
\r\n\t4. Изменение климата и экологическая устойчивость, включая ЦУР 13 по борьбе с изменением климата, ЦУР 14 по жизни под водой и ЦУР 15 по жизни на суше
\r\n\t5. Городское планирование и рациональное использование окружающей среды, включая ЦУР 7 по доступной чистой энергии, ЦУР 9 по промышленности, инновациям и инфраструктуре и ЦУР 11 по устойчивым городам и сообществам.
\r\n\tСерия также направлена на поддержку использования сквозных ЦУР, поскольку многие из перечисленных выше целей, задач и показателей взаимосвязаны, чтобы влиять на нашу жизнь и решения, которые мы принимаем ежедневно, делая их невозможно привязать к одной теме.
\r\n\tПреобразование нашего мира: Повестка дня в области устойчивого развития на период до 2030 г., одобренная Организацией Объединенных Наций и 193 государствами-членами, вступила в силу 1 января 2016 г. и служит руководством для принятия решений и действий до 2030 г. и далее. Центральное место в этой повестке дня занимают 17 целей, 169связанные цели и более 230 индикаторов, которые пересматриваются ежегодно. Видение, предусмотренное в реализации ЦУР, сосредоточено на пяти принципах: люди, планета, процветание, мир и партнерство. Этот призыв к новым целенаправленным усилиям гарантирует, что у нас будет безопасная и здоровая планета для нынешнего и будущих поколений.
\r\n\tЭта серия посвящена исследованиям и прикладным исследованиям, связанным с пятью P, по следующим темам:
\r\n\t1.
Устойчивая экономика и справедливое общество, которые связаны с ЦУР 1 «Ликвидация бедности», ЦУР 2 «Ликвидация голода», ЦУР 8 «Достойная работа и экономический рост», ЦУР 10 «Сокращение неравенства», ЦУР 12 «Ответственное потребление и производство» и ЦУР 17 «Партнерство для достижения целей».\r\n\t2. Здоровье и благополучие с упором на ЦУР 3 «Хорошее здоровье и благополучие» и ЦУР 6 «Чистая вода и санитария»
\r\n\t3. Инклюзивность и социальное равенство, включая ЦУР 4 по качественному образованию, ЦУР 5 по гендерному равенству и ЦУР 16 по миру, справедливости и сильным институтам
\r\n\t4. Изменение климата и экологическая устойчивость, включая ЦУР 13 по борьбе с изменением климата, ЦУР 14 по жизни под водой и ЦУР 15 по жизни на суше
\r\n\t5. Городское планирование и управление окружающей средой, охватывающие ЦУР 7 по доступной чистой энергии, ЦУР 9по промышленности, инновациям и инфраструктуре и ЦУР 11 по устойчивым городам и сообществам.
\r\n\tСерия также направлена на поддержку использования сквозных ЦУР, поскольку многие из перечисленных выше целей, задач и показателей взаимосвязаны, чтобы влиять на нашу жизнь и решения, которые мы принимаем ежедневно, делая их невозможно привязать к одной теме.
\r\n\tВо всем мире экологический след растет быстрее, чем ВВП. Это явление изучается учеными уже много лет. Однако сейчас как никогда нужны четкие стратегии и действия. Каждый день человечество, от отдельных лиц до предприятий (государственных и частных) и правительств, призвано изменить свое мышление, чтобы найти благотворное сочетание для устойчивого развития. Устойчивое мышление предполагает, в первую очередь, эффективное и стратегическое управление доступными ресурсами, будь то природные, финансовые, человеческие или реляционные. Таким образом, стоимость создается за счет содействия росту, улучшению и социально-экономическому развитию сообществ и всех участников, составляющих цепочку создания стоимости. В ближайшие десятилетия нам нужно будет перейти от общества, в котором экономическое благополучие и здоровье измеряются ростом производства и потребления материалов, к обществу, в котором мы живем лучше, потребляя меньше. В этом контексте оцифровка может нарушить процессы, что будет иметь серьезные последствия для окружающей среды и устойчивого развития.
Существует множество проблем, связанных с устойчивостью и цифровизацией, необходимостью рассмотрения новых бизнес-моделей, способных извлекать ценность, владение данными, их совместное использование и интеграция, а также сотрудничество по всей цепочке поставок продукта. Чтобы создать ценность, эффективная разработка сложной системы, основанной на принципах устойчивости, является сложной задачей, требующей глубокой приверженности как технологическим факторам, таким как данные и платформы, так и человеческим измерениям, таким как доверие и сотрудничество. Регулярные исследования, исследования и внедрение должны быть частью пути к устойчивым решениям. Следовательно, в этой теме будут проанализированы модели и методы роста, направленные на достижение справедливости между поколениями с точки зрения экономического, социального и экологического благополучия. Он также будет охватывать различные темы, в том числе оценку рисков в контексте устойчивой экономики и справедливого общества.\r\n\tУстойчивые подходы к здоровью и благополучию в нашем восстановлении после COVID 19 должны быть сосредоточены на экологических подходах, которые отдают приоритет нашим отношениям друг с другом и включают взаимодействие с природой, искусством и нашим наследием.
Это гарантирует, что мы найдем способы жить в нашем мире, которые позволят нам и другим существам процветать. Мы больше не можем полагаться на медицинские подходы к здоровью, которые ждут, пока люди заболеют, прежде чем пытаться их лечить. Нам нужно жить в гармонии с природой и заново открывать для себя красоту и баланс в нашей повседневной жизни и окружающей среде, которые способствуют нашему благополучию и благополучию всех других существ на планете. Эта тема предоставит информацию и знания о том, как добиться этого изменения в здравоохранении, основанного на экологически устойчивых методах.\r\n\tЭта тема посвящена усилиям и продвижению ЦУР 4 ЮНЕСКО, инициативе ЮНЕСКО в отношении будущего образования и необходимости нового общественного договора в сфере образования. Он направлен на распространение знаний о политике, стратегиях, методах и технологиях, которые повышают устойчивость и устойчивость развития будущего образования и нового общественного договора в сфере образования.
Он также рассмотрит глобальные проблемы, такие как глобализация, демографические изменения, цифровая трансформация, изменение климата, окружающая среда и социальные основы устойчивого развития.\r\n\tРеагирование на пандемию и предшествовавшее ей массовое недовольство должно основываться на новом общественном договоре и Новом глобальном курсе в области образования, который обеспечивает равные возможности для всех и уважает права и свободы всех людей (ЮНЕСКО; 2021 г.). ). Такой новый общественный договор, предложенный ЮНЕСКО, должен основываться на общих принципах, лежащих в основе прав человека, — включенность и равенство, сотрудничество и солидарность, коллективная ответственность и взаимосвязь, — и руководствоваться следующим основополагающим принципом: обеспечить каждому доступ к к качественному образованию на протяжении всей жизни.
\r\n\tМы сталкиваемся с двойной задачей: выполнить невыполненное обещание обеспечить право на качественное образование для каждого ребенка, молодежи и взрослого, а также полностью реализовать преобразующий потенциал образования как пути к более устойчивое коллективное будущее.
Для этого нам нужен новый общественный договор в сфере образования, который устранит неравенство и изменит будущее. Этот новый общественный договор должен основываться на правах человека и принципах недискриминации, социальной справедливости, уважения жизни, человеческого достоинства и культурного разнообразия. Она должна включать этику заботы, взаимности и солидарности. Новый общественный договор основывается на инклюзивности, справедливости, обучении на протяжении всей жизни, ЦУР, сотрудничестве и личном обучении в глобальном контексте демократии.\r\n\tНа международном уровне принятие рекомендаций Open Educational Resources и Open Science представляет собой важный шаг на пути к построению более открытых и инклюзивных обществ знаний, а также к достижению Повестки дня ООН на период до 2030 года. Действительно, выполнение рекомендаций поможет достичь как минимум еще пяти Целей в области устойчивого развития (ЦУР), которые переплетаются с темой этой серии книг, а именно ЦУР 5 (Гендерное равенство), ЦУР 9 (Промышленность, инновации и инфраструктура), ЦУР 10.
(Уменьшение неравенства внутри стран и между ними), ЦУР 16 (Мир, справедливость и сильные институты) и ЦУР 17 (Партнерство для достижения целей).\r\n\tУстойчивое развитие направлено на увязку экономического развития с защитой окружающей среды и социальным развитием для обеспечения будущего процветания людей и планеты. Для решения глобальных проблем развития и окружающей среды Генеральная Ассамблея Организации Объединенных Наций в 2015 году приняла 17 целей в области устойчивого развития. В ЦУР подчеркивается, что экологическая устойчивость должна быть тесно связана с социально-экономическим развитием, которое должно быть отделено от эскалации использования ресурсов и ухудшения состояния окружающей среды с целью снижения нагрузки на окружающую среду, повышения благосостояния людей и улучшения региональной справедливости. Более того, устойчивое развитие ищет баланс между человеческим развитием и уменьшением экологических/экологических предельных выгод. В условиях усиливающегося стресса, вызванного изменением климата, возникло множество экологических проблем, вызывающих серьезные последствия как в глобальном, так и в местном масштабе, что приводит к сокращению экосистемных услуг и утрате биоразнообразия.
Отношения человечества с эксплуатацией ресурсов и защитой окружающей среды являются серьезной глобальной проблемой, поскольку в антропоцене возникают новые угрозы безопасности человека и окружающей среды. В настоящее время мир сталкивается с серьезными проблемами в области экологической устойчивости для защиты глобальной окружающей среды и восстановления деградировавших экосистем при сохранении человеческого развития с региональным равенством. Таким образом, экологическая устойчивость со здоровыми природными экосистемами имеет решающее значение для поддержания процветания человечества на нашей потеплевшей планете.\r\n\tЕсли мы стремимся к процветанию как общества и как вида, альтернативы развитию и росту, ориентированным на устойчивость, не существует. Устойчивое развитие больше не выбор, а необходимость для всех нас. Экосистемы и сохранение экосистемных услуг, а также инклюзивное городское развитие представляют собой многообещающие решения экологических проблем. В контексте акцент на изучении этих областей позволит нам выявить и определить критические факторы территориального успеха в предстоящие десятилетия, которые будут учитываться главными действующими лицами, лицами, принимающими решения и определяющими политику, техническими специалистами и общественностью в целом.
\r\n\tПоэтому целостное городское планирование и управление окружающей средой являются важнейшими сферами, которые будут определять устойчивые траектории для нашей урбанизирующейся планеты. Эта тема городского и экологического планирования направлена на привлечение материалов, которые касаются проблем и решений в области устойчивого городского развития, включая комплексное управление городскими водными ресурсами, планирование городской экономики замкнутого цикла, мониторинг рисков, планирование на случай непредвиденных обстоятельств и реагирование на стихийные бедствия, а также ряд других проблем и решений.
Принцип контактной сварки | LearnMech
Содержание
ОСНОВЫ СОПРОТИВНОЙ СВАРКИ
В древности сварка металлов осуществлялась в виде кузнечной сварки (нагретые до точка). Процессы контактной сварки представляют собой процессы сварки давлением, при которых сильный ток пропускают в течение короткого времени через область интерфейса соединяемых металлов с приложением давления.
Другими словами, это может быть определено как «Сварка сопротивлением — это термоэлектрический процесс, в котором тепло генерируется на границе раздела соединяемых частей путем пропускания электрического тока через детали в течение точно контролируемого времени и под давлением». .Существуют следующие типы контактной сварки:
(a) Точечная сварка –
(b) Шовная сварка
(c) Выступающая сварка
(d) Стыковая сварка сопротивлением
(e) Стыковая сварка оплавлением .
(f) Ударная сварка.Подробнее : Виды контактной сварки | LearnMech
Принцип сварки сопротивлением
Название «сварка сопротивлением» происходит от того факта, что сопротивление заготовок и электродов используется в комбинации или контрастно для выделения тепла на их границе раздела. Тепло генерируется при прохождении электрического тока через цепь сопротивления. В локализованной области выделяется тепло, которого достаточно, чтобы нагреть металл до температуры, достаточной для того, чтобы детали можно было соединить с приложением давления.
Сила, приложенная до, во время и после протекания тока, сжимает нагретые части вместе, так что происходит слияние. Давление требуется на протяжении всего цикла сварки, чтобы обеспечить непрерывную электрическую цепь во время работы. Давление подается через электроды. Давление создается механическими, гидравлическими или пневматическими системами.При контактной сварке соединяемые детали нагревают до пластического состояния за счет их сопротивления протеканию электрического тока и прикладывают механическое давление для завершения сварки. В этом процессе используются два медных электрода в цепи с низким сопротивлением, как показано на рис. 2.1. Когда ток проходит через электроды, электрическое сопротивление на металлических соединениях становится очень высоким. Итак, металлы доводят до раскаленного пластического состояния. Теперь для завершения сварки применяется механическое давление. Тепло, выделяемое током, пропорционально электрическому сопротивлению сварного шва.
принцип сварки сопротивлением
AC с подходящим трансформатором используется для питания.
Обычно используется от 4 до 12 В в зависимости от состава, площади и толщины свариваемого металла. Диапазон мощности составляет от 6 до 18 кВт на см3 используемой площади.Процессы сварки сопротивлением отличаются от других способов сварки тем, что не используются флюсы и редко используется присадочный металл. Все операции контактной сварки выполняются автоматически. Таким образом, все переменные процесса предварительно заданы и поддерживаются постоянными. В оборудовании для контактной сварки используются программаторы для управления током, временными циклами, давлением и перемещением. Сварочные программы для контактной сварки могут стать довольно сложными. В связи с этим качество сварных швов зависит не от мастерства сварщика, а от правильной наладки и настройки оборудования, соблюдения графиков сварки. На качество сварки влияют три основных фактора:
- Количество тока, проходящего через изделие
- Давление, которое электроды передают на изделие
- Время прохождения тока через изделие.
Важными характеристиками процесса контактной сварки является передача тепла двум свариваемым частям для получения надлежащего сплава, даже если листы неодинаковы с точки зрения материала или толщины.
Если существует только надлежащий тепловой баланс, надлежащее плавление может быть получено путем использования электрода с меньшей площадью контакта на более тонком листе и более толстого электрода на более толстом листе вместе с очень высокой плотностью тока в течение короткого времени. Если необходимо соединить два разнородных металла с различной электропроводностью или теплопроводностью,
1. Электрод с большой площадью контакта следует использовать для электрода с более высокой электропроводностью, а
2. Электрод с малой площадью контакта следует использовать для электрода с более высокой теплопроводностью.Эл. Сосуды под давлением Сосуды, резервуары и трубопроводы, которые транспортируют, хранят или получают жидкости, называются сосудами под давлением.
Сосуд высокого давления определяется как сосуд с давлением…Продолжить чтение
ссылка на Шарнирное соединение — детали, схема, расчет конструкции, применение
Шарнирное соединение — детали, схема, расчет конструкции, применение
Шарнирное соединение
Шарнирное соединение используется для соединения двух стержней, находящихся под действием растягивающих нагрузок. Однако, если соединение направляется, стержни могут выдерживать сжимающую нагрузку. Шарнирное соединение…Продолжить чтение
Дуговая сварка сопротивлением и ударной дугой в диодах, конденсаторах, силовых выпрямителях
1.0 Сварка сопротивлением
СОПРОТИВНАЯ СВАРКА производится за счет тепла, полученного от сопротивления на стыке металлических предметов потоку электрического тока через соединение. Как правило, соединение поддерживается внешней силой, которая прижимает объекты друг к другу.
Закон Ома лежит в основе контактной сварки.
Этот закон гласит: «Если напряжение остается постоянным, ток, протекающий через любую цепь, обратно пропорционален сопротивлению в этой цепи». Э=ИК. E=вольты, I=ток в амперах, R=сопротивление в омах.Основным требованием для контактной сварки является выделение тепла. Формула мощности, рассеиваемой в электрической цепи: P=I²R. P=мощность в ваттах, I=ток, R=сопротивление. Ток, протекающий в амперах, одинаков во всех частях одноцепочечной цепи независимо от сопротивления от точки к точке. Однако тепло, выделяемое в точке, будет прямо пропорционально сопротивлению в этой точке.
При контактной сварке детали проектируются таким образом, чтобы иметь наибольшее сопротивление и, следовательно, наибольшее тепловыделение в точке, где требуется сварка. Соединительные провода рассчитаны на очень низкое сопротивление при одинаковой силе тока. Следовательно, соединительные провода остаются относительно холодными.
В точках A и C на рис. 1 сопротивление электрода к проволоке и электрода к пробке сведено к минимуму за счет использования медно-вольфрамового материала, который обеспечивает как низкое электрическое сопротивление, так и хорошую стойкость к физическому износу.
В точке B на рис. 1 острие долота, врезанное в проволоку, обеспечивает начальную точку высокого сопротивления, которая приводит к точке наивысшего нагрева.
Тепловая энергия, выделяемая в месте сварки и соединительных электродов, выражается по закону Джоуля следующим образом: W=I²RT. W=тепловая энергия в ватт-секундах или джоулях, I=ток в амперах, R=сопротивление в омах, T=время подачи тока в секундах.
Как правило, значительное количество тепла рассеивается на сопротивлении постоянного тока в трансформаторе, во всех соединительных соединениях, шинах к электродам, электродах и интерфейсах, а также на индуктивных потерях переменного тока в трансформаторе. То есть тепло выделяется и теряется во многих точках, кроме самого соединения.
С добавлением эффекта потерь формула тепловой энергии принимает вид: H=I²RTK. K=коэффициент тепловых потерь.
Потери вызваны главным образом излучением от светильников и предметов в окружающий воздух. Поскольку эти потери нелегко контролировать, важным фактором является время подачи тока.
1.1 Временной эффект
Если тепло, выделяемое приложенным током, поднимает температуру соединения выше точки плавления металла, в различных точках могут образовываться газовые карманы, что приводит к взрыву мельчайших частиц, что называется «искрением». ” При дальнейшем повышении температуры зона термического влияния сдвинется дальше вглубь подводящего провода и вызовет обесцвечивание.
Поскольку тепло, выделяемое в точке, пропорционально квадрату тока, без учета потерь удвоение тока приведет к учетверению тепла, выделяемого за заданный период времени. Изменение генерируемого тепла может быть получено либо за счет изменения уровня тока, либо за счет изменения продолжительности времени. Однако передача тепла через металл, окружающий место соединения, занимает конечное время. В результате, для образования сварного шва надлежащего размера продолжительность времени не может быть сокращена ниже минимума, независимо от увеличения тока. Обычным эффектом сильного тока с недостаточной продолжительностью времени является настолько быстрое выделение тепла, что на контактных поверхностях происходит горение.
1.2 Давление при сварке
Давление при сварке — это сила на единицу площади, действующая на СОЕДИНЕНИЕ СВАРКИ и РЕЗЕРВНЫЙ ЭЛЕКТРОД со стороны ЗАЖИМНОГО ЭЛЕКТРОДА ДЛЯ СВАРКИ. Внешняя сила сближает детали и поддерживает постоянное давление на стыке во время процесса сварки.
Сварочное давление не входит непосредственно в только что рассмотренную формулу, но оно имеет прямое влияние на сварочный ток, поскольку влияет на сопротивление в месте соединения двух заготовок.
1.3 Сварочные источники питания
Для контактной сварки доступны различные сварочные источники питания. Существует четыре основных категории: ЕМКОСТНЫЙ РАЗРЯД С НАКОПЛЕНИЕМ ЭНЕРГИИ, СИНХРОННЫЙ ПЕРЕМЕННЫЙ ТОК, ВЫСОКОЧАСТОТНЫЙ ПОСТОЯННЫЙ ТОКА И СВАРОЧНЫЙ АППАРАТ НА ЧИСТОМ ПОСТОЯННОМ ТОКАХ.
1.31 Синхронный источник переменного тока
Типичный пример показан на блок-схеме на рис. 2. Он состоит из силовой цепи, способной переключать обе половины сетевого напряжения переменного тока (рис.
2А), схемы обнаружения нулевого напряжения для синхронизации переключение силовой цепи, синхронизирующая цепь для включения силовой цепи на желаемое время сварки и сварочный трансформатор для преобразования высокого напряжения при малом токе в низкое напряжение (обычно от 2 до 6 вольт) при сильном токе.Выход синхронного источника питания переменного тока обычно регулируется тремя способами, как показано на Рисунке 3 (ниже):
- Настройка нагрева — контролирует процентную долю каждого полупериода линейного напряжения, подаваемого на сварочный трансформатор, как указано в точка пересечения нуля переменным напряжением. (Рисунок 3А)
- Половина или полный цикл — настраивает источник питания на подачу последовательных полупериодов линейного тока той же полярности или чередующейся полярности. Полный цикл обеспечивает как минимум один полный цикл линейного тока. (Рисунки 3В и 3С)
- Количество циклов — устанавливает количество циклов линейного тока, подаваемого при каждом срабатывании сварочного аппарата. (Рисунок 3D)
1.32 Источник питания с емкостным разрядом
Типичная схема показана на рис. 4 (ниже). Конденсатор(ы) заряжается постоянным током от выпрямителя или генератора. Эта сварочная энергия накапливается при напряжении от 50 до 300
В постоянного тока, а затем разряжается с помощью механических или электрических методов переключения в первичную обмотку сильноточного сварочного трансформатора.Элементы управления для этого сварочного источника питания:
- Приложенное напряжение — регулировка напряжения, хранящегося в конденсаторах.
- Сумма емкости — корректировка количества конденсаторов.
- Weld Current (Сварочный ток) — регулировка отводов сварочного трансформатора для изменения напряжения на вторичной обмотке.
1.4 Думет для CCFE (железо с медным покрытием)
Существует четыре типа дюмета: ОКИСЛЕННЫЙ, БОРИРОВАННЫЙ ДУМЕТ, ПОКРЫТЫЙ
ДУМЭТ И ГОЛОВОЙ ДУМЭТ.Окисленный думет состоит из плакированного медью никелевого железа, прошедшего через процесс нагревания, в результате которого на поверхности плакированного медью образуется оксид меди. Этот дюмет обычно используется в тех случаях, когда в процессе герметизации используется некоторая форма контролируемой атмосферы.
В борированном дюмете также используется плакированное медью никелевое железо, которое подвергается окислению. Однако после окисления думет подвергается термообработке раствором буры для образования поверхности тетрабората натрия, что облегчает герметизацию стекла в процессах пламенного типа.
CCFE (стальная проволока, плакированная медью) бывает различных размеров и имеет проводимость от 20% до 88%. Проводимость чистой меди считается 100%.
Для изготовления приваренного к CCFE узла дюмета, как показано на рис. 6, необходимо сначала отрезать заготовку дюмета до нужной длины. Этот надрез, выполненный должным образом, требует, чтобы на обоих концах отрезанного куска не было заусенцев и чтобы пятно меди было нанесено примерно на 75% поверхности, противоположной сварному шву, как показано на рис.
не должно быть царапин или следов, которые могли бы повлиять на уплотнение стекла по металлу. Затем проволока CCFE отрезается по длине, образуя острие типа долота, как показано на рисунке 8B. Эта точка долота срезана под разными углами, обычно <30%, чтобы обеспечить точку относительно высокого сопротивления в месте сварного соединения.Заготовка дюмета и проволока CCFE соединяются под давлением, и сварочный ток подается через набор зажимных зажимов на проволоку CCFE и через электрод, который контактирует с заготовкой дюмета на стороне, противоположной сварному шву, как показано на рис. 1. Когда ток проходит через заготовку, относительно высокое сопротивление интерфейса CCFE/Dumet вызывает быстрый нагрев соединения, поскольку сварочное давление прижимает две заготовки друг к другу, сваривая два металла. Фактический процесс сварки сварных швов DO 41 и DO 35 занимает от 3 до 8 миллисекунд, в зависимости от материала, проводимости и размера проволоки.
1.5 Прессованный и спеченный тантал для танталовой проволоки
Сварные швы между танталом и танталом используются для изготовления анодов танталовых конденсаторов.
Фактический процесс сварки такой же, как и при сварке дюмета с CCFE. Однако, поскольку заготовки прессуются из порошкообразного тантала, их необходимо подавать в сварочный аппарат с помощью вибрационной чаши и подающего устройства. Процесс контактной сварки хорошо подходит для этого типа сварки, потому что тантал при нагревании сильно реагирует с кислородом и другими газами и может воспламениться от электрической дуги.Сварка сопротивлением не образует дуги, которая могла бы вызвать быстрое окисление порошкообразного металлического куска тантала. Он также сводит к минимуму воздействие как кислорода, так и азота, которые могут вызвать образование оксидов и нитридов в сварном соединении и в области вокруг сварного шва. Обработка, правка и резка тантала требуют осторожности, чтобы избежать прилипания смазочных масел, которые могут повредить готовый конденсатор.
Тантал чрезвычайно абразивен. Для этого требуется, чтобы резка производилась инструментами из карбида вольфрама, а матрицы ротационного выпрямителя были изготовлены из керамики или нейлона для предотвращения преждевременного износа.
Поскольку тантал очень абразивный, танталовая пыль, которая накапливается на сварочных аппаратах, должна удаляться путем ежедневной очистки, чтобы предотвратить чрезмерный износ движущихся частей.2.0 Ударная сварка
Ударная сварка — это процесс сварки, при котором тепло получают от дуги, возникающей в результате быстрого разряда электрической энергии через зазор, и удара обрабатываемой детали, который применяется во время или сразу после электрического разряда . Неглубокий слой металла на контактных поверхностях заготовки оплавляется теплом дуги, возникающей между ними. Одна из заготовок ударяется о другую, гасит дугу, удаляет оксиды и проковывает сварной шов.
Зажигание дуги, время дуги и воздействие сварки контролируются и синхронизируются автоматически. Источник питания сварки обычно относится к типу емкостного разряда. Сварочное воздействие (сила ковки) прикладывается электромагнитными устройствами, электромеханическими устройствами, прямым приводом с кулачковым приводом, пружинами или силой тяжести.
Вырабатываемое тепло является интенсивным, но очень коротким по времени, и локализовано близко к соединению. Он позволяет выполнять ударную сварку небольших деталей с более крупными, а также с разнородными металлами, которые значительно различаются по удельному электрическому сопротивлению и температуре плавления. Удельное электрическое сопротивление свариваемых деталей не оказывает заметного влияния на количество тепла, выделяющегося в месте соединения. Дуга обеспечивает тепло для сварки металлов.
Удерживающий зажим, губки или патрон сварочной головки не обязательно должны быть хорошим электрическим проводником, как при контактной сварке, потому что количество проходящего тока сравнительно невелико, а продолжительность тока очень короткая. Материал рабочего зажима обычно выбирается в первую очередь из-за прочности и износостойкости. Обычно используется закаленная сталь.
2.1 Применимость ударной сварки
Ударная сварка используется для приваривания тонких проволочных выводов к нитям накала ламп и
.
0772 к клеммам электрических и электронных компонентов, где требуется надежное соединение, способное противостоять ударам, вибрации и длительному сроку службы при повышенных температурах. Он обычно используется при сварке меди с молибденом для использования в производстве силовых выпрямителей, при изготовлении телефонных и электрических устройств, а также для крепления контактов большой площади к переключающим компонентам.Ударные сварные швы могут выполняться на расстоянии нескольких тысячных дюйма от стеклянных уплотнений или других термочувствительных материалов без повреждения этих материалов, поскольку общее выделяемое тепло невелико и может быть локализовано. Ударная сварка может быть массивной или это может быть тонкий металл, как в катоде конденсатора может, или многожильная проволока, или сплошная проволока. Плоские заготовки любой формы могут быть приварены ударным способом к сопрягаемым плоским поверхностям с помощью наконечника для зажигания дуги.
2.2 Дизайн заготовок
Заготовки должны быть отдельными объектами.
Концы непрерывной заготовки нельзя соединять в кольцо. Одна из заготовок сборки должна быть надежно зафиксирована в сварочной головке, чтобы ее можно было ударить по неподвижной заготовке без соскальзывания.Ударная сварка с конденсаторным разрядом может использоваться для стыковой сварки проволоки одинакового или сильно различающегося диаметра. Для некоторых металлов диаметр проволоки может составлять всего 0,005 дюйма.
Термообработанные, холоднодеформированные или предварительно обработанные металлы не подвержены воздействию тепла ударной сварки, потому что зона термического влияния очень неглубокая, обычно всего несколько тысячных дюйма.
Очистка не имеет решающего значения для получения качественных ударных сварных швов, поскольку по крайней мере тонкий слой металла расплавляется с каждой обрабатываемой детали и выталкивается из соединения.
Почти любая пара одинаковых или разных металлов или сплавов может быть соединена ударной сваркой. Заготовки с совершенно разным составом, температурой плавления, электропроводностью и теплопроводностью можно легко сварить вместе.
Легкосвариваемые металлы включают медные сплавы, алюминиевые сплавы, никелевые сплавы,
низкоуглеродистые стали, среднеуглеродистые стали и нержавеющие стали. Также были сварены различные комбинации этих сплавов.Медь может быть сварена ударным способом с молибденом. Хотя настоящие сварные швы между этими двумя металлами одно время считались невозможными из-за взаимной нерастворимости, испытания показали проникновение меди в молибден на 0,0004 дюйма в месте сварного соединения.
2.3 Источники питания для ударной сварки
Для ударной сварки используются три типа источников питания. Это: низковольтный конденсатор, высоковольтный конденсатор и трансформатор. Будут обсуждаться низковольтные конденсаторы и источники питания высоковольтных конденсаторов.
Низковольтные конденсаторы с большой емкостью обычно используются в источниках питания для ударной сварки с конденсаторным разрядом. Конденсатор заряжается постоянным током от выпрямителя или генератора, а энергия сварки накапливается при напряжении от 50 до 300 В постоянного тока, а затем разряжается для выполнения сварки.
Относительно низкое напряжение делает этот тип источника питания подходящим для использования с настольными сварочными головками, поскольку оператор не подвергается воздействию очень высокого напряжения.
Высоковольтные конденсаторы малой емкости используются также для питания при ударной сварке конденсаторным разрядом. Электрически они работают так же, как низковольтные конденсаторы, но сохраняют энергию сварки от 1000 до 6000 В постоянного тока.
Высоковольтные конденсаторы позволяют производить более равномерный дуговой разряд, а использование
Этот тип источника питания является одним из способов избежать необходимости использования стержня для зажигания дуги. Высокое напряжение дает больше свободы в управлении рабочими параметрами процесса сварки. Однако более сложно и дорого обеспечить защиту оператора от напряжения, которое часто превышает 1000 вольт.Типовая схема сварки емкостным разрядом показана на рис. 4 (ниже).
2.4 Время дуги и зона термического влияния
Время дуги – это временной интервал, который начинается, когда дуга инициируется, и заканчивается, когда одна заготовка соприкасается с другой и дуга гаснет.
Факторы, влияющие на время дуги, включают рабочий металл или комбинацию рабочих металлов, массу движущейся заготовки и движущихся частей машины, размеры наконечника, сварочное напряжение и ток, силу сварки и синхронизацию зажигания дуги с приложением сварки сила.
Кратчайшее время дуги, позволяющее сформировать прочную металлургическую связь с некоторым проникновением в заготовку, обычно используется для сведения к минимуму эффектов нагрева на смежных участках заготовок. Типичное время дуги при ударной сварке составляет от 0,5 до 1,5 миллисекунд.
Из-за короткого времени дуги зона термического влияния очень неглубокая. Для сварки конденсаторным разрядом это часто составляет всего около 0,0015–0,005 дюйма. В ударных сварных швах между металлами, которые имеют сильно различающиеся температуры плавления, зона термического влияния может составлять всего несколько миллионных долей дюйма в металле с более высокой температурой плавления и от 0,015 до 0,025 дюйма в металле с более низкой температурой плавления.
2.5 Энергия сварки
Заряд конденсатора(ов) и напряжение дают приблизительную меру энергии сварки, затраченной на стык при дуговом разряде. Эту энергию можно рассчитать по следующему уравнению: W=1/2CE2, где W – энергия в ватт-секундах или джоулях, C – емкость в фарадах, а E – напряжение в вольтах.
Количество энергии, используемой при выполнении ударного сварного шва, зависит от площади поперечного сечения соединения, свойств обрабатываемого металла или металлов и глубины, на которую металл вплавляется в заготовку.
Сварочный ток или форма дугового разряда при ударной сварке зависит от применения и обычно не измеряется. Однако пики тока в 400 ампер эквивалентны почти 1/2 миллиона ампер на квадратный дюйм на проводе диаметром 0,032 дюйма.
Полярность не имеет значения при выполнении ударных сварных швов между заготовками из одного материала и с одинаковой площадью поперечного сечения, но может сильно повлиять на сварку разнородных металлов или материалов с различной площадью поперечного сечения.
При сварке металлов с различными температурами плавления металлу с самой высокой температурой плавления или наибольшей площадью поперечного сечения обычно придается ПОЛОЖИТЕЛЬНАЯ полярность.Выбор полярности имеет особое значение при ударной сварке разнородных металлов, сильно различающихся по температуре плавления, и используется для минимизации глубины зон термического влияния в более низкоплавком металле.
Разница температур двух заготовок относительно полярности объясняется эффектом электронной бомбардировки анода во время дугового разряда. Эта бомбардировка анода электронами заставляет анод сильно нагреваться, достигая температуры примерно 3600° Кельвина (3326° по Цельсию). Хотя температура катода намного ниже этой, он все равно будет достаточно горячим, чтобы расплавить большинство металлов.
2.6 Сварочное усилие
Силу, используемую при ударной сварке, трудно измерить, потому что она скорее динамическая, чем статическая, и зависит от скорости и массы движущейся заготовки и движущихся частей машины.
Для получения качественных сварных швов усилие сварки необходимо регулировать опытным путем, пока не будет достигнуто надлежащее качество сварного шва. Сварочное усилие может создаваться электромагнитом, силой тяжести, прямым приводом с кулачковым приводом или пружиной, в зависимости от типа сварочного аппарата и соединяемых деталей.
2.7 Запуск дуги
При ударной сварке используются три метода запуска дуги.
При высоковольтном пуске дуга зажигается путем приложения к заготовкам напряжения постоянного тока, достаточно высокого для преодоления сопротивления воздуха в зазоре между заготовками при их движении навстречу друг другу. Воздух ионизируется, и начинается подача сварочного тока.
В методе RF-START процесс включает наложение высокочастотного переменного тока высокого напряжения на постоянный ток низкого напряжения через зазор между заготовками. Высокочастотное поле ионизирует воздух в промежутке, создавая дугу, а постоянный ток низкого напряжения от конденсаторов поддерживает дугу.
Этот метод зажигания дуги используется в некоторых низковольтных сварочных аппаратах ударного действия с конденсаторным разрядом. Это устраняет необходимость подготовки наконечника на одной из заготовокВ третьем методе СТАРТОВЫЙ СИБ изготавливается, как показано на рисунке 5А, на одной из заготовок путем разрезания ее под углом или в форме кончика долота. Постоянный ток низкого напряжения, подаваемый конденсаторами, при соединении двух заготовок создает достаточно тепла, чтобы расплавить перо, которое нагревается так быстро, что происходит взрыв расплавленных частиц. Этот взрыв способствует дальнейшему формированию электрической дуги, которая затем постепенно распространяется по месту соединения.
2.8 Процесс ударной сварки
По мере того, как детали приближаются к контакту, а конденсаторы разряжаются, расплавляя наконечник, интенсивный нагрев дуги поднимает рабочую поверхность до температуры плавления за долю миллисекунды. Когда одна заготовка ударяется о другую с высокой скоростью, расплавленный металл выбрасывается из границы рабочей поверхности, и заготовки соединяются вместе, чтобы завершить сварку.
Последовательность шагов графически показана слева на рис. 5.2.9 Контроль параметров
Тщательный контроль напряжения, емкости, скорости удара и предельного сопротивления важен для получения качественного сварного шва. Напряжение и емкость определяют количество энергии, хранящейся в системе, и, таким образом, способность дуги выделять тепло. Скорость удара определяет количество энергии ковки. Ограничительное сопротивление регулирует пиковый разрядный ток.
Взаимодействие этих четырех параметров определяет продолжительность дуги и время дугового разряда. Быстрое сближение заготовок вызывает дуговой разряд.
Обычно условия регулируются таким образом, чтобы получить кратчайшее время дуги, позволяющее стабильно получать сварные швы с требуемыми свойствами. Если заготовки соединяются слишком рано, дуга гаснет до того, как рабочие поверхности обеих заготовок расплавятся. Если удар задерживается слишком долго после зажигания дуги, расплавленные границы раздела могут затвердеть, не позволяя вытеснению оксидов и избыточного расплавленного металла.
2.9.1 Сварочный ток
Как показано в правом верхнем углу рис. 5, пиковый сварочный ток достигается почти сразу после зажигания дуги (точка A). Затем ток быстро затухает во время дугового разряда (точка B). Ток увеличивается до вторичного пика при контакте заготовок (точка C) из-за внезапного падения электрического сопротивления, а затем спадает до нуля в течение дополнительных 3–5 миллисекунд.
Как показано в правом нижнем углу Рисунка 5, напряжение на сварном шве очень быстро уменьшается (точка A) до части его начального значения холостого хода, когда дуга инициируется близким приближением движущейся заготовки к неподвижной. рабочий кусок. Затем напряжение снижается менее быстро (точка B) по мере продолжения дугового разряда. Дуга гаснет при контакте заготовок (точка C). После типичного времени дуги 0,25 и 1,15 мс напряжение почти мгновенно падает почти до нуля.
2.10 Молибден и циркониевая медь
Большая разница в температуре плавления молибдена и циркониевой меди диктует, что единственным практическим методом соединения этих металлов является использование ударной дуговой сварки.
Для подачи сварочного тока можно использовать любой из трех методов зажигания, упомянутых в разделе о запуске дуги. Однако наиболее распространенными методами являются NIB и RF START. Из-за низкой температуры плавления циркониевой меди по сравнению с температурой плавления молибдена при сварке из сварного соединения выходит довольно большое количество циркониевой меди.
Эти сварочные брызги могут вызвать проблемы. Проблемы заключаются в избытке меди на поверхности молибденовой заготовки и загрязнении рабочей зоны и станков, что может помешать последовательной сварке последовательности деталей.
Одним из решений является сварка в масляной ванне для затвердевания и удаления горячих частиц меди, как только они покидают зону сварки. Эта масляная ванна также помогает контролировать процесс сварки, создавая атмосферу с пониженным содержанием кислорода во время сварки.
Когда масло используется для сдерживания сварочных брызг, NIB START является наиболее приемлемым средством запуска сварки.
Метод RF START неприемлем для использования с маслом, поскольку диэлектрическая прочность масла повлияет на время высокочастотного разряда и предотвратит прочную сварку заготовок.2.11 Применение CIT: Сварка тантала для конденсаторов
Опыт CIT в области сварки тантала с танталом начинается с 1979 года по настоящее время. Модель CIT 7200/1 с нестандартным блоком питания была разработана специально для приваривания танталовой анодной проволоки к танталовому аноду.
Энергия, необходимая для сварки, накапливается в электролитических конденсаторах, которые заряжаются от регулируемого источника постоянного тока через токоограничивающий резистор до заданного напряжения. Затем заряженные конденсаторы подключаются к первичной обмотке сварочного трансформатора. Вторичная обмотка трансформатора соединяется с заготовками, где сварка завершена.
Процесс контактной сварки хорошо подходит для этого типа сварки, потому что тантал при нагревании очень активно взаимодействует с кислородом и другими газами и может воспламениться от электрической дуги.
Сварка сопротивлением не создает дуги, которая могла бы вызвать быстрое окисление порошкообразной заготовки тантала. Он также сводит к минимуму воздействие как кислорода, так и
азот, который может вызвать образование оксидов и нитридов в сварном соединении и в зоне вокруг сварного шва.С танталовыми анодами обращаются очень осторожно, чтобы предотвратить их физическое повреждение и загрязнение маслом. Они подаются из чаши вибрационного питателя через направляющую из нержавеющей стали в инжекторы из закаленной стали и узлы подачи штифтов к сварочным губкам из вольфрамовой меди. Танталовая вертикальная проволока подается с катушки на вращающийся станок для правки проволоки. Нейлон используется в штампах для выпрямления из-за высокой абразивности тантала. После правки проволока измеряется и подается в нож из карбида вольфрама и штамп, разрезается и помещается в сварочные губки из вольфрамовой меди. Поскольку тантал очень абразивный, пыль, которая накапливается на сварочных аппаратах, должна удаляться путем ежедневной очистки, чтобы предотвратить чрезмерный износ движущихся частей.
После размещения в сварочных губках обе детали соединяются вместе, и с помощью предварительно нагруженных пружинных плунжеров прикладывается давление. Конденсаторы подключаются к первичной обмотке сварочного трансформатора, после чего через две заготовки пропускается сильный ток, что приводит к сварке. Ток и время сварки варьируются в зависимости от диаметра проволоки и плотности анода, но типичный ток составляет примерно 173 ампер пикового значения в течение примерно 0,005
секунд (5 мс). Высокий ток в течение этого короткого времени вызывает очень интенсивный нагрев поверхности раздела двух заготовок с относительно высоким сопротивлением. Это вызывает быстрое образование ванны расплавленного тантала, которая становится локализованным узлом сварки. Сварочный аппарат оснащен переключаемыми батареями конденсаторов с полностью регулируемым источником питания постоянного тока, который позволяет точно регулировать энергию сварки.Большая часть нашей работы была выполнена с цилиндрическими анодными таблетками, но у нас также есть опыт работы с прямоугольными анодами.
Диапазон размеров цилиндрических деталей составляет диаметры от 0,8 мм до 3,5 мм и длины от 1,95 мм до 7,4 мм. Типичные прямоугольные детали имеют размеры 2,30 мм x 4,00 мм x 0,75 мм. Диаметр проволоки составляет от 0,3 мм до 0,4 мм при длине 12,7 мм.
Анодные таблетки меньшего размера можно сваривать с модификацией инструментов и регулировкой источника питания сварочного аппарата. Плотность порошка этих анодных гранул варьируется, но не представляет реальной проблемы при сварке, если они достаточно прочны, чтобы выдерживать
подача вибростола и последующий зажим приварного кулачка без повреждений. CIT проверит плотность гранул до принятия любого заказа на сварочное оборудование. Обратите внимание: все сварочные работы, которые мы выполняли до этого момента, выполнялись на анодах, которые были ОДНОКРАТНО ФОРМОВАНЫ и СПЕЧЕНЫ перед сваркой. После сварки готового узла анода с проволокой-опускателем он подвергается ВТОРОМУ СПЕКЛЕНИЮ. Если у вас есть какие-либо вопросы или вам нужна дополнительная информация, пожалуйста, свяжитесь с нами.2.12 Никелевый провод к танталовому анодному стояку
Этот сварной шов, показанный на рис. 7, обычно используется при изготовлении танталовых конденсаторов для соединения никелевого подводящего провода с танталовым анодным стояком. Можно использовать сварку сопротивлением, поскольку тантал и никель обеспечивают относительно высокую точку сопротивления на границе раздела обрабатываемой детали. Однако короткая анодная проволока стояка и покрытие из пятиокиси тантала, которое находится на поверхности стояка, диктуют необходимость сварки внахлестку, а не встык.
Использование ударной сварки для приварки стояка к никелевому проводу позволяет автоматически подавать незакрепленные аноды через вибрационный питатель в автоматический сварочный аппарат. Относительно высокие напряжения и низкие токи, типичные для ударной сварки, позволяют сварочным губкам, зажимающим короткую анодную проволоку, иметь малые размеры и быть изготовленными из материала, обладающего длительным сроком службы, такого как вольфрам или инструментальная сталь.
Высокое напряжение ударной сварки легко преодолевает изоляционные свойства пятиокиси тантала, покрывающей проволоку стояка, и сводит к минимуму эффект несколько более высокого сопротивления на границе раздела зажима и провода стояка.3.0 Глоссарий терминов
Мазок
Медная оболочка, которую протаскивают по отрезанному концу дюмета во время резки заготовки (см. рис. 10А ниже).
Сварной узел
Сварной шов вокруг соединения проволоки с заготовкой (Рисунок 10B).
Сварной шов с топором
Незавершенный угловой шов между заготовкой и хвостовой проволокой, который, по-видимому, был прорезан топором (рис. 10C).
Отрыв / отсечка (BO/CO)
Два эффекта разрезания шлама дюмета. Отлом — это неразрезанная часть пули. Обрезка – гладкий срез.
Наклон
Степень наклона слага к проводу.
Заусенец
Деформированный металл на каждом конце отрезанной заготовки, вызванный износом режущего инструмента.
Tir (Общее указанное биение)
Мера концентричности между проволокой и заготовкой, как указано
Стартовый наконечник
Небольшой наконечник, вырезанный на одной заготовке, который выжигается начальным сварочным током и используется для запустить сварочную дугу.
4.0 Преимущества и недостатки сварки сопротивлением и ударной сварки
Сварка сопротивлением
Преимущества
Этот метод позволяет выполнять очень маленькие и прочные сварные швы из подобного металла, такого как CCFE, с дюметом. Скорость сварки свыше 500 стр./мин.
На заготовках большого диаметра можно использовать несколько циклов линии переменного тока для более медленного нагрева.
Низкое сварочное напряжение:
1,56 В переменного или постоянного тока.Недостатки
Заготовки должны быть подготовлены с относительно высоким сопротивлением в точке сварного соединения.
Сварочные токи высоки, поэтому требуются очень плотные сварочные губки с низким сопротивлением, которые быстрее изнашиваются из-за давления материала и тепла.
Ударная дуга и РЧ «Старт» Ударная сварка
Преимущества
Сварка разнородных металлов, меди со сталью.
Эти сварочные аппараты обычно имеют длительный срок службы сварочных клещей из-за очень короткого сварочного импульса относительно низкого тока.
Сварка металлов с высокой температурой плавления, таких как вольфрам, молибден.
Недостатки
Сварка обычно более грязная и менее гладкая, чем сварка сопротивлением.
При ударной дуговой сварке со стартовым наконечником на заготовку необходимо нарезать стартовый наконечник.
При ударной дуговой сварке со стартом «RF» на обрабатываемых деталях не должно быть масла или грязи.
Высокое сварочное напряжение: от 50 до 300 В постоянного тока.
Что такое сварка сопротивлением? — Принцип, типы и преимущества
Сварка сопротивлением представляет собой вид электросварки, при котором тепло, выделяемое для сварки двух металлических деталей, возникает из-за сопротивления, оказываемого потоку тока двумя металлическими деталями в точке соединения.
В этой статье давайте рассмотрим принцип работы, типы, преимущества, недостатки и области применения контактной сварки.Принцип контактной сварки:
При контактной сварке через две металлические детали, которые необходимо сварить с помощью электродов, пропускают достаточно сильный электрический ток, сопротивление, создаваемое двумя металлическими частями в области контакта, нагревает и расплавляет металл до пластичное или жидкое состояние. Затем, после высокого механического давления, электроды прижимают две металлические детали друг к другу, что завершает сварку.
Выработанное тепло равно I
2 Rt, где «I» — протекающий ток, «R» — сопротивление (в омах) и «t» — время, в течение которого протекает ток. Сопротивление в уравнении состоит из,
- Сопротивление пути тока в заготовке.
- Сопротивление между контактными поверхностями свариваемых деталей.
- Сопротивление между электродами и заготовками.
Для контактной сварки используется очень высокое значение тока (более 100 А) для выработки тепла, а напряжение в диапазоне 4-12 В используется в зависимости от состава, площади и толщины металлических деталей.
Кроме того, сопротивление между электродами и металлическими деталями должно быть минимальным, чтобы получить более высокую температуру в месте сварки, а не на поверхности металлической детали, контактирующей с электродом.Благодаря наличию желаемых комбинаций напряжения и тока с использованием трансформаторов источник питания переменного тока хорошо подходит для контактной сварки. Величину вторичного тока можно легко контролировать, изменяя первичное напряжение с помощью автотрансформатора или трансформатора с переключением ответвлений. Обычно для управления источником питания используются автоматические устройства, поскольку время, в течение которого протекает ток, очень важно.
Типы контактной сварки:
В зависимости от способа получения сварного шва и типа используемых электродов контактная сварка бывает четырех типов,
- Точечная сварка,
- Выступающая сварка,
- Шовная сварка и
- Стыковая сварка.
Точечная сварка :
Точечная сварка – это форма контактной сварки, при которой металлические части или куски соединяются точечно путем нагревания относительно небольших участков между подходящими электродами под давлением.
Этот тип сварки обеспечивает высокую механическую прочность, но не может обеспечить водонепроницаемость или герметичность. На приведенной ниже диаграмме показан процесс точечной сварки.Процесс сварки состоит из двух электродов, между которыми помещаются свариваемые металлические детали. Два электрода подключены к источнику питания через трансформатор. Когда электроды возбуждаются, на кончиках электродов и между двумя соединяемыми деталями выделяется тепло. Выделившееся тепло расплавит металлические детали в месте соединения и сплавит их вместе под давлением электродов.
Используемые электроды изготовлены из меди или медного сплава. Как правило, для точечной сварки используются токи в диапазоне от 1000 до 10000 А при напряжении около 2 В. Значение тока зависит от толщины и состава металлических частей. Для получения хороших сварных швов, имеющих прочность, металлические детали тщательно очищают.
Сильный ток для процесса сварки получают от понижающего трансформатора, который понижает низковольтный низковольтный источник питания до низковольтного сильноточного источника.
Процесс сварки можно регулировать, изменяя сварочный ток, длительность сварочного тока и давление электродов. Точечная сварка хорошо подходит для соединения двух или более деталей внахлест, когда требуется относительно небольшое количество сварных швов. Точечная сварка применяется для соединения секций автомобилей, шкафов и т. д.Выступающая сварка :
Выступающая сварка аналогична точечной сварке, но с некоторыми модификациями. При этой сварке используются электроды из плоских металлических пластин. Эти металлические пластины известны как плиты, в которых одна подвижна, а другая зафиксирована. Свариваемые металлические детали удерживаются вместе между плитами, как показано ниже.
Металлические детали, помещаемые между плитами, содержат выступы или выпуклости требуемой формы и размера на одной из деталей. Когда через металлические детали начинает течь ток, область выступа нагревается и переходит в пластичное состояние. Затем, после приложения высокого механического давления плитами, нагретый и размягченный выступ разрушается под давлением электродов, завершая сварку.
Выступающая сварка имеет следующие преимущества перед точечной сваркой.
- Выступающая сварка упрощает процесс сварки.
- С помощью рельефной сварки легко сваривать определенные детали, где точечная сварка невозможна.
- Выступы, сделанные перед сваркой, автоматически определяют положение сварных швов.
- Поскольку используются электроды плоского типа, при рельефной сварке возможно соединение нескольких точек сварки.
Этот тип сварки используется для массового производства. Некоторые области применения рельефной сварки — это сварка холодильников, конденсаторов, сварка перекрестной проволокой, решеток и т. д.
Шовная сварка :
Шовная сварка может быть определена как серия точечных сварных швов, последовательно выполняемых вдоль стыка между двумя металлическими частями. В этом типе сварки электроды в форме колеса или ролика используются вместо электродов с наконечниками, как показано ниже.
Как видно на рисунке выше, при шовной сварке металлические детали удерживаются между двумя круглыми электродами.
Перед сваркой две детали очищаются и соединяются внахлест. Когда электроды колесного типа вращаются, удерживая металлические детали под давлением, через них проходит ток и они нагреваются. Когда эти металлические детали достигают температуры сварки, они переходят в пластическое состояние, и за счет давления электродов получаются сплошные точечные сварные швы.При сварке швов таймер используется для управления сварочным током, поскольку поток постоянного тока может привести к сильному нагреву, вызывающему возгорание и заворачивание металлической детали. Контроллер времени управляет потоком тока, включая и выключая питание через быстро повторяющиеся интервалы в течение достаточного периода времени. Производство серии импульсов тока и скорость вращения электрода определяют места сварки.
Весь процесс обычно осуществляется автоматически с помощью электронного контроллера. Этот тип сварки обеспечивает герметичность или герметичность соединений. Шовная сварка применяется для сварки труб, трубопроводов, резервуаров, трансформаторов, холодильников, самолетов и различных типов контейнеров.
Стыковая сварка :
При стыковой сварке для соединения металлических деталей не используются электроды, вместо этого соединяемые детали подключаются к источнику питания. Существует два типа стыковой сварки:
- Стыковая сварка с осадкой.
- Стыковая сварка оплавлением.
Стыковая сварка с осадкой:
При этой сварке две металлические детали соединяются встык. Две свариваемые детали крепко зажимаются по одной в каждом зажиме и соединяются через вторичную обмотку трансформатора, как показано ниже.
При пропускании тока через металлические детали из-за сопротивления металлических деталей на их контактах поверхности нагреваются до температуры плавления. Затем после того, как усилие приложено с обеих сторон металлических частей и остается под давлением, чтобы завершить сварку.
Требуемое напряжение составляет от 2 до 8 В, а сила тока варьируется от 50 А до нескольких сотен ампер в зависимости от материала и зоны сварки.
Этот тип сварки используется в основном для сварки цветных металлов для сварки стержней, стержней, проволоки, труб и т. д.Стыковая сварка оплавлением :
Стыковая сварка оплавлением использует сопротивление металлических деталей и образующуюся между ними дугу для создания соединения. Поверхности двух металлических деталей, где должно быть выполнено соединение, располагаются очень близко друг к другу, как показано ниже.
Когда через металлические детали пропускают сильный ток, между ними образуется небольшая дуга, которая прожигает часть материала, и температура продолжает повышаться до тех пор, пока не будет достигнута конечная температура сварки. Теперь питание отключено, и две металлические детали очень быстро соприкасаются под действием высокого давления.
После контакта расплавленный металл выбрасывается, образуя прочный сварной шов. Выброшенный металл образует заусенец вокруг соединения, который впоследствии удаляется путем резки или шлифовки. Преимущества стыковой сварки оплавлением:
- Меньшая потребляемая мощность.
- Образующаяся дуга выжигает все инородные материалы на поверхности соединения, что делает сварной шов чистым и чистым.
Преимущества контактной сварки:
Преимущества контактной сварки:
- Метод сварки сопротивлением является быстрым, что увеличивает скорость производства.
- Присадочный металл не требуется.
- Можно сваривать как одинаковые, так и разнородные металлы.
- Возможность локального обогрева.
- Процесс сварки можно автоматизировать.
- Процесс контактной сварки не наносит вреда окружающей среде, что делает его экологически безопасным процессом.
- Для работы со сварочным аппаратом таких специальных навыков не требуется.
- Благодаря высокой производительности хорошо подходит для массового производства.
Недостатки контактной сварки:
Недостатки контактной сварки:
- Оборудование для контактной сварки требует технического обслуживания, что увеличивает стоимость.
