Электроды для инвертора какие: Страница не найдена
Содержание
Как подобрать электроды для инвертора
При работе с металолом или создании различных металлоконструкции, применяется сварка. Этот процесс представляет собой сложный способ создания определенных конструкций и требует применения специального оборудования и расходников. В большинстве случаев от выбора сварочного оборудования и подбора специальных материалов зависит качество и результат процесса.
Электроды для инвертора представляют собой отрезок проводника со специальным защитным слоем. Электроды для сварки позволяют выполнить соединение отдельных частей металлоконструкций путем нанесения расплавленного состава на шовные стыки. В зависимости от характеристик материала проволоки они могут быть предназначены для обработки свариваемых деталей различного химического состава.
Типы электродов
Электроды используются в работе с металлоконструкциями и позволяют выполнять соединение и ремонт изделий, предназначены для устранения трещин, наплавки или резки металлов. В зависимости от назначения работ и характеристики обрабатываемых материалов необходимо применение различных сварочных электродов, которые классифицируют по следующим признакам:
В зависимости от назначения работ и характеристики обрабатываемых материалов необходимо применение различных сварочных электродов, которые классифицируют по следующим признакам:
- По маркам РЦ – для обработки низкоуглеродистых марок сталей, ЦУ — для углеродистых и низколегированных сталей, УОНИ и ОК–для низкоуглеродистых и низколегированных, арматурных сталей с указанным пределом прочности, МР, МТГ и LB — для ответственных конструкций из низкоуглеродистых и низколегированных сталей, ОЗЛ – для сварки и литья проката из высоколегированных сталей, ЦЧ – для холодной сварки чугунных изделий и различных сплавов из стали, Т — для наплавки стальных и чугунных элементов, подвергающихся активному износу.
- По диаметру электродов стоит ориентироваться на толщину обрабатываемых поверхностей. В зависимости от характеристики поверхности стандартные параметры электродов составляют 1.6, 2, 2.5, 2.6, 3, 3.2, 4 и 5 мм. Этот показатель включает толщину покрытия;
- В зависимости от назначения существуют расходные материалы, способные справиться с наплавкой, резкой или сваркой, предназначенные для установки прихваток или доработки металлоконструкций.
 Некоторые модификации электродов представляют собой универсальные изделия, которые существенно упрощают процесс и сокращают сроки обработки сталей различного химического состава;
Некоторые модификации электродов представляют собой универсальные изделия, которые существенно упрощают процесс и сокращают сроки обработки сталей различного химического состава; -
По типу обмазки электрода, которое служит надежной защитой плавящегося металла от взаимодействия с окружающей средой, создавая при этом специализированное напыление их комплекса шлакообразующих элементов. Качественное основное покрытие способствует эффективному избавлению от кислорода и доказывает свою прочность при сварке в несколько слоев. Электроды с рутиловым покрытием обеспечивают стабильное и мощное горение при сварке переменным током и способствуют отличному формированию шва. Электроды с рутилово-целлюлозным или смешанным покрытием подходят для обработки швов любого положения и различной природы.
Помимо основных характеристик электродов продукцию ручной дуговой сварки можно классифицировать по другим признакам: по виду, полярности и величине питающего и действующего тока, по длине стержня, химическому составу и прочностным характеристикам основных компонентов. Определившись с основными характеристиками, учитывая коэффициент наплавки, показатели сопротивления, расхода и текучести можно сориентироваться в выборе электродов, которые покажут максимальную производительность при работе с различными видами металлоконструкций.
Определившись с основными характеристиками, учитывая коэффициент наплавки, показатели сопротивления, расхода и текучести можно сориентироваться в выборе электродов, которые покажут максимальную производительность при работе с различными видами металлоконструкций.
ОСОБЕННОСТИ СВАРОЧНОГО ОБОРУДОВАНИЯ
Упростить процесс сварочных работ позволяет специализированное и современное сварочное оборудование. Инверторный сварочный аппарат представляет собой уникальное устройство, которое способно работать с разными видами электродов и не зависит от колебаний напряжений централизованной сети. Повышенная стабильность аппарата способна поддерживать постоянный ток, что обеспечивает отсутствие разбрызгивания и формирует устойчивую дугу.
Для удобства пользователя такие приборы оснащены дополнительными функциями:
- Регуляторами мощности сварочного тока, стабилизирующими параметры работы установки;
- Пусковыми ускорителями, позволяющими сократить время на нагрев в начале сварки;
- Настраивающими режим форсаж, который помогает сохранить стабильное горение дуги и исключить залипание электрода и замыкание аппарата;
- Защищающими оборудование от перегрузки и автоматически корректирующим подачу тока при возможном залипании электродов.

Для организации стабильной работы сварочный аппарат оборудован пистолетом со скользящими токопроводящими контактами, предназначенным для непрерывной подачи электрода к месту обработки поверхностей. Незначительный расход электроэнергии инверторными аппаратами позволяет эксплуатировать устройства в стационарных и полевых условиях. Наличие дополнительных функций значительно облегчает и упрощает работу с такими устройствами.
НАИБОЛЕЕ ПОПУЛЯРНЫЕ МАРКИ ЭЛЕКТРОДОВ
Расширить спектр сварочных процессов способны соответствующие типы электродов, которые способны обеспечить надежную защиту зоны сварочного шва. Самыми популярными видами сварочных электродов являются изделия с рутиловым и основным покрытием.
В плане качества, технических параметров и эксплуатационных характеристик выигрывают сварочные электроды от отечественного производителя Санкт-Петербургский Электродный Завод, ассортимент которого представлен марками:
- ЦЧ с комбинированным покрытием для сварки чугунных изделий в режиме тока А, предназначенных для обработки горизонтальных швов;
- ОЗЛ, работающими в любых положениях, кроме вертикальной направленности;
- Т, подходящими для наплавки большой толщины металла, работающего в условиях абразивного изнашивания;
- УОНИ, предназначенными для обработки углеродистых марок и дисперсионно-упрочненных сталей, сварки литых элементов и поковки различных деталей;
- ЦУ, область применения которых определена трубопроводами низколегированных и углеродистых сталей с максимальной температурой обработки 400 °С.

Для работы над металлоконструкциями и восстановления облицовочных швов выгодно использование российских и зарубежных электродов ESAB-SVEL, которые способны работать после длительного хранения в условиях постоянного и переменчивого тока. Подходят для обработки тонкостенных деталей, ответственных и конструкций общего назначения, не боятся коррозии, образуют прочные швы в любых пространственных направлениях.
Электроды японского производителя Kobelco и Белорусского производителя Монолит подходят для работы с низкоуглеродистыми сталями и гарантируют отличную устойчивость шва к воздействию внешних нагрузок различной направленности. Такая продукция с пониженным содержанием водорода значительно улучшает характеристики труб, морских конструкций, резервуаров.
При выборе конкретной марки и типа электродов необходимо ориентироваться на характеристику обрабатываемых деталей. Правильный выбор электрода зависит от его параметров, которые помогут сделать надежное соединение и принесут пользу частному хозяйству и промышленному производству.
какие бывают, как правильно выбрать, особеноости работы
Инверторная сварка часто встречается в гаражах и в руках у новичков, потому что она подходит для разных видов сварки, а работать с такими аппаратами проще.
Но для нее подходят не все электроды. Проверенный материал дает надежный шов, который не вызовет претензий у заказчиков, поэтому выбирать надо с умом.
В магазинах есть большой ассортимент электродов на все случаи жизни и для разных инверторов. Мастер должен сам понять, какой тип выбрать для его целей. Для работы с металлом нужно покупать разные электроды по составу и диаметру.
Содержание статьиПоказать
- Виды электродов для инвертора
- Какой диаметр выбрать
- Какие металлы варят электродами
- Какова функция покрытия электродов
- Как правильно использовать инверторный сварочный аппарат
- Как зарекомендовали себя зарубежные стержни
- Аппарат Ресанта: какие стержни выбрать
- Для резки металла – особые стержни?
- Схема выбора
Виды электродов для инвертора
Качественные материалы для сварки инвертором дают хороший шов, поэтому их выбор важен для работы. Экономить на них не надо, иначе можно получить брак.
Мастер со стажем справится с любыми электродами, а новичку можно остановиться на материале покачественнее, пусть и подороже.
Мастера, давно и недавно занимающиеся сваркой инвертором, предпочитают несколько видов стержней для инвертора, зарекомендовавших себя:
- АНО – стержни не надо прокаливать перед работой, они без проблем загораются. Часто эту марку выбирают опытные сварщики и новички.
- МР-3 – самые распространенные. Они подходят для работы даже с поврежденными коррозией деталями.
- МР-3С – используются в работе с трубопроводами, потому что дают самый надежный шов.
- УОНИ 13/55 – вариант для самого крепкого шва.
 Для новичков они сложноваты, но мастера с ними создают прочные швы. Если шов должен быть аккуратным, но опыта работы мало, стоит выбирать марку МР-3С.
Для новичков они сложноваты, но мастера с ними создают прочные швы. Если шов должен быть аккуратным, но опыта работы мало, стоит выбирать марку МР-3С.
При выборе материала для сварки инвертором важна марка и другие характеристики.
Какой диаметр выбрать
Работая с инверторным аппаратом не стоит ждать чудес, поэтому подойдут стержни с диаметром 2 миллиметра. Так говорят специалисты, варящие более пятнадцати лет, но они забывают указать, что с такими электродами можно сварить не все детали.
При намерении работать с деталями разной толщины и металлического состава надо приобретать сварочные стержни разных диаметров.
Например, стоит задача сварить детали с толстыми стенками. Чтобы металл схватился, нужно его тщательно и долго нагревать. При сварке инвертором тонким электродом на это уйдет много электроэнергии и времени, поэтому логичнее работать большим диаметром.
Также выбор толщины зависит от спецификации работы. На трассах варят стержнями большого диаметра, чтобы уменьшить время работы и упростить ее. А для работы с профилем достаточно и диаметра 2 миллиметра.
А для работы с профилем достаточно и диаметра 2 миллиметра.
Они же пригодны для домашних работ, например, сварки ворот в гараже или калитки.
Какие металлы варят электродами
Назначения разнятся, как и диаметр с марками. Варить на инверторе можно такие металлы:
- углеродистые и низколегированные;
- теплоустойчивые;
- нержавейку;
- алюминиевые и медные сплавы, чистые металлы;
- чугун.
Также можно работать с мелкими частями и ремонтировать изделия, варить элементы из неустановленных металлов.
Какова функция покрытия электродов
Покрытие нужно, чтобы улучшить характеристики сварочных стержней. Популярные покрытия – из рутила и основное. Последнее применятся в большинстве марок, потому что гарантирует хорошее качество шва при сварке инвертором.
Опытный сварщик, выбирая такое покрытие и правильный диаметр, сварит прочный шов, способный выдержать большие нагрузки.
Для сварки инвертором низкоуглеродистых металлов выбирают рутиловые стержни. Оно не дает появляться порам в швах, варят с любыми видами тока, такие электроды используют несколько раз. Их удобно использовать, особенно в непростых местах.
Оно не дает появляться порам в швах, варят с любыми видами тока, такие электроды используют несколько раз. Их удобно использовать, особенно в непростых местах.
Во время горения они не выделяют токсичные вещества, поэтому и считаются более безопасными.
Как правильно использовать инверторный сварочный аппарат
В опытных руках инвертор способен дать хороший шов, нужно следовать трем правилам:
- выставить оптимальную силу тока;
- выбрать правильный диаметр электрода;
- учесть толщину свариваемых деталей.
Диаметр – основной залог качественного шва, он него же зависит и плотность тока. Нельзя, чтобы плотность была выше, потому что дуга будет нестабильной, а значит металл хуже сварится и шов будет шире.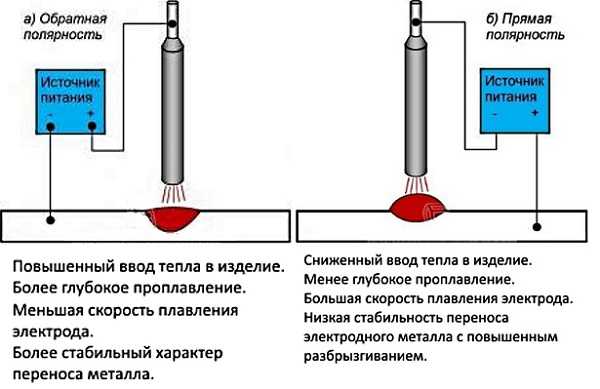
Конечно, это не повлияет на качество, но если важна эстетика, то лучше избежать этого. Если нужно варить тонкие изделия, то лучше взять полуавтоматический аппарат.
Инверторная сварка даст ненадежный шов, а при выборе толстых сварочных стержней в стыке появятся поры, которые снизят его прочность.
Чтобы узнать оптимальную силу тока при работе с выбранными стержни, достаточно посмотреть маркировку на упаковке. Отклоняться от этого параметра не рекомендуется.
Как зарекомендовали себя зарубежные стержни
Иностранные производители поставляют большое количество сварочных элементов для сварки инвертором. Хорошо зарекомендовали себя европейские компании.
Их продукция подходит для любой сварки: для тугоплавких, углеродистых металлов, для варки трубопроводов, работы с цветными металлами.
Мастера, работающие на заказ или сваривая трудные элементы, выбирают зарубежные модификации. Они качественнее отечественных, потому что проходят жесткий контроль.
Аппарат Ресанта: какие стержни выбрать
Схема подбора сварочных стержней при работе на Ресанте обычная: оценивается деталь, измеряется толщина металла и выбирается сварочный стержень подходящего диаметра.
Если деталь толщиной 1 сантиметр, то электрод берется диаметром 5 миллиметров. Можно взять электроды марки Ресанта, но они непластичны.
Для резки металла – особые стержни?
Начинающие интересуются, как разрезать металл инвертором. Раньше этот вопрос был актуален, но сейчас в промышленности используют электроды для резки металла.
Мастера старой закалки до сих используют обычные элементы для резки, но скорее по привычке. Специальные сварочные элементы дают надежную дугу, быстро окисляют металл и снимают его с разреза.
Сварка инвертором идет быстро. В диаметре они достигают 3−6 мм.
Схема выбора
Есть несколько принципов, которые помогают выбрать электроды для сварки инвертором.
При выполнении заказов лучше выбирать сварочные элементы иностранного производства с основным покрытием. Если работа выполняется на любительском уровне для себя, то можно взять стержни российского производства.
Нужно оценить состояние свариваемых деталей. Если металл поврежден коррозией, варят рутиловыми стержнями.
Грамотная оценка толщины металла позволяет выбрать диаметр стержня и силу тока для сварки инвертором. Опираясь на эти принципы, можно подобрать правильный инструмент на работе и добиться надежных швов.
какие электроды лучше использовать новичкам – Setafi
Большинство начинающих в сфере сварки не понимают: какие электроды лучше ставить на инвертор, чтобы не получилось что попало. Как результат, берут любой в магазине, который посоветует консультант и работают дома. Фото и видео такого неутешительного опыта вы вряд ли найдете.
Цель нашей статьи – рассказать, какие электроды стоит выбирать новичкам для инверторной сварки и в чем особенность каждого из вариантов. Информация станет полезной и для профессионалов — увеличат объем знаний, чтобы знать какие электроды стоит выбирать для инверторной сварки. Приступим к изучению!
Информация станет полезной и для профессионалов — увеличат объем знаний, чтобы знать какие электроды стоит выбирать для инверторной сварки. Приступим к изучению!
Содержание статьи
- Параметры электродов для инверторной сварки: куда смотреть, чтобы выбрать правильное изделие
- Какое назначение электродов для инвертора
- Электроды какого типа покрытия лучше использовать в инверторной сварке
- Основное
- Рутиловое покрытие
- Правила работы
Параметры электродов для инверторной сварки: куда смотреть, чтобы выбрать правильное изделие
Чтобы выбрать лучшие из электродов под свой сварочный аппарат, стоит учитывать особенности самого сварочного материала. Остановимся на главных факторах, которые рассматривает каждый бывалый и профессиональный сварщик.
Какое назначение электродов для инвертора
Цели использования расходника разные. От этого все электроды делятся на несколько категорий. Такое разделение объясняется особенностями металла, который вы собираетесь соединять, и техническими характеристиками изделия. Назначение всех изделий можно посмотреть в категории Государственного стандарта 9466-75. Ниже мы описали несколько групп:
Такое разделение объясняется особенностями металла, который вы собираетесь соединять, и техническими характеристиками изделия. Назначение всех изделий можно посмотреть в категории Государственного стандарта 9466-75. Ниже мы описали несколько групп:
- Сварка стали с низким содержанием углерода.
- Сварка металла высокой тепловой емкости.
- Сварка сталей с дополнительными свойствами.
- Наплавка слоев под электрической дугой.
- Работа на чугунных изделиях.
- Сварка меди и производных сплавов.
Делаем вывод: лучшие электроды для инверторной сварки подбираются, прежде всего, по их целевому назначению. В дальнейшем это позволит избежать ошибок. Например, чтобы не приваривать нержавейку электродами для высокоуглеродистых металлов или меди. Шов быстро заржавеет и придет в негодность, хотя должен служить дольше самой металлической основы.
Смотрите на расходное оборудование, опираясь на типаж металлического элемента и его характеристики. После уже выбирается сам тип лучшего электрода для сварки.
Электроды какого типа покрытия лучше использовать в инверторной сварке
Как вы уже поняли, существует несколько разновидностей покрытия расходного элемента под инвертор. Самые популярные – основное и рутиловое. Каждый из них имеет разительные отличия и используется в конкретной ситуации. Разберемся в чем суть подробнее.
Основное
Электроды с основным покрытием имеют ряд положительных качеств. Во-первых, они обеспечивают ровный и качественный шов. Во-вторых, место сварки стойкое к межкристаллитной коррозии и переменным нагрузками.
Основное покрытие позволяет работать основному материалу при низких температурах. Но для того, чтобы получать такой шов, нужно приловчиться и получить определенный опыт.
Изделия, поддавшиеся сварке, дополнительно прокаливают перед установкой в рабочие элементы или конструкции. А металл перед соединением подлежит очистке от налета и ржавчины.
Работает электрод с основным покрытием исключительно на постоянном токе с обратной полярностью.
Рутиловое покрытие
Изделие этого формата — универсальное. Если не знаете, какими электродами лучше варить инвертором новичку, то смело выбирайте с рутиловым покрытием.
Их главная особенность – сварка качественная даже на неочищенной плоскости, на окисленных и грязных металлических плоскостях. Но это точно не значит, что металл не стоит обрабатывать. Наоборот.
Электроды могут работать как на постоянном, так и с переменным током. Без проблем поджигаются несколько раз за счет дополнительного состава обмазки. Во время сварки образуют минимальное количество шлаковых элементов, не требующих физической нагрузки для удаления.
Выбирать, какие покрытия электродов лучше использовать для инверторной сварки, стоит по сварному соединению и требованиям к нему. Среди параметров могут быть: сила сопротивления, ударная вязкость и прочие. На это влияет как тип сварного металла, так и его химический состав.
Правила работы
Мы уже поговорили о том, как выбрать электроды для сварки инвертором. Стоит рассказать и о правилах работы на сварочном аппарате. Без них даже лучшие электроды для инверторной сварки для новичков не будут работать на полную мощность.
Стоит рассказать и о правилах работы на сварочном аппарате. Без них даже лучшие электроды для инверторной сварки для новичков не будут работать на полную мощность.
Вот небольшой чек-лист:
- Начинать свою сварочную практику лучше с рутилового покрытия электродов. Из-за их особого состава, работа упрощается в несколько раз. Они легче поджигаются, позволяют варить на слабой дуге. Вы сможете контролировать весь процесс и видеть сварку. Еще один плюс – шлаки убираются легче.
- Половина успеха – если вы установили правильные силу тока и полярность. Для постоянного тока и прямой полярности металл подключается к плюсу, электрод — к минусу. При обратном значении полярность проводов изменяем на противоположную. Сама сила тока лучше настраивается по инструкции производителя.
- Перед работой на нужном металле, потренируйтесь недельку на обрезках, похожих по характеристикам с основой. Вы сможете интуитивно настраивать все параметры инвертора для удачной сварки.
- Без техники безопасности никуда.
 Не начинайте варить, пока не будете уверены, что вы и окружающие находитесь в защите от сварочного аппарата. Защитная одежда и перчатки – ваше постоянное обмундирование. На голову наденьте сварочную маску или очки.
Не начинайте варить, пока не будете уверены, что вы и окружающие находитесь в защите от сварочного аппарата. Защитная одежда и перчатки – ваше постоянное обмундирование. На голову наденьте сварочную маску или очки. - Перед включением тока убедитесь, что аппарат подключен правильно. Не допускайте, чтобы легкосгораемые материалы были под рукой. Работайте лучше в одиночку, без посторонних в мастерской.
Практика, практика и еще раз – практика. Спустя пару месяцев вы научитесь правильно настраивать сварочный аппарат, а затем и подбирать электроды. Надеемся, что наша небольшая статья принесла вам новый опыт в выборе расходного материала для инверторов. Удачи!
Инверторный сварочный аппарат MMA 200 A с принадлежностями Helvi Sparc 226
Vai sopra l’immagine per zoomarla
Clicca sull’immagine для zoomarla
Сохранить 0
HelviSKU: 00529648
Поделитесь этим продуктом
Однофазный инверторный сварочный аппарат Максимум 200 А, сварка электродом ММА с принадлежностями.
Helvi Sparc 226
Однофазный инверторный сварочный аппарат Helvi Sparc 226 предназначен для работы от бытового тока (230 вольт 50/60 Гц).
Электродный сварочный аппарат ММА оптимально сваривает рутиловые, основные, нержавеющие, никелевые, бронзовые электроды и т.д. диаметром до 4,0 мм (200 Ампер до 25% при температуре 40°С).
Свяжитесь с нами, чтобы получить ваучер на скидку при покупке этого сварочного аппарата!
Сварка электродом проста и интуитивно понятна: просто установите диаметр электрода, покрываемого на передней маске, и начните процесс.
Он также оснащен системой защиты от прилипания, предотвращающей прилипание электрода во время зажигания электрической дуги.
Внутренняя технология защищает сварочный аппарат от электрических и температурных перегрузок.
Внутри картонной упаковки вы найдете: сварочный аппарат Sparc 226, дверной суппорт электрода, захват для гибкого кабеля, марто-щетку для уборки отходов, ручную уплотнительную маску с горками, 10 электродов основного диаметра 2,5 мм и 10 рутиловых электродов 2,5 мм. диаметра электродов, а также руководство по эксплуатации и техническому обслуживанию и сертификат соответствия законодательству ЕС.
диаметра электродов, а также руководство по эксплуатации и техническому обслуживанию и сертификат соответствия законодательству ЕС.
| Блок питания | 230 В (1 фаза), 50/60 Гц |
| Мощность, потребляемая до 60 % | 3,2 кВт |
| Напряжение вакуума | 70 В |
| Мин.-макс. сила тока | 10 ÷ 200 а |
| Цикл использования | 200 А — 25 % 130 А — 50 % 100 А — 100 % |
| Диаметр электрода | 1,6 ÷ 4,0 мм |
| Типы электродов | 6013 — 7018 |
| Степень защиты | IP22S |
| Размер | 285 х 120 х 255 мм |
| Вес | 4,4 кг |
Буклет по эксплуатации и техническому обслуживанию
Технический паспорт
Чтобы увидеть сумку для сварки дверей и аксессуарыНажмите здесь
Стоимость доставки зависит от веса вашего заказа и вашего местоположения.
Любой заказ на общую сумму выше 69,00 евро имеет бесплатную доставку.
Лента | ИТАЛИЯ | | Сардиния |
| 0-3 | € 7,45 | € 8,45 | € 8,95 |
| 3-10 | € 8,45 | € 9,90 | € 10,45 |
| 10-20 | € 13,40 | € 13,50 | € 13,45 |
| 20-30 | € 15,95 | € 15,45 | € 16,95 |
| Заказ выше 69,00 € | Бесплатно | Бесплатно | Бесплатно |
Посылка поступает от нас нами в течение 24 часов (рабочих) с момента оформления заказа.
Мы полагаемся на курьера GLS, который доставляет в течение 48/72 рабочих часов с момента отправки. Код отслеживания посылки всегда предоставляется, как только мы доставляем посылку курьеру.
Код отслеживания посылки всегда предоставляется, как только мы доставляем посылку курьеру.
ВНИМАНИЕ: В случае покупки перезаряжаемых газовых баллонов или 14-литровых одноразовых баллонов, отгрузка осуществляется в ADR и сроки доставки составляют от 5 до 7 рабочих дней.
Мы всегда рекомендуем связаться с нами перед бронированием, чтобы заранее узнать время доставки.
Если вы проживаете в нашем районе, забирайте товары прямо в магазине! Выберите «Снятие средств» во время оформления заказа и приходите по адресу Via Giovanni da Udine, 40 — San Giorgio di Nogaro (UD) 33058.
American ExpressApple PayGoogle PayMaestroMastercardPayPalShop PayVisa
Я могу совершить платеж в режиме реального времени. Noi non conserveremo mai i tuoi dati personali di pagamento né abbiamo accesso alle informazioni della tua carta di Credito/Debito.
Страна
Италия—ГерманияИталияСан-Марино
Почтовый индекс
Визуализация
Наша политика возврата действует 14 дней. Если с момента покупки прошло более 14 дней, к сожалению, мы не можем предложить вам возврат денег или замену купленного товара на другой товар.
Если с момента покупки прошло более 14 дней, к сожалению, мы не можем предложить вам возврат денег или замену купленного товара на другой товар.
Чтобы получить доступ к практике возврата, ваш товар должен быть неиспользованным и в том же состоянии, в котором вы его получили, с совершенно неповрежденной оригинальной упаковкой.
Для завершения возврата нам требуется чек или подтверждение покупки.
Любой товар, не в исходном состоянии, поврежденный или возвращенный в течение 14 дней после доставки, не подлежит возмещению.
В случае, если возврат происходит по нашей ошибке, стоимость доставки подлежит возмещению.
В случае, если возврат осуществляется исключительно по воле покупателя без нашей ошибки, покупатель берет на себя все расходы по доставке.
Возврат
После получения и проверки возврата мы свяжемся с вами по телефону или электронной почте, чтобы сообщить, что мы получили возвращенный товар. Мы также сообщим вам о принятии или отклонении запроса на возмещение и, в случае положительного результата, согласуем способы возмещения, что произойдет не более чем за 7 рабочих дней.
Обратная отправка
Для возврата товара необходимо отправить его по адресу: Technique San Giorgio Srl — Via Giovanni da Udine, 40 — 33058 San Giorgio di Nogaro (UD) — Италия
В случае утери или недоставки отрендеренного товара курьером возмещение не производится.
[PDF] Смягчение инверторных нециркуляционных токов нециркуляции путем введения заземленных электродов в простоя прорези Stator
- DOI: 10.1109/TIE.2020.3045695
- CORPUS ID: 231821298
- К.
 Востров, Дж. Пирхонен, Дж. Ахола
Востров, Дж. Пирхонен, Дж. Ахола - Опубликовано 1 декабря 2021 г.
- Инженерное дело
- IEEE Transactions on Industrial Electronics
- 2019
66266666666666666666666666666666666666666666666666666666666666.
title={Снижение индуцированных инвертором нециркулирующих подшипниковых токов путем введения заземленных электродов в отверстия пазов статора},
автор={Константин Востров и Юха Дж. Пирх{«о}нен и Пиа М. Линд и Маркку Нимель{«а} и Джеро Ахола},
Journal={Транзакции IEEE по промышленной электронике},
год = {2021},
объем = {68},
страницы={11752-11760}
}
Современные двигатели переменного тока с преобразователем тока подвергаются воздействию подшипников. Несмотря на обширные исследования и разработки, в отрасли до сих пор нет окончательного решения с приемлемой стоимостью и высокой эффективностью. В этой статье основное внимание уделяется токам емкостных подшипников. После краткого объяснения явления предлагается нетрадиционный подход для эффективного снижения емкостных подшипниковых токов. Подход предполагает использование заземленных электродов в отверстиях пазов для уменьшения статора…
Посмотреть на IEEE
ieeexplore.ieee.org
Расширение встроенных электростатических экранов в области лобовой части обмотки для эффективного уменьшения паразитной емкостной связи
Способ дальнейшего повышения эффективности метода устранения емкостной связи , основанный на заземленном электроде, встроенном в щель, и закрывает пробел в знаниях о масштабном поведении ранее введенного метода устранения емкостных связей.
ПОКАЗАНЫ 1-10 ИЗ 45 ССЫЛОК
СОРТИРОВАТЬ ПОРелевантностьНаиболее влиятельные документыНедавность
Уменьшение нециркулирующих подшипниковых токов за счет правильной конструкции магнитной цепи и обмотки статора
В этой статье изучается влияние обмотки статора и геометрии пазов, а также представлены различные геометрии для модификации двигателя для уменьшения емкостных подшипниковых токов. и показывает эффективность предлагаемого метода смягчения последствий.
Подход к снижению токов в нециркулирующих подшипниках на основе вариантов конструкции статора машины
В статье рассматривается размещение обмотки статора в пазу и представлены несколько различных геометрий предлагаемой модификации двигателя, чтобы понять роль геометрии машины в решении проблемы.
Предотвращение вредных токов EDM в машинах переменного тока с инверторным питанием за счет использования электростатических экранов в выступе обмотки статора
В этой статье используется недорогой метод ослабления вредных токов EDM для предотвращения вредных токов EDM в машинах переменного тока с инверторным питанием малой мощности. Вблизи статора установлен электростатический экран…
Вблизи статора установлен электростатический экран…
Снижение напряжения на валу, создаваемого инвертором, с помощью электростатического экранирования /PRASA)
Простая топология трехфазного инвертора, которая наиболее широко используется в системах привода электрических машин, создает большое высокочастотное синфазное напряжение. Через емкостную связь доля…
Роль лобовой обмотки в создании паразитных емкостей в асинхронных двигателях
Современные системы электропривода с переменной скоростью широко используются с момента коммерциализации преобразователей частоты на основе силовой электроники. Тем не менее, существуют специфические паразитные явления…
Ток подшипника двигателя циркуляционного типа в инверторных приводах
- Shaotang Chen, T. Lipo, D. Novotny
Engineering
IAS ’96. Рекорд конференции 1996 Конференция IEEE по отраслевым приложениям Тридцать первое ежегодное собрание IAS
- 1996
Токи в подшипниках двигателей в инверторных приводах стали важной проблемой, поскольку для приложений со средней мощностью (10–100 л. с.) стали доступны очень быстродействующие переключающие устройства. . В предыдущей работе…
с.) стали доступны очень быстродействующие переключающие устройства. . В предыдущей работе…
Предотвращение подшипниковых токов в машинах переменного тока с питанием от преобразователя с проводящим экраном в пазах статора
- P. Maki-Ontto, J. Luomi
Engineering
Международная конференция IEEE по электрическим машинам и приводам, 2003 г. IEMDC’03.
- 2003
В статье анализируется метод защиты от циркуляционных подшипниковых токов в машинах переменного тока с питанием от преобразователя. Эти токи индуцируются высокочастотными компонентами потока, которые генерируются…
Бесщеточное снижение подшипниковых токов в электрических машинах с помощью шунтирования с емкостной связью
В настоящее время подавляющая тенденция в отрасли заключается в соединении электрических машин с частотно-регулируемыми приводами. Общеизвестно, что при использовании этих приводов можно ввести высокочастотный подшипник…
Исследование электростатического экрана для подавления разрядных подшипниковых токов в двигателях с регулируемой частотой
- Цзин Цюань, Б.
 Бай, Ю Ван, Вейфэн Лю )
Бай, Ю Ван, Вейфэн Лю ) - 2014
Активность высокочастотного тока в подшипниках частотно-регулируемых двигателей, соединенных с их валом, в настоящее время является распространенной проблемой, что в конечном итоге сокращает срок службы подшипников. В данной статье представлены…
Оценка встроенного в паз частичного электростатического экрана для снижения высокочастотного подшипникового тока в асинхронных двигателях с инверторным питанием
В последнее десятилетие использование инверторов с источником напряжения ШИМ для управления трехфазными асинхронными двигателями с короткозамкнутым ротором увеличилось. существенно. Следовательно, активность токов высокой частоты в…
Инверторные источники питания
Мир меняется. Это неудивительно для любого, кто хотя бы отдаленно осознает свое окружение. Тем не менее, заманчиво взглянуть на давно устоявшиеся технологии, такие как сварка, и поверить в то, что в последнее время практически не происходит развития технологий. Однако человек, придерживающийся такой точки зрения, был бы неправ. На самом деле конструкция и возможности сварочных источников питания менялись и продолжают быстро меняться. Одной из движущих сил этого изменения является разработка и популяризация источников питания на основе инверторной технологии. Эта технология особенно хорошо подходит для сварки алюминиевых сплавов, особенно тонких алюминиевых сплавов.
Однако человек, придерживающийся такой точки зрения, был бы неправ. На самом деле конструкция и возможности сварочных источников питания менялись и продолжают быстро меняться. Одной из движущих сил этого изменения является разработка и популяризация источников питания на основе инверторной технологии. Эта технология особенно хорошо подходит для сварки алюминиевых сплавов, особенно тонких алюминиевых сплавов.
Что нового?
В прошлом сварочные источники питания основывались на трансформаторах. Блок питания брал в 60 герц 230, 460 или 575 вольт мощности. Металлический трансформатор изменил его с относительно высокого входного напряжения на ток 60 Гц при более низком напряжении. Затем этот ток низкого напряжения выпрямлялся каким-то выпрямительным мостом, чтобы получить сварочный выход постоянного тока (DC). Управление этим выходом обычно осуществлялось какими-то относительно медленными магнитными усилителями.
Сварочные аппараты TIG на базе трансформатора обычно тяжелые и большие. Трансформаторы относительно неэффективны, работая на частоте 50 или 60 Гц. В трансформаторе выделяется много тепла, и трансформатор должен быть относительно большим и тяжелым. Значительная часть затрат на электроэнергию идет на нагрев трансформатора и окружающего воздуха. Большинство таких сварочных источников питания весят около 400 фунтов и имеют форму 32-дюймового куба. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не более 120 раз в секунду, поэтому невозможно увеличить импульс сварочного тока быстрее, чем это.
Трансформаторы относительно неэффективны, работая на частоте 50 или 60 Гц. В трансформаторе выделяется много тепла, и трансформатор должен быть относительно большим и тяжелым. Значительная часть затрат на электроэнергию идет на нагрев трансформатора и окружающего воздуха. Большинство таких сварочных источников питания весят около 400 фунтов и имеют форму 32-дюймового куба. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не более 120 раз в секунду, поэтому невозможно увеличить импульс сварочного тока быстрее, чем это.
В источниках питания с инверторным управлением используется та же входящая мощность 60 Гц. Однако вместо того, чтобы подавать его непосредственно в трансформатор, он сначала выпрямляется до 60 Гц постоянного тока. Затем он подается в инверторную часть источника питания, где включается и выключается полупроводниковыми переключателями на частотах до 20 000 Гц. Этот импульсный, высоковольтный, высокочастотный постоянный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный постоянный ток с частотой 20 000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми регуляторами, которые модулируют скорость переключения переключающих транзисторов.
Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми регуляторами, которые модулируют скорость переключения переключающих транзисторов.
Какие преимущества дает эта новая конструкция с инверторным управлением? Во-первых, основной силовой трансформатор, работающий на частоте 20 000 Гц, намного эффективнее, чем трансформаторы на 60 Гц, а это значит, что он может быть намного меньше. Помните, машины на базе трансформатора обычно весят более 400 фунтов и представляют собой куб со стороной 32 дюйма. На прилагаемой фотографии показана линейка инверторных источников питания Lincoln для дуговой сварки вольфрамовым электродом (GTAW). Машина в центре, V205, весит 33 фунта и имеет ширину 9 дюймов, 19дюймов в глубину и 15 дюймов в высоту. Две другие машины представляют собой инверторы постоянного тока, они еще легче и меньше. Таким образом, есть огромное преимущество в весе и портативности в пользу инверторных машин.
Есть еще одно преимущество инверторных блоков питания – стоимость электроэнергии. Инверторное оборудование намного эффективнее трансформаторного. Например, потребление тока при 205 амперах для Lincoln V205 составляет 29 ампер при однофазном питании 230 вольт. Ток, потребляемый старым трансформаторным сварочным аппаратом, обычно составляет от 50 до 60 ампер при однофазном питании 230 В при сварке на аналогичных токах. Хотя экономия средств при переходе на инверторы часто преувеличивается, в нормальных условиях можно с уверенностью сказать, что годовая экономия энергии составляет примерно 10% от покупной цены блока питания.
Инверторное оборудование намного эффективнее трансформаторного. Например, потребление тока при 205 амперах для Lincoln V205 составляет 29 ампер при однофазном питании 230 вольт. Ток, потребляемый старым трансформаторным сварочным аппаратом, обычно составляет от 50 до 60 ампер при однофазном питании 230 В при сварке на аналогичных токах. Хотя экономия средств при переходе на инверторы часто преувеличивается, в нормальных условиях можно с уверенностью сказать, что годовая экономия энергии составляет примерно 10% от покупной цены блока питания.
Другим значительным преимуществом инверторных источников питания является то, что, «разбивая» входящий переменный ток так тонко, мы получаем очень устойчивый постоянный ток без типичных пульсаций 60 Гц. Это приводит к более плавной и стабильной сварочной дуге на постоянном токе.
До сих пор мы обсуждали только инверторы, которые подают постоянный ток. В течение нескольких лет это было все, что было доступно. Инверторов, которые обеспечивали выход переменного тока, просто не существовало. Затем кому-то пришла в голову идея упаковать два инвертора в один корпус. Заставив их работать с разной полярностью и попеременно включая и выключая их, был сгенерирован выход псевдопеременного тока. Некоторые инверторы до сих пор генерируют переменный ток таким образом. Сегодня существуют и более сложные методы генерации переменного тока, но для целей этой статьи проще представить себе генерацию переменного тока двумя инверторами с противоположными полярностями.
Затем кому-то пришла в голову идея упаковать два инвертора в один корпус. Заставив их работать с разной полярностью и попеременно включая и выключая их, был сгенерирован выход псевдопеременного тока. Некоторые инверторы до сих пор генерируют переменный ток таким образом. Сегодня существуют и более сложные методы генерации переменного тока, но для целей этой статьи проще представить себе генерацию переменного тока двумя инверторами с противоположными полярностями.
Способность генерировать переменный ток — это то, что действительно делает инвертор незаменимым при сварке алюминия методом GTAW. Тот факт, что напряжение дуги никогда не проходит через нуль, означает, что дуга переменного тока намного более стабильна, чем раньше. Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для обеспечения стабильности. На самом деле в Lincoln V205 нет возможности использовать непрерывную высокую частоту. Он будет автоматически гаснуть, как только загорится дуга. Устранение непрерывной высокой частоты резко снижает количество радиопомех, генерируемых источником питания.
Устранение непрерывной высокой частоты резко снижает количество радиопомех, генерируемых источником питания.
Во-вторых, тот факт, что мы можем посылать управляющие сигналы с частотой 20 кГц, означает, что мы можем изменять частоту сварочного тока переменного тока. Старые машины работали только на частоте 60 Гц переменного тока. V205 может выдавать переменный ток с частотой от 20 до 150 Гц. Более высокие частоты могут быть полезны при сварке тонких материалов. По мере увеличения частоты конус дуги и сварной шов становятся уже, что приводит к более глубокому проплавлению.
Много лет назад стало понятно, что в GTAW проплавление сварного шва происходит из отрицательной части электрода цикла переменного тока. В той части цикла, когда электрод находится в положительном состоянии, проплавление уменьшается, и больше тепла поступает в вольфрамовый электрод. Однако во время положительной части цикла электрода дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. Именно по этой причине, хотя большинство других материалов ГТА сваривают на постоянном токе, алюминий обычно сваривают на переменном токе. Очень ранние источники питания GTAW давали на выходе простую синусоидальную волну, в которой генерировались равные количества положительных и отрицательных электродов. Однако это было неэффективно. Нам не нужно было так много положительного электрода, чтобы получить адекватную очистку. Более поздние источники питания позволили нам изменять пропорцию отрицательного электрода к положительному электроду. Было обнаружено, что примерно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги по-прежнему шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
Именно по этой причине, хотя большинство других материалов ГТА сваривают на постоянном токе, алюминий обычно сваривают на переменном токе. Очень ранние источники питания GTAW давали на выходе простую синусоидальную волну, в которой генерировались равные количества положительных и отрицательных электродов. Однако это было неэффективно. Нам не нужно было так много положительного электрода, чтобы получить адекватную очистку. Более поздние источники питания позволили нам изменять пропорцию отрицательного электрода к положительному электроду. Было обнаружено, что примерно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги по-прежнему шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
Инверторные блоки питания обеспечивают достаточную очистку дуги даже при 15 % положительного электрода. Уменьшение количества положительного электрода делает процесс более эффективным, увеличивает провар и уменьшает количество тепла, попадающего в вольфрамовый электрод, что означает возможность использования заостренных электродов меньшего диаметра.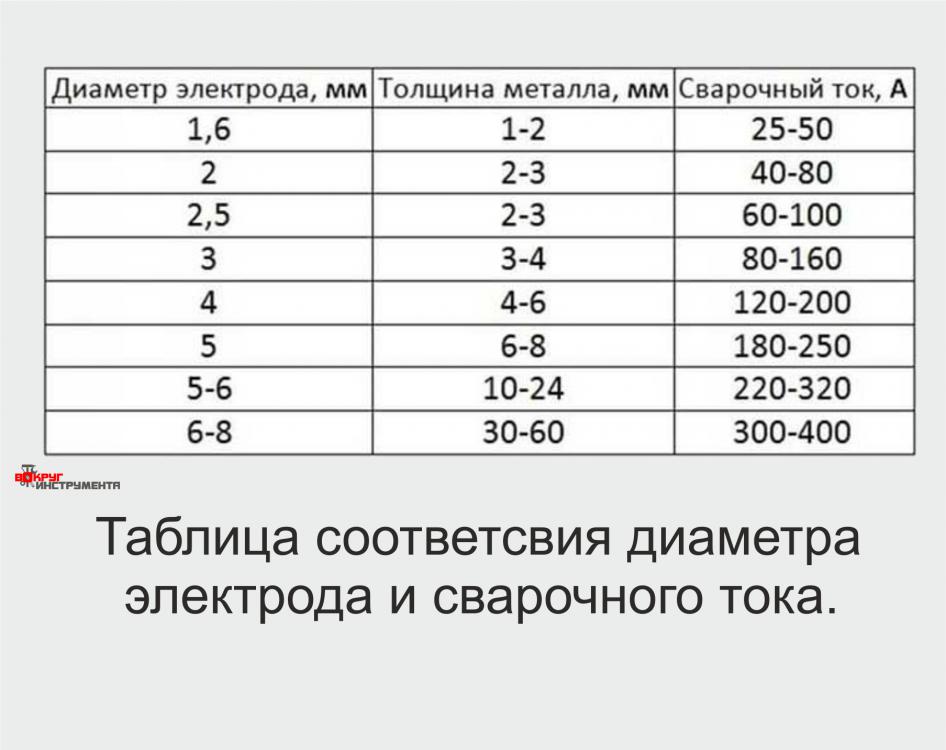 Это дополнительно концентрирует и сужает сварной шов.
Это дополнительно концентрирует и сужает сварной шов.
Наконец, новые инверторные блоки питания программируются программно. Это значительно упрощает изменение характеристик источника питания. На прилагаемой фотографии показан еще один блок питания Lincoln, Invertec® V350 Pro. Этот источник питания в первую очередь разработан как инверторный аппарат для дуговой сварки металлическим электродом в среде защитного газа (GMAW). Он содержит довольно много различных программ для стационарного, импульсного GMAW и нетрадиционных алгоритмов управления для GMAW. Большое количество импульсных программ GMAW, в которых параметры пульсации оптимизированы для конкретных присадочных материалов и размеров проволоки. Однако, благодаря программному обеспечению, он также готов к использованию в качестве источника питания для дуговой сварки защищенным металлом или дуговой сварки вольфрамовым электродом в среде защитного газа. Он также может быть перепрограммирован в полевых условиях за короткое время.
