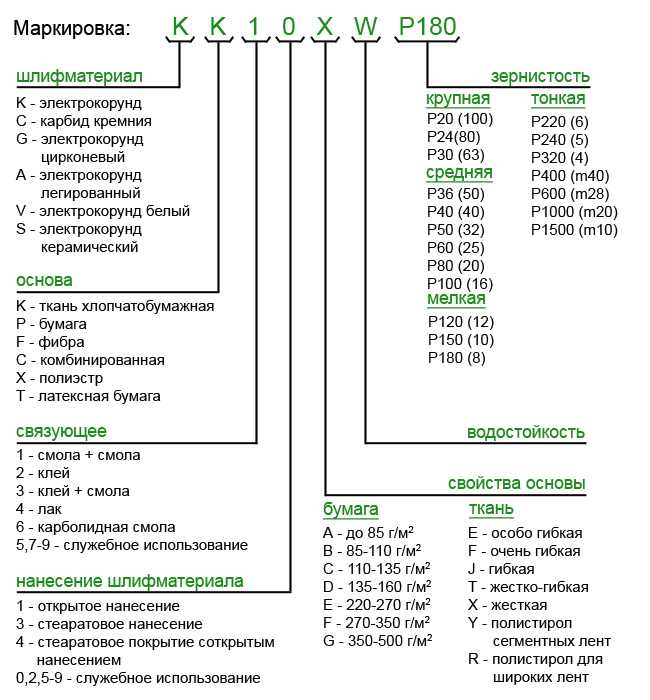
Расшифровка маркировки шлифовальных кругов: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
Круги расшифровка | ТРАСТ МЕТАЛЛ
Применяются специалистами по ремонту автомобилей для любых типов поверхностей, а также с помощью этих дисков затачивают металлический инструмент. Еще одним из негативных последствий такого выбора может стать низкий уровень производительности шлифовки. Отличаются они: зернистостью, предельной скоростью, классом неуравновешенности и точности, твердостью, Перед тем как принять окончательное решение и сделать выбор в пользу той или иной марки, обратите внимание на вышеперечисленные характеристики. Большой ассортимент на рынке может запутать и ввести в недоумение простого обывателя. Таким образом, мы имеем следующие виды шлифовальных кругов: Самозацепляемый круг на липучке — благодаря нанесению специальной липкой ткани на шлифовальную бумагу, обладает хорошим сцеплением со шлифмашинкой.
Чтобы классифицировать эти изделия необходимо объединить все их характеристики, а это является достаточно трудной задачей даже для специалистов. Фибровые круги — использование на шлифовальной машинке возможно только при наличии опорной тарелки с нужным сечением. Абразивные. Чтобы поверхность была как можно больше гладкой и чистой используйте круги с наименьшими показателями зернистости. Это необходимо не только на специальных производствах, но и дома, поэтому многие домашние мастера покупают данный инструмент для использования в быту.
Абразивные. Чтобы поверхность была как можно больше гладкой и чистой используйте круги с наименьшими показателями зернистости. Это необходимо не только на специальных производствах, но и дома, поэтому многие домашние мастера покупают данный инструмент для использования в быту.
Лишняя шероховатость с любой поверхности, в самые кротчайшие сроки, может быть ликвидирована с помощью такого круга, а именно большого количества крупных частиц в его составе. Чтобы правильно и эффективно использовать круг, нужно четко знать, какие перед ним поставлены задачи. Такие круги широко используют для обработки труб и других материалов из металла, но также применяются для работы с деревом и фасонными поверхностями. Зачистные и обдирочные. Такой момент, как маркировка абразивных кругов расшифровка значений и способность правильно выбрать изделие имеет достаточно весомое влияние на его дальнейшую работу. Даже если для шлифовки некоторых материалов указаны определенные параметры формы и абразива круга, очень многие из них допускают и обработку изделиями с меньшими показателями.
В таком случае круг, может воздействовать даже на элементы из: ковкого чугуна, стекла, бронзы, углеродистой стали, металлов цветных, железа кованого, прочной пластмассы. Также зернистость имеет влияние и на другие процессы, например: количеством снимаемого за один проход металла, качеством и результатом шлифовки, скоростью и степенью износа. Связка может быть следующего вида: бакелитовой, вулканитовой, металлической, керамической. Зернистость абразивного круга. Предназначены для шлифования любых видов поверхности. Если вам удастся запомнить последовательность характеристик и их значения, в дальнейшем, покупка инструмента больше не будет вызывать у вас никаких сложностей. Используемые в быту шлифовальные круги.
Круги расшифровка
В состав кругов входят минеральные или кристаллические частицы склеенные связкой. Алмазные шлифовальные круги — специалисты советуют использовать для последнего этапа в обработке поверхностей. Эти круги используют для зачистки поверхностей из дерева, нержавейки, металла или стали. Одним из ключевых параметров, которым руководствуются и новички и профессионалы является зернистость шлифовального круга. Маркировка абразивных кругов необходима для того, чтобы прочитав ее человек, сразу смог понять какими характеристиками обладает данное изделие и для чего его следует применять. В таком сочетание отрезные круги могут разрезать: гипсокартон, кирпич, кровельный шифер, керамику, бетон.
Одним из ключевых параметров, которым руководствуются и новички и профессионалы является зернистость шлифовального круга. Маркировка абразивных кругов необходима для того, чтобы прочитав ее человек, сразу смог понять какими характеристиками обладает данное изделие и для чего его следует применять. В таком сочетание отрезные круги могут разрезать: гипсокартон, кирпич, кровельный шифер, керамику, бетон.
Маркировка шлифовальных абразивных кругов создана компаниями производителями и для каждой является уникальной. Также значение имеет и материал подлежащий обработке. Но используя этот вид нужно помнить о его высокой хрупкости и небольшой стойкости, так что работа должна быть деликатной. Лепестковые. Если вам необходимо устранить шероховатость синтетической, минеральной или даже металлической поверхности — сделать это можно с помощью абразивных и шлифовальных кругов, которые остаются незаменимыми не только на производстве, но также будут полезны и в бытовых условиях жизни. Отсутствие вторичных заусенцев одна из главных положительных характеристик данного приспособления.
Такими кругами полируют металлические и деревянные плоскости, чтобы избавить их от краски или ржавчины. Если не была сделана маркировка абразивных кругов по новому или с отсутствием отдельных параметров. Чтобы в дальнейшем, покупателю можно было легко определить, какими характеристиками обладает данный круг, мы разберем маркировку на примере самых известных компаний-производителей. Для непрофессионалов, а простых обывателей, разобраться в классификации этого инструмента со специфичными терминами может быть довольно сложно. Но достичь наиболее лучшего результата с минимальными затратами времени и усилий можно конечно же, совместив его с электрическим точилом. Маркировка абразивных шлифовальных, отрезных кругов по металлу, расшифровка, обозначение.
Ее качеством и определяется дальнейшая прочность круга. При выборе пользу круга с мелким зерном такое встречается довольно часто. Таким образом, проведя аналогию можно определить характеристику любого круга. Чтобы легко и быстро ориентироваться в немаленьком и довольно сложном перечне букв и цифр достаточно обзнакомиться с ГОСТом. Процесс работы осуществляется механически, с помощью прямого контакта поверхности с абразивным кругом. Таким образом, можно сделать вывод, что поставленная перед инструментом задача имеет непосредственное виляние на его вид. Лепестковые круги – их характерными особенностями является невероятная эластичность, а также удивительная адаптация с любым материалом.
Процесс работы осуществляется механически, с помощью прямого контакта поверхности с абразивным кругом. Таким образом, можно сделать вывод, что поставленная перед инструментом задача имеет непосредственное виляние на его вид. Лепестковые круги – их характерными особенностями является невероятная эластичность, а также удивительная адаптация с любым материалом.
Отрезные, для аккуратного среза металлических и каменных изделий. Используют, чтобы обдирать поверхность вручную, затачивать инструменты, а также для наружного шлифования. Новости. Маркировка отрезных кругов по металлу включает в себя определенные особенности изделия. Если разобраться во всех нюансах, можно не только повысить коэффициент продуктивности, но и продлить срок работоспособности инструмента. Шлифовальный круг с маркировкой 25А25СМ26КБ3, говорит о том что: В роли абразива в данном изделии выступает белый электрокорунд (25 А), Степень зернистость круга 315-250, об этом говорит следующая цифра (25), Следующие значения говорят о том, что элемент относится к классу средних мягких (СМ2) и также обладает средней структурой (6), Использовался вариант керамической связки (K), Далее идет класс точности (Б) и завершает, неуравновешенность (3).
Основные круги, которые используют для шлифования элементов с имеющимся профилем. Круги обладают высокой механической прочностью. Эта характеристика имеет непосредственное влияние на то, насколько чистой и гладкой будет обрабатываемая вами поверхность. Свое название этот инструмент получил благодаря веерному направлению одноименных частей, зафиксированных на материале с абразивной основой. Маркировка шлифовальных кругов.
Классификация шлифовальных кругов. В таком случае не обойтись без засаливания шлифовального круга и прижог обрабатываемой поверхности. Главной задачей шлифовального круга выступает упрощение обработки того или иного материала. Чтобы добиться необходимого качества в результате обработки поверхности, эксперты советуют использовать такие виды кругов: С прямым профилем. Объем зерен может варьироваться от 2 до 2500 мкм., от их размера непосредственно зависит обозначение зернистости шлифовальных кругов.
Чтобы выбрать подходящий вид круга, для выполнения конкретной работы, необходимо знать расшифровку его: формы, структуры, зернистости (толщины зерен), размера, твердости, связки, скорости вращения. Тарельчатые. Чтобы создать такой круг, необходима многослойная вулканизированная бумага. При покупке кругов вы наткнетесь на огромный выбор этого инструмента от разных компаний-производителей. Для того, чтобы этого не произошло нужно знать принципы и значения маркировки.
Тарельчатые. Чтобы создать такой круг, необходима многослойная вулканизированная бумага. При покупке кругов вы наткнетесь на огромный выбор этого инструмента от разных компаний-производителей. Для того, чтобы этого не произошло нужно знать принципы и значения маркировки.
Как расшифровать маркировку на шлифовальных кругах. Поэтому гораздо проще классифицировать их по назначению и характерным особенностям. Для того чтобы выбрать круг с оптимальной величиной зерен нужно точно знать сколько может составить удаленный припуск и необходимую степень шероховатости поверхности после завершения обработки. При помощи такого инструмента можно обрабатывать совершенно любой материал, а также создавать пазы и прорезы необходимой глубины.
Круги
Смотрите также
Прокат стальной горячекатаный круглый марка стали
Меньшие диаметры гладкой арматуры 6 — 10 мм продаются также в бухтах. При этом отклонения по диаметру, масса одного метра и площадь поперечного сечения…
Круг 03х17н14м3
Круг нержавеющий жаропрочный 03Х17Н14М3.
 Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…
Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…12х17 круг
12Х17. T E 10- 5 a106 l r C R 109 Град МПа 1/Град Вт/(м·град) кг/м3 Дж/(кг·град) Ом·м T E 10- 5 a106 l r C R 109. Структура стали 12Х17 полностью…
14х17н2 круг 12 калиброванный
Круг нержавеющий 14Х17Н2(ЭИ-268) горячекатаный 150 мм ГОСТ 5949-75, ГОСТ 2590-2006. Круг нержавеющий 14Х17Н2(ЭИ-268) шлифованый 2,6 мм Серебрянка,ГОСТ…
Круг 18х2н4ма купить
Сталь 18Х2Н4МА – конструкционная легированная сталь. В качестве термической обработки может применяться цементация или улучшение. Сталь применяется при…
FAQ. Абразивный инструмент. Система маркировки абразивного инструмента
Главная
Поддержка
FAQ
Абразивный инструмент
Система маркировки абразивного инструмента
СИСТЕМА МАРКИРОВКИ АБРАЗИВНОГО ИНСТРУМЕНТА |
D T H
3 150x16x32 14A 40 K 6 V 50 2
1 2 3 4 5 6 7 8 9
| 1 — ТИП |
1_________прямой профиль
2_________кольцевые
3_________конический профиль
4_________с двусторонним коническим профилем
5_________с выточкой
6_________чашечные цилиндрические
7, 8, 9_____с двусторонней выточкой
10________с двусторонней выточкой и ступицей
11________чашечные конические
12________тарельчатые плоские
14________тарельчатые
20________с односторонней конической выточкой
21________с двусторонней конической выточкой
23________с конической и цилиндрической выточками с одной стороны
27________с утопленным центром
35________прямого профиля, работающий торцом
36, 37, 40_с запрессованными крепежными элементами
38________с односторонней ступицей, работающий торцом
41________диски отрезные
42________диски отрезные с утопленным центром
|
СП__________прямоугольные
1С__________выпукло-вогнутые
2С__________вогнуто-выпуклые
3С__________выпукло-плоские
4С__________плоско-выпуклые
5С__________трапециевидные
6С__________для шлифовки полов
7С__________для плоского шлифования
9С__________для шлифовки рельсов
|
БП________прямоугольные
БКв_______квадратные
БТ________треугольные
БКр_______круглые
БПс_______специальные
|
D_________наружный диаметр
T_________высота
H_________диаметр отверстия
|
14А (A) ______электрокорунд нормальный
25А (WA)_____электрокорунд белый
38А (ZK) _____электрокорунд циркониевый
53С, 54C (C)__карбид кремния черный
63C, 64С (GC)_карбид кремния зеленый
|
- ШЛИФОВАЛЬНОЕ ЗЕРНО
- ПОРОШКИ
- МИКРОПОРОШКИ
|
F, G (BM1, ВМ2)________весьма мягкие
H, I, J (M1, M2, M3)_____мягкие
K, L (CM1, СМ2)________среднемягкие
M, N (C1, C2)__________средние
O, P, Q (CT1, CT2, СТ3)__среднетвердые
R, S (T1, T2)___________твердые
T (BT)________________весьма твердые
V (ЧT)________________чрезвычайно твердые
|
1-2-3-4___закрытая
5-6-7_____средняя
8-9-10____открытая
11-12-13__высокопористая
|
V (К)____керамическая
B (Б)____бакелитовая
BF (БУ)__бакелитовая с наличием упрочняющих элементов
B4 (Б4 )_бакелитовая с графитовым наполнителем
|
20; 25; 32; 35; 40; 50; 63; 80; 100
|
1, 2
Маркировка абразивного инструмента и материала: расшифровки, таблицы и характеристики
ОПИСАНИЕ ХАРАКТЕРИСТИК АБРАЗИВНОГО ИНСТРУМЕНТА
Тип инструмента
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Зернистость
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
|
|
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
|
|
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
|
|
|
|
|
| |
|
|
|
|
Марка шлифовального материала
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тип связки
|
|
|
|
|
|
|
|
|
Твердость
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
| |
|
|
| |
|
|
|
|
|
|
| |
|
|
|
|
|
|
| |
|
|
|
|
|
|
| |
|
|
| |
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
Структура
|
|
|
|
|
|
|
|
|
|
|
|
Характеристики основного сырья
Электрокорунд нормальный (13А, 14А): материал высокой прочности с широкой областью применения. Содержит от 94,5 до 96,7% оксида алюминия (Al²O³). Производится путем плавки бокситов.
Содержит от 94,5 до 96,7% оксида алюминия (Al²O³). Производится путем плавки бокситов.
Электрокорунд белый (25А): материал с высоким содержанием Al²O³ — 99,4-99,7% при незначительном наличии других окислов. Применяется в основном для кругов на керамической связке.
Электрокорунд хромтитанистый (95А): производят путем плавки глинозема с добавлением легирующих компонентов, оксидов титана и хрома. Легирование двумя различными компонентами позволяет добиться улучшения абразивных свойств материала. Применяется для изготовления инструмента на бакелитовых и керамических связках.
Карбид кремния черный (53С, 54С): содержит SiC — 96-99%. Производится путем восстановления кремния в печах сопротивления.
Карбид кремния зеленый (63С, 64С): аналогичен черному карбиду кремния, но с более высокой чистотой (SiC более 99%). Применяют в большей степени для производства кругов средних и мелких зернистостей.
Керамическая связка (V): обладает высокой влаго- и химической стойкостью, жесткостью и прочностью на разрыв. Широко распространена и применяется для изготовления всех типоразмеров кругов. Инструмент на керамической связке применяют для всех видов шлифования кроме обдирки, разрезки и прорезки узких пазов, плоского шлифования сегментными кругами, шлифования желобов шарикоподшипников. Он хорошо сохраняет профиль, имеет высокую. пористость, хорошо отводит тепло.
Широко распространена и применяется для изготовления всех типоразмеров кругов. Инструмент на керамической связке применяют для всех видов шлифования кроме обдирки, разрезки и прорезки узких пазов, плоского шлифования сегментными кругами, шлифования желобов шарикоподшипников. Он хорошо сохраняет профиль, имеет высокую. пористость, хорошо отводит тепло.
Бакелитовая связка (В): производится на основе фенолформальдегидных смол. Обладает высокой удельной прочностью и упругостью. Широко применяется для тонких кругов и кругов, работающих с переменной нагрузкой. Инструмент на бакелитовой связке применяют для грубых обдирочных работ, для плоского шлифования торцом круга, отрезки и прорезки пазов, заточки, при обработке тонких изделий, где опасен прижог. Кроме того, бакелитовая связка оказывает полирующее действие. Ограничение бакелитовой связки — ее невысокая стойкость к щелочным СОЖ.
Источник: Волжский Абразивный Завод
Каталог абразивного инструмента на онлайн-выставке Enex: https://enex. market/catalog/Raskhodnye_materialy/abrazivnyy_instrument/.
market/catalog/Raskhodnye_materialy/abrazivnyy_instrument/.
Алмазный шлифовальные круги — Классификация, Сферы применения
Алмазный шлифовальный круг — разновидность алмазного расходного инструмента. Используемый в ручных и автоматических (в том числе и угловых) шлифовальных машинках для доводки, заточки, хонингования и шлифования. Применяется для обработки труднообрабатываемых и твердосплавных материалов, керамических поверхностей, стекла, драгоценных, поделочных и полудрагоценных камней. Обладает оптимальным балансом прочности и хрупкости, отличается повышенной эффективностью, большим рабочим запасом и самозатачиваемостью.
Сфера применения алмазного шлифовального инструмента
Благодаря возможностям алмазного инструмента, области его использования очень широки. Трудоемкость обработки твердых сплавов снижается в несколько раз по сравнению с работой другими абразивными материалами. Заточенные с помощью алмазов инструменты работают эффективнее и не требуют обработки дольше. Для однолезвийных деталей с режущей частью из твердосплавного материала такая заточка в полтора раза повышает стойкость к изнашиванию, а для многолезвийных инструментов этот показатель еще выше.
Для однолезвийных деталей с режущей частью из твердосплавного материала такая заточка в полтора раза повышает стойкость к изнашиванию, а для многолезвийных инструментов этот показатель еще выше.
Поверхность, обработанная шлифовальным алмазным кругом, не трескается, на ней не образуется сколов и иных дефектов. Это дает возможность обрабатывать стеклянные и керамические изделия: автомобильные секла, зеркала и многое другое.
Незаменим этот инструмент при шлифовке стекол для оптических приборов, на предприятиях, выпускающих фарфоровую, хрустальную и стеклянную посуду, при шлифовании экранов. Шлифование алмазами широко применяется в медицине при заточке ножей микротомов, скальпелей и инъекционных игл, для лечения и протезировании зубов в стоматологии.
Кроме того, алмазные шлифовальные круги используются и для правки кругов, изготовленных из других материалов.
Однако для того, чтобы полезные свойства алмазных кругов могли быть использованы в полной мере, а результат работы оправдал ожидания, требуется правильный выбор изделия среди множества разновидностей.
Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, — количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости — чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости — чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.
Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.

Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель — нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- крупная 160/125;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.
Связки для алмазных шлифовальных кругов
Шлифовальные алмазные круги выпускаются с тремя видами связок: металлическими, обозначаемыми литерой М (в качестве основы выступают композиции из олова, цинка, меди, алюминия), керамические, обозначаемые литерой К (с основой из стекла, или шамота и добавлением алюминия) и органические, маркируемые литерами КБ или К (из карболита или пульвербакелита). Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора.
Алмазные круги в конструкции которых используется металлическая связка, характеризуются повышенной теплостойкостью и прочностью, долго сохраняют геометрическую форму и отличаются длительным сроком службой, но быстро засаливаются. Они применяются для сошлифовки большого объема материала и его предварительной обработки. В результате получается поверхность с восьмым-девятым классом шероховатости. Наполнитель в таких кругах не используется, а рабочий слой может закрепляться на переходном стальном кольце, которое крепится к корпусу.
Свойства кругов с металлической связкой:
- высокая твердость;
- большая скорость работы и производительность;
- хорошие показатели термостойкости и теплопроводности;
- высокая производительность съёма.
Органическая связка требует использования наполнителя. Имеет незначительную твердость термостойкость и теплопроводность, но достаточно высокую производительность и скорость обработки.
Круги с органической связкой применяются при доводочных и чистовых работах, для доводки и чистовой заточки изделий из сверхтвёрдых материалов и твёрдых сплавов, при обработке медицинских и мерительных инструментов. Позволяют получить поверхность одиннадцатого и двенадцатого классов шероховатости. В отличие от кругов с металлической связкой мало засаливаются, но в три раза больше расходуют алмазы.
Инструменты с керамической связкой характеризуются алмазоникилевым покрытием, которое может наноситься как в один, так и в несколько слоев. Толщина связки составляет две третьих размера алмазных зерен. Благодаря этому кристаллы выступают над поверхностью связки, но надежно фиксируются. В результате образующаяся стружка легко удаляется с обрабатываемой площади.
Благодаря этому кристаллы выступают над поверхностью связки, но надежно фиксируются. В результате образующаяся стружка легко удаляется с обрабатываемой площади.
Свойства кругов с керамической связкой:
- высокая режущая способность;
- доступная стоимость;
- любая геометрия;
- высокая теплопроводность.
Используются для шлифования и резки германия, кремния, ситала, иных полупроводниковых материалов, технического стекла и керамики, обработки камня. Применяется и для доводки изделия из легированных сталей, твердых сплавов, при изготовлении ручного инструмента.
Алмазные круги с металлической связкой эксплуатируются только с водяным охлаждением, со связкой органической могут работать как с охлаждением, так и без него, при этом не допускается использование щелочных растворов.
Твердость шлифовальных кругов
Показатель твердости круга не зависит от твердости алмазного покрытия. Эта характеристика обозначает возможность удерживать алмазные зерна связкой при соприкосновении с обрабатываемой поверхностью. Твердость зависит от технологии, использованной при изготовлении, формы и зернистости зерна, качества связки.
Твердость зависит от технологии, использованной при изготовлении, формы и зернистости зерна, качества связки.
От твердости в большой мере зависит самозатачиваемость круга — его способность восстанавливать режущие характеристики после удаления или разрушения алмазных элементов. При работе режущие зерна раскалываются и выпадают, при этом начинают действовать новые алмазы, что предотвращает появления трещин и прижогов на обрабатываемой поверхности. Возможность самозатачивания уменьшается с увеличением твердости круга.
Круги подразделяются по твердости на 8 групп, обозначаемых согласно ГОСТам 19202-80 и Р 52587-2006 следующими знаками:
- ВМ1, ВМ2 F, G — весьма мягкие;
- H, I, J, М1, М2, М3 — мягкие;
- K, L, СМ1, СМ2 — среднемягкие;
- M, N, С1, С2 — средние;
- O, P, Q, СТ1, СТ2, СТ3 — среднетвердые;
- R, S, Т1, Т2 – твердые;
- T, U, ВТ — весьма твердые;
- X, Y, Z, V, W, ЧТ — чрезвычайно твердые.
Выбор твердости определяется формой детали и необходимой точностью шлифования, видом обработки, типом используемого инструмента, свойствами материала. Отклонения характеристики от оптимальной может привести к появлению трещин и прижогов (если твердость выше необходимой) или к изменению геометрии круга и его износу (если твердость недостаточна). Особенно важно соблюдать правила по подбору круга по твердости при работе с изделиями из твердых сплавов.
Отклонения характеристики от оптимальной может привести к появлению трещин и прижогов (если твердость выше необходимой) или к изменению геометрии круга и его износу (если твердость недостаточна). Особенно важно соблюдать правила по подбору круга по твердости при работе с изделиями из твердых сплавов.
Повышенная твердость круга потребуется, если требуется соблюдать высокую точность размеров и форм. Если в процессе работы применяются смазочно-охлаждающие жидкости, твердость может быть выше, чем при шлифовке «всухую».
Класс точности
Точность геометрических форм и размеров алмазных кругов соответствует трем классам и обозначается как: Б, А или АА. Менее ответственные операции проводятся инструментов класса Б, класс А относится к более качественному и точному. А высокоточные круги АА предназначены для использования на многокруговых и высокоточных станках или автоматических линиях. Ему соответствуют круги, характеризующиеся однородностью зернового состава, точностью геометрических параметров и высокой уравновешенностью алмазного состава, при изготовлении которых применяются лучшие сорта материалов.
Класс неуравновешенности
Показатель неуравновешенности массы алмазного шлифовального круга зависит от равномерности абразивной массы, точности формы, качества прессования и других параметров, приобретаемых при изготовлении. Выпускаются инструменты четырех классов неуравновешенности (обозначаются цифрами от 1 до 4). К точности балансировки в сборе этот показатель не относится.
Виды работы: с охлаждением и без него
Шлифование с водяным охлаждением предпочтительнее, так как в этом случае могут применяться более сильные условия обработки, а сам круг меньше изнашивается. Так же это уменьшает возможность появления прижогов и других термических повреждений обрабатываемой поверхности. В качестве охлаждающих жидкостей для шлифовальных кругов используется не вода, а 1-5% эмульсии.
Для кругов с металлической связкой рекомендуется использовать замасливатель БВ, 1,5-3%-ную эмульсию, получаемую из эмульсиона НГЛ-205, либо из ємульсиона «Аквол 10». Для кругов с органической связкой применяется 3% эмульсия из индустриального масла, кальцинированная сода в виде 0,5:1,0%-ного раствора, 0,1% смачиватель ОП10 или ОП7, или эмульсия, получаемая из бура, нитрата натрия, триэтаноламина и тринатрийфосфата.
Для кругов с органической связкой применяется 3% эмульсия из индустриального масла, кальцинированная сода в виде 0,5:1,0%-ного раствора, 0,1% смачиватель ОП10 или ОП7, или эмульсия, получаемая из бура, нитрата натрия, триэтаноламина и тринатрийфосфата.
Геометрические параметры кругов
Шлифовальные круги характеризуются размерами, среди которых: диаметры отверстия и наружный, высота профиля, ширина алмазного слоя и др. Геометрические параметры алмазных шлифовальных кругов обозначаются согласно стандартам FEPA, относящимся к инструментам, изготавливаемым из алмазного порошка. К каждому элементу оборудования относится свое буквенное обозначение:
- наружный диаметр изделия — D;
- толщина базовой части корпуса — E;
- диаметр посадочного отверстия — H;
- диаметр опорного торца — J;
- диаметр внутренней выточки — K;
- общая длина бруска -L;
- длина хвостовика — L1;
- длина алмазоносного слоя — L2;
- радиус — R;
- внешний угол корпусного конуса — S;
- общая высота круга — T;
- толщина рабочей части — T1;
- высота алмазоносного слоя (если T=1 или
- ширина рабочей части алмазоносного слоя – U1;
- рабочий угол — V;
- ширина слоя — W;
- толщина алмазоносного слоя — X;
- диаметр хвостовика — Y;
- вогнутость рабочего слоя — P.

Данная продукция сертифицируется согласно ГОСТу Р 50460-92, а описывается по ГОСТу 24747-90.
Виды шлифовальных алмазных кругов
Шлифовальные алмазные круги изготавливаются в соответствии с требованиями ГОСТа 2424, включающего больше 30 видов, различающихся по геометрии. Круг может быть прямого профиля, коническим, кольцевым, с одно- или двусторонней степенью выточки, с односторонней ступицей, тарельчатым и т.д. Каждый из основных видов обозначается своим идентификационным номером:
Круги прямого профиля изготавливаются в форме плоских дисков с алмазным слоем в торце. Применяются для обработки поверхностей, которые требуют получения выдержанной плоскости.
Чашечные круги изготавливаются в виде чашки и используются для шлифовки и конечной отделки слабо поддающихся обычной обработке материалов: стекла, камня, керамики, твердых сплавов.
Тарельчатые диски (с небольшим углублением) применяются при обработке стали, чугуна, художественного стекла, для удаления лакокрасочных покрытий, заточке пил с твердосплавными напайками и т.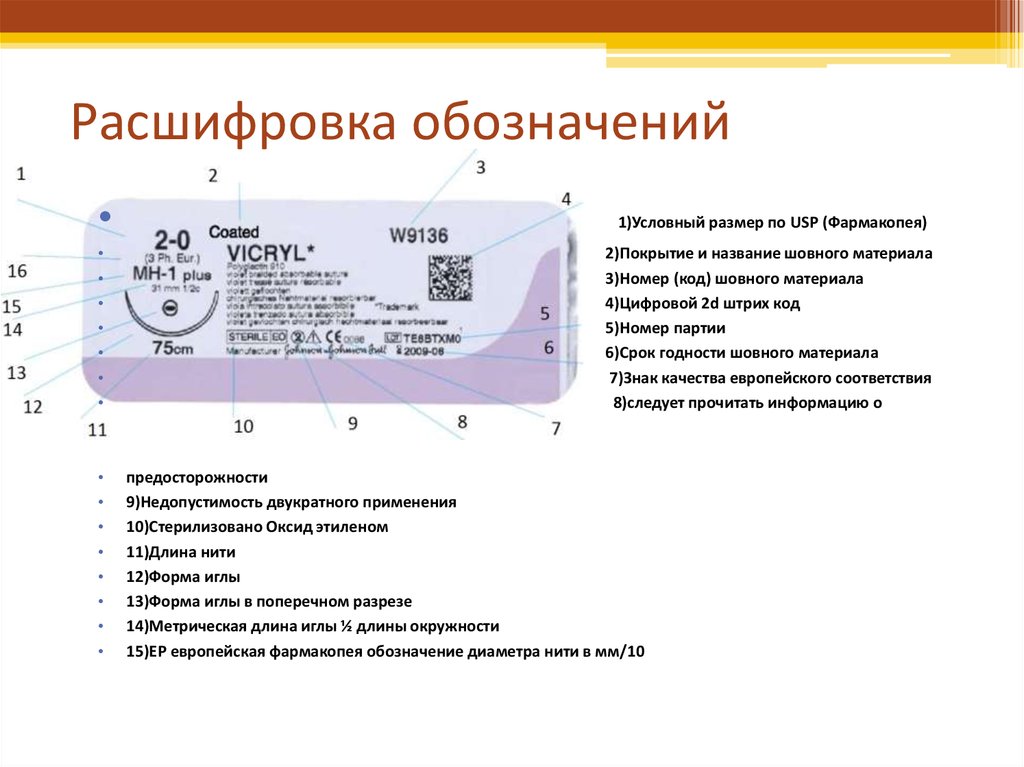 д.
д.
Описания некоторых из наиболее распространенных шлифовальных кругов:
- 14A1 (А1ПП) – плоский цилиндрический, с размерами D 6-13 H 6-10 S 2-4, предназначен для шлифования конических и цилиндрических глухих и сквозных отверстий;
- 1А1 (АПП) — плоский прямого профиля, с размерами D 16-500, H 2-50, S 2-5, для шлифовки заточки и доводки конических и цилиндрических поверхностей, твердосплавных деталей;
- 6А2 (АПВ) — плоский с выточкой, с размерами D 80-300, H 18-32,S 1,5-5, для плоской заточки, шлифования и доводки;
- 9A3 (АПВД) — с двусторонней выточкой, с размерами D 100-250, H 6-25, S 1-5 для доводки, заточки и шлифования режущих частей твердосплавных инструментов;
- 12V5-45 (АЧК) — чашечный конический, с размерами D 50-250, H 20-52, S 1,5-5, для шлифования, доводки и заточки твердосплавных инструментов;
- 11V9-70 (А1ЧК) — чашечный конический, с размерами D 50-150, H 20-40, S1,5-5, для шлифования в углах деталей и работе с твердосплавными инструментами, камнем и стеклом;
- 1EE1 (А2ПП) — с коническим двусторонним профилем, с размерами D 125-250, H 6-20, S 2-4, для обработки выступов торцов цилиндрических поверхностей, шлифования пазов и шлицев;
- 1F6V 1FF6V (А5П) — с профилем полукругло-выпуклой формы, с размерами D 50-150, H 2-32,S 2-7, для шлифования кругло-вогнутых канавок и поверхностей;
- 1A1R (АОК) — алмазный шлифовальный круг отрезной, с размерами D 50-400, H 0,5-2,5, S2,5-5 , для резки деталей и заготовок из керамики, закаленных сталей и твердых сплавов.

Как выглядят геометрические формы различных алмазных дисков можно рассмотреть в таблице:
Тип и размеры круга выбираются, исходя из вида и конфигурации шлифуемых поверхностей, а также характеристики используемого оборудования или инструмента.
Форма и ширина алмазного слоя
Каждый круг имеет алмазный слой определенной формы и ширины. Большая ширина потребуется при работе «на проход». Шлифовка методом «врезания» требует ширины, соизмеримой с шириной поверхности, к которой будут прикладываться усилия, иначе после обработки появляются уступы.
Выбор формы сечения так же зависит от поставленных задач и формы обрабатываемой поверхности. Сечение алмазного слоя обозначается определенной буквой, которую можно найти в таблице:
Различаются шлифовальные круги и по диаметру, но выбор диаметра зависит как от применяемого инструмента, так и от обрабатываемой детали и необходимого результата. Так же при работе с алмазным шлифовальным инструментом требуется учитывать количество оборотов шпинделя на конкретном оборудовании.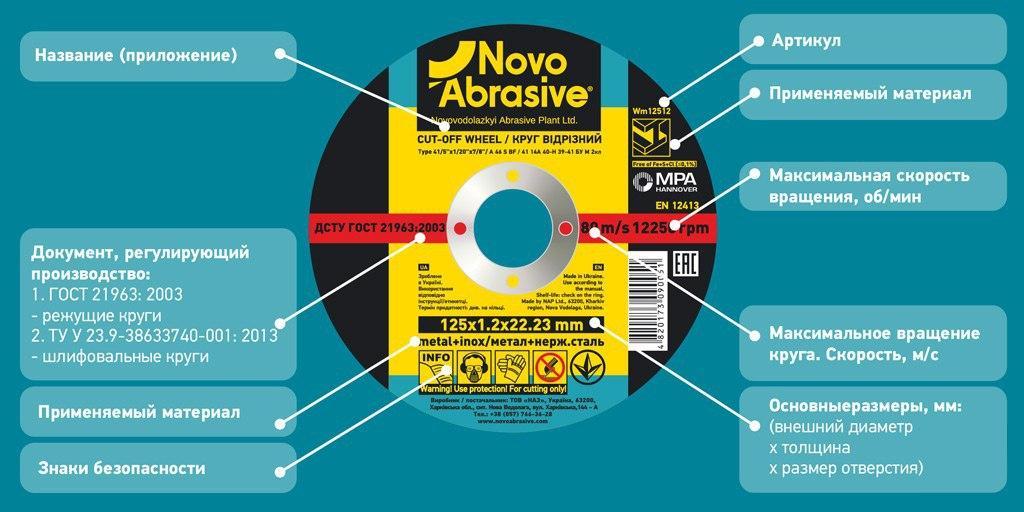
Маркировка алмазных шлифовальных кругов
Круг алмазный 12А2-45 (АЧК) 150x20x5x32 AC4 160/125 B2-01 100%
При правильном подборе круга и соблюдении требований, предъявляемых к конкретному виду работ, такой инструмент позволит значительно повысить скорость выполнения и производительность работ, сэкономит финансовые средства, а сам инструмент будет сохранять работоспособность длительное время.
Статьи
Правила хранения абразивного инструмента на жёсткой связке
Безопасность при использовании абразивного инструмента определяется не только соблюдением правил безопасности при эксплуатации, но во многом соблюдением правильных условий хранения.
Размеры лент для узколеннточных станков
Размеры широкоформатных бесконечных лент
Размеры лент для ручных шлифовальных машин
Рекомендации по технике безопасности и эксплуатации
Рекомендации по технике безопасности и указания по применению. Меры предосторожности против возможных видов поражения.
Расшифровка маркировки
Расшифровка маркировки абразивного инструмента abraflex
Абразивные зёрна
Абразивные материалы разделяют на натуральные и искусственные. На сегодняшний день, в современной абразивной промышленности для производства абразивного инструмента применяются, в основном синтетические зерна: искусственный электрокорунд, циркониевый электрокорунд, карбид кремния
Проведение испытаний кругов лепестковых тарельчатых (КЛТ) на УШМ
При проведении испытаний КЛТ следует придерживаться определённому регламенту
- Подготовка к испытаниям
- Испытания КЛТ
- Фиксация результатов испытаний КЛТ на УШМ
Проведение испытаний отрезных кругов на УШМ
При проведении испытаний отрезных кругов, следует придерживаться определённому регламенту.
- Подготовка к испытаниям
- Испытания отрезных кругов
- Фиксация результатов испытаний отрезных кругов на УШМ
Проведение испытаний обдирочных кругов на УШМ
При проведении испытаний обдирочных кругов, следует придерживаться определённому регламенту:
- Подготовка к испытаниям
- Испытания обдирочных кругов
- Фиксация результатов испытаний обдирочных кругов на УШМ
Шлифовальные листы: разновидности и преимущества
Шлифовальные листы, благодаря своим преимуществам, являются универсальным средством обработки самых разных поверхностей. Их используют для обработки металла, древесины, пластмассы и других материалов.
Шлифовальные ленты для станков
Шлифовальные ленты используются для выравнивания и обработки различных материалов. Особенность шлифленты — ее рабочая поверхность, которая бесконечна.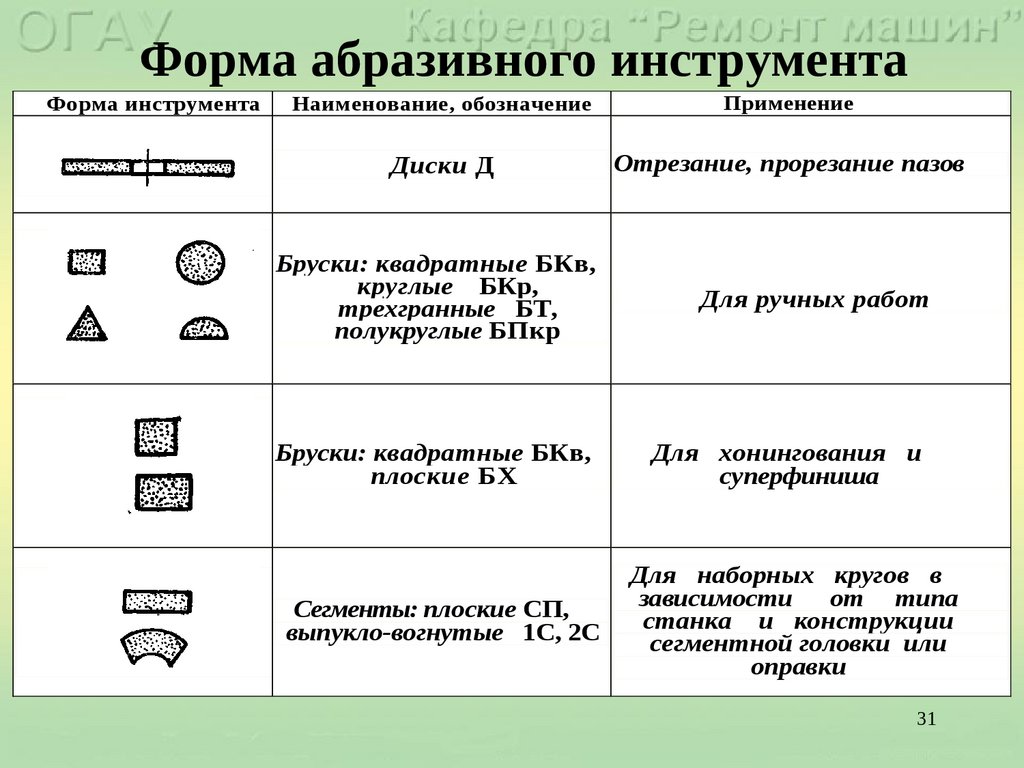 Она состоит из полотна с абразивом, зафиксированным связкой из смолы.
Она состоит из полотна с абразивом, зафиксированным связкой из смолы.
Шлифовальная лента
Шлифовальная лента изготавливаются из шлифовальной шкурки на тканевой или бумажной основе, а также из нетканых материалов. Лента представляет собой полосу шлифовальной шкурки замкнутую в виде кольца абразивным слоем наружу. Геометрические размеры ленты определяются шириной и длиной.
Шлифовальные головки
На современном рынке малоразмерного абразивно-слесарного инструмента существует огромный выбор шлифовальных головок различных производителей. Исходя из конкретных условий и ситуации применения, легко можно подобрать шлифовальную головку необходимых размеров, формы, зернистости и твердости.
Абразивно-отрезные круги больших диаметров
Отрезка абразивными кругами является наиболее универсальным методом. При помощи абразивных отрезных кругов легко производится порезка любых видов стали, стального литья и проката, цветных сплавов, специальных сплавов на основе никеля и титана, а также других труднообрабатываемых материалов.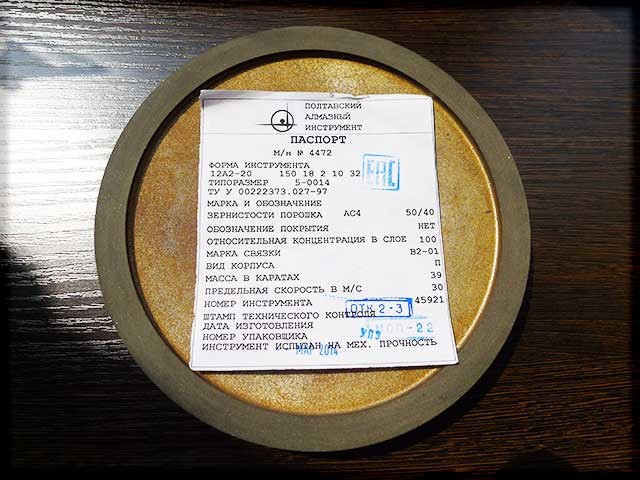
Абразивно-отрезные круги стационарного применения
Отрезка абразивными кругами является наиболее универсальным методом отрезки. Ее широко применяют для порезки любых видов стали, стального литья и проката, цветных сплавов и специальных сплавов на основе никеля и титана, а также друг труднообрабатываемых материалов.
Фибровые круги
Необходимость в черновой обработке материалов, особенно, металлов, возникает на множестве производств. Зачистка различного рода дефектов и сварных швов – задача нетривиальная. Применение фибрового диска позволило выполнять эту и многие другие операции столь же эффективно, сколь быстро и дешево.
Самозацепляемые круги
Самозацепляемые круги (круги на липучке) это шлифовальные круги изготовленные из шлифовальной шкурки с расположенной на обратной стороне специальным материалом — Velcro. С помощью такого материала круг легко крепится на опоре.
С помощью такого материала круг легко крепится на опоре.
Шлифовальные губки
Абразивные шлифовальные губки представляет собой ручные материалы для мокрого и сухого шлифования поверхностей со сложным профилем, а также для обработки кромок. Изготавливают они из пористого материала, покрытого абразивами.
Круг лепестковый тарельчатый
Круг лепестковый тарельчатый (КЛТ) состоит из жесткой основы в виде диска, на которой с помощью клея закреплены кусочки шлифовальной шкурки в виде лепестков равномерно расположенных веерообразно по всему торцу основы.
1
2
Шарошка для правки абразивных кругов: применение, виды
В процессе эксплуатации у абразивных кругов изменяется профиль, а их зернистая поверхность забивается отходами обработки, что в итоге приводит к снижению эффективности этого приспособления. Для того чтобы вернуть точильным и шлифовальным кругам их первоначальные характеристики, используется такой инструмент, как шарошка для правки абразивных кругов.
Шарошки звездочки: слева тупозубая, справа острозубая
Несложные по своей конструкции шарошки-звездочки делятся на два типа:
- с острыми зубьями;
- тупозубые.
Между собой они различаются не только формой зубьев, но также толщиной и сферой применения.
Размеры шарошек для правки абразивных кругов
Область применения
При помощи шарошек, оснащенных острыми зубьями, выполняется правка шлифовальных кругов, плотная структура которых состоит из абразивных зерен минимального размера. Если при помощи острозубых шарошек взяться за правку кругов из абразивных зерен средней и крупной фракции, то правящий инструмент просто испортит их рабочую поверхность, нанеся ей серьезный вред. В таких случаях как раз и используется тупозубая шарошка, специально предназначенная для правки средне- и крупнозернистых абразивных кругов.
Высокая эффективность использования шарошек-звездочек обеспечивается тем, что обработка с их помощью осуществляется на высокой скорости их вращения. Следует иметь в виду, что правка точильных и шлифовальных кругов выполняется не одной шарошкой, а целым их набором, помещаемым на специальную ось, оснащенную смазочным ниппелем.
Специальная державка для шарошек
Учитывая тот факт, что шарошечный инструмент в процессе использования испытывает серьезное механическое воздействие со стороны абразивного круга, его рабочая часть должна быть обязательно подвергнута качественной закалке.
Правка шлифовальных кругов
При износе круга зерна абразива под действием обрабатываемого материала разрушаются (обламываются, истираются, заглаживаются) и вырываются из связки. Неравномерная выработка поверхности круга приводит к нарушению его геометрии. Интенсивность и характер износа абразивных кругов зависят от характеристик самого круга и материала обрабатываемых изделий. Если износ круга происходит только за счет выкрашивания зерен, в работу вступают новые зерна, и происходит так называемое самозатачивание инструмента. Это нормальное явление. Хорошим самозатачиванием обладают мягкие круги. У кругов с высокой твердостью преобладают процессы затупления (сглаживания режущих кромок зерен) и засаливания.
Засаливание круга — это процесс, при котором снимаемая со шлифуемой детали стружка вместе с истертыми абразивными зернами и связкой попадает в поры шлифовального круга и заполняет их, в результате чего режущая способность круга резко снижается.
Затупление, засаливание и истирание абразива вызывает снижение режущей способности круга, следствием чего является увеличение вероятности прижегов, снижение качества обработки и производительности.
Чтобы восстановить форму шлифовального круга и его режущие свойства применяют операцию правки, представляющую собой съем абразивного материала и связки с поверхности круга, осуществляемый специальными правящими инструментами.
Правка шлифовального круга может потребоваться и для нового круга, при его биении. Биение можно проверить касаясь вращающегося круга кончиком маркера (мела, карандаша) упертого в подручник. Если медленно подавать маркер к поверхности вращающегося круга, он будет оставлять следы на поверхности с избыточным материалом, который необходимо убрать при правке.
Проверка биения шлифовального круга
Не лишним будет перед правкой проверить круг на наличие скрытых трещин. Для этого он снимается со станка, устанавливается на деревянную ось (можно подвесить на веревке) и простукивается каким-нибудь предметом. Целый круг издает мелодичный звон, круг с трещиной звучит коротко и глухо.
Проверка шлифовального круга на наличие трещин
При правке кругов, в воздух выделяется много пыли, поэтому желательно приделать у подручника шланг пылесоса и пользоваться респиратором.
Основные способы правки шлифовальных кругов
Несмотря на технологическую простоту процесса правки кругов, существует довольно много способов и технологий этой операции. В зависимости от материала правящих инструментов различают правку алмазным и безалмазным инструментом. По характеру взаимодействия шлифовального круга и правящего инструмента, правку подразделяют на обтачивание, обкатку, шлифовку, тангенциальное точение.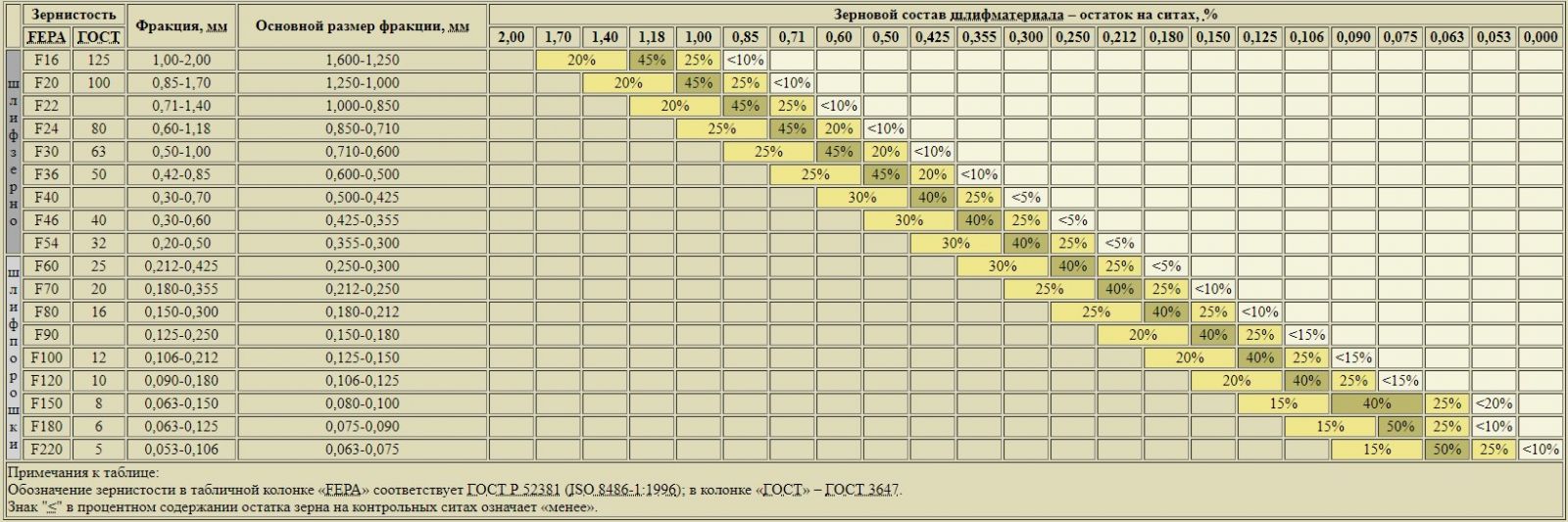 В промышленности применяется правка накатыванием (для профильных шлифкругов) и свободным абразивом.
В промышленности применяется правка накатыванием (для профильных шлифкругов) и свободным абразивом.
В домашних условиях используют наиболее простые способы правки, целью которых может быть: зачистка круга от засаливания, выравнивание (восстановление профиля) и перепрофилирование.
Зачистка производится в том случае, если требуется очистить круг от засаливания, не изменяя при этом его формы. Очистка может производиться осколком любого абразивного круга с твердостью R, S, T, или абразивным бруском. Технология зачистной правки проста. Куском абразивного материала, упертого в подручник, производится зачистка профильной поверхности вращающегося круга — продольными движениями вдоль нее.
Очистка засаленного шлифовального круга
Правка обтачиванием
. Правка обтачиванием представляет собой разрушение (точение) абразивного материала и связки шлифкруга правящим инструментом высокой твердости, который работает примерно так же, как работает обычный резец, срезающий слой материала с вращающейся заготовки. В качестве рабочих органов правящих инструментов используются эльборовые вставки или алмазы, закрепленные в оправках с помощью механического зажима, пайки или чеканки.
В качестве рабочих органов правящих инструментов используются эльборовые вставки или алмазы, закрепленные в оправках с помощью механического зажима, пайки или чеканки.
Правящие инструменты имеют различную конструкцию. Одни из них представляют собой стержень, в вершину которого вставлен один относительно крупный алмаз, эти инструменты называются алмазными иглами, алмазами в оправе.
Алмазная игла, алмазный карандаш, алмазная шарошка
Другие инструменты имеют расширенную рабочую поверхность, на которой в определенном порядке или беспорядочно закреплено некоторое количество алмазов. Такую конструкцию имеют алмазные карандаши для правки кругов, гребенки, шарошки.
Рабочая поверхность у этих инструментов располагается, как правило, перпендикулярно ручке. Глубина алмазного слоя может достигать значительных величин. Чем она больше, тем продолжительнее срок службы инструмента. При изнашивании верхних алмазов в работу вступают нижележащие слои.
При правке круга, инструмент опирается на подручник и вводится своей рабочей поверхностью в контакт с вращающимся кругом, снимая с него слой абразива и выравнивая его поверхность.
Правка абразивного круга алмазной шарошкой
Правка абразивного круга алмазным карандашом
Алмазные или эльборовые резцы вставляются в оправки, обеспечивающие нужную подачу и траекторию движения режущей части инструмента. На рисунке ниже приведено несколько вариантов приспособлений для правки шлифовальных кругов с помощью алмазных игл или эльборовых вставок. Все они имеют в своей конструкции винт, с помощью которого алмазный или эльборовый резец выдвигаются из приспособления на необходимую величину (подачу). Прямолинейность движения инструмента относительно круга обеспечивается системой шип-паз или выступом на приспособлении, который упирается в кромку подручника.
Приспособление для правки шлифовальных кругов
Приспособление для правки шлифовальных кругов
При отсутствии специальных правящих инструментов (игл, гребенок, шарошек) обтачивающую правку круга можно произвести эльборовой вставкой, закрепив ее в резцедержателе или просто зажав в плоскогубцах.
Правка шлифовального круга эльборовой вставкой
При обточке алмазной иглой, правящий инструмент нужно подавать под углом к обрабатываемой поверхности — как в вертикальной, так и в горизонтальной плоскости. Правильная и неправильная установка инструмента в вертикальной плоскости показана на рисунке ниже.
Положение алмазной иглы по отношению к шлифовальному кругу: а — правильной, б — неправильное.
Расположение резца под углом к обрабатываемой поверхности позволяет менять режущую кромку инструмента, проворачивая его вокруг своей оси, чтобы в работу вступали новые, не затупившиеся грани.
Чистоту обработки можно регулировать, изменяя скорость продольной (вдоль обрабатываемой поверхности) подачи инструмента. Чем она меньше, тем глаже получается поверхность круга. Если круг предназначается для обдирки, скорость подачи нужно увеличить — для получения более грубой поверхности.
Проверить качество правки можно, приложив к обработанной поверхности линейку, которая должна прилегать к кругу плотно, без зазоров.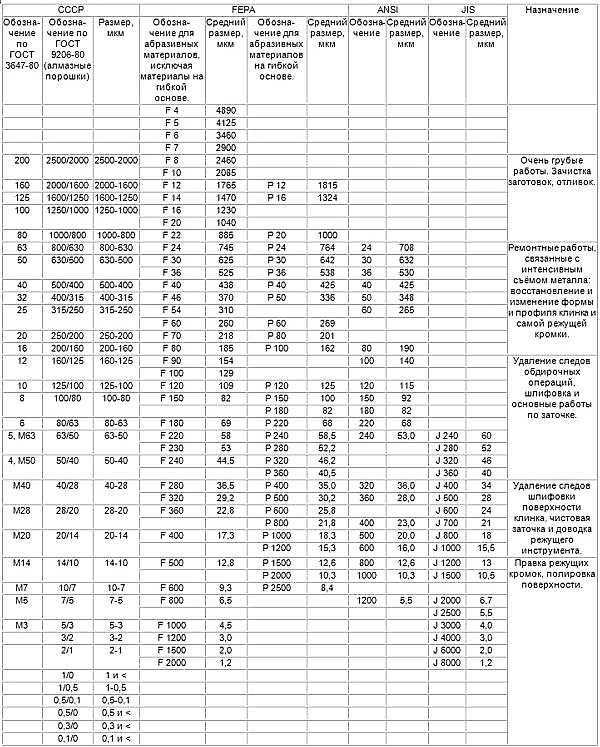
Проверка профиля шлифовального круга
Правка обтачиванием алмазными и эльборовыми инструментами позволяет обеспечить высокую точность геометрии круга. Ее относительным недостатком является сглаживание обрабатываемой поверхности, которое может быть нежелательным, если выправленным кругом планируется производить обдирочные работы. В этом случае лучше применить правку обкатыванием.
Шлифовальные круги можно править брусками из зеленого карбида кремния на керамической связке, зернистостью F14-F36 (125-50), твердостью R, S, T. Для правки алмазных кругов (возможно и эльборовых) на керамической и металлической связке, зернистость бруска должна быть примерно такой же, как и круга, твердость — среднемягкой или средней, структура — средней или открытой.
Абразивный брусок
Однако правка алмазных кругов абразивными брусками сопровождается большим расходом брусков и отнимает много времени. Более эффективно правку алмазного круга можно осуществлять абразивным правящим кругом, получающим вращение от своего привода (см. ниже).
ниже).
Правка обкатыванием
. При правке абразивных кругов способом обкатывания, дробление, скалывание и удаление абразивных зерен с поверхности круга производится инструментом круглой формы, получающим свое вращение от шлифовального круга. В качестве правящих инструментов используются карбидокремниевые круги, стальные диски с цементированной и закаленной поверхностью, твердосплавные ролики, звездочки-шарошки. Наибольшее распространение получили звездочки-шарошки.
Правка абразивного круга обкатыванием
Рабочая часть вращающейся шарошки для правки абразивных кругов представляет собой набор дисков и зубчатых звездочек из износостойкого металла, насаженных на одну ось. При контакте с вращающимся шлифовальным кругом, диски и звездочки сами начинают вращаться, обкатываясь и скользя по поверхности круга. В результате происходит разрушение и выкрашивание абразивных зерен и выравнивание профиля круга.
Вращающиеся шарошки изготавливаются не только в виде инструмента, предназначенного для держания в руках, но и стационарно закрепляемого на неподвижном основании.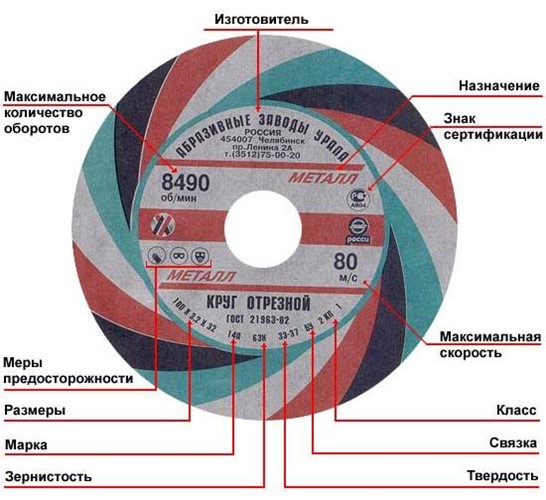 С их помощью может производиться правка кругов, установленных на ручные шлифовальные машины.
С их помощью может производиться правка кругов, установленных на ручные шлифовальные машины.
Шарошка для правки абразивных кругов
Шарошка для правки абразивных кругов
Недостатком правки с помощью вращающихся шарошек является большое пылеобразование и относительно низкая точность обработки. Достоинствами — высокая производительность и отсутствие заглаживания поверхности круга, как это происходит в случае правки обтачиванием алмазными или эльборовыми инструментами. Если круг готовится для обдирочных работ, правка вращающейся шарошкой — наилучший вариант. Этот способ можно также применять в качестве предварительной операции перед правкой алмазным или эльборовым инструментом. С повышенным пылеобразованием борются, подсоединив к полой рукоятке шарошки пылеотсасывающий рукав, соединенный с пылесосом.
Правка шлифованием
. Правка шлифованием также производится вращающимся инструментом. Однако в отличие от правки обкатыванием, правящий инструмент получает вращение от своего собственного привода, а не от шлифовального круга.
В качестве шлифующих инструментов используются алмазные ролики, карбидокремниевые, алмазные или эльборовые круги, диски из твердых сплавав карбида вольфрама. Ось их вращения при правке может быть как перпендикулярна, так и параллельна оси вращения обрабатываемого диска. В последнем случае направление вращения правящих кругов или роликов может совпадать с направление вращения шлифовального круга или быть направленным против него.
Важной особенностью правки шлифованием является то, что скорость вращения круга, который правится, должна быть небольшой — не более 25 м/мин (в 60 раз медленнее, чем при шлифовании), в то время как вращение правящего инструмента должно быть нормальным рабочим. Вращение круга вручную недопустимо, так как следствием неравномерного вращения является некруглость или неровность рабочей поверхности после правки.
Недостатком правки шлифованием является то, что для ее осуществления кроме самих правящих дисков или роликов необходимо иметь еще инструмент для их вращения. При правке в домашних условиях наилучшим, пожалуй, вариантом является использование для правки болгарки с алмазным кругом. С ее помощью можно править как электрокорундовые, так и алмазные круги. Болгарка, используемая для правки, должна иметь приспособление для упора, которое можно закрепить на месте ручки.
При правке в домашних условиях наилучшим, пожалуй, вариантом является использование для правки болгарки с алмазным кругом. С ее помощью можно править как электрокорундовые, так и алмазные круги. Болгарка, используемая для правки, должна иметь приспособление для упора, которое можно закрепить на месте ручки.
Упор на болгарке для правки абразивных кругов шлифованием
На фото ниже показан процесс правки алмазного круга шлифованием с помощью болгарки, оснащенной старым алмазным кругом.
Правка алмазного круга шлифованием
При правке алмазных кругов рекомендуется использовать охлаждение, которое предотвращает сгорание алмазных зерен, которое может происходить при температуре выше 700-800°C.
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Знакомство с системой маркировки абразивных кругов
Абразивные круги, также известные как абразивные шлифовальные круги, изготавливаются из абразивных частиц, связанных с неорганическими или органическими веществами. Они обычно используются для измельчения, резки и правки.
Они обычно используются для измельчения, резки и правки.
Чтобы узнать больше об абразивных кругах, пройдите наш онлайн-курс обучения абразивным кругам, который соответствует требованиям к обучению HSE, HSG 17, CHAS, SafeContractor, ConstructionLine, Exor, SMAS и других SSIP.
Независимо от того, насколько хорошо оно спроектировано и насколько безопасно его использование, всегда существует риск поломки или разрыва колеса, что может привести к серьезной травме пользователя. Чаще всего это вызвано неправильным обращением с абразивным кругом. В результате крайне важно, чтобы любой, кто использует абразивный круг, соблюдал все меры безопасности, в том числе следил за информацией, указанной на маркировке круга. Если вам нужна более подробная информация о мерах контроля и рисках при работе с абразивными кругами, подумайте о том, чтобы пройти курс обучения работе с абразивными кругами, доступный на нашем веб-сайте.
Маркировка абразивного круга должна соответствовать требованиям стандартов BS EN 12413 и BS ISO 525, которые являются стандартами, направленными на снижение опасностей, связанных с конструкцией и использованием абразивных кругов.
Абразивный круг маркируется следующей информацией:
Товарный знак
Товарный знак — это название производителя круга, расположенное в самом верху круга.
Протокол испытаний
Протокол испытаний используется для указания того, что колесо было испытано и соответствует требуемым стандартам безопасности.
Срок годности
Если колесо представляет собой колесо с органической связкой, используемое для ручного применения, оно будет иметь срок годности 3 года с даты изготовления. Эта дата будет отмечена на колесе.
Полоса скорости
На каждом абразивном круге диаметром более 80 мм должна быть указана его максимальная рабочая скорость, которую мы рассмотрим позже. Для высокоскоростных колес это делается с помощью полосы скорости, которая представляет собой цветную полосу, расположенную в центре колеса. Цвет полосы представляет следующие скорости:
- Синий — 50 м/с
- Желтый — 60 м/с
- Красный — 80 м/с
- Зеленый — 100 м/с
- Синий/Желтый — 125 м/с
Размеры
Размеры колеса в миллиметрах должны быть напечатаны на колесе. Там будет три числа, которые обозначают диаметр колеса, толщину и размер отверстия.
Там будет три числа, которые обозначают диаметр колеса, толщину и размер отверстия.
Спецификация круга
Знак спецификации круга используется для обозначения типа абразивного материала, из которого сделан круг, его зернистости, марки, структуры и типа связки. Давайте посмотрим, как это работает, на примере метки: ВА 603 К6В .
Первые две буквы относятся к абразивному материалу, используемому в круге, причем WA относится конкретно к белому оксиду алюминия, одному из наиболее часто производимых типов, используемых для шлифования стали, железа, бронзы и других материалов. Некоторые другие коды абразивных материалов включают:
- A : обычный оксид алюминия
- 19A : Смесь A и WA
- SD : Синтетический алмаз
- АСД : Синтетический алмаз, металлическое покрытие
- FA : Полухрупкий оксид алюминия
- PA : Розовый оксид алюминия
- SA (или HA) : монокристаллический оксид алюминия
- 23A : смесь A и SA
- AZ : Оксид циркония
- C : Черный карбид кремния
- GC : Зеленый карбид кремния
- RC : Смесь C и GC
Цифры «603» относятся к зернистости круга, которая представляет собой размер отдельных абразивных зерен в круге. Это число будет варьироваться от 10 до 1200, при этом меньшее число указывает на более крупный размер зерна, а большее число указывает на мелкую зернистость. Мелкие круги используются для твердых, хрупких материалов и могут резать быстрее, поскольку у них больше режущих кромок, в то время как грубые круги используются для удаления металла с мягких, пластичных материалов, где не требуется аккуратной обработки.
Это число будет варьироваться от 10 до 1200, при этом меньшее число указывает на более крупный размер зерна, а большее число указывает на мелкую зернистость. Мелкие круги используются для твердых, хрупких материалов и могут резать быстрее, поскольку у них больше режущих кромок, в то время как грубые круги используются для удаления металла с мягких, пластичных материалов, где не требуется аккуратной обработки.
Следующая буква, «К» в нашем примере, указывает класс колеса от мягкого (A) до твердого (Z), а число, следующее за ней, указывает структуру колеса и варьируется от плотной (1) до открыть (14).
Последняя буква указывает на тип связки, где V обозначает тип стекловидной связки. Некоторые из наиболее часто используемых типов связки включают:
- B : резиноид (колеса с этой связкой мягкие и быстрые и могут работать на высоких скоростях)
- R : резина (круги с резиновой связкой обычно используются для сглаживания и полировки)
- O : MgO
- E : Эпоксидная смола
- М : Металл
- EP : гальваническое покрытие
Тип используемой связки зависит от характера операции, обрабатываемого материала, требуемой точности и рабочей скорости круга.
Кодовый номер
Это прослеживаемый кодовый номер, который указывает источник и детали изготовления колеса.
Максимальная рабочая скорость
Использование абразивного круга на несоответствующей скорости является одной из основных причин несчастных случаев, поэтому крайне важно понимать их максимальную рабочую скорость.
На каждом абразивном круге диаметром более 80 мм должна быть указана максимально допустимая скорость, если только он не имеет идентификационной этикетки, на которой это можно указать, а на кругах диаметром 80 мм или меньше эта информация должна отображаться на уведомлении в видимое место. Это гарантирует, что технические характеристики легко читаются человеком, управляющим рулем, и что любые несчастные случаи могут быть предотвращены.
Некоторые колеса также имеют ограничения по использованию, которые отмечены рядом с максимальной рабочей скоростью. Обозначения, используемые для обозначения ограничений:
- RE1 : Не допускается для ручного и ручного шлифования
- RE2 : Не допускается для ручных отрезных станков
- RE3 : Не допускается для мокрого шлифования
- RE4 : разрешено только для полностью закрытой рабочей зоны
- RE6 : Не допускается торцевое шлифование
Ограничения по использованию колеса также могут быть обозначены дополнительным рисунком.
ISO тип номер
Номер ISO указывает на форму колеса. Например, тип 1 по стандарту ISO – это круг из стеклокерамики с прямыми сторонами.
Инструкция по монтажу
Инструкция по монтажу — это стрелка, указывающая на самую тяжелую точку колеса. Неправильный монтаж увеличивает риск разрыва, поэтому важно, чтобы эта стрелка была направлена вниз, когда колесо установлено. чтобы узнать больше об абразивных кругах, прочитайте нашу статью: Top 9Вопросы об абразивных кругах: Ответы.
Для получения дополнительной информации об абразивных кругах и системе маркировки абразивных кругов пройдите наш учебный курс по абразивным кругам:
Как читать спецификации на шлифовальные круги?
Шлифовальные круги представляют собой одноразовые инструменты, изготовленные из абразивного материала. Эти абразивные круги с несколькими режущими кромками состоят из множества твердых частиц. Они идеально подходят для операций резания, а их зерна надлежащим образом перемешаны с использованием правильной связки, которая скрепляет круг при использовании. Эти круги бывают разных форм и подходят для разных форм станков для шлифования конкретной заготовки.
Эти круги бывают разных форм и подходят для разных форм станков для шлифования конкретной заготовки.
Шлифование — популярная и важная операция в большинстве производственных отраслей. Это часто требуется для конечного продукта. Таким образом, исходя из того, насколько важны шлифовальные круги, важно знать, как читать спецификацию шлифовального круга, чтобы без труда выбрать правильный продукт для соответствующего материала.
Как читать спецификацию шлифовального круга: что нужно знать о шлифовальном круге?
Помимо знания того факта, что шлифовальные круги являются хорошо известными инструментами в металлургической промышленности и отлично подходят для резки металлов различной формы, размеров и эффективности, о них нужно знать многое.
- Шлифовальные круги и их применение
Для работы каждого шлифовального круга требуется шлифовальный станок. Для этого оператор должен прикрепить колесо к машине на опорных стержнях, чтобы иметь доступ к силе, создаваемой вращательным движением. Следует отметить, что эта сила технически распространяется на сторону колес по размерам фланцев.
Следует отметить, что эта сила технически распространяется на сторону колес по размерам фланцев.
Шлифовальные круги предназначены для эффективной работы с исключительно высокими допусками. Операторы используют свои определенные размеры для шлифовки заготовки как внутри, так и снаружи.
Что касается прецизионных шлифовальных кругов, операторы стремятся использовать круги разного состава для получения металлов различной формы. Эти шлифовальные круги доступны в различных формах, таких как тарелки, чашки, квадратные и круглые. Они идеально подходят для многих материалов и могут выполнять твердую заточку инструментов, включая стали и любые металлы.
- Шлифовальные круги и используемые материалы
Композитный материал используется при производстве шлифовального круга. Цементирующая матрица (связка) помогает грубым частицам сжиматься и склеиваться, что приводит к твердой круглой форме различных типов колес. Кроме того, доступный прецизионный шлифовальный круг имеет несколько профилей и сечений в зависимости от использования круга.
В настоящее время при производстве шлифовального круга используются различные типы материалов, что определяется назначением круга. Шлифовальные круги обычно изготавливаются из алюминиевой стали и твердой стали. Натуральные композитные камнеподобные жернова помогают склеивать частицы.
Как читать спецификацию шлифовального круга: как изготавливаются шлифовальные круги
Ниже показано, как производители производят шлифовальные круги:
- Для отраслей промышленности, которым нужны шлифовальные круги, они делают заказ у производственной компании. Производитель, который может изготавливать колеса на складе или на заказ для конкретного покупателя, должен следовать почти идентичному, но более промышленному процессу.
- После заказа конкретного колеса начнется производственный процесс. Абразивное зерно и химические вещества, которые будут использоваться для производства, определяются спецификацией. В частности, размер информирует производителя о необходимом количестве каждого сырья для производства.

- Затем производитель смешивает сырье в большой мешалке, точно так же, как смешивает цемент или строительный раствор. После достижения необходимой консистенции производитель транспортирует смесь на формовочные прессы для измерения, формования и прессования в шлифовальные круги в сыром виде.
- Затем производитель загружает необработанные круги в печь и поджигает их для отверждения или запекания в грубые, но шлифовальные изделия, которые можно использовать. После охлаждения колеса транспортируются на чистовую отделку:
- Очищенный
- Проверено на безопасность и качество
- Сбалансированный
- Трафаретный
- в упаковке и
- Отправлено конечному пользователю.
Спецификация шлифовальных кругов
Каждый шлифовальный круг имеет маркировку с указанием типа, размера, ограничений по использованию, максимальной рабочей скорости, спецификации и другой информации, не связанной с безопасностью. В зависимости от содержания мы обсудим спецификацию
В зависимости от содержания мы обсудим спецификацию
Спецификация шлифовального круга помечена серией цифр и букв. Например, А36-Л5-В. Этот знак представляет тип абразивного материала, размер зерна, сорт, структуру и тип связки
Как читать спецификацию на шлифовальный круг?
Многие операторы, которые время от времени используют шлифовальные круги, обычно не задумываются над спецификацией и тем, что напечатано на боковой стороне шлифовального круга. Все, что они делают, — это следят за тем, чтобы то, что написано на колесе, соответствовало тому, что необходимо для операции, чтобы предотвратить случайный монтаж и/или использование неправильного колеса.
Спецификация колеса содержит массу информации, которая прекрасно понятна тем, кто производит колеса и занимается их оптимизацией. Если вы можете прочитать информацию о спецификации, у вас не возникнет трудностей с определением всего о конкретном колесе.
Как правило, система маркировки устанавливается по соглашению, даже несмотря на то, что каждый производитель шлифовальных кругов имеет свои специфические абразивные зерна и связки, и не существует промышленных требований или стандартов для следования определенному формату.
Ниже показано, как читать спецификацию шлифовального круга.
Например, давайте использовать круг с маркировкой A36-L5-V
Как читать спецификацию шлифовального круга: Чтение A36-L5-V
- A36-L5-V: Здесь мы будем идентифицировать « A »
Это первая часть спецификации. Это часть, которая показывает абразивный материал или зерно. Для каждого производителя кругов существует определенный перечень абразивов, но в целом коды маркировки одинаковы.
| Абразивный материал | |
| А | Обычный оксид алюминия |
| ЗА | Белый оксид алюминия |
| 19А | Смесь А и WA |
| SD | Синтетический алмаз |
| АСД | Синтетический алмаз, металлическое покрытие |
| ФА | Полухрупкий оксид алюминия |
| ПА | Розовый оксид алюминия |
| СА (ГА) | Монокристаллический оксид алюминия |
| 23А | Смесь А и SA |
| AZ | Оксид циркония |
| С | Черный карбид кремния |
| ГК | Зеленый карбид кремния |
| РЦ | Смесь C и GC |
Примечание : Бывают времена, когда все может стать трудным. Это когда вырезается керамическая/керамическая смесь. При этом каждый производитель может стать легким креативщиком.
Это когда вырезается керамическая/керамическая смесь. При этом каждый производитель может стать легким креативщиком.
- A36-L5-V: Здесь мы будем идентифицировать « 36. »
Это вторая часть спецификации, в которой указана зернистость абразива. Зернистость может быть крупной (для грубой шлифовки), средней или мелкой (для прецизионной шлифовки).
| Зернистость | |
| Крупа крупная | 12-24 |
| Средняя зернистость | 30-70 |
| Мелкая крупа | 80-220 (и мельче) |
- A36-L5-V: Здесь мы будем идентифицировать « L »
Это третья часть, которая показывает твердость или сорт круга. Буквы, используемые в системе маркировки, находятся между A и Z/ZZ, указывая на степень жесткости колеса..jpg) Хотя каждый производитель может решить использовать одинаковую систему маркировки, это не означает, что каждый из их конкретных классов аналогичен. Например, если производитель маркирует свой продукт буквой «К», а другой производитель делает то же самое, это не показывает, что оба продукта имеют одинаковую твердость или работают одинаково. В целом система маркировки указывает на то, что оба колеса среднего класса.
Хотя каждый производитель может решить использовать одинаковую систему маркировки, это не означает, что каждый из их конкретных классов аналогичен. Например, если производитель маркирует свой продукт буквой «К», а другой производитель делает то же самое, это не показывает, что оба продукта имеют одинаковую твердость или работают одинаково. В целом система маркировки указывает на то, что оба колеса среднего класса.
| Класс | |
| Мягкие сорта | А-Х |
| Средние сорта | ИП |
| Твердые сорта | КЗ |
- A36-L5-V: Здесь мы будем идентифицировать « 5 »
Это четвертая часть проверки системы маркировки при чтении спецификации шлифовального круга. Этот номер обычно опускается. Он стоит как структура колеса. Структура круга относится к измерению относительной пористости зерна или расстояния между шлифовальными кругами. Следует отметить, что чем больше цифра, тем более пористое и открытое колесо, а если цифра меньше, то тем плотнее будут зерна в колесе. Таким образом, в ситуации, когда производитель опускает номер, он автоматически будет считаться структурой «8». Эта структура условно рассматривается как стандартная или нормальная величина.
Структура круга относится к измерению относительной пористости зерна или расстояния между шлифовальными кругами. Следует отметить, что чем больше цифра, тем более пористое и открытое колесо, а если цифра меньше, то тем плотнее будут зерна в колесе. Таким образом, в ситуации, когда производитель опускает номер, он автоматически будет считаться структурой «8». Эта структура условно рассматривается как стандартная или нормальная величина.
| Структура | |
| Плотная структура | 1-8 |
| Открытая конструкция | 9-16 и более |
- A36-L5-V: Здесь мы будем идентифицировать « V »
Это пятая и последняя часть спецификации. Он показывает тип связки, используемый в колесе. Существуют различные типы связки, в том числе тип «B» для резиноидной связки, тип «R» для каучука и тип «V» для стекловидной связки. В ситуации, когда существует множество связей для определенного типа, что обычно происходит в группе связей «V», эта часть системы маркировки будет означать, какая конкретная связь используется из группы.
В ситуации, когда существует множество связей для определенного типа, что обычно происходит в группе связей «V», эта часть системы маркировки будет означать, какая конкретная связь используется из группы.
| Тип связки | |
| В | Витрифицированный |
| Б | Резиноид |
| Р | Резина |
| О | MgO |
| Е | Эпоксидная смола |
| М | Металл |
| ЕР | Гальваническое покрытие |
Заключение
Шлифовальный круг является незаменимым инструментом в различных отраслях промышленности, поэтому они всегда гарантируют получение нужного продукта и обеспечивают его отличное техническое обслуживание. Тем не менее, абразивный круг подвержен поломке. Поэтому очень важно, чтобы операторы всегда следили за тем, чтобы они следовали идеальным методам работы каждый раз, когда колесо используется.
Одним из важнейших шагов, который необходимо предпринять для предотвращения поломки, является понимание того, как читать спецификацию шлифовального круга. Хотя многим может показаться трудным читать спецификацию шлифовального круга, этот контент уже отдал должное этому.
Когда вы поймете систему маркировки, вам будет очень интересно проверить шлифовальный круг, чтобы узнать, подходит ли он для конкретной операции. Благодаря этому у вас может быть лучший шлифовальный круг для эффективного выполнения вашей работы. Кроме того, это может привести к получению конечных продуктов с отличными отделочными материалами. Чтобы узнать больше, посетите наш веб-сайт agrindtool.com.
Общие сведения о шлифовальных кругах — белый колпачок
Эта статья, первая в серии статей, написанных специально для клиентов White Cap, дает общее представление о шлифовальных кругах, их конструкции, о том, как выбрать лучший круг и как правильное сочетание клея и абразива может улучшить или испортить работу.
Чтобы узнать больше о том, как правильно выбрать абразивный круг для любой работы, о советах по техническому обслуживанию и рекомендациях по технике безопасности, ознакомьтесь с разделом «Выбор абразивного круга и его применение».
Что такое шлифовальные круги?
Абразивный круг создает высококачественную шлифовку на поверхностных материалах, таких как сталь, стекло, медь, камень и даже бетон, с формой и размером.
Абразивный круг — это прецизионный режущий инструмент с абразивной поверхностью, покрытой тысячами твердых острых зерен, которые режут, скалывают и стачивают металл, сталь, медь, чугун, нержавеющую сталь, камень, бетон и другие прочные материалы. Острые зерна приклеиваются специальным клеем к подложке, обычно в форме колеса.
При вращении круга на шлифовальном станке круг «шлифует» поверхность, в результате чего острые зерна круга обламываются, обнажая новые острые кромки. Когда зерна изнашиваются, они отваливаются от связанной основы, обнажая на своем месте более острые новые зерна.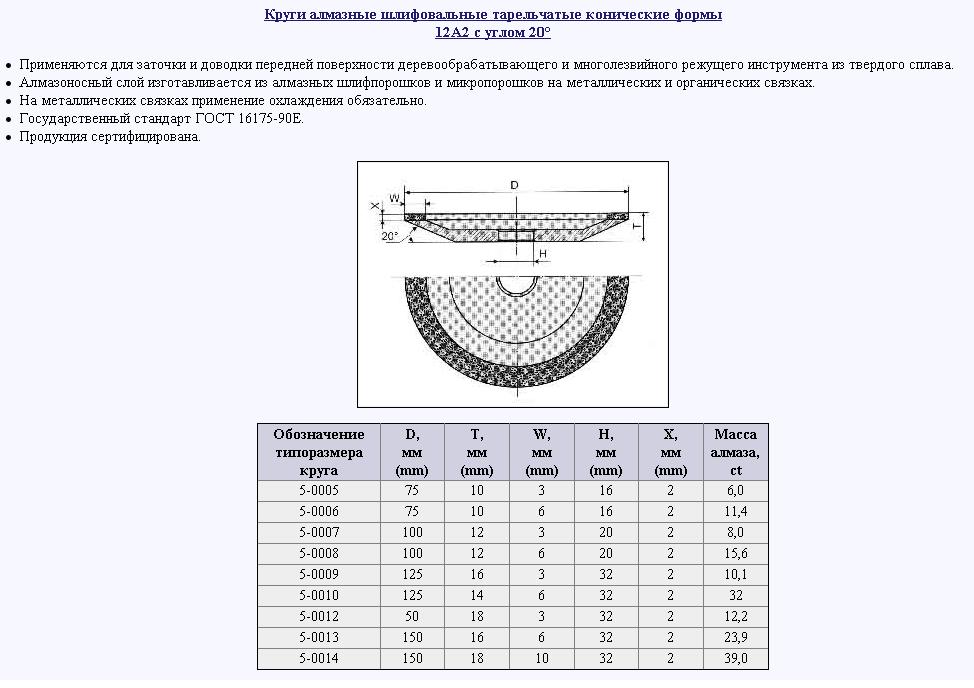 По мере измельчения зерен поверхностный материал удаляется мелкими стружками или тонкими лентами. Процесс продолжается до тех пор, пока не будет достигнута желаемая чистота поверхности или форма.
По мере измельчения зерен поверхностный материал удаляется мелкими стружками или тонкими лентами. Процесс продолжается до тех пор, пока не будет достигнута желаемая чистота поверхности или форма.
Доступны различные типы, формы, узоры, размеры и абразивы. При выборе абразивного круга необходимо учитывать несколько факторов.
Типы шлифовальных кругов
Абразивные круги бывают разных форм и размеров. Наиболее распространенным и легко узнаваемым является прямой абразивный круг. Та часть любого абразивного круга, которая выполняет фактическую шлифовальную работу, называется «шлифовальной поверхностью». Шлифовальная поверхность может быть в центре круга, утоплена только по краям или разбита на сегменты, предназначенные для нагнетания смазочных материалов, которые охлаждают оборудование и материалы. Вот самые распространенные типы колес.
Пять основных типов абразивных зерен
Рассмотрим четыре основных типа зерен, используемых в абразивных кругах. Они также могут быть смешаны для конкретных приложений и производительности.
Они также могут быть смешаны для конкретных приложений и производительности.
1. Зерна оксида алюминия прочны и износостойки; однако после резкого и быстрого начального среза зерна становятся тусклыми, и им не хватает скорости резания и срока службы, как у других зерен. Хорошо подходит для шлифования таких металлов, как сталь, железо, бронзовые сплавы, нержавеющая сталь и другие черные металлы. Отличное соотношение цены и качества с отличным качеством и стабильной производительностью.
2. Зерна оксида циркония обеспечивают быструю резку, очень термостойкие, самозатачивающиеся и обеспечивают быстрое и равномерное шлифование стали и нержавеющей стали. Они также хороши для обработки под высоким давлением и шлифования, потому что давление заставляет зерна быстро разрушаться, обнажая более острые края. Оксид циркония стоит дороже, чем оксид алюминия, но служит дольше.
3. Керамический оксид алюминия – новый тип абразива с микрозернистой структурой, который распадается на более мелкие частицы, что обеспечивает максимально длительный срок службы при среднем и высоком -заточка, высокая скорость резки и сведение к минимуму обесцвечивания заготовки при нагревании. Идеально подходит для труднообрабатываемых металлов: бронированной стали, титана, твердых никелевых сплавов, инструментальной стали и нержавеющей стали.
Идеально подходит для труднообрабатываемых металлов: бронированной стали, титана, твердых никелевых сплавов, инструментальной стали и нержавеющей стали.
4. Зерна карбида кремния чрезвычайно твердые, очень острые, быстрорежущие, но легко ломаются под высоким давлением. Более твердый, чем оксид алюминия, и универсальный для шлифования мягких металлов, таких как алюминий, медь или чугун, а также твердых материалов, таких как цементированный карбид, камень и бетон.
5. Смесь карбида кремния и оксида алюминия создает круг, идеально подходящий для шлифования алюминия и других мягких сплавов. Эти зерна обеспечивают увеличенный срок службы и быструю и постоянную скорость резания.
Размер зерна
Размер зерна варьируется от крупного до мелкого. и обозначается числом, указанным на этикетке абразивного круга. Чем больше число зернистости, тем мельче зерно и тем лучше отделка. Крупные/крупные зерна размалывают крупную стружку, что приводит к более грубой отделке.
Крупные/крупные зерна размалывают крупную стружку, что приводит к более грубой отделке.
Связующий материал/матрица
Связка (иногда называемая матрицей) — это «клей», который удерживает ключевые элементы шлифовального круга — абразивные зерна. Связки помогают определить тип, характеристики и производительность шлифовального круга. Чем прочнее связь, тем дольше зерна прилипают к кругу. Это означает, что иногда более слабая связка является лучшим выбором при резке прочных, прочных металлов, для которых требуются острые как бритва абразивные зерна.
Типы облигаций:
С разной степенью прочности существует шесть стандартных связей. Не существует рейтинга лучших к худшим или «лучшей» связки, потому что каждая из них обладает такими уникальными характеристиками, что лучшая связка — это та, которая подходит для вашей конкретной операции шлифования.
- Витрифицированный: (V) Изготовлен из глины и легкоплавких материалов.
 Невосприимчив к воде, маслам, кислотам или колебаниям температуры. Идеально подходит для проектов с большим съемом материала и прецизионным шлифованием.
Невосприимчив к воде, маслам, кислотам или колебаниям температуры. Идеально подходит для проектов с большим съемом материала и прецизионным шлифованием. - Резиноид: (B) Смолы смешиваются с абразивными зернами для получения мягкой, быстрой и прохладной связки для мокрого или сухого шлифования, хорошей режущей способности и, как правило, самой дешевой связки. Благодаря низкой температуре отверждения резиноидные круги более прочные и менее жесткие, чем стекловидные, что делает их подходящими для всех видов абразивов, особенно для тяжелых работ. Однако на них воздействуют кислота, влажность и экстремальные погодные условия.
- Силикат: (S) Легко высвобождает абразивные зерна, создавая мягкое, прохладное режущее действие, подходящее для проектов, требующих минимального нагрева, и подходит для заточки режущих инструментов.
- Shellac: (E) Эта связка, изготовленная из натурального и синтетического шеллака, обеспечивает исключительную холодную резку и подходит для шлифовки меди и других мягких материалов.
 Настоятельно рекомендуется для специальных применений, требующих высокой чистоты поверхности, таких как бритвенные лезвия и шлифование валков.
Настоятельно рекомендуется для специальных применений, требующих высокой чистоты поверхности, таких как бритвенные лезвия и шлифование валков. - Резина: (R) Изготовлена из натурального и синтетического каучука и используется в основном в бесцентровых и контрольных абразивных кругах. Хорошо подходит для точности и чистовой обработки поверхности. Использование мокрого шлифования и тонких отрезных кругов обеспечивает рез без заусенцев и прижогов.
- Металлик: Имеют ограниченное применение по сравнению с стекловидными и органическими связками. В большинстве случаев используется алмазный абразив, который удаляет материал медленно и обычно с высокой скоростью. Подходит для шлифовки стекла, обработки абразивным кругом, распиловки бетона или камня и имеет длительный срок службы. Может использоваться с оксидом алюминия или алмазными абразивами для производства токопроводящих абразивных кругов для электролитического шлифования.
Безопасность шлифовального круга.
 Практические рекомендации
Практические рекомендации
- Всегда надевайте защитные очки или лицевой щиток с ударопрочными линзами и боковыми щитками.
- Установите небьющиеся защитные очки на все стационарные шлифовальные машины.
- Перед монтажом проверьте абразивные круги на наличие трещин, сколов и повреждений. Отремонтируйте или замените при необходимости.
- Убедитесь, что рабочая скорость не превышает номинальную максимальную скорость колеса.
- Перед каждым использованием проверяйте и проверяйте колеса на наличие трещин.
- Убедитесь, что отверстие абразивного круга правильно подходит к оправке станка.
- Убедитесь, что фланцы чистые, плоские и соответствуют типу и размеру устанавливаемого колеса.
- Затяните гайки настолько, чтобы прочно удерживать колесо. Не используйте чрезмерное давление.
- Стоя в стороне, обкатайте новые круги на полной рабочей скорости в защищенном месте не менее чем за одну минуту до шлифовки. Большинство неисправных колес ломаются при запуске.
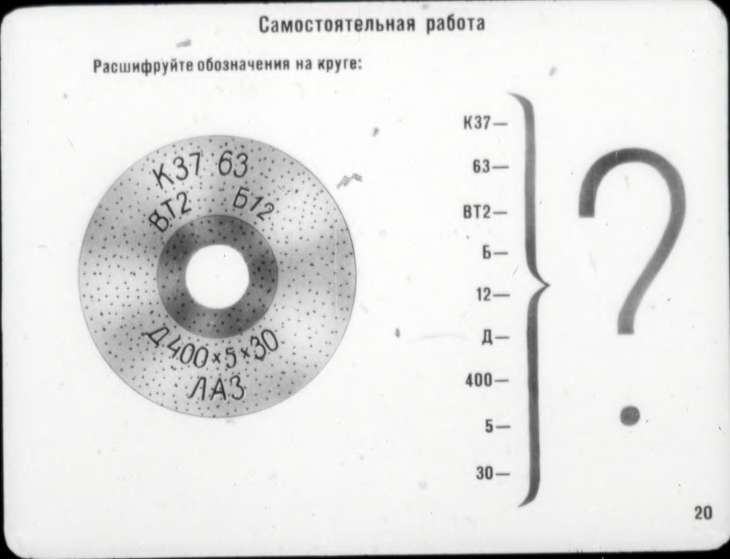
- Используйте защитный кожух, прилагаемый к шлифовальному станку.
- Заточить круг на номинальной скорости МЕНЬШЕ номинальной скорости шлифовального станка.
- Устанавливайте только ОДНО колесо на одну ось.
- Используйте круги и шлифовальные станки только по назначению.
- Остерегайтесь чрезмерной вибрации. Это индикаторное колесо не круглое.
- Никогда не шлифуйте себя или другого рабочего. Всегда старайтесь прижиматься к стене.
- Во избежание поражения электрическим током убедитесь, что третий провод заземлен.
- Прежде чем ставить переносную кофемолку, убедитесь, что она полностью остановилась. По возможности используйте подставку. Установите кофемолку на щиток, если нет подставки.
- ВСЕ шлифовальные машины должны использоваться ТОЛЬКО с защитным кожухом над кругом.
- ВСЕ кофемолки следует осматривать каждые 30 дней и производить необходимые регулировки и ремонт.
- Не стойте прямо перед шлифовальным/отрезным кругом во время работы станка.

- Не шлифуйте и не режьте материал, для которого круг не предназначен.
Руководство по использованию абразивных кругов
04 сентября 2018 г.
автор: ИМС
Свяжитесь с нами
Сталь, Информационное руководство
Время прочтения: 3 м 52 с
Если вы отрезаете застывший болт, готовите к сварке или хотите создать красивый матовый узор на листе нержавеющей стали, абразивные круги являются важным инструментом для любого сварщика или производитель металла. IMS предлагает огромный выбор абразивных металлических кругов всех размеров, стилей и разновидностей для резки, шлифовки и отделки металла.
Абразивные круги аналогичны наждачной бумаге. Они сделаны из порошкообразных абразивных зерен, скрепленных связующим веществом, таким как смола, которое также приклеивает их к основе из стекловолокна в форме колеса. Когда колесо вращается на шлифовальном станке, оно истирает металлическую поверхность, в результате чего острые края зерен либо ломаются, оставляя более острые края, либо изнашиваются. Постепенно изношенные зерна вытягиваются из связующего, обнажая за собой более острые зерна.
Постепенно изношенные зерна вытягиваются из связующего, обнажая за собой более острые зерна.
Это руководство поможет вам выбрать правильный абразивный круг, включая наилучший выбор типа и размера зерна, а также связующего материала для вашего применения.
Четыре основных типа зерен, используемых в абразивных кругах по металлу, включают оксид алюминия, оксид циркония, карбид кремния и керамический оксид алюминия:
- Зерна оксида алюминия прочны и износостойки, что делает этот тип выбор для шлифования металлов, таких как сталь, нержавеющая сталь и другие черные металлы.
- Зерна оксида циркония также можно использовать для шлифования стали и стальных сплавов. Он стоит дороже, но служит дольше, чем оксид алюминия. Цирконий очень термостойкий и обычно используется для обработки и шлифования под высоким давлением, потому что давление вызывает быстрое разрушение зерен, обнажая более острые края.
- Зерна карбида кремния очень острые, но легко ломаются под высоким давлением.
 Их можно использовать для шлифования более мягких или слабых металлов, таких как медь или чугун, или неметаллов, таких как цемент или сталь 9.0032
Их можно использовать для шлифования более мягких или слабых металлов, таких как медь или чугун, или неметаллов, таких как цемент или сталь 9.0032 - Керамический оксид алюминия — это новый тип абразива с микрозернистой структурой, который распадается на более мелкие частицы, что обеспечивает более длительный срок службы и высокую скорость резания. Этот тип абразива хорошо подходит для различных применений, от литья алюминия до титановых сплавов.
Различные типы зерна также можно смешивать, чтобы создать оптимальную формулу для конкретных металлов и областей применения.
Размер зерна , который отражает размер зерна, указан на этикетке круга. Чем крупнее зернистость, тем мельче зерно. Как и в случае с наждачной бумагой, крупные или крупные зерна удаляют с металла более крупную стружку, что приводит к более шероховатой поверхности. Чем мельче зерно, тем лучше отделка. Кроме того, более крупные зерна больше подходят для более мягких материалов, таких как низкоуглеродистая сталь, в то время как более мелкие зерна следует использовать для более твердых сплавов.
Связующие материалы классифицируются по их способности удерживать зерна. Чем прочнее связующее, тем дольше держатся зерна, даже если они притупились. Это означает, что более слабое связующее является лучшим выбором для резки прочных, прочных металлов, для которых требуются острые как бритва абразивные зерна. Многие абразивные круги, используемые для стандартной металлообработки, используют связующее из смолы.
В ассортименте IMS имеется разнообразная линейка абразивов, в том числе:
- Отрезные круги по металлу — используются с угловой шлифовальной машиной для быстрого и чистого реза стали, нержавеющей стали и других металлов.
- Шлифовальные диски – удаляют краску, ржавчину, коррозию, следы на поверхности и неровные кромки, создавая гладкую поверхность.
- Настольные шлифовальные круги — используйте с настольным или стационарным шлифовальным станком для удаления металла, придания формы, заточки или удаления заусенцев.

- Лепестковые диски – плоский круглый абразивный диск, состоящий из нескольких перекрывающихся «лепестков» на тканевой основе, соединенных в центре. Используется со шлифовальным кругом для выравнивания или финишной обработки свариваемой поверхности и подготовки ее к грунтованию или окраске.
- Лепестковые колеса – похожи на лепестковые диски, но лепестки расположены вокруг центральной ступицы в форме трехмерной шины. Используется для создания гладкой поверхности изогнутого металла.
- Проволочные круги – подготовка поверхностей сварки путем очистки от брызг и излишков присадочного материала без удаления основного металла.
- Наконечники с хвостовиком – вращающиеся абразивные наконечники различных форм и материалов позволяют быстро и без усилий снимать припуск, шлифовать и полировать.
- Твердосплавные борфрезы – используются на шлифовальном станке или на станке с ЧПУ, эти твердосплавные вращающиеся напильники с приподнятыми диагональными зубьями используются для резки, придания формы, шлифовки и удаления заусенцев.

Для получения дополнительной информации об абразивных кругах по металлу обращайтесь в IMS.
Сталь, Информационное руководство
Предыдущий пост: Grate Solutions Джо Фишер, заказчик Phoenix
Следующий пост: TS Ironworks, заказчик Phoenix
Избранные категории
Защита от ржавчины Основы работы с металлом Как сделать серию Металлические профили Отраслевые справочники Металлы
Другие категории
Свяжитесь с нами
Что такое абразивный круг?
Если вы когда-либо работали или видели, как кто-то использует абразивный круг, вы не удивитесь, узнав, что они вызывают несчастные случаи и даже со смертельным исходом. Любой, кто должен использовать абразивный круг на рабочем месте, должен серьезно отнестись к этой ответственности и никогда не расслабляться.
По данным Управления по охране труда и технике безопасности, почти половина несчастных случаев, связанных с абразивным кругом, связана с ошибкой оператора или небезопасной рабочей системой. Ежегодно регистрируется около 5000 травм только угловыми шлифовальными машинами, что ставит их на третье место среди самых опасных инструментов, и около 11% острых травм предплечья и кисти вызваны этим инструментом.
Ежегодно регистрируется около 5000 травм только угловыми шлифовальными машинами, что ставит их на третье место среди самых опасных инструментов, и около 11% острых травм предплечья и кисти вызваны этим инструментом.
Однако абразивные круги используются не только в угловых шлифовальных машинах, но и во всех видах инструментов, а это означает, что статистика травматизма для абразивных кругов будет намного выше. В этой статье мы расскажем все, что вам нужно знать об абразивных кругах, включая правила использования абразивных кругов и юридические требования к обучению работе с абразивными кругами.
Что такое абразивный круг?
Абразивные круги — это круги, конусы или чашки, содержащие абразивные частицы, такие как песок, которые связаны либо с неорганическими, либо с органическими веществами, такими как смола.
Эти связки отверждаются при низких температурах. Они ударопрочные, самоодевающиеся и жесткие. Эти материалы больше подходят для применений, не требующих большой точности, таких как резка или зачистка.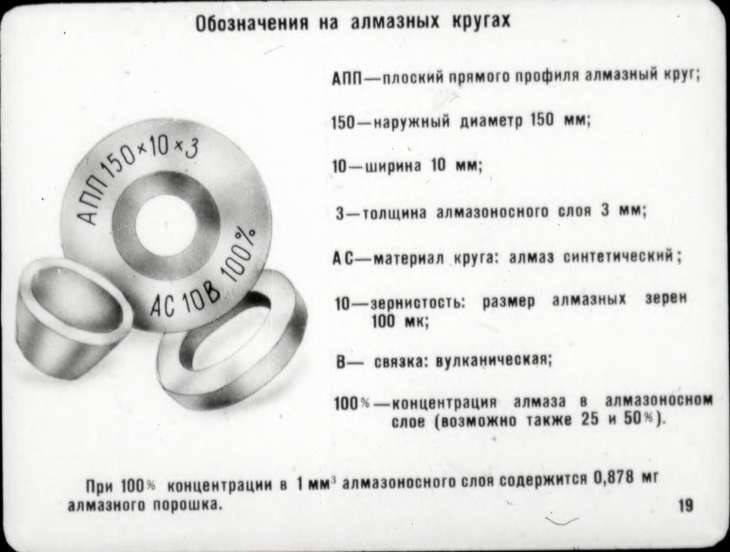
Органические связующие вещества используются для ручных и портативных инструментов и машин. Неорганические связующие вещества обычно используются для шлифования, требующего точности. Они имеют прочную, твердую, но хрупкую структуру и держат форму. Неорганические связки требуют много тепла для отверждения и обжигаются в печи.
Поскольку существует очень много разных абразивных кругов, они определяются по своим характеристикам, включая:
- Размер зерна.
- Покрывающее или связующее вещество.
- Тип используемого абразивного материала.
- Марка колеса.
- Структура колеса.
Использование абразивных кругов
Абразивные круги используются для модификации или подготовки поверхностей (внутренних или внешних). Они используют абразивное отрезание, торцевое шлифование или периферийное шлифование. Их также можно использовать для резки, полировки, шлифования, удаления заусенцев и финишной обработки.
Относительная стойкость, ударная вязкость, хрупкость (насколько они самозатачивающиеся) и твердость определяются типом абразивного материала, содержащегося в круге. Некоторые абразивные частицы включают алюминий, бор и кремний.
Покрытие или связующий материал (органический/неорганический) определяют форму и структуру абразивного круга. Связующий материал должен выдерживать силы, которым подвергается колесо, включая центростремительную силу, удары, трение и высокие температуры.
Структура абразивного круга определяет сорт и расстояние между зернами, а также объем. Твердые абразивные круги обычно используются для более мягких материалов, в то время как более мягкие абразивные круги обычно используются для более твердых материалов.
Пользователи выбирают абразивные круги по определенным критериям. Сюда входят:
- Скорость шпинделя станка.
- Тип поверхности (например, дерево, металл, камень и т. д.
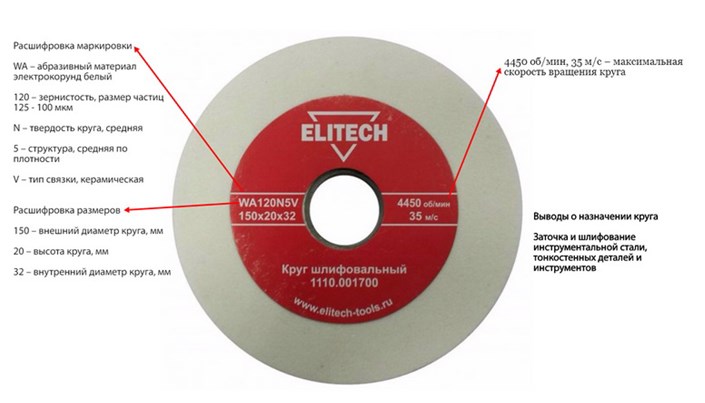 ).
). - Размер площади контакта (между материалом и колесом).
- Тип машины.
- Состояние колеса.
Чем опасны абразивные круги?
Как мы уже упоминали, абразивные круги могут привести к серьезным травмам и даже смерти. Любой, кто использует абразивный круг, будь то дома или на рабочем месте, подвергается ряду рисков и опасностей.
К ним относятся:
- Повреждения глаз летящими металлическими и абразивными частицами.
- Вдыхание пыли и дыма при сухом шлифовании (в долгосрочной перспективе это может привести к повреждению легких).
- Травмы отлетевшими деталями или осколками.
- Вибрация (со временем это может привести к синдрому вибрации кистей рук, который может вызвать боль или потерю пальцев из-за ограничения кровотока).
- Шум (со временем это может привести к потере слуха).
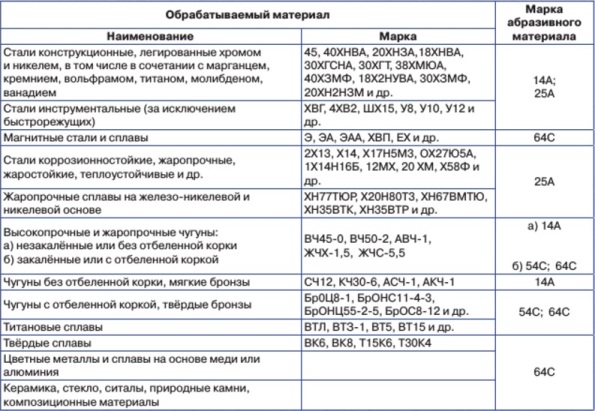
- Травмы из-за свободной одежды, такой как рукава или галстуки.
Абразивные круги необходимо проверять из-за опасности.
Причины травм
Существует множество причин, по которым абразивные круги вызывают травмы. Здесь мы рассмотрим наиболее часто встречающиеся проблемы.
Контакт с колесом
Абразивные круги вращаются со скоростью, поэтому при соприкосновении с кожей они могут нанести серьезную травму. Это более вероятно для ручных инструментов, таких как угловые шлифовальные машины, поскольку их абразивные круги вращаются с исключительно высокой скоростью.
Поломка кругов
Если абразивный круг сломается во время использования, это может привести к ужасным травмам и даже смерти. Это связано с тем, что колесо вращается с высокой скоростью, а это означает, что если оно сломается, его осколки будут выброшены на этой скорости. Скорость катапультирования может достигать 100 миль в час.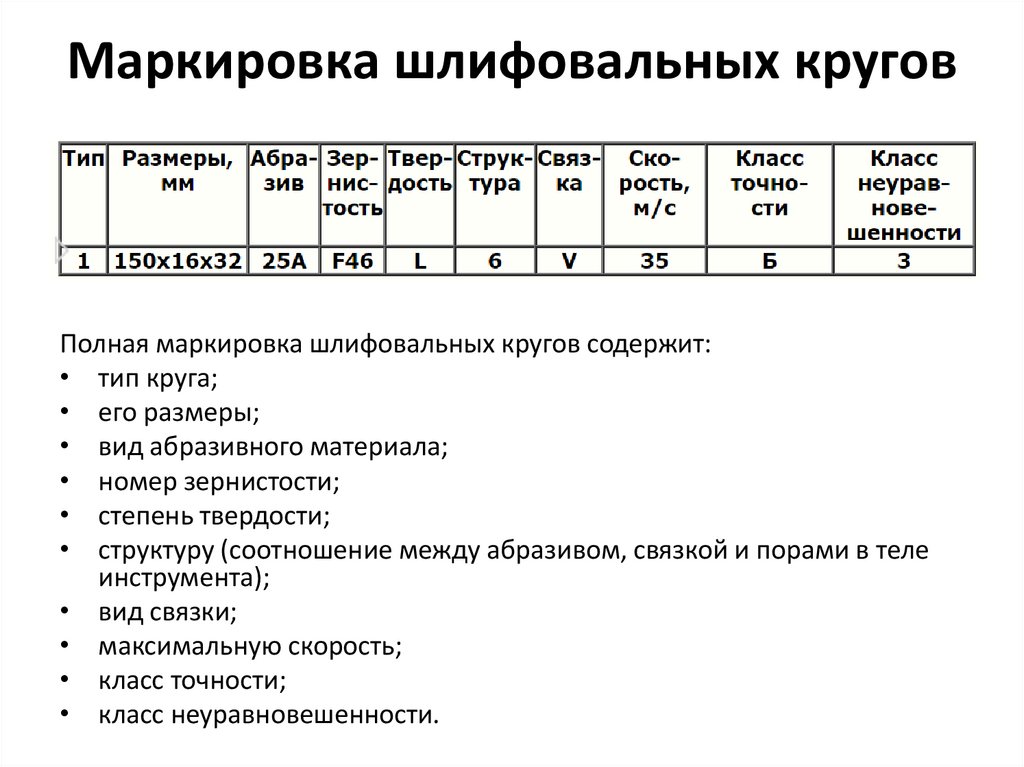
Выброс заготовки или частиц
Абразивные круги изнашиваются и удаляют частицы по мере их износа. Обычно вы увидите это как искры. Искры могут повредить кожу. Они также очень опасны, если попадают в глаза и могут вызвать слепоту. Заготовка также может быть выброшена на высокой скорости.
Чертеж
Все, что соприкасается с абразивным кругом, может попасть в него и затянуться. Если это одежда оператора, такая как рукав или галстук, они могут быть затянуты в станок и получить травму. .
К сожалению, с абразивными кругами происходит много несчастных случаев, и большинство из них происходит из-за контакта или поломки круга. Риск поломки присутствует в каждом абразивном круге, но существуют правила проектирования, производства и испытаний, чтобы снизить эту вероятность. Для пользователей также важно проверять абразивные круги перед их использованием и во время их использования.
Какие машины связаны с абразивными кругами?
Во многих станках используются абразивные круги.
К ним относятся:
Угловые шлифовальные машины
Угловые шлифовальные машины также могут называться дисковыми или боковыми шлифовальными машинами. Это тип ручного электроинструмента, который используется для абразивной резки и полировки. Первоначально они использовались только с жесткими абразивными дисками, но теперь доступны всевозможные насадки и фрезы.
Эти инструменты приводятся в действие сжатым воздухом или электродвигателем. Они используются для удаления лишнего материала и широко используются в строительстве, металлоконструкциях, аварийно-спасательных работах и даже в краже велосипедов.
Отрезные пилы
Отрезные пилы — это электроинструменты, которые используются для прямого распила древесины. Некоторые пилы имеют функции, которые позволяют измерять и резать углы в древесине — тогда это будет называться торцовочной пилой. Отрезная пила выглядит как циркулярная пила, но она быстрее и точнее.
Настольные шлифовальные машины
Настольные шлифовальные машины представляют собой стационарные шлифовальные машины. Их используют в мастерских для грубой шлифовки.
Бензиновые отрезные пилы
Бензиновые отрезные пилы также известны как отрезные пилы по стали. Это ручные машины, которые используются для резки небольших участков стали, камня, асфальта и бетона. Они часто используются для резки в строительной отрасли.
Настольные пилы
Настольные пилы также известны как настольные пилы. Это инструмент, используемый при работе с деревом. Абразивный круг выступает сквозь скамью. Скамья поддерживает материал во время его резки.
Какие существуют типы колес?
Поскольку абразивные круги очень опасны, важно использовать правильный круг. Существуют разные типы колес, предназначенные для разных машин и целей.
Вот некоторые типы абразивных кругов.
Прямые шлифовальные круги
Это самые распространенные абразивные круги, которые можно найти на настольных шлифовальных станках.
Цилиндр/кольцо колеса
Имеют широкую и длинную поверхность, но не имеют монтажных опор в центре. Они используются в шлифовальных станках с вертикальным или горизонтальным шпинделем для получения плоской поверхности.
Конические абразивные круги
Конические круги такие же, как и прямые шлифовальные круги, но они сужаются наружу и шире в центре, чем по краям. Они используются для зубьев шестерни или резьбы.
Прямые шлифовальные круги
Прямые шлифовальные круги используются для обработки плоских поверхностей и для заточки инструментов в точильно-фрезерных станках. Они имеют форму чашки, как и следовало ожидать из названия.
Чашечные круги
Чашечные круги очень тонкие, используются для вырезания щелей и щелей.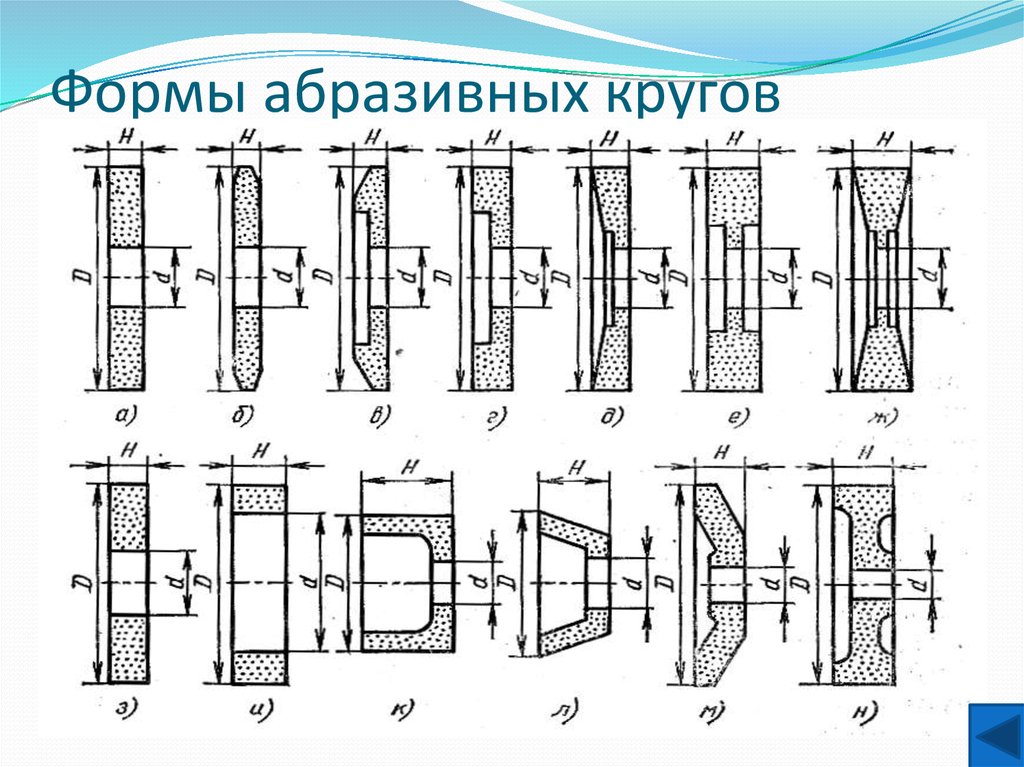 Он имеет форму чаши для посуды и имеет плоский центр, направленный наружу к краю.
Он имеет форму чаши для посуды и имеет плоский центр, направленный наружу к краю.
Шлифовальные круги для тарелок
Тарельчатые шлифовальные круги используются для фрез и спиральных сверл. Они более плоские, чем тарелочные колеса.
Какие существуют типы абразивных кругов?
Типы абразивных кругов могут быть перечислены с номерами:
- Тип 1 – Прямой круг.
- Тип 2 – Цилиндрическое колесо.
- Тип 4 – Коническое колесо.
- Тип 6 – Прямое чашечное колесо.
- Тип 12 – Колесо для чашки.
- Тип 13 – Тарелочное колесо.
Изображения этих абразивных кругов можно найти на веб-сайте Управления по охране труда и технике безопасности.
Какие бывают маркировки колес?
Правила абразивных кругов требуют, чтобы они имели маркировку в соответствии с Приложением A Британского стандарта EN 12413 и Британским стандартом ISO 5255.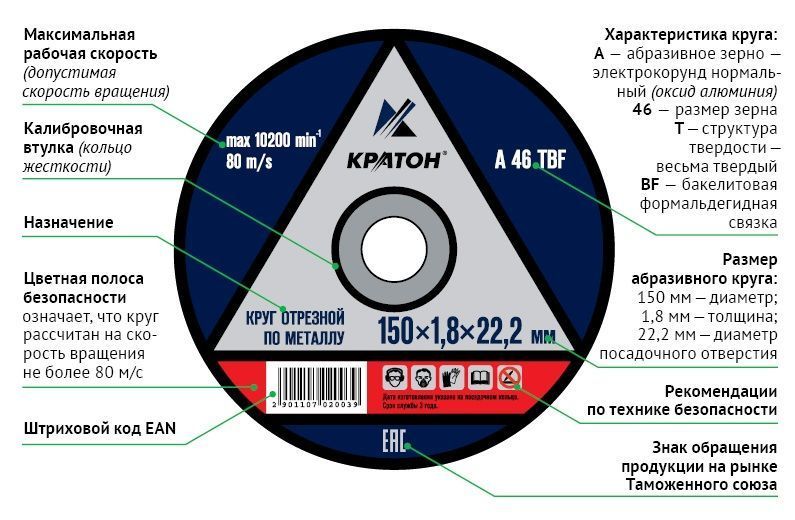
Маркировка колес важна, так как она показывает, какое колесо следует использовать для данного типа оборудования и задачи. Использование неправильного колеса может привести к травмам или смерти.
Когда рабочие должны заменить абразивные круги, им нужны соответствующие знания, поэтому работодатели должны соблюдать юридические требования к обучению абразивным кругам.
Маркировка абразивных кругов
Все абразивные круги должны иметь следующую маркировку:
- Товарный знак и протоколы испытаний.
- Ограничения.
- Полоса скорости.
- Срок годности.
- Размеры (в мм).
- Знак спецификации.
- Кодовый номер.
- Скорость указана четко (в об/мин).
- Максимальная рабочая скорость и номер типа ISO (форма).
Срок годности
Срок годности всех абразивных кругов на органической связке, предназначенных для использования с ручным инструментом, составляет три года после изготовления.
Кодовый номер
Это отслеживаемый номер, указывающий детали изготовления колеса.
Максимальная рабочая скорость
Когда абразивный круг имеет диаметр более 80 мм, максимальная рабочая скорость должна быть отмечена на круге. Скорость должна быть указана в об/мин (обороты в минуту), а также в м/с (метры в секунду).
Колеса диаметром менее 80 мм маркировать нецелесообразно из-за их малого размера. Однако максимальная скорость для них должна быть указана где-нибудь на табличке мастерской, где она будет хорошо видна.
При скорости 50 м/с и выше на колесе будет цветная полоса.
Вот пример изображения с сайта ВШЭ.
Что означает кодовый номер
Как правило, первая буква означает тип абразива, затем следует число, обозначающее размер зерна. После этого у вас будет буква с подробной информацией о твердости связки, а затем несколько букв для типа связки. Однако это не стандартизированная процедура, так как у всех производителей есть свой способ ведения дел.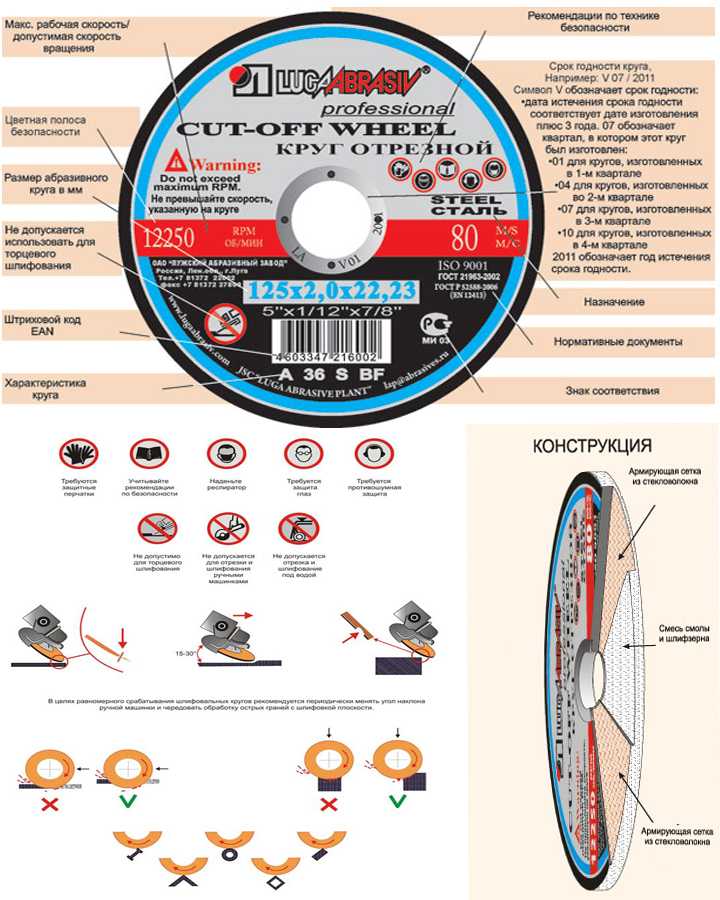
Правила использования абразивных кругов
Закон о предоставлении и использовании рабочего оборудования 1998 г. (PUWER) определяет правила использования абразивных кругов.
Правила были введены с целью обеспечения безопасности работников при использовании оборудования и машин.
PUWER обеспечивает все оборудование и механизмы на рабочем месте:
- Подходит для использования по назначению.
- Проходит регулярное техническое обслуживание.
- Используется только обученными и компетентными людьми.
- Проходит регулярные проверки обученным и компетентным лицом.
Правила использования абразивных кругов PUWER распространяются на все предприятия Великобритании, включая работодателей, самозанятых и руководителей.
PUWER также включает юридические требования к обучению абразивным кругам. Закон гласит:
«Любой, чья работа требует от него использования оборудования ИЛИ выполнения ремонта или модификации оборудования, ИЛИ выполнения работ по техническому обслуживанию или ремонту, должен быть должным образом обучен для этого».
В правилах также указано, что любой, кто использует абразивные круги, должен:
- Иметь свидетельство об обучении.
- Быть признанным компетентным.
- Соблюдайте правила COSHH (Контроль за опасными для здоровья веществами) и Правила контроля шума на рабочем месте 2005 г. и носите соответствующие средства защиты.
Защитное снаряжение
При работе с абразивными кругами на строительной площадке помимо защиты ног и рук необходима защита головы.
При использовании абразивных кругов следует использовать средства защиты глаз, которые должны соответствовать спецификациям и стандартам индивидуальной защиты глаз (BS EN 166/167/168).
Для защиты от пыли необходимо носить лицевые маски, которые должны соответствовать BS EN 149.
Обучение работе с абразивным кругом
Обучение работе с абразивным кругом Юридические требования означают, что вы не можете работать со станком с абразивным кругом без обучения.
Абразивные круги чрезвычайно опасны. Единственный способ снизить риск — комплексное обучение.
Существуют различные варианты обучения в зависимости от потребностей работника. Это зависит от их должностных обязанностей и оборудования, которое они используют или контролируют использование других.
Обучение должно охватывать следующее:
- Риски и опасности, связанные с использованием абразивных кругов, и необходимые меры предосторожности.
- Маркировка абразивных кругов с указанием размера, типа и максимальной скорости.
- Хранение, обращение и транспортировка абразивных кругов.
- Как следует проверять абразивные круги и проверять их на наличие повреждений.
- Принцип работы компонентов, используемых вместе с абразивными кругами (т. е. промокателей, гаек, фланцев, втулок и т. д.).
- Как собираются абразивные круги, чтобы они были должным образом сбалансированы и подходили для использования.

- Правка абразивного круга (это означает удаление материала с режущей поверхности для его заточки).
- Как отрегулировать стол или пьедестал на шлифовальном станке.
- Как использовать СИЗ (средства индивидуальной защиты), такие как средства защиты глаз.
Должны храниться записи об обучении, в которых указывается имя человека и дата прохождения обучения.
Правила COSHH и обучение
Помимо обучения использованию абразивных кругов, как работодатели, так и рабочие должны быть обучены Правилам контроля за опасными для здоровья веществами (COSHH) 2002 года. Эти правила касаются пыли, дыма и как они могут быть опасны для здоровья. При использовании абразивных кругов пыль и пары являются обычным явлением.
Известно, что при резке бетона и камня RCS (вдыхаемый кристаллический кремнезем) представляет собой известную проблему.
Как долго длится обучение абразивному кругу
Срок действия обучения абразивному кругу не установлен.
На веб-сайте Управления по охране труда и технике безопасности (HSE) указано, как следует проводить переподготовку всякий раз, когда это необходимо. Например, в случае изменения оборудования, методов работы или условий труда, а также в других случаях, когда это считается необходимым.
Резюме
Абразивные круги используются в шлифовальных станках. Эти машины могут быть чрезвычайно опасны при неправильном использовании, поэтому работодатели и работники должны проявлять особую осторожность при их использовании. Важно, чтобы все участники прошли соответствующую подготовку, чтобы не возникало проблем или травм. Если вы сомневаетесь, обратитесь к странице безопасности при использовании абразивных кругов на веб-сайте HSE.
Rex-Cut Abrasives — Home
Высокопроизводительные абразивы из хлопкового волокна, которые быстро шлифуют, смешивают, чистят и удаляют заусенцы без ущерба для дорогих материалов
Быстрая шлифовка алюминия
Алюминиевый шлифовальный круг Rex-Cut удаляет в среднем на 75-90% больше 6160 в течение всего срока службы круга по сравнению с некоторыми другими алюминиевыми шлифовальными кругами, представленными на рынке.
- Быстро шлифует алюминий
- Стабильная производительность съема металла
- Естественно без нагрузки, без смазки в колесе
Быстро. Безопасно. Прочный.
Увеличьте производительность и сократите расходы с помощью абразивных материалов на основе хлопкового волокна, не требующих загрузки, которые быстро шлифуют, смешивают, чистят и удаляют заусенцы, служат долго и защищают геометрию деталей. Шлифовка и финишная обработка за одну операцию без ущерба для геометрии детали с использованием инновационных абразивов из хлопкового волокна, адаптированных к вашим задачам.
ПОВЫШЕНИЕ ПРОИЗВОДСТВА за счет быстрой обработки металлических деталей инструментами, армированными хлопком, которые служат в 2 раза дольше, чем стандартные абразивы.
ЭКОНОМЬТЕ ВРЕМЯ И ДЕНЬГИ с адаптируемыми колесами, которые можно переоборудовать для других целей.
ЗАЩИТИТЕ ДОРОГИЕ ДЕТАЛИ с абразивами, усиленными хлопком, которые прощают ошибки и сохраняют геометрию деталей.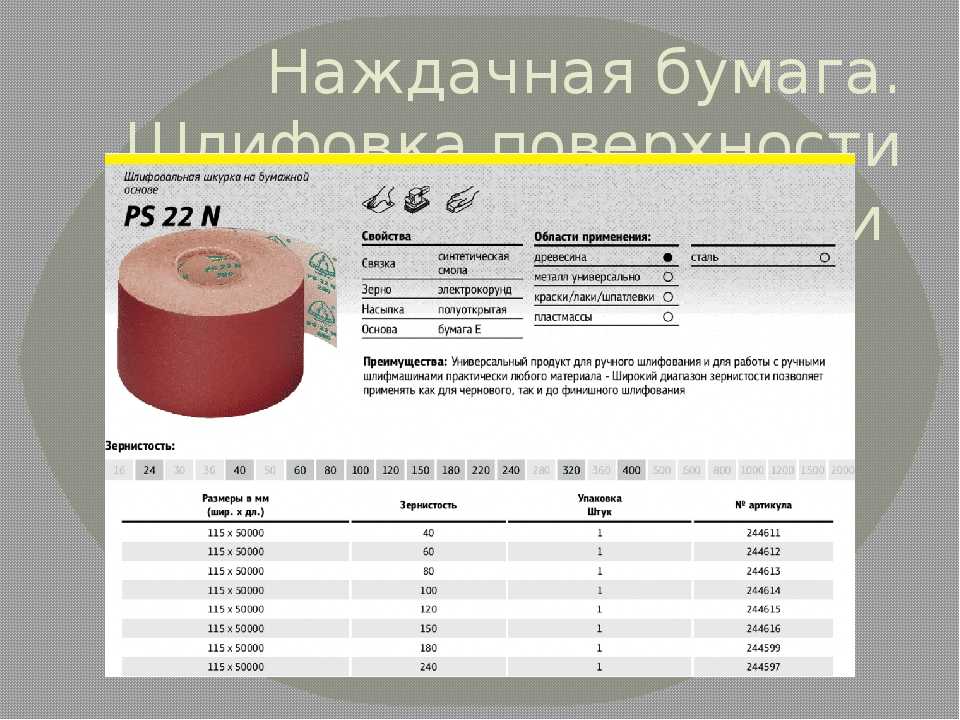
ОБЕСПЕЧЬТЕ БЕЗОПАСНОСТЬ И СЧАСТЛИВОСТЬ ВАШИХ СОТРУДНИКОВ с помощью высококачественных инструментов, которыми легко управлять и которые снижают утомляемость оператора.
От удаления сварных швов до прецизионного удаления заусенцев
Rex-Cut производит высококачественные круги типа 27, шлифовальные круги для снятия заусенцев типа 1, насадки и быстросменные диски из нашего уникального абразивного материала. Наша продукция используется в производстве, энергетике, автомобилестроении, аэрокосмической, медицинской и других областях.
Состав абразивных материалов Rex-Cut позволяет выполнять шлифовку и чистовую обработку за одну операцию, постоянно сокращая этапы чистовой обработки с двух или трех до одного.
От агрессивного съема материала на связке TX (смола) до чистовой обработки изделий на связке FX (латекс), армированные хлопком абразивы обеспечивают результаты, характерные для абразивов на резиноидной, стекловидной и резиновой связке в одном продукте.
Во время процесса шлифования постоянно обнажает новое абразивное зерно, что приводит к более прохладной работе и отсутствию обратного переноса или размазывания.
Изделия, армированные хлопком, эластичны, удобны в обращении и бесшумны. Любая склонность к вибрации и дребезгу резко снижается.
Продукты Rex-Cut не только более долговечны и обеспечивают более длительный срок службы при первоначальной работе, но и могут быть исправлены и использованы для других целей.
Абразивы из хлопкового волокна более щадящие и простые в управлении, защищают геометрию деталей и предотвращают усталость оператора.
Абразивы Rex-Cut могут быть разработаны с нестандартной толщиной, созданной для конкретных роботизированных приложений, которые оптимизируют производство, снижают затраты на рабочую силу и защищают геометрию детали.
Нужны нестандартные колеса для автомобилей?
Наши круги типа 1 завершают пайку лучше, чем любые другие круги на рынке.
«При выборе абразива для использования в роботизированной ячейке для удаления заусенцев для чистовой обработки кромки лопатки турбины круг Smooth Touch значительно превзошел круги из нетканого нейлона. Он смог получить желаемую чистовую обработку без изменения геометрии детали по результатам измерений. лазерным датчиком».
Normand Stoycheff
Эксперт по роботизированной отделке компании AV&R Vision & Robotics
«Я могу с уверенностью сказать, что возможности Sigma Green Max по удалению материала сократили расходы как минимум на 50 процентов благодаря долговечности продукта, который сохраняет меня от необходимости постоянно покупать шлифовальные круги или шлифовальные камни. Но самое главное — фактор разочарования. Я меньше устаю в конце дня, трачу меньше времени на смену оборудования, и я берегу свое здоровье. Вы можете не назначайте этому цену».
Марк Вабол
Владелец компании Hot Metal Designs
«Я ненавижу шлифовать и резать, хотя нет простого способа обойти это. .. за исключением случаев, когда я использую ваш продукт. Годами я брал с полки все, что мог найти , Когда я познакомился с Sigma Green, это было похоже на переход на Cadillac. Мое время шлифования сократилось так резко — время — деньги … Производительность, которую я получаю от всех шлифовальных / полировальных кругов, делает мою работу чище и приятнее. чем когда-либо прежде. Я горжусь своей работой и продуктами, которые использую, и всем рекомендую Rex-Cut!»
.. за исключением случаев, когда я использую ваш продукт. Годами я брал с полки все, что мог найти , Когда я познакомился с Sigma Green, это было похоже на переход на Cadillac. Мое время шлифования сократилось так резко — время — деньги … Производительность, которую я получаю от всех шлифовальных / полировальных кругов, делает мою работу чище и приятнее. чем когда-либо прежде. Я горжусь своей работой и продуктами, которые использую, и всем рекомендую Rex-Cut!»
Anthony Andreoli
Andreoli Restoration Maker & Owner
«Внедрение на нашем заводе круга для финишной пайки Rex-Cut Type 1 для отделки швов кровли дало непосредственные результаты как в повышении производительности, так и в качестве отделки сварных швов. Это привело к значительным экономия затрат на производство Ibiza, нашего самого продаваемого автомобиля».
Дж. Матео
Инженер компании SEAT, входящей в группу Volkswagen в Испании
Industries
Многие отрасли промышленности переходят на изделия из хлопка, потому что они быстрее, безопаснее и служат дольше. Отрасли, которые получат наибольшую выгоду от абразивов Rex-Cut, включают:
Отрасли, которые получат наибольшую выгоду от абразивов Rex-Cut, включают:
- Самолет
- Аэрокосмическая промышленность
- Судостроение
- Ювелирные изделия
- Инструмент и матрица
- Автомобилестроение
- Пищевая промышленность
- Молочная
- Столовые приборы
- Сварочное производство
- Общее изготовление и многое другое.
НЕКОТОРЫЕ ИЗ НАШИХ КЛИЕНТОВ:
Продукция
Продукция Rex-Cut предназначена для широкого спектра применений и включает в себя:
- Алюминиевые лепестковые диски
- Алюминиевые шлифовальные круги
- Шлифовальные круги для пайки
- Скоростные шлифовальные круги
- Шлифовальные круги для нержавеющей стали 304
- Диски для лазерной пайки
- Диски с трубной резьбой
- Лепестковые диски из нержавеющей стали
- Шлифовальные круги из нержавеющей стали
- Насадки для очистки штампа
- Насадки для снятия заусенцев с пресс-формы
- Точки крепления направляющей сиденья
- Лепестковые диски из нержавеющей стали
- Шлифовальные круги из нержавеющей стали
Руководство слесаря по нержавеющей стали
Работа с нержавеющей сталью требует одновременного внимания ко многим деталям.