Электроды для инверторной сварки как выбрать: Как выбрать электрод для сварки. Инструкция для чайников — интернет-магазин Евротек
Содержание
Электроды для инверторной сварки
Статьи
Категории
Андрей Демидов
13 Июля 2020, Пн
Оглавление
- Выбор электродов в зависимости от свариваемого металла
- Какие электроды выбрать для сварки инвертором новичку для хорошего результата в работе
Электроды – расходный материал, применяемый при работе со сварочным оборудованием. Какие электроды лучше использовать для инверторной сварки и какие из них лучше не приобретать начинающему сварщику? При выборе сварочного электрода, для последующей работы с инвертором, нужно учитывать, что материал из которого они изготовлены (покрытие прутков) также влияет на качество работ с агрегатом, прочность и надежность швов сварки.
Приобрести необходимые расходные материалы, а также бытовые или профессиональные инверторы на сайте «СварМакс» можно по выгодным ценам и с высокой гарантией качества.
При сварке различных материалов, применяют плавящиеся электроды с самым разным покрытием:
- изделия из стали с низким содержанием углерода и с небольшими примесями, сваривают с помощью углеродных электродов;
- конструкции из легированной стали сваривают прутками — УОНИ 13/45, ОЗС-4, АНО-21, МР-3;
- изделия из стали другого типа или для наплавки сваривают прутками ЦЛ-11;
- детали из чугуна варят электродами ОЗЧ-2.
Специалисты создали свой рейтинг сварочных прутков, которые используют для работы с современными инверторами:
- электроды марки АНО, с хорошим воспламенением, не нуждающиеся в прокаливании, подходят как для профессионалов, так и новичков;
- универсальные прутки – это МР-3;
- МР-3С нужны для сварки с высокими требованиями к работе и качеству швов сварки;
- модели для сварки особо ответственных конструкций – это УОНИ-13/55.
Как первая, так и вторая классификация позволяет сделать выбор электродов более простым, не переживая о качестве сварочных работ.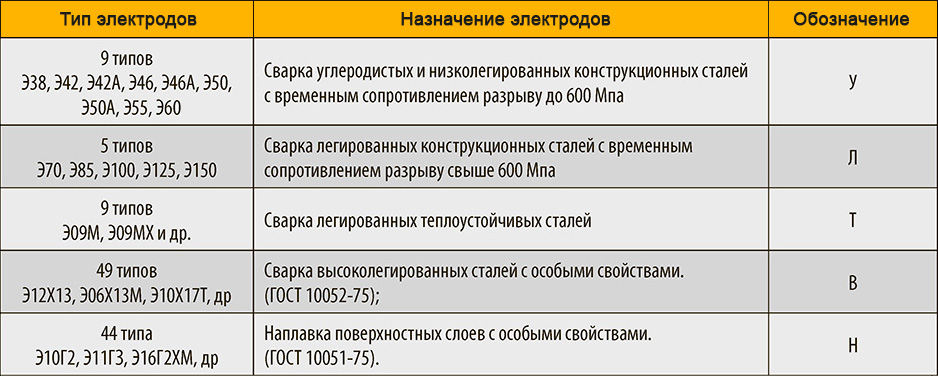 Опытные сварщики чаще всего выбирают для сварки УОНИ 13/55. Универсальные и часто используемые – МР-3, МР-3С. Для стали берут – АНО-4, АНО-6, ЦЛ-11, АНО-21, ОЗС-4, УОНИ-12/45, чугуна – ОЗЧ-2.
Опытные сварщики чаще всего выбирают для сварки УОНИ 13/55. Универсальные и часто используемые – МР-3, МР-3С. Для стали берут – АНО-4, АНО-6, ЦЛ-11, АНО-21, ОЗС-4, УОНИ-12/45, чугуна – ОЗЧ-2.
Если вы только собираетесь освоить работу с инвертором, следует особенно внимательно подходить к выбору расходного материала – прутков для сварки. Какими электродами лучше варить инвертором новичку, а какие не стоит брать?
Лучшими электродами для новичков считаются модели с рутиловым покрытием – АНО-21, МР-3, АНО-36, ОКА 46. Они легко поджигаются, хорошо горят, с отрывом (можно точками варить). Повторный поджиг отличный, можно варить тонкий металл. Минус только один – шлак. Для начинающих это лучший выбор. Нельзя выбирать электроды с основным покрытием. Для новичка они не нужны. К примеру, УОНИ. К них есть один плюс — нет шлака. Минусы – тяжело зажечь. Если оторвался, еще тяжелей зажечь. Тонкий металл с ними не варят.
Статьи
Оцените статью:
( 1 ) ( 5. 0 ) 5
0 ) 5
100% гарантия качества
14 дней на возврат товара
Быстрая доставка по Украине
Оплата при получении
Электроды для ручной электродуговой сварки
Лучшим устройством для сварки в быту является инверторный сварочный аппарат работающий от домашней сети электропитания. Он находит применение при проведении ремонтных работ, благоустройству территории, строительстве. Удобство достигается за счет компактных размеров, большому количеству опций, в том числе облегчающих использование новичками, а также широкому ассортименту применяемых покрытых плавящих электродов. Какие электроды выбрать для сварки зависит от состава и толщины соединяемых деталей.
По своей конструкции электрод состоит из стержня, материалом которого служит сварочная проволока соответствующей ГОСТ 2246-70, покрытого особым составом. Какую марку электродов выбрать, зависит от состава свариваемых деталей, тип электрода определяется сплавом сварной проволоки. В процессе сварочных работ происходит расплавление сердечника, а элементы обмазки создают слой шлака, создавая защиту области сваривания.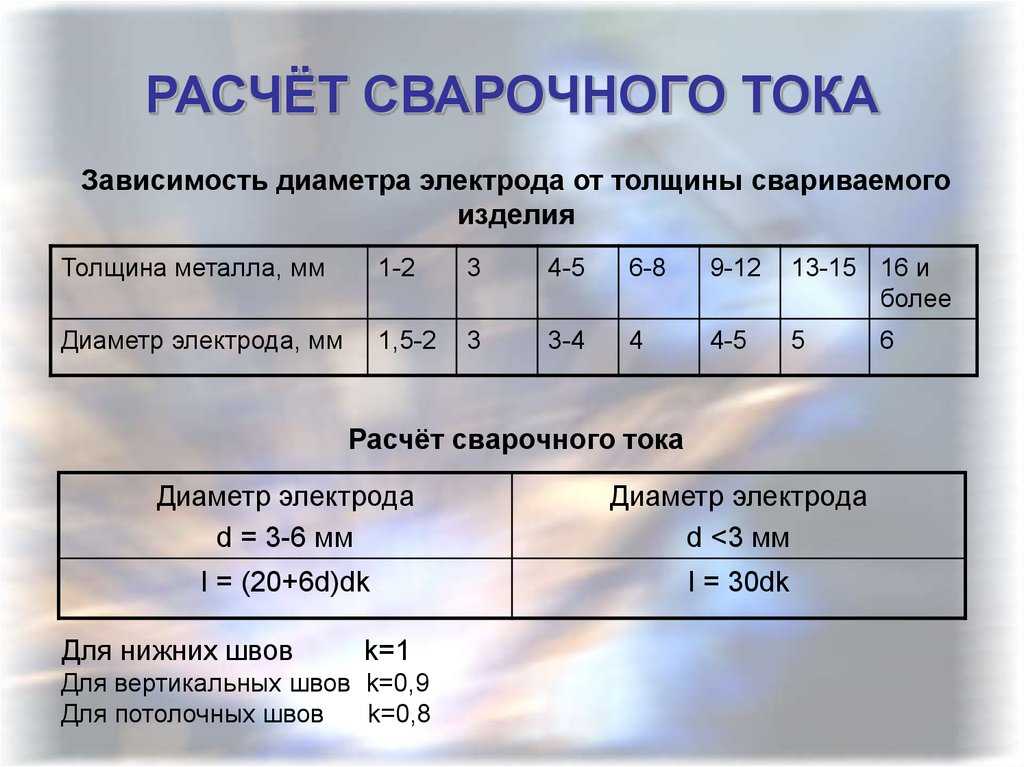
Виды покрытия электродов
Какие электроды выбрать новичку при работе, от этого будет зависеть вид обмазки, подразделяющейся на:
- основной — используется при сварке ответственных участков,
- рутиловое — находит применение на любом токе, при работе создает небольшое количество брызг,
- кислое — не применяется в плохо проветриваемых помещениях из-за своей токсичности, однако создает легко отделяемый шлак,
- целлюлозное — как и основное покрытие применяется на ответственных участках.
В домашнем применении, зачастую, применяют электроды, покрытые основной или рутиловой обмазкой.
Распространенные виды электродов применяемые в домашней мастерской
Среди домашних мастеров широкое распространение получили электроды с основной обмазкой марки УОНИ 13/55. Они используются на постоянном, обратнополярном токе на изделиях из низколегированных и углеродистых металлов. При этом удается получить морозоустойчивые швы, стойкие к ударным нагрузкам и имеющими пластичную структуру. Из недостатков можно выделить необходимость тщательной подготовки свариваемых кромок.
Из недостатков можно выделить необходимость тщательной подготовки свариваемых кромок.
Любое загрязнение приведет к образованию пор, снижающих качество шва.
Распространенные рутиловые электроды марки МР-3 используют с теми же видами стали, что и УОНИ 13/55, но на постоянном токе прямой полярности. Из-за образования малого количества брызг, появляется возможность проводить работы в любом положении и на загрязненных кромках, имеющих следы окисления. Также используются АНО-4 и ОЗС-12 для высокоуглеродистых сталей, а ОК 63.34 и ОК 61.30 применяются для нержавеек.
Как выбрать подходящий диаметр электрода?
На рынке представлен большой размерный ряд электродов, начиная от 1,5 миллиметров и до 6 миллиметров. В быту, чаще всего, применяются диаметры от 2,5 до 4 миллиметров. Для соединения деталей, имеющих толщину менее 1,5 миллиметров, дуговая сварка не применяется. При этом диаметр электрода выбирают исходя из толщины свариваемых деталей, а ток выбирают в соответствии с рекомендациями производителя. Несоблюдение данных правил приводят к появлению большого количества пор.
Несоблюдение данных правил приводят к появлению большого количества пор.
Маркировка электродов ESAB
Для дуговой ручной сварки широкое распространение получили изделия производства шведской компании ESAB. Несмотря на высокую цену, они популярны из-за своего стабильного качества. Маркировка состоит из букв ОК и четырех цифр. Так, например, 46.00 аналогичны МР-3. Особенности применения всегда можно узнать из информации предоставленной производителем.
Выбор качественных сварочных электродов
Правильный выбор напрямую влияет на конечный сварной шов. Так покрытие необходимо выбирать с равномерной толщиной на всей площади. Покрытие не должно отделяться от стержня, в противном случае велик риск заводского брака или долгого хранения. Необходимо предохранять электроды от намокания и приобретать их в заводской упаковке.
Как выбрать диаметр электрода?
Как выбрать диаметр электрода?
Сварка является важной задачей при сборке большинства изделий из стали и алюминия. От качества сварного шва часто зависит долговечность всей конструкции и успех проекта. Поэтому, кроме соответствующего качественного оборудования, нужно еще знать, как должны соединяться отдельные элементы. Одной из переменных во всем процессе является метод сварки. Для целей данного поста мы сосредоточимся только на дуговой сварке покрытыми электродами.
От качества сварного шва часто зависит долговечность всей конструкции и успех проекта. Поэтому, кроме соответствующего качественного оборудования, нужно еще знать, как должны соединяться отдельные элементы. Одной из переменных во всем процессе является метод сварки. Для целей данного поста мы сосредоточимся только на дуговой сварке покрытыми электродами.
Что такое ручная дуговая сварка?
Весь процесс очень прост. Это один из самых популярных способов сварки. Он заключается в расплавлении покрытия вместе с плавящимся электродом со свариваемым материалом с помощью электрической дуги. Большинство работ выполняются вручную и качество работы зависит от мастерства сварщика. Однако есть факторы, которые следует учитывать, если вы хотите работать профессионально. Вы должны проверить, среди прочего:
- источник постоянного и переменного тока, т.е. популярный сварочный аппарат
- кабель с электрододержателем
- кабель заземления с зажимом электрода
- тип шлема и другие принадлежности
Помимо самой техники сварки очень важен выбор диаметра электрода для свариваемого элемента. Без него сделать хороший сварной шов невозможно. На что нужно обратить внимание, чтобы получить удовольствие от конечного результата?
Без него сделать хороший сварной шов невозможно. На что нужно обратить внимание, чтобы получить удовольствие от конечного результата?
Выбор диаметра электрода для заготовки — это нужно знать!
Выбор диаметра электрода для свариваемого элемента методом ММА зависит от толщины сварного шва или свариваемого материала. Положение, в котором вы свариваете, также важно. Обычно можно предположить, что диаметры находятся в диапазоне от примерно 1,6 мм до даже 6,0 мм. Важно, чтобы диаметр электрода не превышал толщины материала, который вы собираетесь сваривать. Он должен быть меньше. В литературе по сварке вы найдете информацию о том, что диаметр электрода должен быть как можно больше. Этот ход самый экономичный. Поэтому материал толщиной от 1,5 мм до 2,5 мм лучше всего сваривать электродом сечением 1,6 мм. А в других случаях?
Примеры толщины материала и подходящего диаметра электрода
Для лучшего понимания выбора диаметра электрода для заготовки ниже вы найдете краткий список наиболее популярных толщин материала и оптимального диаметра электрода.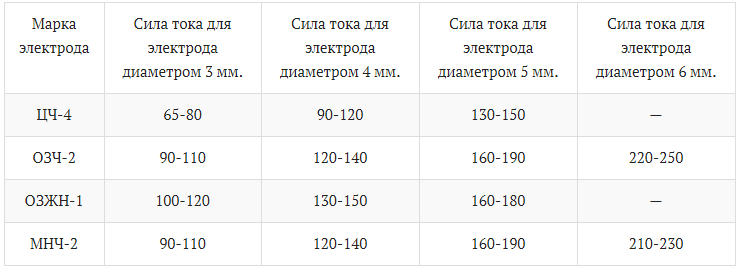
Толщина материала — Диаметр электрода
от 1,5 мм до 2,5 мм — 1,6 мм
от 3,0 мм до 5,5 мм — 2,5 мм
4,0 мм до 6,5 мм — 3,2 мм
33,0 мм..0 мм — 4,0 мм
7,5 мм до 10 мм — 5,0 мм
9,0 мм до 12 мм — 6,0 мм
Предыдущая статья
Бесплатная доставка в ЕС
Для заказов на сумму более 120 евро
За исключением островов
Простая политика возврата
В течение 30 дней дверь
Secure
В нашем магазине ваши данные и платежи всегда в безопасности.
Советы по выбору вольфрамовых электродов
Один из вопросов, который задают многие клиенты в наши дни, звучит так: «Какой вольфрамовый электрод подходит для моего приложения?»
Выбор правильного вольфрама имеет решающее значение для успешной сварки TIG. Вы должны убедиться, что используется правильный вольфрам для правильного типа источника питания, материала для сварки и толщины материала. Имея так много различных типов вольфрамовых электродов, изучение того, как правильно выбрать правильный вольфрам для каждого применения, может значительно улучшить качество сварки, а также сэкономить время и деньги.
Вы должны убедиться, что используется правильный вольфрам для правильного типа источника питания, материала для сварки и толщины материала. Имея так много различных типов вольфрамовых электродов, изучение того, как правильно выбрать правильный вольфрам для каждого применения, может значительно улучшить качество сварки, а также сэкономить время и деньги.
Ниже приведены некоторые из наиболее часто производимых вольфрамовых сварочных электродов для сварки TIG DC, TIG-AC и плазменной сварки:
2% ТОРИРОВАННЫЙ (КРАСНЫЙ) EWTh-2/WT20
Основной оксид: 1,7–2,2% оксид тория
Радиоактивный. Лучше всего подходит для использования в приложениях постоянного тока (d/c) с использованием трансформаторных источников питания постоянного тока. Лучше всего подходит для использования на коррозионностойких сталях, титановых сплавах, никелевых сплавах, медных сплавах. Хорошее начало и стабильность дуги постоянного тока, средняя скорость эрозии, средний диапазон силы тока, средняя склонность к разбрызгиванию.
0,8% ЦИРКОНИРОВАННЫЙ (БЕЛЫЙ) EWZr-8/WZ8
Основной оксид: 0,7–0,9% оксид циркония
Нерадиоактивный . Лучше всего подходит для использования с переменным током (a/c) для алюминиевых и магниевых сплавов с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо шарит, выдерживает большую силу тока, чем чистый вольфрам, с меньшим разбрызгиванием, лучшим запуском дуги и стабильностью дуги, чем чистый вольфрам.
1,5% ЛАНТАНАТ (ЗОЛОТО) EWLa-1.5/WL15
Основной оксид: 1,3 –1,7% Оксид лантана
Нерадиоактивный. Лучше всего подходит для использования в постоянном токе (d/c) в качестве альтернативы 2%-ному торию с использованием инверторных или трансформаторных источников питания постоянного тока. Лучше всего подходит для коррозионностойких сталей, сплавов титана, сплавов никеля, сплавов меди. Лучший запуск и стабильность дуги постоянного тока, низкая скорость эрозии, широкий диапазон силы тока, отсутствие разбрызгивания.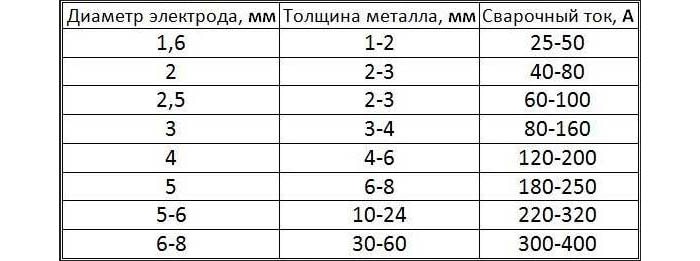
2% CERIATED (СЕРЫЙ) (ранее оранжевый) EWCe-2/WC20
Основной оксид: 1,8–2,2% оксид церия
Нерадиоактивный. Лучше всего подходит для использования в приложениях переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошие свойства зажигания и повторного зажигания, длительный срок службы, отличная стабильность дуги. Низкая скорость эрозии, лучше всего при низком диапазоне силы тока, отсутствие разбрызгивания, хорошее начало дуги постоянного тока и стабильность.
ЧИСТЫЙ (ЗЕЛЕНЫЙ) EWP/WP
Основной оксид: Нет
Нерадиоактивный. Содержит 99,50% вольфрама. Хорошо подходит для использования с переменным током (a/c) для алюминиевых и магниевых сплавов в приложениях с малой и средней силой тока, используя только трансформаторные источники питания постоянного тока. Шары легкие, имеет тенденцию плеваться при более высоких токах. Используется только для некритических сварных швов.
Шары легкие, имеет тенденцию плеваться при более высоких токах. Используется только для некритических сварных швов.
2% LANTHANTED (СИНИЙ) EWLa-2/WL20
Основной оксид: 1,8–2,2 % оксид лантана
Нерадиоактивный. Лучший электрод общего назначения для переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошее начало и стабильность дуги, диапазон силы тока от среднего до высокого, низкая скорость эрозии.
LayZr™ (ШАРТРЕЗ) EWG
Основные оксиды: 1,5 % лантана, 0,08 % циркония, 0,08 % оксидов иттрия
Нерадиоактивный. Лучше всего подходит для автоматизированных или роботизированных приложений с переменным током (a/c) или постоянным током (d/c) из-за допуска низкого напряжения (изменения расстояния между наконечником и заготовкой) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. очень стабильная геометрия наконечника, работает при температуре ниже 2% тория с более длительным сроком службы, диапазон силы тока от низкого до среднего. самые лучшие старты с низкой силой тока
Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. очень стабильная геометрия наконечника, работает при температуре ниже 2% тория с более длительным сроком службы, диапазон силы тока от низкого до среднего. самые лучшие старты с низкой силой тока
Подготовка вольфрама
В зависимости от типа вольфрамового электрода вольфрамовая заготовка состоит из шаровидной, заостренной или усеченной формы. Скругленный наконечник чаще всего используется с электродом из чистого вольфрама и рекомендуется для использования с процессом переменного тока на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Чтобы правильно скруглить конец вольфрама, подайте переменный ток, рекомендованный для диаметра электрода, и шарик на конце вольфрама сформируется сам. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), поскольку на конце электрода имеется сфера большего размера.
